Порошковая камера для окраски | ООО НПО «Лакокраспокрытие»
Камера для порошковой покраски значительно отличается по конструкции от камеры для нанесения жидких ЛКМ, поэтому этот тип покрасочного оборудования имеет смысл выделить в отдельную категорию.
Порошковые ЛКМ обладают целым рядом преимуществ по сравнению с жидкими материалами:
- они практически не содержат летучих растворителей;
- позволяют за один проход получить толстослойное покрытие;
- не попавший на изделие порошок используется повторно.
- Все это привело к широкому распространению технологии порошковой покраски в промышленности.
Классификация камер порошковой окраски
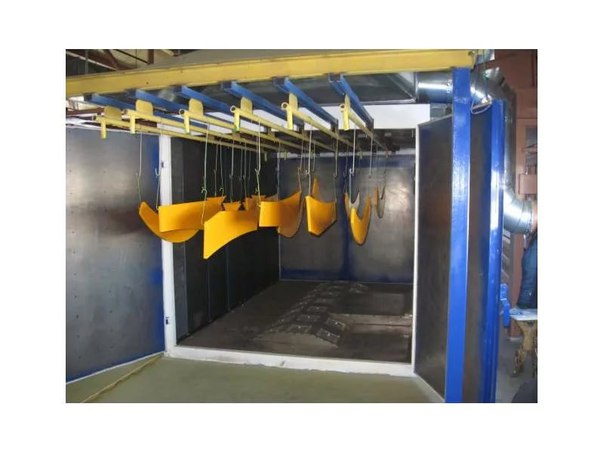
Порошковая камера, так же как камера покраски для нанесения жидких ЛКМ, может быть тупиковой или проходной.
Тупиковые камеры для порошковой окраски применяются на небольших производствах, когда окрашиваются единичные или мелкосерийные изделия.
Чаще применяются проходные порошковые камеры окраски, которые работают в составе покрасочной линии, объединенной общей транспортной системой.
В общем случае в состав оборудования для покраски порошковой краской входит:
- камера подготовки поверхности,
- камера порошковой покраски,
- печь полимеризации порошкового покрытия.
Корпус порошковой камеры изготавливается из полированной нержавеющей стали с антистатическим покрытием. Это позволяет повысить эффективность сбора порошка с внутренних поверхностей покрасочной камеры. В последнее время получили распространение порошковые камеры из специальных полимерных сэндвич-панелей. В таких камерах порошковой окраски порошок меньше налипает на внутренние поверхности камеры и легче собирается.
В случае необходимости окрашивания изделия или подвески с изделиями с двух сторон, применяется двухпостовая камера для порошковой окраски валетного типа.
Конструкция порошковой камеры должна обеспечивать сбор не попавшего на изделие порошка и возврат его в процесс. Для этого служит система рекуперации порошка. Чем эффективнее работает эта система, тем меньше потери ЛКМ.
Как правильно выбрать камеру для порошкового покрытия
Выбирая камеру для порошкового покрытия, следует учитывать требуемую частоту смены цветов. Процесс очистки камеры от порошка может занимать достаточно много времени, поэтому иногда приходится применять специальное оборудование, например, сменные фильтровальные блоки по количеству используемых цветов.
Порошковая покрасочная камера может оснащаться различными типами оборудования для нанесения порошка — ручными или автоматическими системами с электростатическими или трибостатическими распылителями. В автоматических системах распылители могут закрепляться неподвижно или на манипуляторах, имеющих несколько степеней свободы.
Таким образом, перед тем, как выбрать и купить порошковую покрасочную камеру, необходимо сформулировать требования, характерные для технологического процесса окраски на конкретном производстве, такие как:
- размер и форма изделий,
- необходимая производительность,
- количество и частота смены цветов,
- доступные энергоносители.
В ЭТОМ СЛУЧАЕ МОЖНО ДОБИТЬСЯ ОПТИМАЛЬНЫХ ЭКСПЛУАТАЦИОННЫХ ЗАТРАТ НА ПОКРАСКУ И ПОЛУЧИТЬ ТРЕБУЕМОЕ КАЧЕСТВО ПОРОШКОВОГО ПОКРЫТИЯ.
Цена порошковой камеры окраски
Цена изготовления порошковой камеры окраски определяется ее комплектацией и планируемой загрузки производства.
У нас можно купить порошковую покрасочную камеру, как в типовом исполнении, так и спроектированное с учетом особенностей Вашего производства, с установкой и наладкой под «ключ».
Наши преимущества
- Как производитель обеспечиваем гарантийное и постгарантийное обслуживание камер для порошковой окраски.
- На реализуемую продукцию установлены доступные цены, ниже средней рыночной стоимости.
- Выгодные условия поставки в кратчайшие сроки и без посредников.
Покупатели порошковых камер окраски производства НПО «Лакокраспокрытие» имеют возможность купить ЛКМ с большой скидкой — по цене производителя!
Вернуться в список
Камера напыления порошковой краски КН-250-ПО | Полуобитаемые камеры напыления

Камеры напыления КН-ПО – безпольные полуобитаемые тупиковые камеры для напыления порошковой краски. Позволяют производить покраску достаточно габаритных изделий, при их штучном или мелкосерийном производстве. Имеют возможность портального увеличения рабочей глубины (см. доп. опции), и установки верхней транспортной системы.
Благодаря возможности маляру частично заходить внутрь камеры, облегчается процесс прокраски труднодоступных мест и сложных изделий. Также, при необходимости окраски тяжелых изделий, позволяет закатывать их на транспортной телеге внутрь камеры напыления, тем самым уменьшая расход краски и загрязненность помещения от неосевшей на изделие краски.
Функционально снабжены всем необходимым для удобного процесса порошковой покраски: достаточно мощный промышленный вытяжной вентилятор, промышленный целлюлозный фильтр с простым креплением в виде шпильки, светодиодное освещение рабочей зоны, пистолет для продувки сжатым воздухом, фильтр-регулятор давления для подключения пистолета-распылителя, а также стационарным поворотным подвесом — для возможности покраски изделий со всех сторон, без ручной перевески.
Характеристики:
Тип: | тупиковая, однопостовая |
Материал рабочей зоны: | оцинкованная сталь |
Габаритные размеры с блоком управления, без вентилятора (ГхШхВ): | |
Габаритные размеры с вентилятором (ГхШхВ): | 1150х2200х2850 мм |
Внутренние размеры (размеры рабочей зоны) (ГхШхВ): | 650х2000х2100 мм |
Габаритные размеры рабочего проема (ШхВ): | 2000х2100 мм |
Механизм подвеса изделий: | неподвижная перекладина и поворотный подвес |
Максимальный вес изделия: | 80 кг |
Освещение: | светильник светодиодный, 3 шт |
Расположение блока управления: | на правой стенке |
Расположение вытяжного вентилятора: | на потолке |
Количество вентиляторов: | 1 шт |
Производительность вентилятора: | 2500 м3/ч |
Мощность вентилятора: | 1,5 кВт |
Количество фильтров: | 4 шт |
Габаритные размеры фильтров: | Ф320х600 мм |
Тип и материал фильтров: | патронные, целлюлозные |
Тип крепления фильтров: | шпилька М12 |
Степень очистки от порошковой краски: | до 99% |
Тип очистки фильтров: | ручная продувка |
Напряжение питающей электросети: | 380 В |
Частота питающей электросети: | 50 Гц |
Система рекуперации краски: | нет |
Гарантийный срок: | 12 месяцев |
Базовая комплектация:
- Камера напыления с корпусом из оцинкованной стали;
- Поворотный подвес и неподвижная перекладина для навески деталей;
- Электрический блок управления;
- Патронный фильтр (наполнитель – целлюлоза) – 4 шт.
