Какое оборудование для хромирования бывает?
Хромирование различных металлических поверхностей стало самым распространенным способом защиты металлов от коррозии. Оборудование для этих целей бывает разное, и в настоящее время выделяют несколько способов хромирования, при этом нередко бытует мнение, будто все они настолько просты, что выполнять работы по хромированию можно едва ли не в условиях жилого помещения.
1 Принцип работы хромирующей установки
Достаточно лишь приобрести оборудование для хромирования, и можно приступать к работе. Но все это далеко не так просто. Хотя удобная действительно существует негабаритная установка для хромирования. Выпущена она была в США не так давно и состоит из стенда, набора манометров, пистолета обдува и пульверизатора. Прилагается и инструкция по пользованию. Но стоит такое устройство прилично: около 2000 долларов. Более дешевый аппарат был выпущен и в России. Казалось бы, вот оно решение в вопросе защиты деталей автомобиля или иных металлических поверхностей! Но в названии устройства умышленно опущено ключевое слово «декоративное».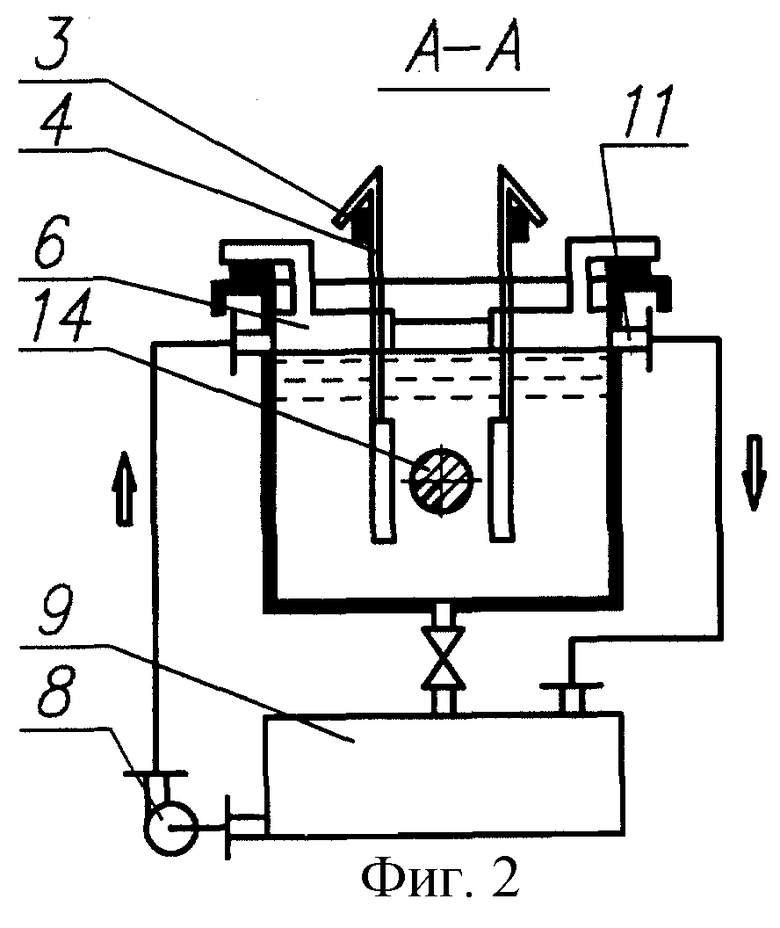
Оборудование для хромирования
Принцип работы прост. Сначала готовится поверхность: ее зачищают от защитного слоя краски, шлифуют, обезжиривают и покрывают слоем надежной грунтовки. Желательно подвергнуть ее тепловой обработке, чтобы грунт получил более надежное сцепление с поверхностью. На остывшую деталь напыляется слой хрома. Люди, которые пользовались устройством для хромирования деталей, утверждают, что потребуется еще дополнительная защита в виде слоя лака или нанесения самоклеящейся пленки. Как мы все понимаем, такое «хромирование» не создаст барьера для коррозии.
Нанесение покрытия
В действительности под хромированием следует понимать химическую или электрохимическую реакцию металла и реагентов, в результате которого на поверхности образуется тонкий защитный слой (в данном случае слой хрома).
2 Настоящее и псевдо хромирование
Самый простой метод холодного хромирования тоже нельзя отнести к настоящему способу нанесения покрытия. Заключается он в том, что использоваться будет краска, в состав которой введено не менее 75% пыли хрома. Краска наносится на поверхность с помощью пульверизатора (в некоторых случаях можно использовать обычные малярные кисти), застывает и создается своеобразный буфер для коррозии. Служит такая защита не менее 5 лет. Но стоит только немного повредить покрытие, как «жучок» проникнет под слой защиты и начинает свою работу.
Заключается он в том, что использоваться будет краска, в состав которой введено не менее 75% пыли хрома. Краска наносится на поверхность с помощью пульверизатора (в некоторых случаях можно использовать обычные малярные кисти), застывает и создается своеобразный буфер для коррозии. Служит такая защита не менее 5 лет. Но стоит только немного повредить покрытие, как «жучок» проникнет под слой защиты и начинает свою работу.
Покраска хромом
Настоящее хромирование подразумевает наличие следующих составляющих:
- гальваническая ванна;
- электролит;
- источник постоянного тока.
Гальваническое покрытие
И это минимум, необходимый для правильного протекания всех химических процессов.
3 Как выполняется промышленное хромирование?
Деталь, которую вы собираетесь хромировать, помещается в ванну, заполненную электролитом. К ней подключается положительный провод от источника тока. К отрицательному полюсу подключается любая заготовка из хрома. После подачи тока будет происходить следующее: за счет диффузии от заготовки будут отделяться ионы цинка. Они являются носителями тока, поэтому через жидкую среду начнется движение в сторону детали. Ионы будут оседать на поверхности, создавая защитный слой. Будет ли он надежным? А как вы считаете, если связь металла детали и слоя хрома будет обеспечена на ионном уровне? Это и есть настоящее хромирование и самая долговечная защита поверхности.
К ней подключается положительный провод от источника тока. К отрицательному полюсу подключается любая заготовка из хрома. После подачи тока будет происходить следующее: за счет диффузии от заготовки будут отделяться ионы цинка. Они являются носителями тока, поэтому через жидкую среду начнется движение в сторону детали. Ионы будут оседать на поверхности, создавая защитный слой. Будет ли он надежным? А как вы считаете, если связь металла детали и слоя хрома будет обеспечена на ионном уровне? Это и есть настоящее хромирование и самая долговечная защита поверхности.
Ванна с электролитом
Гальванические ванны могут быть использованы и для нанесения защиты иными металлами: серебром, алюминием, цинком. Такой способ еще называется методом химической металлизации. В домашних условиях процесс хромирования проводить не стоит: слишком высокое выделение побочных продуктов химических реакций. А вот в условиях гаража и при наличии средств индивидуальной защиты этот процесс можно осуществить. Правда, с токами придется немного повозиться, чтобы добиться равномерной скорости прохождения реакции.
Правда, с токами придется немного повозиться, чтобы добиться равномерной скорости прохождения реакции.
Химическое хромирование не подразумевает наличие источника тока, поскольку здесь на поверхность металла наносится несколько реагентов.
Химическое хромирование
Химическая реакция, которая протекает на металле, оставляет после себя налет хрома (или цинка, зависит от реагентов). Держится такая защита тоже очень долго.
4 Термохимическая металлизация
Интересно протекает термохимическое нанесение металла на поверхность. Напоминает оно в точности процедуру, которую в былые годы использовали для золочения поверхностей. В недалеком прошлом любая металлизация проводилась именно так. Сначала на поверхность наносится слой смеси металла и связывающего вещества (на основе древесных смол). Составу дают время высохнуть, и после этого изделие помещают в муфельную печь. От высокой температуры связующее вещество выгорает, а металлическая пыль плавится, растекаясь по поверхности и создавая слой защиты.
От высокой температуры связующее вещество выгорает, а металлическая пыль плавится, растекаясь по поверхности и создавая слой защиты.
В настоящий момент такая металлизация поверхностей более усовершенствована: в тепловую печь помещается изделие, и под высоким давлением на него напыляется все тот же хром. Существует вариант первоначального напыления с последующим обжигом. Так получается быстрее и качественнее. В домашних условиях процесс такого метода хромирования значительно упрощен. Сначала поверхность покрывается тонким слоем металлической пыли, которая впоследствии плавится при нагревании феном. Здесь есть один нюанс: слой защиты не всегда получается ровным, периодически могут возникать потеки металла. Устраняется этот недостаток за счет последующей шлифовки и полировки поверхности.
Печь для термохимической металлизации
Методом напыления хрома пользуются очень многие мастера, так как для этих целей нужен небольшой набор инструментов:
- пульверизатор;
- фен;
- шлифовальная машинка;
- полироль.


Но не стоит забывать, что распыление металлических квасцов тоже сопряжено с риском для здоровья. Не забывайте защитить свои органы дыхания и глаза.
Метод напыления хрома
Горячее хромирование металлических деталей
Самый сложный способ хромирования — горячий. Применяется он в промышленном производстве, где затраты на энергоносители перекрываются за счет большого количества хромируемых деталей.
Простота такого метода очевидна: в ванну с расплавленным хромом опускается деталь, которая затем поднимается и вращается до тех пор, пока слой хрома не застынет на поверхности. Осуществить такое хромирование в домашних условиях не представляется возможным.
5 Выводы по теме публикации
Какой бы вы способ хромирования ни выбрали, имейте в виду, что все химические реакции сопровождаются большим количеством побочных продуктов, наносящих вред всему живому. Если процесс будет проводиться в гаражных условиях, то скоро вы заметите, как быстро возле рабочего места исчезнет вся растительность.
Если процесс будет проводиться в гаражных условиях, то скоро вы заметите, как быстро возле рабочего места исчезнет вся растительность.
Хромирование в гаражных условиях
Для вашего организма работы по хромированию тоже не проходят бесследно. Если у вас нет уверенности в собственных умениях и знаниях в области химии и физики, то браться за такую работу не стоит. Доверьте это людям, которые имеют в наличии все необходимые инструменты и опыт выполнения работ данного вида. Это будет безопасно для здоровья и пусть немного «ударит» по кошельку, зато вы будете уверены в качестве нанесенного покрытия.
