Определение состояния втулок клапанов, проверка зазора и замена
Пригодность втулок клапанов рекомендуется определять по зазору в сопряжении втулка-стержень клапана. Измеряется диаметр стержня и диаметр отверстия во втулке, вычисляется зазор и его величина сравнивается с предельно допустимыми. Обычно у автомобилей предельно допустимый зазор у впускных клапанов 0,15 мм, у выпускных 0,20 мм.
Определение технического состояния втулок впускных и выпускных клапанов, проверка зазора, развертывание и замена втулок, выпрессовка и запрессовка.
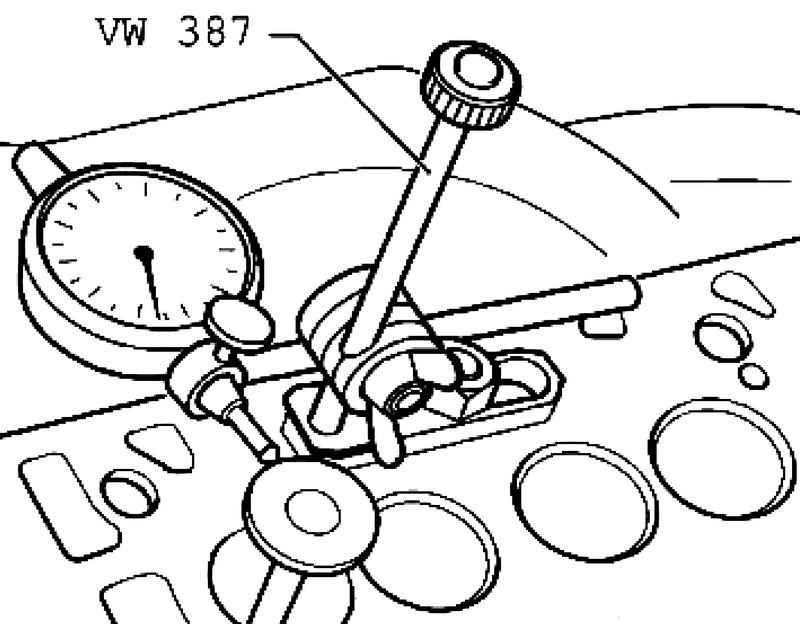
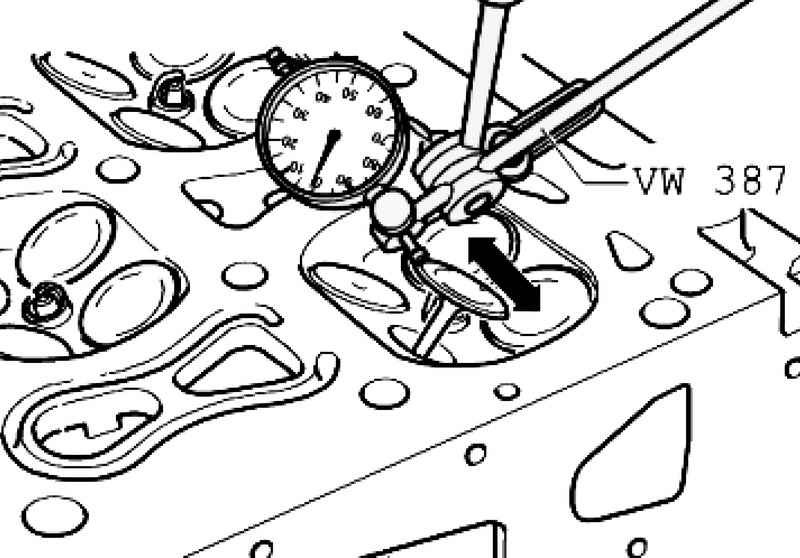
Удобно замерять зазор в сопряжении втулка—клапан следующим образом. Клапан приподнимается над седлом до положения, показанного на рисунке ниже. Нажимаем на клапан в одну сторону и устанавливаем индикатор так, чтобы он опирался ножкой в цилиндрический поясок тарелки клапана. Ставим шкалу индикатора на ноль. Нажимаем на клапан в другую сторону и считываем показания индикатора.
Проверка зазора между стержнем и направляющей втулкой клапана.
Величину зазора в сопряжении втулка—клапан можно оценить и без индикатора, «на ощупь», так как величина косвенного зазора S значительно больше действительного. При пересчете действительных зазоров в косвенные для автомобилей ВАЗ получены следующие величины. Для впускных клапанов зазоры S будут 0,7-0,8 мм, предельно допустимые 1,3 мм. Для выпускных клапанов зазор S 0,5-0,7 мм, предельный 1,0 мм.
Уменьшение зазоров S в случае выпускных клапанов связано с увеличенной длиной их втулок. Если зазоры больше нормы, сначала заменяем клапаны. Если чрезмерный зазор не устраняется только заменой клапана, рекомендуется заменить и направляющую втулку клапана.
Направляющая втулка на вид сравнительно простая деталь, однако с ее помощью базируется клапан, и он должен занять вполне определенное положение относительно седла. Геометрия втулки — это не только ее основные размеры, которые можно измерить штангенциркулем, микрометром. В понятие геометрии входит: шероховатость (чистота поверхности), волнистость, точность формы поверхности и точность расположения поверхностей относительно друг друга.
Втулки клапанов, поставляемые в запасные части, зачастую непригодны для установки. Часто несоосность цилиндрических поверхностей втулки видна невооруженным глазом по разностенности, по заходной фаске. Втулки чаще запрессовываются в головку с большим натягом, а бывает, что вставляются почти от руки.
Развертывание втулок клапанов.
После запрессовки втулки необходимо развертывать. Развертывание — завершающая обработка просверленных и зенкерованных отверстий с целью получения точных по форме и диаметру цилиндрических отверстий с малой шероховатостью (Ra=0,32-1,25 мкм). Развертывание не изменяет положение оси отверстия.
Поэтому, если втулка по своей геометрии непригодна к установке, но все же установлена, то после обработки седел фрезами, которые базируются направляющими стержнями по отверстиям во втулках удалить с фасок нагар и наклеп не удается. Фреза «цепляет» седло одним зубом.
В таких случаях обычно пытаются исправить положение наклоном развертки в отверстии втулки. В конце такой «обработки» зазор в сопряжении втулка—клапан (с новой втулкой) становится равным зазору при старой втулке и вся работа теряет смысл.
Замена втулок впускных и выпускных клапанов.
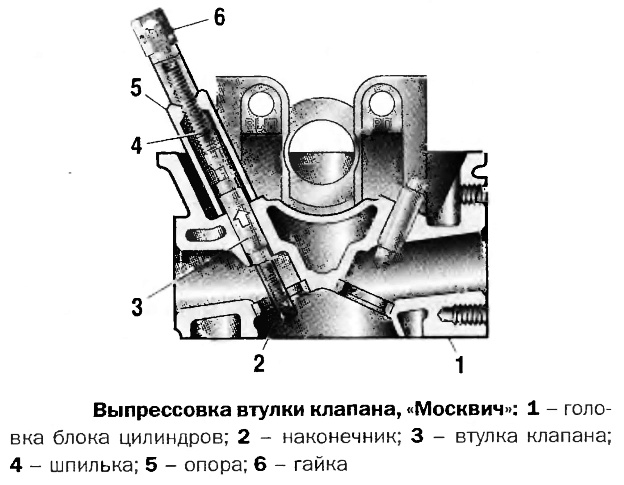
Чаще рекомендуются «ударные» методы, ниже будут рассмотрены способы замены клапанных втулок при помощи винтовых приспособлений с максимальной унификацией деталей. Поскольку шпильки крепления корпуса распределительного вала вывернуть бывает не так-то просто, есть смысл для крайних клапанов изготовить укороченную шпильку (размеры в скобках) и низкую гайку.
Выпрессовка втулки клапана ВАЗ.
Запрессовка новой клапанной втулки производится при помощи шпильки, гайки, упора и наконечника. Выпрессовка и запрессовка втулок клапанов автомобилей Самара, Ока и Москвич-21412 производится при помощи тех же самых приспособлений, что и для ВАЗ.
Запрессовка втулки клапана ВАЗ.
Выпрессовка втулки клапана Самара и Ока.
Запрессовка втулки клапана Самара и Ока.

Выпрессовка втулки клапана Москвич.
Запрессовка втулки клапана Москвич.
При ремонте головок блоков Москвич-21412 и Волга ГАЗ-31029 приходится сталкиваться с трудностями, когда без предварительного рассверливания втулок просто не обойтись. Причина столь прочной посадки втулок — очень большие натяги в соединении. Дело в том, что головки нагревают до 160-175 градусов, а втулки охлаждают в двуокиси углерода («сухой лед») до минус 40-45 градусах.
При таких условиях втулки клапанов практически вставляют в отверстия головок, а не запрессовывают. Головки двигателей воздушного охлаждения, например на ЛуАЗ-969М, рекомендуют нагревать до 190-210 градусов без охлаждения втулок.
Втулки, поставляемые в запасные части, часто приходится протачивать для уменьшения наружного диаметра на величину до 0,3 мм. При натягах в соединении втулка—головка до 0,15 мм и более (что примерно в два раза больше рекомендуемых значений) происходит что-то вроде сварки втулок с головкой. В этом случае выпрессовать втулки ударным методом не удается, а оправки становятся как грибы со шляпками. При выпрессовке таких втулок на прессе на них остается металл головки блока.
Если рекомендуемые натяги в соединении втулка—головка у автомобилей ВАЗ 0,063-0,108 мм, у автомобилей Москвич и Волга соответственно 0,025-0,064 мм и 0,027-0,087 мм, т.е. меньше, но более тяжелые случаи выпрессовки встречаются именно у последних. Возможно, это связано с большими диаметрами втулок, ВАЗ — 14 мм, «Москвич» — 15 мм, «Волга» — 17 мм.
Рассверливание и выпрессовка рассверленных втулок клапанов.
При рассверливании втулок уменьшается толщина их стенок и давление прижатия втулок к стенкам отверстий в головке. Рассверливание рекомендуется проводить вплоть до толщины стенки втулки 1 мм. Выпрессовка рассверленных втулок при помощи винтовых приспособлений показана на рисунках ниже. В приспособлениях различными являются только наконечники.
Выпрессовка втулки клапана после рассверливания на Москвич-21412.

Выпрессовка втулки клапана с рассверливанием на Волга ГАЗ-31029.
Шпильку с резьбой М12х1,5 изготавливают из достаточно прочной стали с термообработкой. Например, используется сталь 38ХГСА с термообработкой — улучшением (закалка с высоким отпуском). Если резьба шпильки накатывается (не нарезается), то ее прочность на разрыв увеличивается примерно на 25 %.
Многие знакомы с такими механическими характеристиками как прочность, деформируемость, упругость. Менее известна такая характеристика как энергоемкость или способность запасать упругую энергию. Стали, применяемые для изготовления прочных шпилек, как раз имеют повышенную энергоемкость. В результате при обрыве резьбового конца шпильки он вместе с навернутым на него наконечником буквально выстреливает. Последнее необходимо иметь ввиду при особо тяжелой выпрессовке втулок клапанов.
Выпрессовка втулки клапана на прессе.
Вертикальное расположение втулок в головке цилиндров двигателя автомобиля Волга позволяет довольно просто выпрессовать их на прессе. При этом может быть использована оправка, свинчиваемая из двух деталей или специальная оправка (одна деталь).
По материалам книги «Приспособления для ремонта автомобилей».
Росс Твег.
Похожие статьи:
- Руководство по эксплуатации на УАЗ Патриот и УАЗ Пикап с МКПП Dymos, АКПП Punch 6L50, раздаточными коробками Dymos, Divgi TTS и УАЗ, 316300-3902002-18.
- Устройство вызова экстренных оперативных служб ЭРА-ГЛОНАСС на УАЗ Патриот и УАЗ Пикап, назначение, компоненты, режимы работы и тестирования.
- Руководство по эксплуатации и ремонту на Toyota Camry V50 с 2011 года выпуска с двигателями 2,5 л 2AR-FE и 3,5 л 2GR-FE.
- Руководство по эксплуатации на Валдай ГАЗ-33106, ГАЗ-331061 и ГАЗ-331063 с двигателями Cummins ISF3.
 8s3154 Евро-3 и Cummins ISF3.8е4R154 Евро-4, 33106-3902010 РЭ.
8s3154 Евро-3 и Cummins ISF3.8е4R154 Евро-4, 33106-3902010 РЭ. - Руководство по эксплуатации на ГАЗ-3307, ГАЗ-3309 и ГАЗ-33098 с двигателями ЗМЗ-5244, ММЗ Д-245.7, ЯМЗ-5344 и ЯМЗ-53443, 33098-3902010 РЭ.
- Блоки предохранителей на автомобилях Валдай ГАЗ-33106, ГАЗ-331061, ГАЗ-331063 с дизельными двигателями Cummins ISF3.8s3154 Евро-3 и Cummins ISF3.8е4R154 Евро-4, расположение, защищаемые цепи.
 8s3154 Евро-3 и Cummins ISF3.8е4R154 Евро-4, 33106-3902010 РЭ.
8s3154 Евро-3 и Cummins ISF3.8е4R154 Евро-4, 33106-3902010 РЭ.Проверка состояния стержней клапанов и их направляющих втулок
Необходимый специальный инструмент и приспособления:
- микрометр;
- пассиметр;
- индикатор;
- струбцина.
Последовательность операций:
- Клапаны, вынутые из направляющих втулок головки цилиндров, тщательно промыть и очистить от нагара и лаковых отложений. Для временного хранения очищенные клапаны вставить стержнями в отверстия специальной деревянной подставки. Также тщательно промыть и очистить от нагара и лаковых отложений головку цилиндров.
