Шлифовка коленвала в Челябинске
Потребность в этом виде работ возникает, когда износ шеек коленчатого вала (КВ) превышает допустимую норму. Другим поводом служит образование задиров на одной или (значительно реже) нескольких шейках. Подобное происходит в результате проворачивания вкладыша в постели. К задирам может привести и длительное применение крайне некачественного моторного масла или грубое нарушение сроков его замены.
Верным признаком сильного износа шеек является падение давления в масляной магистрали. Если на полностью прогретом двигателе оно не поднимается выше 0,5 кГ/см2, следует задуматься о необходимости ремонта двигателя.
Коленчатый вал
При не слишком серьезных повреждениях разумнее будет выбрать ремонт.
Выбор способа ремонта
Выбор невелик: либо замена КВ на новый, либо шлифовка «родного». Если, конечно, величина износа не превышает допустимую.
Профессионально отшлифованный на хорошем оборудовании КВ почти ничем не уступает заводскому, а стоимость этой операции значительно ниже, нежели цена новой детали.
Безальтернативная ситуация возникает лишь тогда, когда задиры или износ шеек настолько велики, что не позволяют произвести качественную шлифовку даже под последний ремонтный размер. Замена КВ необходима, также, в случае его серьёзной деформации, что, впрочем, случается весьма редко.
Диагностика состояния
Инструментальная диагностика осуществляется на индикационном стенде, входящим в комплект оборудования нашего технического центра. В отличие от ручных замеров при помощи обычных инструментов, этот метод не только даёт гораздо более точные результаты, но и позволяет определить величину биения. Таким же образом осуществляется проверка результата после шлифовки.
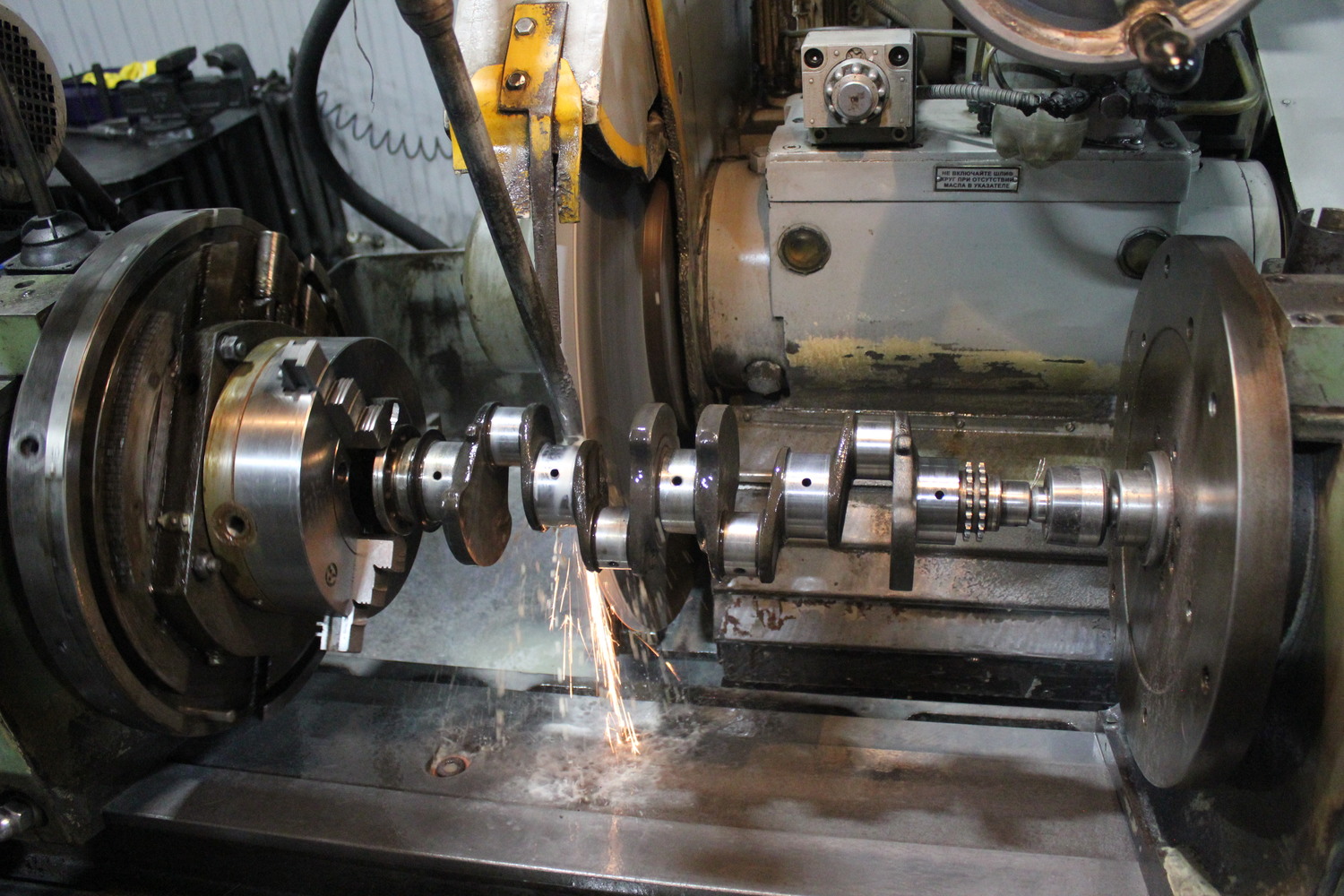
Шлифовка коленвала
Если обработку коренных шеек ещё как-то можно произвести в условиях, близких к «полевым» (на обычном шлифовальном станке деревенской механической мастерской), то шлифовка шатунных требует специального оснащения. Это, отвечающее всем современным требованиям, оборудование имеется в моторном цехе нашего технического центра.
Это, отвечающее всем современным требованиям, оборудование имеется в моторном цехе нашего технического центра.
Независимо от состояния каждой из шеек КВ, выбор ремонтного размера осуществляется по наиболее изношенной. В ряде случаев не требуется шлифовка шатунных шеек одновременно с коренными, испытывающими в процессе эксплуатации значительно большие нагрузки. Однако, сделать это, всё-таки, следует, чтобы через полгода-год вновь не оказаться перед проблемой низкого давления масла.
Существует несколько ремонтных размеров, под которые изготавливаются ремонтные вкладыши. У различных производителей моторов они могут различаться, но, достаточно часто устанавливается шаг в 0,25 мм. Последний составляет 1,0 мм. Таким образом, при правильной эксплуатации и своевременном обращении в технический центр можно осуществлять шлифовку КВ до 4х раз.
Расточка и шлифовка коленчатого вала в Челябинске от компании «Железка»
Мы выполняем расточку, шлифование и ремонт коленвалов,
устанавливаемых на любые автомобили.
Прежде чем приступить к выполнению необходимых работ, специалисты нашего центра технического обслуживания проведут оценку объемов и смогут вас сориентировать в том, сколько стоит кап ремонт двигателя именно в вашем случае.
Цены на шлифовку коленвала
Шлифовка коленчатого вала в домашних условиях: процесс, инструменты, цена
Содержание статьи:
- Зачем и когда возникает необходимость проточить коленвал?
- Как выполняется проточка коленвала?
- Участие автовладельца в процессе реставрации
Одним из наиболее важных и дорогостоящих элементов любого двигателя внутреннего сгорания является коленчатый вал – сложный по конструкции элемент из высокопрочных сплавов, задача которого заключается в преобразовании возвратно-поступательного движения поршней во вращение.
Расточка коленвала – это обязательная процедура в случае существенного износа подшипников скольжения, которая позволяет многократно использовать его после проведения капитального ремонта.
Зачем и когда возникает необходимость проточить коленвал?
Расточка коленвала
Как известно, в блоке мотора коленчатый вал закрепляется с помощью коренных подшипников скольжения. Их число зависит от количества цилиндров. Для каждого поршня на валу имеется шатунный подшипник скольжения. Для первых и вторых плотное соприкосновение рабочих частей подшипников обеспечивается вкладышами. Сплав вкладышей подобран таким образом, чтобы обеспечить при подаче масла минимальное трение и позволить свободно вращаться коленвалу.
Идеально отполированные поверхности шеек и внутренних обойм вкладышей даже, при условии подачи между ними для смазки машинного масла под высоким давлением, с течением времени изнашиваются. Учитывая увеличение зазора, давление масла в системе падает, появляющийся люфт приводит к большему износу. Устойчивое снижение давления масла при исправном насосе является признаком, указывающим на необходимость замены вкладышей.
Учитывая, что износ является обоюдосторонним, нельзя просто взять и вставить новые вкладыши. Конструкторы предлагают устанавливать вкладыши ремонтного размера, толщина стенки которых, на 0,25 мм толще, чем у стандартных (или вкладышей предыдущего размера).
Конструкторы предлагают устанавливать вкладыши ремонтного размера, толщина стенки которых, на 0,25 мм толще, чем у стандартных (или вкладышей предыдущего размера).
Для того, чтобы установить и использовать новые ремонтные вкладыши следует расточить коленвал, то есть довести наружный диаметр шеек до параметров вкладышей. Каждая модель двигателя имеет свой комплект вкладышей. Для ВАЗовских моторов, к примеру, выпускается 4 набора ремонтных вкладышей. Соответственно, производить расточку можно только 4 раза.
Залипание и проворачивание вкладышей также вынуждает автовладельцев производить ремонт, связанный с расточкой коленвала, так как восстановление идеально гладкой поверхности шеек без этой процедуры невозможно.
Как выполняется проточка коленвала?
Расточка и фрезеровка вкладышей
Далеко не все ремонтные мероприятия под силу автолюбителям своими руками. На тему Расточка коленвала, видео материалов отснято и представлено в сети Интернет множество. Выполняется эта процедура на высокоточных станках специалистами высокого класса. Ими же определяется возможность токарной обработки и размер новых вкладышей.
Выполняется эта процедура на высокоточных станках специалистами высокого класса. Ими же определяется возможность токарной обработки и размер новых вкладышей.
Существующий диаметр шеек измеряется с помощью микрометра. Стоимость такой услуги достаточно высока, однако, она существенно ниже, чем цена нового коленчатого вала. Кроме этого специалист, принимаясь за работу, обязательно проверит, не произошло ли осевое смещение шатунных шеек, нет ли искривления вала «в дугу».
Участие автовладельца в процессе реставрации
Владелец автомобиля может принимать активное участие в ремонте двигателя.
Для того, чтобы ускорить процесс, водитель может:
- произвести разборку навесного оборудования мотора;
- извлечь двигатель из моторного отсека, вымыть его;
- произвести разборку и демонтаж коленчатого вала;
- после проведения токарных работ собрать всё в обратном порядке.
Процедура расточки и замены вкладышей достаточно сложна и ответственна.
