Насколько можно фрезеровать головку бока цилиндра ВАЗ?
Насколько можно головку от «классики» фрезеровать? Встречается такой вопрос довольно часто. Поэтому постараемся на это вопрос ответить как можно подробнее.
Рассмотрим детальнее
Вот блок. Значит, мы имеем головку 2105, который ременной вазовский движок.
На этой головке было сделано приспособление для нанесения циколок на поршни. Вот, посмотрите, вставляются стержни в углубления.
Поверхность фрезеровалась на три миллиметра. Фрезеровать больше головку практически невозможно. Причина очень проста: после трех миллиметров уже будет начинаться касание «седла». Три миллиметра фрезерования — это максимум, то есть до «седла».
Что мы хотим здесь показать… Специально вырезали кусок, чтобы можно было видеть, что в самой головке ничего нет.
Коррозией головка была «побита» только в районе окон для охлаждающей жидкости. Эта плита толщиной приблизительно 5,5 мм. Следует учитывать, что если коррозия повредила все каналы, то, естественно, головка сама становится тоньше.
Между каналом и плитой существуют ребра жесткости, чтобы придать дополнительную крепость, когда возникают усилия на провал поверхности. 213 головка в этом плане дает фору, на других головках такого нет.
Самое главное, от чего можно отталкиваться — это вот эта вот часть. После фрезеровки на 3 мм, видно, что эта часть получается очень тонкая, то есть всего 2 мм, что на самом деле недостаточно.
Теперь посмотрим на прокладки. Старая резиновая прокладка 76 мм, вторая прокладка составляет толщину 82 мм. Прикладываем прокладки к головке и смотрим, как оно будет стоять.
Здесь кольцо уплотнительное стальное, в принципе на эту полость оно не попадает, кольцо стальное попадает на ребро жесткости. Здесь на прокладке 76 мм она никогда не продавится и не провалится. На 2101 стоит такая фрезерованная головка 76-79 мм, прокладка вполне держит хорошо, вопросов не возникает.
Если возьмем прокладку 82 мм, то видим, что кольцо выходит на полость. Прокладка выходит за ребро жесткости, но остается на минимальном расстоянии. Фрезеровать головку на 82 мм мы не рекомендуем. Не более 1,5 мм следует фрезеровать, чтобы оставить какое-то пространство, чтобы была жесткость.
Прокладка выходит за ребро жесткости, но остается на минимальном расстоянии. Фрезеровать головку на 82 мм мы не рекомендуем. Не более 1,5 мм следует фрезеровать, чтобы оставить какое-то пространство, чтобы была жесткость.
Также следует еще иметь в виду, что помимо жесткости, 76-я прокладка имеет небольшой радиус захода, а 82-я имеет больший круг. Если прокладки 76 — 79 мм толщиной, то фрезеровать можно на 3 мм, если сильно не «прихвачена» коррозией. Если же прокладка 82 мм, то фрезеровать на 3 мм не стоит.
По материалам Ютуб-канала «Теория ДВС».
Фрезеровка гбц ваз 2106 | Хитрости Жизни
На сколько можно фрезеровать голову на моторе 2106 (недоход поршня 1.9мм и круглая выемка присутствуют), чтобы дополнительно не вытачивать цековки на поршнях?
Вал будет Эстонец-3 (подъем клапанов 11.45/11.0)
UPD.
У maga675rus похожий конфиг мотора, подсказал, спасибо!
Ответ — до 2-2.5 мм можно.
И кое-что есть в книжке Сингуринди:
У двигателя ВАЗ-2106 поршень не доходит до верха плоскости блока 1,9 мм (у ВАЗ-21011 — 0,1 мм)… Фрезерование головки блока более чем на 3 мм опасно с точки зрения вскрытия водяных каналов.
Правда, Сингуринди не рассматривает тюнинговые валы, зато в книжке есть табличка про 2106, которой нет в перепечатках в интернете:
Всем доброго! В общем, фрезернул ГБЦ на 2 мм, купил р-вал 213, разрезную шестерню, ВВ провода Наиля, новое сцепление, выставил метку на шестерне по методу Травникова, все установил на место. Выставлял по длинной риске на блоке цилиндров (ВМТ) и двигатель нифига не запустился… Сколько не крутил — 0, начал «играть» трамблером влево-вправо и в крайнем левом положении трамлера начались подхваты, выставили трамблер в середину, чуть вынул его и провернули бегунок вправо, отпустил трамблер на место и вращая его снова влевую сторону все таки завели двигатель.
Взяв ключ на 13 я выехал на страсу с прямым участком дороги и начал «обкатывать» зажигание, с полным нажатием педали газа до конца 3 передачи в одну сторону и в сокойном режиме в обратную.
 Чуть крутану трамблер в сторону раннего зажигания и повторял операцию, чуть в позднее и опять испытывал. В общем «нащупал» таким образом оптимальный УОЗ для себя, что бы и тяга была и ничего не звенело.
Чуть крутану трамблер в сторону раннего зажигания и повторял операцию, чуть в позднее и опять испытывал. В общем «нащупал» таким образом оптимальный УОЗ для себя, что бы и тяга была и ничего не звенело.Там же мы начали замерять разгон до 100 км/ч. (2 человека в машине). Включили Яндекс навигатор и по нему отмеряли 100 км/ч, по спидометру это оказалось 110 км/ч.
Но машина начала глохнуть уже после второго раза, сначала я подумал, может карб засорился, а точнее канал ХХ. Когда машина заглохла после после 3-го замера, уже подумал, что стершся шток (толкатель) бензонасоса, сразу оттуда мы поехали за этим штоком в магазин, но недоехав до магазина машинв заглохла окончательно, открыв капот я обнаружил, что слетел центральный провод с трамблер, а ВВ провод 3-го цилиндра тупо болтался на свече.
 Все поставил на место и двигатель ощутимо оживился, хотя и в момент замеров он не троил, тупо глох во время разворотов на трассе.
Все поставил на место и двигатель ощутимо оживился, хотя и в момент замеров он не троил, тупо глох во время разворотов на трассе.Короче, уже небыло настроения ехать снова делать замеры, я просто понял для себя, что до 100 км/ч она теперь разгоняется точно не больше, чем за 13 сек. Меня это пока что удовлетворяет. Есть еще кое какие мысли по доработке карба, вот тогда можно будет сделать окончательные замеры.
Итог: в первый раз в жизни, разгоняясь с педалью в пол, я почувствовал, как Жигули ускоряются, то есть чувствуется именно как машина ускоряется, не тупо слышно, что мотор набирает обороты, а именно чувствуется ускорение — это бесценно.
На 1 литре бензина в бутылке я проехал 11 км, в спокойном режиме, скажем так, в городском. В динамичном режиме не замерял.
Обороты теперь на первых трёх передачах не затухают вплодь до 6 тысяч, то есть стрелка тахометра уверенно идет до 5500-5800 оборотов. Раньше доходя до 4000 оборотов, стрелка тахометра как будто замирала.
P. S дал другу прокатиться, он подсадил еще 3 парней, 1 из них «всю жизнь» проездил на Жигулях, ну как проездил, он их убивал. Так вот он клялся, что под капотом 16 кл. двигатель и отказывался верить, что это карбюраторный 06 двигатель, удивлению его не было предела, когда они остановились и он открыл капот.
