Неисправности кривошипно-шатунного механизма
К признакам неисправности КШМ относятся: появление посторонних стуков и шумов, падение мощности двигателя, повышенный расход масла, перерасход топлива, появление дыма в отработанных газах.
Стуки и шумы в двигателе возникают в результате износа его основных деталей и появления между сопряженными деталями увеличенных зазоров. При износе поршня и цилиндра, а также при увеличении зазора между ними возникает звонкий металлический стук, хорошо прослушиваемый при работе холодного двигателя. Резкий металлический стук на всех режимах работы двигателя свидетельствует об увеличении зазора между поршневым пальцем и втулкой верхней головки шатуна. Усиление стука при резком увеличении числа оборотов коленчатого вала свидетельствует об износе вкладышей коренных или шатунных подшипников, причем стук более глухого тона указывает на износ вкладышей коренных подшипников. При большом износе вкладышей возможно резкое падение давление масла. В этом случае эксплуатировать двигатель нельзя.
Падение мощности двигателя возникает при износе или залегании в канавках поршневых колец, износе поршней и цилиндров, а также плохой затяжке головки цилиндров. Эти неисправности вызывают падение компрессии в цилиндре. Компрессию проверяют при помощи компрессометра на теплом двигателе. Для этого выкручивают все свечи, и на место одной из них устанавливают наконечник компрессометра. При полностью открытом дросселе прокручивают двигатель стартером в течение 2-3 секунд. Таким образом последовательно проверяют все цилиндры. Величина компрессии должна быть в пределах, указанных в технических данных двигателя. Разница в компрессии между отдельными цилиндрами не должна превышать 1 кГ/см2.
Повышенный расход масла, перерасход топлива, появление дыма в отработанных газах (при нормальном уровне масла в картере) обычно появляются при залегании поршневых колец или износе колец и цилиндров. Залегание кольца можно устранить без разборки двигателя, залив в цилиндр через отверстие для свечи зажигания специальную жидкость.
Отложение нагара на днищах поршней и камер сгорания снижает теплопроводность, что вызывает перегрев двигателя, падение мощности и повышение расхода топлива.
Трещины в стенках рубашки охлаждения блока и головки блока цилиндров могут появиться в результате замерзания охлаждающей жидкости, заполнения системы охлаждения горячего двигателя холодной охлаждающей жидкостью или в результате перегрева двигателя. Через трещины в блоке цилиндров охлаждающая жидкость может попадать в цилиндры. При этом цвет выхлопных газов становится белым.
Кривошипно-шатунный механизм предназначен для преобразования возвратно-поступательного движения поршня во вращательное движение коленчатого вала.
Детали кривошипно-шатунного механизма можно разделить на:
- неподвижные — картер, блок цилиндров, цилиндры, головка блока цилиндров, прокладка головки блока и поддон. Обычно блок цилиндров отливают вместе с верхней половиной картера, поэтому иногда его называют блок-картером.
- подвижные — поршни, поршневые кольца и пальцы, шатуны, коленчатый вал и маховик.
Кроме того, к кривошипно-шатунному механизму относятся различные крепежные детали, а также коренные и шатунные подшипники.
Блок-картер — основной элемент остова двигателя. Он подвергается значительным силовым и тепловым воздействиям и должен обладать высокой прочностью и жесткостью. В блок-картере устанавливают цилиндры, опоры коленчатого вала, некоторые устройства механизма газораспределения, различные узлы смазочной системы с ее сложной сетью каналов и другое вспомогательное оборудование. Блок-картер изготавливают из чугуна или алюминиевого сплава литьем.
Цилиндры представляют собой направляющие элементы кривошипно-шатунного механизма. Внутри их перемещаются поршни. Длина образующей цилиндра определяется ходом поршня и его размерами. Цилиндры работают в условиях резко изменяющегося давления в надпоршневой полости. Их стенки соприкасаются с пламенем и горячими газами, имеющими температуру до 1500… 2 500 °С.
Цилиндры должны быть прочными, жесткими, термо- и износостойкими при ограниченном количестве смазки. Кроме того, материал цилиндров должен обладать хорошими литейными свойствами и легко обрабатываться на станках. Обычно цилиндры изготавливают из специального легированного чугуна, но могут применяться также алюминиевые сплавы и сталь. Внутреннюю рабочую поверхность цилиндра, называемую его зеркалом, тщательно обрабатывают и покрывают хромом для уменьшения трения, повышения износостойкости и долговечности.
В двигателях с жидкостным охлаждением цилиндры могут быть отлиты вместе с блоком цилиндров или в виде отдельных гильз, устанавливаемых в отверстиях блока. Между наружными стенками цилиндров и блоком имеются полости, называемые рубашкой охлаждения. Последняя заполняется жидкостью, охлаждающей двигатель. Если гильза цилиндра своей наружной поверхностью непосредственно соприкасается с охлаждающей жидкостью, то ее называют мокрой. В противном случае она называется сухой. Применение сменных мокрых гильз облегчает ремонт двигателя. При установке в блок мокрые гильзы надежно уплотняются.
Цилиндры двигателей воздушного охлаждения отливают индивидуально. Для улучшения теплоотвода их наружные поверхности снабжают кольцевыми ребрами. У большинства двигателей воздушного охлаждения цилиндры вместе с их головками крепят общими болтами или шпильками к верхней части картера.
В V-образном двигателе цилиндры одного ряда могут быть несколько смещены относительно цилиндров другого ряда. Это связано с тем, что на каждом кривошипе коленчатого вала крепятся два шатуна, один из которых предназначен для поршня правой, а другой — для поршня левой половины блока.
На тщательно обработанную верхнюю плоскость блока цилиндров устанавливают головку блока, которая закрывает цилиндры сверху. В головке над цилиндрами выполнены углубления, образующие камеры сгорания. У двигателей жидкостного охлаждения в теле головки блока предусмотрена рубашка охлаждения, сообщающаяся с рубашкой охлаждения блока цилиндров. При верхнем расположении клапанов в головке имеются гнезда для них, впускные и выпускные каналы, отверстия с резьбой для установки свечей зажигания (у бензиновых двигателей) или форсунок (у дизелей), магистрали смазочной системы, крепежные и другие вспомогательные отверстия. Материалом для головки блока обычно служит алюминиевый сплав или чугун.
Плотное соединение блока цилиндров и головки блока обеспечивается с помощью болтов или шпилек с гайками. Для герметизации стыка с целью предотвращения утечки газов из цилиндров и охлаждающей жидкости из рубашки охлаждения между блоком цилиндров и головкой блока устанавливается прокладка. Она обычно изготавливается из асбестового картона и облицовывается тонким стальным или медным листом. Иногда прокладку с обеих сторон натирают графитом для защиты от пригорания.
Нижняя часть картера, предохраняющая детали кривошипно-шатунного и других механизмов двигателя от загрязнения, обычно называется поддоном. В двигателях сравнительно малой мощности поддон служит также резервуаром для моторного масла. Поддон чаще всего выполняется литым или изготавливается из стального листа штамповкой. Для устранения подтекания масла между блок-картером и поддоном устанавливается прокладка (на двигателях небольшой мощности для уплотнения этого стыка часто используется герметик — «жидкая прокладка»).
Соединенные друг с другом неподвижные детали кривошипно-шатунного механизма являются остовом двигателя, воспринимающим все основные силовые и тепловые нагрузки, как внутренние (связанные с работой двигателя), так и внешние (обусловленные трансмиссией и ходовой частью). Силовые нагрузки, передающиеся на остов двигателя от несущей системы ТС (рама, кузов, корпус) и обратно, существенно зависят от способа крепления двигателя. Обычно он крепится в трех или четырех точках так, чтобы не воспринимались нагрузки, вызванные перекосами несущей системы, возникающими при движении машины по неровностям. Крепление двигателя должно исключать возможность его смещения в горизонтальной плоскости под действием продольных и поперечных сил (при разгоне, торможении, повороте и т.д.). Для уменьшения вибрации, передающейся на несущую систему ТС от работающего двигателя, между двигателем и подмоторной рамой, в местах крепления, устанавливаются резиновые подушки разнообразных конструкций.
Поршневую группу кривошипно-шатунного механизма образует поршень в сборе с комплектом компрессионных и маслосъемных колец, поршневым пальцем и деталями его крепления. Ее назначение заключается в том, чтобы во время рабочего хода воспринимать давление газов и через шатун передавать усилие на коленчатый вал, осуществлять другие вспомогательные такты, а также уплотнять надпоршневую полость цилиндра для предотвращения прорыва газов в картер и проникновения в него моторного масла.
Поршень представляет собой металлический стакан сложной формы, устанавливаемый в цилиндре днищем вверх. Он состоит из двух основных частей. Верхняя утолщенная часть называется головкой, а нижняя направляющая часть — юбкой. Головка поршня содержит днище 4 (рис. а) и стенки 2. В стенках проточены канавки 5 для компрессионных колец. Нижние канавки имеют дренажные отверстия 6 для отвода масла. Для увеличения прочности и жесткости головки ее стенки снабжены массивными ребрами 3, связывающими стенки и днище с бобышками, в которых устанавливается поршневой палец. Иногда оребряют также внутреннюю поверхность днища.
Юбка имеет более тонкие стенки, чем у головки. В ее средней части расположены бобышки с отверстиями.
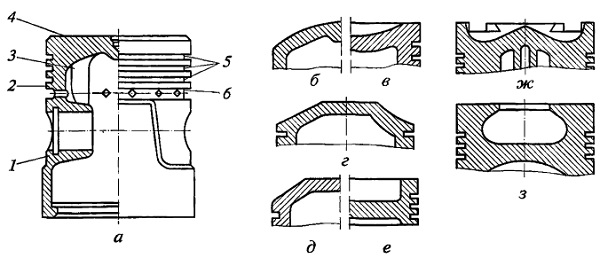
Рис. Конструкции поршней с различной формой днища (а—з) и их элементов:
1 — бобышка; 2 — стенка поршня; 3 — ребро; 4 — днище поршня; 5 — канавки для компрессионных колец; 6 — дренажное отверстие для отвода масла
Днища поршней могут быть плоскими (см. а), выпуклыми, вогнутыми и фигурными (рис. б—з). Их форма зависит от типа двигателя и камеры сгорания, принятого способа смесеобразования и технологии изготовления поршней. Самой простой и технологичной является плоская форма. В дизелях применяются поршни с вогнутыми и фигурными днищами (см. рис. е—з).
При работе двигателя поршни нагреваются сильнее, чем цилиндры, охлаждаемые жидкостью или воздухом, поэтому расширение поршней (особенно алюминиевых) больше. Несмотря на наличие зазора между цилиндром и поршнем, может произойти заклинивание последнего. Для предотвращения заклинивания юбке придают овальную форму (большая ось овала перпендикулярна оси поршневого пальца), увеличивают диаметр юбки по сравнению с диаметром головки, разрезают юбку (чаще всего выполняют Т- или П-образный разрез), заливают в поршень компенсационные вставки, ограничивающие тепловое расширение юбки в плоскости качания шатуна, или принудительно охлаждают внутренние поверхности поршня струями моторного масла под давлением.
Поршень, подвергающийся воздействию значительных силовых и тепловых нагрузок, должен обладать высокой прочностью, теплопроводностью и износостойкостью. В целях уменьшения инерционных сил и моментов у него должна быть малая масса. Это учитывается при выборе конструкции и материала для поршня. Чаще всего материалом служит алюминиевый сплав или чугун. Иногда применяют сталь и магниевые сплавы. Перспективными материалами для поршней или их отдельных частей являются керамика и спеченные материалы, обладающие достаточной прочностью, высокой износостойкостью, низкой теплопроводностью, малой плотностью и небольшим коэффициентом теплового расширения.
Поршневые кольца обеспечивают плотное подвижное соединение поршня с цилиндром. Они предотвращают прорыв газов из надпоршневой полости в картер и попадание масла в камеру сгорания. Различают компрессионные и маслосъемные кольца.
Компрессионные кольца (два или три) устанавливают в верхние канавки поршня. Они имеют разрез, называемый замком, и поэтому могут пружинить. В свободном состоянии диаметр кольца должен быть несколько больше диаметра цилиндра. При введении в цилиндр такого кольца в сжатом состоянии оно создает плотное соединение. Для того чтобы обеспечить возможность расширения установленного в цилиндре кольца при нагревании, в замке должен быть зазор 0,2…0,4 мм. С целью обеспечения хорошей приработки компрессионных колец к цилиндрам часто применяют кольца с конусной наружной поверхностью, а также скручивающиеся кольца с фаской на кромке с внутренней или наружной стороны. Благодаря наличию фаски такие кольца при установке в цилиндр перекашиваются в сечении, плотно прилегая к стенкам канавок на поршне.
Маслосъемные кольца (одно или два) удаляют масло со стенок цилиндра, не позволяя ему попадать в камеру сгорания. Они располагаются на поршне под компрессионными кольцами. Обычно маслосъемные кольца имеют кольцевую канавку на наружной цилиндрической поверхности и радиальные сквозные прорези для отвода масла, которое по ним проходит к дренажным отверстиям в поршне (см. рис. а). Кроме маслосъемных колец с прорезями для отвода масла используются составные кольца с осевыми и радиальными расширителями.
Для предотвращения утечки газов из камеры сгорания в картер через замки поршневых колец необходимо следить за тем, чтобы замки соседних колец не располагались на одной прямой.
Поршневые кольца работают в сложных условиях. Они подвергаются воздействию высоких температур, а смазывание их наружных поверхностей, перемещающихся с большой скоростью по зеркалу цилиндра, недостаточно. Поэтому к материалу для поршневых колец предъявляются высокие требования. Чаще всего для их изготовления применяют высокосортный легированный чугун. Верхние компрессионные кольца, работающие в наиболее тяжелых условиях, обычно покрывают с наружной стороны пористым хромом. Составные маслосъемные кольца изготавливают из легированной стали.
Поршневой палец служит для шарнирного соединения поршня с шатуном. Он представляет собой трубку, проходящую через верхнюю головку шатуна и установленную концами в бобышки поршня. Крепление поршневого пальца в бобышках осуществляется двумя стопорными пружинными кольцами, расположенными в специальных канавках бобышек. Такое крепление позволяет пальцу (в этом случае он называется плавающим) проворачиваться. Вся его поверхность становится рабочей, и он меньше изнашивается. Ось пальца в бобышках поршня может быть смещена относительно оси цилиндра на 1,5…2,0 мм в сторону действия большей боковой силы. Благодаря этому уменьшается стук поршня в непрогретом двигателе.