Оборудование для хромирования деталей и технология нанесения хрома
Хромирование является одним из наиболее распространенных способов защиты металлических изделий от коррозии, а также их декоративного оформления. На сегодняшний день существует несколько технологий осуществления такой процедуры, для реализации которых применяется различное оборудование для хромирования.
Хромированная своими руками клапанная крышка
Принцип работы
На современном рынке можно приобрести как зарубежное, так и отечественное оборудование для хромирования. Первое, хотя и является компактным, удобным и эффективным в работе, отличается достаточно высокой стоимостью. В комплект такого оборудования входят рабочий стенд, набор манометров, пульверизатор и пистолет, при помощи которого выполняют обдув обрабатываемого изделия. Отечественное оборудование, используемое для хромирования деталей, стоит значительно дешевле зарубежного, но не позволяет выполнять декоративную обработку (с его помощью можно только имитировать ее результаты).
Профессиональная установка для химического хромирования. Все органы управления и контроля удобно расположены на лицевой панели
Хромировка при использовании такого оборудования выполняется следующим образом.
- Обрабатываемая поверхность перед хромированием очищается от лакокрасочных покрытий, любых загрязнений, шлифуется и обезжиривается.
- Затем на нее наносится слой грунтовки.
- Чтобы улучшить адгезию нанесенного грунта с металлом, последний можно подвергнуть термической обработке.
- После этого на поверхность остывшего изделия при помощи пульверизатора наносится слой хрома.
- Для защиты нанесенного в результате хромирования покрытия можно воспользоваться лаком или самоклеящейся пленкой.

Нанесенное таким образом покрытие не может обеспечить надежной защиты металла от коррозии. Эффективно решить эту задачу позволяет химическая металлизация, выполняемая с использованием специальных химических реагентов для хромирования. В результате этой процедуры формируется тонкой слой хрома, отличающийся высокими защитными свойствами.
Отличие псевдохромирования от настоящего
Самый простой способ хромирования, который нельзя считать полноценной металлизацией, подразумевает использование краски, содержащей не менее 75% хромовой пыли. Металлосодержащая краска наносится на поверхность холодного изделия (для этого применяют пульверизатор или обычную малярную кисть). Таким образом, создается своеобразный барьер, предохраняющий металл от коррозии. Результат такого хромирования, если оно правильно выполнено, может прослужить не менее пяти лет. Однако при повреждении покрытия коррозия затронет не только поверхность металла, но и его глубинные слои.
Металлосодержащая краска наносится на поверхность холодного изделия (для этого применяют пульверизатор или обычную малярную кисть). Таким образом, создается своеобразный барьер, предохраняющий металл от коррозии. Результат такого хромирования, если оно правильно выполнено, может прослужить не менее пяти лет. Однако при повреждении покрытия коррозия затронет не только поверхность металла, но и его глубинные слои.
По-настоящему эффективная химическая металлизация предполагает применение:
- специальной емкости, в которой протекают гальванические процессы;
- электролита для хромирования;
- источника постоянного электротока.
Данный набор приспособлений и расходных материалов является минимальным для проведения хромирования.
В полный комплекс оборудования для хромирования также входят ванны для обезжиривания и промывки, маслоотделитель и сушильные камеры
Нанесение хрома в производственных условиях
Алгоритм стандартной процедуры хромирования, выполняемого в производственных условиях, выглядит следующим образом.
- Обрабатываемое изделие помещается в ванну, наполненную электролитическим раствором.
- Затем оно подключается к плюсовому контакту источника электрического тока.
- К отрицательному контакту источника тока подключается любая заготовка, изготовленная из хрома.
- После того как электрический ток начнет поступать к заготовке из хрома, к изделию и в электролит, от заготовки начнут отделяться ионы хрома и двигаться по электролиту к обрабатываемой детали.
- Оседая на ее поверхности и связываясь с ней на молекулярном уровне, ионы хрома формируют на ней надежный и очень долговечный защитный слой.
Промышленная ванна для хромирования
Химическая металлизация позволяет сформировать самое надежное покрытие, отличающееся высокими защитными свойствами. При помощи такой технологии на металлическую деталь может наноситься слой не только хрома, но также цинка, серебра, алюминия и других металлов.
Следует иметь в виду, что химическая металлизация сопровождается выделением вредных для здоровья химических веществ, поэтому, если вы соберетесь провести ее в домашних условиях, необходимо использовать только нежилые помещения. Естественно, не следует пренебрегать и личными средствами защиты. Чтобы обеспечить равномерную скорость протекания химической реакции, для самостоятельного выполнения химической металлизации необходимо правильно подобрать источник постоянного электрического тока.
Естественно, не следует пренебрегать и личными средствами защиты. Чтобы обеспечить равномерную скорость протекания химической реакции, для самостоятельного выполнения химической металлизации необходимо правильно подобрать источник постоянного электрического тока.
Технология термохимической металлизации
По технологии термохимической металлизации в недалеком прошлом выполняли золочение металла. Суть такой технологии, применение которой позволяет наносить на поверхность изделия покрытия не только из золота, но и из других металлов, заключается в следующем.
- На металл наносится специальный состав, состоящий из металлической пыли и связующего вещества, изготовленного на основе древесных смол.
- После того как нанесенный слой полностью высохнет, изделие помещается в муфельную печь.
- Под воздействием высокой температуры, создаваемой внутри печи, связующий состав выгорает, а металлическая пыль плавится, формируя тонкий защитный слой.
Нанесение состава на изделие производится стандартным покрасочным оборудованием
На сегодняшний день существует несколько вариаций такой технологии. Первая из них заключается в том, что слой металла наносится под высоким давлением, при этом само изделие находится в нагретой до требуемой температуры печи. Другой вариант металлизации предполагает, что слой металла предварительно напыляют на обрабатываемую поверхность, а затем изделие обжигают в печи.
Первая из них заключается в том, что слой металла наносится под высоким давлением, при этом само изделие находится в нагретой до требуемой температуры печи. Другой вариант металлизации предполагает, что слой металла предварительно напыляют на обрабатываемую поверхность, а затем изделие обжигают в печи.
Активно используется и более упрощенный, домашний вариант такой технологии:
- Сначала изделие покрывается слоем металлической пыли.
- При помощи фена металлическая пыль на поверхности изделия расплавляется, формируя тонкое покрытие.
- Чтобы сделать покрытие более ровным и гладким, а также равномерным по толщине, его подвергают шлифовке и последующей полировке.
Тщательно отполированное покрытие не уступит по внешнему виду заводской хромировке
Для применения такого метода металлизации потребуются следующие материалы и оборудование:
- пульверизатор, при помощи которого будет наноситься металлосодержащий состав;
- фен, позволяющий формировать поток воздуха, отличающийся высокой температурой;
- шлифовальная машинка;
- состав, при помощи которого будет выполняться финишное полирование обрабатываемой поверхности.

Минимальный набор инструментов для домашней металлизации
При реализации данной технологии на обрабатываемую поверхность распыляются металлические квасцы, которые также представляют определенную опасность для человеческого здоровья. Поэтому, решив воспользоваться таким методом металлизации, позаботьтесь о своей безопасности, надежно защитив органы зрения и дыхания.
Наиболее производительным, но и более сложным в техническом плане является хромирование, выполняемое по горячему методу. Применяется такой метод металлизации преимущественно на крупных производственных предприятиях, где за счет большого количества обрабатываемых изделий затраты на используемые для этого энергоносители минимизируются.
Максимально твердое покрытие можно получить только в производственных условиях
Суть горячего метода, применяемого для хромирования деталей, заключается в том, что обрабатываемое изделие помещают в емкость с расплавленным металлом, который покрывает его поверхность тонким слоем. Естественно, что использовать такую технологию металлизации в домашних условиях проблематично.
Естественно, что использовать такую технологию металлизации в домашних условиях проблематично.
Решив покрывать металл слоем хрома в домашних условиях, вы должны иметь в виду токсичность реактивов для хромирования, поэтому при работе следует строго соблюдать все требования по технике безопасности. Кроме того, для выполнения такого процесса необходимо обладать хотя бы минимальными знаниями по химии и соответствующими навыками.
Что необходимо для хромирования делателей?
Рынок защитно-декоративных покрытий стремительно развивается, поэтому хромирование пользуется большим спросом. Но при всём этом оборудование для хромирования не настолько сложное и дорогостоящее, как, например, для гальванохимической или лакокрасочной кузовной обработки автомобиля. В данном материале мы вам расскажем об оборудовании, которое наилучшим образом подойдёт для проведения этого процесса.
Лучшей установкой для хромирования автомобильных элементов является та, которая отвечает всем требованиям, что будут описаны ниже. Такое оборудование не должно содержать вредных металлов и химических реагентов.
Полное и упрощённое оборудование для хромирования
Оборудование для проведения хромирования бывает нескольких видов. Оно классифицируется в зависимости от того, какие действия и какого масштаба выполняются. Как правило, полное оборудование для хромирования соответствует следующим показателям:
— покрывает как небольшие, так и габаритные изделия;
— не содержит в своём составе металлов, которые могут повлиять на качество растворов;
— система, подающая материалы, обязательно должна быть замкнутой, ведь это даёт возможность просто наполнять ёмкости реагентом и во время этого ничего не потребуется снимать либо откручивать;
— данное оборудование должно быть такого плана, чтобы оно позволяло обеспечивать полный визуальный контроль над израсходованием материалов;
— должно легко чиститься после проведения процесса хромирования.
Полное оборудование для проведения хромирования, произведённое за границей, стоит порядка 2000 долларов. Она включает в себя стенд с манометрами, две ёмкости: большую и меньшую, пистолет для обдува воздухом и серебрильный и, разумеется, инструкцию по применению. Более упрощённое оборудование украинского производства аналогичного образца стоит в разы дешевле – около 7 тысяч гривен.