Успешный ремонт возможен лишь при соблюдении определённых правил:
- во время демонтажа коленчатого вала старые вкладыши маркируются и передаются специалисту;
- после расточки обязательно необходимо провести тщательную промывку и продувку масляных каналов;
- установку коленчатого вала и новых вкладышей необходимо доверить опытному мотористу.
По окончании ремонта очень важно соблюдать технологию обкатки двигателя – соблюдение скоростного режима на определённый километраж пробега, своевременно менять масло и фильтр, не допускать перегрев. Только так можно продлить жизнь отремонтированному мотору.
Коленчатый вал являет собою устройство, узел деталей, которые имеют достаточно сложную форму. В данном устройстве есть в наличии определенные шейки, которые предназначаются для крепления шатунов, посредством которых коленвал воспринимает все усилия, преобразуя их в крутящий момент. Данное устройство является конструктивно составной частью кривошипно-шатунного механизма.
Коленчатый вал является не только очень дорогим устройством, но и самым нагруженным. Все силы, которые воздействуют на него, имеют очень большое давление, вследствие чего работа устройства усложняется. Вообще, данное давление заключается в газах, которые передаются через шатуны непосредственно от поршней в процессе сгорания. Помимо этого, такое давление возникает посредством сил инерционных от их возвратно-поступательного движения. Кроме того, все действующие силы являются переменными по величине и направлению, следовательно, они пытаются ломать и гнуть коленчатый вал в один и тот же момент времени, но в разных точках сечения. Для того, чтобы противостоять такого рода нагрузкам, устройство коленвала должно быть прочным и жестким. Помимо этого в таком случае очень важным является аспект усталостной прочности – способности к выдержке переменных нагрузок.
- 1. Зачем и когда возникает необходимость проточить коленвал?
- 2. Как выполняется проточка коленвала?
- 3.
 Участие автовладельца в процессе реставрации.
Участие автовладельца в процессе реставрации.
 Участие автовладельца в процессе реставрации.
Участие автовладельца в процессе реставрации.Так, все поверхности шеек коленчатого вала должны иметь способность противостояния износу в использовании на протяжении множества тысяч часов непрерывной работы. В совокупности это будет достигаться особой конструкцией устройства, технологией и материалами обработки коленчатого вала на производительном предприятии. Если автомобилист нормально эксплуатирует данное устройство, то срок его службы не ограничиться несколькими годами. Тем не менее, не всегда можно этого достичь. Если автолюбитель будет использовать низкокачественное масло, не будет уделять время на его элементарную замену и контроль уровня, не будет заменять неисправный фильтр, будет только постоянно использовать двигатель на максимум возможностей, ко всему этому еще и ездить на недостаточно прогретом двигателе, то нужно будет готовиться к тому, что коленвал в скором времени придет в неисправность.
Довольно важной частью и деталью коленчатого вала является вкладыш, а точнее вкладыши, которые могут приходить в неисправность. Тем не менее, не все автомобилисты могут различать такого рода проблему, плюс еще и не знают, как ее решить. И поэтому вполне логическим при любом ремонте двигателя у автолюбителя возникнет вопрос, каким образом можно определить износ вкладышей коленчатого вала, а также необходимый следующий ремонтный размер, что будет весьма актуальным после непосредственного процесса расточки коленвала. Обычно, в таких случаях для того, чтобы замерить все грядущую деформацию используют микрометр, который измеряет все линейные размеры. Тем не менее, можно самостоятельно с высокой точностью определить все размеры «на глаз», визуально. Так, сразу же можно оценить возможность последующей процедуры расточки коленчатого вала.
Тем не менее, не все автомобилисты могут различать такого рода проблему, плюс еще и не знают, как ее решить. И поэтому вполне логическим при любом ремонте двигателя у автолюбителя возникнет вопрос, каким образом можно определить износ вкладышей коленчатого вала, а также необходимый следующий ремонтный размер, что будет весьма актуальным после непосредственного процесса расточки коленвала. Обычно, в таких случаях для того, чтобы замерить все грядущую деформацию используют микрометр, который измеряет все линейные размеры. Тем не менее, можно самостоятельно с высокой точностью определить все размеры «на глаз», визуально. Так, сразу же можно оценить возможность последующей процедуры расточки коленчатого вала.
В тех редких, хотя, в последнее время частых, случаях, когда вкладыши коленчатого вала были повернуты, потребуется незамедлительная замена всех деталей такого рода. Узнать о данной поломке не составит труда, так как сломанный механизм будет издавать очень громкий стук и вечные попытки глушения двигателя. Встречается и такое, что все шейки заклинят, вследствие чего дальнейшее передвижение транспортного средства является невозможным. Во всех других случаях нужной процедурой будет проведение тщательного осмотра, и, в том случае, если на шейках обнаружатся разного рода волнообразные канавки, которые могут быть прочувствованы посредством рук, нужно будет произвести расточку коленчатого вала и установку вкладышей необходимого соответствующего ремонтного размера.
Встречается и такое, что все шейки заклинят, вследствие чего дальнейшее передвижение транспортного средства является невозможным. Во всех других случаях нужной процедурой будет проведение тщательного осмотра, и, в том случае, если на шейках обнаружатся разного рода волнообразные канавки, которые могут быть прочувствованы посредством рук, нужно будет произвести расточку коленчатого вала и установку вкладышей необходимого соответствующего ремонтного размера.
1. Зачем и когда возникает необходимость проточить коленвал?
Ни для кого не секрет, что непосредственно в двигательном блоке устройство коленчатого вала закрепляется посредством помощи коренных подшипников скольжения. Так, число такого рода деталей напрямую зависит от количества цилиндров в двигателе. На валу для каждого отдельного поршня имеется шатунный подшипник скольжения. В первом и втором подшипнике плотное соприкосновение всех эксплуатационных частей будет происходить посредством вкладышей. Материал для сплава вкладышей подбирается с расчетом на то, чтобы можно было обеспечивать минимальное трение при подаче масла, а также допустить возможность свободного вращения коленчатого вала.
И тем не менее, даже все идеальные поверхности внутренних обойм вкладышей и шеек которые были с точностью отполированными, еще и с условием, что между ними происходит подача масла под огромным давлением, приходят в износ с течением времени. При учете увеличения зазора, в самой системе давление масла снижается, а возникающий люфт будет приводить к колоссальному износу устройства. Если же автомобилист заметит устойчивое снижение давления масла, которое будет происходить с условием, что насос находится в исправном состоянии, то следует бить тревогу, так как нужно будет произвести замену вкладышей. С учетом того, что износ происходит со всех сторон, некорректным считается элементарная замена и вставка новых вкладышей. Так, все производители рекомендуют устанавливать новые вкладыши особого ремонтного размера. В таком случае, толщина стенки которых будет составлять на 0,25 мм толще, чем у простых заводских вкладышей, или вкладышей предыдущего размера.
Для возможности установки и использования новых ремонтных вкладышей потребуется процедура расточки коленчатого вала, что означает: доведение наружного диаметра шеек до параметров и размеров вкладышей. Каждая индивидуальная двигательная модель имеет определенный комплект вкладышей. Так, например, для двигателей, которые устанавливаются на автомобили ВАЗ, выпускают 4 набора вкладышей для ремонта. Следовательно, расточку коленчатого вала можно проводить не более четырех раз.
Каждая индивидуальная двигательная модель имеет определенный комплект вкладышей. Так, например, для двигателей, которые устанавливаются на автомобили ВАЗ, выпускают 4 набора вкладышей для ремонта. Следовательно, расточку коленчатого вала можно проводить не более четырех раз.
Проворачивание и залипание вкладышей коленчатого вала принуждает автолюбителей проводить процедуру ремонта, которая непосредственно связана с расточкой всего устройства. Это связано с тем, что тотальное восстановление идеальной и гладкой поверхности шеек является невозможным без данной процедуры.
2. Как выполняется проточка коленвала?
Не все автомобильные ремонтные процедуры могут быть под силу всем автомобилистам в выполнении собственными руками. Так, существует множество видео материалов, которые находятся в сети Интернет и рассказывают о том, как же правильно произвести расточку коленчатого вала. Данная процедура должна выполняться на особых станках с высокой точностью. Выполнять расточку коленвала нужно лишь профессионалам и специалистам высокого класса. Именно этими людьми будет определяться возможность в токарной обработке и размере выбранных на замену вкладышей.
Именно этими людьми будет определяться возможность в токарной обработке и размере выбранных на замену вкладышей.
Посредством устройства микрометра будет измеряться существующий диаметр устройства. Стоимость такого рода услуг является достаточно высокой, и, тем не менее, она будет значительно отличаться от тотальной замены коленчатого вала. Помимо этого, каждый специалист, который берется за такого рода работу будет проверять, не было произведено осевое смещение шатунных шеек, или же не искривился коленчатый вал «в дугу».
3. Участие автовладельца в процессе реставрации.
Сам владелец транспортного средства может принимать достаточно активное участие в процедуре ремонта двигателя внутреннего сгорания. Так, автолюбитель для того, чтобы процесс прошел быстрее, может произвести тотальный разбор всего навесного оборудования двигателя, произвести снятие двигателя из отсека его расположения и вымыть его. Кроме того автомобилист может произвести демонтаж и разборку самого коленчатого вала. После всех проведенных токарных работ нужно произвести сбор устройства в идеально точном обратном порядке. Сама же процедура замены вкладышей и расточки коленчатого вала является достаточно ответственной и сложной.
После всех проведенных токарных работ нужно произвести сбор устройства в идеально точном обратном порядке. Сама же процедура замены вкладышей и расточки коленчатого вала является достаточно ответственной и сложной.
Успех подобного рода процедуры будет возможен в том случае, если будут соблюдаться все нижеуказанные правила:
– в момент непосредственного демонтажа устройства коленчатого вала нужно промаркировать все старые вкладыши и передать их специалисту;
– после проведения процедуры расточки в обязательном порядке нужно провести тотальную продувку и промывку масляных каналов;
– не следует самостоятельно устанавливать новое устройство и новые вкладыши, лучше доверить дело специалисту.
В результате проделанной работы нужно обязательно соблюсти технологию обкатки автомобиля. Так, нужно соблюдать один скоростной режим на определенном километраже пробега, производить своевременную замену фильтра и масла, а также не допускать перегрева двигателя. Только при выполнении всех вышеуказанных условий можно увеличить срок жизни отремонтированного двигателя.
Только при выполнении всех вышеуказанных условий можно увеличить срок жизни отремонтированного двигателя.
Подписывайтесь на наши ленты в таких социальных сетях как, Facebook, Вконтакте, Instagram, Pinterest, Yandex Zen, Twitter и Telegram: все самые интересные автомобильные события собранные в одном месте.
В каких случаях необходимо производить шлифовку коленвала?
Коленчатый шкив представляет собой довольно сложный по конструкции и функционированию элемент двигателя. Его предназначение заключается в преобразовании возвратно-поступательных движений поршней в крутящий момент. Если объяснить в двух словах, то коленвал позволяет транспортному средству двигаться, без него невозможна работа ни одного двигателя.