Поршневые пальцы изготавливают из высококачественной стали. Для обеспечения высокой износоустойчивости их наружную цилиндрическую поверхность подвергают закалке или цементации, а затем шлифуют и полируют.
Поршневая группа состоит из довольно большого числа деталей (поршень, кольца, палец), масса которых по технологическим причинам может колебаться; в некоторых пределах. Если различие в массе поршневых групп в разных цилиндрах будет значительным, то при работе двигателя возникнут дополнительные инерционные нагрузки. Поэтому поршневые группы для одного двигателя подбирают так, чтобы они несущественно отличались по массе (для тяжелых двигателей не более чем на 10 г).
Шатунная группа кривошипно-шатунного механизма состоит из:
- шатуна
- верхней и нижней головок шатуна
- подшипников
- шатунных болтов с гайками и элементами их фиксации
Шатун соединяет поршень с кривошипом коленчатого вала и, преобразуя возвратно-поступательное движение поршневой группы во вращательное движение коленчатого вала, совершает сложное движение, подвергаясь при этом действию знакопеременных ударных нагрузок. Шатун состоит из трех конструктивных элементов: стержня 2, верхней (поршневой) головки 1 и нижней (кривошипной) головки 3. Стержень шатуна обычно имеет двутавровое сечение. В верхнюю головку для уменьшения трения запрессовывают бронзовую втулку 6 с отверстием для подвода масла к трущимся поверхностям. Нижнюю головку шатуна для обеспечения возможности сборки с коленчатым валом выполняют разъемной. У бензиновых двигателей разъем головки обычно расположен под углом 90° к оси шатуна. У дизелей нижняя головка шатуна 7, как правило, имеет косой разъем. Крышка 4 нижней головки крепится к шатуну двумя шатунными болтами, точно подогнанными к отверстиям в шатуне и крышке для обеспечения высокой точности сборки. Чтобы крепление не ослабло, гайки болтов стопорят шплинтами, стопорными шайбами или контргайками. Отверстие в нижней головке растачивают в сборе с крышкой, поэтому крышки шатунов не могут быть взаимозаменяемыми.
Рис. Детали шатунной группы:
1 — верхняя головка шатуна; 2 — стержень; 3 — нижняя головка шатуна; 4 — крышка нижней головки; 5 — вкладыши; 6 — втулка; 7 — шатун дизеля; S — основной шатун сочлененного шатунного узла
Для уменьшения трения в соединении шатуна с коленчатым валом и облегчения ремонта двигателя в нижнюю головку шатуна устанавливают шатунный подшипник, который выполнен в виде двух тонкостенных стальных вкладышей 5, залитых антифрикционным сплавом. Внутренняя поверхность вкладышей точно подогнана к шейкам коленчатого вала. Для фиксации вкладышей относительно головки они имеют отогнутые усики, входящие в соответствующие пазы головки. Подвод масла к трущимся поверхностям обеспечивают кольцевые проточки и отверстия во вкладышах.
Для обеспечения хорошей уравновешенности деталей кривошипно-шатунного механизма шатунные группы одного двигателя (как и поршневые) должны иметь одинаковую массу с соответствующим ее распределением между верхней и нижней головками шатуна.
В V-образных двигателях иногда используются сочлененные шатунные узлы, состоящие из спаренных шатунов. Основной шатун 8, имеющий обычную конструкцию, соединен с поршнем одного ряда. Вспомогательный прицепной шатун, соединенный верхней головкой с поршнем другого ряда, нижней головкой шарнирно крепится с помощью пальца к нижней головке основного шатуна.
Коленчатый вал, соединенный с поршнем посредством шатуна, воспринимает действующие на поршень силы. На нем возникает вращающий момент, который затем передается на трансмиссию, а также используется для приведения в действие других механизмов и агрегатов. Под влиянием резко изменяющихся по величине и направлению сил инерции и давления газов коленчатый вал вращается неравномерно, испытывая крутильные колебания, подвергаясь скручиванию, изгибу, сжатию и растяжению, а также воспринимая тепловые нагрузки. Поэтому он должен обладать достаточной прочностью, жесткостью и износостойкостью при сравнительно небольшой массе.
Конструкции коленчатых валов отличаются сложностью. Их форма определяется числом и расположением цилиндров, порядком работы двигателя и числом коренных опор. Основными частями коленчатого вала являются коренные шейки 3, шатунные шейки 2, щеки 4, противовесы 5, передний конец (носок 1) и задний конец (хвостовик 6) с фланцем.
К шатунным шейкам коленчатого вала присоединяют нижние головки шатунов. Коренными шейками вал устанавливают в подшипниках картера двигателя. Соединяются коренные и шатунные шейки при помощи щек. Плавный переход от шеек к щекам, называемый галтелью, позволяет избежать концентрации напряжений и возможных поломок коленчатого вала. Противовесы предназначены для разгрузки коренных подшипников от центробежных сил, возникающих на кривошипах вала во время его вращения. Их, как правило, изготавливают как единое целое со щеками.
Для обеспечения нормальной работы двигателя к рабочим поверхностям коренных и шатунных шеек необходимо подавать моторное масло под давлением. Масло поступает из отверстий в картере к коренным подшипникам. Затем оно через специальные каналы в коренных шейках, щеках и шатунных шейках попадает к шатунным подшипникам. Для дополнительной центробежной очистки масла в шатунных шейках имеются грязеуловительные полости, закрытые заглушками.
Коленчатые валы изготавливают методом ковки или литья из среднеуглеродистых и легированных сталей (может применяться также чугун высококачественных марок). После механической и термической обработки коренные и шатунные шейки подвергают поверхностной закалке (для повышения износостойкости), а затем шлифуют и полируют. После обработки вал балансируют, т. е. добиваются такого распределения его массы относительно оси вращения, при котором вал находится в состоянии безразличного равновесия.
В коренных подшипниках применяют тонкостенные износостойкие вкладыши, аналогичные вкладышам шатунных подшипников. Для восприятия осевых нагрузок и предотвращения осевого смещения коленчатого вала один из его коренных подшипников (обычно передний) делают упорным.
Маховик крепится к фланцу хвостовика коленчатого вала. Он представляет собой тщательно сбалансированный чугунный диск определенной массы. Кроме обеспечения равномерного вращения коленчатого вала маховик способствует преодолению сопротивления сжатия в цилиндрах при пуске двигателя и кратковременных перегрузок, например, при трогании ТС с места. На ободе маховика закреплен зубчатый венец для пуска двигателя от стартера. Поверхность маховика, которая соприкасается с ведомым диском сцепления, шлифуют и полируют.
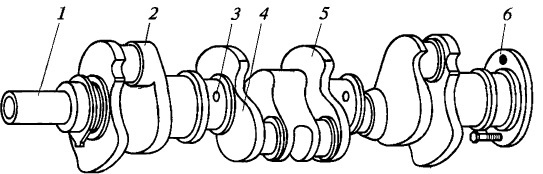
Рис. Коленчатый вал:
1 — носок; 2 — шатунная шейка; 3 — коренная шейка; 4 — щека; 5 — противовес; 6 — хвостовик с фланцем
АЗОРАСПРЕДЕЛИТЕЛЬНЫЙ МЕХАНИЗМ
Газораспределительный механизм служит для открытия и закрытия клапанов, что позволяет наполнять цилиндры двигателя горючей смесью (карбюраторные двигатели) или воздухом (дизели), выпускать отработавшие газы и наделено изолировать камеру сгорания от окружающей среды во время тактов сжатия и рабочего хода.
МЕХАНИЗМЫ ГАЗОРАСПРЕДЕЛЕНИЯ И ВЗАИМОДЕЙСТВИЕ ИХ ДЕТАЛЕЙ
Четырехтактные автомобильные двигатели имеют клапанные механизмы Газораспределения, в которых впуск горючей смеси и выпуск отработавших газов происходит при помощи впускных и выпускных клапанов. В двухтактных двигателях газораспределение осуществлено при помощи шатунно-кривошипного механизма или смешанной системы.
В зависимости от расположения клапанов различают газораспределительные механизмы с нижними клапанами (рис. 1, а), расположенными в блоке цилиндров, и с верхними клапанами, размещенными в головке блока (рис. 1, б и в). При размещении клапанов в головке блока камера сгорания имеет наиболее рациональную форму и меньшую поверхность теплоотдачи, что благоприятно отражается на рабочем цикле: улучшается наполнение цилиндров горючей смесью или воздухом; удобнее регулировать клапаны. Однако такой газораспределительный механизм сложнее, более металлоемок и дороже, чем механизм с нижними клапанами. В карбюраторных двигателях» применяют оба газораспределительных механизма, а в дизелях только механизм с верхними клапанами.
На большинстве автомобильных двигателей распределительные валы установлены в блоке цилиндров — нижнее расположение вала (рис. 1 а, и б). Распределительные валы устанавливают и на головках блока {рис. 1, в) — верхнее расположение вала (двигатели автомобилей Москвич-2140», «Жигули» и др.). В этом случае газораспределительный механизм проще, но имеет довольно сложный цепной привод. Обычно газораспределительный механизм приводится в движение от коленчатого вала через соответствующие шестерни. При вращении распределительного вала кулачок 10 (см. рис. 1, а) набегает на толкатель 9, который поднимается вверх и регулировочным болтом 7 нажимает на стержень клапана 2. Головка клапана отходит от седла /, и цилиндр соединяется с впускным или выпускным трубопроводом. Пружина 4 клапана сжимается. После наполнения или счистки цилиндра кулачок выходит из-под толкателя, и клапан под действием пружины опускается на седло. Клапан передвигается в направляющей втулке 5, запрессованной в блок цилиндров. Пружина одним концом опирается на тарелку 6,соединенную с клапаном при помощи сухарей 5, а другим — в кольцевую проточку блока цилиндров. Положение регулировочного болта в толкателе фиксируется контргайкой 8(двигатели автомобилей ЗИЛ-130К и ГАЗ-52-04).
Во время такта сжатия и рабочего хода -клапан 16 |рис. 1, б) неподвижен а под действием пружины 19 плотно прижат к седлу 15. 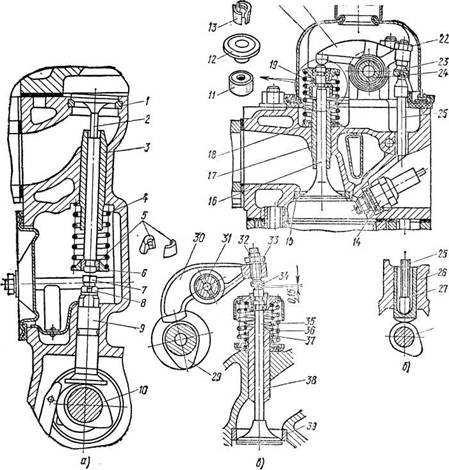
Рис. 1. Газораспределительные механизмы:
а — с нижним расположением клапанов к распределительного вала; б — с верхним расположением клапанов и нижним расположением распределительного вала; в — с верхним расположением клапанов и распределительного вала; 1, 15 и 39 — седла клапанов; 2, 16 и 35 — клапаны; 3, 17 и 38 — направляющие втулки; 4 и 19 —пружины; 5 и 13 — сухари; 6 и 12 — тарелки пружин клапанов; 7 — регулировочный болт; 8, 22и 33 — контргайки; 9 и 27 — толкатели; 10, 25 и 29 — кулачки распределительных валов; 11 — маслоотражательный колпачок клапана; 14 — свеча зажигания; 18 — опорная шайба; 20 — крышка головки блока; 21 и 30 — коромысла; 23 и 52 — регулировочные винты; 24 и 51 — оси коромысел;. 25 — штанга; 26 — блок цилиндров; 54 — наконечник; 55 — внешняя пружина; 37 — внутренняя пружина
При вращении распределительного вала кулачок 23 набегает на толкатель 27 и поднимает его вместе со штангой 25 вверх. Штанга поворачивает на оси 24 коромысло 21, которое нажимает на стержень клапана. Вследствие этого клапан опускается вниз и цилиндр двигателя соединяется с впускным или выпускным трубопроводом. При дальнейшем вращении распределительного вала кулачок выходит из-под толкателя 27, и клапанный механизм под действием пружины возвращается в первоначальное положение. Толкатель, перемещающийся в отверстии блока 26цилиндров, опускается вниз. В короткое плечо коромысла ввернут регулировочный винт 23,имеющий контргайку 22. Клапан с пружиной 19 соединяется при помощи тарелки 12 и сухарей13. Пол нижний конец пружины установлена опорная шайба 18.
При вращении распределительного вала, установленного на головке блока (рис. 1 в), кулачок 29набегает на плечо коромысла 30, и оно поворачивается на оси 31. Наконечник 34регулировочного винта 32 нажимает на стержень клапана 55, пружины 36 и 37 сжимаются, и клапан открывается. После выхода кулачка из-под коромысла клапан под действием пружин плотно садится на седло 9.
ДЕТАЛИ ГАЗОРАСПРЕДЕЛИТЕЛЬНОГО МЕХАНИЗМА
Распределительные шестерни. Распределительный вал приводится во вращение шестернями (рис. 2 а, б и в), реже цепью (рис. 2, г). Отечественные карбюраторные двигатели, за некоторым исключением, имеют шестеренный привод распределительного вала, состоящий, как правило, из двух шестерен. Одна шестерня установлена на коленчатом валу, а другая — на распределительном. Обе шестерни имеют косые зубья для плавного зацепления и уменьшения шума при работе. С этой же целью шестерни распределительных валов двигателей автомобиля ГАЗ изготовляют из текстолита. Распределительные шестерни, установленные на коленчатых валах, делают из стали или легированного чугуна. Дизель автомобиля КамАЗ-5320 (рис. 2, в) имеет пять распределительных шестерен, расположенных в задней части блока цилиндров»
При вращении шестерни 20 (рис. 2, г) в движение приходит бесконечная цепь, приводящая в действие распределительный вал и масляный насос (двигатель автомобиля «Жигули»). При эксплуатации автомобиля цепь постепенно изнашивается и вытягивается. Натяжной механизм позволяет своевременно подтягивать цепь, а успокоитель 26 — гасить ее колебания.