Такое упрощение не только уменьшило себестоимость оборудования, но и оставило качество хромирования на таком же высоком уровне. Если украинская установка для проведения серебрения, выполненная в более упрощённом варианте, проводит процедуры того же качества, что и американская, возникает резонный вопрос, а есть ли смысл переплачивать в разы? В данное оборудование входят:
— ёмкости для растворов;
— пульверизаторы для подачи растворов;
— специальные соединительные шланги;
— мануал с описанием того, как обращаться с теми или иными химическими веществами;
— аппаратура для химической металлизации;
— химические растворы количеством, например, на четыре автомобильных колёсных диска;
— детальная инструкция с поэтапным описанием всех видов работ по хромированию.
Помните, что повторно использовать пульверизаторы нельзя из-за возможных браков в работе.
Популярная установка VWS
На рынке оборудования для проведения хромирования присутствуют и наиболее популярные модели. Одна из таких – установка VWS. Она относится к рангу профессионального оборудования для химметаллизации любых поверхностей. При правильном использовании, такая установка даёт стопроцентный результат зеркальной хромированной поверхности.
Давайте рассмотрим, в чём же заключается особенность и популярность установки для хромирования с названием VWS. Первое, о чем необходимо сказать, так это отсутствие лимита по количеству деталей, которые можно обработать. Второе – к обрабатываемым элементам не предоставляются ограничивающие требования в плане их формы, вида и размера, потому что хромирование происходит путём напыления химических реагентов. Работая на данном оборудовании, можно не приобретать дорогие химические составы или гальванические ванны. Также отсутствуют ограничения по размерам ёмкостей.
Также отсутствуют ограничения по размерам ёмкостей.
Установка VWS даёт возможность выбора оттенка хрома, который вы пожелаете. Кроме прочего, можно наносить элементы позолоты и другие напыления драгоценных металлов уже непосредственно на хромированные объекты. Это оборудование лишено различных сложных химических соединений, оказывающих вред человеческому здоровью. Защитное покрытие, которые вы можете наносить на автомобильные детали даже в гаражных условиях, получается всегда прочным и стойким к изнашиванию. Такое хромирование аналогично заводскому покрытию.
Очередным достоинством оборудования VWS является простота его эксплуатации. Нанесение хрома проводится методом распыления, что позволяет краске максимально равномерно обтекать детали даже самой сложной формы и любого размера. Но ценнейшим преимуществом для простых обывателей является высокая рентабельность проведения хромирования. Говоря иначе, эффект хромирования, который предоставляет установка VWS, обойдётся в разы дешевле того, что производится с использованием гальванических и промышленных ванн.
Особенности проведения хромирования
Грамотное проведение хромирования подразумевает не только выбор качественного оборудования, но и подготовку специального помещения с хорошей вентиляцией. Этот факт одинаково важен как для малых, так и больших объёмов выполнения процедуры химической металлизации. Кроме этого, приобретите специальный компрессор, если он не входит по умолчанию в комплект установки. Ведь всё может быть, а техника вашей же безопасности – мера первоочерёдная. Будьте внимательны и обращайте особое внимание на данный параметр. У вас также должен быть влагомаслоотделитель и отдельный пульверизатор для лакирования. Ну и всякая «мелочь» вроде дополнительных шлангов также имеет место быть.
Упрощённое оборудование данного типа позволяет не только хромировать, но и золотить различные автомобильные элементы и детали, которые эксплуатируются в зоне высоких температур. Это касается как двигателей внутреннего сгорания автомобилей и мотоциклов, так и других составляющих.
Зачем нужно делать хромирование
Оборудование для проведения хромирования, о котором было сказано выше, используется не только для придания эстетичного вида металлическим деталям, но и для обеспечения прочности, в первую очередь. Зачастую хромируют автомобильные диски, бампера, решётку радиатора, двигатель, боковые зеркала и многие другие детали и элементы. Как оговаривалось ранее, первоочерёдная задача хромирования заключается в придании деталям прочности, а также устойчивости к окислению, коррозии и другим пагубным воздействиям окружающего мира. Хромируются любые детали. Всё только зависит от оборудования, при помощи которого вы выполняете процедуру.
Огромная популярность хромирования в автомобильной среде, а точнее, среди владельцев, возросла ввиду того, что преобразованные детали обладают замечательными отражающими свойствами. Порой хромируют и автомобильные кузова полностью, что придаёт владельцам гордости в плане того, что они являются обладателями настоящего произведения искусства.
Итак, подведя итоги всего сказанного, ответим на вопрос: зачем нужно хромирование? Для многих эстетов появляется реальная возможность выражения своих творческих замыслов. Приобретение оборудования для хромирования не будет являться каким-то шиком и бездумной тратой денег, а даже наоборот. Изначально вы воплотите в жизнь свои креативные мечты, а после сможете построить и наладить своё собственное дело, приносящее хорошую прибыль.
Подписывайтесь на наши ленты в таких социальных сетях как, Facebook, Вконтакте, Instagram, Pinterest, Yandex Zen, Twitter и Telegram: все самые интересные автомобильные события собранные в одном месте.
Гальваническое оборудование для хромирования
Электрохимическое хромирование – насаждение на поверхности деталей слоя хрома определенной толщины под воздействием электрического тока. Технология используется для увеличения износостойкости поверхностей, восстановления их первоначальных размеров, антикоррозионной защиты и в декоративных целях. Главный элемент линий – гальванические ванны. Наша компания изготавливает продукцию согласно действующему ГОСТу 23738-85. В зависимости от технологических особенностей производства ванны для хромирования могут иметь несколько видов.
Технология используется для увеличения износостойкости поверхностей, восстановления их первоначальных размеров, антикоррозионной защиты и в декоративных целях. Главный элемент линий – гальванические ванны. Наша компания изготавливает продукцию согласно действующему ГОСТу 23738-85. В зависимости от технологических особенностей производства ванны для хромирования могут иметь несколько видов.
Ванны без кармана
Ванны с карманом
Ванны с двухступенчатой промывкой
Ванны с трехступенчатой промывкой
В зависимости от типа линии оборудование для хромирования включает в себя набор дополнительных агрегатов и установок. Хромирование может выполняться на:
- Линиях с ручным управлением. Управление технологическим процессом осуществляется оператором при помощи пульта. Метод применяется при штучном или мелкосерийном производстве.
- Линиях с полуавтоматическим управлением. Вручную задается лишь номер позиции.
- Автоматических линиях. Применяется на крупносерийном производстве. Оборудование для хромирования управляется специальной компьютерной программой.

Выпускаемые нами гальванические ванны можно устанавливать на любые типы линий, на них есть возможность монтировать все необходимое дополнительное технологическое оборудование.
Для обеспечения безопасности процесса в оборудование для хромирования включаются следующие специальные агрегаты:
- Общецеховая или общезаводская химически устойчивая вентиляция. Отдельно монтируются вытяжные зонты и бортовые отсосы.
- Оборудование для подготовки деталей. Имеют вид барабанов, используются для предварительной подготовки деталей.
- Запорная водопроводная арматура и трубопроводы из химически устойчивых материалов.
- Системы автоматики. Дозаторы, контроллеры потока и т. д.
- Выпрямители постоянного тока, регуляторы напряжения и силы, нагревательные элементы, предохранительная электрическая арматура. Выбирает оптимальные режимы для хромирования различных изделий с учетом заданных оператором параметров.
- Емкости для очистки технологических вод, фильтровальные установки, накопители отходов.
- Электрические шкафы управления.
 Выбирает оптимальные режимы для хромирования различных изделий с учетом заданных оператором параметров.
Выбирает оптимальные режимы для хромирования различных изделий с учетом заданных оператором параметров.В зависимости от пожеланий заказчика перечень агрегатов на линиях может корректироваться.
Особенности подготовки ванны для хромирования
Хромирование деталей происходит в емкостях в среде химического раствора серной кислоты (в пределах 0,8–1,2%) и хромового ангидрида. Раствор приготавливается в запасной ванне из химически инертных пластиков. В емкость наливается половина объема деминерализованной воды и порционно добавляется хромовый ангидрид при постоянном перемешивании до полного растворения. Порошок хромового ангидрида должен соответствовать стандарту ВN-76/6068-11 и иметь в своем составе не более 0,4% серной кислоты. Химическая металлизация выполняется одним из четырех сортов хромового ангидрида: S, I, II и III. В зависимости от сорта изменяется процент серной кислоты. Недостающее количество кислоты добавляется только после проверки плотности жидкости ареометром. Содержание хромового ангидрида определяется по Табл. №1.
Табл. №1. Плотность водного раствора хромого ангидрида при t° = +15°С
Электрохимическое хромирование – непрерывный технологический процесс, параметры покрытия зависят от температуры, плотности раствора и силы тока. В целях экономии энергоносителей современные технологии используют универсальные растворы, что дает возможность регулировать толщину слоя хрома только за счет температуры и времени выдержки. При этом плотность тока не превышает 15–20 А/дм2, а температура +40–50°С. Металл подается в ванную подогретым до рабочей температуры.
Табл. №2. Зависимость толщины покрытия от времени процесса и плотности тока, t° +40°С
Табл. №3. Зависимость толщины покрытия от времени процесса и плотности тока, t°+55°С
Гальваническое хромирование должно выполняться при правильном пространственном положении внутреннего анода и матриц. Если изделия располагаются неправильно, то выделяющиеся на поверхности пузырьки газов препятствуют равномерному осаждению хрома. На рис. 1 показано правильное положение, а на Рис. 2 неправильное.
Правильное размещение изделия
Неправильное положение изделий
1 – анод;
2 – изоляция анода;
3 – зеркало раствора;
4 – изоляция изделия;
5 – покрытие хромом.
Виды покрытий
Процесс гальванического хромирования корректируется с учетом требуемых видов поверхности деталей.
- Двухслойные покрытия комбинированного типа. Придают хрому повышенную износостойкость, увеличивают размеры изделий. Применяется комбинация износостойкого и непористого молочного хрома. Хромирование делается в два этапа. Первый этап протекает при плотности тока 30 А/дм2 и температуре 343 К (+70°С), наносится молочный хром толщиной в пределах 9 мкм. Второй этап – температура раствора понижается до 328 К (+55°С), а катодная плотность тока увеличивается до 45–55 А/дм2. Длительность завершающего процесса устанавливается в зависимости от желаемой толщины слоя хрома.