Коленчатый вал двигателя
Перед тем, как рассказать, что такое расточка коленвала, разберемся, что же влияет на его износ:
- В блоке двигателя коленчатый монтируется в нижней части как минимум на пяти подшипниках (коренных). Кроме того, здесь находится и некоторое количество шатунных подшипников (в зависимости от числа цилиндров). Необходимость расточки компонента возникает в результате износа шатунных или коренных элементов.
- Также на это влияют и шатуны, которые связаны с поршнями. Они монтируются к эксцентрическим кольцам при помощи подшипников скольжения.
- Если автомобиль долгое время эксплуатируется без обслуживания колец и так называемых вкладышей, в системе значительно снижается уровень давление смазывающей жидкости. От этого из строя может выйти даже двигатель.
 Кроме того, здесь находится и некоторое количество шатунных подшипников (в зависимости от числа цилиндров). Необходимость расточки компонента возникает в результате износа шатунных или коренных элементов.
Кроме того, здесь находится и некоторое количество шатунных подшипников (в зависимости от числа цилиндров). Необходимость расточки компонента возникает в результате износа шатунных или коренных элементов.Именно в таких случаях, если вы не хотите приобретать вышедшие из строя компоненты, осуществляется расточка коленвала, то есть процесс восстановления его работоспособности. Профессионалы в этой отрасли давно знают, что конструкция коренных и шатунных элементов скольжения коленчатого шкива осуществляется с использованием сменных вкладышей. В том случае, когда их износ достигает критических пределов, приходится разбирать двигатель и монтировать новые компоненты.
Причины, по которым возникает необходимость расточки
На самом деле причины, по которым осуществляется процесс восстановления и шлифовка коленвала, очень банальны. И связаны они исключительно с эксплуатацией транспортного средства.
Причины необходимости восстановления следующие:
- Если вы регулярно используете низкокачественную смазывающую жидкость. Смазка низкого качества напрямую влияет на износ всех компонентов.
- Если вы меняете моторную жидкость гораздо реже, не соблюдая срок замены. В том числе речь идет и о фильтрующих элементах. В добавок к этому, если масло низкокачественное, то необходимость расточки наступит гораздо раньше.
- Еще один недостаток в эксплуатации — это недостаточный прогрев мотора перед началом езды. Особенно это касается эксплуатации транспортного средства в зимнее время года. В этом случае машину нужно как следует прогревать.
- Если транспортное средство регулярно используется в режиме повышенных нагрузок.
- Если в двигатель внутреннего сгорания каким-то образом попадает влага.
- В том случае, если произошел повышенный износ посадочных мест, поскольку сопрягаемые элементы ДВС изначально были низкокачественными. Либо же при эксплуатации авто был нарушен режим их термической обработки.

Симптомы необходимости ремонта шеек коленчатого вала
Итак, при каких симптомах возникает необходимость восстановления узла и ремонта шеек.
Это обычно происходит при проявлении следующих дефектов:
- Если при демонтаже узла вы заметили, что на трущихся поверхностях образовались царапины в результате механического воздействия.
- Если значительно увеличились допустимые размеры зазоров, это также является недостатком.
- Если на поверхности шеек образовались кольцевые риски.
- Если произошел перегрев двигателя, при это заклинили или расплавились вкладыши.
Расточка коленвала — для чего это делается? Шлифовка коленчатого вала своими руками — технология ремонта
Одним из наиболее важных и дорогостоящих элементов любого двигателя внутреннего сгорания является коленчатый вал – сложный по конструкции элемент из высокопрочных сплавов, задача которого заключается в преобразовании возвратно-поступательного движения поршней во вращение.
Расточка коленвала – это обязательная процедура в случае существенного износа подшипников скольжения, которая позволяет многократно использовать его после проведения капитального ремонта.
Зачем и когда возникает необходимость проточить коленвал?
Идеально отполированные поверхности шеек и внутренних обойм вкладышей даже, при условии подачи между ними для смазки машинного масла под высоким давлением, с течением времени изнашиваются. Учитывая увеличение зазора, давление масла в системе падает, появляющийся люфт приводит к большему износу. Устойчивое снижение давления масла при исправном насосе является признаком, указывающим на необходимость замены вкладышей.
Учитывая, что износ является обоюдосторонним, нельзя просто взять и вставить новые . Конструкторы предлагают устанавливать вкладыши ремонтного размера, толщина стенки которых, на 0,25 мм толще, чем у стандартных (или вкладышей предыдущего размера).
Для того, чтобы установить и использовать новые ремонтные вкладыши следует расточить коленвал, то есть довести наружный диаметр шеек до параметров вкладышей. Каждая модель двигателя имеет свой комплект вкладышей. Для ВАЗовских моторов, к примеру, выпускается 4 набора ремонтных вкладышей. Соответственно, производить расточку можно только 4 раза.
Каждая модель двигателя имеет свой комплект вкладышей. Для ВАЗовских моторов, к примеру, выпускается 4 набора ремонтных вкладышей. Соответственно, производить расточку можно только 4 раза.
Залипание и проворачивание вкладышей также вынуждает автовладельцев производить ремонт, связанный с расточкой коленвала, так как восстановление идеально гладкой поверхности шеек без этой процедуры невозможно.
Как выполняется проточка коленвала?
Далеко не все ремонтные мероприятия под силу автолюбителям своими руками. На тему Расточка коленвала, видео материалов отснято и представлено в сети Интернет множество. Выполняется эта процедура на высокоточных станках специалистами высокого класса. Ими же определяется возможность токарной обработки и размер новых вкладышей.
Существующий диаметр шеек измеряется с помощью микрометра. Стоимость такой услуги достаточно высока, однако, она существенно ниже, чем цена нового коленчатого вала. Кроме этого специалист, принимаясь за работу, обязательно проверит, не произошло ли осевое смещение шатунных шеек, нет ли искривления вала «в дугу».
Участие автовладельца в процессе реставрации
Владелец автомобиля может принимать активное участие в ремонте .
Для того, чтобы ускорить процесс, водитель может :
Процедура расточки и замены вкладышей достаточно сложна и ответственна.
Успешный ремонт возможен лишь при соблюдении определённых правил:
- во время демонтажа коленчатого вала старые вкладыши маркируются и передаются специалисту;
- после расточки обязательно необходимо провести тщательную промывку и продувку масляных каналов;
- установку коленчатого вала и новых вкладышей необходимо доверить опытному мотористу.
По окончании ремонта очень важно соблюдать технологию обкатки двигателя – соблюдение скоростного режима на определённый километраж пробега, своевременно менять масло и фильтр, не допускать перегрев. Только так можно продлить жизнь отремонтированному мотору.
Коленчатый вал являет собою устройство, узел деталей, которые имеют достаточно сложную форму. В данном устройстве есть в наличии определенные шейки, которые предназначаются для крепления шатунов, посредством которых коленвал воспринимает все усилия, преобразуя их в крутящий момент. Данное устройство является конструктивно составной частью кривошипно-шатунного механизма.
В данном устройстве есть в наличии определенные шейки, которые предназначаются для крепления шатунов, посредством которых коленвал воспринимает все усилия, преобразуя их в крутящий момент. Данное устройство является конструктивно составной частью кривошипно-шатунного механизма.
Коленчатый вал является не только очень дорогим устройством, но и самым нагруженным. Все силы, которые воздействуют на него, имеют очень большое давление, вследствие чего работа устройства усложняется. Вообще, данное давление заключается в газах, которые передаются через шатуны непосредственно от поршней в процессе сгорания. Помимо этого, такое давление возникает посредством сил инерционных от их возвратно-поступательного движения. Кроме того, все действующие силы являются переменными по величине и направлению, следовательно, они пытаются ломать и гнуть коленчатый вал в один и тот же момент времени, но в разных точках сечения. Для того, чтобы противостоять такого рода нагрузкам, устройство коленвала должно быть прочным и жестким. Помимо этого в таком случае очень важным является аспект усталостной прочности – способности к выдержке переменных нагрузок.
Помимо этого в таком случае очень важным является аспект усталостной прочности – способности к выдержке переменных нагрузок.
Так, все поверхности шеек коленчатого вала должны иметь способность противостояния износу в использовании на протяжении множества тысяч часов непрерывной работы. В совокупности это будет достигаться особой конструкцией устройства, технологией и материалами обработки на производительном предприятии. Если автомобилист нормально эксплуатирует данное устройство, то срок его службы не ограничиться несколькими годами. Тем не менее, не всегда можно этого достичь. Если автолюбитель будет использовать низкокачественное масло, не будет уделять время на его элементарную замену и контроль уровня, не будет заменять неисправный фильтр, будет только постоянно использовать двигатель на максимум возможностей, ко всему этому еще и ездить на недостаточно прогретом двигателе, то нужно будет готовиться к тому, что коленвал в скором времени придет в неисправность.
Довольно важной частью и деталью коленчатого вала является вкладыш, а точнее вкладыши, которые могут приходить в неисправность. Тем не менее, не все автомобилисты могут различать такого рода проблему, плюс еще и не знают, как ее решить. И поэтому вполне логическим при любом ремонте двигателя у автолюбителя возникнет вопрос, каким образом можно определить износ вкладышей коленчатого вала, а также необходимый следующий ремонтный размер, что будет весьма актуальным после непосредственного процесса расточки коленвала. Обычно, в таких случаях для того, чтобы замерить все грядущую деформацию используют микрометр, который измеряет все линейные размеры. Тем не менее, можно самостоятельно с высокой точностью определить все размеры «на глаз», визуально. Так, сразу же можно оценить возможность последующей процедуры расточки коленчатого вала.
Тем не менее, не все автомобилисты могут различать такого рода проблему, плюс еще и не знают, как ее решить. И поэтому вполне логическим при любом ремонте двигателя у автолюбителя возникнет вопрос, каким образом можно определить износ вкладышей коленчатого вала, а также необходимый следующий ремонтный размер, что будет весьма актуальным после непосредственного процесса расточки коленвала. Обычно, в таких случаях для того, чтобы замерить все грядущую деформацию используют микрометр, который измеряет все линейные размеры. Тем не менее, можно самостоятельно с высокой точностью определить все размеры «на глаз», визуально. Так, сразу же можно оценить возможность последующей процедуры расточки коленчатого вала.
В тех редких, хотя, в последнее время частых, случаях, когда были повернуты, потребуется незамедлительная замена всех деталей такого рода. Узнать о данной поломке не составит труда, так как сломанный механизм будет издавать очень громкий стук и вечные попытки глушения двигателя. Встречается и такое, что все шейки заклинят, вследствие чего дальнейшее передвижение транспортного средства является невозможным. Во всех других случаях нужной процедурой будет проведение тщательного осмотра, и, в том случае, если на шейках обнаружатся разного рода волнообразные канавки, которые могут быть прочувствованы посредством рук, нужно будет произвести расточку коленчатого вала и установку вкладышей необходимого соответствующего ремонтного размера.