- Измерить стержни клапанов и их направляющие втулки в нескольких плоскостях и сечениях для определения степени их износа. Новые детали имеют следующие размеры: диаметр штока выпускного клапана 7,925—7,937 мм, диаметр штока впускного клапана 7,955—7,967 мм, диаметр отверстия направляющей втулки клапана 7,992—8,022 мм. Если износ стержня клапана превышает 0,02 мм, то клапан следует выбраковать. Если износ направляющей втулки превышает 0,08 мм, то втулку необходимо заменить.
- Измерить диаметральный зазор между стержнем клапана и направляющей втулкой, укрепив на головке цилиндров индикатор со шкалой, имеющей цену деления в 0,01 мм.
Рис. Основные размеры клапанов и направляющей втулки:
1 — направляющая втулка клапана; 2 — впускной клапан; 3 — выпускной клапан
Рис.
 Измерение диаметрального зазора между стержнем клапана и направляющей втулкой
Измерение диаметрального зазора между стержнем клапана и направляющей втулкойПри измерении зазора клапан должен быть выдвинут из направляющей втулки так, чтобы торец его стержня был заподлицо с торцом направляющей втулки. При покачивании клапана в направлении к индикатору и обратно индикатор укажет значение диаметрального зазора между стержнем клапана и направляющей втулкой, увеличенное в 2,8 раза. Зазор не должен превышать 0,1 мм для впускного и 0,15 мм для выпускного клапана.
Величина диаметрального зазора является критерием для решения вопроса о целесообразности дальнейшего использования в двигателе данного клапана и его втулки. В ряде случаев для обеспечения указанных выше зазоров или приближения к зазорам нового двигателя может потребоваться замена клапана или направляющей втулки, либо замена обеих этих деталей одновременно.
Вперед Замена направляющих втулок клапанов Назад Снятие и установка клапановПроверка направляющих клапанов | Двигатель
Проверка направляющих клапанов Volkswagen Transporter
Общие сведенияПри проведении ремонтных работ на двигателе с негерметичными клапанами недостаточно обработать или заменить клапаны. Обязательно надо проверить износ направляющих стержней клапанов. Особенно важна проверка на двигателях с большим пробегом. Если износ велик, необходимо заменить или направляющие стержней (заводская работа) или головку блока цилиндров.
| Порядок выполнения | ||||||||||
| ||||||||||
Видео про «Проверка направляющих клапанов» для Volkswagen Transporter
VW T4 Снятие клапанов,замена маслосьёмных колпачков и втулок клапанов
РЕМОНТ ГБЦ VW AXE AXD BNZ VW T5 2.5 TDI НАСОС ФОРСУНКА PD В ГЕРМАНИИ
АУДИ.Замена направляющих втулок клапанов.AUDI-100.Двигатель DS.Прямо в точку.
Проверка направляющих клапанов — Энциклопедия по машиностроению XXL
ПРОВЕРКА НАПРАВЛЯЮЩИХ КЛАПАНОВ [c.30]Проверка подъема клапанов производится измерением расстояния от верхней плоскости клапана до заточки в направляющей. [c.95]
Проверка герметичности клапанов осуществляется при помощи прибора А.60148 и приспособлений А.60353, А.60041/2 и А.60018. Для проверки необходимо тщательно очистить седла и клапаны установить головку цилиндра на подставку А. 60353 (рис. 38) вставить клапаны в соответствующие направляющие втулки и закрыть отверстия свечей зажигания приспособлением А. 60018 установить прибор А.60148 в положение, указанное на рис. 38 сильно нажимая на рычаг, нагнетать воздух резиновой Грушей до тех пор, пока указатель манометра не достигнет приблизительно предела ш калы (давление 1 кгс/см «).
Проверка состояния клапанов и их направляющих втулок [c.
 41]
41]ПРОВЕРКА СОСТОЯНИЯ КЛАПАНОВ И ИХ НАПРАВЛЯЮЩИХ ВТУЛОК [c.24]
Проверка направляющих втулок клапанов [c.25]
Проверку концентричности впрессованных направляющей втулки и клапанного гнезда можно проводить либо на просвет, либо на краску . [c.179]
При проверке на просвет клапан вставляют в направляющую втулку, впрессованную в головку цилиндрового блока и, прижимая тарелку клапана к клапанному седлу, по просвету определяют наличие перекосов. [c.179]
При проверке на краску одну из сопрягаемых поверхностей следует покрыть тонки.м слоем краски, вставить клапан в направляющую втулку и, прижимая его к клапанному седлу, несколько раз повернуть вокруг оси. Наличие перекоса определяют по форме отпечатка. [c.179]
Ремонтная служба цеха осматривает кузнечно-прессовое оборудование в течение рабочей смены. Обеденный перерыв цеха используется для осмотра агрегатов, подтяжки креплений, регулировки зазоров направляющих, подтяжки сальниковых сборочных единиц, проверки и регулировки систем управления молотами, ревизии воздушных клапанов, проверки средств обеспечения безопасности. На молотовом оборудовании имеется ряд деталей, выход из строя которых в период между ремонтами, даже при нормальной эксплуатации, является вероятным. Это — штоки, поршни, поршневые кольца, штамподержатели, бабы, направляющие, клинья, крепежные детали. Поэтому для обеспечения нормальной работы кузнечного цеха необходимо иметь постоянный запас этих деталей.
Седла впускных и выпускных клапанов двигателя модели 412 имеют большую твердость (НЯС 55), и поэтому фаски седел можно обрабатывать только шлифованием. Для шлифования применяют машинку с электрическим приводом (рис. 40), которая должна быть снабжена набором абразивных кругов с углом конуса 90, 120 и 60°, набором специальных оправок, вставляемых в отверстия направляющих втулок, и приспособлениями для правки абразивных кругов и для проверки концентричности фаски. Перед тем как 3-8182 65
[c.65]
Перед тем как 3-8182 65
[c.65]
Во время работы двигателя в зазорах между сухарями клапана может скапливаться масло, которое просачивается по стержню клапана к торцу направляющей втулки и затем по зазору во втулке в камеру сгорания. Масло, просочившееся в камеру сгорания, попадает на электроды све- чи и вызывает перебои в зажигании, а затем, сгорая, дает дымный выхлоп нз глушителя. Для защиты от проникновения масла на проточку стержня клапана надевается резиновая уплотнительная шайба, которая своей упругостью создает уплотнение по поверхности конуса в тарелке пружины (рис. 46). Уплотнительная шайба тарелки все время работает в масле при высоких температурах, от времени материал шайбы резины теряет упругость и твердеет, что нарушает уплотнение-Поэтому при разборке клапанного механизма и при его сборке необходимо каждый раз заменять старые уплотнительные шайбы на новые. Окончательную проверку резинового уплотнения тарелок пружин клапанов необходимо проводить после сборки головки цилиндров, Для этого нужно установить головку цилиндров так, чтобы оси впускных, а потом выпускных клапанов были поочередно вертикальны и при таком положении в зазоры между сухарями налить бензин. Если бензин длительное время остается в зазорах, то резиновые шайбы обеспечивают уплотнение. В противном случае необходимо заменить уплотнительные шайбы (см. рис. 46, б).
Осмотр поверхностей нагрева проверка сводов, механизмов шиберов и направляющих аппаратов мелкий ремонт лючков, лазов, взрывных клапанов, запальных окон устранение мест присосов воздуха [c.142]
При регулировке основного запорного — устройства (рис. 166) помимо проверки запорного 4 и разгрузочного 3 клапанов особое внимание уделяется клапану 2 минимального уровня. Регулировкой добиваются, чтобы направляющий шпиндель 1 и клапан 2 были строго соосны, а зазор между торцами клапана и шпинделя был в пределах 0,5—0,8 мм. [c.228]
[c.228]
Для выявления неисправностей масляный насос должен быть снят е двигателя и разобран. Однако к полной разборке насоса следует приступать только после проверки состояния редукционного клапана насоса, так как неисправность его (ослабла пружина, заело клапан, поврежден направляющий колпачок) может также явиться причиной низкого давления масла в системе. [c.135]
Обслуживание крышек цилиндров в эксплуатации заключается в проверке зазоров в гидротолкателях, осмотре фасок клапанов и крышек их притирке, проверке и обеспечении в рекомендуемых пределах зазоров между стержнем клапана и направляющей втулкой, осью и втулкой рычагов, осевого разбега седла в крышке. [c.29]
Восстановление головок цилиндров проводят после их тщательной проверки. Основными дефектами головок цилиндров (рис. 153) являются трещины 1 и 2 коробление поверхности 5 прилегания головок к блоку цилиндров износ рабочих фасок 3 седел клапанов, гнезд 4 и 7 под седла клапанов, отверстий 8 под направляющие втулки клапанов и отверстий 6 во втулках.
Проверка биения рабочей конической поверхности седла производится индикатором, который центрируется по отверстию направляющей клапана. Для проверки биения применяются индикаторные приспособления, показанные на фиг. 88, а и б. В приспособлении, показанном на фиг. 88, б, муфта 3 вращается относительно направляющей оправки 5 с зазором 0,005 мм и имеет коническую полированную поверхность 2. Для проверки концентричности седла относительно отверстия направляющей втулки клапана повертывают рукой муфту 3 на оправке 5, благодаря чему головка 1 перемещается по фаске седла. При эксцентриситете головка 1 вызывает осевое перемещение муфты 3, а следовательно, и стержня индикатора. Показания стрелки индикатора укажут на величину биения, которое не должно быть более 0,05 мм. Крепление индикатора на оправке 5 производится при помощи держателя 4. Для обеспечения точности замера при проверке необходимо иметь набор оправок применительно к ремонтным размерам отверстий направляющих втулок клапанов.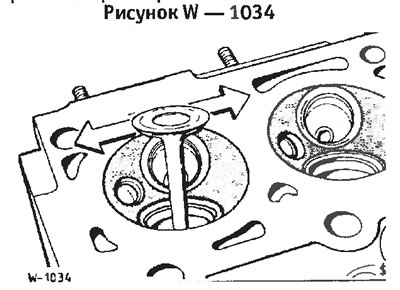 Проверка по фиг. 88, а понятна без пояснений.
[c.192]
Проверка по фиг. 88, а понятна без пояснений.
[c.192]
Проверка зазоров между шпинделями клапанов и их направляющими. Проверка состояния пружин клапанов. [c.323]
Проверка зазора между стержнем клапана и направляющей втулкой клапана 1 индикатор с плоским наконечником 2 — клапан 3 головка цилиндров [c.43]Направляющие втулки кпананов. При проверке направляющих втулок клапанов проверяют зазор между ними и стержнями клапанов, измерив диаметр стержня клапана и отверстие направляющей втулки. Зазор должен соответствовать данным табл. 2. Если он больше допустимого, клапан заменяют. Если чрезмерный зазор между направляющей втулкой и стержнем клапана не может быть устранен только заменой клапана, заменяют и направляющую втулку. Для этой операции следует пользоваться оправкой А.60153/К Запрессовывают направляющие втулки с надетым стопорным кольцом до упора кольца в гшоскость головки цилиндров. Для замены двух направляющих втулок впускного и выпускного клапанов 1-го и 4-го цилиндров отвертывают две шпильки крепления корпуса подшипников распределительного вала, так как они мешают установке оправки. [c.23]
В случае выполнения ремонтных работ на головке блока цилиндров с негерметичными рслапанами, недостаточно довести или замен(4ть клапаны и седла клапанов. Требуется проверить иа наличие износа направляющие клапанов. Такая проверка наиболее необходима на двигателях с большим сроком службы. Изношенные направляющие клапанов не обеспечивают посадку клапана по центру, что приводит к высокому расходу м.зсла. Если износ направляющих очень большой, то направляющие клапанов нужно заменить [работа выполняется в мастерской), [c.30]
При ремонте предохранительных клапанов необходима проверка зазора между направляющими периями клапана и седлом этот зазор должен быть равен 0,4 мм. Грузовой рычаг должен стоять точно на ребре, без перекосов и плотно опираться рабочей поверхностью на опорную прязму штока клапана грани призм и рычаг должны пропиливаться и зачищаться.