- Черные покрытия. Для нанесения используется то же оборудование для хромирования, меняются только режимы нанесения. Имеет небольшую толщину (в пределах 1,5–2,0 мкм), характеризуется высокой теплопроводностью и адгезией к основанию. Металл сохраняет первоначальные физические свойства при температурах до 773 К (+500°С).
- Пористые покрытия. К ним не относятся молочные, хромирование специально делается таким способом, чтобы на поверхности появлялись микроскопические поры. В них в дальнейшем удерживаются смазочные материалы, что уменьшает износ трущихся поверхностей. Электрохимическое хромирование для пористого покрытия продолжается 10–12 минут при катодной плотности тока 40–60 А/дм2 и температуре раствора 325 К (+50°С) – 331 (+57°С) К.
Качество покрытия во многом зависит и правильности выбора режимов и тщательности предварительной подготовки изделий. Они должны быть очищенными от загрязнений и масляных пятен, острые углы и необрабатываемые отверстия закрытыми. Оборудование для хромирования настраивается технологом, контроль за соблюдением процессов производит оператор. Существующие нормативные документы устанавливают следующие требования по технологическом процессу:
- Допускается кратковременное изменение температуры раствора в пределах ±10°С. Если электролит охладился или перегрелся выше указанных полей допусков, то процесс считается прерванным. Дальнейшие действия зависят от степени нарушения качества покрывающего слоя. После анализа состояния поверхностного слоя хромирование может продолжаться или прекращаться, решение принимает технолог производства.
- Подвески и контакты должны изготавливаться из аналогичного материала. Остальное оборудование не должно подвергаться воздействию агрессивных химических соединений.
- Поперечное сечение всех токопроводящих элементов должны выдерживать требуемые значения с запасом. Величина запаса подбирается с учетом сортамента обрабатываемой продукции. Химическая металлизация выполняется одновременно с максимально широким ассортиментом. Перестраивать и переналаживать гальванические ванны для хромирования под каждый тип изделий экономически невыгодно. Надежность контактов должно обеспечивать длительную работу без появления окалины и перегрева, любые скачки величины тока оказывают негативное влияние на качество прокрывающего слоя.
- Специальное оборудование для подвески должно обеспечивать одинаковое расстояние между однотипными деталями, в противном случае показатели покрывающего слоя не будут идентичными. На поверхности одних появится «пригар», на других образуется матовый оттенок.
- Категорически запрещается прерывание тока во время процесса. Гальваническое хромирование от начала и до конца должно выполняться в указанных режимах. При повторном включении новое покрытие отслаивается от старого, детали подлежат выбраковке и повторной обработке. Допускается повторное покрытие хромом только после анодного травления, при этом хромирование начинается с минимальных значений тока.
- Детали со сложным рельефом поверхности нужно хромировать после «скачка тока». Показатели тока на 1–2 минуты увеличивают в два раза против расчетных, в дальнейшем ток понижают и продолжают процесс. За счет такой технологии слой хрома осаждается в самых углубленных местах.
Некачественное гальваническое хромирование деталей из сплавов меди и стали может сниматься раствором соляной кислоты в пропорции 1:1. На изделиях, насыщение которых водородом не допускается, некачественный слой снимается в щелочных растворах.
Основные дефекты и их причины
| Вид дефекта | Причина |
| Покрытие отслаивается от поверхности | Некачественно очищены поверхности, резко понизилась температура, несоответствие величины тока. |
| Хром отслаивается вместе с подслоем никеля | Пониженное значение pH электролита. |
| Внешний вид покрытия имеет серый оттенок | В растворе недостаточно серной кислоты. |
| Пропуски или неравномерность покрытия по толщине | Плохая подготовка поверхностей, экранирование близкорасположенных элементов на подвесках. |
| Большое количество точеных углублений | Неправильное расположение деталей по отношению к электроду. |
При необходимости сотрудники нашей компании окажут теоретические консультации по выбору оптимальных размеров ванн и технологий хромирования различных деталей.
Установка для хромирования деталей
Установка для хромирования деталей должна удовлетворять специфическим требованиям процесса электроосаждения хрома.
Ванна представляет собой жесткую сварную конструкцию из листовой 6-мм стали с наружным каркасом. Все соединения стенок и дна ванны выполняются электросваркой плотным нормальным швом. Кожух ванны 2 несет на себе основную нагрузку от веса штанг, анодов, деталей и вентиляционного кожуха 6, поэтому он изготовляется из 4-5-мм стали и имеет внутренний каркас из углового железа 45?45 мм. На боковых стенках кожуха внутри закреплены два змеевика 13. Змеевики служат в зависимости от режима работы ванны или для нагрева жидкости в рубашке паром, или для охлаждения жидкости водопроводной водой.
Поступление в змеевики пара или воды и спуск конденсата регулируется четырьмя вентилями 9. На дне кожуха приварены три швеллера 10, на которых устанавливается ванна хромирования. Пространство между кожухом и ванной заполняется маслом или водой и сверху плотно закрывается двумя поперечными уголками 4 и двумя продольными полосами из 3-мм листового железа. Снизу кожуха вваривается штуцер 12 с краном для слива масла или воды из рубашки. Сверху в передней части вварена заливная горловина 11, соединенная трубкой с вентиляционным кожухом, и трубка для контроля уровня жидкости в кожухе. Снаружи кожух имеет теплоизоляцию 3 из 10-мм асбеста.
Отсос испарений с зеркала ванны осуществляется с помощью вентиляционного кожуха 6, состоящего из двух бортовых отсосов и задней сборной камеры. Последняя через камеру регулирования отсоса 7 присоединяется к трубопроводу вентилятора. Бортовые отсосы устанавливаются на кожухе ванны и стягиваются спереди стяжкой. Регулирование отсоса от ванны производится с помощью специальной заслонки, расположенной в камере. Отсос испарений от нагретого в рубашке масла производится с помощью трубки, соединяющей полость масляной рубашки с вентиляционным кожухом.
Устройство для завешивания деталей и анодов 5 выполнено в виде трех опорных латунных штанг, закрепленных над ванной в продольном направлении в текстолитовых опорах. С целью равномерной загрузки током верхние и нижние штанги попарно соединены между собой медными шипами. По верхним и нижним опорным штангам свободно перемещаются штанги, на которых завешиваются детали и аноды. Текстолитовые опоры штанг закреплены на кожухе ванны с помощью уголков и болтов.
От заземления ванна предохраняется с помощью специальных электроизоляционных соединений 8 на всех отходящих трубопроводах и воздуховоде.
Установка для хромирования Чертёж общего вида
Приспособление подвесное Сборочный чертёж
Рабочие чертежи деталей
4 Конструкторская часть 63
4.1 Назначение и устройство установки 63
4.2 Подвесное приспособление для хромирования штоков гидроцилиндров 67
4.3 Расчет основных элементов установки и приспособления 70
- 4.3.1 Расчет объема гальванической ванны 70
- 4.3.2 Расчет источников тока и токопроводящих шин 72
- 4.3.3 Расчет поверхности змеевика 72
- 4.3.4 Расчет крюка подвески 73
- 4.3.5 Расчёт болтов крепления анода на срез 74
- 4.3.6 Расчёт болтов крепления катода (детали) к штанге на смятие 74
Выводы 75
Пояснительная записка 13 страниц описания и расчетов, спецификации.
Оборудование для хромирования — Spectra Chrome
ООО «Спектра Хром» является эксклюзивным дистрибьютором оборудования для хромирования и золочения SpectraChrome на территории России и стран СНГ.
Компания Spectra Chrome предлагает широкий модельный ряд оборудования для хромирования, цена которого вас приятно удивит. Сравните – и убедитесь в этом сами. И совершенно неважно, вы только открываете свое дело и вникаете в суть технологии или уже готовы красить корабли, нам есть, что вам предложить.
У нас вы можете купить оборудование для хромирования автомобильных дисков и разных видов тюнинга, кованых изделий и рекламных вывесок, приборов домашнего использования и торгово-выставочных стендов; купить оборудование для хромирования деталей интерьера, изделий, выполненных из глины и гипса, предметов мебели, дверей, перил; оборудование для покрытия хромом строительных и отделочных материалов и оборудование для декоративного хромирования сувенирной продукции.
Предлагаемое нами оборудование для химического хромирования понятное, простое и неприхотливое в эксплуатации. Это лучшая альтернатива многоэтапному, достаточно сложному и трудозатратному процессу гальванического хромирования.
Оборудование для электрохимической металлизации разработано с учетом последних тенденций на рынке и позволяет вам создавать настоящие произведения искусства. На каждую систему выдается заводская гарантия и предлагается техобслуживание нашими специалистами. Мы – профессионалы, и знаем о хромировании и золочении всё. Но мы всегда доброжелательны, а не снисходительны. И с радостью подскажем вам, что и как правильно делать. Обращайтесь. Поможем.
Внимание! Цены на оборудование для хромирования деталей 2013 года! Мы стараемся держать объективную цену на все представленные модели. Выбирайте самую популярную систему HV-T или покупайте новую HV Squares. Каждая включает 7 пигментов. Комплект для нанесения покрытия продается отдельно.
Spectra Chrome – это современные технологии, которые служат на благо вашего успеха.
О технологии | ООО НПП «Гальванус»
О технологии
Технология гальваномеханического хромирования реализуется на оригинальных установках.
Для каждой группы деталей создается своя установка для хромирования строго заданных участков.
Хромирование проводится в протоке электролита с одновременным механическим воздействием на процесс хромирования. Это позволяет получать покрытия с высокими физико-механическими свойствами в «размер», т.е. отклонения толщины покрытия от заданной по диаметру и длине обрабатываемой поверхности не превышает 10%.
Чистота получаемого хромового покрытия соответствует исходной поверхности или существенно улучшается.
При этом выход хрома по току в стандартном электролите для разных установок составляет 20-48%. Объем электролита оптимизирован для установки или группы установок с целью автоматического поддержания температуры в заданных пределах с минимальным энергопотреблением. В любом случае объем электролита существенно ниже, чем при традиционных технологиях.
Промывка деталей осуществляется с помощью оригинальных устройств различных для каждого типа установок. В одном случае это капельный метод, в другом струйный с многокаскадным обменом воды, в третьем проточный. При этом промывочная вода всегда возвращается в бак с электролитом при сохранении электролита в рабочем состоянии.