Рис. 2. Приводы газораспределительного механизма:
а —дизеля ЯМЗ-236; б — двигателей автомобилей ЗИЛ-130, ГАЗ-53А и др.; в — дизеля автомобиля КамАЗ-5320; г — двигателя автомобиля ВАЗ-2106 «Жигули»; 1 и 27 — шестерни привода масляного насоса; 2, 14 я 15 — шестерни промежуточные; 3, 10, 13 и 20 —распределительные шестерни коленчатого вала; 4, 7 и 11 — метки; 5, 12, 16 и 25— шестерни распределительного вала; 6 и 17 — шестерни привода топливного насоса; 8 — шестерня привода вентилятора; 9 — ведомая шестерня привода топливного насоса; 18 — шестерня привода насоса гидроусилителя руля; 19 — шестерня привода компрессора; 21 = ведомая ветвь цепи; 22 — башмак натяжного механизма; 23 — натяжной механизм; 24 — распределительный вал; 26 _=- успокоитель; 28 = ведущая ветвь цепи
В четырехтактном двигателе за рабочий цикл в каждом цилиндре по одному разу должны открываться и закрываться впускной и выпускной клапаны, т. е. распределительный вал должен сделать один оборот, а коленчатый вал — два. Для этого шестерня распределительного вала, если привод состоит из двух шестерен, имеет в 2 раза больше зубьев, чем шестерня коленчатого вала. При сборке двигателя необходимо по меткам соединять шестерни, установленные на коленчатом и распределительном валах, а при сборке дизеля также и шестерни привода топливного насоса.
Распределительный вал. Для своевременного открытия и закрытия впускных и выпускных клапанов на распределительном валу имеются кулачки. Закрытие и открытие клапанов обеспечивается распределительным валом и пружинами клапанов. Распределительный вал 1(рис. 3) вместе с кулачками 5
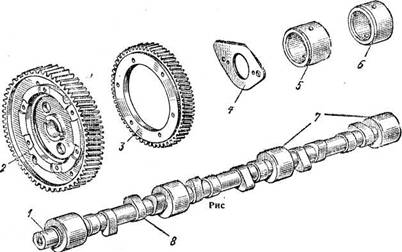
Рис.3. Распределительный вал дизеля ЯМЗ-236 и сопрягаемые с ним детали:
1 — распределительный вал; 2—шестерня распределительного вала; 3— ведущая шестерня привода топливного насоса; 4 —упорный фланец; 5 — передняя опорная втулка; 6 — задняя опорная втулка; 7 — опорные шейки; 8 — кулачки распределительного вала; 9 — шпонкаштампуют из стали (двигатели автомобилей ГАЗ-24 «Волга», ЗИЛ-130, МАЗ-5335, КамАЗ-5320 и др.) или отливают из серого чугуна (двигатели автомобилей «Москвич» и «Жигули»).
У четырехцилиндрового двигателя распределительный вал имеет восемь кулачков, у шестицилиндрового — двенадцать, у восьмицилиндрового — шестнадцать, т. е. по два кулачка на цилиндр. Каждый кулачок управляет одним клапаном — впускным или выпускным.
На распределительном валу могут находиться также шестерня привода распределителя зажигания и масляного насоса (двигатели автомобилей ГАЗ-53А, ЗИЛ-130) и эксцентрик привода топливного насоса. Эксцентрик может быть изготовлен как одно целое с распределительным валом или привернут к нему болтом (двигатель автомобиля ГАЗ-53А). Рабочие поверхности кулачков, опорных шеек, эксцентриков и шестерен стальных распределительных валов подвергают термической обработке и шлифованию для увеличения их надежности и износостойкости. У чугунных валов для этих же целей кулачки и опорные шейки отбеливают.
В качестве подшипников для распределительного вала чаще всего применяют запрессованные в блок цилиндров втулки, залитые антифрикционным сплавом. Диаметры опорных шеек распределительного вала обычно одинаковые (двигатели автомобилей ГАЗ-53А и ЗИЛ-130), но бывают и разные для облегчения сборки (автомобиль ГАЗ-24 «Волга»).
infopedia.su
Ремонт кривошипно-шатунного механизма | ТО и ТР автомобиля
Восстановление коленчатого вала
Коленчатые валы большинства двигателей изготовлены штамповкой из стали 45, 40Х, 50Т и ДР-У некоторых двигателей валы изготовлены литьем из высокопрочного магниевого чугуна. Основными дефектами коленчатых валов являются износ коренных и шатунных шеек и изгиб вала. Реже встречаются повреждения резьбы, трещины, износы шпоночных канавок, отверстий под болты крепления маховика, посадочных мест под шестерню и шкив, маслосгонной резьбы.
Коленчатый вал выбраковывают при наличии трещин, за исключением небольших продольных трещин на коренных и шатунных шейках длиной до 3 мм. При износе коренных и шатунных шеек, выходящем за пределы последнего ремонтного размера, коленчатые валы дизелей также выбраковывают.
Необходимость восстановления коленчатого вала и замены подшипников определяют по превышению допустимых зазоров в подшипниках.
Перед ремонтом коленчатый вал промывают в моечной машине ОМ-36000. Особенно тщательно промывают полости для центробежной очистки масла и масляные каналы. С помощью магнитного дефектоскопа проверяют наличие трещин на шейках вала.
Изгиб вала устраняют специальной правкой местным наклепом.
Изношенные посадочные места под. шестерню или шкив восстанавливают наплавкой в среде углекислого газа проволокой Св-18ХГСА с последующей обработкой под номинальный размер.
Изношенные шпоночные канавки и отверстия под штифты для установки маховика заваривают полуавтоматом в среде углекислого газа проволокой Св-08Г2С. Шпоночную канавку фрезеруют на том же месте, чтобы не нарушить установку распределительных шестерен. Заваренные отверстия после зачистки торцовой поверхности на токарном станке просверливают, зенкуют и развертывают на сверлильном станке.
Наиболее распространенным способом восстановления коренных и шатунных шеек коленчатых валов является шлифование их под ремонтные размеры, установленные для каждой марки двигателя. Перед шлифованием шеек должны быть устранены все другие дефекты вала. Измеряют шейки в двух сечениях на расстоянии 10 мм от щек и в двух плоскостях: в плоскости кривошипа и перпендикулярно ей.
Для шлифования шеек коленчатых валов применяют универсальный шлифовальный станок 3A423, на котором можно шлифовать как коренные, так и шатунные шейки, или специализированные станки. Все шейки шлифуют под один ремонтный размер. Сначала шлифуют коренные шейки, а затем шатунные. За установочные базы при шлифовании коренных шеек принимают фаску отверстия под храповик и фаску или отверстие в торце вала под подшипник. Предварительно эти базы проверяют и при необходимости исправляют. Для проверки коленчатый вал устанавливают в центрах и измеряют его биение по неизношенным поверхностям. Радиальное биение шейки под шестерню и фланца маховика не должно превышать соответственно 0,03 и 0,05 мм.
При шлифовании шатунных шеек за установочные базы принимают шейку под шестерню и наружную цилиндрическую поверхность фланца маховика или прошлифованные крайние коренные шейки.
Перед шлифованием отверстия масляных каналов зенкуют на сверлильном станке или электродрелью со специально заправленным абразивным инструментом или сверлом диаметром 14-16 мм с твердосплавными пластинками.
При шлифовании шатунных шеек коленчатый вал устанавливают в трехкулачковых патронах центросместителей передней и задней бабок. С помощью центросместителей ось коренных шеек смещают относительно оси пинолей передней и задней бабок на величину радиуса кривошипа. Угловая ориентация вала осуществляется индикаторным приспособлением по шлифуемой шейке. Для восприятия усилия, создаваемого при врезании в шейку абразивного круга, и предугреждения прогиба вала применяют люнет.

Рис. Приспособление для установки вала при шлифовании шатунных шеек: 1 — призма; 2 — шатунная шейка; 3 — индикаторное устройство.
Шейки коленчатого вала шлифуют электрокорундовыми кругами на керамической связке зернистостью 16-60, твердостью СМ2, CI, СТ1 и СТ2. Режим шлифования: окружная скорость шлифовального круга — 25-35 м/с; окружная скорость вала — 18-25 м/мин (при шлифовании коренных шеек) и 7-12 м/мин (при шлифовании шатунных шеек), поперечная подача круга — 0,003-0,006 мм/об, продольная подача — 7-11 мм/об. С целью предотвращения образования микротрещин при шлифовании применяют обильное охлаждение.
Для получения шероховатости поверхности Ra 0,16-0,32 мкм после шлифования шейки полируют пастой ГОИ № 20-30 на установке ОР-26320 или на стенде 6749. На специализированных ремонтных предприятиях при больших программах ремонта для доводки шеек вместо полирования применяют суперфиниширование на специальном полуавтомате 3875К.
Шейки коленчатых валов автомобильных двигателей, вышедшие по размерам за пределы ремонтных, наплавляют автоматической наплавкой под слоем флюса и обрабатывают до номинальных размеров.
Восстановленные коленчатые валы подвергают динамической балансировке на специальной машине КИ-4274 или БМ-У4.
После шлифования и полирования шеек коленчатые валы и масляные каналы тщательно промывают и продувают сжатым воздухом.
При контроле восстановленных валов проверяют размеры, определяют конусообразность, овальность, бочко- и седлообразность всех шеек с помощью скобы, настроенной по концевым мерам. Взаимное расположение коренных и шатунных шеек, биение средних коренных шеек, поверхности фланца под маховик, биение поверхностей под шкив и шестерню, смещение осей шатунных шеек относительно общей плоскости, проходящей через первую коренную и первую шатунную шейки, а также радиус кривошипа определяют контрольными приспособлениями. Шероховатость поверхности определяют по образцам шероховатости.
Ремонт шатунов
Шатуны большинства автотракторных двигателей изготавливают из сталей 45, 40Х, 40Г и др. Основные дефекты шатунов: изгиб и скручивание стержня; износ отверстия нижней головки шатуна, втулки и отверстия верхней головки под втулку; износ опорных поверхностей крышки под гайки шатунных болтов и др.
Шатуны выбраковывают при наличии трещин, обломов, аварийных изгибов. Кроме того, шатуны двигателей СМД-60, СМД- 64 и их модификаций выбраковывают, если смяты треугольные шлицы на опорных поверхностях разъема нижней головки.

Рис. Приспособление КИ-724 для проверки шатунов: а — установка шатуна на приспособление; б — установка стрелки индикаторов на ноль; в — устройство оправки: 1 — шатун с крышкой; 2 — призма с индикаторами; 3 — ограничитель; 4 — плита; 5 — зажимной палец; 6 — рукоятка; 7 — оправка; 8 — опорная поверхность оправки; 9 — зажимной винт ограничителя.
Изгиб и скрученность шатунов проверяют при помощи индикаторных и оптических приспособлений. В мастерских общего назначения для проверки шатунов используют приспособление КИ-724, которое является универсальным и позволяет контролировать шатуны двигателей разных марок. Перед проверкой в отверстие плиты 4 приспособления вставляют оправу 7. При этом опорная поверхность 8 оправки для нижней головки шатуна должна находиться вверху, а зажимной палец 5 — внизу. Шатун без втулки верхней головки закрепляют на оправке 7. В отверстие верхней головки шатуна предварительно вводят малую оправку приспособления. Установив призму 2 на малую оправку, перемещают шатун вместе с оправкой и призмой до тех пор, пока упор призмы не коснется поверхности плиты. В таком положении закрепляют оправку рукояткой 6. Затем снимают шатун с приспособления, а призму с индикатором устанавливают на оправку 7 и перемещают, пока упор призмы не коснется поверхности плиты и стрелка индикатора не повернется на 1,0-1,5 оборота. В этом положении стрелку верхнего индикатора устанавливают на ноль. Поворачивают призму на оправке так, чтобы измерительный стержень нижнего индикатора и второй упор соприкасались с плитой, и устанавливают на ноль стрелку другого индикатора.
Устанавливают шатун на оправке 7 так, чтобы его нижняя головка уперлась в ограничитель 3. Ставят призму на малую оправку верхней головки шатуна и подводят ее к плите. При касании упора призмы стрелка верхнего индикатора покажет величину изгиба в сотых долях миллиметра на длине 100 мм. Повернув призму другой стороной, нижним индикатором определяют величину скрученности шатуна.
Для шатунов дизелей всех марок изгиб не должен превышать 0,05 мм, а скрученность — 0,08 мм на длине 100 мм (расстояние между упором призмы и измерительным стержнем индикатора). Допустимый изгиб шатунов автомобильных двигателей 0,03 мм, допустимая скрученность 0,06 мм.
Шатуны, имеющие изгиб или скрученность, выходящие за допустимые значения, восстанавливают или выбраковывают. Допускается правка с подогревом стержня пламенем газовой горелки до температуры 450-500°С. Подогрев снимает внутренние напряжения в стержне шатуна, которые во время работы двигателя стремятся возвратить шатун в исходное (деформированное) состояние.
Износ отверстий нижней головки шатуна устраняют несколькими способами в зависимости от степени износа. Перед восстановлением проверяют опорные поверхности под головки шатунных болтов и гаек, а также плоскости разъема.
Опорные поверхности фрезеруют до выведения следов износа. Смятые или изношенные плоскости разъема фрезеруют или шлифуют до получения параллельности плоскостей с образующей отверстия. Непараллельность допускается не более 0,02 мм на всей длине плоскостей разъема.
Если слой металла, снятый шлифованием с плоскостей разъема крышки, не превышает 0,3 мм, а с плоскостей разъема шатуна 0,2 мм для дизелей и соответственно 0,4 и 0,3 мм для карбюраторных двигателей, то шатун собирают, затягивают гайки с нормальным усилием затяжки и растачивают, а затем шлифуют до номинального размера.
Если отверстия под вкладыши в шатунах изношены настолько, что с плоскостей разъема требуется снимать слой металла больший, чем указано выше, то отверстия восстанавливают наращиванием слоя металла (железнение, газопламенное напыление и др.) с последующей обработкой под номинальный размер.
Газотермическое напыление коренных шеек коленчатого вала ЯМЗ 238. Роботизированный комплекс
Изношенное отверстие под втулку в верхней головке шатуна растачивают или развертывают до выведения следов износа и запрессовывают втулку увеличенного размера по наружному диаметру. Отверстие под втулку растачивают на станке УРБ-ВП-М или на токарном станке с помощью специального приспособления. После расточки втулку раскатывают роликовыми раскатниками на тех же станках. При растачивании оставляют припуск на раскатку 0,04-0,06 мм. Процесс раскатки уменьшает шероховатость поверхности и увеличивает прочность посадки втулки на 70—80%.