 [c.200]
[c.200]Регулирующий клапан турбины Сименс-Шуккерт работал устойчиво 12 лет. Затем начались поломки штока клапана. Линии усталости указывали на колебания в направлении потока пара в клапане (рис. 10-9,а). При проверке клапана было установлено, что зазоры в направляющих и втулке клапана примерно нормальной величины, а сам клапан сильно поражен кислородной коррозией, оставившей на его поверхности глубокие оспины. Поверхность клапана (кроме дроссельных конусов и седел) была проточена и отполирована. После этого вибрации клапана не обнаруживалось и поломки прекратились. [c.203]
Котлоагрегаты Осмотр поверхностей нагрева проверка сводов, механизмов, шиберов и направляющих аппаратов мелкий ремонт лючков, лазов, взрывных клапанов, запальных окон устранение мест присосов воздуха Останов котла, спуск воды, вскрытие всех лазов и люков проверка швов, днищ, штуцеров очистка от накипи и шлама подвальцовка уплотнение люков ремонт изоляции барабанов Частичная замена деталей каркаса смена до 25% кипятильных труб ремонт перегородок, пароперегревателя и экономайзера [c.335]
Основными неполадками при эксплуатации предохранительных клапанов являются пропуск пара, запаздывание при подъеме и частое срабатывание при резко колеблющейся нагрузке. Пропуск пара клапаном приводит к его преждевременному износу, поэтому после проверки или срабатывания клапана следует убедиться в плотности его посадки. Пропуск пара может происходить из-за перекоса, попадания посторонних предметов под клапан, самопроизвольного передвижения груза и т. д. Запаздывание подъема клапана происходит при его прикипании, самопроизвольном перемещении груза, при увеличении нажатия на пружину, при заедании направляющих ребер в гнезде и штока в месте прохода его сквозь крышку. Во избежание частого срабатывания клапана при колеблющейся нагрузке давление в котле поддерживают на 0,10— [c.78]
Для шлифования седел употребляется специальный набор ин-—из электрической «дрелй7 сВДбженио-й-двумя типами шлифовальных камней (для грубого и чистового шлифования) с углом при вершине конуса 90°, приспособления для правки камней, специального зенкера, оправки и индикаторного приспособления для проверки концентричности седел с отверстиями в направляющих втулках клапанов. [c.129]
[c.129]
Проверка зазоров в сопряжении клапан —рычаг Дополнительно к работам второй категории осмотр, очистка и притирка выпускных клапанов Дополнительно к работам третьей категории 1) осмотр, очистка и притирка впускных клапанов 2) обмер стержней клапанов и их направляющих для выявления износа 3) проверка наличия накипи в полостях охлаждения выпускных клапанов 4) обработка реаген-. том и промывка полости охлаждения, если толщина слоя накипи 1,5—2 мм Дополнительно к работам пятой категории проверка сочленения привода клапанов и выявление износа его деталей [c.9]
Молотовое и прессовое оборудование следует осматривать в течение рабочей смены. Поэтому ремонтная служба кузнечного и прессового цехов должны использовать цеховой обеденный перерыв для осмотра агрегатов, подтяжки креплений, регулировки зазоров направляющих, подтяжки сальниковй х узлов, проверки и регулировки систем управления молотами, ревизии воздушных клапанов, проверки средств обеспечения безопасности. Большое значение имеет создание необходимого запаса сменных деталей. На молотовом оборудовании имеется ряд деталей, выход из строя которых в период между ремонтами даже при нормальной эксплуатации является вероятным. Это — нггоки, поршни, поршневые кольца, штамподержатели, бабы, направляющие, клинья, крепежные детали. Для об печения нормального функционирования кузнечного цеха необходимо постоянно иметь в запасе эти детали и так организовать их хранение и замену, чтобы в любое время суток с минимальной потерей времени ликвидировать простои. [c.282]
Седло 19 и нагнетательный клапан 21 проходят совместную доводку по направляющим и притирку по конусу, после чего подвергаются проверке на герметичность и на специальном приспособлении сортируются на две группы по величине разгрузбчиогб хода клапана. Номер группы пишется на торце головки клапана. На, один насос устанавливаются нагнетательные клапаны одной только какой-либо сортировочной группы. [c.46]
[c.46]
Проверить качество притирки можно и с помощью карандаша. Для этого поперек фаски мягким графитовым карандашом наносят через равные промежутки 10—15 черточек. Осторожно вставив клапан в седло, сильно нажимают на него и одновременно проворачивают на 1/4 оборота. После этого все черточки на фаске должны быть стерты. При неудовлетворительных результатах проверки притирку клапана нужно повторить. Если герметичность клапана не удается обеспечить притиркой или одной притирки недостаточно (следы прорыва газов, углубления на рабочих фасках и т. д.), то прошли-фовывают седла и клапаны, а затем повторяют притирку. Для шлифовки седел клапанов применяют шлифовальное устройство или электродрель, имеющую необходимый шлифовальный круг и оправку. Центрирование шлифовального круга в данном случае осуществляется хвостовиком оправки, входящей в направляющую втулку клапана. Если направляющие втулки клапанов необходимо заменить, то седла шлифуют только после замены втулок. Ремонт клапанных седел. Риски на рабочей поверхности седла впускного и выпускного клапанов, выработка и вмя- [c.19]
Цилиндровые крышки необходимо тщательно очистить, осмотреть и проверить магнитным дефектоскопом для определения трещин или повреждений уплотняющих поверхностей. Крышки могут быть удовлетворительно отремонтированы применением развертки и притирки седел клапанов, постановкой новых направляющих втулок клапанов и проверкой течн водяных полостей. [c.277]
УАЗ 3151 | Проверка клапанов и направляющих втулок клапанов |
Направляющие втулки клапанов
|
Рис. 2.115. Измерение диаметров стержней клапанов и отверстий направляющих втулок
|
Используя микрометр и нутромер, измерьте диаметры стержней клапанов и диаметры отверстий направляющих втулок, чтобы проверить зазор между стержнем и направляющей клапана (рис.
 2.115).
2.115).Сделайте несколько замеров по длине каждого стержня клапана и направляющей втулки. Если зазор превышает предельное значение, замените клапан и направляющую втулку клапана.
Если в вашем распоряжении нет нутромера, измерьте деформацию стержня клапана индикатором часового типа.
|
Рис. 2.116. Измерение деформации стержня клапана
|
Для измерения деформации стержня клапана перемещайте конец стержня клапана в направлениях 1 и 2 (рис. 2.116).
Если деформация превышает предельное значение, замените клапан и направляющую втулку клапана.
Стержень клапана и направляющая втулка клапана
Деформация стержня клапана
Предельное значение впускной: 0,14 мм, выпускной: 0,18 мм.
Клапаны
Удалите нагар с клапанов.
Проверьте каждый клапан на наличие износа, следов подгорания или деформации тарелки и стержня, при необходимости, замените клапан.
|
Рис. 2.117. Схема измерения толщины «a» тарелки клапана
|
Измерьте толщину «a» тарелки клапана. Если измеренная толщина превышает предельное значение, замените клапан (рис. 2.117).
Толщина тарелки клапана (впускной и выпускной):
– номинальное значение: 1,25–1,55 мм;
– предельное значение – 0,9 мм.
Проверьте поверхность торца стержня клапана на наличие следов точечной коррозии и износа. Если точечная коррозия или износ имеет место, поверхность торца стержня клапана можно обработать, при этом сошлифовка фаски не допускается. При большом износе (фаска отсутствует) замените клапан.
|
Рис. 2.118. Проверка радиального биения клапана на призме
|
Проверьте радиальное биение каждого клапана на призмах с помощью индикатора часового типа (рис.
 2.118). Для проверки биения медленно вращайте клапан на призмах. Если биение превышает предельное значение, замените клапан.
2.118). Для проверки биения медленно вращайте клапан на призмах. Если биение превышает предельное значение, замените клапан.Предельное значение радиального биения тарелки клапана 0,08 мм.
Ширина рабочей фаски клапана
Получите отпечаток пятна контакта на рабочей фаске каждого клапана обычным способом, то есть, нанесите равный слой притирочной пасты на седло клапана и вращайте установленный в направляющей втулке клапан с легким прижимом его тарелки к седлу. Необходимо использовать приспособление для притирки клапанов.
Отпечаток, полученный на рабочей поверхности тарелки клапана, должен представлять собой сплошное кольцо без разрывов, ширина отпечатка должна быть в пределах указанного диапазона.
Номинальная ширина рабочей поверхности «a» определяемая по отпечатку пятна контакта на рабочей поверхности клапана: впускной и выпускной – 1,1–1,3 мм (рис. 2.119).Ремонт седла клапана
Если седло клапана не имеет ровного контакта с тарелкой клапана или ширина рабочей поверхности седла выходит за пределы указанного выше диапазона, то фаска седла должна быть восстановлена шлифовкой или фрезеровкой с последующей шлифовкой и притиркой.
A – седло выпускного клапана.
Для получения показанного на рисунке 2.119 сечения седла клапана используйте фрезы для седел клапанов 1. Должно использоваться две фрезы: первая для того, чтобы получить фаску 15°, вторая – 45°. Вторая фреза используется для того, чтобы обеспечить требуемую ширину фаски.
Ширина фаски седла выпускного клапана «a»: 1,1–1,3 мм.
В – седло впускного клапана.
Для получения показанного на рисунке сечения седла клапана используйте фрезы для седел клапанов 1. Должно использоваться три фрезы: 1-ая – для того, чтобы получить фаску 15°, 2-ая – 60° и 3-я – 45°. Третья фреза (45°) используется для того, чтобы обеспечить требуемую ширину фаски.
Ширина фаски седла седла впускного клапана «b»: 1,1–1,3 мм.
С – притирка клапанов.
Притирку клапана к седлу производите в два приема, сначала с использованием крупнозернистой притирочной пасты, которая наносится на рабочую поверхность, затем с использованием мелкозернистой притирочной пасты, при этом необходимо использовать приспособление для притирки клапанов и придерживаться обычного способа притирки.
ГБЦ прирезка седел и развертка направляющих — DRIVE2Перед прирезкой седел клапанов нужно разверткой расширить направляющие клапанов так, как при их запрессовке внутренний радиус деформировался, сжался. Разворачивать направляющие следует учитывая тепловой зазор между клапаном и направляющей. Полный размер www.drive2.ru Определение состояния втулок клапанов, проверка зазора и заменаПригодность втулок клапанов рекомендуется определять по зазору в сопряжении втулка-стержень клапана. Измеряется диаметр стержня и диаметр отверстия во втулке, вычисляется зазор и его величина сравнивается с предельно допустимыми. Обычно у автомобилей предельно допустимый зазор у впускных клапанов 0,15 мм, у выпускных 0,20 мм. Определение технического состояния втулок впускных и выпускных клапанов, проверка зазора, развертывание и замена втулок, выпрессовка и запрессовка.Удобно замерять зазор в сопряжении втулка—клапан следующим образом. Клапан приподнимается над седлом до положения, показанного на рисунке ниже. Нажимаем на клапан в одну сторону и устанавливаем индикатор так, чтобы он опирался ножкой в цилиндрический поясок тарелки клапана. Ставим шкалу индикатора на ноль. Нажимаем на клапан в другую сторону и считываем показания индикатора. Проверка зазора между стержнем и направляющей втулкой клапана.Величину зазора в сопряжении втулка—клапан можно оценить и без индикатора, «на ощупь», так как величина косвенного зазора S значительно больше действительного. При пересчете действительных зазоров в косвенные для автомобилей ВАЗ получены следующие величины. Для впускных клапанов зазоры S будут 0,7-0,8 мм, предельно допустимые 1,3 мм. Для выпускных клапанов зазор S 0,5-0,7 мм, предельный 1,0 мм. Уменьшение зазоров S в случае выпускных клапанов связано с увеличенной длиной их втулок. Если зазоры больше нормы, сначала заменяем клапаны. Если чрезмерный зазор не устраняется только заменой клапана, рекомендуется заменить и направляющую втулку клапана. Направляющая втулка на вид сравнительно простая деталь, однако с ее помощью базируется клапан, и он должен занять вполне определенное положение относительно седла. Геометрия втулки — это не только ее основные размеры, которые можно измерить штангенциркулем, микрометром. В понятие геометрии входит: шероховатость (чистота поверхности), волнистость, точность формы поверхности и точность расположения поверхностей относительно друг друга. Втулки клапанов, поставляемые в запасные части, зачастую непригодны для установки. Часто несоосность цилиндрических поверхностей втулки видна невооруженным глазом по разностенности, по заходной фаске. Втулки чаще запрессовываются в головку с большим натягом, а бывает, что вставляются почти от руки. Развертывание втулок клапанов.После запрессовки втулки необходимо развертывать. Развертывание — завершающая обработка просверленных и зенкерованных отверстий с целью получения точных по форме и диаметру цилиндрических отверстий с малой шероховатостью (Ra=0,32-1,25 мкм). Развертывание не изменяет положение оси отверстия. Поэтому, если втулка по своей геометрии непригодна к установке, но все же установлена, то после обработки седел фрезами, которые базируются направляющими стержнями по отверстиям во втулках удалить с фасок нагар и наклеп не удается. Фреза «цепляет» седло одним зубом. В таких случаях обычно пытаются исправить положение наклоном развертки в отверстии втулки. В конце такой «обработки» зазор в сопряжении втулка—клапан (с новой втулкой) становится равным зазору при старой втулке и вся работа теряет смысл. Замена втулок впускных и выпускных клапанов.Чаще рекомендуются «ударные» методы, ниже будут рассмотрены способы замены клапанных втулок при помощи винтовых приспособлений с максимальной унификацией деталей. Поскольку шпильки крепления корпуса распределительного вала вывернуть бывает не так-то просто, есть смысл для крайних клапанов изготовить укороченную шпильку (размеры в скобках) и низкую гайку. Выпрессовка втулки клапана ВАЗ.Запрессовка новой клапанной втулки производится при помощи шпильки, гайки, упора и наконечника. Выпрессовка и запрессовка втулок клапанов автомобилей Самара, Ока и Москвич-21412 производится при помощи тех же самых приспособлений, что и для ВАЗ. Запрессовка втулки клапана ВАЗ.Выпрессовка втулки клапана Самара и Ока.Запрессовка втулки клапана Самара и Ока.Выпрессовка втулки клапана Москвич.