По данной технологии могут обрабатываться любые детали с поверхностью вращения (валы, трубы, гильзы, штоки и т.д.), наружная или внутренняя поверхности.
Кроме того, установки комплектуются оригинальным воздушным фильтром.
Воздушный фильтр улавливает аэрозоли электролита и возвращает их в технологическую цепочку. Обслуживание фильтра не требуется.
Все установки компактны, занимают небольшие площади.
Срок окупаемости установок в зависимости от загрузки оборудования может составлять 3-6 месяцев.
ООО НПП «Гальванус»
Оборудование для твердого хромирования | Гальванический станок
Технический процесс оборудования для твердого хромирования:
A. Внедрение технического процесса оборудования для твердого хромирования:
Оборудование для твердого хромирования, используемое для нанесения слоя толстой хромовой пленки на различные виды основного материала, что его толщина обычно превышает 20 мкм, что позволяет использовать характер хрома для повышения твердости, износостойкости, термостойкости и антикоррозийных свойств деталей покрытия.
Технические характеристики оборудования для твердого хромирования:
1) КПД катода по току до 50% ~ 65%, очень высокая скорость осаждения;
2) Гальванический слой с высокой твердостью (900 ~ 1200 HV), имеет однородные и интенсивные трещины сетчатого типа, характеристики износостойкости очень хорошие;
3) способность рассеивания раствора покрытия хорошая, слой пленки покрытия равномерный, и нелегко иметь грубое явление опухоли, появление слоя хрома яркое и гладкое;
4) Сила сцепления между слоем хрома и основным материалом очень сильная, в то время как процессы предварительной обработки покрытия аналогичны традиционным техническим процессам гальваники, но операция проста, чем традиционный;
5) Допустимый диапазон содержания трехвалентного хрома шире, обычно нет необходимости останавливать производство для работы с трехвалентным хромом;
6) В растворе для гальваники нет фторида, редкоземельных элементов и нет слаботочной коррозии деталей с гальваническим покрытием.
Оборудование для твердого хромирования имеет широкое применение, например: механические формы, поршневые цилиндры, измерительные инструменты, режущие и тянущие инструменты и т. Д. Его другое применение — ремонт изнашиваемых деталей и режущих деталей, чтобы эти детали можно было использовал повтор.
B. Подача оборудования для твердого хромирования:
Осмотреть → Обезжиривание → Промывание водой → Антипол → твердое хромирование → Промывание водой → Осмотреть
C. Технический параметр оборудования для гальваники твердого хрома:
1, CrO3: 220 ~ 250г / л;
2, SO42-: 2.2 ~ 2,5 г / л;
3, Cr3 +: 2 ~ 5 г / л;
4, температура гальванического раствора: 50 ℃ 55 ℃;
5, Катодная плотность тока: 30 ~ 60 А / дм2.
D. Правила эксплуатации оборудования для твердого хромирования:
1, Перед нанесением покрытия проверьте размер покрываемых деталей, условия обработки поверхности, чтобы рассчитать время нанесения гальванического покрытия в соответствии с толщиной гальванического слоя.
2, Контролируйте рабочее состояние раствора для гальваники, часто наблюдайте, наблюдайте за изменением температуры, изменением уровня жидкости для гальванического покрытия, внимательно выполняйте операции и заполняйте протокол работы.Добавьте химический раствор в соответствии с результатом тестирования, исправьте гальванический раствор.
3, После нанесения покрытия для проверки качества, размеров и степени очистки слоя покрытия.
4, Рабочее место должно быть очищено и очищено, инструменты и приспособления размещены должным образом.
Хочу купить хромировочный станок
С 1989 года: Education, Aloha и
самое интересное, что вы можете получить в отделке
Проблема? Решение? Звоните прямо!
— это сайт без регистрации.
Март 2008 г.
Привет, Девин. Есть краски, которые достаточно яркие, что некоторые ошибочно называют их «хромированными», но они НЕ хромируются и не имеют никакого отношения к хромированию. Выполняет ли машина, о которой вы говорите, гальваническое покрытие меди, затем гальваническое покрытие полублестящим никелем, затем гальваническое покрытие светлым никелем, а затем гальваническое покрытие шестивалентной хромовой кислотой — или оно просто распыляет блестящую краску? Пожалуйста, перестаньте называть «хромированной краской» хромирование.
этот текст заменен на bannerText
Заявление об ограничении ответственности: на этих страницах невозможно полностью диагностировать проблему отделки или опасности операции. Вся представленная информация предназначена для общего ознакомления и не отражает профессионального мнения или политики работодателя автора. Интернет в основном анонимный и непроверенный; некоторые имена могут быть вымышленными, а некоторые рекомендации могут быть вредными.
Если вы ищете продукт или услугу, связанную с отделкой металлов, посетите следующие каталоги:
О нас / Контакты — Политика конфиденциальности — © 1995-2021 finish.com, Pine Beach, New Jersey, USA
Преимущества хромирования
Лучшая защита станка от коррозии и износа — это хромирование. Покрытие из хромистого металла продлевает срок службы ваших деталей, несмотря на высокое трение в окружающей среде. Хромирование обеспечивает защиту в средах, способствующих коррозии других основных материалов.
Что такое хромирование?
Хромирование — это электрохимический процесс нанесения металлического хрома там, где это необходимо или желательно. Хромирование — это больше, чем просто эстетическое улучшение, хотя оно действительно приятно для глаз. Хромирование может повысить твердость и долговечность поверхности, предотвратить коррозию и даже облегчить чистку.
Процесс включает обезжиривание поверхности для ее очистки и удаления отложений.Некоторые основы или металлические поверхности требуют предварительной обработки для обеспечения надлежащей адгезии. Затем деталь помещается в резервуар для хромирования.
На каком промышленном оборудовании наносится хромирование?
Гидравлические цилиндры
Автомобильные компоненты
Горное оборудование
Валы и роторы
Сельское хозяйство
Это всего лишь несколько примеров областей применения, в которых может быть полезно защитить твердое хромирование.Любая деталь, подверженная механическому трению или коррозии, является кандидатом. Хром можно успешно наносить практически на любую металлическую поверхность, например, на алюминий, медь, никелевые сплавы, титан, сталь и нержавеющую сталь.
Хромирование идеально подходит для оборудования, подверженного воздействию едких элементов. Хром снижает риск образования ржавчины и усиливает прочность основного материала. Хром также обладает высокой смазывающей способностью, что продлевает срок службы машины за счет снижения трения. Хром не только предотвращает износ машины, но и обеспечивает дополнительную производительность.Меньшее трение означает более плавную работу с меньшим риском перегрева.
Обеспечивая лучшую функциональность, покрытие снижает риск заклинивания машины, а также восстанавливает некоторые размеры изношенных деталей, в некоторых случаях возвращая их к исходным размерам.
Хромирование часто используется на деталях коммерческого или промышленного транспорта, подверженных воздействию погодных условий. Это помогает деталям автомобиля противостоять нормальному износу и разрушению, которое происходит из-за постоянного воздействия элементов.Кроме того, хромированная деталь улучшает характеристики, увеличивает долговечность и позволяет оборудованию работать более плавно в течение более длительного жизненного цикла продукта промышленного или коммерческого оборудования.
Сколько времени нужно на хромирование?
Время зависит от необходимого количества хрома. Для тонких отложений требуется всего несколько минут, а для более толстых — несколько дней.
Как хромирование может повлиять на срок службы вашего оборудования?Хром обладает отличными характеристиками трения и твердости, поэтому его можно использовать там, где вещи движутся и сходятся вместе.Он защитит от износа, вызванного трением, и увеличит эффективность машины за счет уменьшения тепловыделения, а также снижения склонности к сбоям.
Какие ограничения присутствуют при покрытии чего-либо?Размер — главное ограничение. Окрашиваемая поверхность должна уместиться в резервуаре. У вас должно быть оборудование, способное выдержать вес. Ректификация должна быть достаточно большой или маленькой. Хромирование требует много электроэнергии по сравнению с другими видами покрытия.
Цена также может быть ограничением. Процесс может быть очень дорогим или очень экономичным. Отделка будет выглядеть так же хорошо, как и поверхность под ней. В результате поверхность нанесения необходимо очистить и выровнять перед нанесением финишного покрытия. В противном случае отделка сохранит любые недостатки. Помимо стоимости процесса нанесения покрытия, существует значительная стоимость простой подготовки детали к применению.
Можете ли вы повторно наклеить пластину на то, что ранее было покрыто пластиной?Если у вас есть деталь, которая ранее была хромирована и начинает изнашиваться, ее можно покрыть заново.Помните, что хромирование используется для переделки или восстановления существующих деталей. Гидравлические штоки постоянно ремонтируются. Детали внутреннего сгорания, такие как клапаны, механические топливные форсунки, топливные насосы и турбокомпрессоры, ремонтируются предприятиями, созданными специально для этой цели. Важно восстановить деталь до того, как хром изнашивается и не повреждается основание.
Есть ли разные виды хромирования?Да, хром, с которым вы, вероятно, знакомы, — это декоративный хром, который вы можете увидеть на колесах автомобиля.Это отдельный вид лечения, который не дает многих из перечисленных выше преимуществ. По этой причине ChromeTech уделяет больше внимания практичному, высокопроизводительному хромированию, а не косметическому хрому.
ChromeTech of Wisconsin специализируется на твердом или промышленном хроме
Промышленный хром имеет дополнительную толщину и снижает трение. Промышленный хром помогает предотвратить окисление и заедание оборудования.
На что можно нанести хромирование? Преимущество хромированиязаключается в том, что его можно прикрепить к множеству различных механизмов.Этот процесс позволяет наносить хром на самые разные поверхности, формы и размеры.
Хромированиеимеет множество преимуществ, от эффективности до эстетики, но нанесение покрытия должно выполняться профессионалом. Если вы хотите, чтобы ваше оборудование выглядело лучше, вы хотите уменьшить старение, износ, трение или неэффективную работу, обратитесь к профессионалу по поводу отделки вашего оборудования хромовым покрытием.