Встречается и такое, что все шейки заклинят, вследствие чего дальнейшее передвижение транспортного средства является невозможным. Во всех других случаях нужной процедурой будет проведение тщательного осмотра, и, в том случае, если на шейках обнаружатся разного рода волнообразные канавки, которые могут быть прочувствованы посредством рук, нужно будет произвести расточку коленчатого вала и установку вкладышей необходимого соответствующего ремонтного размера.
1. Зачем и когда возникает необходимость проточить коленвал?
Ни для кого не секрет, что непосредственно в двигательном блоке устройство коленчатого вала закрепляется посредством помощи коренных подшипников скольжения. Так, число такого рода деталей напрямую зависит от количества цилиндров в двигателе. На валу для каждого отдельного поршня имеется шатунный подшипник скольжения. В первом и втором подшипнике плотное соприкосновение всех эксплуатационных частей будет происходить посредством вкладышей. Материал для сплава вкладышей подбирается с расчетом на то, чтобы можно было обеспечивать минимальное трение при подаче масла, а также допустить возможность свободного вращения коленчатого вала.
И тем не менее, даже все идеальные поверхности внутренних обойм вкладышей и шеек которые были с точностью отполированными, еще и с условием, что между ними происходит подача масла под огромным давлением, приходят в износ с течением времени. При учете увеличения зазора, в самой системе давление масла снижается, а возникающий люфт будет приводить к колоссальному износу устройства. Если же автомобилист заметит устойчивое снижение , которое будет происходить с условием, что насос находится в исправном состоянии, то следует бить тревогу, так как нужно будет произвести замену вкладышей. С учетом того, что износ происходит со всех сторон, некорректным считается элементарная замена и вставка новых вкладышей. Так, все производители рекомендуют устанавливать новые вкладыши особого ремонтного размера. В таком случае, толщина стенки которых будет составлять на 0,25 мм толще, чем у простых заводских вкладышей, или вкладышей предыдущего размера.
Для возможности установки и использования новых ремонтных вкладышей потребуется процедура расточки коленчатого вала, что означает:
доведение наружного диаметра шеек до параметров и размеров вкладышей . Каждая индивидуальная двигательная модель имеет определенный комплект вкладышей. Так, например, для двигателей, которые устанавливаются на автомобили ВАЗ, выпускают 4 набора вкладышей для ремонта. Следовательно, расточку коленчатого вала можно проводить не более четырех раз.
Каждая индивидуальная двигательная модель имеет определенный комплект вкладышей. Так, например, для двигателей, которые устанавливаются на автомобили ВАЗ, выпускают 4 набора вкладышей для ремонта. Следовательно, расточку коленчатого вала можно проводить не более четырех раз.
Проворачивание и залипание вкладышей коленчатого вала принуждает автолюбителей проводить процедуру ремонта, которая непосредственно связана с расточкой всего устройства. Это связано с тем, что тотальное восстановление идеальной и гладкой поверхности шеек является невозможным без данной процедуры.
2. Как выполняется проточка коленвала?
Не все автомобильные ремонтные процедуры могут быть под силу всем автомобилистам в выполнении собственными руками. Так, существует множество видео материалов, которые находятся в сети Интернет и рассказывают о том, как же правильно произвести расточку коленчатого вала. Данная процедура должна выполняться на особых станках с высокой точностью. Выполнять расточку коленвала нужно лишь профессионалам и специалистам высокого класса. Именно этими людьми будет определяться возможность в токарной обработке и размере выбранных на замену вкладышей.
Именно этими людьми будет определяться возможность в токарной обработке и размере выбранных на замену вкладышей.
Посредством устройства микрометра будет измеряться существующий диаметр устройства. Стоимость такого рода услуг является достаточно высокой, и, тем не менее, она будет значительно отличаться от тотальной замены коленчатого вала. Помимо этого, каждый специалист, который берется за такого рода работу будет проверять, не было произведено осевое смещение шатунных шеек, или же не искривился коленчатый вал «в дугу».
3. Участие автовладельца в процессе реставрации.
Сам владелец транспортного средства может принимать достаточно активное участие в процедуре ремонта двигателя внутреннего сгорания. Так, автолюбитель для того, чтобы процесс прошел быстрее, может произвести тотальный разбор всего навесного оборудования двигателя, произвести снятие двигателя из отсека его расположения и вымыть его. Кроме того автомобилист может произвести демонтаж и разборку самого коленчатого вала. После всех проведенных токарных работ нужно произвести сбор устройства в идеально точном обратном порядке. Сама же процедура замены вкладышей и расточки коленчатого вала является достаточно ответственной и сложной.
После всех проведенных токарных работ нужно произвести сбор устройства в идеально точном обратном порядке. Сама же процедура замены вкладышей и расточки коленчатого вала является достаточно ответственной и сложной.
Успех подобного рода процедуры будет возможен в том случае, если будут соблюдаться все нижеуказанные правила:
— в момент непосредственного демонтажа устройства коленчатого вала нужно промаркировать все старые вкладыши и передать их специалисту;
После проведения процедуры расточки в обязательном порядке нужно провести тотальную продувку и промывку масляных каналов;
Не следует самостоятельно устанавливать новое устройство и новые вкладыши, лучше доверить дело специалисту.
В результате проделанной работы нужно обязательно соблюсти технологию обкатки автомобиля. Так, нужно соблюдать один скоростной режим на определенном километраже пробега, производить своевременную замену фильтра и масла, а также не допускать перегрева двигателя.![]() Только при выполнении всех вышеуказанных условий можно увеличить срок жизни отремонтированного двигателя.
Только при выполнении всех вышеуказанных условий можно увеличить срок жизни отремонтированного двигателя.
Подписывайтесь на наши ленты в
Двигателя внутреннего сгорания представляет собой один из основных элементов кривошипно-шатунного механизма, являясь деталью достаточно сложной формы. К коленчатому валу (в области шеек коленвала) реализовано крепление . Через шатун от поршня на коленвал передается усилие, что позволяет преобразовать возвратно поступательное движение в цилиндрах во вращательное движение коленчатого вала.
Необходимо отметить, что коленвал в процессе работы двигателя испытывает значительные нагрузки, так как давление газов в результате сгорания топливно-воздушной смеси воздействует на весь КШМ, параллельно на него воздействует инерционная нагрузка и т.д. В совокупности все силы, оказывающие воздействие на элемент, переменные по своей величине и направлению. По этой причине к детали выдвигаются особые требования касательно прочности и материалов изготовления, что необходимо для способности успешно противостоять таким нагрузкам. При этом деталь, как и любой другой нагруженный элемент, рано или поздно выходит из строя. В этой статье мы поговорим о том, что такое расточка коленвала, когда нужна данная ремонтная процедура, а также как проводится расточка и шлифовка коленвалов.
При этом деталь, как и любой другой нагруженный элемент, рано или поздно выходит из строя. В этой статье мы поговорим о том, что такое расточка коленвала, когда нужна данная ремонтная процедура, а также как проводится расточка и шлифовка коленвалов.
Почему и в каких случаях нужна расточка коленчатого вала
Так как коленвал является нагруженной деталью, о его неисправностях водитель может узнать по появлению . Если коленвал начал стучать, силовой агрегат нуждается в неотложном ремонте. В блоке цилиндров сам коленвал лежит в так называемой постели, закреплен посредством коренных подшипников скольжения (коренные вкладыши). Также в месте крепления шатунов к валу имеются шатунные подшипники (шатунные вкладыши). Материалы для изготовления вкладышей используются такие, чтобы элемент был прочным и имел гладкую поверхность. Это необходимо для минимизации трения в месте контакта вала и вкладыша, а еще позволяет валу свободно вращаться. На вкладыши в обязательном порядке дополнительно подается моторное масло из , что и обеспечивает бесперебойную работу механизма.
Становится понятно, что идеальные поверхности вкладышей и шеек коленвала, полученные при изготовлении деталей благодаря тщательной полировке, подвержены износу в процессе эксплуатации двигателя. Со временем происходит увеличение зазоров, появляются люфты, коленвал начинает стучать. В результате сильно возрастает общий износ и КШМ. Также в случае проблем с коленвалом может возникнуть снижение давления в системе смазки, что приводит к на приборной панели.
В подобной ситуации простой заменой вкладышей на новые обойтись не удается. Следует устанавливать вкладыши ремонтного размера. Например, толщина стенки ремонтного вкладыша будет на 0. 2 мм толще, чем у стандартного или же установленного до этого ремонтного. По указанной причине установить ремонтные вкладыши возможно только после расточки коленчатого вала. Такая расточка означает, что наружный диаметр шеек будет подогнан под размеры вкладышей. Для каждого имеются различные комплекты ремонтных вкладышей, которые отличаются по размерам. Чем больше размеров выпускается для того или иного мотора, тем большее количество раз коленвал можно растачивать под конкретный ремонтный размер при ремонте. Для многих моторов предполагается 4 ремонтных комплекта. В процессе окончательной подгонки также может потребоваться такая операция, как расточка вкладышей коленвала, что будет зависеть от определенных индивидуальных особенностей устанавливаемых деталей.
Чем больше размеров выпускается для того или иного мотора, тем большее количество раз коленвал можно растачивать под конкретный ремонтный размер при ремонте. Для многих моторов предполагается 4 ремонтных комплекта. В процессе окончательной подгонки также может потребоваться такая операция, как расточка вкладышей коленвала, что будет зависеть от определенных индивидуальных особенностей устанавливаемых деталей.
Необходимость ремонта вала возникает и в том случае, если вкладыши рабочие, но на самом валу имеются производственные дефекты (брак). Эта ситуация возникает естественным образом, проявляясь в процессе эксплуатации. Другими словами, расточку проводят тогда, когда пострадали шейки коленчатого вала. Возникновение задиров, канавок, износ шеек коленвала более 0.03 мм. уже принято считать основанием для расточки, так как полное восстановление гладкой поверхности шеек попросту невозможно без этой процедуры. Вкладыши после расточки также нужно будет менять. В конечном итоге, при ремонте получается добиться того, что коленвал после расточки и новые вкладыши имеют абсолютно гладкую и ровную поверхность в местах сопряжения, позволяя нагруженному механизму нормально работать.