Изношенные втулки верхней головки шатуна восстанавливают обжатием с последующим наращиванием наружной поверхности меднением, осадкой в шатуне, термодиффузионным цинкованием с последующей механической обработкой.
Ремонт поршней и пальцев
В большинстве двигателей поршни изготовлены из сплавов алюминия. В процессе эксплуатации в них возможны следующие дефекта: износ наплавляющей части (юбки) поршня, канавок под поршневые кольца и отверстий в бобышках под поршневой палец; задиры и трещины. Основной дефект поршневых пальцев — износ наружной поверхности под втулку верхней головки шатуна и под отверстия бобышек поршня, возможны трещины, сколы и забоины.
Поршни и поршневые кольца, изношенные свыше допустимых пределов размеров, не восстанавливают. При текущем ремонте изношенные отверстия бобышек развертывают под палец увеличенного размера. Чтобы сохранить соосность отверстий, их разворачивают специальной длинной разверткой за один проход. После развертывания проверяют диаметр отверстия индикаторным нутромером и перпендикулярность оси отверстий к оси (или образующей) поршня на специальных приспособлениях.
ustroistvo-avtomobilya.ru
Вопрос №2. Работа кривошипно-шатунного механизма, его неисправности, их причины и способы устранения.
Функциональная задача КШМ во время работы двигателя состоит в превращении возвратно-поступательного хода поршней во вращение коленвала.
При воспламенении топлива в камере сгорания в цилиндрах двигателя возникает давление от газообразных продуктов сгорания топливовоздушной смеси. Двигаемый расширяющимися газами поршень поступательно продвигается к коленвалу, в нижнюю мертвую точку. С помощью кинематических пар «поршень-шатун» и «шатун-вал» поступательное движение поршня преобразовывается во вращательное движение коленвала. Вращение вала через кинетическую связь коленвала, шатуна и поршня становится принуждением к совершению обратного движения поршня в верхнюю мертвую точку.
Неисправности кривошипно-шатунного механизма, их причины и способы устранения.
Износ коренных и шатунных шеек коленчатого вала и их подшипников.
причины неисправности:
— ослабление крепления крышек подшипников;
— применение масла несоответствующего сорта;
— ослабление крепления маховика на валу;
— естественный износ сопряженных поверхностей.
Признаки неисправности:
глухие стуки, которые прослушиваются при переходе на большую частоту вращения.
Для устранения неисправности необходимо:
— расточить коленчатый вал под очередной ремонтный размер и заменить вкладыши;
— подтянуть болты крепления маховика и зашплинтовать их;
— заменить масло в соответствии с инструкцией по эксплуатации.
Износ поршневых пальцев, отверстий в бобышках поршней или бронзовых втулок в верхних головках шатунов.
Причины неисправности:
— применение масла не соответствующего сорта;
— предельный износ сопряженных поверхностей;
— некачественная обработка сопряженных поверхностей.
Признаки неисправности:
звонкие металлические звуки при резком изменении частоты вращения коленчатого вала.
Для устранения неисправности необходимо:
заменить масло и изношенные детали.
Износ поршней и гильз цилиндров, уменьшение компрессии в цилиндрах.
Причины неисправности:
— длительная работа двигателя с большими нагрузками;
— частый перегрев двигателя;
— естественный износ сопряжения;
— износ поршневых колец.
Признак неисправности:
— щелкающие звуки, которые прослушиваются при запуске и прогреве двигателя;
— признаком падения компрессии является падение мощности, дымный выхлоп, повышенный расход моторного масла, неплотное прилегание клапанов, прогорание прокладки головки блока цилиндров.
Для устранения неисправностей необходимо:
— заменить изношенные поршни и кольца;
— очистить кольца и канавки поршня от нагара;
— очистить посадочные фаски клапанов и их седел, а при необходимости отрегулировать зазоры в клапанах;
— заменить прогоревшую прокладку головки блока цилиндров, подтянуть гайки крепления головки блока цилиндров.
ЗАКЛЮЧИТЕЛЬНАЯ ЧАСТЬ.
Преподаватель отмечает, в какой степени отработаны учебные цели занятия. Указывает на характерные недостатки, отмечает порядок и дисциплину на занятии. Отмечает студентов, хорошо и слабо усвоивших материал занятия. Объявляет оценки за ответы студентов, выставляет их в журнал. Даёт указания командиру взвода на подготовку к следующему занятию.
Задание на самостоятельную подготовку:
Изучить материал по конспекту и рекомендованной литературе.
Преподаватель кафедры инженерных войск
Подполковник в запасе Волков Е.А.
Групповое занятие.
Тема №3: Механизмы дизельных двигателей.
Занятия 2: Клапанно-распределительный механизм. Механизм передач.
Учебные, методические и воспитательные цели:
Знать:
— назначение, устройство и работу КРМ.
— назначение, устройство и работу механизма передач.
Время: 2 часа
План занятия:
| Содержание занятия | Время (мин) | |
| 1. 2. 3. | ВВОДНАЯ ЧАСТЬ ОСНОВНАЯ ЧАСТЬ 1. Клапанно-распределительный механизм. Назначение и устройство распределительных валов, шестерен привода и клапанной группы. 2. Работа клапанно-распределительного механизма. Назначение и место зазора в механизмах газораспределения двигателя. 3. Механизм передач. Назначение, устройство деталей механизма передач и его работа. ЗАКЛЮЧИТЕЛЬНАЯ ЧАСТЬ |
Материальное обеспечение:
— плакаты, макеты
— мультимедийный проектор
Литература:
3. Путепрокладчик БАТ-2 (ТО), ВИ, 1987 г, стр. 20
4. Гусеничное шасси путепрокладчика (ТО), ВИ, 1985 г, стр.8-18
Методические рекомендации преподавателю для проведения занятия:
Вводная часть
Принять доклад командира взвода (дежурного).
Проверить наличие личного состава, подписать строевые записки и передать их в учебную часть.
Объявить название темы и занятия, учебные вопросы и цели, пути их достижения, высветит соответствующий электронный слайд. Указать взаимосвязь предлагаемого учебного материала с другими дисциплинами и актуальность изучаемых вопросов в свете предстоящей военно-профессиональной деятельности.
Основная часть
При отработке учебного вопроса особое внимание уделить следующим понятиям и определениям, которые необходимо дать под запись:
— клапанно-распределительный механизм. Назначение и устройство распределительных валов, шестерен привода и клапанной группы.
— работа клапанно-распределительного механизма. Назначение и место зазора в механизмах газораспределения двигателя.
— механизм передач. Назначение, устройство деталей механизма передач и его работа.
Работу студентов периодически контролировать, обходить аудиторию, проверять ведение конспектов, оценивать усвоение материала опросом 2 – 3 человек.
По окончании изложения материала вопросов подвести краткий итог по каждому вопросу.
Контрольные вопросы:
1. Кривошипно-шатунный механизм двигателя. Назначение и устройство неподвижных и подвижных частей.
2. Работа кривошипно-шатунного механизма, его неисправности, их причины и способы устранения.
Заключительная часть
Напомнить тему, учебные цели и степень их достижения. Объявить оценки за ответы студентов на вопросы. Дать задания на самостоятельную работу, высветить соответствующий слайд рекомендованной литературы для самостоятельной работы. При этом целесообразно дать предельно краткую аннотацию.
Ответить на вопросы студентов, для чего оставить 2 – 3 мин. При ответах на вопросы лучше не повторять дословно положений, о которых уже говорилось в ходе лекции, а дать им дополнительные доказательства и обоснования или в зависимости от характера вопроса сообщить новый материал.
Подать команду об окончании занятия.
ВВОДНАЯ ЧАСТЬ.
Принять доклад командира взвода (дежурного).
Проверить наличие личного состава, подписать строевые записки и передать их в учебную часть.
Объявить название темы и занятия, учебные вопросы и цели, пути их достижения, высветит соответствующий электронный слайд. Указать взаимосвязь предлагаемого учебного материала с другими дисциплинами и актуальность изучаемых вопросов в свете предстоящей военно-профессиональной деятельности.
ОСНОВНАЯ ЧАСТЬ.
Вопрос №1. Клапанно-распределительный механизм. Назначение и устройство распределительных валов, шестерен привода и клапанной группы.
Механизм газораспределения (рис. 2.9) обеспечивает своевременный, в точном соответствии с рабочим циклом и порядком работы цилиндров впуск в надпоршневое пространство чистого воздуха и выпуск отработавших газов.
Механизм газораспределения — верхнеклапанный, с двумя впускными и выпускными клапанами на каждый цилиндр и верхним расположением распределительных валов.
Основные элементы механизма газораспределения:
— распределительные валы,
— клапанные механизмы,
— шестерни привода,
— детали крепления.
Распределительные валы предназначены для привода в действие клапанных механизмов. По конструкции валы аналогичны, однако отличаются расположением кулачков. Валы установлены в подшипниках скольжения на специальных кронштейнах головок блоков. Валы — штампованные из стали 13Н2А, опорные шейки и кулачки цементируются и закаливаются токами высокой частоты. Внутренняя полость валов используется для подачи масла через радиальные отверстия к подшипникам скольжения и к сопряжению кулачок — тарель регулировочного винта. С торцов отверстия валов закрыты винтовыми пробками. На концах валов со стороны механизма передач нарезаны прямоугольные шлицы для установки приводных шестерен, которые жестко соединяются с валом с помощью регулировочных втулок 2. Непосредственное соединение втулок с шестернями производится 41 треугольным эвольвентным шлицем. Такая конструкция соединения позволяет осуществлять регулировку фаз газораспределения.
Клапанные механизмы предназначены для соединения (разъединения) надпоршневого пространства с впускными или выпускными коллекторами. По конструкции клапанные механизмы аналогичны и отличаются диаметрами тарелей клапанов: у впускного 54 мм, у выпускного 50 мм, что позволяет улучшить процесс впуска. Впускные клапаны изготовляются из жаропрочной хромоникельванадиевой стали 20ХНЧФА, выпускные — из сильхромовой стали Х10С2М.
Каждый клапанный механизм состоит из собственно клапана, его направляющей, двух клапанных пружин, регулировочного винта, замковой шайбы и седла.
Клапан имеет тарель с фаской под углом 45° к плоскости тарели и направляющий стержень, в торце которого выполнено отверстие с резьбой, а на боковой поверхности три лыски для замковой шайбы. Клапанные пружины обеспечивают плотную посадку клапана в седло. Наличие двух пружин уменьшает габариты клапанного механизма, исключает возможность резонанса. Поломка одной из пружин не приводит к падению клапана в цилиндр, тем самым, исключая возможность поломки двигателя.
Регулировочный винт вворачивается в отверстие стержня, от самоотвинчивания удерживается замковой шайбой, надетой на лыски стержня.
Рис. 2.9. Механизм газораспределения
1 — гайка распределительного вала; 2 — регулировочная втулка; 3 — цилиндрическая шестерня распределительного вала выпуска; 4 — верхняя половина подшипника распределительных валов; 5 — кулачки распределительных валов; 6 — распределительный вал впуска; 7 — распределительный вал выпуска; 8 — пружины клапана; — тарелка клапана; 10 — коробка
наклонного валика; 11 — наклонный валик передачи к распределительным валам; 12 —
коническая шестерня распределительного вала впуска
Вопрос №2.Работа клапанно-распределительного механизма. Назначение и место зазора в механизмах газораспределения двигателя.
Коленвал приводит во вращение с помощью шестеренчатого привода распределительный вал. При повороте распредвала его кулачек воздействует на толкатель, поднимая его, далее на штангу, которая своим верхним концом упирается в регулировочный болт коромысла. Коромысло устанавливается на оси, поворачивается вокруг нее и отжимает клапан вниз. При этом открывается отверстие канала в головке цилиндра, а сжатые пружины еще сильнее сжимаются. Стержень клапана движется в направляющей втулке. Клапан в открытом положении, когда толкатель находится на вершине кулачка. В процессе поворота распределительного вала толкатель опускается и клапан под действием пружины движется вверх. Когда кулачек выходит из-под толкателя, давление на клапан прекращается и он садится плотно в седло.
Число клапанов на каждый цилиндр:
впускных 2
выпускных 2
Впускные клапаны:
открытие до ВМТ, град 20+3
закрытие после НМТ, град 48+3
продолжительность впуска, град 248
максимальный подъем клапана, мм 13
зазор между тарелкой клапана и
затылком кулачка распределительного
вала, мм 2,34+0,1
Выпускные клапаны:
открытие до НМТ, град 48+3
закрытие после ВМТ, град 20+3
продолжительность выпуска, град 248
максимальный подъем клапана, мм 13
зазор между тарелкой клапана и затылком
кулачка распределительного вала, мм 2,34+0,1
Фазы газораспределения
(в градусах поворота коленчатого Вала)
cyberpedia.su
Как устроен и для чего служит кривошипно-шатунный механизм? 7 основных неисправностей, которые могут возникнуть в его работе
Если у вас есть автомобиль, то с вероятностью 99.99%, в нём есть кривошипно-шатунный механизм (КШМ). Его нет только в «чистых» электромобилях, а также автомобилях с роторно-поршневым двигателем, а также в газотурбинных двигателях. Все остальные автомобильные двигатели внутреннего сгорания построены именно на базе КШМ, и неважно, дизельные они или бензиновые. Данная система передаёт энергию горения рабочей смеси через коленчатый вал и далее трансмиссию на колёса автомобиля, преобразуя возвратно-поступательное (туда и обратно) движение поршней в цилиндрах мотора во вращательное движение коленчатого вала.

Содержание статьи
Устройство механизма
Классический кривошипно-шатунный механизм был известен ещё в Древнем Риме. Использовался похожий принцип в Римской пилораме, только там вращение, под воздействием течения реки, водяного колеса превращалось в возвратно-поступательное движение пилы.
В паровых машинах также использовался КШМ, похожий на использующийся сейчас в автомобильных двигателях внутреннего сгорания (ДВС). Только в нём поршень был соединён с шатуном через шток и цилиндр низкого давления. Схожая конструкция используется иногда в ДВС и по сей день.
В так называемых крейцкопфных двигателях поршень жёстко соединён с крейцкопфом – деталью, движущейся по неподвижным направляющим в одном измерении, как и поршень, через шток, а далее по привычной схеме – шатун с коленвалом. Это позволяет увеличить рабочий ход поршня, а иногда делает цилиндр двусторонним, в таких конструкциях добавлена ещё одна камера сгорания. Такой тип КШМ применяется чаще всего в судовых дизелях и другой крупной технике.