 ;
; - Фильтр-регулятор давления для подключения пистолета-распылителя краски;
- Вытяжной вентилятор – 1 шт;
- Комплект воздуховодов для подключения вентилятора;
- Светильник светодиодный – 3 шт.;
- Пневматический пистолет для продувки сжатым воздухом;
- Кронштейн для подвески пистолета-распылителя;
- Защита от короткого замыкания;
- Тепловая защита двигателя от перегрева;
- Технический паспорт камеры напыления;
 ;
;Дополнительные опции:
Полиэстеровые фильтры, 4 шт. (Вместо установленных целлюлозных. Увеличивают степень очистки воздуха до 99.8%, позволяют производить очистку пневмоударом, имеют больший срок службы, чем целлюлозные). |
Покраска порошковой краской (Уменьшает налипание краски на стенки камеры, улучшает внешний вид и тактильные ощущения, базовый цвет – RAL 7035/RAL 9003, гладкий) |
Жесткая упаковка (для обеспечения сохранности оборудования во время транспортировки) |
Подготовка под верхнюю транспортную систему (вместо перекладины и поворотного подвеса) (для возможности использования совместно с верхней транспортной системой, в покрасочных линиях) |
Портал 550 мм (увеличение рабочей глубины на 550 мм). Поставляется в разобранном виде со схемой сборки (для уменьшения транспортных расходов) |
Портал 1100 мм (увеличение рабочей глубины на 1100мм) (включая доп. освещение, увеличение мощности вытяжного вентилятора). Поставляется в разобранном виде со схемой сборки (для уменьшения транспортных расходов) |
Портал 2200 мм (увеличение рабочей глубины на 2200мм) (включая доп. освещение, увеличение мощности вытяжного вентилятора, увеличение количества или общей площади фильтров). Поставляется в разобранном виде со схемой сборки (для уменьшения транспортных расходов) |
Портал 2700 мм (увеличение рабочей глубины на 2700мм) (включая доп. освещение, увеличение мощности вытяжного вентилятора, увеличение количества или общей площади фильтров). Поставляется в разобранном виде со схемой сборки (для уменьшения транспортных расходов) |
Съемный блок управления (для возможности установки блока управления отдельно — на стену). |
Поставка в разобранном виде со сборкой на месте у заказчика (Необходима при отсутствии достаточной ширины проемов в помещении; монтаж производится нашими силами). Стоимость – в зависимости от удаленности места монтажа и условий. |
 Стоимость – в зависимости от удаленности места установки от оборудования.
Стоимость – в зависимости от удаленности места установки от оборудования.Порошковая покраска металла в Мытищах, покраска металла
ОБОРУДОВАНИЕ ДЛЯПОРОШКОВОЙ ПОКРАСКИ МЕТАЛЛА
Камера покраски
Камера защищает поверхность от внешнего воздействия, позволяя выполнить работы максимально качественно. Кроме этого, она дает возможность сбора оставшегося порошка для наиболее экономичного расходования материалов.
Пульверизатор
Оборудование, необходимое для равномерного распределения состава на поверхности. В зависимости от использования, различают ручные и промышленные пульверизаторы.
Печь
Поддерживаемая температура колеблется в пределах 200-250 градусов. Экспозиция выдерживания составляет 30 минут.
Экспозиция выдерживания составляет 30 минут.
ПРОЦЕСС ПОКРАСКИ МЕТАЛЛОИЗДЕЛИЙ
Весь процесс окрашивания производится в четыре этапа.
Подготовка
Подвергающиеся окрашиванию поверхности тщательно зачищаются от ржавчины, окислов и старых покрытий, если таковые имеются, при помощи шлифмашинок, скребков, щеток и пескоструйных аппаратов. В случае необходимости используют специальные растворители. Поверхность тщательно обезжиривается при помощи щелочных и органических составов либо протиранием, либо по средствам полного погружения. Для закрепления антикоррозийного покрытия используют пассивирование. После проведения всех необходимых обработок, детали закрепляют в камере, имеющей заземление и закрытый периметр.
Покраска металла
Деталь равномерно прокрашивается при помощи подходящего распылителя. Для лучшего результата, наносить состав рекомендуется выдерживать одинаковое расстояние и угол наклона относительно поверхности.
Способы нанесения краски:
- Электростатический. Основным подающим является коронирующий электрод с мощностью от 20000 до 100000 В.
- Трибостатический. Суть способа в трении частиц между собой и деталями пистолета-распылителя. Ввиду низкого скоростного режима подачи наиболее целесообразным такой метод считается, когда речь идет о деталях со сложными контурами, выемками и пазами.
 Основным подающим является коронирующий электрод с мощностью от 20000 до 100000 В.
Основным подающим является коронирующий электрод с мощностью от 20000 до 100000 В.Прогревание
Подготовленную деталь помещают в печь. Температурный режим подбирается индивидуально и колеблется от 150 до 250 градусов. Среднее время прогрева составляет 30 минут. При необходимости, экспозиция увеличивается, или уменьшается. Для создания равномерной полимеризации требуется максимально равномерный прогрев всех граней. По завершению обработки в печи, готовая деталь остужается до полного снижения температуры.
ВИДЫ ПОРОШКОВЫХ КРАСОК
Порошковые краски делят на 3 вида.
Эпоксидные порошковые покрытия
Плюсами такой краски являются:
- Устойчивость к агрессивным химическим веществам, топливным смесям и маслам;
- Не требуют грунтовки перед нанесением;
- Не проводит электричество;
- Создает надежное устойчивое к ударам покрытие;
- Улучшает антикоррозийные свойства металла.

Эпоксидные полиэфирные порошковые смеси
При помощи такой краски можно добиться эффекта старения, тисненой кожи и металлического блеска различной интенсивности. Стоит учесть, что данный вид покрытия не устойчив к воздействиям атмосферным и коррозии.
Полиэфирные порошковые краски
По многим свойствам такие составы схожи с эпоксидными красителями. Благодаря устойчивости к ультрафиолетовому излучению и атмосферным явлениям, широкое применение полиэфирные краски получили при обработке деталей и поверхностей, используемых в уличных условиях. Стоит учесть, что к агрессивным химическим средствам такой тип краски устойчивости не имеет.
Для получения услуг по порошковой покраске металла краской в Мытищах вы можете обратиться в нашу компанию.
Услуги порошковой покраски металлических изделий, цены в Йошкар-Оле на заводе Броксталь.