Услуги по промышленному твердому хромированию
Услуги по промышленному твердому хромированию | Электро-покрытиеВаш браузер устарел.
В настоящее время вы используете Internet Explorer 7/8/9, который не поддерживается нашим сайтом. Для максимального удобства используйте один из последних браузеров.
- Хром
- Firefox
- Internet Explorer Edge
- Safari
Electro-Coating в области хромирования, также известного как твердое хромирование, инженерное хромирование или промышленное хромирование в промышленных применениях, объясняется его уникальным сочетанием множества свойств и преимуществ, которым не обладает ни один другой коммерчески доступный материал.Во многих случаях все эти свойства важны для успешного коммерческого применения.
Свойства хрома наиболее желательны в качестве металлических покрытий из-за присущих им защитных и декоративных характеристик. Хромовые отложения с отличной адгезией к различным основным металлам. Оно имеет приятный голубовато-белый цвет и обладает высокой устойчивостью к окислению и потускнению, что делает его популярным в качестве декоративного покрытия. Кроме того, твердость, износостойкость и низкий коэффициент трения — это свойства, которые делают хром ценным практически во всех основных отраслях промышленности. Когда идентифицируется как промышленный твердый хром, он отличается от декоративного применения и в первую очередь наносится на материал основы с целью повышения износостойкости.
Что такое Industrial Hard Chrome?
Электролитическое осаждение хрома на поверхности других материалов, в первую очередь металлов, происходит, когда электрическая энергия, подаваемая на электроды в растворе, состоящем в основном из хромовой кислоты, преобразуется в химическую энергию с образованием металлического хрома.
Часто, когда дорогие обработанные детали повреждаются или изношены и перестают работать, можно использовать твердое хромирование для наращивания утраченного металла, а затем детали можно шлифовать с соблюдением их первоначальных допусков. Во многих случаях срок службы увеличивается.
В новых деталях используется твердый хром для повышения долговечности различных компонентов промышленного оборудования. В полиграфической промышленности используются пластины и цилиндры с гравировкой на меди, которые имеют твердое хромирование для защиты от коррозии и износа.Многие компоненты оборудования для разведки и добычи нефти и добывающего оборудования всех типов имеют хромирование, чтобы продлить срок их службы и сократить дорогостоящие простои. В гидравлическом оборудовании используется хромированный вал для продления срока службы в агрессивных промышленных средах.
Свяжитесь с намиУникальное сочетание свойств
Успех твердого хромового листа в промышленном применении, вероятно, можно объяснить его уникальной комбинацией свойств, которой не обладает ни один другой материал, доступный на рынке.Наиболее важными из них являются твердость, адгезия, износостойкость, несмачиваемость и низкий коэффициент трения. Во многих случаях все эти свойства важны для успешного коммерческого применения.
Одной твердости недостаточно для обеспечения широкого использования, поскольку доступен ряд других твердых материалов или способов упрочнения. Это сочетание очень высокой твердости с чрезвычайно хорошей коррозионной стойкостью и очень низким коэффициентом трения или уникальными качествами поверхности, что дало такие замечательные результаты во многих областях применения хромовой пластины.К этому следует добавить легкость снятия изоляции и повторной замены в случаях, когда обшивка изнашивается сверх допустимых пределов.
Свойства и преимущества промышленного твердого хромирования
- Износостойкость и износостойкость
- Смазывающая способность
- Твердость
- Прочность
- Адгезия и склеивание
- Низкий коэффициент трения металлических деталей
- Предотвращает заедание и истирание
- Восстанавливает размеры малоразмерных деталей
- Продлевает срок службы оборудования, сокращая дорогостоящие простои
Военная спецификация
Военная спецификацияQQC-320 регулирует использование как твердого хрома, так и декоративного хрома в военных и авиационных приложениях.
Материалы, подходящие для хромирования
Для хромирования подходят любые черные и большинство цветных металлов. Исключение составляют магний и титан, для которых обычно требуется внутренний слой из цинка, меди или никеля, а также специальные методы нанесения покрытия. Алюминий может быть успешно хромирован, но обычно требуется медный или никелевый нижний слой, хотя некоторые сплавы были покрыты без грунтовочного покрытия. В последние годы новые технологии позволили наносить декоративный хром на пластмассы.
Не подходит для хромирования
Группа компаний Electro-Coatings занимается промышленным нанесением покрытий, а мы — — НЕ — декоративными покрытиями.
Подробнее о твердом хромировании
Коррозионная стойкость промышленного твердого хрома
Выучить большеПоверхности: адгезия, маскировка, шлифование, отделка
Выучить большеЖесткое хромирование vs.Декоративное хромирование: в чем разница?
Процесс хромирования находит множество применений в обрабатывающей промышленности, производстве и производстве товаров народного потребления. Обычно известное как «хром», хромирование обеспечивает защитное покрытие и блестящий блеск при нанесении на металлические детали и изделия. Хромирование может иметь декоративное назначение или улучшать желаемые свойства компонентов машин. Вы можете достичь этих двух целей с помощью различных типов хромирования — декоративного хромирования и твердого хромирования.
Вы можете спросить: «Что такое промышленное покрытие и чем оно отличается от промышленного покрытия?» Каждый тип хромирования имеет определенные преимущества для хромированной отделки. Эта деталь обрисовывает разницу между декоративным и твердым хромированием, чтобы помочь вам выбрать лучший хром для вашего проекта.
Разница между твердым хромом и декоративной хромированной отделкой
Основное различие между декоративным хромом и твердым хромированием заключается в толщине хромового покрытия конечного продукта.Декоративное хромирование тоньше твердого хрома и предназначено в первую очередь для эстетической привлекательности и в качестве защитного покрытия. Твердое хромирование толще, чем декоративные хромированные покрытия, и используется во многих отраслях промышленности благодаря своей прочности, износостойкости, коррозионной стойкости и другим полезным свойствам.
Декоративное хромирование и твердое хромирование являются результатом одного и того же процесса производства хрома, но различаются по своим конечным свойствам и общему применению.Хромирование использует электролитический процесс, при котором хромирование металлического компонента в электролитической ванне наносится со скоростью примерно от 25 до 30 микрон в час. Основание сначала тщательно очищается и, при необходимости, обрабатывается химическими веществами для улучшения адгезии покрытия. Затем компонент попадает в ванну для хромирования для погружения в хром, где электрический ток осаждает хром на подложку.
Электролитический процесс и погружение хрома наносят оба типа хромирования равномерно на детали необычных форм, размеров и текстур.Твердое и декоративное хромовое покрытие может эффективно прилипать к выступам или плоским поверхностям, в небольших отверстиях или углублениях и к цилиндрическим деталям. Имея достаточно большую ванну для нанесения покрытия, вы можете наносить хромирование на металлические детали практически любого размера. Универсальность хромирования делает его популярным выбором для отделки хромом для широкого спектра применений в производстве и потребительских товарах.
Общие области применения твердого хромирования
В различных областях промышленности используется твердое хромирование для повышения износостойкости и коррозионной стойкости компонентов оборудования.Твердое хромовое покрытие, также известное как технический или промышленный хром, снижает трение между деталями машин и повышает их долговечность. Покрытие из твердого хрома продлевает срок службы компонентов машины и сокращает время простоя и расходы на техническое обслуживание.
Твердое хромирование также может быть полезно при ремонте поврежденных, изношенных или неправильно обработанных деталей. Компонент, который слишком мал или изношен, может выиграть от нанесения толстого покрытия из твердого хрома, чтобы вернуть ему правильные размеры.Удаление поврежденного покрытия с помощью химического процесса и нанесение нового твердого хрома может восстановить поврежденную деталь.
Твердое хромирование можно наносить на широкий спектр недрагоценных металлов для усиления компонента оборудования без ущерба для его первоначальных свойств. К основным металлам, на которые может быть нанесено хромирование, относятся: сталь, нержавеющая сталь, медь, латунь, бронза и другие. В зависимости от конкретной цели, твердое хромирование может сильно различаться по толщине, чтобы соответствовать конкретным требованиям проекта.Прочность и долговечность твердого хромирования делают его чрезвычайно полезным в различных областях применения, таких как:
- Гидравлические цилиндры
- Кольца поршневые
- Роторы и валы для насосов
- Формы, штампы и прочие формы
- Ролики и подшипники
- Клапаны и вентили
- Компрессоры
- Пресс-пуансоны
- Станины токарные
- Детали механические и автомобильные
- Сельскохозяйственная техника
- Горное оборудование
- Оборудование для производства бумаги и древесины
- Текстильные и полиграфические компоненты
- Оборудование для пищевых продуктов и напитков
Твердое хромирование подходит практически для любого компонента или детали машины.Из-за низкого трения твердое хромирование эффективно для движущихся частей, таких как роторы и поршни, для снижения рабочих температур и увеличения срока службы деталей оборудования. Производители твердого хромирования могут отполировать его до превосходной гладкости для закругленных деталей, таких как печатные цилиндры и ролики, при этом обеспечивая исключительную износостойкость при использовании с абразивными материалами, такими как текстиль, бумага, известняк или песок.
Твердый хром также легко чистить и дезинфицировать, что делает его популярным в пищевой промышленности и производстве напитков.Превосходная коррозионная стойкость твердого хромирования делает его эффективным также в фармацевтической, химической, нефтегазовой областях. Другие отрасли, где вы можете увидеть в действии твердое хромирование, включают полиграфию, текстиль, горнодобывающую промышленность, сельское хозяйство, бумагу, производство и многие другие.
Общие области применения декоративного хромирования
Декоративное хромирование имеет более ограниченное применение, чем твердое хромирование, но играет важную роль во многих отраслях промышленности.Несмотря на то, что он не обладает такой же прочностью и долговечностью, как твердый хром, декоративные хромированные покрытия могут обеспечивать тонкое защитное покрытие при нанесении на автомобильные детали, инструменты и утварь. Декоративная хромированная отделка защищает от ржавчины и износа при воздействии влаги или коррозии.
Декоративное хромирование также обеспечивает гладкий и блестящий вид, его легко чистить, что делает его желанным для различных потребительских товаров. Если используется исключительно для эстетической привлекательности, декоративное хромирование иногда применяется с использованием недорогой имитации хрома вместо настоящего хрома.Вот несколько распространенных применений декоративного хромирования.