Запрессовка втулки клапана Москвич.При ремонте головок блоков Москвич-21412 и Волга ГАЗ-31029 приходится сталкиваться с трудностями, когда без предварительного рассверливания втулок просто не обойтись. Причина столь прочной посадки втулок — очень большие натяги в соединении. При таких условиях втулки клапанов практически вставляют в отверстия головок, а не запрессовывают. Головки двигателей воздушного охлаждения, например на ЛуАЗ-969М, рекомендуют нагревать до 190-210 градусов без охлаждения втулок. Втулки, поставляемые в запасные части, часто приходится протачивать для уменьшения наружного диаметра на величину до 0,3 мм. При натягах в соединении втулка—головка до 0,15 мм и более (что примерно в два раза больше рекомендуемых значений) происходит что-то вроде сварки втулок с головкой. В этом случае выпрессовать втулки ударным методом не удается, а оправки становятся как грибы со шляпками. При выпрессовке таких втулок на прессе на них остается металл головки блока. Если рекомендуемые натяги в соединении втулка—головка у автомобилей ВАЗ 0,063-0,108 мм, у автомобилей Москвич и Волга соответственно 0,025-0,064 мм и 0,027-0,087 мм, т.е. меньше, но более тяжелые случаи выпрессовки встречаются именно у последних. Возможно, это связано с большими диаметрами втулок, ВАЗ — 14 мм, «Москвич» — 15 мм, «Волга» — 17 мм. Рассверливание и выпрессовка рассверленных втулок клапанов.При рассверливании втулок уменьшается толщина их стенок и давление прижатия втулок к стенкам отверстий в головке. Рассверливание рекомендуется проводить вплоть до толщины стенки втулки 1 мм. Выпрессовка рассверленных втулок при помощи винтовых приспособлений показана на рисунках ниже. В приспособлениях различными являются только наконечники. Выпрессовка втулки клапана после рассверливания на Москвич-21412.Выпрессовка втулки клапана с рассверливанием на Волга ГАЗ-31029.Шпильку с резьбой М12х1,5 изготавливают из достаточно прочной стали с термообработкой. Например, используется сталь 38ХГСА с термообработкой — улучшением (закалка с высоким отпуском). Если резьба шпильки накатывается (не нарезается), то ее прочность на разрыв увеличивается примерно на 25 %. Многие знакомы с такими механическими характеристиками как прочность, деформируемость, упругость. Менее известна такая характеристика как энергоемкость или способность запасать упругую энергию. Стали, применяемые для изготовления прочных шпилек, как раз имеют по auto.kombat.com.ua Направляющие втулки и сёдла клапанов — DRIVE2Увеличенный износ направляющих втулок клапанов может быть проблемой для распределительных валов с большим подъёмом клапанов. Даже если двигатель оснащается более «спокойным» распределительным валом, износ направляющих втулок может по-прежнему оставаться проблемой. Когда зазор в направляющей втулке увеличивается, клапаны могут располагаться на седле неравномерно и могут образоваться утечки, что приведет к «утечкам» мощности из камеры сгорания. Изношенные втулки могут также привести к попаданию масла в цилиндры. Когда масло смешивается с рабочей смесью, оно снижает октановое число топлива и находящееся в камере сгорания топливо будет уже ниже по октановому числу, загрязнение маслом увеличит шанс возникновения детонации, особенно при высоких степенях сжатия. Лучшей профилактикой износа направляющих втулок будет установка бронзовых направляющих втулок или бронзовых вставок. Если это сделано правильно, то они надолго «переживут» втулки из чугуна. Тогда как бронзовые втулки лишь не намного дороже, их установка является разумным вложением средств, т. к. в дополнение к уменьшению зазоров клапан-втулка, они выдерживают недостаток смазки. И если вы хотите достичь высоких характеристик двигателя, то используйте бронзовые втулки. Когда установлены бронзовые направляющие втулки и стабилизирован зазор в них, внимание нужно переключить на сальники (маслоотражательные колпачки) клапанов. Многие промышленные головки блока цилиндров не используют положительные качества сальников стержней клапанов; вместо этого они могут использовать уплотнения зонтичного типа, которые препятствуют попаданию излишков масла на стержни клапанов или же они могут не использовать сальники вообще. Если каналы изношены и нуждаются в замене, рассмотрите использование замены для клапанов, которые имеют хромированные стержни — вы существенно увеличите срок службы направляющей втулки и клапана. Хромированные стержни клапанов работают особенно хорошо с бронзовыми втулками и могут быть использованы с зазором, близким к нулю, т.к. хром и бронза имеют очень мало шансов быть «прихваченными» друг к другу. Хромированные стержни клапанов и бронзовые направляющие втулки часто работают на протяжении более 150 000 км без заметного износа. В заключении если Вы не используете бронзовые направляющие втулки, обратите особое внимание на марки сталей, используемых для производства клапанов, особенно нержавеющие стали, т.к. они не очень сочетаются с чугунными втулками. Бронзовые направляющие втулки напротив совместимы практически со всеми широко используемыми материалами для стержней клапанов и проявляют хорошие характеристики по сопротивляемости износу, работая совместно с такими материалами. В наши дни состав бензина не обеспечивает необходимую смазку клапанов и сёдел. Выемки образующиеся у седел, являются вполне реальной проблемой. Эрозия возникает не только из-за использования неэтилированного бензина, но и из-за высоких рабочих температур выпускных клапанов и зазоров в направляющих втулках. Если температуры клапанов являются высокими, то температуры седел клапанов также будут высокими, (из-за того, что большая часть тепла, поглощённого выпускными клапанами, передаётся сёдлам), а при высоких температурах чугун становится менее устойчив к постоянным ударам от работающих клапанов. Эта проблема усиливается из-за ослабления клапанов в направляющих втулках, так как контакт стержня и клапана с втулкой происходит по-другому и клапан рассеивает тепло иначе. Более того, ослабленные втулки приводят к тому, что клапан садится в седло в неправильном положении, что ускоряет эрозию. Становится очевидным, что имеется другая важная причина для использования бронзовых направляющих втулок. Бронза имеет отличные характеристики противостояния износу и допускает работу с малыми зазорами. В дополнение к этому, сама бронза имеет улучшенные характеристики теплоотдачи по сравнению с чугуном. Таким образом, когда используются бронзовые направляющие втулки, от клапанов отводится больше тепла в систему охлаждения. www.drive2.ru Проверка состояния стержней клапанов и их направляющих втулокНеобходимый специальный инструмент и приспособления:
Последовательность операций:
При измерении зазора клапан должен быть выдвинут из направляющей втулки так, чтобы торец его стержня был заподлицо с торцом направляющей втулки. При покачивании клапана в направлении к индикатору и обратно индикатор укажет значение диаметрального зазора между стержнем клапана и направляющей втулкой, увеличенное в 2,8 раза. Зазор не должен превышать 0,1 мм для впускного и 0,15 мм для выпускного клапана. Величина диаметрального зазора является критерием для решения вопроса о целесообразности дальнейшего использования в двигателе данного клапана и его втулки. В ряде случаев для обеспечения указанных выше зазоров или приближения к зазорам нового двигателя может потребоваться замена клапана или направляющей втулки, либо замена обеих этих деталей одновременно. ustroistvo-avtomobilya.ru Новые направляющие клапанов — DRIVE2Всем привет. Полный размер клапана на 8V Полный размер клапана для 16V Так же были найдены добровольцы и в них мы установили нашу продукцию. www.drive2.ru Впускной коллектор, замена, профилактикаКоррекция соосности впускного коллектора его замена и профилактика. Не снимайте больше материала, чем это необходимо для восстановления плоской поверхности контакта головки с блоком цилиндров. Некоторые производители ограничивают допустимую общую толщину материала, которую можно удалить с плиты блока цилиндров и нижней плоскости головки, величиной 0,008 дюйма (0,2 мм). Удаление слоя материала с нижней плоскости головки блока цилиндров двигателя с верхним распределительным валом приводит к уменьшению расстояния между распределительным валом и коленчатым валом. Это в свою очередь, вызовет запаздывание моментов открывания и закрывания клапанов, если не восстановить исходное расстояние между распределительным валом и коленчатым валом с помощью специальной компенсационной прокладки из меди, которая устанавливается между плитой блока цилиндров и уплотнительной прокладкой. Направляющая втулка клапана обеспечивает идеальную соосность уплотнительной фаски клапана с седлом клапана в головке блока. Направляющие втулки клапанов выполняются, как правило, встроенными, т.е. отливаются вместе с корпусом головки. Это делается с целью улучшения теплопередачи и снижения стоимости производства. При несовместимости материалов стержня клапана и головки направляющие втулки выполняются в виде вставных (запрессованных) деталей. Независимо то того, насколько качественны сами клапаны и седла клапанов, они не смогут хорошо работать, если направляющая втулка не соответствует на обоих концах втулки приобретают эллиптическую или яйцеобразную форму. Многими производителями автомобильных двигателей стандартный зазор между стержнем и направляющей втулкой клапана задается в пределах от 0,001 дюйма до 0,003 дюйма (от 0,025 мм до 0,076 мм). Однако для ряда моделей автомобилей, особенно тех, которые оснащены двигателями с алюминиевыми головками блока цилиндров, могут быть указаны намного более широкие зазоры. Нуапример, во многих двигателях Chrysler объемом 2,2 л и 2,5 л стандартный зазор установлен в пределах 0,003-0,005 дюйма (от 0,076-0,127 мм). Такой зазор может показаться слишком большим автомеханикам, приученным к обычным техническим требованиям на величину зазора. Хотя такой зазор может показаться чрезмерным, запомните, что в процессе нагрева стержень клапана расширяется в диаметре. Таким образом, рабочий зазор меньше зазора, измеренного при комнатной температуре. Прежде чем окончательно решить, что направляющая втулка клапана имеет чрезмерный износ, еще и еще раз сверьтесь с техническими требованиями завода-изготовителя. Зазор между стержнем и направляющей втулкой клапанаПроизводители автомобилей обычно указывают следующие величины стандартного зазора между стержнем и направляющей втулкой клапана. Обязательно сверяйтесь с техническими требованиями изготовителя на обслуживаемый двигатель. У выпускного клапана зазор больше, чем у впускного, потому что выпускной клапан нагревается сильней, а следовательно и расширяется больше, чем впускной. Избыточный зазор между стержнем и направляющей втулкой клапана является причиной повышенного расхода масла. Под действием разрежения, создаваемого во впускном коллекторе, через зазор в направляющей втулке впускного клапана с верхней поверхности головки блока в камеру сгорания засасывается масло. Диаметр человеческого волоса составляет примерно 0,002 дюйма (0,05 мм). Таким образом, типичный зазор между стержнем и направляющей втулкой клапана соответствует всего лишь толщине человеческого волоса. В процессе эксплуатации механизм привода клапана создает боковое давление на верхушку стержня клапана. В этом — основная причина износа стержня и направляющей втулки клапана. Обычно при каждом открывании клапан немного поворачивается вокруг своей оси, поэтому изнашивается равномерно по периметру. Направляющая втулка клапана — неподвижна, и поэтому изнашивается всегда в одном и том же месте. В конце концов отверстия. Измерение износа направляющей втулки клапанаПрежде чем измерять износ направляющей втулки клапана, необходимо измерить диаметр стержня клапана. Затем с помощью измерителя с разрезным кольцевым щупом измеряется диаметр отверстия в центральной части направляющей втулки клапана. После этого раскрытие кольцевого щупа измеряется с помощью микрометра. Затем измеряется диаметр отверстия на обоих концах направляющей втулки. Разрез в кольцевом щупе измерителя при этих измерениях должен быть ориентирован перпендикулярно оси максимального износа отверстия. Затем вычисляется разница между наибольшим диаметром отверстия в направляющей втулке и диаметром стержня клапана. Если зазор оказывается больше установленного предела, направляющая втулка клапана подлежит ремонту. Зазор между стержнем и направляющей втулкой клапана можно также определить, измерив с помощью измерителя смещения с циферблатной шкалой люфт клапана, выдвинутого из седла. Необходимо также измерить диаметр стержня клапана. Клапаны со стержнем увеличенного диаметраБольшинство американских производителей автомобилей, в двигателях которых используются встроенные направляющие втулки клапанов, рекомендуют расширять изношенные отверстия в направляющих втулках с помощью развертки и заменять клапаны новыми, со стержнями увеличенного, ремонтного диаметра. Многие компании, занимающиеся капитальным ремонтом двигателей, с целью упрощения ремонта головок, используют ремонтные клапаны со стержнями увеличенного диаметра. При восстановлении отверстия в направляющей втулке клапана по технологии накаткиу накаточная головка, вращаясь, углубляется в отверстие. В ходе этой операции диаметр отверстия уменьшается за счет вытеснения металла из одних мест в другие. Технология накатки идеально подходит для двигателей со встроенными направляющими втулками клапанов (т.