Наилучшим способом покрытия металла является порошковая покраска. Для покраски металла и конструкций используется современное оборудование — профессиональные установки напыления ITW GEMA AG.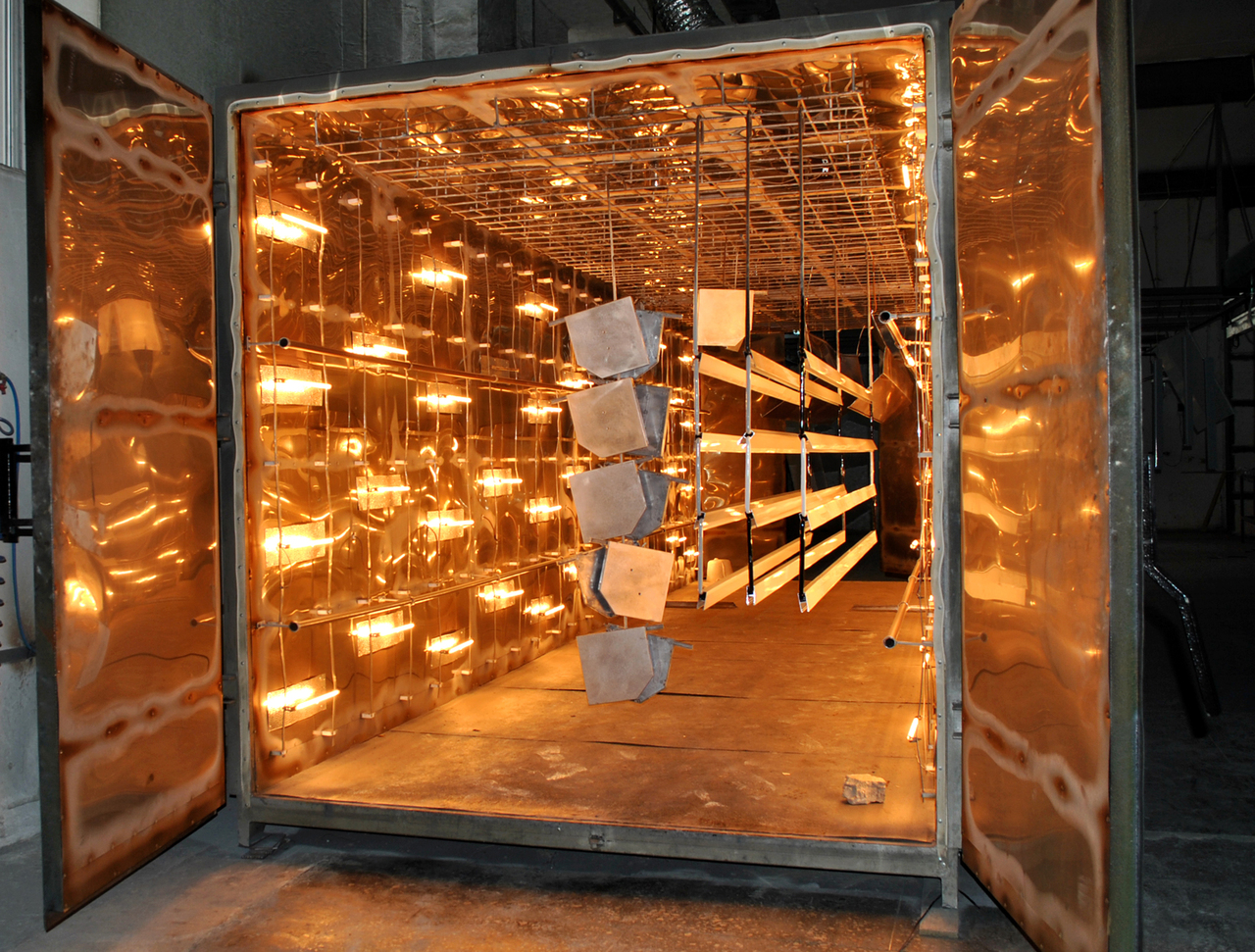 При работе используются краски высокого качества, также можно предоставить свою краску.
При работе используются краски высокого качества, также можно предоставить свою краску.
Стоимость услуг покраски металла в Йошкар-Оле |
|
| Порошковая покраска металлоизделий (краска предоставляется Заказчиком) |
250 руб/кв.м. 185 руб/кв.м. при заказе более 500 кв.м. |
| Порошковая покраска металлоизделий | 500 руб/кв.м. 440 руб/кв.м. при заказе более 500 кв.м. |
| Грунтовка металлоизделий с предварительной зачисткой от ржавчины (грунтовка предоставляется Заказчиком) |
170 руб/кв.м. 135 руб/кв.м. при заказе более 500 кв.м. |
Обладая значительным опытом и специальными знаниями, достаточными для качественного выполнения работ, мы создаем безупречные полимерные покрытия на любых поверхностях. Предлагаем умеренные цены на весь спектр услуг, связанных с покраской металлических поверхностей в Йошкар-Оле на заводе Броксталь, и приглашаем к сотрудничеству организации и частных лиц.
Предлагаем умеренные цены на весь спектр услуг, связанных с покраской металлических поверхностей в Йошкар-Оле на заводе Броксталь, и приглашаем к сотрудничеству организации и частных лиц.
Габаритные размеры: ДхШхВ — 4000х1600х2100 мм
Окрашивание металла путем нанесения на поверхность равномерного слоя композиционного состава в порошкообразном или жидком виде, образующего после высыхания и отвердения пленку, является одним из способов его защиты от коррозии. Порошковая окраска металлоконструкций обеспечивает более долговечное покрытие, превосходящее аналоги (в частности, лакокрасочное) по надежности и внешней привлекательности.
Прайс-лист и цены услуг металлообработки скачать.
ПРЕИМУЩЕСТВА ПОРОШКОВОЙ ПОКРАСКИ МЕТАЛЛА
Порошковое покрытие обладает рядом достоинств, а именно:
- эффективная защита металлопродукции от коррозии;
- эксплуатационная стойкость — срок службы до 50 лет;
- высокая прочность при незначительной толщине в 30-250 мкм;
- устойчивость к воздействию ультрафиолета, кислот, щелочей;
- широкая цветовая палитра и возможность выбора из более чем 100 цветов;
- экологичность — не используются огнеопасные или токсичные растворители;
- нет отходов.

Также вы можете приобрести готовый металлопрокат, ознакомившись с примерами в каталоге: Метизы, Сварочные электроды, Сетка рабица, Сетка кладочная, Сварочная проволока, Стальные балки, Оцинкованные гладкие листы, Профнастил для забора и крыши, Пластиковые заглушки, Отрезные круги, Шлифовальные круги, также имеется различный БУ металл.
Этапы процесса и область применения технологии
Порошковое напыление краски предполагает создание на поверхности полимерного покрытия электростатическим методом с последующей термической обработкой и выдержкой. Цель покраски — получить высококачественный декоративный слой, обладающий высокой адгезией с металлом и придающий ему антикоррозионные свойства.
Порошковая окраска изделий из металла основана на электростатическом притяжении, суть технологии состоит в выполнении следующих этапов:
- Предварительная очистка поверхности перед покраской. Удаляются ржавчина, грязь, пыль и проводится обработка пескоструйным аппаратом, которая в дальнейшем обеспечит глубокое проникновение порошка в поверхность металла.
- Порошковая покраска. Металлическому изделию подается положительный электрический заряд и проводится распыление отрицательно заряженных частиц полимерного порошка, которые надежно прилипают к поверхности, заполняя всю ее площадь благодаря разности потенциалов.
- Полимеризация. Обработанное порошковой краской изделие помещается в печь, где под воздействием температуры 180-200 градусов полимерный порошок расплавляется и происходит формирование прочного покрытия с последующим отвердением или охлаждением.

Обработать таким образом можно автомобильные диски, металлические детали и комплектующие, строительные конструкции (фасадные панели, сайдинг), металлопрокат, алюминиевый профиль, оцинкованное железо, внутреннюю поверхность труб, кованные изделия и т.д.
Порошковая окраска с помощью камеры полимеризации — Порошковая окраска является признанным в мире эффективным способом придания материалу улучшенных защитных и эстетических свойств в короткий срок.