Кривошипно-шатунный механизм состоит из двух основных групп деталей – подвижных и неподвижных:
- К подвижным частям КШМ относятся следующие детали: поршни, которые вместе с кольцами и пальцами объединены в поршневую группу, шатуны, коленчатый вал (в просторечном сокращении — коленвал), подшипники коленвала и маховик.
- Неподвижные – это картер, объединённый с блоком цилиндров, гильзы цилиндров, головка блока цилиндров. Также к ним относятся поддон (нижний картер), полукольца коленвала, картер маховика и сцепления, а также кронштейны и детали крепежа.
Иногда выделяют и цилиндропоршневую группу, в которую входит поршневая и гильза цилиндра.
Блок цилиндров
Блок цилиндров сейчас неотделим от картера блока. Так, кстати, было не всегда – на старых двигателях (у «Запорожца», например) они могли быть изготовлены раздельно. Именно картер вместе с блоком цилиндров – основной узел конструкции двигателя автомобиля.
Внутри блока и происходит вся полезная работа двигателя. К блоку цилиндров крепятся внизу — нижний картер (поддон), сверху — головка блока, сзади — картер маховика, топливная, выпускная системы и другие детали двигателя. Сам блок прикреплён к шасси автомобиля через специальные «подушки».
Материал, из которого изготовлена эта важная часть двигателя – чаще всего либо алюминий, либо чугун. На спортивных автомобилях могут применяться и композитные материалы. В блок запрессованы съёмные гильзы, которые облегчают ход поршней и ремонтопригодность блока – то есть его расточку под «ремонтные» поршни и кольца. Гильзы делают из чугуна, стали или композитных сплавов. Существует два вида гильз:
- «сухие» — когда внешняя поверхность гильз не омывается охлаждающей жидкостью;
- «мокрые» — когда гильзу снаружи охлаждает поток жидкости.
Каждый вариант имеет свои достоинства и недостатки.
Поршни
Поршень – это металлическая деталь, которая имеет форму стакана, и в некоторых автопредприятиях водители и автослесари со стажем старые поршни, очищенные от нагара, в качестве стаканов и использовали. Однако основное его предназначение, естественно, не в этом, а для того, чтобы преобразовывать потенциальную энергию давления и термическую энергию температуры газов в кинетическую энергию вращения коленчатого вала в момент рабочего хода.

Во время тактов впуска он служит в качестве насоса, затягивающего воздух или горючую смесь, в ходе такта сжатия сжимает её, а в ходе такта выпуска — помогает удалению отработанных газов. Во время рабочего хода (точнее, чуть раньше) смесь воспламеняется (или форсунка впрыскивает топливо на дизельных двигателях), и горящие газы давят на поршень, заставляя его выполнять работу по преобразованию термической энергии в кинетическую.
Поршень современного автомобильного двигателя выполнен чаще всего из сплавов на основе алюминия. Они обеспечивают хороший отвод лишнего тепла, к тому же довольно лёгкие.
Составные части поршня автомобильного двигателя – это днище, уплотняющяя часть и юбка. Поршень соединяется с шатуном при помощи находящегося в юбке пальца. Для обеспечения плотности соединения поршня со стенкой цилиндра применяются поршневые кольца.
Поршневые кольца
Это плоские незамкнутые (с разъёмом в несколько десятых долей миллиметра) стальные или чугунные кольца, надеваемые в специальные канавки на уплотнительную часть поршня. Они служат для нескольких целей:
- Уплотнение. Качественные, неизношенные кольца повышают компрессию (давление в цилиндре).
- Теплопередача. Компрессионные кольца передают лишнее тепло гильзе цилиндра, предотвращая перегрев двигателя.
- Не пропускают моторное масло из картера в камеру сгорания, но оставляют на стенках гильзы небольшой слой масла для смазки цилиндра. Самое нижнее кольцо называется маслосъёмным. Его конструкция специально разработана под эту задачу.
Поршневые пальцы
Поршневой палец нужен для того, чтобы связать поршень с шатуном. Он находится во внутренней части юбки поршня и представляет собой металлический цилиндр, отдалённо похожий на палец (отсюда и название). Шатун не крепится жёстко на пальце, ведь надо обеспечивать максимально ровную передачу крутящего момента от поршня к шатуну и далее. Выполнены пальцы обычно из легированной стали.
Пальцы делятся на фиксированные и плавающие. Фиксированный жёстко прикреплён к юбке поршня, и двигается на нём только шатун, а плавающий палец как в поршневой юбке, и на шатуне может крутиться. Сейчас в конструкциях автомоторов преобладают плавающие пальцы, обеспечивающие более полную и плавную передачу крутящего момента и снижающие нагрузку на детали КШМ.
Шатун

Для того, чтоб передать крутящий момент с поршня на коленвал, служит шатун, соединяющий две этих важных детали. Для того, чтобы ремонт шатуна не вызывал особых трудностей, в нём применяются специальные вкладыши, фактически разборный подшипник скольжения, хотя в некоторых двигателях с малой скоростью вращения коленвала по-прежнему применяются баббитовые вкладки, а в быстроходных моторах в обеих головках шатуна (как нижней, так и верхней) установлены подшипники качения. По форме шатун похож на рычаг или гаечный ключ с двутавровым сечением. Его верхняя, обычно неразъёмная головка соединяет его с пальцем поршня, а нижняя, разъёмная соединяет шатун с коленчатым валом. Делают шатуны чаще всего из легированной, иногда из углеродистой стали.
Коленчатый вал
Коленчатый вал, или сокращённо коленвал – одна из важнейших деталей мотора, впрочем, лишних деталей не бывает. Он имеет форму вала с «искривлениями» в сторону, к которой через оси прикреплены шатуны двигателя. Он состоит из следующих деталей:
- Шейки. Они нужны для того, чтобы закрепить коленвал на картере и шатуны на нём. Подразделяются на коренные и шатунные. На коренных крепится к картеру сам коленчатый вал, на шатунных шейках к коленвалу крепятся шатуны.
- Щёки – они и являются своего рода «коленями» коленчатого вала, именно они крутятся вокруг оси коленчатого вала. Щёки коленвала соединяют коренные и шатунные шейки.
- Передняя выходная часть вала. К ней присоединены шкивы отбора мощности для привода через ремень, цепь или шестерни распредвала, системы охлаждения генератора и других агрегатов.
- Задняя выходная часть вала. Она соединена с маховиком и служит для отбора мощности для «основного предназначения» автомобиля – для движения.
В конструкции коленчатого вала также предусмотрены дополнительные детали, например, противовесы, предназначенные для компенсации вибраций вала, возникающих при ударных нагрузках.
Коленчатые валы чаще всего изготавливаются либо из стали, либо из высококачественного лёгкого чугуна. Чугунные коленвалы изготавливаются при помощи литья, стальные – при помощи штамповки.
Картер двигателя
Картер, отливаемый вместе с блоком цилиндров – основная деталь двигателя автомобиля, можно сказать, что рама двигателя. Именно на картере закреплены основные части двигателя, в нём крутится коленчатый вал, в цилиндрах двигаются поршни и происходит непосредственный процесс превращения энергии сгорания топлива в энергию вращения колёс вашего автомобиля.
Ещё картер является основным местом для размещения моторного масла, которое смазывает двигатель. Для хранения масла также предназначен поддон – нижняя часть картера.
Принцип работы кривошипно-шатунного механизма
Во время основного такта работы автомобильного двигателя – рабочего хода (расширения), горящие газы давят на поршень, а тот двигается вниз — от верхней мёртвой точки к нижней, тем самым передавая энергию посредством пальца и шатуна на коленчатый вал. Шатун может ограниченно поворачиваться и вокруг оси пальца поршня, и вокруг шатунной шейки коленвала, и таким образом поступательное движение поршня превращается во вращательное.

Стоит заметить, что при остальных тактах коленчатый вал через шатун, наоборот, сообщает возвратно-поступательное движение поршню. Где он его берёт? Из «рабочих» цилиндров, энергии коленвала и маховика, а при запуске – стартера.
Неисправности, возникающие при работе КШМ и их причины
Неполадки и поломки в кривошипно-шатунном механизме могут произойти в самых разных его узлах. Чтобы свести риск возникновения этих неприятностей до минимума, необходимо знать, отчего они происходят. Чаще всего это нагар на деталях и их износ. Наиболее часто происходят поломки КШМ от использования некачественного автомобильного топлива и масла. Особенно это чревато для дизелей, которые требовательны к качеству горюче-смазочных материалов, что может вывести из строя не только КШМ. Редкая смена масла, несвоевременная замена топливных, воздушных и масляных фильтров – всё это также несёт потенциальную угрозу поломок. Может послужить причиной неисправности перегрев двигателя, а также утечка и снижение уровня моторного масла в двигателе.
Перегрев двигателя может привести даже к заклиниванию. Чтобы этого не случилось, заливайте качественную охлаждающую жидкость и следите за состоянием системы охлаждения.
Бывает, что проблема в системе питания или в зажигании. Тогда смесь сгорает не полностью или неравномерно.
Ещё одна распространённая причина поломок – это использование некачественных запчастей. Не покупайте фейк и пользуйтесь услугами проверенных автосервисов.
Перечень неисправностей КШМ
Главные неприятности, которые могут случится с кривошипно-шатунным механизмом:
- Как шатунные, так и коренные шейки коленчатого вала подвержены износу и механическим повреждениям.
- Износ, механические повреждения и даже расплавление могут угрожать и вкладышам (подшипникам) шеек коленвала.
- «Болезни» поршневых колец – это закоксовывание не до конца сгоревшими продуктами горения (углеводороды окисляются только до углерода), их залегание и даже поломки, что может привести к фатальным последствиям.
- Цилиндропоршневая группа также подвержена износу. В современных «движках» это не так заметно, всё-таки они созданы по последнему слову техники, но у каждой детали имеется конечный ресурс.
- На днище поршня может отложиться нагар.
- В деталях могут появиться трещины, они могут прогореть, обломиться и даже расплавиться.
- Двигатель может даже заклинить.
Признаки наличия неисправностей в работе КШМ
Могут насторожить посторонние стуки в двигателе. Возможно, это связано с детонацией или вам попалось не слишком качественное топливо. Последствия как детонации, так и некачественного топлива могут быть печальными. Звук при детонации более звонкий, а вот глухой звук может свидетельствовать о том, что износились шейки коленвала. Если же он совсем звонкий и происходит не только при резком увеличении оборотов (например, если вы быстро тронулись с места), то вполне возможно, что вкладыши шейки коленвала начинают плавиться. Возможно, причиной масляное голодание, но так или иначе – в сервис.
Также многое может сказать дым из двигателя. Если он сизый, то значит, что в камеру сгорания попадает масло. Возможно, виной тому маслосъёмные колпачки ГРМ, а возможно, проблема в поршневых кольцах. Накопление нагара на поршнях и цилиндрах приводит к увеличению трения и повышенному износу деталей. Если проблема в кольцах, то будет снижена компрессия, хотя понижение компрессии может быть связано и с другими причинами.
Обслуживание КШМ
Прежде всего, общие советы: «машина любит ласку, чистоту и смазку». Следует вовремя проверять уровень масла, не допускать перегрева двигателя и заправляться только качественным горючим. Серьёзные проблемы с КШМ решаются только в автосервисе. Разумеется, есть автолюбители, которые самостоятельно могут расточить цилиндр до ремонтного размера, но это всё же характерно для не самых новых автомобилей.
В «закоксованных» двигателях можно провести раскоксовку, которая делается как с разбором двигателя, так и при помощи специальных средств – без такового. Однако, подобные манипуляции лучше доверить профессионалам. Соблюдайте сроки ТО.
Заключение
Кривошипно-шатунный механизм – это важнейший агрегат в автомобиле. От его функционирования зависит состояние всего автомобиля и настроение его владельца. Следите за его технической исправностью, и двигатель будет работать долго, радуя вас мощностью и экономичностью.
auto-gl.ru
Ремонт и техническое обслуживание кривошипно-шатунного механизма
Ремонт и техническое обслуживание кривошипно-шатунного механизма
Ремонт кривошипно-шатунного механизма заключается в замене или ремонте его деталей. Ремонт, как правило, осуществляется со снятием двигателя с автомобиля. Не снимая двигатель с автомобиля, можно только производить снятие или установку крышки головки блока цилиндров, головки блока цилиндров, поддона масляного картера, а также замену их прокладок. При установке вышеперечисленных деталей затяжка гаек и болтов их крепления осуществляется в определенном порядке в соответствии с общим правилом крепления корпусных деталей: от центра к периферии методом крест-накрест. Такой способ затяжки позволяет обеспечить герметичность креплений и всего механизма.
Крышку головки цилиндров снимают и устанавливают в том случае, если есть необходимость замены или ремонта головки цилиндров двигателя, при подтяжке гаек и болтов ее крепления, при замене прокладки головки блока. Кроме того, крышку головки цилиндров необходимо снимать при техническом обслуживании и ремонте газораспределительного механизма (регулировке зазоров клапанов, замене маслоотражательных колпачков и других деталей газораспределения). Снятие и установка крышки цилиндра производится аккуратно, чтобы не повредить прокладку крышки, кроме того, при ремонте двигателя желательно иметь запасную прокладку крышки для замены в случае повреждения ее при разборке или на тот случай, если старая прокладка окажется поврежденной в процессе эксплуатации двигателя. Кроме этого запасная прокладка может понадобиться в том случае, если старая резиновая прокладка потеряет свои уплотняющие свойства из-за затвердевания.
Снятие и установка головки блока цилиндров осуществляется в том случае, если необходимо произвести ее замену, при замене прокладки головки, ремонте газораспределительного механизма. Кроме этого головку блока цилиндров снимают в том случае, когда осуществляют удаление нагара со стенок камер сгорания и с днища поршней, а также если применение специальных веществ для удаления нагара не приносит результатов. Признаками отложения нагара являются перегрев двигателя и продолжение работы в течение нескольких секунд после выключения зажигания. Для того чтобы снять головку блока цилиндров, необходимо сначала слить охлаждающую жидкость, потом снять приборы, установленные на головке; отвернуть болты, при помощи которых она крепится к двигателю. После этого можно аккуратно снять головку, чтобы не повредить прокладку. В том случае, если прокладка прилипла к головке цилиндров, ее отделяют при помощи тонкой металлической пластины или тупого ножа. При удалении нагара нужно поочередно установить поршни в ВМТ, затем размягчить нагар ветошью, смоченной керосином, и после этого удалить образовавшийся нагар скребком из мягкого металла или из дерева. При удалении нагара со стенок камеры сгорания необходимо проделать те же самые операции.