е. несъемными, отлитыми вместе с головкой блока цилиндров и, следовательно, незаменяемыми). Накатку не рекомендуется использовать для восстановления отверстий с износом, превышающим 0,006 дюйма (0,15 мм). В процессе накатки накаточный ролик конической формы, имеющий небольшой диаметр, или резьбонарезной резец со специально затупленной режущей кромкой, вдавливается в стенку отверстия, выдавливая в ней канавку без удаления металла, как показано на рис. 13.39 и 13.40. Металл выдавливается на края канавки, аналогично тому, как мягкий грунт выдавливается колесами автомобиля из колеи на ее края (образуя непрерывный выступ по краям колеи). Накаточная головка приводится в действие дрелью с понижающим редуктором. Замена направляющей втулки клапанаЕсли в двигателе направляющие втулки клапанов — съемные, рекомендуется при ремонте клапанного узла обязательно заменить их. Перед демонтажем направляющей втулки необходимо измерить ее высоту, чтобы новая втулка встала на свое место, как положено. После этого изношенная направляющая втулка выпрессовывается из головки с помощью пуансона. Пуансон представляет собой шток, соответствующий по диаметру отверстию, в которое запрессована направляющая втулка и имеющий на конце выточку, кромка которой давит на край направляющей втулки. Если у направляющей втулки имеется фланец, то необходимо с учетом этого правильно выбрать, с какой стороны выпрессовывать направляющую втулку. Обычно направляющие втулки выпрессовываются со стороны камеры сгорания в направлении к клапанному коромыслу. Новая направляющая втулка запрессовывается в посадочное отверстие с помощью того же пуансона. Необходимо следить за тем, чтобы направляющая втулка была запрессована на необходимую глубину. После замены отверстия в ремонтных направляющих втулках развертываются или хонингуются до необходимого диаметра. sovetprost.ru Лада 21099 › Бортжурнал › ГБЦ21083, развертка втулок, прирезка седел, притирка клапанов.Всем привет, вот и подходит работа к завершению, остаются уже всякие мелочи по сборке и установке, но основная сложная и нудная работа законченна))) Говоря сложная имеется в виду поиск необходимых элементов и приспособлений, а нудная это само собой, потому что это все не сделаешь за один вечер. Как писал до этого были забиты бронзовые направляющие клапанов, выпускные клапана ходили легко, а вот впускные не лезли. Нужна была развертка, а так как с деньгами напряг, стал искать ее по всем знакомым, но поиски не увенчались успехом и пришлось брать деньги из запаса на черный день, и вот 375руб и развертка у меня, взял регулируемую и ни грамма не пожалел, диапазон регулировки от 7.800мм до 8.229мм. Регулируемая развертка. Для тех кто не знает, зазор между клапаном и втулкой(сток. чугун) должен быть как человеческий волос т.е. 0.05мм, максимально допустимый это 0.3мм — это уже когда клапан болтается как г…о в прорубе. Микрометр всегда одной температуры, уже на одну погрешность меньше ) Мои клапана были 7.96мм, для впуска решил сделать 8мм. Для это на микрометре выставляем 8мм и по этому размеру регулируем развертку, вставляем ее в любую рукоятку или ключ. У меня это отвертка Stayer просто вращательными движениями проходим впускные втулки. развертка с ручкой) Для проверки результата берем что нибудь точно диаметром 8мм, например сверло (предварительно замерив микрометром) и проверяем чтобы оно ходило во втулке и не болталось, если так значит развернули как надо на 8мм. Дальше выпуск, стержень клапана тоже 7.96 мм, под зазор 0.07 мм нужен диаметр 8.03мм, опять выставляем его на микрометре, разжимаем развертку до этого размера и проходим втулки. Нужного сверла для проверки диаметра я не нашел, но проверял на люфт, т. Ну а теперь прирезка седел, описывать это все не вижу смысла, да и фото нет, но делал как DTM26 в записи ГБЦ прирезка седел и притирка клапанов в подробностях Делал все как там написано поэтому кому интересно читаем там. Все седла были относительно ровными, кроме выпуска 1 цилиндра, там пришлось снять около 0.3мм металла. Фаска 45градусов Прирезка выпуска 1 цилиндра, пришлось попотеть )) Готовые фаски, ширина рабочей фаски 1мм, кто не знает рабочая фаска это 45градусов. готовые фаски Фрезы режут очень легко, всетаки победит рулит, и потраченных денег не жалею, жалею что смазал их маслом чтобы не ржавели, одеваются они под конус в распор и из-за моего масла скользили, пришлось промыть ацитоном. ВАЖНО! не смазывать ничего во время прирезки! Могут возникнуть проблемы от царапин во втулках до застрявшей где нибудь в масле стружки, которая не выйдет при продувке, и обязательно сделает пакость при работе мотора. Те самые фрезы после работы и развертка. С прирезкой законченно, осталась притирка клапанов, тут тоже все просто, многие берут дрель и шланг и вращают клапан дрелью со стороны распредвала, что не очень удобно. Я сделал проще. скотч бумажный Обрезал его по краям чтобы не торчал Обрезаем Из шланга для бензина, термоклея и кусочка стержня подходящего диаметра делаем такую штуку. Рукоятка И тем же термоклеем приклеиваем на клапан собираем конструкцию ) Берем пасту для притирки, советую алмазную. стоит 150руб, хватает на 100клапанов, так написано на упаковке. Паста для притирки мажем клапан вставляем в дрель и начинаем притерать пока не пропадет хруст пасты, главное вращать в разные стороны и периодически приподнимать клапан имитируя его работу на моторе.  Алмазная паста быстро притерает, поэтому важно следить за фаской, при прирезки она была 1мм, после притирки стала около 1.7мм, что укладывается в нормы 0.8-2.5мм, поэтому при прирезки не надо делать большую рабочую фаску. После притирки нужно пролить клапана на герметичность, по правилам нужно собрать клапана и заливать керосин не в рабочую камеру, а в каналы, и со стороны камеры наблюдать откуда она просочится или начнет потеть. Но у меня кроме ГБЦ и клапанов ничего не было, пришлось делать по старинке заливая камеры и как на зло забыл свечи в гараже, на помощь пришел термоклей и мятая бумага. Заталкиваем в свечное отверстие бумагу и заливаем термоклеем, даем остыть, вставляем клапана (клапана без пружин лежат под своим весом) и заливаем керосин. Вместо свечи термоклей, керосин видно по пузырькам слева Залитый керосин, пытался подсветить лампой, на телефоне камера его просто не видит После 20 минут, ни одной капли в каналах, значит работа сделана правильно и завтра будет сборка ГБЦ в гараже. Готовые клапана без пружин Термоклей не липнет к металлу поэтому на клапан клеем скотч, от бумажного нет липких следов. Так же не боимся заливать его в свечные отверстия, после окончания он вытаскивается как обычная резиновая заглушка. Ну и самое главное не забываем что при прирезки седел уходит порядка 0.1-0.5мм высоты от хода клапана, т.е. если у вас стояла шайба 3.20мм и вы прирезав седло просадили его на 0.4мм то по расчетом понятно что нужна шайба в 2.8мм что является критической т.к. кулачок распредвала может задевать стаканчик, да и при работе двигателя клапан может подняться, а тоньше шайбу уже не найдешь. Остается один выход — точить торец клапана, но и тут подводные камни, торец клапана закален токами высокой частоты ТВЧ и срезав больше 0.5 с торца вас может ожидать полный п…ец как например тут поэтому заказывая клапана я просил их отторцевать на 0.5мм с последующей закалкой и стачивание фаски. Всем спасибо за внимание, завтра сборка головы и возможна установка, все вопросы в личку или в комментариях 😉 www.drive2.ru Замена направляющих втулок клапанов (инструкция, фото,видео)Автор Павел Александрович Белоусов На чтение 7 мин. Просмотров 54 Ранее для изготовления головки блока цилиндров использовался чугун. В нем высверливались отверстия, в которые вставляли клапаны. Потребность в направляющих втулках отсутствовала, так как чугун стоек к износу. К концу 20 века автопроизводители отказались от чугунных ГБЦ. Связано это было с большим весом чугуна и плохим теплоотведением. Преимущество алюминиевых сплавов: хорошая теплопроводность, легкий вес и легкая обработка, но они быстро изнашиваются от трения. Поэтому в конструкцию ГБЦ внесена дополнительная деталь – направляющая втулка клапана. Причины преждевременного износа втулки клапанаТак как направляющие клапанов установлены внутри ГБЦ и изготавливаются (в зависимости от модели мотора) из чугуна, бронзы, латуни или сплавов, не каждый автолюбитель знает об их существовании. Вызвано это тем, что ресурс втулок составляет от 200000 км пробега. Единственной неисправностью является механический износ внутренней поверхности в результате трения. На скорость износа влияют следующие факторы:
В результате износа направляющей стержень клапана теряет центрированность и двигается с перекосом, что не обеспечивает необходимую герметичность между седлом и тарелкой клапана. В итоге в камеру сгорания попадает масло, во впускной или выпускной коллектор прорывается горящая горючая смесь, что приводит к преждевременному износу узлов и деталей. Симптомы износаГлавный симптом изношенности направляющих втулок — повышенный расход моторного масла. Связано это с тем, что при децентрированном ходе клапана маслосъемные колпачки перестают выполнять работу и через увеличенный зазор между клапаном и внутренней частью втулки в цилиндры попадает моторное масло. Признаки повышенного расхода масла из-за изношенных втулок следующие:
Как определить, что направляющие втулки изношеныМасло в цилиндры попадает и по причине неисправности деталей цилиндро-поршневой группы. Чтобы исключить данную причину, необходимо замерить компрессию. Это исключит неисправность поршневых колец. Осмотрите свечи зажигания. Наиболее загаженная свеча говорит о проблемах в данном цилиндре.
В рабочем состоянии зазор между клапаном и направляющей минимален и не позволяет клапану двигаться в горизонтальном направлении (только вверх или вниз). Поэтому любое боковое качание означает износ втулки. Прежде чем покупать новые направляющие, желательно снять клапаны и вместе с ними прийти в магазин. И при выборе обязательно пробуйте их посадку на шток клапана. Направляющая втулка на штоке клапана должна двигаться легко, но при этом она не должна болтаться. Необходимо это для того, чтобы в дальнейшем вам не пришлось снова идти в магазин, если втулки по каким-то причинам не подойдут. Порядок замены направляющих втулок клапанов автомобилей ВАЗДля замены надо демонтировать ГБЦ и дополнительно иметь специальную наставку для снятия и установки. Однако не стоит пугаться, так как конструкция наставки проста, и вместо нее используйте подходящие по параметрам втулки подручные средства.
Процесс заменыКак уже говорилось выше, для снятия и установки направляющих необходима специальная наставка. Рассмотрим, что она из себя представляет и как ей пользоваться. 1. Описание наставкиОправка для снятия и установки направляющей состоит из двух частей. Вторая часть штока похожа на торцевую головку. Отличает ее от торцевой головки отсутствие внутри граней (цилиндрическое отверстие с диаметром и длиной, равной диаметру и длине верхней части направляющей). В верхней части головки имеется отверстие с диаметром, равным внутреннему диаметру втулки и внешнему размеру штока с рабочей стороны. Для установки направляющей на место используйте торцевую головку подходящего диаметра либо подходящую полую трубку. 2. Процесс снятия изношенной направляющей и установка новойДля снятия втулки переворачиваем ГБЦ рабочей частью вверх. Далее берем шток, вставляем в отверстие клапана и молотком аккуратно выпрессовываем. В данном процессе важна точность удара. Если вы попадете молотком по поверхности головки блока, то это приведет к нарушению плоскости ГБЦ. Чтобы выбить втулку, удар должен быть сильным, а для этого лучше использовать тяжелый молоток. Далее наденьте на нее головку и вставьте шток. Аккуратно ударяя молотком по верху штока, запрессуйте направляющую втулкуна место. Со снятием и установкой направляющей втулки проблем не возникает. Это простая процедура, которая требует определенных знаний, аккуратности и точности при работе. Ещё кое-что полезное для Вас: Видео: Замена направляющих втулок клапанов.topmekhanik.ru Заменяем направляющие втулки клапанов — Июнь 1996 года
www. Установка направляющих втулок клапанов — Лада 2104, 1.5 л., 1997 года на DRIVE2Купил все необходимые запчасти: втулки Стопорные кольца и развертка До этого я свозил головку к токарю и мне ее шлифанули. После полировки Также пригодится купленная до этого выкладка для втулок. выкладка Самое сложное оказалось это одеть стопорные кольца, причем именно на «классике», так как на «зубилах» уже снята фаска для посадки стопорных колец. Жаль что они не подходят, и еще на «классике» они разной длины- на впускные клапана короче, главное не перепутать. С горем пополам и с помощью соседа удалось их установить. Главное их не разжимать, деформируются и не сядут в посадочные места. Посадочные места под втулки установка стопорных колец делали обычной отверткой сложно но можно. Запрессовывал молотком, без всякого нагрева и морозилок. Главное молоток побольше взять. Вот как должны зайти, чтобы потом сверху оделась шайба. Втулки на месте После этого долго и усердно подбираем развертку, постепенно закручивая и проверяя ход клапана. Я делал шуруповертом на самой маленькой скорости. Развертка Ход выпускных клапанов должен быть легче, чем впускных, из-за теплового зазора, иначе они зависнут. Подобрал Клапана на месте Осталось притереть и можно приступать к сборке распредвала. Решил, что буду ставить от «Нивы», чтобы добавить крутящий момент. Пока все))). www.drive2.ru Бронзовые направляющие втулки клапанов. — DRIVE2При ремонте или форсировании двигателя остро стоит вопрос сохранения или повышения ресурса отдельных узлов и деталей, на которые при форсировании увеличивается нагрузка. Чем же заменить ненадежные чугунные втулки? Ответ найден давно — специальные направляющие втулки из бронзовых сплавов. Для направляющих втулок не всякая бронза подойдет, а лишь несколько сортов, специально подобранных и испытанных в автоспорте. Плюсы бронзовых втулок следующие: Специалисты по ремонту ГБЦ так же отмечают важную особенность бронзовых втулок — материал достаточно пластичен, не раскалывается, как чугунная втулка, а следовательно, риск раскалывания втулки (появления трещины) при ее запрессовке, или экстремальных режимах работы двигателя, сводится к нулю. Для двигателей ВАЗ 2108\2110 освоен выпуск втулок двух типов — для стержня клапана диаметром 8 мм и для клапанов с диаметром стержня 7 мм. Второй тип втулок для семейства двигателей 2108 имеет серийный наружный диаметр, внутренний — 7 мм, а маслосъемные колпачки применяются от 16 клапанного двигателя 2112. Комплект таких втулок показан на фото ниже. Данные втулки применяются при экстремальном тюнинге двигателя с клапанами 40×34. Бронзовые втулки 2108 так же применяются в двигателях Оки. Кроме того, допустимо применять данные втулки на двигателях семейства ВАЗ «классика». Бронзовые втулки рекомендуется применять при общем форсировании двигателя, как необходимый элемент увеличения ресурса. Для спортивных валов с подъемами более 12 мм использование бронзовых втулок уже не имеет альтернативы. www.drive2.ru |
 Нельзя нажимать, давить сверху на нее для ускорения процесса.