 Технология окраски заключается в электростатическом равномерном распылении мелкодисперсного порошка по всей поверхности детали, с последующим перемещении её в печь полимеризации для закрепления на поверхности. — Каталог — Производство воздуховодов
Технология окраски заключается в электростатическом равномерном распылении мелкодисперсного порошка по всей поверхности детали, с последующим перемещении её в печь полимеризации для закрепления на поверхности. — Каталог — Производство воздуховодовМетод порошковой окраски изделий появился ещё в середине прошлого столетия. В последние 20 лет эту технологию максимально усовершенствовали. Покраска любых металлических изделий при помощи порошка обеспечивает отличное качество поверхности детали, делает его привлекательным и устойчивым к разного рода воздействиям.
Принцип порошковой окраски при помощи камеры полимеризации (печь полимеризации, печь оплавления):
Технология окраски заключается в электростатическом равномерном распылении мелкодисперсного порошка по всей поверхности детали, с последующим перемещении её в печь полимеризации. В камере полимеризации во время работы поддерживается высокая температура, из-за воздействия которой, порошок оплавляется и создает однородное, прочное покрытие.
Покрытие металла порошковой краской с помощью печи полимеризации дает возможность изделиям приобрести декоративные качества. В данный момент существует большое количество цветов порошковой краски. Помимо стандартных цветов есть металлики: цвет серебра, золота, алюминия. Возможно применение различных стилистик и эффектов на рабочем материале, например перламутр, антик, хамелеон, а также варианты разнообразных фактур.
Этапы порошковой окраски:
- Предварительная обработка деталий изделия.
Перед порошковой покраской требуется основательно подготовить изделие. От качества обработки покрытия зависит конечный результат. Необходимо избавиться от ржавчины на материале, а также от разного рода загрязнений (например, битума или известки). Если изделие уже подвергалось окрашиванию, то порошковую краску можно нанести новым слоем, предварительно зачистив поверхность.При этом следует понимать, что при таком варианте нанесения порошка поверх слоя, краска будете иметь меньшее сцепление с поверхностью, чем в случае прямого контакта.
Если по отношению к детали изделия ранее применяли чернение, обязательно нужно очистить поверхность. В противном случае при тепловой обработке могут появится пузыри на поверхности материала. - Завершающая подготовка поверхности
Подразумевает химическое обезжиривание поверхности детали, а также процесс сушки. В некоторых случаях требуется также хроматирование или фосфатирование. - Маскировка
На данном этапе происходит защита элементов поверхности, которые не нужно подвергать окрашиванию порошком.Детали частично покрываются, либо разделяются в случае окраски несколькими цветами. - Порошковая покраска
Детали крепят на транспортёр и отправляют в камеру порошковой окраски, в которой с помощью специального электростатического инструмента осуществляется распыление порошка. После такой обработки покраска держится исключительно на энергии разницы потенциалов металла и нанесённой субстанции. Поэтому порошковую краску можно легко сдуть или стереть. - Полимерное покрытие металла
После нанесения порошка, деталь отправляется в камеру полимеризации порошковой краски (печь полимеризации) для закрепления. В печи во время работы поддерживается высокая температура, из-за воздействия которой, порошок оплавляется и готовая плёнка затвердевает на изделии. Порошковая краска качественно сцепляется с материалом благодаря проникновению в поры деталей. - Завершающий этап
Изделие достают из камеры полимеризации (печь полимеризации). Оно остывает, порошковая краска для металла затвердевает. Максимальная прочность достигается через 24 часа, после чего деталь можно транспортировать на место назначения.


Достоинства порошковой окраски при помощи камеры полимеризации (печь полимеризации, печь оплавления):
Порошковая краска представляет из себя мелкодисперсный порошок, в состав которого входят некоторые полимерные смолы, а также отвердители и вещества, придающие цвет.
Воздействие внутри камеры полимеризации помогает создать высокопрочное, однородное покрытие. При это следует заранее учесть, сможет ли обрабатываемая деталь выдержать контакт с температурой около двухсот градусов по Цельсию.
Порошковое окрашивание безусловно имеет ряд неоспоримых достоинств, выгодно отличающих его традиционных методов покраски металла. Главные из преимуществ:
- Порошковое окрашивание создает эталонное качество поверхности детали;
- Разнообразие цветов и оттенков;
- Возможность применения различных стилистик и эффектов на рабочем материале;
- Экологичность данной технологии;
- Отсутствие растворителей;
- Безопасность порошкового покрытия для людей при прямом контакте;
- Пожаробезопасность;
- Удобство и быстрота нанесения.
Компания «Вива-вент» установила на производстве камеру полимеризации (печь полимеризации) и предоставляет своим клиентам НОВУЮ услугу — окрашивание любых металлических изделий порошковым покрытием RAL разных цветов и оттенков, обеспечивающим отличное качество поверхности детали.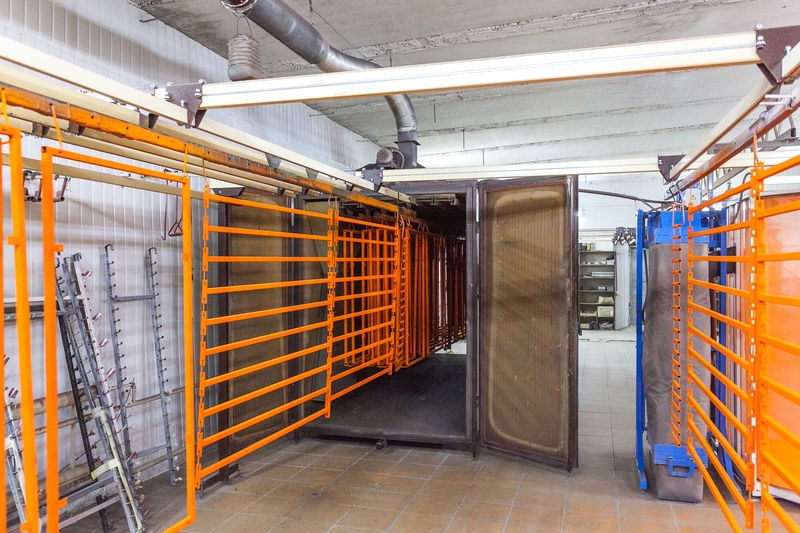
Примеры порошковой окраски изделий с помощью камеры полимеризации смотрите здесь>>
Что из себя представляет КАМЕРА ПОЛИМЕРИЗАЦИИ (ПЕЧЬ ПОЛИМЕРИЗАЦИИ):
Камера полимеризации является сборной конструкцией из сэндвич панелей, заполненных теплоизоляционным материалом. Благодаря особой конструкции камеры полимеризации, температура внутри камеры сохраняется в течение длительного времени, без нагрева наружных стенок и тепловых потерь.
Камера полимеризации (печь полимеризации, печь оплавления) используется для осуществления технологического процесса полимеризации порошковых композиций, предварительно нанесенных на металлические детали.
Проем печи, в который осуществляют загрузку деталий закрывают теплоизолированными дверями, оборудованными специальным запорным механизмом. По периметру дверей установлен термостойкий резиновый профиль.
В полимеризационную печь отдельно монтируется термоблок, который и осуществляет нагрев камеры. Внутри термоблока монтируют ТЭНы, которые устанавливают на боковых стенках и закрывают теплоотражающими экранами. Конструкция термоблока полимеризационной печи дает возможность в короткие сроки осуществлять профилактику нагревательных элементов и замену неисправных ТЭНов. В случае если вам потребуется увеличить рабочий объем камеры полимеризации. Конструкция из сэндвич панелей позволяет легко добавить рабочий объем камеры полимеризации.