Если суммировать полученную информацию, общее состояние поверхности шеек коленчатого вала сильно зависит от того, в каком состоянии находятся вкладыши коленвала. Указанные элементы должны быть подогнаны друг к другу с филигранной точностью, чтобы сопряженная пара (шейка-вкладыш) могла нормально работать при условии значительных и постоянно меняющихся нагрузок. Добавим, что частой проблемой многих ДВС является проворачивание вкладышей коленвала. Нужно помнить, что если вкладыш провернуло, заменить один или все вкладыши без расточки коленвала будет недостаточно. По этой причине для проведения квалифицированного ремонта двигателя необходимо:
- определить износ вкладышей коленчатого вала;
- выявить дефекты коленвала;
- реализовать предварительную расточку коленвала;
- осуществить установку вкладышей соответствующего ремонтного размера;
Другими словами, во время капремонта мотор полностью разбирается, после чего двигатель дефектуют, проводятся различные замеры при помощи нутромера, микрометра и другого оборудования. Затем на основании полученных результатов при необходимости проводится расточка блока цилиндров, коленвала, фрезеруется и шлифуется , осуществляется расточка постели коленвала и т.д. Только после выполнения всех этих операций подбираются ремонтные поршни и , а также вкладыши коленвала и другие детали. Отметим, что заранее приобретать ремонтные запчасти не рекомендуется, так как во многих случаях расточка может производиться специалистами не в следующий, а сразу через один ремонтный размер или даже более. Это зависит от характерных особенностей имеющейся выработки, глубины повреждений и т.п.
Затем на основании полученных результатов при необходимости проводится расточка блока цилиндров, коленвала, фрезеруется и шлифуется , осуществляется расточка постели коленвала и т.д. Только после выполнения всех этих операций подбираются ремонтные поршни и , а также вкладыши коленвала и другие детали. Отметим, что заранее приобретать ремонтные запчасти не рекомендуется, так как во многих случаях расточка может производиться специалистами не в следующий, а сразу через один ремонтный размер или даже более. Это зависит от характерных особенностей имеющейся выработки, глубины повреждений и т.п.
Как растачивается коленвал
Начнем с того, что расточка и шлифовка коленвала своими руками в гаражных условиях под силу только опытным специалистам, которые имеют соответствующий набор специального оборудования. Прежде всего, в наличии должен быть станок для расточек коленвала, так как вся процедура должна выполняться с высокой точностью. Нужно учитывать и то, что от качества работ с коленвалом будет напрямую зависеть и сложность дальнейшей подгонки ремонтных вкладышей.
Также некоторые автолюбители в целях максимальной экономии умудряются шлифовать коленвал в гараже подручными средствами, но выполнять данную процедуру настоятельно не рекомендуется, так как результат может быть абсолютно непредсказуемым.
Добавим, что перед началом работ специалист должен обязательно проверять коленвал на предмет осевого смещения шатунных шеек, искривления коленчатого вала и т.д. При этом все равно получается, что хотя ремонт вала представляет собой сложную токарную операцию, купить новую деталь все равно получится в среднем на 50-60% дороже сравнительно с тем, сколько стоит расточка коленвала опытным мастером.
Подведем итоги
Для экономии денежных средств во время проведения капитального ремонта двигателя владелец автомобиля при желании всегда может взять разборку агрегата на себя. Самостоятельное снятие навесного оборудования, демонтаж ДВС и его извлечение из подкапотного пространства, а также мойка мотора позволит ощутимо уменьшить общую стоимость затрат. Если имеются навыки и инструменты, сам двигатель также можно разобрать у себя в гараже, доставив для дефектовки и расточки только отдельные элементы (например, ГБЦ, или коленвал). Последующую сборку мотора также можно провести самостоятельно.
Если имеются навыки и инструменты, сам двигатель также можно разобрать у себя в гараже, доставив для дефектовки и расточки только отдельные элементы (например, ГБЦ, или коленвал). Последующую сборку мотора также можно провести самостоятельно.
При этом следует помнить, что замена вкладышей и расточка коленчатого вала является сложной процедурой. Если вы не уверены в своих силах, лучше полностью доверить весь процесс разборки, ремонта и сборки двигателя специалистам. Дело в том, что в автосервисе с хорошей репутацией имеется нужное оборудование, и т.д. В таких условиях мотор тщательно промывается изнутри, очищаются масляные каналы, труднодоступные полости. После ремонта на двигатель обязательно должны дать гарантию, так как в процессе сборки все детали перед установкой проверяются мастером и подгоняются при необходимости прямо на месте. Это позволяет упростить процесс сборки и экономит время, возможные дефекты обнаруживаются и устраняются до того момента, когда мотор уже стоит на автомобиле.
Также добавим, что после расточки коленвала и замены вкладышей, расточки цилиндров, замены поршней и колец, а также целого ряда других операций, которые входят в список работ в рамках частичного или , бензиновому или . Дело в том, что новые или восстановленные нагруженные узлы и агрегаты всегда требуют определенной притирки, что не позволяет сразу эксплуатировать ДВС в привычном режиме.
Не следует забывать и о том, что от качества моторного масла и своевременной замены смазочного материала и фильтров напрямую будет зависеть ресурс отремонтированного ДВС. Обратите внимание, шатунные и коренные вкладыши являются теми деталями, которые первыми выходят из строя в случае проблем с системой смазки двигателя. По этой причине следует следить за уровнем масла, использовать соответствующие данному типу силовой установки ГСМ, избегать активной езды на холодном моторе и т.д.
Ремонт коленвала в Москве — цены на ремонт коленчатого вала
Коленчатый вал является важной составляющей любого двигателя и малейший просчет приведет к некорректному функционированию узлов ДВС, поэтому доверять ремонт коленвала следует только опытным специалистам. В Техцентре «Пит-Стоп Сервис» специалисты токарно-фрезерного цеха выполнят профессиональный ремонт коленвала у дизельного и бензинового двигателя для отечественных и зарубежных автомобилей. Мы гарантируем предоставление высокого качества услуг по оптимальным ценам в Москве.
В Техцентре «Пит-Стоп Сервис» специалисты токарно-фрезерного цеха выполнят профессиональный ремонт коленвала у дизельного и бензинового двигателя для отечественных и зарубежных автомобилей. Мы гарантируем предоставление высокого качества услуг по оптимальным ценам в Москве.
Мы работаем со следующими видами транспортных средств:
- легковые — Нива, БМВ, Ауди, ВАЗ и т.д.;
- грузовые до 2-х т — ГАЗель Ситроен, Хендай и т.д.;
- грузовые свыше 2-х т — МАЗ, Камаз, Вольво и т.д.
Когда необходим ремонт коленвала
При выполнении ремонтных работ с двигателем, всегда следует проверять геометрию коленчатого вала, биение хвостовика и поверхностей сальников. Постоянные механические воздействия — трения, даже при отполированных и смазанных маслом элементах, постепенно изнашивают деталь и если не выполнить своевременный ремонт шеек коленвала, то двигатель перегреется просто «стуканет». Наиболее частая проблема, встречающихся на двигателях с пробегом, «масляное голодание» из-за низкого уровня масла, забитого канала подачи масла или неисправного маслонасоса.
Работа выполняется опытными сотрудниками Техцентра «Пит-Стоп Сервис» с использованием современного оборудования и оригинальных запчастей. На все виды токарно-фрезерных работ мы предоставляем гарантию от 1 (одного) до 6 (шести) месяцев.
Цена на ремонт коленвала автомобилей
УСЛУГА «срочный ремонт» — ДОПЛАТА ВСЕГО 20%
Если вам необходимо в кратчайшие сроки выполнить механический ремонт деталей ДВС, воспользуйтесь нашей услугой «срочный ремонт». Ваш заказ будет выполнен нашими специалистами вне очереди с доплатой всего лишь 20%.Шлифовка коленвалов в Екатеринбурге | «СТК МОТОРС»
Расточка коленвала
Специалисты «СТК Моторс» выполняют ремонт и восстановление (расточку) коленвалов двигателей отечественных (КамАЗ и ВАЗ) и зарубежных производителей (в частности, Cummins, Caterpillar). Наши квалифицированные мастера сначала выполняют диагностику коленчатого вала, т. е. обследуют его на наличие деформаций. Если нет превышений допустимой нормы, приступают к восстановлению вала.
Наши квалифицированные мастера сначала выполняют диагностику коленчатого вала, т. е. обследуют его на наличие деформаций. Если нет превышений допустимой нормы, приступают к восстановлению вала.
В большинстве случаев автомобильные двигатели оснащены литыми чугунными коленвалами повышенной прочности. Иногда на высокофорсированные двигатели ставят кованные валы из высоколегированной стали. Шейки коленвала дополнительно проходят термообработку, что делает их более износостойкими и прочными. Шейки стальных валов азотируют до глубины 0.5-0.8мм, а чугунных – поддают воздействию высокочастотными токами.
Ремонт коленвала
Коленвал двигателя – это прецизионная запчасть, поэтому ее нужно обработать с точностью в пределах до 0.015 мм. Необходимо проследить, чтобы перекос осей коренных и шатунных шеек на длине вала был в пределах допуска 0.03-0.05 мм, а овальность и конусность шеек коленвала находилась в пределах 0.005 мм. Чтобы получить такую точность, необходимо иметь соответствующее оборудование. У нас есть самое современное оборудование, которое обеспечивает самую высокую точность ремонта коленчатого вала ВАЗ и других авто.
У нас есть самое современное оборудование, которое обеспечивает самую высокую точность ремонта коленчатого вала ВАЗ и других авто.
Правка коленвала методом Буравцева
Изгиб коленвала проверяется при помощи индикатора часового типа с границами измерения 0-10 мм. Вал ставят в центры токарного станка или на призмы, размещенные на поверочной плите. В месте наибольшего прогиба делают отметку мелом или краской. Если необходимо выполнить шлифовку коренных шеек под очередной ремонтный размер, производят правку коленвала при биении средней шейки более 0,10 мм (при биении менее 0,10 мм вал не правят, поскольку такое биение можно устранить в процессе шлифовки). Чтобы узнать, сколько стоит шлифовка коленвала, свяжитесь с менеджером нашей компании.
Правку коленвала осуществляют на гидравлическом прессе 2135 весом 40 т. Крайние коренные шейки вала размещают на призмах на столе пресса так, чтобы метка направлялась вверх против тока пресса. Коленвал правят путем придания ему 10-15-кратного прогиба с 3-5-кратным повторением. На производстве устанавливают ограничитель, который не допускает прогиба более 5 мм. Чтобы предотвратить повреждение коренных шеек, между ними и призмами, а также между шейкой и штоком пресса размещают медные или латунные прокладки. Выполнив правку, коленвал обследуют на дефектоскопе КП-480 с целью выявления трещин. Пренебрегают только продольными микротрещинами на шейках, которые не распространяются на галтели.
На производстве устанавливают ограничитель, который не допускает прогиба более 5 мм. Чтобы предотвратить повреждение коренных шеек, между ними и призмами, а также между шейкой и штоком пресса размещают медные или латунные прокладки. Выполнив правку, коленвал обследуют на дефектоскопе КП-480 с целью выявления трещин. Пренебрегают только продольными микротрещинами на шейках, которые не распространяются на галтели.
Полирование коленвала
После шлифовки коленвала ВАЗ можно также выполнить его полирование. Это поможет добиться идеальной чистоты обработанной детали, ускорит первоначальную приработку вкладышей и снизит степень их износа.