Нельзя нажимать, давить сверху на нее для ускорения процесса.

 Дело в том, что головки нагревают до 160-175 градусов, а втулки охлаждают в двуокиси углерода («сухой лед») до минус 40-45 градусах.
Дело в том, что головки нагревают до 160-175 градусов, а втулки охлаждают в двуокиси углерода («сухой лед») до минус 40-45 градусах.
 Отсутствие сальников это более чем смелый шаг фирмы-производителя. Чугунные направляющие втулки нуждаются в обильной смазке, фактически они требуют намного больше, чем обычно получают. Однако бронзовые направляющие требуют намного меньше смазки и из-за этого можно использовать эффективные сальники (как минимум на впускных клапанах) и добиваться малых зазоров в направляющих втулках — всё это улучшит уплотнение клапанов, работу двигателя и увеличит срок службы втулок. Если вы используете бронзовые направляющие втулки, то приобретите лучшие сальники клапанов, которые можно приобрести. Установка таких сальников часто требует обработки, но в большинстве сальники могут потребоваться только на впускных клапанах. Масло не стремиться попасть в направляющие втулки выпускных клапанов из-за высокого давления в выпускной системе. Но даже в этом случае некоторые конструкторы двигателей используют принудительное уплотнение (сальники) на впускных клапанах, и в качестве дополнительной меры, — сальники зонтичного типа на выпускных клапанах для уменьшения попадания масла в каналы.
Отсутствие сальников это более чем смелый шаг фирмы-производителя. Чугунные направляющие втулки нуждаются в обильной смазке, фактически они требуют намного больше, чем обычно получают. Однако бронзовые направляющие требуют намного меньше смазки и из-за этого можно использовать эффективные сальники (как минимум на впускных клапанах) и добиваться малых зазоров в направляющих втулках — всё это улучшит уплотнение клапанов, работу двигателя и увеличит срок службы втулок. Если вы используете бронзовые направляющие втулки, то приобретите лучшие сальники клапанов, которые можно приобрести. Установка таких сальников часто требует обработки, но в большинстве сальники могут потребоваться только на впускных клапанах. Масло не стремиться попасть в направляющие втулки выпускных клапанов из-за высокого давления в выпускной системе. Но даже в этом случае некоторые конструкторы двигателей используют принудительное уплотнение (сальники) на впускных клапанах, и в качестве дополнительной меры, — сальники зонтичного типа на выпускных клапанах для уменьшения попадания масла в каналы. Одной из неисправностей головки блока, о которой почти только и слышали несколько лет, являются выемки у сёдел выпускных клапанов. В прошлом свинцовые соединения, добавляемые в бензин, обеспечивали качественную «смазку», которая эффективно противостояла эрозии седел выпускных клапанов.
Одной из неисправностей головки блока, о которой почти только и слышали несколько лет, являются выемки у сёдел выпускных клапанов. В прошлом свинцовые соединения, добавляемые в бензин, обеспечивали качественную «смазку», которая эффективно противостояла эрозии седел выпускных клапанов. Для временного хранения очищенные клапаны вставить стержнями в отверстия специальной деревянной подставки. Также тщательно промыть и очистить от нагара и лаковых отложений головку цилиндров.
Для временного хранения очищенные клапаны вставить стержнями в отверстия специальной деревянной подставки. Также тщательно промыть и очистить от нагара и лаковых отложений головку цилиндров.
 01мм в 16V чуть менее 0.01мм
01мм в 16V чуть менее 0.01мм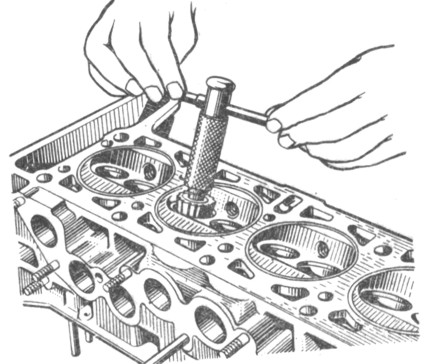 Если стержень клапана болтается в направляющей втулке, то нет нужны проверять ее — и так понятно, что ее нужно ремонтировать. Направляющая втулка клапана должна быть восстановлена так, чтобы соответствовать клапану, который планируется установить в ней.
Если стержень клапана болтается в направляющей втулке, то нет нужны проверять ее — и так понятно, что ее нужно ремонтировать. Направляющая втулка клапана должна быть восстановлена так, чтобы соответствовать клапану, который планируется установить в ней. Из-за увеличенных зазоров клапаны нагреваются больше чем обычно, потому что большая часть тепла, накопленного клапаном, отводится в головку блока цилиндров через направляющую втулку клапана.
Из-за увеличенных зазоров клапаны нагреваются больше чем обычно, потому что большая часть тепла, накопленного клапаном, отводится в головку блока цилиндров через направляющую втулку клапана. Если направляющая втулка клапана изношена, то скорее всего изношен и стержень клапана. В этом случае требуются новые клапаны. Но если клапаны заменяются, то безразлично — имеют ли они стержень стандартного диаметра или ремонтный, увеличенного диаметра. Ремонтные клапаны выпускаются обычно с диаметрами стержней, увеличенными на стандартную величину — 0,003, 0,005, 0,015 и 0,030 дюйма. Отверстие в ремонтируемой направляющей втулке развертывается или хонингуется до необходимого диаметра, соответствующего диаметру стержня ремонтного клапана. Зазор между стержнем и отремонтированной направляющей втулкой сохраняется таким же, как у старого клапана. При замене изношенных клапанов ремонтными, имеющими стержни увеличенного диаметра, масляный зазор и характеристики теплопередачи остаются прежними.
Если направляющая втулка клапана изношена, то скорее всего изношен и стержень клапана. В этом случае требуются новые клапаны. Но если клапаны заменяются, то безразлично — имеют ли они стержень стандартного диаметра или ремонтный, увеличенного диаметра. Ремонтные клапаны выпускаются обычно с диаметрами стержней, увеличенными на стандартную величину — 0,003, 0,005, 0,015 и 0,030 дюйма. Отверстие в ремонтируемой направляющей втулке развертывается или хонингуется до необходимого диаметра, соответствующего диаметру стержня ремонтного клапана. Зазор между стержнем и отремонтированной направляющей втулкой сохраняется таким же, как у старого клапана. При замене изношенных клапанов ремонтными, имеющими стержни увеличенного диаметра, масляный зазор и характеристики теплопередачи остаются прежними. Развертки, входящие в комплект накаточной головки, развертывают накатанное отверстие ровно настолько, чтобы обеспечить соответствие зазора между направляющей втулкой и стержнем клапана требованиям общих стандартов на восстановленные узлы. Если требуется особая точность, отверстия хонингуются до заданного размера на высокоточном оборудовании. У направляющих втулок клапанов, восстановленных накаткой, зазор обычно вдвое меньше, чем у новых деталей. Но столь небольшой зазор допустим, потому что после накатки в стенке отверстия, по все его длине, остается множество тонких кольцевых выступов, которые удерживают масло, обеспечивая нормальную смазку.
Развертки, входящие в комплект накаточной головки, развертывают накатанное отверстие ровно настолько, чтобы обеспечить соответствие зазора между направляющей втулкой и стержнем клапана требованиям общих стандартов на восстановленные узлы. Если требуется особая точность, отверстия хонингуются до заданного размера на высокоточном оборудовании. У направляющих втулок клапанов, восстановленных накаткой, зазор обычно вдвое меньше, чем у новых деталей. Но столь небольшой зазор допустим, потому что после накатки в стенке отверстия, по все его длине, остается множество тонких кольцевых выступов, которые удерживают масло, обеспечивая нормальную смазку. Моя машина уже больше месяца стоит в гараже, ожидая новое сердце.
Моя машина уже больше месяца стоит в гараже, ожидая новое сердце. е. между губок на микрометре при 8.03мм вставлял сверло на 8мм и смотрел как оно люфтит и этого же добивался во втулках.
е. между губок на микрометре при 8.03мм вставлял сверло на 8мм и смотрел как оно люфтит и этого же добивался во втулках. Не забывайте этот момент при заказе.
Не забывайте этот момент при заказе.

 Длина этой части равняется глубине отверстия, в котором размещена втулка. Третья часть штока самая короткая — ее диаметр соответствует внутреннему диаметру штока клапана (диаметру внутренней поверхности направляющей). Ее предназначение заключается в том, чтобы при выбивании втулки направление штока строго соответствовало направлению втулки и не создавался перекос штока при ударе по нему молотком.
Длина этой части равняется глубине отверстия, в котором размещена втулка. Третья часть штока самая короткая — ее диаметр соответствует внутреннему диаметру штока клапана (диаметру внутренней поверхности направляющей). Ее предназначение заключается в том, чтобы при выбивании втулки направление штока строго соответствовало направлению втулки и не создавался перекос штока при ударе по нему молотком.
 zr.ru
zr.ru Серийные втулки ВАЗа грешат плохой геометрией, и на многих моторах к пробегу 30-40 тыс. км люфт клапана вследствие износа превышает все разумные допуски, а при работе мотора прослушивается характерный клапанный стук. Качество выделки и геометрия головок для двигателей Оки еще хуже, особенно это видно по головкам конца 90-х годов.
Серийные втулки ВАЗа грешат плохой геометрией, и на многих моторах к пробегу 30-40 тыс. км люфт клапана вследствие износа превышает все разумные допуски, а при работе мотора прослушивается характерный клапанный стук. Качество выделки и геометрия головок для двигателей Оки еще хуже, особенно это видно по головкам конца 90-х годов. Такая комбинация оправдана не только экономией, но и увеличением общего ресурса ГБЦ при обычном ремонте головки, ведь выпускные направляющие втулки — наиболее нагруженные.
Такая комбинация оправдана не только экономией, но и увеличением общего ресурса ГБЦ при обычном ремонте головки, ведь выпускные направляющие втулки — наиболее нагруженные.Проверка состояния клапанов и их направляющих втулок
Проверка состояния клапанов и их направляющих втулок — Daewoo SensПерейти на главную страницу сайта gintama-briz.narod.ru
Ремонт и эксплуатация
Проверка состояния клапанов и их направляющих втулок
Рис. 2.13.1. Схема замера:
I — стержня клапана, ІІ — направляющих втулок клапана; 1 — направляющая впускного клапана, 2 — направляющая выпускного клапана.
Рис. 2.13.2. Проверка зазора между стержнем клапана и направляющей втулкой
клапана:
1 — индикатор с плоским наконечником; 2 — клапан; 3 — головка цилиндров
1. Если по результатам осмотра нет
оснований для забракования клапанов
(обгар рабочей фаски, задир на стержне,
трещины тарелки клапана,раковины
на рабочей фаске), замерить стержни
клапанов в двух поясах по двум взаимоперпендикулярным
направлениям
для определения их износа.
2. Диаметр стержня нового выпускного
клапана 7,940-7,925 мм,
впускного 7,967—7,955 мм. Непрямолинейность
стержня не более
0,01 мм на рабочей длине стержня
клапана равной 100 мм. Если диаметр
стержня выпускного клапана
менее 7,915 мм, а впускного 7,945
мм, то такие клапаны нет смысла оставлять
для дальнейшей работы даже
с новыми направляющими клапана,
так как зазор будет близок к предельному.
Клапаны заменить.
3. Зазор определяется по результатам произведенных замеров внутренних диаметров направляющих втулок и стержней клапанов или непосредственно замером зазоров и должен быть не более 0,08 мм для впускного и 0,10 мм для выпускного клапанов (предельно допустимые зазоры в эксплуатации — соответственно 0,12 мм и 0,15 мм).
4. При отсутствии обгара или облома направляющих втулок клапана замерить внутренний диаметр согласно схеме на рис. 2.13.1. Измерение производится в двух направлениях: параллельно и перпендикулярно оси головки цилиндров.
5. Внутренний диаметр новой направляющей втулки впускного клапана 7,992-8,010 мм, выпускного 7,966-7,987 мм. При износе внутреннего диаметра втулки впускного клапана более 0,05 мм (диаметр более 8,060 мм), а выпускного — более 0,07 мм (диаметр более 8,057 мм) направляющие втулки заменить.
A Быстрая и простая проверка направляющих клапана и качества седла
Машиностроитель может многое сделать без дорогостоящего измерительного оборудования. Вот как можно проверить качество направляющих и седел клапанов.
В Power and Performance News мы делаем все, чтобы помочь вам сделать больше для себя. И чем больше вы можете сделать для себя, разбирая или перестраивая свой следующий двигатель, тем меньше вам придется тратить на местную механическую мастерскую.
Например, вы можете выполнить несколько быстрых проверок, чтобы убедиться, что направляющие клапана и седла все еще в хорошем состоянии.Тест на самом деле не измеряет зазор направляющих, но он даст вам хорошее представление, если вам нужно обратиться к машинисту двигателя, чтобы он поработал их.
Это не просто то, что мы придумали сами. В то время как в магазинах KT Engine Development, посвященных некоторым сборкам двигателей, специалист по головкам блока цилиндров Кевин Траутман продемонстрировал нам этот инсайдерский трюк, позволяющий быстро определить, сколько усилий может потребоваться от использованного набора головок, чтобы привести его в соответствие со спецификациями.