S дал другу прокатиться, он подсадил еще 3 парней, 1 из них «всю жизнь» проездил на Жигулях, ну как проездил, он их убивал. Так вот он клялся, что под капотом 16 кл. двигатель и отказывался верить, что это карбюраторный 06 двигатель, удивлению его не было предела, когда они остановились и он открыл капот.
Результатом я даволен. В планах доработать карб, поставить облегченный маховик (хотя уже сомневаюсь), и выхлоп 4-2-1.
Цена вопроса:
Карбюратор Солекс 53 с разбора 1000р + его ремонт 1000р (цена нового 4500р)
Распредвал 213 с постелью 1800р
Разрезная шестерня 800р
Сцепление 1900р
ВВ провода Наиля 800р
Фрезеровка ГБЦ 500р
Плюс всякие мелочи, типа шлангов, прокладок, тяг и т.д еще около 800р
Как доработаю карб, все это дело тонко настрою — будет видео с замером до 100 км/ч.
Головка блока цилиндров в двигателе – это достаточно специфический узел. Неисправности этого механизма могут приводить к полной неработоспособности транспортного средства.
Характеристика ГБЦ
Головка блока цилиндров, как уже было замечено выше, – один из важнейших узлов любых двигателей внутреннего сгорания. В головке установлены все основные детали газораспределительного механизма ДВС.
Это сложный элемент, и чаще всего изготавливается он из алюминиевых сплавов либо из легированного чугуна. Чтобы ГБЦ и блок цилиндров двигателя могли надежно взаимодействовать друг с другом, снизу ГБЦ расширена, а ее привалочная плоскость идеально ровная.
Особенности конструкции
 В головку интегрируются также клапана – впускные и впускные. Рядные двигатели оснащаются одной ГБЦ, а V-образные моторы имеют по отдельной головке на каждый ряд цилиндров.
В головку интегрируются также клапана – впускные и впускные. Рядные двигатели оснащаются одной ГБЦ, а V-образные моторы имеют по отдельной головке на каждый ряд цилиндров.Отверстия на ГБЦ необходимы для монтажа форсунок, свечей зажигания. В верхней нише установлены пружины клапанов, клапанные втулки, опорные шайбы, корпуса подшипников распредвала. Также в корпусе имеются отверстия для установки впускного и выпускного коллектора.
Когда нужна фрезеровка ГБЦ?
Итак, целью фрезеровки является процесс доводки поверхности головки, взаимодействующей с блоком цилиндров, до необходимых критериев привалочных плоскостей.
Данная операция выполняется в двух случаях. Обычно головку фрезеруют, когда делают тюнинг двигателя. Так, нередко уменьшают высоту ГБЦ, чтобы повысить степень сжатия мотора. Это не является актуальным для обычных автолюбителей, ибо обычным водителям вполне хватает штатных характеристик и возможностей ДВС.
В случае ремонта без фрезеровки ГБЦ не обойтись. Она делается обязательно. Любой капитальный ремонт двигателя не проводится без этой процедуры. Так или иначе, но любой двигатель хоть один раз, но подвергался перегреву. А перегрев пагубно влияет на привалочную плоскость. Нередко следствием перегрева является деформация головки блока. Что касается ремонта, то это могут быть любые операции. К примеру, от замены уплотнительных прокладок до ремонта или замены распределительных валов. Даже банальная пригоревшая прокладка к головке блока – уже повод для обработки.
Она делается обязательно. Любой капитальный ремонт двигателя не проводится без этой процедуры. Так или иначе, но любой двигатель хоть один раз, но подвергался перегреву. А перегрев пагубно влияет на привалочную плоскость. Нередко следствием перегрева является деформация головки блока. Что касается ремонта, то это могут быть любые операции. К примеру, от замены уплотнительных прокладок до ремонта или замены распределительных валов. Даже банальная пригоревшая прокладка к головке блока – уже повод для обработки.
Возможно ли фрезеровать своими руками?
Нужно понимать, что фрезеровка ГБЦ невозможна без специального оборудования, а точнее – без фрезерного станка. При наличии такого станка в гараже операция выполнима. Что касается самого станка, то главное, чтобы он был хоть немного “живой”. Вручную же можно только провести шлифовку поверхности, если пригорела прокладка.
Когда головка демонтирована с мотора и установлена на станок, первым делом важна толщина фрезерования. В данном случае нужно узнать максимальную ремонтную глубину фрезеровки. Это указано в сервисной документации к автомобилю. Если этот параметр соблюдать, то никаких проблем с двигателем не возникнет.
В данном случае нужно узнать максимальную ремонтную глубину фрезеровки. Это указано в сервисной документации к автомобилю. Если этот параметр соблюдать, то никаких проблем с двигателем не возникнет.
Не стоит пытаться выполнить работу самостоятельно. Современные станки для фрезеровки ГБЦ оснащены программной системой, которая имеет высокую точность. На глаз не удастся “снять” слой металла строго необходимой толщины. Гораздо лучше для нервов и бюджета воспользоваться услугами профессионалов.
Как зачистить поверхность от старой прокладки?
Это обязательно нужно выполнить перед шлифовкой фрезеровкой ГБЦ. Понадобится обыкновенный нож или точильный камень от заточных станков. Работая камнем, делают круговые движения или движения в форме восьмерки. Они обязательно должны быть максимально плавными.
После удаления остатков прокладки будет видно, как деформирована ГБЦ. Такую обработку следует проводить до тех пор, пока не будут выровнены все неровности. В итоге нужно получить максимально ровную и желательно зеркальную плоскость. Так обеспечивается хорошее уплотнение.
Так обеспечивается хорошее уплотнение.
Как правильно подготовить ГБЦ?
Следует помнить, что перед выполнением работ нужно проверить плоскости. Это можно сделать своими руками. Для этого нужен набор щупов и обыкновенная линейка. Последнюю кладут по очереди на каждую диагональ нижней плоскости ГБЦ и далее подбирают щуп, который пройдет между линейкой и привалочной плоскостью. Этот метод измерений не даст особой точности, но можно примерно понять, как деформирован узел. Обычно плоскость сильно деформируется в районе поршней, где имеется нагар, или в месте пробития прокладки.
Также следует учитывать, что фрезеровка ГБЦ ВАЗа должна выполняться только после полной проверки узла на микротрещины и другие дефекты. Перед этой операцией все дефекты должны быть исключены. Для того чтобы найти трещины, понадобится специальная жидкость – она сразу же покажет дефектные места.
После нанесения жидкости на поверхность ждут пять или более минут, прежде чем смыть ее. Если поверхность ГБЦ имеет дефекты, то красящий пигмент забьется именно в трещины. Но так можно обнаружить лишь внешние огрехи.
Если поверхность ГБЦ имеет дефекты, то красящий пигмент забьется именно в трещины. Но так можно обнаружить лишь внешние огрехи.
Фрезы
Станок важен не так сильно, как набор фрез для фрезеровки ГБЦ. Наиболее распространены торцевые фрезы с пятигранными пластинами. Они производились в СССР по ГОСТ 26595-85. Это мощные режущие инструменты для черновой и получистовой обработки стали и чугуна. Но данная фреза мало подходящая для работ с чистым алюминием. Однако при необходимости качество поверхности можно улучшить. Сменные пластины на таких фрезах не имеют канавки для схода стружки. Пластина получает ударные нагрузки, но качества поверхности нет. Но эти же пластины, оснащенные такой канавкой, позволяют получить поверхность в разы качественней. Что касается выбора сплавов, то он совсем маленький – в продаже можно найти Т5К10 и Т15К6.