Термоблок, подключенный к камере полимеризации, осуществляет принудительную циркуляцию воздуха для создания равномерной температуры внутри камеры.
Подробнее о процессе полимеризации порошковой краски:
- Через дверной проем в полимеризационную печь по транспортной системе загружается тележка с деталями, на которые была нанесена порошковая краска. После этого двери камеры закрываются и запираются спец. механизмом.
- На пульте управления включается вводной автомат и кнопка ПУСК, при этом включается термоблок, полимеризационная камера начинает нагреваться.
- Терморегулятор пульта управления камеры полимеризации настраивается на температуру до 250°С (температура зависит от типа порошковой краски).
- Когда температура в полимеризационной камере достигает 130°С — 140°С порошковая краска начинает выделять летучие вещества в виде дыма. Для их отсоса из камеры полимеризации этих веществ в автоматическом режиме включается вентилятор вытяжки, настроенный на работу в течение 10 секунд с паузой в работе 5 минут.Когда температура внутреннего объема становится на 5°С — 10°С ниже заданной, отключается I группа ТЭНов.
- Когда достигается заданная температура, отключается II группа ТЭНов и включается реле времени, настраиваемое соответственно на 20, 10 или 5 минут.
- После выхода камеры полимеризации с заданного режима выключаются ТЭНы и вентилятор рециркуляции воздуха, включается вентилятор вытяжки и звуковая сигнализация. Если это необходимо, вентилятор вытяжки включается в любое время до или после режима полимеризации (180° С) переводом рукоятки переключателя в режим «Руч».

 Если это необходимо, вентилятор вытяжки включается в любое время до или после режима полимеризации (180° С) переводом рукоятки переключателя в режим «Руч».
Если это необходимо, вентилятор вытяжки включается в любое время до или после режима полимеризации (180° С) переводом рукоятки переключателя в режим «Руч».Порошковая покраска заказать в Санкт-Петербурге по выгодной цене — ПРОМСТРОЙМЕТАЛЛ
Одним из наиболее эффективных способов защиты металла от коррозии считается порошковая покраска, цена которой вполне окупается повышенным сроком службы металлоизделий и снижением эксплуатационных расходов на ремонт и обслуживание.
Компания «Промстройметалл» оказывает услуги по порошковой покраске металлоизделий массой до 600 кг, габаритами до 3500х1400х2250 мм.
Технологические нюансы процесса
Технология заключается в нанесении на предварительно подготовленную поверхность красящего материала, частицы которого заряжены электрическим полем. За счет этого обеспечивается высокая сцепляемость с основанием, прочностные характеристики покрытия. Окончательная полимеризация слоя осуществляется при высокотемпературной обработке в специальной камере.
Основные этапы производства
Выбираем цвет, тип краски в зависимости от предполагаемых условий эксплуатации изделия. Красим в специальной камере, после чего отправляем окрашенную деталь на запекание. На обработку единичных изделий потребуется 2-3 часа.
На что обратить внимание при заказе
Выбирая способ, по которому будет осуществляться порошковая покраска металла, обратите внимание на то, что для различных условий эксплуатации металлоизделий необходимо применение разных материалов. Предлагаем следующие варианты:
- Среди составов стандартного класса для внутренних помещений общего назначения рекомендуем эпоксиполиэфирные краски.
- Для кухни, санпомещений, обслуживание которых осуществляется с применением щелочесодержащих средств, подойдут составы на эпоксидной основе.
- Если предполагается эксплуатация изделия на открытом воздухе с воздействием солнечных лучей, предлагаем полиэфирную краску.
- Для условий с повышенной влажностью больше подойдет покрытие с предварительным нанесением слоя цинкосодержащего грунта.
Обратите внимание — цена покраски порошковой краской во многом зависит от типа выбранного состава.
Наши преимущества
Работаем только с оригинальными порошковыми составами, что позволяет обеспечить устойчивость покрытия к любым внешним воздействиям. При заказе больших объемов предложим хорошую скидку и более выгодную стоимость порошковой покраски.
Чтобы воспользоваться нашими услугами, просто позвоните или оставьте заявку на сайте.
Порошковая покраска в Москве — автоматическая покраска изделий порошковой краской недорого по выгодной цене
Технология нанесения специальных порошковых красок не является новой — покраска данным методом стала применяться около 60-х годов 20 века. Первыми патент получили немецкие промышленники, а лет на 10 позднее оценить плюсы, преимущества и недорогую цену покраски смогла большая часть Европы, начавшая активно использовать порошковые смеси. Экологичная и, что немаловажно, дешевая для бюджета технология позволила сделать гигантский рывок в деле защиты металла от коррозии и сохранения красивого внешнего вида. Метод популярен и сегодня, и, в ряде случаев, является единственной возможностью надолго забыть об обслуживании и защите поверхностей металлических элементов.
Как и в других способах обработки, вышесказанное верно при условии четкого соблюдения всех технологических этапов и строгом контроле результата. И первое, и второе могут гарантировать наши специалисты, не один год потратившие на работу с различными красками, порошками-смесями, обезжиривающими жидкостями , высокотемпературными камерами и т.п.
Мы работаем со шкалой RAL, с использованием которой можно воссоздать любые оттенки и текстуры, в том числе подобрать нужный цвет точно по принесенному образцу. «Пневмопортал» использует продукцию надежных производителей — уважаемых в профессиональной среде, поэтому результат всегда соответствует ожиданиям клиента.
Прежде чем прийти к окончательному виду, изделие проходит в наших цехах несколько циклов обработки и сушки. Если, например, речь идет о металлическом объекте — вначале он освобождается от загрязнений, осматривается и, при наличии признаков ржавчины, отправляется на механическую очистку. Далее поверхность обезжиривается и фосфатируется солями цинка для создания тонкого слоя малорастворимой пленки, повышающей устойчивость к воздействию воды, щелочей, кислот и т.п. Порошок наносится электростатическим способом, гарантирующим равномерное покрытие всех участков металлоизделия, затем, в качестве финишной процедуры, выполняется запекание.
Высокие прочностные характеристики, доступная стоимость и, в особенности, механическая устойчивость в совершенно разных условиях эксплуатации, делают порошковую покраску незаменимой и для окраски стекла, керамики, декоративного камня, МДФ. Вы можете заказать покрытие для любых материалов, выдерживающих температуру 200 С. Порошки выбранной нами линейки поставляются готовыми к заправке в распылитель, и поэтому клиент не переплачивает за колеровку, контроль вязкости и т.п. Краска не имеет запаха, потери в процессе нанесения минимальны — менее 5%, в процессе не используются токсичные компоненты.
Система определения объема пороховой камеры с программным обеспечением артиллерийской укладки
[1] Сон Нуан, Ченг Джихан, Донг Синвен, ЛиЦзюнь, Исследование быстрого разделения решеточного сигнала на основе CPLD [J]. Компьютерное распределенное управление и мониторинг интеллектуальной среды, 2012, 3 (1), 759-761.
DOI: 10.1109 / cdciem.2012.185
[2] Ма Хун , Сон Лу , Че Инь и т. Д.Оптоэлектронные устройства диаметром стальной трубы. Полупроводниковый фотоэлектрический [Дж]. 2000–17 (3) : 261–266.