- Автомобильные детали: Декоративное хромирование используется во многих автомобильных деталях, таких как бамперы, отделка, рокеры, дверные ручки и решетки. Применение декоративного хромирования увеличивает коррозионную стойкость этих деталей, поэтому они не ржавеют под дождем или снегом. Декоративный хром также позволяет использовать различные варианты отделки и полировки для придания блеска и эстетической привлекательности.
- Инструменты: Многие инструменты и метизы, такие как гаечные ключи, плоскогубцы, головки и шестигранные ключи, покрываются декоративным хромированием для повышения их долговечности и износостойкости.Инструменты с хромированным покрытием подходят для использования в суровых условиях без повреждений.
- Кухонная утварь: Декоративное хромирование можно нанести на металлическую кухонную утварь, такую как шпатели, щипцы, ножи, ложки и вилки, для повышения их коррозионной и термостойкости. Хромированная кухонная утварь легко чистится и обеспечивает долговечность. Блестящая хромированная кухонная утварь также эстетически привлекательна как для домашних поваров, так и для поваров.
- Фурнитура для музыкальных инструментов: Фурнитура для гитар, кларнетов и других музыкальных инструментов иногда покрывается тонким декоративным хромированием для улучшения внешнего вида и долговечности.
Можно услышать, что люди называют декоративное хромирование никель-хромовым покрытием, поскольку оно наносится поверх никелирования, а не непосредственно на металлическую основу. В некоторых случаях меднение также используется в первую очередь для улучшения прочности конечного продукта. Декоративное хромирование очень тонкое по сравнению с более прочным твердым хромированием, обычно оно составляет всего несколько миллионных долей метра.
Что такое твердое хромирование?
Твердое хромирование — это процесс гальваники, который включает нанесение слоя хрома на поверхность путем погружения его в раствор хромовой кислоты.Твердое хромирование может повысить долговечность, твердость, износостойкость и коррозионную стойкость металлических компонентов для более эффективного использования в машинах и оборудовании. Можно нанести хромирование, не изменяя свойств исходного компонента, и нанести его точно по толщине, необходимой для конкретного применения. Твердое хромирование создает очень твердую поверхность (68-72 C по шкале Роквелла), высокую износостойкость и устойчивость к коррозии, с низким коэффициентом трения, очень гладкую и легко очищаемую.Вот некоторые из преимуществ твердого хромирования и желаемых свойств, которые оно предлагает.
- Превосходная твердость: Твердое хромирование тверже, чем большинство других промышленных абразивов и металлических покрытий. Покрытие твердым хромом имеет толщину от 68 до 72 HRC и может выдерживать сложные промышленные применения и высокие нагрузки. Хотя декоративное хромирование технически обладает той же твердостью, что и твердое хромирование — поскольку оно разрабатывается с использованием того же материала и того же производственного процесса, — декоративный хром настолько тонкий, что не проявляет таких же свойств твердости при фактическом использовании.
- Долговечная толщина: В зависимости от конкретного применения возможно нанесение твердого хромирования различной толщины в соответствии с требованиями проекта. Твердое хромирование от 10 до 500 микрометров обеспечит твердость от 68 до 69 HRC. Толстое твердое хромирование защищает компоненты машины от износа при нормальной работе или в суровых условиях, например, при воздействии агрессивных химикатов. При ремонте поврежденных или изношенных компонентов производители при необходимости могут нанести твердое хромирование большей толщины.Он обеспечивает отличную стойкость к истиранию и износу, что продлевает срок службы компонентов.
- Низкая температура осаждения: Нанесение твердого хромирования при низких температурах гарантирует, что физические и механические свойства подложки не изменятся в процессе нанесения покрытия. Нанести твердое хромирование можно без риска повреждения точных металлических деталей и компонентов оборудования.
- Широкий выбор оснований: Твердое хромирование может применяться к широкому спектру недрагоценных металлов для соответствия различным промышленным применениям.Твердое хромирование часто применяется к нержавеющей стали и другим высоколегированным сталям, а также к сплавам меди, алюминия, титана, бронзы, латуни и никеля. Эта гибкость делает твердое хромирование полезным во многих отраслях промышленности, от пищевой до автомобилестроения.
- Превосходная адгезия: Твердое хромовое покрытие, обеспечивающее длительную износостойкость, отлично прилегает ко многим металлическим основам с минимальным риском отслаивания. Для дальнейшего улучшения адгезии компоненты тщательно очищаются от всех загрязнений перед нанесением покрытия.Детали обрабатываются химическими растворами по мере необходимости, чтобы обеспечить прочное и длительное сцепление хрома во время электролитической ванны.
- Низкое трение: Твердое хромирование создает очень небольшое трение при контакте с металлами, графитом, углеродом и полимерами. При использовании на движущихся частях твердое хромирование снижает трение и нагрев между компонентами оборудования. Более низкое трение и пониженные рабочие температуры могут предотвратить заклинивание деталей и продлить срок службы основных компонентов оборудования, таких как насосы и гидроцилиндры.Низкое трение и превосходная гладкость полированного твердого хрома также гарантируют, что чувствительные продукты не будут повреждены истиранием во время обработки.
- Износостойкость и стойкость к истиранию: Благодаря своей твердости и низкому трению твердое хромирование исключительно устойчиво к износу. Твердое хромирование может применяться для скользящих компонентов, при контакте металла с металлом и с грубыми абразивными материалами, такими как уголь, песок и цемент. Даже при высоких механических контактных нагрузках твердое хромирование противостоит износу и истиранию, обеспечивая долгий срок службы.
- Коррозионная стойкость: Твердое хромирование обладает исключительной стойкостью к окислению, что делает его неоценимым в химической, фармацевтической, пищевой промышленности и производстве напитков. Вы можете использовать твердое хромирование с большинством газов и органических кислот для обработки таких материалов, как фрукты, пиво, рассол, молоко, масла и топливо, расплавленное стекло и клей. Поскольку они могут противостоять агрессивным дезинфицирующим и чистящим средствам, можно тщательно очищать хромированные детали машин для применений, где санитария имеет решающее значение.
- Легкое повторное покрытие: Если твердое хромовое покрытие действительно повреждено или со временем изнашивается, его легко удалить с помощью химикатов для удаления покрытия и заменить новым покрытием. Вы можете удалить старое твердое хромовое покрытие, не повредив подложку, что позволяет многократно повторять покрытие, что значительно продлевает срок службы компонентов оборудования. Повторное покрытие компонентов твердым хромом снижает затраты, связанные с заменой деталей, что особенно полезно для деталей, изготовленных по индивидуальному заказу, или компонентов, которые сложно приобрести.
- Разнообразие вариантов хромированной отделки: Твердый хром позволяет использовать различные варианты отделки, включая шлифовку и полировку. Вы можете нанести толстое твердое хромирование, а затем точно отшлифовать его до точных размеров деталей. Также возможно отполировать твердый хром до исключительной гладкости для применений, требующих очень низкого трения и истирания. Для применений, когда эстетическая привлекательность является проблемой, производители промышленного хромирования могут отполировать и отполировать его, придав ему такой же привлекательный вид, как и декоративный хром.
Эти преимущества коммерческого хромирования могут улучшить существующие свойства металлических компонентов для более эффективного использования во многих промышленных областях. Компании могут максимизировать полезные свойства своего твердого хромирования, регулируя толщину покрытия для повышения твердости и долговечности. Благодаря различным методам хромирования твердое хромирование может обеспечить те преимущества, которые требуются для проекта.
Что такое декоративное хромирование?
Декоративное хромирование — это прежде всего эстетический элемент, но он также защищает от коррозии и износа.Однако, поскольку декоративный хром очень тонкий — от пяти до восьми микрометров при нанесении поверх никелирования — он не обеспечивает такой прочности, как твердое хромирование. Если вы задаетесь вопросом: «Как долго длится декоративное хромирование?» вы должны знать, что со временем он может исчезнуть. Вот основные преимущества декоративного хромирования.
- Улучшенный внешний вид: Декоративное хромирование обеспечивает привлекательный блеск и гладкую гладкую поверхность.При использовании в потребительских товарах, таких как кухонная утварь и инструменты, декоративное хромирование может повысить их воспринимаемую ценность. Блестящее хромирование также делает автомобили и музыкальные инструменты более привлекательными.
- Коррозионная стойкость: Декоративное хромирование защищает изделия от коррозии, вызванной химическими или другими окислителями. Этот защитный слой особенно полезен при использовании декоративного хромирования для деталей автомобилей или других продуктов, предназначенных для использования на открытом воздухе или во влажной среде.
- Простая очистка: Благодаря своей коррозионной стойкости декоративное хромирование легко очищается с помощью бытовых чистящих средств и химикатов. Его гладкая поверхность также не задерживает частицы грязи и пыли, поэтому изделия с декоративным хромированием могут продолжать сиять при длительном использовании.
- Некоторая износостойкость: Декоративное хромирование может в некоторой степени повысить прочность изделия. Однако из-за того, что он такой тонкий, его довольно легко повредить.Например, декоративное хромирование на бампере может треснуть в автомобильной аварии, подвергая находящийся под ним металл коррозии и ржавчине. Хромированная кухонная утварь также может со временем испортиться, поскольку тонкий слой хрома стирается.
Для применений, где важны эстетика и функциональность, хорошо подойдет декоративное хромирование. Привлекательный и устойчивый к коррозии декоративный хром может улучшить многие потребительские товары.
Какой метод покрытия подходит вам?
Декоративное хромирование придает исключительный эстетический вид, а твердое хромирование обеспечивает превосходную прочность и твердость, низкое трение и долговечность.Оба типа хромирования полезны для различных применений, и лучший метод покрытия для вас будет зависеть от ваших уникальных потребностей в проекте. Для потребительских товаров декоративное хромирование может обеспечить необходимую защиту и желаемый внешний вид, в то время как твердое хромирование лучше подходит для промышленных применений с высокими нагрузками.