Чтобы выполняемой своими руками фрезеровкой ГБЦ с имеющимися инструментом добиться лучших результатов, из фрезы убирают 6 клиньев и оставляют только две пластины. При работе на станке подача должна быть невысокой, а обороты – большими.
При работе на станке подача должна быть невысокой, а обороты – большими.
Заключение
Не имея должного опыта работы на фрезерных станках, не стоит пытаться заниматься фрезеровкой такой ответственной детали, как ГБЦ. Лучше всего довериться профессионалам, но выбирать нужно грамотно. Сейчас услуги предоставляют разные мастера, и не все одинаково квалифицированные и опытные.
Фрезеровка ГБЦ на специальных станках
Фрезеровка ГБЦ — это, наверное, самая распространенная операция, которую выполняют во время капитального ремонта двигателя автомобиля. Ведь в процессе работы двигатель и все его элементы постоянно подвергаются нагрузкам, в частности, нагреву и охлаждению. Все это в результате влечет за собой, так называемое, «старение» металла. Более того, довольно часто владельцы автомобилей допускают перегрев мотора, что может даже повлечь за собой деформацию ГБЦ и всех базовых элементов. Искривление поверхности ГБЦ влечет за собой нарушение уплотнений между деталями, поверхностью блока, выпускных и впускных коллекторов, поясков гильз. Также это может привести к заклиниванию подшипников распределительного вала, если он установлен на головке блока цилиндров. И устранить такую неисправность можно только с помощью фрезеровки.
Также это может привести к заклиниванию подшипников распределительного вала, если он установлен на головке блока цилиндров. И устранить такую неисправность можно только с помощью фрезеровки.
Фрезеровку головки цилиндров также выполняют, если хотят форсировать бензиновый двигатель. Также ее нужно делать, если планируется использовать бензин другой марки, что обычно связано с увеличением или уменьшением камеры сгорания.
Выполнять фрезеровку ГБЦ нужно только после того, как будет точно установлен размер ее искривления, а также основываясь на отказах работы мотора. Для того чтобы выявить степень искривления, нужно использовать специальную лекальную линейку вместе со специальными щупами. При этом, длина линейки должна быть больше, чем поверхность головки по диагонали, быть абсолютно ровной — допустимое отклонение не должно превышать 0,01 миллиметр по всей длине. Во время проверки линейка прикладывается к головке в нескольких точках, обычно по диагонали, и если имеются зазоры, то с помощью щупов они измеряются. Если максимальный размер зазора не превышает 0,05 миллиметра, то в этом случае в выполнении фрезеровки нет необходимости. Если значение больше, то требуется ремонт ГБЦ.
Если максимальный размер зазора не превышает 0,05 миллиметра, то в этом случае в выполнении фрезеровки нет необходимости. Если значение больше, то требуется ремонт ГБЦ.
Фрезеровка ГБЦ осуществляется так, чтобы толщина убираемого металла с ее поверхности была как можно меньше. На сколько можно уменьшить высоту ГБЦ в бензиновом двигателе, должно регламентироваться заводом-изготовителем автомобиля. Это связано с тем, что при существенном уменьшении ее высоты может также уменьшиться и объем камеры сгорания, что повлечет увеличение степени сжатия. Также уменьшится межцентровое расстояние между элементами распределительного вала, если он находится на самой ГБЦ. Толщина в 0,005-0,2 миллиметра, как правило, не сильно сказывается на степени сжатия. Следует сказать, что это критично только для бензиновых двигателей, а что касается дизельных, то для них изменение высоты ГБЦ не слишком существенно, так как камера сгорания у них расположена в поршнях.
Фрезеровка ГБЦ осуществляется способом фрезерной обработки на специальных станках. Начинается она с установки головки на специальные опорные пеньки, чтобы выставить ее строго параллельно поверхности стола. Такое положение ГБЦ на станке позволяет обеспечить минимальный размер снимаемого слоя в процессе фрезеровки.
Начинается она с установки головки на специальные опорные пеньки, чтобы выставить ее строго параллельно поверхности стола. Такое положение ГБЦ на станке позволяет обеспечить минимальный размер снимаемого слоя в процессе фрезеровки.
Смотрите также:
Все статьи >>
Шлифовка ГБЦ, фрезеровка ГБЦ — цена от 450 р, выполнение за 1 день
Фрезерование или шлифование плоскости ГБЦ — эффективное решение для исправления кривизны привалочной поверхности головки блока цилиндров, удаления забоин и царапин на рабочей плоскости.
Компания «ГБЦ-Мастер» располагает всем необходимым профессиональным оборудованием для грамотного решения этой задачи шлифовки и фрезеровки головки двигателя по доступным ценам.
Наши механики смогут точно диагностировать неисправность ГБЦ и качественно устранить ее с предоставлением официальной гарантии на выполненные работы.
В чем суть проблемы
Забоины и царапины на рабочей поверзности головки блока цилиндров — опасные вещи, которые могут вывести из строя многие другие важные части двигателя автомобиля, поэтому предлагаем не затягивать с этой проблемой и доверить ее решение профессиональным специалистам.
Процедура решения этой задачи требует специализированного оборудования и знания определенных навыков от мастеров, которые способны детально изучить проблему и гарантированно устранить ее без неприятных последствий.
Процесс обработки — фрезернуть ГБЦ или шлифануть ГБЦ?
Правильный выбор метода обработки головки зависит от типа и материала изделия.
Например, ГБЦ бензиновых двигателей и дизелей из алюминиевых сплавов и чугунов подвергаются фрезеровке, а головки дизелей с форкамерами — шлифовке.
Все работы выполняются с помощью специализированного станка.
Немаловажный момент в процессе обработки — снять максимально допустимый слой с плоскости, толщину которого строго указывает завод- изготовитель с помощью специальных меток, и за которыми наши мастера внимательно следят в процессе работы.
Мы устанавливаем деталь на станке так, чтобы минимизировать количество снимаемого материала и не допустить выхода за метку.
ГБЦ после шлифовки (или фрезеровки) готова к эксплуатации. Однако, следует обратить внимание, что при транспортировке обработанной детали необходимо максимально избегать контакта зеркальной поверхности ГБЦ с песком и любыми твердыми материалами во избежание новых повреждений.
Однако, следует обратить внимание, что при транспортировке обработанной детали необходимо максимально избегать контакта зеркальной поверхности ГБЦ с песком и любыми твердыми материалами во избежание новых повреждений.
При наличии крупных дефектов на привалочной поверхности головки мы легко устраним их с помощью сварки, компаундами или газодинамическим напылением. Обратившись в компанию ГБЦ-Мастер вы получите квалифицированную консультацию, а так же сможете узнать, сколько стоит фрезеровка и шлифовка ГБЦ.
Мы выполняем шлифовку (фрезеровку) ГБЦ ВАЗ и любых других моделей авто и двигателей, например, делаем фрезеровку ГБЦ ЗМЗ-402 и ЗМЗ-406.
Наши преимущества
К выполнению любых видов работ мы подходим с особым вниманием и ответственностью, так как понимаем, серьёзные последствия в случае ошибки.
- Гарантируем высокое качество выполняемых нами работ, предоставляем официальную гарантию;
- Предлагаем ознакомиться с нашими выполненными работами.