[3] Бай Супин, Су Лимэй, Ян Юйфэн и др.Больше, чем дизайн системы параллельных половых измерений ракеты. Журнал Чанчуньского университета науки и технологий [J]. 2005,28 (1) : 27–29.
[4] Сунь Сюэчжу, Ван Цинъю, Лю Цин.Датчик CCD в применении фотоэлектрической прецизионной измерительной системы. Промышленные измерения [J]. 2003–21 (6) 51–54.
[5] Бай Баосин, Ма Хун.Система неразрушающего контроля прямолинейности отверстий порошковой камеры. Журнал Чанчуньского университета науки и технологий [J]. 2002,25 (2) : 37–39.
[6] Сун Нуань, Цзяо Ян, Сун Яцзи, Лю Чуньхуэй.Исследование системы измерения скорости камеры доплеровской радиолокационной бомбы на основе LabView. [J]. Оптоэлектроника и исследования материалов. 2012,7 (2): 692-695.
DOI: 10.4028 / www.scientific.net / amr.571.692
Расширенная порошковая камера с интеллектуальными функциями
Alibaba.com предлагает широкий спектр высококачественных, интеллектуальных функций и расширенных наборов для порошковой камеры . для различных целей измерения. Эти многофункциональные предметы, предлагаемые на сайте, оснащены всеми новейшими функциями и изготовлены с использованием передовых технологий для оптимальной работы. Эти умные гаджеты просты в эксплуатации и доступны как в полуавтоматическом, так и в полностью автоматическом вариантах. Эти продукты сертифицированы и проверены регулирующими органами, чтобы гарантировать безупречную работу и долговечность.Берите эти продукты из ведущей камеры для порошка . поставщики и оптовики на сайте для множественных предложений и скидок.Широкие разновидности порошковой камеры . на стройплощадке изготовлены из прочных материалов, таких как АБС, чтобы обеспечить долгий срок службы и очень устойчивы к сложным условиям использования. Эти экологически чистые продукты оснащены интеллектуальным функционалом, позволяющим измерять различные оптические и фотографические качества, а также плотность различных материалов, независимо от твердого или жидкого.Эти продукты также находят применение в отдельных областях, таких как медицинское сканирование, обработка пленок, нефтяная промышленность, энергетические исследования и многие другие.
Широкий выбор порошковой камеры премиум-класса . на Alibaba.com разделены на категории в зависимости от цвета, дизайна, размеров, емкости и характеристик, из которых покупатели могут выбирать. Эти устройства энергоэффективны и работают как от электричества, так и от аккумулятора. Они поставляются с автоматической калибровкой и интеллектуальным цифровым дисплеем, а также являются водонепроницаемыми и термостойкими.Эти устройства также обладают высокой стабильностью, а также превосходными функциями защиты от помех для безупречного функционирования.
Просмотрите различные диапазоны порошковой камеры . на Alibaba.com и покупайте эти продукты в рамках бюджета. Эти продукты можно персонализировать, они имеют стильный и элегантный дизайн с гарантийными сроками. Послепродажное обслуживание также предлагается наряду с недорогими вариантами обслуживания.
Утечка порошка из строительной камеры
Основные файлы cookie помогают сделать веб-сайт пригодным для использования за счет включения основных функций, таких как навигация по страницам или доступ к защищенным областям веб-сайта.Веб-сайт не может работать должным образом без этих файлов cookie.
| Имя | Провайдер | Причина | Истечение срока |
|---|---|---|---|
| WordPress | sintratec.com | Требуется для функциональности страницы | Сессия |
| WooCommerce | sintratec.com | Требуется для Функциональность магазина | 30 дней |
Файлы cookie предпочтений позволяют веб-сайту запоминать информацию, которая меняет его поведение или внешний вид, например, ваш предпочтительный язык или регион, в котором вы находитесь.
| Имя | Провайдер | Причина | Истечение срока |
|---|---|---|---|
| Баннер cookie | sintratec.com | Сохраняет настройки файлов cookie | 360 дней |
| WPML | sintratec.com | Сохраняет предпочтительный язык пользователя | 360 дней |
| WooCommerce | sintratec.com | Сохраняет предпочтительную валюту пользователя | 360 дней |
Статистические куки-файлы помогают владельцам веб-сайтов понять, как посетители взаимодействуют с веб-сайтами, собирая и анонимное сообщение информации.
| Имя | Провайдер | Причина | Истечение срока |
|---|---|---|---|
| Google Analytics | google.com | Статистика использования анонимов | 360 дней |
Маркетинговые файлы cookie используются для отслеживания посетителей в разных странах. веб-сайты. Намерение состоит в том, чтобы отображать рекламу, которая актуальна и интересна для отдельного пользователя и, следовательно, более ценна для издателей и сторонних рекламодателей.
| Имя | Поставщик | Причина | Истечение срока |
|---|---|---|---|
| Отслеживание преобразования службы печати | 360 | ||
| Mouseflow | mouseflow.com | Отслеживание пользователей Mouseflow | 360 дней |
| linkedin.com | Linkedin Insight Tracking | 360 дней | |
| facebook.com | Пиксель отслеживания Facebook, преобразование контактной формы Facebook | 360 дней |
Неклассифицированные файлы cookie — это файлы cookie, которые мы классифицируем вместе с поставщиками индивидуальных файлов cookie.
Мы не используем файлы cookie этого типа.
Создание камеры для порошка Vitrocell® в качестве платформы для отбора частиц по размеру для тестирования сухого порошка in vitro
Создание камеры для порошка Vitrocell® в качестве платформы для отбора частиц по размеру для in vitro тестирования сухого порошка
S.Steiner 1 , M. Hittinger 2 , K. Knoth 2 , H. Gross 2 , S. Frentzel 1 , A. Kuczaj 1 , J.Hoeng 1 , M. Peitsch 1 , T. Krebs 3
1 PMI R&D, Philip Morris Products S.A., Quai Jeanrenaud 5, CH-2000 Neuchâtel, Switzerland
2 PharmBioTec GmbH, Научный парк 1, 66123 Саарбрюккен, Германия
3 Vitrocell® Systems GmbH, Fabrik Sonntag 3, 79183 Waldkirch, Germany
Сводка
Вдыхаемые частицы аэрозоля осаждаются на эпителии дыхательных путей в основном из-за седиментации, импакции и диффузии, кинетика которых сильно зависит от размера частиц и характера потока.В результате эффективность осаждения частиц разного размера различна в каждой области дыхательных путей 1 . Это необходимо учитывать при тестировании сухих порошков на их биологическую активность in vitro , поскольку биологический ответ на осаждение частиц на моделях in vitro является функцией комбинированного действия массы частицы, поверхности и числа 2 .
Порошковая камера Vitrocell® была разработана для избирательного осаждения сухих порошков по размеру на тест-системах in vitro с целью моделирования региональной эффективности осаждения частиц разного размера.
Мы проверили эффективность порошковой камеры Vitrocell® в экспериментах по бесклеточной экспозиции, используя сухие порошки в качестве тестового материала. Наши результаты показывают, что система позволяет контролировать гранулометрический состав нанесенного порошка в заданных диапазонах. Осаждение было равномерным по площади камер экспонирования, но мы наблюдали относительно высокие вариации осаждения массы порошка в отдельных камерах экспонирования.
В совокупности наши результаты демонстрируют, что камера для порошков Vitrocell® является ценным инструментом для тестирования in vitro сухих порошков, которые могут быть кандидатами для ингаляционных терапевтических средств или потребительских товаров.