Установка головки цилиндров производится в обратной последовательности. Перед установкой старой прокладки ее нужно натереть порошкообразным графитом для обеспечения герметичности. Однако лучше всего при каждом снятии-установке головки блока цилиндров производить замену старой прокладки на новую. После установки головки блока цилиндров необходимо произвести затяжку ее креплений к блоку. Затяжка креплений осуществляется на холодном двигателе при помощи динамометрического ключа с определенным моментом и в определенной последовательности. В процессе эксплуатации двигателя головка не нуждается в дополнительном подтягивании крепежных элементов, благодаря применению специальных болтов и установки безусадочной прокладки. Для ремонта и замены остальных деталей кривошипно-шатунного механизма необходимо снять двигатель с автомобиля и произвести полную или частичную его разборку. Для того чтобы определить пригодность детали к ее дальнейшему применению, необходимо произвести проверку технического состояния деталей кривошипно-шатунного механизма.
Проверка технического состояния блока цилиндров заключается в тщательном визуальном контроле целостности блока, в измерении величин его деформации, а также износов поверхностей цилиндров и отверстий под коренные подшипники. Перед проверкой технического состояния блок цилиндров нужно тщательно очистить, а также промыть все его внутренние полости (особенно каналы смазочной системы) горячим раствором каустической соды при температуре 75-85 °С. Если на блоке цилиндров имеются повреждения (трещины, пробоины, сколы), то блок, как правило, подлежит немедленной замене. Небольшие трещины заделывают эпоксидным составом или устраняют при помощи сварки. В процессе определения деформации блока цилиндров осуществляется контроль соосности отверстий под коренные подшипники, а также неплоскостности его разъема с головкой блока цилиндров.Неплоскостность разъема блока с головкой цилиндров проверяют при помощи набора щупов, линейки или поверочной плиты. Линейку устанавливают по диагоналям плоскости разъема и посередине в продольном и поперечном направлениях. После этого при помощи подложенного под нее щупа определяют величину зазора между щупом и линейкой. Блок считается пригодным для дальнейшего применения, если величина зазоров не превышает 0,1 мм. Если величина зазора.не превышает 0,14 мм, то плоскость разъема необходимо прошлифовать для устранения ее неплоскостности. При зазоре более 0,14 мм блок цилиндров подлежит замене. .
Несоосность отверстий коренных подшипников проверяется при помощи специальной оправки. Для проверки необходимо вставить оправку в отверстие коренного подшипника. Если оправка вставляется одновременно во все отверстия коренных подшипников, то блок считается пригодным для дальнейшего применения, если оправка не вставляется одновременно во все отверстия, то блок цилиндров необходимо заменить на новый.
После этого необходимо провести измерение диаметров цилиндров и отверстий под коренные подшипники. Для этой операции применяют индикаторный нутромер. Если износ отверстий превышает допустимые значения, то блок цилиндров либо меняется на новый, либо растачивается под ближайший ремонтный размер. После такой расточки в блок цилиндров устанавливают поршни и поршневые кольца, соответствующие ремонтному размеру.
Через каждые 10 000-15000 км пробега нужно проверять и при необходимости подтягивать болты и гайки крепления опор двигателя, а также очищать их резиновые подушки. Кроме того, по мере накопления пыли и грязи следует протирать поверхность двигателя ветошью, смоченной специальным очистителем.
avtokriminalist.ru
Текущий ремонт кшм и грм
Характерными работами при ТР КШМ и ГРМ является замена гильз, поршней, поршневых колец, поршневых пальцев, вкладышей шатунных и коренных подшипников, клапанов, их седел и пружин, толкателей, а также шлифование и притирка клапанов и их седел.
Замена гильз блока цилиндров производится в случаях, когда их износ превышает допустимый, при наличии сколов, трещин любого размера и задиров , а также при износе верхнего и нижнего посадочных поясков.
Извлечь из гильзы из блока цилиндров достаточно трудно. Поэтому их выпрессовывают с помощью специального съемника, захваты которого зацепляют за нижний торец гильз.
Перед запрессовкой новой гильзы ее необходимо подобрать по блоку цилиндров таким образом, чтобы ее торец выступал над плоскостью разъема с головкой блока. Для этого гильзу устанавливают в блок цилиндров без уплотнительных колец, накрывают поверочной плитой и щупом замеряют зазор между плитой и блоком цилиндров.
Гильзы, установленные в блок без уплотнительных колец, должны свободно проворачиваться. Перед окончательной постановкой гильз следует проверить состояние посадочных отверстий под них в блоке цилиндров.
Гильзы, установленные в блок без уплотнительных колец, должны свободно проворачиваться. Перед окончательной постановкой гильз следует проверить состояние посадочных отверстий под них в блоке цилиндров. Если они сильно поражены коррозией или имеют раковины, необходимо отремонтировать их нанесением слоя эпоксидной смолы, смешанной с чугунными опилками, который после застывания прочистить заподлицо. Края верхней части блока, которые первыми соприкасаются с резиновыми уплотнительными кольцами при запрессовке гильзы, должны быть зачищены шлифовальной шкуркой для предотвращения повреждений уплотнительных колец в процессе запрессовки.
Гильзы с установленными на них резиновыми уплотнительными кольцами запрессовывают в блок цилиндров с помощью пресса. Можно это сделать и с помощью специального приспособления, устройство и работа которого ясны из рис. 7. При надевании уплотнительных колец их нельзя сильно растягивать, а также скручивать в канавке гильзы цилиндров.
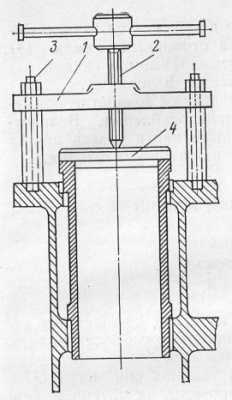
Рис. 7. Приспособление для запрессовки гильзы
1— плита; 2 —винт; 3 —шпилька; 4 — опорный диск.
Замена поршней производится при образовании на поверхности юбки глубоких задиров, прогорании днища и поверхности поршня в зоне верхнего компрессионного кольца, при износе верхней канавки под поршневое кольцо больше допустимого.
Замену поршня делают без снятия двигателя с автомобиля: сливают масло из поддона картера, снимают головку блока и поддон картера, расшплинтовывают и отворачивают гайки шатунных болтов, снимают крышку нижней головки шатуна и вынимают вверх поврежденный поршень в сборе с шатуном и поршневыми кольцами. Затем вынимают из отверстий в бобышках стопорные кольца, с помощью пресса выпрессовывают поршневой палец и отделяют поршень от шатуна. В случае необходимости тем же прессом выпрессовывают бронзовую втулку верхней головки шатуна.
Перед заменой поршня необходимо сначала подобрать его по цилиндру. Для этого необходимо выбрать поршень, размерная группа которого соответствует размерной группе гильзы (цилиндра), и проверить лентой – щупом зазор между поршнем и гильзой (см. рис. 8).

Рис. 8. Проверка зазора между поршнем и цилиндром
Для этого поршень вставляют в цилиндр головкой вниз так, чтобы край юбки совпадал с торцом гильзы, а лента – щуп, вставленная между гильзой и поршнем, находилась в плоскости, перпендикулярной оси пальца. Затем динамометром протягивают ленту – щуп и измеряют усилие протягивания, которое должно находится в пределах допустимого. Размеры лента – щупа и усилие протягивания для разных моделей двигателя приведены в инструкции по эксплуатации или в руководстве по ремонту.
При сборке двигателей, снятых с автомобиля, подбор поршней по цилиндрам осуществляется аналогическим образом, так же подбирают поршни при сборке двигателей на заводах – изготовителях.
При замене поршней на АТП, кроме подбора поршня по цилиндру, следует обеспечить соблюдение еще одного важного требования ТУ на сборку двигателей: диаметр отверстия в бобышках поршня, диаметр поршневого пальца и диаметр отверстия в бронзовой втулке верхней головки шатуна должна иметь одну размерную группу. Поэтому перед сборкой комплекта “поршень – палец — шатун” необходимо убедится, что маркировка, нанесенная краской, на одной из бобышек поршня, на торцах пальца и верхней головки шатуна выполнена одной краской.
Перед тем как соединять поршень с шатуном, последний необходимо проверить на параллельность осей головок. Делается это на контрольном приспособлении с индикаторными головками (см. рис.9).
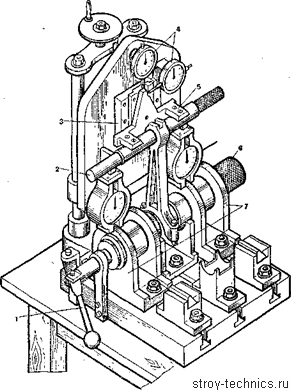
Рис. 9. Приспособление для проверки и правки шатуна 1 — рукоятка для выбивания скалки; 2, 6 — малая и большая скалки; 3 — направляющие ползуна; 4 ~ индикаторы;. 5 — коромысло; 7 — стойки
При деформации превышающей допустимые пределы, шатун правят. Затем поршень помещают в ванну с жидким маслом, нагревают до температуры 60˚С и с помощью оправки запрессовывают поршневой палец в отверстия бобышек поршня в верхней головки шатуна. После запрессовки в канавки бобышек вставляют стопорные кольца.
Аналогическим образом, начиная со снятия головки блока цилиндров и поддона картера, поступают в случае необходимости замены втулки верхней головки шатуна, поршневого пальца и поршневых колец. Негодные втулки выпрессовывают, а на их место запрессовывают новые, обеспечивая при этом необходимый натяг. Затем втулки растачивают на горизонтально – расточном станке или обрабатывают с помощью развертки.
Перед установкой поршня в сборе с шатуном в блоке цилиндров проводят установку комплекта поршневых колец в канавки поршня. Зазор между компрессионным кольцом и канавкой поршня определяется щупом (см. рис. 10), обкатывая кольцо по канавке поршня. Кроме того, кольца проверяют на просвет, для чего вставляют их в верхнюю неизношенную часть гильзы цилиндра и визуально оценивают плотность прилегания.

Рис. 10. Проверка зазора между кольцом и канавкой поршня
Зазор в замке определяют щупом (см. рис. 11) и в случае, когда он меньше допустимого, концы колец спиливают. После этого кольцо повторно проверяют на просвет и только потом с помощью специального приспособления, разжимающего кольцо за торцы в замке, устанавливают в канавки поршней.
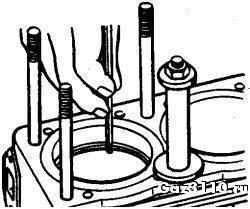
Рис. 11. Проверка зазора в стыке поршневого кольца
Стыки (замки) соседних колец равномерно разводят по окружности. Компрессионные кольца на поршень устанавливают фаской вверх. При этом они должны свободно вращаться в канавках поршня. Установка поршней в сборе с кольцами в цилиндры двигателя осуществляется с помощью специального устройства.
Замена вкладышей коленчатого вала проводится при стуке подшипников и падении давления в масляной магистрали ниже 0,5 кгс/см2 при частоте вращения 500 – 600 об/мин. и исправно работающих в масляном насосе и редукционных клапанах. Необходимость замены вкладышей обусловлена диаметральным зазором в коренных и шатунных подшипниках: если он более допустимого, вкладыши заменяют новыми. Номинальный зазор между вкладышами и коренной шейкой должен составлять 0,026 – 0,12 мм, между вкладышами и шатунной шейкой 0,026 – 0,11мм в зависимости от модели двигателя.
Зазор в подшипниках коленчатого вала определяют с помощью контрольных латунных пластинок. Пластинку, смазанную маслом укладывают между шейкой вала и вкладышем, а болты крышки подшипника затягивают динамометрическим ключом с определенным для каждого двигателя моментом. При проверке одного подшипника болты остальных должны быть ослаблены. Так поочередно проверяются все подшипники.
Необходимо, чтобы на поверхности шеек коленчатого вала не было задиров. При наличии задиров и износа заменять вкладыши нецелесообразно. В этом случае необходима замена коленчатого вала.
После проверки состояния шеек коленчатого вала вкладыши требуемого размера промывают, протирают и устанавливают в постели коренных и шатунных подшипников, предварительно смазав поверхность вкладыша и шейки моторным маслом.
Основными неисправностями головки блока являются трещины на поверхности сопряжения с блоком цилиндров, трещины на рубашке охлаждения, коробление поверхности сопряжения с блоком цилиндров, износ отверстий в направляющих втулках клапанов, износ и раковины на фасках седел клапанов, ослабление посадки седел клапанов в гнездах.
Трещины длиной более 150 мм, расположенные на поверхности сопряжения головки цилиндров с блоком, заваривают. Перед сваркой в концах трещин головки, изготовленной из алюминиевого сплава, сверлят отверстия диаметром 4 мм и разделывают ее по всей длине на глубину 3 мм под углом 90˚. Затем головку нагревают в электропечи до 200˚С и после зачистки шва металлической щеткой заваривают трещину ровным швом постоянным током обратной полярности, используя специальные электроды.
Трещины длиной до 150 мм, расположенные на поверхности рубашки охлаждения головки цилиндров, заделывают эпоксидной пастой. Предварительно трещину разделывают так же, как для сварки, обезжиривают ацетоном, наносят два слоя эпоксидной композиции, смешанной с алюминиевыми опилками. Затем головку выдерживают в течении 48ч. при 18–20˚С.
Коробление плоскости сопряжения головки с блоком цилиндров устанавливают шлифованием или фрезерованием. После обработки головки проверяют на конкретной плите. Щуп толщиной 0,15 мм не должен проходить между плоскостью головки и плитой.
При износе отверстий в направляющих втулках клапанов их заменяют новыми. Отверстиях новых втулок разворачивают до номинального или ремонтного размеров. Для выпрессовки и запрессовки направляющих используют оправку и гидравлический пресс.
Износ и раковины на фасках седел клапанов устраняют притиркой или шлифованием. Притирку выполняют с помощью пневматической дрели, на шпинделе которой установлена присоска.
Для притирки клапанов применяют притирочную пасту (15г микропорошка белого электрокорунда М20, 15г карбида бора М40 и моторное масло М10Г2 или М10В2) или пасту ГОИ. Притертые клапан и седло должны иметь по всей длине окружности фаски ровную матовую полоску а≥1,5 мм.