- Высококачественное современное оборудование позволяет нам выполнять работы любой сложности;
- Наши квалифицированные мастера грамотно проконсультуруют вас по всем технологическим процессам, выполнят необходимые ремонтные работы в короткие сроки по самым доступным ценам.

Задать вопросы, узнать точную цену и оформить заказ на ремонт вы можете по телефонам
8 (3412) 56-84-83; 8 (912) 464-24-64 или оставив заявку на нашем официальном сайте.
Обработка привалочной поверхности Д-245
Шлифовка, фрезеровка ГБЦ и блока цилиндров в Одессе недорого
Главная → Производство → Шлифовка ГБЦ в Одессе
Шлифовка и фрезеровка ГБЦ и блока цилиндров в Одессе и области
Специализированный моторный центр АБ-Инжиниринг производит шлифовку и фрезеровку головки блока цилиндра и плоскостей блока цилиндров в Одессе и области на лучшем современном европейском оборудовании по выгодной цене. Поскольку мы являемся официальными представителями многих мировых производителей оборудования для ремонта двигателя авто, то на нашем предприятии имеется современное оборудование известных мировых производителей, поэтому наши мастера работают быстро, качественно, профессионально. Мы работаем на результат, создавая максимально комфортные условия обслуживания авто для каждого автомобилиста.
Мы работаем на результат, создавая максимально комфортные условия обслуживания авто для каждого автомобилиста.
Шлифовка и фрезеровка ГБЦ — рациональный выбор, так как эта услуга на 90% выгоднее приобретения новой головки цилиндра, после её проведения полностью восстанавливается функциональность детали.
Мы делаем шлифовку и фрезеровку ГБЦ (головки блока цилиндров) и блока цилиндра для всех авто.
Среди них: ВАЗ, ГАЗ, Газель, LADA Largus (Лада Ларгус), Таврия, Нива, Daewoo Matiz (Дэу Матиз), Daewoo Lanos (Деу Ланос), Daewoo Sens (Дэу Сенс) и для других отечественных авто, Chevrolet Lacetti (Шевроле Лачетти), Ford Focus (Форд Фокус), Mitsubishi Lancer (Митсубиси Лансер), Nissan Juke (Ниссан Жук), Volkswagen Passat (Фольксваген Пассат), Peugeot (Пежо), KIA Sportage (КИА Спортейдж), Toyota (Тойота) и для других иномарок.
Шлифовка ГБЦ для чего — зачем нужна шлифовка головок блока цилиндра и блока цилиндров?
Шлифовка ГБЦ и блока цилиндров помогает восстановить первоначальное состояние деталей, устраняя дефекты, царапины, деформации на плоскости прилегания.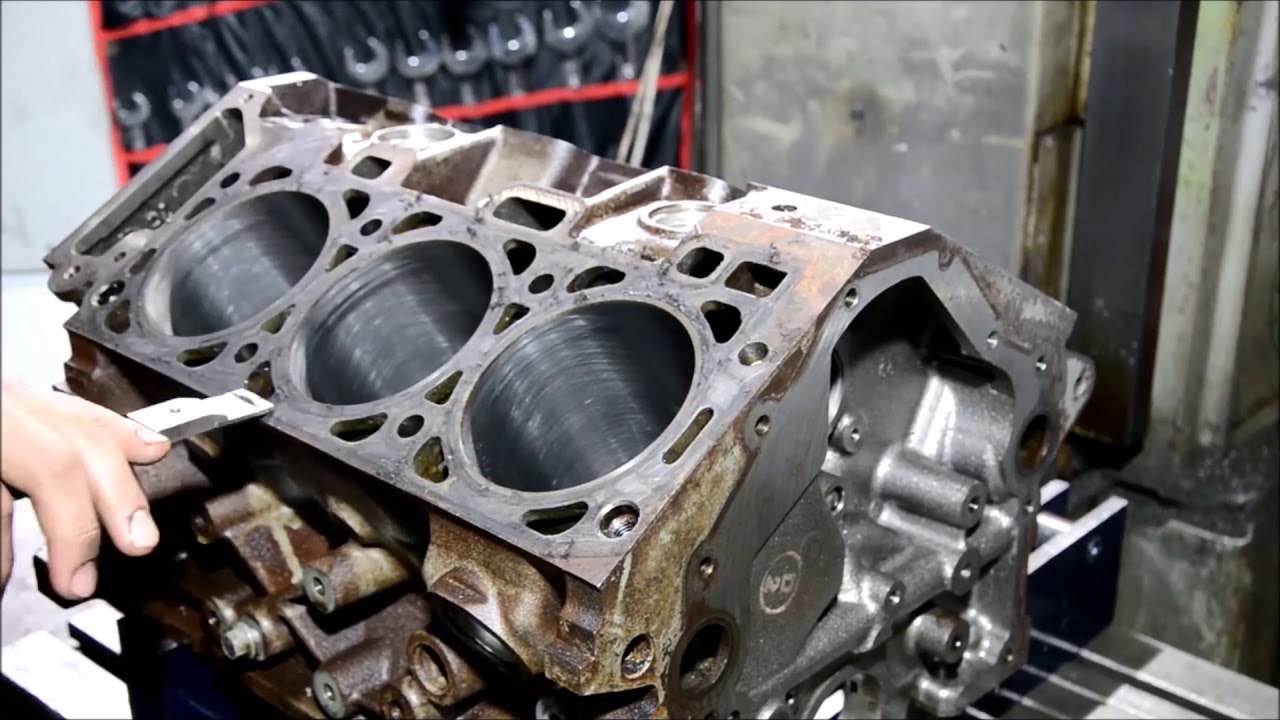 Шлифовка может стать прекрасной альтернативой фрезеровке или выполняться в качестве финишной работы при фрезеровании.
Шлифовка может стать прекрасной альтернативой фрезеровке или выполняться в качестве финишной работы при фрезеровании.
При выборе процедуры, шлифовки или фрезеровки, наши мастера ориентируются на металл и конструкцию двигателя.
Шлифовка позволяет создать идеально ровную поверхность. К данным процедурам прибегают при больших и очень больших нагрузках на двигатель авто или после ДТП. Плоскость головки может деформироваться по различным причинам, но зачастую из-за прогара прокладки и смешивания масла с антифризом и прорыва газов в систему охлаждения либо из-за трещины и коррозии. Дать точный ответ можно только после диагностики авто.
Во время шлифовки блока важно контролировать размерность и строго следовать нормативам установленным производителем. Наши мастера сталкивались с различными случаями, поэтому в слишком сложной ситуации они устанавливают толстую стальную прокладку.
Шлифовка и фрезеровка ГБЦ проводится чаще, но и в этом случае требуется соблюдение норм при снятии материала.
Низкая цена на шлифовку и фрезеровку ГБЦ и блока цилиндров в Одессе и области в АБ-Инжиниринг
Предлагаем Вам ознакомиться с нашим прайсом на шлифовку и фрезеровку ГБЦ и блока цилиндров в Одессе и области в СМЦ АБ-Инжиниринг.