Строительная камера— обзор
28.2.2 Селективное лазерное спекание
Селективное лазерное спекание (SLS) — еще один ранний процесс 3D-печати, разработанный в Техасском университете в Остине Карлом Декардом, который позже основал DTM Corp. (позже приобретенный 3D Системы). На рис. 28.2 изображено изобретение Декарда [9], в котором сканирующий лазер плавит мелкие частицы порядка 50 мкм в диаметре, чтобы нарастить детали слой за слоем. После спекания каждого слоя объем сборки уменьшается примерно на 100–200 мкм и в камеру добавляется новый порошок.Затем ролик проходит через камеру формирования, чтобы равномерно распределить новый порошок по целевой поверхности для спекания следующего слоя. Поскольку ролик плотно упаковывает порошок, порошок может обеспечить поддержку спеченных поперечных сечений, указанных выше, в большинстве случаев без спекания нижележащих твердых опорных структур.
Рисунок 28.2. Селективный процесс лазерного спекания.
SLS керамики и пластика выполнялась до работы Декарда, даже с той же длиной волны лазера 10.6 мкм [10]. Вклад Декарда заключался в понимании того, что SLS пластмасс регулируется плавлением и остаточным напряжением, как и другие методы обработки полимеров. Соответственно, Декард сосредоточился на снижении остаточного напряжения и повышении надежности процесса SLS, поддерживая камеру сборки около температуры плавления пластика. Контроль температуры в камере формирования не только уменьшил количество энергии, необходимой для спекания частиц, но также уменьшил температурный градиент и последующее коробление в спеченных деталях.В результате SLS можно использовать для печати на полимерах, включая воск (часто используемый для литья по выплавляемым моделям), ABS, нейлон, поливинилхлорид, поликарбонат, керамику и другие. Декард также запрограммировал лазер для спекания, чтобы очертить границы напечатанных поперечных сечений, чтобы улучшить допуски и шероховатость поверхности компонентов, напечатанных SLS. Кроме того, он также выполнил сканирование спекания в разных направлениях, чтобы минимизировать остаточное напряжение и повысить однородность свойств детали.
Для SLS пластмасс мощность лазера порядка 30 Вт; более мощные лазеры на разных частотах (электронные лучи) могут использоваться для SLS металлов, хотя это не является предметом внимания данной главы.Хотя диаметр сканирующего лазера может быть довольно небольшим, минимальный размер элемента, допуски и шероховатость поверхности определяются размером частиц пластмассового порошка. Соответственно, современные SLS-принтеры могут программировать размер и мощность лазера для получения размеров элементов порядка 200 мкм с шероховатостью поверхности порядка 50 мкм. В настоящее время исследователи работают над дальнейшим уменьшением размера частиц и оптимизацией процесса, одновременно расширяя ассортимент материалов для SLS. Обзоры и анализ селективного лазерного спекания доступны в литературе [11–13].
По сравнению с другими процессами 3D-печати, SLS обеспечивает некоторые значительные преимущества, особенно для коммерческих приложений. Во-первых, ассортимент материалов довольно обширен, а качество деталей в отношении размеров элементов, допусков, шероховатости поверхности и прочности очень хорошее. Кроме того, порошок в камере формирования может обеспечить достаточную поддержку для спекания указанных выше целевых поверхностей. Таким образом, детали готовы к использованию после извлечения из рабочего объема или могут подвергаться периодической полировке в вибрационной чаше для шлифовальных и полировальных камней.Основным ограничением является относительно высокая закупочная цена машин SLS и сырья, хотя процесс и использование материала превосходны, поскольку объем сборки может быть эффективно упакован для печати SLS многих деталей одновременно с небольшими отходами материала.
Что такое Fusion Fusion и каковы его плюсы и минусы?
Что такое Powder Bed Fusion?
Рис. 1. Сплавление в порошковом слое (источник: GE)Сварка в порошковом слое — это одна из семи технологий Аддитивного производства , в которых лазер, нагрев или электронный луч используются для плавления и сплавления материала вместе с образованием трехмерного объекта. .
Типы порошкового наплавления
С помощью этого метода можно изготавливать как металлические, так и пластмассовые детали, и его можно разделить на следующие четыре группы по источнику энергии, который он использует для плавления материала.
- Лазерный предохранитель
- Электронно-лучевой предохранитель
- Сплавлено с агентом и энергией
- Термоплавкий
Кроме того, метод Laser Fused можно разделить на Selective Laser Sintering (SLS) , где можно печатать только пластиковые детали, и Direct Metal Laser Sintering или его иногда называют Selective Laser Melting (SLM) , где , как следует из названия, печатный металл.(рисунок 2)
Рис. 2. Типы плавки в порошковом слоеEBM или Электронно-лучевая плавка происходит под электронно-лучевой плавкой, где металлический порошок плавится с использованием электронного луча в высоком вакууме.
HP Multi Jet Fusion (MJF) подпадает под третью категорию, где слой порошка нагревается равномерно вначале, где термоядерный агент используется для связывания порошка с целью создания трехмерных геометрических деталей.
Датская компания Blueprinter использует технологию селективного термического спекания (SHS) , в которой используется термопечатающая головка для спекания термопластичного порошка для создания трехмерных деталей, которые подпадают под четвертую категорию, термоплавление в слое порошка.
Как работает сплавление в порошковой подложке
Схема простого процесса селективного лазерного спекания показана на рисунке 3 ниже, чтобы помочь описать метод плавления в порошковом слое.
Рис. 3. Схема селективного лазерного спекания (Гибсон, Розен и Стакер, 2010)Как показано на схеме выше, принтеры для плавления в порошковом слое имеют две камеры: камеру сборки и камеру для порошка , а также ролик для нанесения покрытия для перемещения. и распределите порошковый материал по камере построения.В некоторых случаях вышеупомянутая установка находится внутри камеры с частичным вакуумом и заполнена инертным газом для защиты расплавленного материала от коррозии. Вы можете прочитать, почему инертная атмосфера предпочтительна и почему это важно ?. Кроме того, некоторые производители имеют две камеры для порошка с обеих сторон или с одной стороны камеры сборки и используют их в качестве камеры избыточного перелива, как показано на рис. 4.
Рис. 4. Камера наплавления в слое порошка (источник: DMG MORI)Камера для порошка и наплавка может перемещаться вверх и вниз по линейной оси z, которая перпендикулярна верхней горизонтальной плоскости.
Хотя каждый тип упомянутой выше техники сплавления в порошковом слое различается в зависимости от технологии, которую он использует для создания трехмерных деталей, каждый в целом следует некоторым общим шагам в процессе создания окончательной детали.
- 3D-модели CAD преобразуются в поперечные сечения объектов и сохраняются в виде файла .stl. (Узнайте, что такое файл .stl и другие акронимы и сокращения для 3D-печати)
- Этот стереолитографический файл детали или деталей загружается и размещается в правильной ориентации через пользовательский интерфейс принтера.Это может быть программное обеспечение для настольного компьютера или принтера.