Если ваш проект требует прочного металлического покрытия, специалисты Hard Chrome могут предоставить высококачественное твердое хромирование в соответствии с вашими потребностями.Hard Chrome Specialists является лидером в области промышленного хромирования, и мы используем свой опыт для создания высококачественного твердого хромирования для любых областей применения. Поскольку мы выполняем хромирование на собственном предприятии, мы полностью контролируем качество вашего конечного продукта. Чтобы узнать больше о твердом хромировании от специалистов Hard Chrome, свяжитесь с нами сегодня.
Хромирование, повторное хромирование и полировка
УСЛУГИ ХРОМИРОВАНИЯ, ПОВТОРНОГО ОБРАБОТКИ И ПОЛИРОВКИ ОБОРУДОВАНИЯ
Когда дело доходит до того, чтобы выполнять свою работу наилучшим образом, вам нужно, чтобы ваше лучшее оборудование работало без сбоев.В CB HYMAC мы понимаем, насколько важно, чтобы на вашем оборудовании было лучшее из имеющихся хромированных покрытий. Именно поэтому мы предлагаем качественные услуги по хромированию по доступной цене.
Наши опытные профессионалы получили свою квалификацию во впечатляющем количестве уникальных отраслей, включая производство, железную дорогу, коммунальные услуги, правительство, нефть и газ, горнодобывающую промышленность, лесозаготовки, сельское хозяйство и строительство. Независимо от того, чем занимается ваш бизнес, мы предлагаем хромирование по невысокой цене, чтобы вы всегда могли быть уверены, что ваше оборудование находится в наилучшем состоянии.
Независимо от того, какая машина, CB HYMAC предлагает лучшие услуги хромирования и повторного хромирования для ваших уникальных потребностей.
Запланировать обслуживание сейчас
Как часто нужно полировать хром на моем оборудовании?
Долговечность хромирования вашего парка оборудования во многом зависит от условий и окружающей среды, в которых вы чаще всего работаете. Большинство экспертов рекомендуют услуги по хромированию каждые пару десятилетий во многих случаях, когда не изнашивается, даже если вы в основном работаете в суровых условиях.Но как часто вам понадобятся услуги по повторному хромированию, обычно определяется:
- Толщина текущего слоя хромирования.
- Регулярное техническое обслуживание оборудования при надлежащем регулярном уходе.
- Качество хромированных материалов.
Хромирование — хотя и обеспечивает чистую, привлекательную отделку — предназначено для защиты вашего оборудования от износа, ударов и коррозии, но если вы начнете замечать первые признаки повреждения или ржавчины, тогда вам могут потребоваться услуги по хромированию раньше.
Много преимуществ повторного хромирования
Хромированная отделка оборудования включает в себя процесс использования электрического тока для нанесения тонкого слоя металлического хрома на поверхности. Когда покрытие надлежащей толщины покрывает поверхность оборудования, такого как гидроцилиндры, поршни и другие механические компоненты, оно обеспечивает прочную и надежную защиту от чрезмерного износа и образования коррозии.
Сталь и другие металлические материалы по своей природе прочны и могут выдерживать изрядное количество тяжелых условий эксплуатации, так почему же вам следует инвестировать в услуги по хромированию? Регулярно ремонтируя хромирование вашего оборудования, вы можете повысить износостойкость и устойчивость к ржавчине для повышения производительности оборудования, а также получить следующие преимущества повторного хромирования:
- Возможность нанесения твердого хрома на различные материалы, включая нержавеющую сталь, латунь и медь.
- Способность обрабатывать поверхности неправильной формы и формы, такие как внутренние отверстия, ограниченные пространства и отверстия.
- Исключительная долговременная защитная способность с небольшим риском отслаивания или расслоения в течение всего срока службы покрытия.
- Нанесение низкотемпературного хромирования, которое не повреждает металлическую поверхность подложки.
Инвестируя в качественные услуги хромирования, которые предотвращают коррозию, улучшают износостойкость и повышают твердость материала, вы можете рассчитывать на минимизацию эксплуатационных расходов и сокращение времени простоя на рабочем месте.
ПОЧЕМУ ВЫ ВЫБИРАЕТЕ CB HYMAC В КАЧЕСТВЕ СПЕЦИАЛИСТОВ ПО ХРОМОВОЙ ПОВЕРХНОСТИ?
CB HYMAC является подразделением Cleveland Brothers, вашего местного представительства Cat®, что означает, что любое покрытие, повторное хромирование или другие услуги, которые мы предлагаем, всегда будут сертифицированы в соответствии со стандартами Cat. Никто в бизнесе не знаком с оборудованием Cat так, как мы, и мы всегда в курсе последних событий в отрасли благодаря эксклюзивному доступу к новейшим данным, сервисным бюллетеням и технической поддержке непосредственно от Caterpillar. Благодаря нашим высококвалифицированным техническим специалистам мы также можем выполнять качественные услуги, такие как повторное хромирование компонентов, изготовленных другими ведущими производителями оборудования.
Другие преимущества, доступные при выборе CB HYMAC для завершения хромового покрытия и услуг по восстановлению, включают:
- Обученные на заводе сертифицированные техники и инженеры, готовые взяться за любой проект
- Подробные архивные записи об обслуживании в электронном виде, которые помогут выявить тенденции и исключить возможность дорогостоящих и затратных по времени поломок вашего оборудования в будущем.
- Превосходное обслуживание клиентов для оказания поддержки и совета при принятии важных решений
- Быстрая доставка после размещения заказа
- Быстрый ремонт гидравлических шлангов, включая сертификацию, очистку и укупорку, за 30 минут или меньше
- Удобно расположенные станции обслуживания в регионах Пенсильвании и Северной Западной Вирджинии
Мы знаем качество, когда видим его, и для нас очень важно поддерживать качество вашего оборудования, чтобы вы могли достичь максимальной производительности.Когда вы приносите нам свое оборудование для повторного хромирования или другого обслуживания, вы заметите нашу преданность делу. Мы используем оригинальные запчасти, произведенные компанией Caterpillar, когда это применимо. Таким образом, мы можем быть уверены, что вы получаете первоклассное качественное оборудование, которое будет работать на полную мощность. Если компонент, который вам нужен, обычно трудно найти, в CB HYMAC мы все равно можем быстро найти его для вашего удобства.
СВЯЗАТЬСЯ С CB HYMAC ДЛЯ ВАШИХ ПОТРЕБНОСТЕЙ В ЖЕСТКОМ ХРОМИРОВАНИИ
CB HYMAC официально признан сертифицированным центром восстановления компонентов Cat (CRC), и когда вы выберете нас для покрытия или хромирования, вы увидите, насколько серьезно мы относимся к нашей сертификации.Мы будем рады услышать от вас и ответить на ваши вопросы о наших услугах по хромированию и повторному хромированию. Мы также хотели бы рассказать вам о преимуществах повторного хромирования вашего оборудования.
Свяжитесь с одним из наших первоклассных представителей, чтобы запланировать повторное хромирование сегодня и узнайте, что такое хорошее обслуживание клиентов и качественная работа!
Свяжитесь с нами сегодня
Машина для хромирования цилиндров глубокой печати от китайского производителя, завода, завода и поставщика ECVV.com
| Экспортные рынки: | Северная Америка, Южная Америка, Восточная Европа, Юго-Восточная Азия, Африка, Океания, Средний Восток, Восточная Азия, Западная Европа |
|---|---|
| Место происхождения: | Шаньси в Китае |
| Детали упаковки: | ДРЕВЕСИНА |
Краткие сведения
- Машина для хромирования: 50000
Технические характеристики
Гальваническое оборудование широко применяется при изготовлении пластин глубокой печати.Основные части гальванического оборудования, импортируемого из-за границы, весь процесс гальваники может быть настроен на автоматический и полностью автоматический контроль, различные технические параметры могут быть установлены и сохранены. Бак для гальваники и бак для накопительной жидкости изготовлены из титана и высококачественных конструкционных пластиков. Цилиндр может быть полупогружным или полным погружением, во время процесса гальваники раствор полностью перерабатывается. Расположение анода может быть автоматически установлено в соответствии с требованиями, что может гарантировать оптимальную плотность тока гальваники и рабочее пространство, что обеспечивает высокое качество гальванических изделий.Подробности следующим образом:
1. Улучшенная основная рама сварки для обеспечения общей прочности оборудования, во избежание деформации основной рамы, поверхность основной рамы изготовлена за счет антикоррозийной защиты, что увеличивает срок службы оборудования.
2. Большая перегородка из нержавеющей стали, верхняя крышка из нержавеющей стали для улучшения внешнего вида оборудования и увеличения срока службы.
3. Электронный компонент является известным брендом, чтобы эффективно гарантировать стабильность тока.
4. Качество плит ПВХ и передовые технологии сварки для обеспечения качества резервуаров
5.Используя японскую систему автоматического управления Iwaki, можно легко контролировать измерения и дозирование добавки.
6. Адаптер с использованием высокотемпературного коррозионно-стойкого уплотнительного материала ТЕФЛОН с хорошими характеристиками уплотнения и долговечностью.
Длина цилиндра: 400-3000 мм
Диаметр цилиндра: 90-600 м
Характеристики:
Увеличенный срок службы
Простая установка
Превосходная производительность
| Технический параметр | | Модель 1300 | Модель 1700 | Модель 2000 | Модель 2500 |
| Длина цилиндра | | 300 ~ 1300 мм | 300 ~ 1700 мм | 300 ~ 2000 мм | 300 ~ 2500 мм |
| Диаметр цилиндра | | 100 ~ 400 мм | 100 ~ 400 мм | 100 ~ 400 мм | 100 ~ 500 мм |
| Внешний размер (мм) | | 2950x1700x1400 | 3400x1800x1400 | 4200x1800x1400 | 4400x1800x1400 |
| Масса | | 2500 кг | 3000кг | 3500кг | 4000 кг |
| Мощность выпрямителя | Станок для никелирования | 12 В / 500 А | 12 В / 500 А | 12 В / 500 А | 12 В / 1500 А |
| Станок для меднения | 12 В / 1500 А | 12 В / 2000 А | 12 В / 3000 А | 12 В / 6000 А | |
| Хром машина | 12 В / 2000 А | 12 В / 3000 А | 12 В / 5000 А | 12 В / 7000 А | |
| Дехром машина | 12 В / 500 А | 12 В / 500 А | 12 В / 500 А | 12 В / 1500 А |