Цены (грн) на услуги шлифования и фрезерования плоскостей блока и ГБЦ в Одессе
Шлифовка головки Таврия | 350 | Шлифовка головки угловой | 350 | ||
Шлифовка головки Москвич | 300 | Шлифовка головки плоскость коллектора | 250-400 | ||
Шлифовка головки ГАЗ-406 | 300 | Шлифовка головки плоскость клапанной крышки | 200 | ||
Шлифовка головки Иномарка (4 цил.) | 300 | Шлифовка головки после сварки — 25 процентов от стоимости сварочных работ + стоимость шлифовки | |||
Иномарка (6 цил. | |||||
 ) 400
) 400Для более детальной информации обращайтесь к нам по телефонам, указанным на сайте или заезжайте лично, специалисты проконсультируют Вас и ответят на все вопросы относительно стоимости шлифовки и фрезеровки головки блока цилиндров и и плоскостей блока цилиндров.
Почему Вам выгодно сделать шлифовку и фрезеровку ГБЦ и блока цилиндров у нас?
Нам доверяют много автолюбителей, среди частных и юридических лиц, которые успели стать нашими постоянными клиентами. Обращаясь в АБ-Инжиниринг, Вы получаете:
- Индивидуальный подход и профессионализм;
- Быстрое и качественное обслуживание;
- Профессиональный ремонт на современном оборудовании;
- Лучшие цены.
- Гарантийный срок на детали и работу;
- Обслуживание по Одессе и области;
- Консультацию специалистов;
- Смету на услуги;
- Оплату в удобной форме.
Обращайтесь к нам, и мы сделаем качественно и быстро шлифовку и фрезеровку ГБЦ блока цилиндров в Одессе и области по лучшей цене.
Ремонт ГБЦ и блоков цилиндра в Челябинске
Известно, что для коммерческого автомобиля большие пробеги не редкость. Именно поэтому приходится по достижению значительного пробега проводить капитальный ремонт двигателя. На протяжении многих лет мы занимаемся обслуживанием и ремонтом различных коммерческих автомобилей. Нам удалось достичь прекрасных результатов в своей работе. Прежде всего, это огромный опыт работы, который позволяет выполнять любые задачи в максимально короткое время и на высоком уровне. Кроме того, мы приобрели современное оборудование, которое предоставляет возможность проводить сложные операции по восстановлению двигателей.
Шлифовка плоскости ГБЦ
Шлифовка ГБЦ проводится с целью доведения до необходимых параметров привалочной плоскости ГБЦ, сопрягающейся с плоскостью блока. У каждого двигателя есть свои стандарты, поэтому Важно проводить шлифовку на специализированном оборудовании.
В каких случаях проводят шлифовку:
- Перегрев двигателя.
- Разрушение прокладки ГБЦ.

Преимущества проведения шлифовки плоскости ГБЦ в нашем автосервисе:
- Гладкая поверхность плоскости ГБЦ.
- Гарантированное качество работ.
- Применение высокотехнологичного оборудования.
Опрессовка ГБЦ
Перед тем, как приступить к ремонту двигателя, необходимо проверить головки блока цилиндров и возможно сделать опрессовку, так как эта часть двигателя взаимосвязана с другими механизмами и выявление причины поломки важно на ранних стадиях диагностики автомобиля.. Опрессовку ГБЦ необходимо производить в следующих случаях:
- Ремонт в связи с перегревом двигателя.
- Ремонт двигателя с чугунной ГБЦ.
- Заварка дефектов в ГБЦ из лёгких сплавов для проверки качества проведенных работ.
- При установке б/у ГБЦ.
Преимущества опрессовки на нашем автосервисе:
1. Скорость выполнения услуги до 3 минут.
Скорость выполнения услуги до 3 минут.
2.Точность проведения процедуры.
3.Диагностика механизмов сопряжённых с ГБЦ, а также проверка герметичности втулок клапанов.
Основные этапы опрессовки ГБЦ:
- Герметизация. Герметизация детали нужна для точности проведения опрессовки. Для этого устанавливают резиновую прокладку и вставку из оргстекла. Затем устанавливают заглушки на боковые поверхности ГБЦ.
- Подача воздука. Через снабжённую штуцером заглушку на специальной установке внутрь полости ГБЦ подают воздух под давлением 4 6бар.
- Прогрев детали. В термоизолирующей ванне деталь прогревают до расширения, чтобы проверить вскрывшиеся дефекты. При нагреве металлические детали ГБЦ расширяются раскрывая трещины, из которых выходит воздух, так выявляют дефект.
На наших установках, помимо опрессовки можно проверять герметичность контуров охлаждения и смазки, определить характер дефектов, контролировать герметичность поверхностей втулок клапанов.
Именно поэтому, если Вам необходима фрезеровка и опрессовка головок блоков цилиндров и блоков цилиндров, обращайтесь к нам. В самые кратчайшие сроки ремонт будет проведен и Вы сможете снова использовать транспорт в своих целях.
Расточка
Расточка блока – это процесс проточки стенок цилиндров двигателя (на специальных станках) для восстановления правильной геометрической формы при капитальных ремонтах мотора, либо с целью увеличения мощности.
Данная процедура повышает сохранность всех деталей двигателя. Трение поршневых колец о стенки цилиндра снижается, что положительно сказывается на работе автомобиля. При правильной работе блока не возникает усиленный расход масла.
Хонинговка
Хонингование является эффективным методом обработки поверхностей двигателя, поскольку здесь достигается высокий уровень точности. Хонингование выполняется для придания гильзам правильной формы, а также чтобы снизить шероховатость.
Хонингование способствует увеличению максимального уровня давления в цилиндрах. Этот показатель дает возможность двигателю повысить его эффективность.
Гильзовка
Гильзовка блока цилиндров — это технически и технологически сложный процесс, представляющий собой ремонт гильзы. Данный ремонт следует проводить либо по мере износа цилиндров, либо по рекомендации производителя (в зависимости от пробега).
Гильзовка блока цилиндров используется в тех случаях, когда глубина дефектов стенок не позволяет произвести расточку. То есть, повреждения настолько велики, что их невозможно подогнать под последний ремонтный размер.
Во время работы гильза берет весь удар на себя, в чем и состоит смысл ее использования. Своевременно проведенная гильзовка блока позволяет существенно увеличить сроки эксплуатации цилиндров в общей сложности.
Возможно ли произвести шлифовку ГБЦ (головки блока цилиндров) своими руками?
Каждый опытный автомобилист, который когда-либо сталкивался с ремонтом головки блока цилиндров знает, что эта часть является одной из самых специфических в устройстве авто. Собственно, именно этому узлу и посвящен наш материал. Сегодня мы вам расскажем, как осуществляется шлифовка головки блока цилиндров в домашних условиях с видео, когда это нужно и что необходимо учесть перед началом работ.
Содержание
[ Раскрыть]
[ Скрыть]
В каких случаях необходима шлифовка ГБЦ?
Ни для кого не секрет, что все без исключения компоненты ГБЦ находятся в тесном взаимодействии относительно друг друга. Соответственно, если из строя выходит один элемент, то это может стать причиной поломки и других компонентов либо же привести к серьезному дефекту узла. Например, если в прокладке ГБЦ появились пробоины, то в результате этого может произойти утечка моторной жидкости. Соответственно, ремонтные работы станут причиной необходимости не только замены самой прокладки, но и поиска причин, в результате которых прокладка была пробита.
В данном случае причина может заключаться даже в небольшом перегреве двигателя или случайном попадании влаги. Тем не менее, вся ГБЦ в данном случае подвергнется диагностике. На практике обычно прокладка пробивается в том случае, когда произошли нарушения в работе блока цилиндров, в частности, сопряжение между ГБЦ и самом блоком. В таких случаях необходима фрезеровка ГБЦ. Можно ли это сделать вручную своими руками и какой понадобится станок, вы узнаете далее.