Качество притирки проверяют также приборов (см. рис. 12), создающим над клапанов избыточное давление воздуха. После достижения давления 0,07 МПа оно не должно заметно снижаться в течении 1 мин.
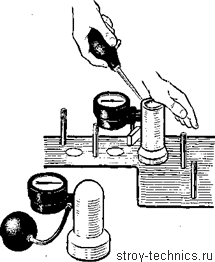
Рис. 12. Проверка качества притирки клапанов
В случае когда восстановить фаски седел притиркой не удается, седла зенкуют с последующим шлифованием и притиркой. После зенкования рабочие фаски седел клапанов шлифуют абразивными кругами под соответствующий угол, а затем притирают клапаны. При наличии на фаске раковин и при ослаблении посадки седла в гнезде головки блока его выпрессовывают с помощью съемника (см. рис. 13)а, а отверстие растачивают под седло ремонтного размера. Изготовленные из высокопрочного чугуна седла ремонтного размера запрессовывают с помощью специальной оправки (см. рис. 13б) в предварительно нагретую головку блока, а затем зенковками формируют фаску седла.
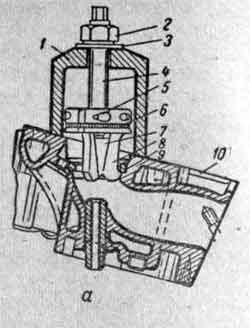
Рис. 13. Замена седла клапана
а — выпрессовывание седла съемником; б — запрессовывание седла; 1 — корпус съемника; 2 — натяжная гайка; 3 — шайба; 4 — винт разжимного конуса; 5 — специальная гайка с тремя лапками; 6 — стяжная пружина; 7 — разжимной конус лапок; 8 — лапка съемника; 9 и 12 — вставные седла; 10 — головка цилиндров; 11 — оправка.
Характерными неисправностями клапанов является износ и раковины на фаске клапана, износ и деформация стержней клапанов, износ торца клапана. При дефектации клапанов проверяют прямолинейность стержня и биение рабочей фаски головки относительно стержня. Если биение больше допустимого, клапан правят. При износе стержня клапана его шлифуют под один из двух предусмотренных ТУ ремонтных размеров на бесцентрово – шлифовальном станке. Изношенный торец стержня клапана шлифуют “как чисто” на заточном станке.
Для шлифования изношенной фаски используют станки модели Р108. На нем же шлифуют цилиндрическую поверхность изношенных толкателей под один из двух предусмотренных ТУ ремонтных размеров, изношенные сферические поверхностей толкателей и коромысел.
Изношенные бронзовые втулки в коромыслах заменяют новыми и рассчитывают до номинального или ремонтного размера.
На крупных АТП и в автотранспортных объединениях, имеющих специализированные участки по восстановлению деталей, осуществляют ремонт коленчатых и распределительных валов. Изношенные коренные и шатунные шейки коленчатых валов, а также опорные шейки распределительных валов шлифуют под ремонтные размеры на круглошлифовальном станке. После шлифования шейки коленчатого и распределительного валов полируют абразивной лентой или пастой ГОИ. Изношенные кулачки распределительного вала шлифуют на копировально – шлифовальном станке.
studfile.net
Ремонт деталей кривошипно-шатунного механизма — Техническое Обслуживание и Ремонт Автомобилей
§ 54. Ремонт деталей кривошипно-шатунного механизма
Блок цилиндров большинства двигателей изготавливается из серого чугуна со вставными мокрыми гильзами. Основными дефектами блока цилиндров являются: пробоины, сколы, трещины различного размера и расположения, износ цилиндров или деформации посадочных отверстий под гильзу, износ гнезд вкладышей коренных подшипников, гнезд клапанов, обломы шпилек, срыв резьбы в отверстиях.
Дефекты блока цилиндров устанавливают тщательным осмотром, обмером цилиндров и опрессовкой. Осмотром обнаруживают пробоины, сколы, заметные для глаза трещины, срывы резьбы, состояние зеркала цилиндров. Опрессовкой выявляют трещины, не замеченные при осмотре. Один из применяемых стендов для гидравлического испытания блока цилиндров показан на рис. 70. В рубашку охлаждения блока под давлением 4—5 кгс/см2 нагнетается вода. При этом на блок цилиндров должна быть установлена головка блока или вместо нее чугунная плита с резиновой прокладкой. Поворачивая раму стенда, осматривают блок и устанавливают, нет ли течи воды.
При наличии трещин, проходящих через зеркало цилиндров, клапанные гнезда и плоскость разъема, блок цилиндров бракуется. В доступных местах трещины заваривают. Предварительно концы трещин засверливают
сверлом диаметром 5 мм и разделывают по всей длине шлифовальным кругом под углом 90° на глубину 4/5 толщины стенки. Рекомендуется перед сваркой блок цилиндров нагреть до температуры 600—650°С. Трещину заваривают газовой сваркой, применяя нейтральное пламя, флюс и чугунно-медный присадочный пруток диаметром 5 мм. Шов должен быть ровным, сплошным и выступать над поверхностью основного металла не более 1,0—1,5 мм. После заварки блок цилиндров медленно охлаждают в термошкафу или в томильной яме, Заварку трещин можно осуществлять и без подогрева блока. В этом случае трещину заваривают электросваркой, применяя постоянный ток обратной полярности. Хорошие результаты получаются при заварке трещин между поясками цилиндров электродами, изготовленными из монель-металла, и следующем режиме сварки: сила тока — 120 А, напряжение 65—75 В.
Сварочный шов зачищают заподлицо с плоскостью основного металла напильником или наждачным кругом. Затем блок цилиндров подвергают опрессовке на стенде, проверяя герметичность сварочного шва. Течи воды через шов не допускаются.
Трещины и пробоины блока цилиндров можно заделывать эпоксидными пастами. Процесс заделки заключается в следующем. Поверхность блока с двух сторон трещины зачищают до блеска металлической щеткой или косточковой крошкой на установке для очистки деталей. На концах трещины просверливают отверстия сверлом диаметром 3—4 мм, нарезают в них резьбу и ввертывают заподлицо заглушки из медной или алюминиевой проволоки. Трещину обрабатывают под углом 60— 90° зубилом или абразивным кругом на глубину до 3/4 толщины стенки.
На поверхности блока вокруг трещины на расстоянии до 30 мм создают шероховатость путем насечки зубилом или дробеструйной обработкой. Ацетоном или бензином обезжиривают подготовленную поверхность блока. Шпателем последовательно наносят слои эпоксидной пасты на подготовленную сухую поверхность. Вначале наносят первый слой пасты толщиной до 1 мм, резко перемещая шпатель по поверхности блока. Затем наносят второй слой пасты толщиной не менее 2 мм, тщательно втирая ее. Общая толщина слоя пасты на всей поверхности должна составлять 3—4 мм.
После заделки трещины блок цилиндров оставляют на 25—28 ч до полного затвердевания пасты. Процесс затвердевания пасты можно ускорить подогревом электрической отражательной печью до температуры 100°С или при приготовлении пасты осуществляют выпаривание отвердителя (полиэтиленполиамина) путем нагревания до температуры 105—110°С и последующей выдержки при данной температуре в течение 3 ч. Отремонтированную поверхность зачищают драчевым напильником или абразивным кругом. Подтеки пасты срубают зубилом.
Пробоины, поддающиеся ремонту, заделывают наложением заплат. Вначале осуществляют зачистку и обезжиривание краев и поверхности вокруг пробоин. Затем наносят пасту и накладывают заплату из стеклоткани толщиной 0,3 мм и прокатывают роликом. Расстояние от края заплаты до края пробоины должно быть не менее 15—20 мм. После этого наносят второй слой пасты и накладывают вторую заплату так, чтобы она перекрывала первую на 10—15 мм со всех сторон. Заплату прикатывают роликом. В такой последовательности накладывают до восьми слоев стеклоткани. Последний слой заплаты покрывают пастой для защиты его от повреждений.
Пробоины можно заделывать приваркой заплат, изготовленных из мягкой стали такой же толщины, что и стенка детали. Форма заплаты должна соответствовать форме поврежденного участка, а размеры ее на 1,5—2,0 мм меньше размера пробоины. Края пробоины и заплаты обрабатывают под углом. Заплату вначале приваривают в двух местах, а затем приваривают по всему периметру. Применяют электросварку и медные электроды, обернутые жестью. Рекомендуется герметизировать поврежденный участок эпоксидной смолой.
После восстановления пробоины заплатами и механической обработки нанесенного слоя пасты блок цилиндров подвергают опрессовке на стенде. Если в течение 5—6 мин просачивание воды не обнаруживается, то ремонт блока выполнен высококачественно.
Трещины рубашки охлаждения блока можно заделать постановкой штифтов. Порядок выполнения работ следующий. Вначале по концам трещины просверливают отверстия сверлом диаметром 4—5 мм. Затем этим же сверлом сверлят отверстия по всей длине трещины на расстоянии 7—8 мм одно от другого. Нарезают резьбу и ввертывают медные прутки на глубину, равную толщине стенки блока.
Прутки обрезают ножовкой, оставляя концы, выступающие на 1,5—2,0 мм над поверхностью детали. Сверлят отверстия между установленными штифтами так, чтобы они перекрывали их на 3/4 диаметра. Нарезают резьбу, ввертывают медные прутки и обрезают их ножовкой, оставляя соответствующие концы. Далее легкими ударами молотка концы штифтов расчеканивают, образуя плотный шов. Если требуется, то шов выравнивают напильником. Затем блок цилиндров подвергают опрессовке.
Блок цилиндров, имеющий сколы, допустимые для ремонта, восстанавливают наплавкой или приваркой заплаты.
Величину износа цилиндров или гильз определяют индикаторным нутромером (рис.71). Измерения делают в двух взаимно перпендикулярных направлениях и в трех поясах. Одно направление устанавливают параллельно оси коленчатого вала. Первый пояс располагается на расстоянии 5—10 мм от верхней плоскости блока, второй — в средней части цилиндра и третий — на расстоянии 15—20 мм от нижней кромки цилиндра. В зависимости от величины износа устанавливают вид ремонта. Обычно осуществляют растачивание и последующую доводку или постановку (запрессовку) гильз.
Вставные гильзы также можно ремонтировать расточкой с последующей окончательной обработкой хонингованием. Результаты исследований показали, что не менее,.80% гильз двигателя ЗИЛ-130, поступивших на авторемонтные заводы в первый раз, можно восстанавливать.
Растачивание является основным способом ремонта цилиндров и гильз. Цилиндры или гильзы обрабатывают до ремонтных размеров на расточных станках стационарного или переносного типа. Гильзы крепят в специальном приспособлении, установленном на столе расточного станка.
На рис. 72, а показано приспособление, применяемое при растачивании гильзы двигателя ЗИЛ-130. Гильза 6 устанавливается во втулке 7, которая расположена в корпусе 1 приспособления. Крепление осуществляется зажимами 3 и 5. Усилие зажима передается на гильзу через два сферических кольца 4 и 2.
После растачивания гильза подвергается хонингованию. Гильзу 6 (рис. 72,6) крепят на столе станка в специальном приспособлении, которое состоит из корпуса 1, двух втулок 7, выталкивающего устройства 8, установочного кольца 9 и зажимного болта 10.
При обработке хонинговальную головку, соединенную со шпинделем станка, вводят в обрабатываемое отверстие (бруски находятся в сжатом состоянии). Вначале осуществляют предварительное, а затем окончательное хонингование. Применяют хонинговальную головку с механическим, гидравлическим или пневматическим разжимным устройством.
На рис. 73 показана одна из конструкций хонинговальных головок с пневматическим приводом.
Пневматический привод обеспечивает постоянное давление брусков на стенки цилиндра, что повышает качество обработки и производительность процесса хонингования. При этом можно регулировать давление брусков на обрабатываемую поверхность и автоматизировать процесс разжатия брусков по мере изменения диаметра гильзы.
Для получения правильной геометрической формы цилиндра в процессе хонингования необходимо установить определенную длину хода головки. Она должна быть такой, чтобы абразивные бруски выходили за торец цилиндра на величину, не превышающую 0,2—0,4 их длины. При большей величине хода хонинговальной головки наблюдаются погрешности формы, в частности, вогнутость, а при меньшей величине хода — бочкообразность.
Хонингование осуществляется при непрерывной и обильной подаче смазочно-охлаждающей жидкости в зону обработай. В качестве смазочно-охлаждающей жидкости применяют керосин или смесь керосина с веретенным маслом.
Для предварительного хонингования рекомендуются бруски синтетических алмазов А10МХ50, а для окончательного хонингования — бруски БХ-100Х 11 Х9К38БС. Обработка ведется при режимах: окружная скорость вращения головки 280 об/мин, а скорость возвратно-поступательного движения — 90 двойных ходов в минуту. Припуск на предварительное хонингование устанавливают не более 0,08 мм, а для окончательного хонингования 0,04 мм.
Окончательная обработка цилиндров двигателя может быть осуществлена шариковыми раскатными головкам и, позволяющими получить поверхность требуемой точности и шероховатости. Процесс осуществляют после растачивания или одновременно за один проход обрабатывают отверстие цилиндра резцом и шариком головки.
Рекомендуется следующий режим резания и раскатывания: частота вращения — 450 об/мин; подача на 1 оборот — 0,08 мм; глубина резания — 0,25 мм; сила давления на шарик — 20 кгс.
Независимо от способа окончательной обработки цилиндров (гильз) их внутренний диаметр должен иметь один и тот же ремонтный размер.
Цилиндры можно восстанавливать запрессовкой гильз, если их износ превышает последний ремонтный размер или на стенках имеются глубокие риски и задиры. Для этого цилиндры обрабатывают под ремонтную гильзу, толщина которой должна быть не менее 3— 4 мм. В верхней части цилиндра растачивают кольцевую выточку под буртик гильзы. Гильзы запрессовывают с натягом 0,05—0,10 мм на гидравлическом прессе, опрессовывают и обрабатывают (растачивают и хонингуют) до номинального размера. Иногда гильзы обрабатывают под размер меньше номинального, чтобы использовать перешлифованные старые поршни.
Вставные гильзы выпрессовывают и запрессовывают при помощи специальных съемников.
Деформации гнезд коренных подшипников проверяют поверочной скалкой. Если она входит в гнезда и без больших усилий проворачивается, то деформации отсутствуют.