Мы гарантируем невысокую стоимость шлифовки коленвала. Звоните: +7 (343) 213-7-213.
Смотрите также: шлифовка распредвала
Восстановление и ремонт коленвала двигателя | Расточка и ремонт коленчатого вала в Воронеже, ремонт вала двигателя
Коленчатый вал – это одна из самых нагружаемых деталей двигателя в автомобиле. Именно поэтому, он требует своевременного проведения осмотра на наличие дефектов и безотлагательного ремонта в случае их обнаружения.
Именно поэтому, он требует своевременного проведения осмотра на наличие дефектов и безотлагательного ремонта в случае их обнаружения.
Сервисный автомобильный центр «ВЫМПЕЛАВТО» проведет подробный осмотр, а также осуществит качественный ремонт коленвала двигателя в Воронеже, тем самым позволяя избежать более серьезных поломок.
Все действия по расточке и ремонту коленчатого вала в нашем сервисном центре осуществляются в несколько шагов. Сначала производится обнаружение дефектов и оценка требуемых работ, а только потом сам процесс ремонта коленчатого вала.
Обнаружение дефектов коленвала
Первым делом проводится тщательная диагностика, которая включает в себя определение износа, и уровня жесткости, шатунных и коренных шеек. Определяется размер изгиба вала по длине и наличие трещин на его поверхности. Кроме того, проверяется уровень износа шеек под задние и передние уплотнения, а также состояние поверхностей для креплений шестерен, шлицевых частей, и других подобных деталей.
По итогу всех этих операций, а также в зависимости от уровня изношенности резьбы переднего плеча коленвала, крепления для маховика и поверхностей шейки, определяются дальнейшие меры по его ремонту и расточке.
Проведение ремонта коленчатого вала
Ремонт вала двигателя в сервисном центре «ВЫМПЕЛАВТО» в Воронеже включает в себя восстановление коленвала, а именно его шеек. После чего, они проходят процедуру шлифования до достижения нужной шероховатости на рабочих поверхностях. Отверстие для подшипника вала коробки передач так же проходит процедуру восстановления, с помощью установки втулки.
Помимо этого, в нашем сервисном центре также проводится расточка коленвала, включающая обработку болтов маховика до ремонтного размера. В конце работы осуществляется промывка масляных каналов, после чего ремонт коленчатого вала считается законченным, проводится контроль качества проведенных работ, сборка и установка вала на свое место.
Цены на ремонт коленвала Воронеж предлагает различные, они могут зависеть, как от возраста и модели автомобиля, так и от серьезности имеющихся дефектов. Но главное, обращаться только в профессиональный сервисный центр такой как «ВЫМПЕЛАВТО», который также может провести расточку и восстановление коленвала.
Расточка блоков цилиндров и шлифовка коленвалов в Кирове
Расточка блоков цилиндров и шлифовка коленвалов неотъемлемая часть капитального ремонта двигателя. Наши специалисты имеют большой опыт работы в сфере расточки блоков цилиндров и шлифовки коленвалов, поэтому работы будут произведены быстро, качественно и не дорого.
Коленчатый вал (коленвал) – неотъемлемая и очень важная деталь двигателя. которая испытывает огромные нагрузки, от его работы зависит не только качество езды, но и ресурс двигателя и его деталей. На него приходится значительное воздействие, в следствии чего происходит механический износ, от которого коренные и шатунные шейки становятся овальными и их диаметр становится немного меньше, и вкладышей тоже. От этого зазоры в подшипниках скольжения увеличиваются и давление масла падает ниже необходимой нормы.
Шлифовка коленвала – это очень сложный процесс, который нацелен на восстановление рабочих поверхностей. Для шлифовки коленчатого вала мы используем специализированное оборудование, на котором работают опытные мастера – это залог качественного ремонта и продолжительного срока службы двигателя. После шлифовки производится чистка масляных каналов коленчатого вала.
Расточка блоков цилиндров не менее важный процесс при ремонте двигателя. При износе двигателя форма цилиндров нарушается, при расточке им придается максимально идеальная цилиндрическая форма, восстанавливается их геометрия. Так же процедура расточки устраняет шероховатости и повреждения, которые могли возникнуть при работе двигателя.
Хонинговка (хонингование) – это заключительный этап обработки блоков цилиндров. Хонингование происходит с применением абразивного материала и специальных хонинговальных головок. Все этапы капитального ремонта двигателя очень важны. Стоимость работ зависит от ряда факторов, как модель Вашего авто, вид двигателя, степень изношенности. Но наш автосервис всегда идет навстречу клиентам и предлагает самые выгодные условия.
Не стоит затягивать с расточкой блоков цилиндров и шлифовкой коленвалов, ведь двигатель – это сердце автомобиля, от которого зависит работа всей системы в целом. Приезжайте в наш автосервис, где специалисты произведут диагностику всех узлов, при необходимости замену или ремонт запчастей, а так же дадут полезные советы по уходу и эксплуатации дизельных систем.
Провернуть канал ствола | Производство режущего инструмента
Существует несколько способов точной обработки отверстия под шатун с несколькими шейками в блоке цилиндров. По словам Маркуса Пола, глобального менеджера по продукции для обработки отверстий в Kennametal Shared Services GmbH, Фюрт, Германия, лучшим решением с точки зрения надежности и результатов является обычная расточная оправка. Готовое отверстие имеет высокое геометрическое качество, поскольку инструмент опирается на оба конца, но для процесса растачивания требуется специальный станок для подъема блока, чтобы инструмент мог входить и выходить из отверстия, а также входить и выходить из прилавка. -подшипник на приспособлении.Это ограничивает гибкость.
Другой вариант — многолезвийная развертка с направляющими пластинами, которую можно использовать на стандартном обрабатывающем центре, но направляющие пластины развертки постоянно контактируют с заготовкой, поэтому время цикла или процесс обработки увеличивается, а стружка может создавать проблемы с качеством, если они протискиваются между подушечками и заготовкой. «Это не такое надежное решение, как линейно-расточная оправка», — сказал Майкл Хакер, менеджер технической программы Kennametal.
Автопроизводитель BMW поставил перед производителем инструментов задачу разработать инструмент, который подчеркивает преимущества развертывания и растачивания линий, при этом практически устраняя недостатки.По словам Хакера, Kennametal приняла эту задачу и разработала свою расточную оправку с асимметричной линией.
Пол отметил, что две направляющие пластины асимметричного инструмента расположены таким образом, что они контактируют только с последней цапфой, что позволяет расточной оправке быстро входить и выходить из многоствольного отверстия, не касаясь заготовки. Такая геометрия позволяет подавать пруток через необработанные или незавершенные отверстия по эксцентрической траектории. «Это наша уловка», — сказал он, добавив, что последний журнал действует как опора.
Kennametal сообщил, что расточная оправка с асимметричной линией обеспечивает скорость резания до 100 м / мин. (328,1 sfm) и подача на зуб 0,2 мм / об. (0,008 ipr) при полуобработке и 0,16 мм / об. (0,006 ipr) при чистовой обработке и обеспечивает концентричность 0,005 мм (0,0002 дюйма). По словам Хакера, время цикла расточной оправки с асимметричной расточной оправкой на 20-40 процентов меньше по сравнению с развертыванием. По сравнению с растачиванием линии «старого стиля», время цикла расточной оправки с асимметричной линией на 10 процентов меньше.
Кроме того, инструмент принимает восьмисторонние пластины с четырьмя полуобработанными режущими кромками и четырьмя чистовыми кромками.
Для получения дополнительной информации о Kennametal Inc., Латроб, Пенсильвания, позвоните по телефону (800) 835-3668 или посетите сайт www.kennametal.com.
Определение правильного диаметра отверстия ступицы кривошипа с помощью ATI Performance
Когда дело доходит до установки демпфера на коленчатый вал, любой, кто его устанавливал, знает, что, как правило, он плотно прилегает. Вы, вероятно, знаете кого-то, кто либо «немного ослабил его», чтобы он скользил без помех, либо, наоборот, просто протер его всеми угга-дуггами и назвал его хорошим.Оба эти метода неверны и потенциально опасны для вашего двигателя.
ATI Performance Super Dampers имеют очень специфический (вплоть до десятитысячных дюйма) диапазон допуска натяга (запрессовки), который на самом деле является конструктивной особенностью узла демпфера. Как правило, установка демпфера — это то, что не видит конечный пользователь, поскольку любая необходимая регулировка обычно выполняется механическим цехом или производителем двигателя. Однако это приводит к неправильной мысли, что вы можете просто опустить ступицу на кривошип или что вы можете открыть ее самостоятельно, чтобы она скользнула прямо.
Чтобы правильно установить надлежащую посадку ступицы с натягом на коленчатый вал, первое, что вам нужно сделать, это измерить — диаметр выступа коленчатого вала и диаметр отверстия ступицы. Обычно отверстия ступиц ATI выходят с завода с внутренним диаметром, подходящим для вашего коленчатого вала. Но иногда нос коленчатого вала не выдерживается с теми же допусками, что и ATI +/- 0,0001 дюйм.
Если при измерении вы обнаружите, что коленчатый вал немного больше, у вас есть два варианта.Вы можете купить балансир, измерить коленчатый вал, а затем отнести его в механический цех, чтобы изменить размер отверстия, или вы можете нажать кнопку easy и указать ATI размер ступицы на недавно приобретенном демпфере, прежде чем они его отправят. . Это услуга стоимостью 40 долларов, выполняемая на месте в ATI, и избавляет от лишних догадок при установке демпфера.
Ключ к правильному подбору ступицы — это правильно измерить выступ коленчатого вала. Это может быть сложной задачей, если вам неудобно доводить микрометр до четвертой цифры.Чтобы делать это эффективно, вам нужен микрометр, который будет точно измерять это — штангенциркуль и дешевые микрофоны здесь просто не подойдут.
Этот процесс просто состоит из измерения выступа коленчатого вала микрометром и передачи этих чисел в ATI. Затем они отправят ваш демпфер со ступицей правильного размера для простой установки на болтах. «Использование микрометра — самая сложная часть процесса, потому что вам нужно сократить число до четырех десятичных знаков», — говорит Харви Бейкер из ATI Performance Products.
«Многие люди будут пытаться измерить штангенциркулем, но нам нужна четвертая цифра, чтобы правильно подобрать. Ступица обычно требует совсем незначительной заточки, но это разница между тем, чтобы надеть ее полностью и застрять на три четверти пути, а затем вытащить ее и затем отправить на оттачивание. На самом деле, если вам каким-то образом удастся надеть его как следует, даже если он слишком тесный, все в порядке ».