Станок, предназначенный для ремонта и фрезеровки головки блока цилиндровНо сначала разберемся в истинных причинах, которые требуют такого серьезного вмешательства. В первую очередь, фрезеровка осуществляется в том случае, чтобы довести до необходимых стандартов привалочную плоскость головки, сопрягающейся с плоскостью БЦ.
Следует отметить, что данный процесс необходимо осуществлять в нескольких случаях:
- Если вы решили протюнинговать двигатель. Такой вариант является не особо актуальным среди отечественных водителей, скорее — среди отдельных личностей. В данном случае шлифовка ГБЦ подразумевает уменьшение ее высоты, а это, в свою очередь, необходимо для увеличения степени сжатия. Однако, следует отметить, что это было актуально, когда качественное топливо было трудно достать, соответственно, многие автомобилисты прибегали к такому решению. На сегодняшний же день данный вариант является актуальным исключительно для тех, кто хочет изменить параметры своего мотора.
- Второй случай — это необходимость фрезеровки узла при проведении каких-либо ремонтных работ с головкой блока. Имеются в виду практически все работы, начиная от замены уплотнительной прокладки и заканчивая ремонтом или заменой распределительных валов. Мы не рекомендуем уделять время только тем работам, ради которых был осуществлен демонтаж ГБЦ. Поскольку лучше вручную своими руками сделать все сразу и потратить немного больше времени, чем впоследствии опять решать данную проблему.
Подготовка головки блока к шлифовке
Помните о том, что произвести проверку плоскостей и непосредственно плотности ГБЦ вполне можно вручную своими руками, для чего вам потребуется набор щупов, а также обычная канцелярская линейка. Линейку необходимо по очереди подложить по всем диагоналям нижней плоскости, а затем следует подобрать тот щуп, который мог бы войти в интервал между плоскостью ГБЦ и линейкой. Но вам следует учесть, что вручную такой способ такой метод дать не может, тем не менее, вы будете иметь хоть какое-то представление о деформации вашего узла. На практике плоскость ГБЦ больше всего деформируется в районе цилиндров, где на поршнях образовался нагар или пробита прокладка.
Также учтите и тот факт, что процедура шлифовки узла должна осуществляться исключительно после того, как ГБЦ была полностью проверена на наличие микротрещин и прочих дефектов. Перед такой серьезной процедурой, как расточка, никаких дефектов быть не должно. Так что вам придется осуществить проверку и этого нюанса. Для поиска трещин можно воспользоваться специальной жидкостью, которая сразу же их покажет, но перед этим следует наиболее тщательно промыть поверхность узла.
Когда жидкость нанесена, необходимо подождать около пяти минут, прежде чем ее можно будет смыть. В том случае, если поверхность неровная и в ней есть микротрещины, то краска от жидкости забьется именно в них, таким образом сигнализируя о наличии дефектов. Но таим образом можно обнаружить только внешние дефекты, но не трещины внутри блока.
А чтобы выявить их, потребуется эксплуатация специализированного оборудования. Осуществить действительно качественную проверку, насколько максимум герметичны внутренние плоскости узла, возможно с использование устройства. Принцип его действия заключается в том, что он нагревает корпус ГБЦ, а затем все микротрещины будут обнаружены через воздушные пузыри, поскольку сам узел помещается в воду. В том случае, если на этом элементе агрегата все же присутствуют трещины, то их необходимо для начала ликвидировать. И только после этого можно начинать фрезеровку.
Инструкция
Станок для шлифовки
Своими руками произвести этот процесс навряд ли получится, поскольку, как видно на видео, для этого необходимо фрезерный станок. Тем не менее, мы все-таки ознакомим вас с технологией этого процесса, чтобы вы имели представление о нем.
Когда ГБЦ демонтируется с мотора на станок, в первую очередь вопрос, который возникает, касается толщины фрезеровки. В данном случае вы должны ознакомиться с самой максимальной ремонтной глубиной фрезеровки поверхности, а это прописано в сервисной книжке к вашему авто. Если вы будете соблюдать все нюансы этого вопроса, то проблем с дальнейшим функционированием мотора у вас не возникнет. Кроме того, когда вы узнаете нужную толщину, вам обязательно следует сказать об этом специалисту, который будет производить фрезеровку на станке, чтобы он выбрал прокладку нужно толщины.
Загрузка …Также мы рекомендуем осуществить замену сальников клапанов и протереть сами клапана. Желательно это сделать до начала работы, чтобы не пришлось после этого протирать прогоревшие элементы. Также следует отметить, что это позволит увеличить мощность мотора, а покупать новые элементы вовсе не обязательно, вполне можно использовать и старые. Разумеется, если их состояние не печальное.
Фото 1. Дефекты на внутренней части ГБЦ до фрезеровки Фото 2. Внутренняя плоскость ГБЦ после шлифовки без дефектовНеобходимо зачистить и внутреннюю поверхность ГБЦ от остатков прокладки. Это осуществляется с помощью обычного ножика или точильного камня. Учтите, что движения, которые вы осуществляете для удаления остатков прокладки, должны быть выполнены в форме нули или восьмерки. Также они должны быть плавными. Когда все остатки будут удалены, вы сможете увидеть, насколько искривилась головка, поэтому обрабатывать ГБЦ нужно до того момента, как не исправятся все неровные участки. По итогу вы должны получить как можно наиболее ровную и зеркальную плоскость узла, что позволит обеспечить наиболее максимальное уплотнение.
Как вы понимаете, в домашних условиях осуществить этот процесс вряд ли выйдет должным образом, поэтому советуем вам обратиться за помощью к профессионалам.
Видео «Шлифовка ГБЦ автомобиля BMW»
Подробнее о фрезеровке головки блока цилиндров на BMW вы сможете узнать из видео.
Момент затяжки ГБЦ ВАЗ-2112 (16 клапанов): схема
Момент затяжки ГБЦ ВАЗ 2112 (16 клапанов) очень важен, так как при неравномерной установке головки деформируются. Это приводит к тому, что при разборке потребуется отшлифовать не менее 2 мм от поверхности головного устройства. При соблюдении всех моментов затяжки заточка головки не требуется, а если захотят, то не более четверти миллиметра.
Конструкция головки
В 16-клапанном двигателе используется головка блока цилиндров, которая имеет следующие элементы:
- Два распредвала. Это пять литых железных столбов, каждая на 8 кулачков. Заменить впускной распредвал выпускной (и наоборот) невозможно.
- 16 клапанов. Устанавливаются на направляющие втулки.
- Непосредственно на головное устройство устанавливают Седло , которые контактируют с тарельчатыми клапанами.
- Гидрокомпенсаторы в количестве 16 шт.
Распредвалы установлены на опорах ГБЦ. Соблюдение момента затяжки ГБЦ ВАЗ-2112 (16 клапана 1.5 литров) позволяет обеспечить нормальную работу двигателя. Это также позволит избежать дорогостоящего фрезерования поверхности после очередного снятия головки.
Подготовка к замене прокладок ГБЦ
При снятии головки обязательно замените прокладку — используйте повторно, так как это приведет к пробою диэлектрика. Также его нужно заменить, если обнаружена утечка антифриза или моторного масла в месте стыка блока и головки. Часто протечки являются результатом повреждения головки из-за чрезмерного нагрева.Если не соблюдать момент затяжки болтов головки ВАЗ-2112 (16 клапанов), возможно повреждение прокладки и подтекание жидкостей.