Износ, а также величину несоосности гнезд коренных подшипников можно установить специальным приспособлением. НИИАТ разработал приспособление для контроля соосности гнезд вкладышей коренных подшипников блоков двигателей ЗИЛ (рис. 74). Принцип работы его заключается в том, что скалка 2 при помощи втулок 3 фиксируется в гнездах вкладышей коренных подшипников. На скалке располагают (последовательно при вводе в гнезда) индикаторы для контроля каждого отверстия. Рычаги I индикаторных устройств вводят в измеряемое отверстие Индикаторы устанавливают на нуль и закрепляют на скалке. При вращении скалки отклонения стрелок индикаторов покажут удвоенную величину несоосности каждого отверстия.
Изношенные и деформированные гнезда вкладышей коренных подшипников растачивают до номинального размера. Снятые крышки подшипников обязательно маркируют (ставят номер блока цилиндров и порядковый номер крышки). Плоскости разъема крышки фрезеруют на определенную величину (0,6—0,8 мм) и контролируют индикаторным приспособлением. Так же фрезеруют внешний паз в крышке переднего и фасонный паз в крышке заднего коренного подшипника. Обработанные и принятые ОТК крышки собирают с блоком цилиндров соответственно их маркировке.
Собранный блок цилиндров с крышками устанавливают и закрепляют на плите расточного станка. Отверстия коренных подшипников растачивают за один проход резцами, укрепленными на борштанге до размера, установленного чертежом или техническими условиями. После расточки проверяют размеры отверстия, шероховатость поверхности и межцентровое расстояние между отверстиями коренных подшипников и втулками распределительного вала.
Ремонт головки блока цилиндров и клапанных седел. Основными дефектами головок блока цилиндров являются: трещины в различных местах, коробление поверхности сопряжения с блоком цилиндров, износ отверстий в направляющих втулках клапанов и резьбы, ослабление посадки седел клапанов в гнездах.
Головка блока цилиндров с деталями клапанного механизма работает в очень тяжелых условиях — при высоких температурах и воздействии механических и тепловых нагрузок.
Поэтому в зависимости от дефекта и места его расположения необходимо правильно установить способ ремонта. Трещины можно заделывать эпоксидными пастами, заваркой с общим подогревом головки, наложением заплат, штифтовкой.
Коробление плоскости сопряжения головки с блоком цилиндров устраняют шлифованием или фрезерованием с последующим шлифованием. При этом должна быть выдержана минимально допустимая глубина камеры сгорания, которая указывается в технических условиях. Величину коробления плоскости устанавливают на плите по краске или при помощи контрольной линейки и щупа.
Изношенные отверстия в направляющих втулках и под направляющие втулки клапанов обрабатывают развертками до номинального или ремонтного размера. При износе больше допустимой величины производят замену втулки.
Износ и раковины на фасках седел клапанов устраняют шлифованием или осуществляют замену седла. Производят притирку седла с клапаном или зенкование с последующим шлифованием и притиркой. При зенковании применяют комплект из четырех зенковок, имеющих углы наклона режущих кромок 30 или 45, 75 и 15°. Зенковки с углами 75 и 15° являются вспомогательными и применяются для получения необходимой рабочей фаски. На рис. 75 показана последовательность зенкования клапанного седла.
Рабочие фаски седел клапанов шлифуют абразивными кругами под соответствующий угол. Для двигателя ЗИЛ-130 впускные клапаны шлифуют под углом 60°, а выпускные клапаны —под углом 45° к оси направляющих втулок. Ширина рабочей фаски седла клапана должна быть 1,5—2,0 мм для двигателей ГАЗ и 2,5—3,0 мм — для двигателей ЗИЛ.
При больших износах седла клапана, когда утопание калибра превышает допустимую величину, указанную в технических условиях, седло клапана заменяют новым. Для этого изношенное клапанное седло растачивают, а затем запрессовывают вставное седло клапана, расчеканивая его при помощи специальной оправки. Далее шлифуют или зенкуют рабочую фаску до получения требуемого размера. Затем осуществляют притирку с рабочей поверхностью клапана.
Притирку выполняют на специальных станках, которые полностью механизируют процесс и позволяют выполнять обработку всех клапанов одновременно. Для притирки применяют притирочную пасту или пасту ГОИ. Рекомендуется вначале притирку производить более грубой пастой. Тонкая паста применяется для получения окончательной чистовой поверхности. Притирка должна обеспечить плотное, герметичное соединение рабочих фасок клапана и седла, исключающее возможность проникновения газов. Притертые клапан и седло должны иметь по всей окружности фаски ровную матовую полоску а определенной ширины (рис. 76). Для двигателей ЗИЛ ширина полоски должна быть равной l/2 ширины рабочей фаски седла.
Качество притирки проверяют прибором (рис. 77), при помощи которого создают над клапаном избыточное давление воздуха (0,7 кгс/см2). Давление устанавливают по манометру и оно не должно заметно снижаться в течение 1 мин.
При ослаблении посадки седла клапана в гнезде его выпрессовывают, а отверстие растачивают для установки седла ремонтного размера. При выпрессовке применяют различные съемники. На рис. 78 показана одна из применяемых конструкций съемников.
Ремонт поршня.
Основными дефектами поршня являются нагар на днище и канавках, износ канавок под кольца, отверстий в бобышках, трещины и царапины на стенках.
Для очистки канавок поршня от нагара применяют приспособление в виде стальной ленты с рукоятками, на внутренней поверхности которого закреплены резцы. Вставляя резцы в канавку и поворачивая приспособление вокруг поршня, удаляют нагар.
Поршни с изношенными канавками под поршневые кольца заменяют новыми соответствующих размеров.
Изношенное отверстие в бобышках поршня восстанавливают развертыванием с последующей установкой поршневого пальца увеличенного размера. Незначительные риски или царапины на наружной поверхности поршня удаляют зачисткой наждачной шкуркой. Поршни с трещинами и глубокими царапинами заменяют на новые.
Подбор поршневых колец.
Изношенные и потерявшие упругость поршневые кольца заменяют новыми. Подбор новых колец производят в соответствии с размерами поршня и цилиндра. При подборе к поршню кольца (рис. 79,а) производят прокатку его по канавке и если нет заеданий, то щупом определяют зазор. В случае заедания кольца в канавке или малого зазора кольцо шлифуют на листе мелкозернистой наждачной бумаги, положенной на поверочную плиту. Величина зазора по высоте канавки не должна превышать 0,052—0,082 мм для верхнего и 0,035— 0,70 мм — для остальных компрессионных колец.
При подборе по цилиндру (рис. 79, б) определяют зазор в стыке кольца, установленного в цилиндр. Кольцо можно устанавливать в калибр, внутренний диаметр которого равен диаметру цилиндра. При отсутствии или малой величине зазора осуществляют подпиливание стыков колец личным напильником. При этом плоскости стыков колец должны быть параллельны. Техническими условиями установлена для каждого двигателя определенная величина зазора. Для компрессионных колец зазор должен быть 0,3—0,5 мм, а для малосъемных колец —0,15—0,45 мм. При зазоре больше нормального кольца бракуются.
Ремонт поршневого пальца.
Изношенные поршневые пальцы восстанавливают хромированием. Осуществляют наращивание пористого хрома, который хорошо удерживает масло. После нанесения слоя хрома пальцы шлифуют под необходимый ‘размер. При износе по диаметру более 0,03 мм пальцы ремонтируют или заменяют новыми. Рекомендуется при капитальном ремонте двигателя устанавливать поршневые пальцы только номинального размера. Для облегчения сборки их размеры рассортированы на ряд групп.
Ремонт шатуна.
Основными дефектами шатуна являются: изгиб и скручивание стержня, износ отверстия втулки верхней головки и отверстия под втулку, износ отверстия и торцовых поверхностей нижней головки.
Изношенные втулки верхней головки шатуна обычно заменяют новыми. Иногда отверстие втулки растачивают или развертывают под увеличенный ремонтный размер поршневого пальца.
Изношенное отверстие головки под втулку восстанавливают обработкой под ремонтные размеры (шатуны двигателей ЯМЗ-236 и ЯМЗ-238) или шатуны с данным дефектом выбраковывают (шатуны двигателей ЗИЛ-130, ЗИЛ-164, ГАЗ-51).
Отверстие нижней головки шатуна под вкладыш растачивают и шлифуют под номинальный размер после обработки стыковых поверхностей крышки с шупом. Последние фрезеруют или шлифуют, используя специальные приспособления. При наличии гальванического участка целесообразно отверстие нижней головки шатуна ремонтировать осталиванием. После осталивания отверстие восстанавливают до номинального размера. Этот метод ремонта позволяет сохранить жесткость детали и межцентровое расстояние между отверстиями верхней и нижней головок шатуна.
Изгиб и скручивание стержня шатуна устраняют правкой. Для правки и контроля шатунов применяют различные приспособления. На рис. 80 показана одна из конструкций применяемых приспособлений. На данном приспособлении одновременно проверяют изгиб и скручивание шатуна, а также расстояние между центрами его головок. При обнаруженных отклонениях, превышающих допустимые величины, шатун правят специальным ключом без снятия с приспособления. При этом верхняя головка шатуна должна занимать положение между вертикальной и горизонтальной плитами.
Шатун плотно устанавливается в приспособлении при помощи большой скалки 8; пропущенной через стойки 9. Малую скалку 10 вставляют в обработанное отверстие верхней головки шатуна. Вначале предварительно проверяют скрученность шатуна. Для этого шатун, установленный в горизонтальном положен ним, вручную поворачивают так, чтобы малая скалка 10 поочередно упиралась на сухари стоек 11. Наличие зазора укажет о скручивании шатуна.
Определение величины скручивания и изгиба производится при нахождении шатуна в вертикальном положении. При этом малая скалка 10, соприкасаясь с упорами коромысла 4, находится в контакте с штифтами 2 индикаторов / и 7, которые указывают величину скрученности шатуна. Индикатор 5 устанавливает отклонение расстояния между осями отверстий верхней и нижней головок, а индикатор 6 — непараллельность осей отверстий.
После правки и контроля, резко перемещая рукоятку 13, выбивают большую скалку 8, освобождая шатун.
Перед началом работы индикаторы приспособления настраивают по эталонному шатуну.
Ремонт коленчатого вала.
Основными дефектами коленчатого вала являются: изгиб, износ шатунных и коренных шеек, износ отверстия под подшипник ведущего вала коробки передач и отверстий фланца вала под болты крепления маховика.
Изгиб коленчатого вала двигателя проверяют на стенде, на призмах, установленных на контрольной плите или в центрах токарного станка при помощи индикатора. Изгиб (биение средней коренной шейки относительно крайних) свыше допустимого по техническим условиям устраняют правкой на прессе.
Коленчатый вал устанавливают на призмы крайними коренными шейками, а штоком пресса через медную или латунную прокладку давят на среднюю шейку со стороны, противоположной изгибу. При этом величина прогиба должна быть примерно в 10 раз больше устраняемого изгиба. Вал выдерживают под нагрузкой на прессе в течение 2—4 мин. После правки рекомендуется вал подвергнуть термической обработке, т.е. нагреть до 180—200°С и выдержать при этой температуре в течение 5—6 ч. Затем вал проверяют на биение. Биение средних шеек по отношению к крайним шейкам не должно превышать 0,05 мм.
Изношенные шатунные и коренные шейки коленчатого вала восстанавливают шлифованием под ремонтный размер. Устанавливают один ремонтный размер для всех шатунных шеек и один ремонтный размер для коренных шеек в зависимости от наименьшего диаметра, полученного в результате обмера и рекомендуемого техническими условиями ремонтного размера. Завершают обработку шеек вала полированием или суперфинишированием до получения требуемой шероховатости поверхности. Затем промывают масляные каналы и наружную поверхность вала керосином в специальной ванне.
В тех случаях, когда использованы все ремонтные размеры и дальнейшее уменьшение диаметра вала недопустимо, а прочность его достаточна, шейки можно восстанавливать наплавкой с последующей обработкой под номинальный размер.
При восстановлении шеек коленчатого вала важна правильно выбрать установочные базы. Рекомендуется устанавливать коленчатый вал на станке на те же базовые поверхности, которые применялись при изготовлении. Тогда получаются минимальные погрешности, связанные с его установкой. В конструкциях коленчатых валов двигателей ЗИЛ-130, ГАЗ-53, ЯМЗ-236 и других предусмотрены фаски с двух сторон (со стороны отверстия под храповик и отверстия под шариковый подшипник направляющего конца ведущего вала). Данные фаски принимают в качестве установочных баз. Предварительно их проверяют и при необходимости зачищают или исправляют.
В конструкциях коленчатых валов двигателей ГАЗ-51, ЗИЛ-164 центровые отверстия, используемые при изготовлении, в последующем удаляются. Поэтому необходимо при шлифовании шеек коленчатого вала правильно выбрать новые установочные базы, которые бы удовлетворяли предъявляемым требованиям. Для таких валов можно принимать за установочные базы: при шлифовании .коренных шеек — фаску отверстия под храповик и отверстие под подшипник направляющего конца ведущего вала, при шлифовании шатунных шеек— шейку под шестерню и наружную цилиндрическую поверхность фланца под маховик. Для обеспечения требуемой точности обработки выбранные установочные поверхности предварительно подготавливают.
В качестве технологической базы могут быть приняты прошлифованные коренные шейки при шлифовании шатунных шеек. При этом ось вращения шатунных шеек должна точно совпадать с осью шпинделя станка.
Износ отверстия под подшипник ведущего вала коробки передач восстанавливают постановкой втулки. На рис. 81 приведен эскиз восстановленного коленчатого вала двигателя ЗИЛ-130, На токарно-винторезном станке растачивают отверстие в вале до диаметра
затем запрессовывают ремонтную втулку до упора, растачивают отверстие во втулке до размера 52 и снимают фаску 3X30°
Изношенное отверстие во фланце вала под болты крепления маховика обрабатывают разверткой до ремонтного размера в сборе с маховиком. При сборке ставят болты крепления маховика увеличенного ремонтного размера.
После ремонта необходимо осуществить контроль коленчатого вала для установления качества выполненных работ и выявления возможных раковин и трещин.
Замена подшипников.
Подшипники для шатунных и коренных шеек коленчатого вала изготовлены в виде стальных тонкостенных вкладышей, с внутренней стороны залитых антифрикционным сплавом. Заводы выпускают вкладыши как номинального, так и ремонтного размеров. При износе их осуществляют замену вкладышей без какой-либо дополнительной подгонки. Вкладыши заменяют только парами.
toira.ru