- Как показано на изображении ниже, область построения может быть заполнена несколькими частями для повышения производительности. Рис. 5. Загрузка нескольких деталей (источник: DMG MORI)
- Порошковая камера заполняется порошкообразным строительным материалом (материалом в форме порошка) вручную или с помощью автоматизированного процесса. Это может быть через картридж строительного материала или бункер. Рис. 6. Валик / лезвие для нанесения покрытия (источник: DMG MORI) Затем валик для нанесения покрытия
- наносит тонкий слой порошка на рабочую платформу.Разрешение деталей определяется толщиной слоя. Иногда после валика для нанесения покрытия используют скребок, лезвие или выравнивающий валик, чтобы обеспечить равномерную толщину верхнего слоя материала. Рис. 7. Powder_bed_fusion_ chambers (источник: изображения Google)
- Затем источник энергии, такой как лазер или электронный луч, используется для выборочного плавления осажденного тонкого верхнего слоя металлического порошка в соответствии с цифровыми данными 2D-поперечного сечения из файла .STL.
- Когда этот слой отсканирован и слит, платформа построения постепенно опускается вниз на разрешение оси z основания.Одновременно на такую же высоту поднимается порошковая камера. Это определяет разрешение детали и толщину порошкового покрытия.
- наносит еще один тонкий слой порошка через камеру или платформу для печати поверх плавленого участка толщиной слоя. Рис. 8. Очистка и удаление излишков порошка (источник: DMG MORI)
- Источник энергии снова сканирует и расплавляет слой. Этот процесс наслоения и слияния продолжается до тех пор, пока трехмерный объект не будет полностью построен.
- В конце операции печати деталь будет похоронена внутри камеры для порошковой сборки. Как показано ниже, порошок будет удален, а сплавленная часть останется соединенной с рабочей пластиной. Несмотря на то, что сварка в порошковом слое не требует поддержки детали, детали все же требуется точка крепления для сборки, поэтому деталь будет построена на построенной плите. Рисунок 9. Детали build_DMLS (источник: DMG MORI)
- Затем детали удаляют с рабочего стола с помощью проволочной эрозии или других средств механической обработки.Следовательно, крайне важно, чтобы детали были спроектированы и загружены в правильной наиболее подходящей ориентации, чтобы избежать ошибок сборки и сократить отходы и время сборки
- В зависимости от размера машины камеры могут быть либо отдельным сменным картриджем, либо встроенными бункерами.
Пригодность материала
В процессе плавления в порошковом слое можно использовать любые порошковые материалы, но следующие материалы являются наиболее распространенными.
- Селективное термическое спекание — нейлон (белый монохромный термопластичный порошок)
- DMLS, SLS, SLM: нержавеющая сталь, титан, алюминий, хром кобальт, сталь
- EBM: нержавеющая сталь, титан, алюминий, кобальт-хром и медь
Типичные характеристики и применение
Преимущества наплавки в порошковой постели
- Низкая стоимость — Сравнительно низкая стоимость.Себестоимость производства снизилась в недавнем прошлом из-за падения цен на машины для плавления с порошковым покрытием.
- Нет или минимальная опора — В большинстве случаев опорные конструкции не требуются, так как порошок действует как интегрированная опорная конструкция. Но для большей точности иногда в качестве опоры используется нижняя рабочая плита.
- Широкий выбор материалов — Для создания трехмерных объектов можно использовать широкий спектр материалов, включая керамику, стекло, пластмассы, металлы и сплавы
- Переработка порошка — В некоторых случаях порошок может быть переработан, хотя для получения более качественных деталей через некоторое время необходимо предварительно нагреть порошок, что может привести к слипанию порошка
Недостатки порошковой наплавки
- Относительно медленное и продолжительное время печати — Предварительный нагрев порошка, создание вакуума, период охлаждения — все это увеличивает время сборки, что делает его одним из самых медленных в аддитивном производстве
- Постобработка — Требуются печатные детали.. для последующей обработки перед использованием, добавляя время и стоимость
- Слабые структурные свойства — Структурные свойства этих материалов неудовлетворительны по сравнению с другими производственными процессами из-за производства на основе слоев.
- Текстура поверхности — Поскольку детали изготовлены из металлического порошка, качество поверхности зависит от размера зерна порошка и будет очень похоже на такие производственные процессы, как литье в песчаные формы, литье под давлением и т. Д.
- Опорная пластина для сборки — Хотя технически для нее не требуются опоры, во избежание таких проблем, как деформация из-за остаточного напряжения, может потребоваться поддержка.Кроме того, большинство принтеров используют рабочую пластину для сборки деталей … следовательно, требуется удаление и постобработка. Это можно уменьшить, если проектировать с учетом этого.
- Переработка порошка — Порошок дорогой, но еще дороже выбрасывается остаточный частично расплавленный или неиспользованный порошок. Чтобы ускорить процесс печати, порошок часто предварительно нагревают. Это означает, что на некоторое количество порошка влияет тепло, несмотря на то, что он не находится в финальной части.
- Термическая деформация — Другая проблема, в основном для полимерных деталей, — это термическая деформация.Это может вызвать усадку и деформацию готовых деталей.
- Высокое энергопотребление — Использует много энергии для создания деталей
Миномет Coehorn 12 фунтов, полномасштабный, диаметр ствола 3 дюйма с пороховой камерой — Hern Iron Works
CAN39-P — Миномет Кохорна, полномасштабный, канал ствола 3 ″ с пороховой камерой, 75 #, длина 13-1 / 2 ″.
Миномет Coehorn всегда был популярен здесь, на заводе Hern Iron Works. Оригинальные изделия того периода имели увеличенное отверстие с уменьшенной пороховой камерой; На протяжении многих лет мы получали запросы и запросы относительно пороховой камеры в любом из наших минометов.Я немного подумал и на самом деле придумал относительно недорогой метод модификации наших литых лайнеров, чтобы теперь можно было предложить Coehorn Mortar с серьезно перестроенной пороховой камерой на нашем 3-дюймовом Coehorn. См. Мой ранний производственный чертеж для деталей лайнера.
Он имеет нашу стандартную облицовку из DOM с толщиной стенки 1/2 дюйма и внутренним диаметром 3 дюйма с внешним диаметром 3 дюйма. x 1-3 / 4 ″ I.D. пробку отверстия машина подогнала и приварила. Теперь ваши мечты воплощаются в жизнь и воплощаются в этом новом предложении !!
Этот миномет отлично смотрится на Базе, доступной на этом сайте как Комплект оборудования и Планы для ступки Кохорна.Вы не будете разочарованы этим исторически точным комплектом и пистолетом! (Обратите внимание — комплект оборудования включает в себя 2 пары ручек, не покупайте комплект И дополнительные ручки без надобности.)
Cannon упакован в коробку и упакован для отправки UPS в США из A — Включено в указанную цену.
Я обычно держу под рукой один или несколько, так как они довольно популярны; Иногда у нас заканчивается товар, но мы сообщим вам, если будет задержка в выполнении вашего заказа! авг.’19 — 4 плюс, в наличии
Выстрел, открывший Гражданскую войну, был произведен из мортиры из козерога. Миномет Coehorn был очень полезным предметом, поскольку он был разработан в 16 веке, а некоторые из них все еще использовались в британских колониальных гарнизонах в 1920-х годах. 12-фунтовая модель 1841 года была установлена на простой станине и обслуживалась экипажем из четырех человек. Он стрелял стандартным 12-фунтовым снарядом на дальность до 1200 ярдов.
Пушки Херна и стволы для минометов, за исключением 8-дюймовой осадной миномета и 8-3 / 4-дюймовой ступки для шаров для боулинга, изготовлены из стальных гильз с минимальной толщиной стенок 1/4 дюйма.и с приварными затворами казенной части. Для отверстий размером более 2 1/4 дюйма мы используем трубы 1/2 дюйма с вытяжкой через оправку (DOM).