Подготовительные работы перед заменой прокладки:
- Отсоединить отрицательную клемму аккумуляторной батареи.
- Установите поршень в первый цилиндр в положение, соответствующее верхней мертвой точке.
- Полностью слить воду из системы охлаждения — для этого сначала снимите пробку в нижней части радиатора, затем — блок двигателя.
- Обязательно сбросьте давление в топливной системе — в этой рампе есть специальный штуцер.
- Снимите гайки, крепящие переднюю трубу к выпускному коллектору.
- Снимите термостат.
- Отверните гайку крепления кронштейна к патрубку жидкостного насоса.
- Ослабьте гайку крепления кронштейна к коллектору (выпускному отверстию). Затем уберите его в сторону, чтобы он не мешал работе.
- Отсоединить колодку проводов от датчика масла и двигателей доработки ВАЗ-2111 нужно Открутить или ослабить гайки крепления опоры и опорных кронштейнов.
Снятие головного устройства
Рекомендуем
Как работает сайлентблок задний переднего рычага и сколько он служит?
Сайлентблок задний переднего рычага — один из составных элементов ходовой части автомобиля. Он относится к направляющим элементам подвески вместе с рычагами, выдерживающим колоссальные нагрузки колесами. Однако с этим товаром их много …
Расход масла в двигателе. Шесть причин
Вряд ли можно найти автомобилиста, которого бы не волновал повышенный расход масла.Особенно раздражает, когда это происходит с другим новым мотором. Вот наиболее частые причины, которые приводят к расходу масла в двигателе …
Как работает выхлопная система?
Выхлопная система предназначена для удаления продуктов сгорания из двигателя и вывода их в окружающую среду. Также должно быть обеспечено снижение шумового загрязнения до приемлемых пределов. Как и любые другие сложные устройства, эта система состоит из нескольких …
После подготовительных работ необходимо произвести полное снятие головки.При этом выполняются следующие манипуляции:
- Отсоединяем белый разъем от датчика CKP, для этого нужно будет нажать на пластиковую защелку.
- Снимите пластиковую декоративную панель и металлическую крышку с головного устройства.
- Снимите ремень ГРМ. Для этого откручиваем гайку натяжного ролика и снимаем ее полностью.
- Шкив распределительного вала закрепить отверткой — стараться не проворачивать.
- Выверните болт крепления распределительного вала и снимите его полностью.
- Аналогично снял и второй распредвал.
- Откручиваем десять болтов, которыми головка крепится к блоку.
После этого можно полностью снять ГБЦ. Момент затяжки ГБЦ ВАЗ-2112 (16 клапанов) под турбину такой же, как и без нее.
Особенности клапанной системы
На автомобиле ВАЗ-2112 клапанная конструкция очень похожа на применяемую в моторах модификации ВАЗ-2110. У них только диаметр стержней и пластин чуть меньше.Размеры:
- Диаметр тарелки впускного клапана 29 мм, шток 6 975 мм.
- Клапан выпускной — тарелка диаметром 25,5 мм, шток 6965 мм.
На каждую пружину клапана ее длина без нагрузки — 38,19 мм. Под нагрузкой 240 Ньютон она уменьшается до 32 мм. Если воздействовать на пружину с нагрузкой 550 Ньютон, ее длина уменьшается до 24 мм.
Гидравлические подъемники
Приводные клапаны с помощью кулачков на распределительных валах и гидротальцитов. Эти элементы расположены внутри направляющих отверстий.С помощью гидроталькита автоматически устраняется люфт в клапанном механизме. Поэтому при эксплуатации автомобиля не требуется проводить регулировку тепловых люфтов клапанов.
Чтобы гидротальцит работал в штатном режиме, в систему смазки подается масло нима. Он подается по специальным каналам в блоке цилиндров и головке блока цилиндров. Масло проходит по этим каналам и смазывает шейки распределительных валов. В канале есть клапан, через который масло не сливается сверху после выключения двигателя.Это позволяет вам поддерживать вашу систему в нормальном режиме до полной остановки.
Распредвалы
При ремонте головки необходимо проверить состояние распредвалов. При сборке следуйте инструкции и соблюдайте момент затяжки ГБЦ ВАЗ-2112 (16 клапанов). На «приору» будет установлен мотор — он достаточно мощный, имеет отличные характеристики и не требует частого обслуживания. Два распределительных вала приводят в действие впускной и выпускной клапаны.
Распредвалы вращаются в специальных гнездах, которые расположены непосредственно в головке.Отличие распредвалов в том, что на впуске есть небольшой выступ. Находится возле первой опоры. Для предотвращения осевого смещения есть упорные ребра — они находятся по обе стороны от опоры спереди. Впереди на обоих распредвалах есть сальники камподимельного типа.
Как отремонтировать
Для того, чтобы отремонтировать голос блока, вам понадобятся следующие инструменты:
- Устройство для сжатия пружин клапана. Может использоваться как «магазинчик», так и самодельный.Главное, чтобы было удобно работать.
- Приспособление для колпачков клапана колеса.
- Оправка НКТ для установки заглушек.
- Ключ на «10», шестигранники, пинцет и отвертка.
Выполните следующие манипуляции:
- Проведите все действия по снятию головок и распредвалов.
- Снять все клапаны специальным приспособлением.
- Снимите уплотнения клапана.
- Замена направляющих и притирка клапанов.Клапаны меняйте в том случае, если есть поломка — прогорание, нарушение геометрии. Обязательно подпишите, в каких гнездах шлифуют клапан — иначе целостность нарушится.
- Собрать все механизмы привода клапанов & ndаsh; гидротальцит, пружины, замкните их в панировочных сухарях.
Все Сборка проводится в обратной последовательности, нужно учитывать только одну особенность: придерживаться рекомендованного момента затяжки для ГБЦ ВАЗ-2112 (16 клапанов). На фото отмечена последовательность моментов затяжки.
Как затянуть болты крепления ГБЦ
Обязательно подтяните проводку по схеме, указанной в статье. Чтобы затянуть болты, необходимо выполнить несколько простых шагов:
- Установите новую прокладку головки, поместите ее на центрирующие втулки.
- Установите головку и — болты ее крепления.
- Начните затяжку с момента 20 Н * м. Если шкала в «кг / м», то разделите на 10.
- Вторая запись необходима для затяжки всех болтов согласно схеме на 90 градусов.
- В третий раз они поворачиваются еще на 90 градусов.
Нельзя использовать болты длиной 95 мм и более. В целом процедура довольно простая, но требуется динамометрический ключ — выдержать должный момент затяжки ГБЦ ВАЗ-2112 (16 клапанов) не выдержит.
Угловые фрезерные головки цилиндров — люфт на все углы
Угловые фрезерные головки цилиндров — один из лучших способов улучшить работу существующего оборудования. Почти все гонщики понимают, что концепция углового фрезерования — это, по сути, установка головки под углом, так что со стороны выпускного отверстия удаляется больше материала, чем со стороны впуска, но меньшее количество гонщиков понимают, как это может быть выгодно.«Если все сделано правильно, все будет в плюс», — объясняет Джонатан Лигон из компании Leagon’s Racing Heads. «Вы поднимаете клапаны вверх, вы улучшаете угол впускного отверстия, вы улучшаете компрессию, прямо в дальнейшем».