Направляющие клапана
Если направляющая клапана имеет достаточный зазор, вы действительно можете почувствовать правильную величину «покачивания».”
Зазор между штоком клапана и направляющей в головке является критическим размером. Слишком плотно, и клапан может застрять в направляющей при горячем двигателе. Слишком слабое крепление, и направляющая может удерживать клапан точно перпендикулярно седлу, и как головка клапана, так и седло будут биться. Траутман говорит, что для стандартного двигателя с мокрым картером, который не распыляет масло на клапанные пружины, он обычно хотел бы, чтобы зазор направляющей клапана составлял от 0,0015 до 0,002 дюйма для стандартных клапанов размером 11/32 дюйма.Это касается как железных, так и алюминиевых головок.
По мере уменьшения размеров клапанов можно также уменьшить зазоры. Для стержней диаметром 5/16 дюйма Траутман говорит, что обычно он затягивает детали до 0,0012–0,0015 дюйма. Для гоночных двигателей Nationwide или ARCA, в которых используются тонкие семимиллиметровые штоки, пружинные масленки и высококачественные материалы, он выдержит давление 0,0008, но это предел. «Вы хотите быть максимально точными в своих допусках, — добавляет он, — но если вы собираетесь ошибаться, я предпочитаю делать это по большому счету.В конце концов, двигатель с маленькими зазорами по-прежнему работает намного лучше, чем двигатель с семью цилиндрами, потому что вы застряли в клапане ».
Если вы хотите проверить зазор направляющей клапана на головке блока цилиндров во время разборки — или если вы хотите проверить после того, как ваш механик вернул только что переделанную головку, — вставьте чистый шток в головку до упора, но оставьте достаточно места что вы все еще можете удерживать клапан. Некоторые люди вставляют клапан назад от макушки, чтобы облегчить это.Если у вас правильный зазор, клапан должен немного покачиваться. Отсутствие покачивания означает, что вы слишком плотно. Это легкая часть; труднее всего научиться определять, насколько сильное покачивание — это слишком много. Решением для этого является нанесение покрытия из легкого моторного масла на шток клапана и повторение процесса. На этот раз, если зазор достаточно узкий, моторное масло должно заполнить это небольшое пространство и создать ощущение, будто все колебания исчезли. Если вы все еще чувствуете покачивание клапана внутри направляющей после добавления моторного масла, вероятно, он слишком ослаблен.
Это легкая часть; труднее всего научиться определять, насколько сильное покачивание — это слишком много. Решением для этого является нанесение покрытия из легкого моторного масла на шток клапана и повторение процесса. На этот раз, если зазор достаточно узкий, моторное масло должно заполнить это небольшое пространство и создать ощущение, будто все колебания исчезли. Если вы все еще чувствуете покачивание клапана внутри направляющей после добавления моторного масла, вероятно, он слишком ослаблен.
Количество мест
Если седла изношены, они будут иметь тенденцию «захватывать» клапан. Если седло хорошее, от него отскочит клапан.
Если направляющие в порядке, следующим шагом будет проверка седел клапанов головки цилиндров. Седло хорошего качества — плоское (не волнистое по окружности) и перпендикулярно направляющей клапана. Если седло не соответствует этим двум критериям, оно не будет хорошо уплотняться, а это означает, что вы теряете сжатие и потенциальную мощность.Если у вас качественное седло, клапан будет контактировать с седлом по всей длине одновременно с закрытием.
Когда седло находится в хорошем состоянии и одновременно контактирует с клапаном полностью, клапан «отскочит» назад, если пружина не установлена. Итак, чтобы проверить седло, возьмите новый клапан — или тот, который, как вы уверены, хорош — установите его в направляющую, толкните его и посмотрите, отскочит ли он от седла. Плохое седло имеет тенденцию гасить действие, поэтому кажется, что клапан застревает в седле.
Мы знаем, что это сложно представить, поэтому попросили Траутмана продемонстрировать нам испытание седла клапана. Посмотрите видео ниже.
Итак, у вас есть пара быстрых и простых проверок, которые вы можете выполнить самостоятельно без какого-либо дорогостоящего измерительного оборудования, чтобы определить состояние седла и направляющей практически на любом комплекте головок. Эти тесты полезны при разборке двигателя для восстановления, проверке использованного набора головок, который вы можете рассматривать как покупку, или просто проверке машиниста вашего двигателя.
И просто для удовольствия, мы подумали, что также покажем этот отрывок из нашей видеосъемки на KT Engines. Иногда мы стараемся сделать все слишком простым, поэтому мы хотели показать вам, что все мы тоже люди. Траутман не новичок; он, наверное, тысячи раз проводил испытание клапана на дребезг. Но почему-то все всегда немного по-другому, когда видеокамера включена, и вот доказательство. Даже у лучших из нас время от времени может быть момент «упс».
Источники
Разработка двигателя KT
384 Industrial Ct
Concord, NC 28025
(704) 784-2610
Износ направляющей клапана — может вызвать другие серьезные повреждения, помимо горящего масла
Износ направляющей клапана — может вызвать другие серьезные повреждения, помимо горящего масла Износ направляющей клапана означает чрезмерный зазор между штоком клапана и направляющей клапана. По мере износа направляющих клапана движение из стороны в сторону может привести к неправильной посадке клапана.Негерметичность клапана, вызывающая потерю компрессии, является еще одной причиной проблем с двигателем. По этой причине направляющие клапана необходимо проверять и заменять или ремонтировать, если они выходят за рамки спецификаций производителя.
Одна вещь, на которую вы почти всегда можете рассчитывать при восстановлении головки блока цилиндров, — это износ направляющей клапана. Направляющие клапана сильно изнашиваются; из-за постоянного трения между направляющей и штоком клапана.
Положительные уплотнения штока клапана Что еще хуже, положительные сальники штока клапана на двигателях последних моделей; Не допускайте попадания большого количества смазки на направляющие. Боковые силы на шток клапана, вызванные изменением геометрии клапанного механизма; или верхние кулачки прямого действия способствуют износу направляющих.
Значит, двигатель будет использовать масло, если изношены направляющие клапана или; между направляющей и штоком клапана слишком большой зазор. Это касается как впускных, так и выпускных направляющих.
Износ направляющей клапана, вызывающий расход маслаРасход масла может быть более серьезной проблемой на стороне впуска, потому что:
- Постоянное воздействие вакуума в двигателе.
- Масло также можно стянуть по выхлопным направляющим путем всасывания в выхлопном отверстии.
- Поток выхлопных газов, проходящий через выхлопную направляющую, создает эффект риска, который может вытягивать масло по направляющей.
Масло в выхлопной системе автомобилей последних моделей с каталитическими нейтрализаторами; может вызвать перегрев преобразователя и его повреждение.
Проблемы всегда хуже, на стороне впуска:- Масло, попадающее в двигатель через изношенные впускные каналы, может загрязнять свечи зажигания.
- Это приведет к тому, что двигатель будет выделять более высокие, чем обычно, выбросы несгоревших углеводородов (HC).
- Также способствуют быстрому накоплению углеродных отложений; на спинках впускных клапанов и в камере сгорания.
Нагар в камере сгорания, может повысить компрессию; до точки, где происходит детонация под нагрузкой.
Большое скопление углерода на задней стороне клапановОтложения на задней стороне впускных клапанов в двигателях, оборудованных многоточечным впрыском топлива; может вызвать колебания и проблемы с холостым ходом; потому что отложения мешают правильной подаче топлива.
Это также может вызвать пропуски зажигания в двигателе; Если уголь удерживает клапан в открытом положении Другой проблемой является недостаточное охлаждение клапана и преждевременный отказ клапана; это может быть вызвано изношенными направляющими или направляющими с чрезмерным зазором. Около 75% тепла от обычного клапана передается к седлу. Остальные 25% поднимаются по штоку и выходят через направляющую.
Около 75% тепла от обычного клапана передается к седлу. Остальные 25% поднимаются по штоку и выходят через направляющую.
На двигателях последних моделей с трехугловыми узкими сиденьями; количество теплопередачи, которая происходит через шток; еще выше; потому что через седло клапана может рассеиваться меньше тепла. В результате клапан может перегреться и загореться.
Изношенные направляющие также могут пропускать воздух. «Неизмеренный» воздух, всасываемый во впускные каналы мимо направляющих; создает эффект, похожий на изношенные дроссельные валы карбюратора.Дополнительный воздух снижает разрежение на впуске и нарушает калибровку воздуха / топлива двигателя на холостом ходу. В результате может возникнуть проблема пропуска зажигания и грубый холостой ход.
Обрыв клапанаИзношенные направляющие также могут способствовать поломке клапана. Направляющие поддерживают и центрируют клапаны при открытии и закрытии. Изношенная направляющая позволит клапану слегка раскачиваться при открытии. Это приведет к смещению его от центра относительно сиденья.
Это может привести к небольшому прогибу головки клапана при каждом закрытии.Головка клапана отламывается
После стольких циклов металл изнашивается, и головка клапана отламывается от штока.
Зазор между штоком впускного клапана и направляющей для большинства легковых автомобилей составляет от 0,001 до 0,003 дюйма. Из-за чрезмерного нагрева выхлоп будет составлять от 0,002 до 0,004 дюйма. Дизельные двигатели, как правило, имеют более свободные спецификации для обоих. впускные и выпускные направляющие, чем у бензиновых двигателей.
Выхлоп двигателя Дым Если при запуске на холодном двигателе виден синий дым, можно указать на проблему; чрезмерный зазор в направляющей клапана или изношенные уплотнения клапана.
Но, если двигатель все время дымит или при резком ускорении; проблема скорее в поршневых кольцах. В обоих случаях я рекомендую, если возможно, профессиональную диагностику; перед тем как потратить кучу денег на большой ремонт двигателя.
ЗаключениеИтак, износ направляющей клапана является признаком серьезных проблем с вашим двигателем. Следовательно, правильно закрытые клапаны имеют решающее значение для сжатия вашего двигателя. Наконец, если вы считаете, что у вашего автомобиля проблемы с направляющими клапанами; вам следует отнести его к сертифицированному профессиональному механику и пройти тщательную проверку.
Поделитесь новостями Danny’s Engineportal.com
The Great LS7 Wiggle Test: как проверить износ направляющей клапана на LS7
Как Tos / Tech Автор: OnAllCylinders Staff 8 января 2015 г. в 14:06В качестве силовой установки для Corvette Z06 2006–2013 и Camaro Z / 28 2014–2015, GM LS7 — это монстр объемом 427 кубических дюймов и мощностью более 500 лошадиных сил. Это был первый серийный двигатель, в котором использовались кованые титановые шатуны и титановые впускные клапаны, и единственный серийный двигатель V8, построенный GM с полностью ЧПУ головками и ограничением числа оборотов 7100 об / мин.LS7 официально выдавал 505 лошадиных сил, но в 2011 году мощность была ближе к 512, в первый год для выхлопа X-pipe и в последний год для двойных котов.
Впрочем, с LS7 все не солнечные лучи и не радуга. Одна большая проблема — преждевременный износ направляющих клапанов. Проблема вызвана неконцентричностью направляющей клапана и осевых линий седла клапана, что считается результатом ошибок обработки, допущенных поставщиком, который производил головки блока цилиндров LS7 для подразделения силовых агрегатов GM. Несоосность вызывает чрезмерную боковую нагрузку на штоки клапана, которая, в свою очередь, изнашивает направляющие клапана.
Несоосность вызывает чрезмерную боковую нагрузку на штоки клапана, которая, в свою очередь, изнашивает направляющие клапана.
Проблема с направляющей клапана не влияет на все головки блока цилиндров LS7. На веб-сайте Corvette Action Center есть хорошая статья Хиба Халверсона о том, как правильно выполнять полевые испытания, предписанные GM, на износ направляющих клапанов. Эта процедура, названная сообществом DIY Corvette «тестом на покачивание», измеряет зазор между штоком клапана и направляющей.
Испытание можно провести с двигателем, установленным в автомобиле, если вы используете компрессор клапанной пружины, который может снимать пружины без снятия головок.К счастью, Summit Racing предлагает именно такой тип компрессора клапанной пружины. Этот компрессор, произведенный компанией LSM Racing Products, специализирующейся на инструментах для клапанных механизмов, разработан специально для использования на LS7 и его коромыслах со смещенным впуском. Инструмент также можно использовать на других двигателях LS Gen 3 и Gen 4. Вы можете узнать больше об этом в этом подробном обзоре компрессора пружин клапана LSM Racing.
В Corvette Action Center также есть очень подробная статья о LS7 и проблемах износа направляющих клапанов.Прочитав его, вы станете Всезнающим гуру LS7 в своем районе!
Теги: GM LS7, износ направляющей клапана Двигатель— Обычно ли направляющие клапана многоразовые? Двигатель
— Обычно ли направляющие клапана многоразовые? — Обмен стеков по обслуживанию и ремонту автомобилейСеть обмена стеком
Сеть Stack Exchange состоит из 176 сообществ вопросов и ответов, включая Stack Overflow, крупнейшее и пользующееся наибольшим доверием онлайн-сообщество, где разработчики могут учиться, делиться своими знаниями и строить свою карьеру.
- 0
- +0
- Авторизоваться Зарегистрироваться
Motor Vehicle Maintenance & Repair Stack Exchange — это сайт вопросов и ответов для механиков и энтузиастов-любителей автомобилей, грузовиков и мотоциклов.Регистрация займет всего минуту.