Проблема в том, что если ступица слишком тугая, вы, вероятно, не добьетесь полной фиксации демпфера.Вы можете подумать, что он включен, но на самом деле это всего лишь вмешательство, запирающее его в неправильном месте. «Если он слишком болтается, вы не получите той защиты, которую должен обеспечивать демпфер», — говорит Бейкер. «К тому же вы будете загружать шпоночный паз больше, чем следовало бы. Эта запрессовка поддерживает большую нагрузку по окружности ступицы, чем заводской демпфер, что снижает нагрузку на шпоночный паз »
Я знаю, что многие из вас, читающие это, принадлежат домашним мастерам, но Бейкер предупреждает, что доводка концентратора — это не задача конечного пользователя.«Это не похоже на то, чтобы вычищать хлыст на цилиндре двигателя. Это не так просто, — предупреждает он. «Будьте осторожны при затачивании, потому что в отверстии ступицы есть шпоночная канавка. На самом деле, конечный пользователь не может обойтись без механического цеха. Если вы посмотрите на все нули перед допуском, это невероятно точная операция ».
ATI использует хонинговальный станок Sunnen для собственных услуг по подбору втулки. Если вы измеряете рыло кривошипа перед заказом демпфера, они доставят к вашей двери сборку идеального размера.Если нет, вы всегда можете отправить свой хаб обратно в ATI для обслуживания калибровки. В любом случае услуга стоит всего 40 долларов.
«Невероятно точный» в данном случае не преувеличение. Целевые допуски обычно составляют плюс-минус 0,0001 дюйма. Вкратце, это общий допуск в две десятитысячных дюйма. На самых маленьких носиках коленчатого вала вы можете подобрать еще одну десятитысячную дюйма, чтобы поиграть, в общей сложности 0,0003 (+/- 0,00015 дюйма). Когда вы действительно сломаете это, есть причина, по которой ATI предлагает услугу за 40 долларов или говорит, что механическая мастерская должна ее выполнить.
Этот фрагмент из руководства по установке ATI Super Damper показывает, насколько жесткими являются диапазоны допусков для правильной установки. Также обратите внимание, что, хотя в инструкциях говорится, что коленчатые валы GM обычно имеют размер +/- 0,0001 дюйма от завода, Бейкер предупреждает, что все же следует провести физические измерения. Доверяйте, но проверяйте здесь.
Независимо от того, кто выполняет эту работу, ключевыми выводами здесь являются то, что посадка ступицы демпфера с натягом на носик коленчатого вала имеет решающее значение для работы демпфера и долговечности коленчатого вала, а допуски для этой посадки невероятно велики. точный.Важно не только измерить все компоненты, чтобы убедиться в их правильной подгонке, но и добиться правильных допусков для обеспечения максимальной производительности демпфера.
Штифт CRANKSHAFT MHR BIG BORE Ø 13, шток 85 (ход 44 мм) — Dettaglio Prodotto
Malossistore.eu обслуживает множество стран, и в каждой стране есть особые условия и акции.
Если вы хотите изменить свою страну, выберите ее в поле выбора ниже и подтвердите свой выбор.
Ваша текущая настроенная страна:
Seleziona Una NazioneAFGHANISTANÅLAND ISLANDSALBANIAALGERIAAMERICAN SAMOAANDORRAANGOLAANGUILLAANTARCTICAANTIGUA И BARBUDAARGENTINAARMENIAARUBAAZERBAIJANBAHAMASBAHRAINBANGLADESHBARBADOSBELARUSBELGIUMBELIZEBENINBERMUDABHUTANBOLIVIA, Многонациональном STATE OFBOSNIA И HERZEGOVINABOTSWANABOUVET ISLANDBRAZILBRITISH ИНДИЙСКИЙ ОКЕАН TERRITORYBRUNEI DARUSSALAMBULGARIABURKINA FASOBURUNDICAMBODIACAMEROONCANADACAPE VERDECAYMAN ISLANDSCENTRAL АФРИКАНСКОГО REPUBLICCHADCHILECHRISTMAS ISLANDCOCOS (Keeling) ISLANDSCOLOMBIACOMOROSCONGOCONGO, ДЕМОКРАТИЧЕСКАЯ РЕСПУБЛИКА THECOOK ISLANDSCOSTA RICACÔTE D’IVOIRECROATIACUBACYPRUSCZECH REPUBLICDENMARKDJIBOUTIDOMINICADOMINICAN REPUBLICECUADOREGYPTEL SALVADOREQUATORIAL GUINEAERITREAESTONIAETHIOPIAFALKLAND ОСТРОВА (МАЛЬВИНСКИЕ) ФАРЕРСКИЕ ISLANDSFIJIFINLANDFRANCEFRENCH GUIANAFRENCH POLYNESIAFRENCH SOUTHERN TERRITORIESGABONGAMBIAGEORGIAGHANAGIBRALTARGREECEGREENLANDGRENADAGUADELOUPEGUAMGUATEMALAGUERNSEYGUINEAGUINEA-BISSAUGUYANA ATICAN ГОРОД ШТАТ) HONDURASHUNGARYICELANDINDIAINDONESIAIRAN, Исламская Республика OFIRAQISLE О MANISRAELJAMAICAJAPANJERSEYJORDANKAZAKHSTANKENYAKIRIBATIKOREA ДЕМОКРАТИЧЕСКАЯ НАРОДНАЯ РЕСПУБЛИКА OFKOREA, РЕСПУБЛИКА OFKUWAITKYRGYZSTANLAO НАРОДНАЯ ДЕМОКРАТИЧЕСКАЯ REPUBLICLATVIALEBANONLESOTHOLIBERIALIBYAN АРАБСКИЕ JAMAHIRIYALIECHTENSTEINLITHUANIALUXEMBURGMACEDONIA, бывшая югославская Республика OFMADAGASCARMALAWIMALAYSIAMALDIVESMALIMALTAMARSHALL ISLANDSMARTINIQUEMAURITANIAMAURITIUSMAYOTTEMEXICOMICRONESIA, Федеративные Штаты OFMOLDOVA, РЕСПУБЛИКА OFMONACOMONGOLIAMONTENEGROMONTSERRATMOROCCOMOZAMBIQUEMYANMARNAMIBIANAURUNEPALNETHERLANDSNETHERLANDS ANTILLESNEW CALEDONIANICARAGUANIGERNIGERIANIUENORFOLK ISLANDNORTHERN MARIANA ISLANDSNORWAYOMANPAKISTANPALAUPALESTINIAN ТЕРРИТОРИЯ, OCCUPIEDPANAMAPAPUA NEW GUINEAPARAGUAYPERUPHILIPPINESPITCAIRNPOLANDPORTUGALPUERTO RICOQATARREUNIONROMANIARUSSIAN FEDERATIONRWANDASAINT BARTHELMYSAINT HELENASAINT KITTS И NEVISSAINT LUCIASAINT MARTINSAINT PIERRE, MIKELONSAINT VINCENT AND THE G RENADINESSAMOASAO ТОМ И PRINCIPESAUDI ARABIASENEGALSERBIASEYCHELLESSIERRA LEONESINGAPORESLOVAKIASLOVENIASOLOMON ISLANDSSOMALIASOUTH AFRICASOUTH ГРУЗИЯ И Южные Сандвичевы ISLANDSSRI LANKASUDANSURINAMESVALBARD И ЯН MAYENSWAZILANDSWEDENSWITZERLANDSYRIAN АРАБ REPUBLICTAJIKISTANTANZANIA, Объединенная Республика OFTHAILANDTIMOR-LESTETOGOTOKELAUTONGATRINIDAD И TOBAGOTUNISIATURKEYTURKMENISTANTURKS И КАЙКОС ISLANDSTUVALUUGANDAUKRAINEUNITED АРАБ EMIRATESUNITED STATESUNITED Внешних малые острова ISLANDSURUGUAYUZBEKISTANVANUATUVENEZUELAVIET NAMVIRGIN, BRITISHVIRGIN ОСТРОВ, У.С.УАЛЛИС И ФУТУНАВЕСТЕРН САХАРАЙМЕНЗАМБИАЗИМБАБВЕ
Подтверждать
| Товар | футов / фунт. | Товар | футов / фунт. |
| Болты головки цилиндров — шаг 1 | 95-105 | Крышка коромысла клапана | 3-5 |
| Болты головки цилиндров — шаг 2 | 105-112 | Топливный насос к передней крышке цилиндра | 19–27 |
| Масляный поддон к блоку цилиндров | 9-11 (5 / 16×18) 7-9 (1 / 4×20) | Гайка шпильки коромысла | 17-23 после контакта гайки с буртиком |
| Болты впускного коллектора | 23-25 | Болт шарнира генератора | 45-57 |
| Болты выпускного коллектора | 18-24 | ||
| Распределительный вакуумный регулирующий клапан | 15-18 | Разное Крутящий момент Значения | |
| Маховик к коленчатому валу | 75-85 | Кронштейн генератора к блоку цилиндров | 15-20 |
| Болты крышки подшипника почты | 95-105 | Болт шарнира генератора | 45-57 |
| Пробка для слива масла | 15-25 | Регулировочный рычаг генератора к блоку цилиндров | 15-20 |
| Клапан рециркуляции ОГ к проставке карбюратора | 12-18 | Регулировочный рычаг генератора к генератору | 24-40 |
| Впускная масляная трубка к масляному насосу | 10-15 | Кронштейн насоса Thermactor к блоку цилиндров | 15-20 |
| Вставка масляного фильтра к блоку | 20-30 | Болт шарнира насоса Thermactor | 22-32 |
| Вставляемый масляный фильтр (картриджного типа) | С маслом на поверхности прокладки, затяните вручную, пока прокладка не коснется поверхности переходника, затем затяните на 1/2 оборота более. | Регулировочный рычаг насоса Thermactor к корпусу насоса | 22-32 |
| Регулировочный рычаг насоса Thermactor к блоку цилиндров | 15-20 | ||
| Шкив насоса Thermactor к валу | 80-115 дюймов / фунт. | ||
| Звездочка распределительного вала к распределительному валу | 40-45 | Шкив насоса гидроусилителя рулевого управления к демпферу (болт) | 35-50 |
| Прижимная пластина распределительного вала к блоку | 9–12 | Вентилятор к ступице водяного насоса (болт) | 12-18 |
| Амортизатор к коленчатому валу | 70-90 | Крепежные гайки карбюратора | 12-15 |
| Шкив коленчатого вала к гасителю вибрации | 35-50 | Шпилька крепления карбюратора к впускному коллектору | 15 макс. |
| Гайки шатуна | 40-45 | Топливный фильтр к карбюратору | 80-100 дюймов / фунт. |
% PDF-1.4 % 300 0 объект > эндобдж xref 300 83 0000000016 00000 н. 0000002612 00000 н. 0000002759 00000 н. 0000003180 00000 н. 0000003763 00000 н. 0000004319 00000 н. 0000004433 00000 н. 0000004545 00000 н. 0000005010 00000 н. 0000005565 00000 н. 0000006082 00000 н. 0000006678 00000 н. 0000007422 00000 н. 0000008117 00000 н. 0000008747 00000 н. 0000009390 00000 н. 0000010200 00000 н. 0000010901 00000 п. 0000011564 00000 п. 0000023330 00000 н. 0000024034 00000 п. 0000024179 00000 п. 0000024264 00000 п. 0000024349 00000 п. 0000024433 00000 п. 0000024623 00000 п. 0000024811 00000 п. 0000024957 00000 п. 0000025042 00000 п. 0000025127 00000 п. 0000025212 00000 п. 0000025401 00000 п. 0000025590 00000 н. 0000025781 00000 п. 0000025970 00000 п. 0000026165 00000 п. 0000026353 00000 п. 0000026438 00000 п. 0000026524 00000 п. 0000026609 00000 п. 0000026754 00000 п. 0000026942 00000 п. 0000027132 00000 н. 0000027322 00000 н. 0000027515 00000 п. 0000027706 00000 п. 0000027897 00000 н. 0000028085 00000 п. 0000028274 00000 п. 0000028464 00000 п. 0000052066 00000 п. 0000055721 00000 п. 0000059685 00000 п. 0000059941 00000 п. 0000060024 00000 п. 0000060079 00000 п. 0000060155 00000 п. 0000060385 00000 п. 0000060468 00000 п. 0000060523 00000 п. 0000060586 00000 п. 0000060696 00000 п. 0000060807 00000 п. 0000060922 00000 п. 0000061033 00000 п. 0000061204 00000 п. 0000061403 00000 п. 0000061518 00000 п. 0000061633 00000 п. 0000061753 00000 п. 0000061939 00000 п. 0000062129 00000 п. 0000062317 00000 п. 0000062506 00000 п. 0000062695 00000 п. 0000062886 00000 п. 0000063076 00000 п. 0000063267 00000 п. 0000063456 00000 п. 0000063646 00000 п. 0000063837 00000 п. 0000002431 00000 н. 0000001956 00000 н.