Зарегистрируйтесь, чтобы присоединиться к этому сообществуКто угодно может задать вопрос
Кто угодно может ответить
Лучшие ответы голосуются и поднимаются наверх
Спросил
Просмотрено 3к раз
На схеме сборки клапана из моего Tacoma FSM направляющие клапана обозначены как одноразовые. Мне было интересно, это просто CYA или действительно так.
Мне было интересно, это просто CYA или действительно так.
Создан 29 июл.
амфибия5,9733434 золотых знака8282 серебряных знака115115 бронзовых знаков
2Они не подлежат повторному использованию в том смысле, что если их вынуть, их придется заменить.Направляющие клапана можно использовать повторно до тех пор, пока они не изнашиваются; вы не заменяете их, если они не изношены сверх нормы. Когда они изнашиваются, обычно можно сделать одно из трех: накатать; направляющая втулка клапана; новая направляющая клапана. Вы проверяете направляющую клапана по величине бокового люфта в клапане, когда он находится вне седла. Максимально допустимое количество будет разным для каждого двигателя. Чтобы понять разницу между различными исправлениями:
Накатка — Подумайте о рукоятке храповика, на которой напечатана поперечная штриховка.То же самое и с накаткой направляющей клапана, только с внутренней стороны, где движется шток клапана. Они делают это внутри, и он выдавливает часть направляющей клапана и заменяет пространство, в котором материал был изношен. Это самое дешевое и простое решение, но, к сожалению, длится меньше всего времени.
Вставка направляющей клапана — Исходная направляющая клапана остается на месте. Внутренняя часть слегка расширена, и на место вбивается новый кусок материала направляющей клапана.Затем новая деталь расширяется до нужного размера, что не только устанавливает размер, но и фиксирует ее на месте. Это довольно экономичный способ решить проблему с минимальными усилиями.
Это исправление будет длиться долго (почти как новая направляющая клапана).Новая направляющая клапана — Исходная направляющая клапана выдавливается из головки, а на ее место устанавливается новая. Это лучшее исправление , но оно дороже, чем два других исправления.Поскольку это новая направляющая клапана, она прослужит столько же, сколько … ну … новая направляющая клапана.
 Это исправление будет длиться долго (почти как новая направляющая клапана).
Это исправление будет длиться долго (почти как новая направляющая клапана).Со всеми тремя исправлениями вам необходимо выполнить работу клапана, чтобы гарантировать правильную герметичность всех клапанов и седел.
Создан 29 июл.
Pᴀᴜʟsᴛᴇʀ2 ♦ Pᴀᴜʟsᴛᴇʀ213k2727 золотых знаков216216 серебряных знаков427427 бронзовых знаков
5Не тот ответ, который вы ищете? Посмотрите другие вопросы с метками клапан двигателя или задайте свой вопрос.
Обмен стеков по обслуживанию и ремонту автомобилей лучше всего работает с включенным JavaScriptВаша конфиденциальность
Нажимая «Принять все файлы cookie», вы соглашаетесь с тем, что Stack Exchange может хранить файлы cookie на вашем устройстве и раскрывать информацию в соответствии с нашей Политикой в отношении файлов cookie.
Принимать все файлы cookie Настроить параметры
направляющих клапана
По направляющим клапана я вообще хожу по
Рекомендация Роу:
«1: Удалите нагар со старой направляющей O. Д. до удаления.
Д. до удаления.
2: Направляющая к головке с прессовой посадкой .0015 «/ .002» (головка меньше направляющей).
3: Нагрейте головку примерно до 200 ° — 250 ° F.
4: Установите направляющую при комнатной температуре (горячая головка и направляющая при комнатной температуре).
5: Дайте головке остыть до комнатной температуры перед окончательной калибровкой отверстия.
6: Определите желаемый зазор клапана для направления. Рекомендуемый зазор Головка лопаты
с чугунными направляющими
Впуск .001 «- .0015» Выпуск .0015 «-.002 «(Ampco-45, доб. 001»)
7: Выберите правильный калибр плунжера, добавив диаметр штока клапана и зазор
желаемый для чистового диаметра.
8: Выберите размер пробки 0,0005 дюйма под чистовой размер для другого конца ручки.
9: Заточите отверстие до нужного размера. Проверяйте размер, затачивая -,0005 »
штифт под размер, чистовое хонингование
по размеру с чистовой пробкой измерительного штифта.
10: Отрежьте или отшлифуйте седла, прижмите клапаны к седлам и проверьте седло клапана.
соосность перед сборкой клапанных пружин.
11: Используйте хорошую сборочную смазку.
12: Используйте уплотнения штока клапана. Заводские уплотнения OE останутся герметичными с размером верхней части направляющей.
От +.005 «до -.015» от опубликованного размера.
13: После того, как головка собрана и все еще находится на стенде, проверьте наличие утечек.
клапан к седлу. «
Я использовал эти спецификации на моем приемнике Bonnie (0,0025 дюйма)
и выхлоп) с направляющими Ampco 45 успешно. Для протокола, Берни
Николсон раньше рекомендовал заменять изношенные направляющие.003 «или более.
У меня раньше были проблемы с заклиниванием
клапанов, пока я не начал использовать пробковые манометры и расширять внутренний диаметр после установки, чтобы
удалите все выступы, поэтому мне интересно, использовались ли оригинальные заводские цифры
укажите небольшой дополнительный зазор, чтобы учесть тот факт, что направляющие имели тенденцию
сверление долота при посадке с натягом, и очень мало механизмов, используемых для развёртывания
заточить направляющие после установки тогда. Конечно, более плотная посадка меньше
прощение любых высоких пятен, но они, несомненно, служат дольше, и более плотно прилегает
похоже, также продлевает срок службы лицевой поверхности клапана с меньшим ожогом.
Конечно, более плотная посадка меньше
прощение любых высоких пятен, но они, несомненно, служат дольше, и более плотно прилегает
похоже, также продлевает срок службы лицевой поверхности клапана с меньшим ожогом.
Наверное, вроде все, это все только мое мнение, но, как мне кажется, Роу очень опытен, и он, по сути, согласен с Kibblewhite, наш поставщик направляющих, который рекомендует 0,001–0,0015 «на входе и 0,002» на выхлопе как хороший минимальный безопасный зазор, а компромисс 0,0025 дюйма имеет у меня хорошо сработало.
Ради интереса, сервис Триумф в бюллетене 3-80 от февраля 1980 г. указывалось, что «диаметр отверстия направляющей клапана спецификация теперь сокращена с.3127 / .3137 «до .3120 / .3130» до установка, среднее закрытие отверстия направляющей клапана после сборки в головку блока цилиндров .0005 «
Руководство по ремонту и обслуживанию Volkswagen Golf — Проверка направляющих клапанов
|
|
|

|
Размеры клапана
Примечание Впускные и выпускные клапаны не подлежат доработке. Только притирка разрешена. … © 2016-2021 Авторские права www.vwgolf.org
Как отремонтировать головку блока цилиндров 911. Урок 4, Направляющие клапана
911 Направляющие клапана
Направляющие клапана в головках цилиндров Porsche 911 являются расходными материалами.Гиды также будут сильно изнашиваться. Между направляющей и штоком клапана существует постоянное трение, а геометрия клапанного механизма оказывает еще большее боковое давление на направляющую.
Урок 4
Porsche всегда использовал бронзовые направляющие. Бронза имеет такую же степень расширения, как и алюминиевая головка. Сегодня вы можете выбирать между марганцевой бронзой или фосфорной бронзой.
Марганцево-бронзовые направляющие обычно состоят из 55% меди, 40% цинка и 3,5% марганца.
Фосфорная бронза или оловянная бронза — это сплавы, содержащие медь, олово и фосфор. Фосфорные бронзы содержат от 0,5 до 11% олова и от 0,01 до 0,35% фосфора. Добавление олова увеличивает коррозионную стойкость и прочность сплава.
Фосфорная бронза могла бы иметь немного лучшее время износа, но все направляющие клапана изнашиваются. Сторона выпуска изнашивается вдвое по сравнению со стороной впуска из-за тепла, и это просто трудное место в двигателе.
Phosoporus-Bronze и Marganese-Bronze могут выглядеть одинаково.Изношенные направляющие клапана
Направляющие клапана могут быть изношены, если вы видите чрезмерный дым в выхлопе.Особенно при замедлении из-за повышенного разрежения в коллекторе. Еще одним признаком может быть повышенный расход масла. Увеличено, потому что двигатели Porsche с воздушным охлаждением уже потребляют масло. Нормальный расход масла составляет от 1 до 1 ½ кварты на 1000 миль. Итак, если вы заметили, что ваш клуб дыма в зеркале становится больше, а ваш двигатель жаждет масла, возможно, пришло время взглянуть на свои головы и гидов.
Использование непроходного манометра для грубого измерения направляющих.Проверка и замена направляющей клапана
Первый способ выполнить быструю проверку направляющей — использовать манометр «годен / не годен».Датчик Go / No Go — это всего лишь штифт. Выбирайте штифт по максимальному пределу износа направляющей. Если манометр подходит к направляющей, то направляющая непригодна для использования и ее необходимо заменить. Это быстрый тест, но он не всегда показывает истинное состояние руководства.
Измерение люфта в направляющей клапана Чтобы получить точную индикацию состояния направляющей, необходимо установить новый клапан. Затем с помощью индикатора часового типа измерьте количество «камня» в направляющей. Это покажет истинный допуск руководства.Выпускной клапан должен иметь новый зазор 0,05 — 0,07 мм. Направляющая изношена на 0,20 мм. Впускной клапан для направления нового зазора должен составлять 0,03–0,05 мм и изношен на 0,15 мм.
Снятие направляющих клапана
Направляющие запрессовываются в головку блока цилиндров. Чтобы удалить их, нам нужно обработать верхнюю часть направляющей клапана так, чтобы она была заподлицо с головкой блока цилиндров. Затем, используя пробойник для направляющих клапана, вытолкните направляющую клапана в направлении головки клапана. Не пытайтесь вытолкнуть направляющую клапана со стороны порта головки.Это может привести к растрескиванию головки и чрезмерному повреждению отверстия направляющей при движении назад.
Головки после обработки одной стороныПосле того, как старые направляющие были удалены, измерьте старые, чтобы получить представление о текущем размере установленной направляющей. Направляющие клапана доступны в трех размерах: стандартном, 1-м увеличенном и 2-м увеличенном. Часто разные производители имеют разные размеры. Всегда измеряйте внешний диаметр новой направляющей перед ее расширением или установкой в головку блока цилиндров.
С помощью тонкого хонинговального шарнира заточите направляющее отверстие клапана в головке блока цилиндров. Это необходимо для устранения дефектов, вызванных вытеснением старых направляющих клапанов. Если шаровой наконечник не очищает отверстие, его необходимо обработать на станке. Вам нужно будет произвести обработку до следующего размера и установить подходящую направляющую.
Измерьте внешний диаметр новых запасных направляющих клапана. Направляющие клапана должны иметь посадку с натягом -0,05 мм. Если натяг между направляющей и головкой блока цилиндров больше 0.05 мм, необходимо развернуть отверстие или уменьшить наружный диаметр направляющей для соблюдения допуска.
В большинстве случаев я буду расширять головку блока цилиндров. Это связано с тем, что стопка устранит любые повреждения, вызванные снятием оригинальных направляющих клапана.
Установка новых направляющих
Для установки новых направляющих слегка смажьте направляющую клапана консистентной смазкой. Смазка поможет установить направляющую без заедания в ГБЦ. Используя пробойник 9 мм, вбейте новую направляющую в головку до упора.
Смазка поможет установить направляющую без заедания в ГБЦ. Используя пробойник 9 мм, вбейте новую направляющую в головку до упора.
После установки новой направляющей ее необходимо развернуть. Это связано с тем, что при вдавливании направляющей посадка с натягом заставляет направляющую смыкаться по внутреннему диаметру. Также часто новые направляющие клапана поставляются в полуфабрикате. Это необходимо для того, чтобы механический цех мог установить правильный клапан для направляющего зазора. Разверните направляющую клапана до размера 9,00 мм. Затем заточите направляющую с помощью ультратонкой шлифовальной машинки. Отточите, чтобы удалить следы расслоения.
После установки всех направляющих необходимо проверить зазор между клапаном и направляющей.Используя новый клапан, установленный в направляющую, и с помощью индикатора часового типа проверьте зазор. Если зазор слишком мал, заточите направляющую до тех пор, пока зазор не окажется в пределах технических характеристик. Если зазор слишком велик, необходимо заменить направляющую.
Инструменты, которые могут вам понадобиться
Для проведения измерений, необходимых в этом уроке, мы используем несколько прецизионных инструментов. Для быстрого измерения булавками нужного нам размера мы используем манометр. Приобрести метрические наборы штифтов в США сложно и дорого.Мы производим математические вычисления и переводим штифты из стандартных в метрические. Иногда мы покупаем метрические булавки, когда нужно набрать точное количество.
Для измерения направляющих мы используем микрометр и штатив. Вам не нужна подставка, но мы недавно добавили ее, и она очень помогает при измерении небольших деталей. Если держать руки свободными, температура снижается. Ознакомьтесь с нашим курсом измерений, чтобы понять, почему это важно.
Индикатор с круговой шкалой и штатив для измерения люфта в старых и новых клапанах являются важным инструментом для этой работы.
Инструменты
Univereal Pin Gage Рукоятка Диапазон 0,2510–0,505 дюйма или 7,72–12,71 мм
Цифровой микрометр Mitutoyo 293-340-30, дюйм / метрическая система, с храповым наконечником, 0–1 дюйм (0–25 мм) Диапазон, разрешение 0,00005 дюйма (0,001 мм), точность +/- 0,00005 дюйма, соответствует спецификациям IP65
6 шт.