Kia Sorento: Проверка коленчатого вала — Блок цилиндров — Механическая система двигателя
| 1. | Проверить масляный зазор подшипника коленчатого вала.
Идентификационный знак отверстия коленчатого вала Буквы были проштампованы на блоке в качестве отметки о размере каждого из 5 отверстий основных журналов. Используйте их, а также цифры или полоску, нанесенную на кривошип (отметки для основных размер журнала), чтобы выбрать правильные подшипники. Технические характеристики блока цилиндров
Идентификационный знак шейки коленчатого вала
Характеристики коленчатого вала
Идентификационный знак подшипника коленчатого вала Технические характеристики подшипников коленчатого вала
Таблица выбора подшипников коленчатого вала
| ||||||||||||||||||||||||||||||||||||||||
| 2. | Проверить осевой люфт коленчатого вала. Используя индикатор с круговой шкалой, измерьте осевой зазор, удерживая коленвал вперед-назад отверткой.
Если осевой люфт больше максимального, замените упорные подшипники. как набор.
|
| 3. | Осмотрите коренные шейки и шатунные шейки. Используя микрометр, измерьте диаметр каждой основной шейки и кривошипа. штырь.
|
См. Также:
Технические характеристики стартера
Стартер Элемент Технические характеристики Номинальное напряжение 12 В, 1,2 кВт Количество зубьев шестерни 11 Представление
[Без нагрузки, 11 В] Ампер
…
Экран EyeSight
Индикатор ведущего автомобиля
Индикатор вашего собственного автомобиля
Стоп-сигналы
Индикатор линии дороги
Индикатор полосы движения
Индикатор центрирования полосы движения
Индикатор на рулевом колесе На этом экране отображается состояние
Глаз …
Проверка реле стартера
1. Отсоедините отрицательную клемму аккумуляторной батареи. 2. Снимите крышку блока предохранителей. 3.Снимите реле стартера (A). …
Вращающийся узел 101: штоки, поршни и кривошип
Рекомендации по Строкеру
Если на повестке дня стоит увеличение рабочего объема, то можно добиться серьезных успехов с помощью поршневого коленчатого вала. Процент увеличения смещения прямо пропорционален процентному увеличению хода. В случае нашей сборки SR23 мы перешли с хода 86 мм на 91 мм. Это 5,8-процентное увеличение инсульта привело к 5.Увеличение рабочего объема на 8% по сравнению с заводской рукояткой. Увеличение диаметра ствола с 86 мм до 89,5 мм само по себе привело к увеличению рабочего объема на 8,3%. В совокупности эффекты увеличения диаметра цилиндра и хода увеличиваются, обеспечивая увеличение рабочего объема на 14,6% (с 1998 до 2290 куб. См). Увеличенное смещение — одно из преимуществ увеличения хода. Двигатели Stroker также будут иметь укороченное отношение длины хода шатуна к ходу. Это уменьшение приводит к улучшенному наполнению цилиндров в начале каждого такта впуска.Это приведет к улучшению производства мощности и крутящего момента на низких и средних частотах. В некоторых случаях это также может привести к увеличению мощности при более высоких оборотах двигателя.
Увеличение хода двигателя также имеет свои недостатки. Во-первых, поршень и / или шатуны должны быть согласованы для работы с увеличением хода. Обычно для этого требуется переместить поршневой палец на более высокое место в поршне и / или уменьшить межцентровую длину шатуна. Во-вторых, для многих коленчатых валов с ходовым механизмом требуется «разгрузка» блока, чтобы приспособиться к более длинному ходу.Этот процесс включает шлифовку блока, чтобы создать зазор для противовесов или шатунов, которые в противном случае мешали бы при удлиненном ходе. В-третьих, пиковая частота вращения двигателя, ограниченная максимально желаемой средней скоростью поршня, будет снижена.
Если 9000 об / мин обеспечивают максимальную среднюю скорость поршня 5000 футов в минуту при ходе 86,4 мм, увеличение хода на 10 процентов до 95 мм приведет к уменьшению красной линии до 8000 об / мин (для той же средней скорости поршня 5000 футов в минуту ). В-четвертых, увеличение хода также увеличивает боковую нагрузку поршней на отверстия во время вращения коленчатого вала.В результате увеличивается износ цилиндров. Исходя из плюсов и минусов, коленчатый вал с ходовым двигателем может быть или не быть правильным выбором для вас.
| Упрощенные калькуляторы смещения |
|---|
| 4-цилиндровый (куб.см) = 0,0031414 x ход (мм) x отверстие (мм) x отверстие (мм) |
| 6-цилиндровый (куб.см) = 0,0047123 x ход (мм) x отверстие (мм) x отверстие (мм) |
| 8-цилиндровый (куб.см) = 0,0062831 ход (мм) x диаметр отверстия (мм) x диаметр отверстия (мм) |
| Упрощенные калькуляторы смещения |
| Оригинальный RB26DETT; 6 цилиндров, Диаметр цилиндра = 86.0 мм, ход = 73,7 мм |
| 6-цилиндровый (куб. См) = 0,0047123 x 73,7 x 86,0 x 86,0 = 2568,6 куб. См |
| Строкер-комплект HKS «2,8 литра»; 6 цилиндров, Диаметр цилиндра = 87,0 мм, ход поршня = 77,7 мм |
| 6-цилиндровый (куб. См) = 0,0047123 x 77,7 x 87,0 x 87,0 = 2771,4 куб. См |
| Увеличение рабочего объема = 2771,4 — 2568,6 = 202,8 куб. См |
–
Для запуска вашего двигателя необходимо выбрать поршень, шток и коленчатый вал, которые будут работать вместе так, как вы предполагаете.Многие производители выпускают полные комплекты для плавного хода.
Happy Harmonics
Когда выходная мощность двигателя увеличивается, вспомогательные системы также нуждаются в улучшении, чтобы избежать отказа двигателя. Помимо очевидных потребностей в смазке и охлаждении, двигатель также полагается на демпфер гармонических колебаний, прикрепленный болтами к коленчатому валу, чтобы обеспечить надежность и долговечность.
Когда поршень и соответствующий шатун начинают вращать коленчатый вал на одном конце, коленчатый вал слегка поворачивается, поскольку масса, находящаяся дальше от толкаемого сегмента, захватывает его.Когда коленчатый вал вращается со скоростью несколько тысяч оборотов в минуту, один сегмент коленчатого вала толкается за счет сгорания, в то время как другая часть работает против хода сжатия. Хотя коленчатый вал кажется очень жестким элементом, он изгибается под действием различных сил. Каждый вращающийся узел имеет собственную частоту, очень похожую на камертон. Такие параметры, как материал коленчатого вала, ход двигателя, масса маховика и размеры подшипников, определяют собственную частоту вращающегося узла. При достижении собственной частоты колебания коленчатого вала сильно усиливаются.Вибрации на собственной частоте предмета наносят наибольший ущерб, поскольку они соответствуют структурному составу того, через что он проходит. Помните научное видео, где хрустальное стекло разрывается на куски, когда оно подвергается воздействию собственной собственной частоты? Хотя коленчатый вал не разлетится так же легко, как бокал для вина, он все же далеко не неразрушимый. Гармоники на собственной частоте вращающегося узла вызывают утомление металла, снижая предел прочности коленчатого вала и потенциально приводя к трещинам.Эти вибрации также повреждают компоненты коленчатого вала, такие как подшипники и масляный насос.
Если ни один коленчатый вал не защищен от вибрации, как получается, что двигатели не выходят из строя вскоре после постройки? Ответ заключается в том, что каждый производитель автомобилей использует на шкиве кривошипа гаситель гармоник. В этих устройствах обычно используется инерционное кольцо с эластомером, настроенным на нейтрализацию вибраций на собственной частоте двигателя. Поскольку коленчатый вал передает вибрации на внутреннюю ступицу демпфера, инерция вращающегося внешнего кольца, подвешенного на эластомере, противодействует вибрациям.Установленные на заводе демпферы гармоник отлично справляются с устранением частот, повреждающих двигатель, когда двигатель находится на складе. Однако, если свойства вращающегося узла изменяются или выходная мощность увеличивается, установленный на заводе демпфер гармоник становится недостаточным для нейтрализации нарастания гармоник. Это побудило несколько производителей разработать демпферы кривошипа, предназначенные для высокопроизводительных двигателей.
Послепродажные импортные производители демпферов производят два различных типа демпфирующей технологии: эластомеры и вязкие жидкости.Подобно OEM-амортизаторам, эластомерные блоки используют специально подобранную резину (или другой аналогичный материал) для удержания внешнего инерционного кольца. Задержка, создаваемая изгибающимся эластомером между внутренней ступицей и инерционным кольцом, создает противодействующий крутящий момент колебаниям коленчатого вала. В то время как демпфер вязкого типа создает такой же противодействующий вибрации крутящий момент, он основан на инерционном кольце, подвешенном на геле внутри устройства. DSPORT испытала обе технологии на своих проектных автомобилях, и обеим удалось предотвратить сбои из-за гармоник.
.