Конечно, хороший главный специалист сделает это легко. По сути, это так. Самое сложное — понять, что хорошее угловое фрезерование — это не просто резка одного угла. После того, как вы отрезали угол на деке головки, вы изменили геометрию впускной поверхности, выпускной поверхности, клапанов, болтов и отверстий для охлаждения и почти все остальное.Как только вы поймете, как влияют все эти факторы, вы на пути к большей мощности, не жертвуя долговечностью.
Так как все зависит от угла, под которым вы укладываете голову, это будет первое, что нужно обрезать. Для начала нужно знать, сколько вы режете. Обычно вы можете обойтись несколькими градусами без необходимости проделывать большую работу с отверстиями для болтов или перемещать установочные штифты, и при этом получить хорошее увеличение мощности. Существенные изменения угла требуют больше работы, в том числе перемещение установочных штифтов, повторная нарезка отверстий для болтов и возня с водяными проходами.
К счастью, существует простая формула, по которой можно определить, сколько материала необходимо удалить, чтобы добиться желаемого изменения угла клапана. Единственная информация, которая вам нужна, — это ширина головки (самая широкая точка, которая все еще соприкасается с блоком) и желаемое изменение угла клапана. Используемая формула является упрощенной версией формулы, требующей вычисления синуса и косинуса, но она так же точна и сообщает нам то, что нам нужно знать.
Просмотреть все 14 фотоW = Ширина головки A = Изменение угла C = Глубина реза C = 0.0175 x Ш x A
Итак, если бы у нас была головка Chevrolet с углом наклона 23 градуса и максимальной шириной 7,625 дюйма, и мы хотели бы изменить угол клапана на 1 градус (с 23 до 22), формула была бы такой:
C = 0,0175 x 7,625 x 1C = 0,133
Это значение представляет собой объем резки в тысячных долях дюйма. Мы должны удалить 0,133 дюйма материала с выпускной стороны головки, наклонив к нулю на впускной стороне деки, чтобы поднять клапан на 1 градус.
И наоборот, вы также можете использовать эту формулу, если знаете, сколько вы хотите отрезать, и хотите знать, каким будет угол клапана.Используя те же переменные, формула:
A = C / (0,0175 x W) A = 0,133 / (0,0175 x 7,625) A = 0,997 (или приблизительно 1 градус)
Важно отметить, что это изменение всегда уменьшение степени клапана. Кроме того, это тот же угол изменения на впускной поверхности головки. Чтобы головка правильно соответствовала стандартному воздухозаборнику, необходимо вернуть лицевую часть воздухозаборника в исходный угол. Имейте в виду, что когда вы это сделаете, потребление будет ниже, чем было раньше. Если это разрешено правилами, неплохо было бы войти и сопоставить переходы между коллектором и впускными портами в головках.
Посмотреть все 14 фото Чем агрессивнее разрез, тем больше отверстия на внешней стороне деки головки смещаются в сторону камер сгорания. Не режьте так сильно, чтобы они не попали в место, где прокладка герметизирует камеры сгорания.По мере фрезерования головок угол существующих отверстий под болты изменяется в прямой зависимости от клапанов. Это означает, что отверстие под болт будет смещено вверху головки и исправлено внизу. Для небольшого углового фрезерования Leagon’s рекомендует просто расширить отверстие немного большего размера.Это просто непрактично для больших рабочих мест. Вы должны повторно просверлить отверстие под болт под правильным углом в 90 градусов к деке головки. Когда это будет сделано, вы прорежете одну сторону существующего отверстия для болта в верхней части головки. Это создает продолговатое отверстие для болта, которое в конечном итоге закругляется на палубе.
Просмотреть все 14 фотоОтверстия для болтов рядом с портами являются большим ограничением того, насколько вы можете фрезеровать головку под углом. Если вы измените угол слишком сильно, отверстие для нового болта выломается в порт. Это не конец света; некоторые главные специалисты согласятся с этим компромиссом и просто заглушат отверстие под болт, чтобы закрыть порт.
Наконец, область вокруг каждого отверстия для болта в верхней части головки должна быть точечной, чтобы она была перпендикулярна отверстию. Если этого не сделать, колпачки на болтах будут сидеть под углом, что окажет чрезмерное давление на болты и снизит показания крутящего момента.
Другие области двигателя, на которые может повлиять фрезерование головок под углом, включают зазор между поршнем и клапаном, который изменяется несколькими способами. Когда выпускная сторона головки опускается по отношению к поршню в ВМТ, клапан фактически перемещается к задней части поршня (к стороне, обращенной к впадине подъемника).Он также перемещается ближе к поршню и изменяет угол между головкой клапана и поршнем (для простоты предположим, что поршень с плоским верхом с врезанными предохранительными клапанами).
Посмотреть все 14 фотографийЧтобы увидеть, что происходит, создайте макет двигателя с головкой измененной конфигурации, прикрученной на место, и проверьте зазор между поршнем и клапаном как на впуске, так и на выпуске. Дополнительную информацию о том, как это сделать, см. В разделе «Глина для детей» на странице 88 нашего выпуска за май 2003 года.
Далее заменяем головку без клапанов в одной из камер.На этот раз вам понадобится подходящая прокладка, которую вы планируете использовать. Переместите поршень в камере без клапанов в ВМТ. Используя пробойник, который просто проходит через направляющие клапана, сделайте отметку через впускные и выпускные направляющие в верхней части поршня. Это отмечает центр клапанов.
Теперь, когда вы знаете зазор между поршнем и клапаном (P-to-V), вы имеете представление о глубине клапанных карманов (Leagon’s рекомендует минимальное P-to-V 0,080 для впуска и 0,100 для выхлопа).Установите поршни в поршневые тиски и при необходимости зарежьте карманы клапанов над новым центром клапана и под правильным углом.
Кроме того, это хорошее время, чтобы еще раз проверить геометрию вашего клапанного механизма. С учетом задействованных здесь переменных невозможно точно предсказать каждую возможность. Лучший вариант — просто собрать все вместе, внимательно следя за своими зазорами на ходу.
Посмотреть все 14 фотографий Джонатан Лигон готовится разрезать впускную поверхность головки, чтобы вернуть этот угол в исходное положение, чтобы она соответствовала впускному коллектору.Здесь он устанавливает приспособление, чтобы удерживать головку концевой фрезы. Транспортир используется для установки правильного угла — это пузырьковый уровень, расположенный на вершине горизонтального рычага.Угловое фрезерование головок блока цилиндров дает на самом деле многочисленные преимущества в мощности. Некоторые из них включают:
Улучшение углов клапана: головки Chevrolet с углом наклона 18 градусов более развиты, чем головки с углом наклона 23 градуса, верно? Ну это тоже самое. Угол клапана влияет на то, как входящий поток воздуха / топлива заполняет пустоту, создаваемую поршнем, опускающимся в цилиндр.По мере наклона клапана поток все больше ограничивается нижней частью клапана (стороной, обращенной к поршню), потому что верхняя часть клапана слишком закрыта крышей камеры сгорания. Поскольку клапан находится в вертикальном положении или параллельно линии движения поршня, кожух не является такой большой проблемой, и поток воздуха / топлива распределяется по клапану гораздо более равномерно.
Просмотреть все 14 фотографийПовышение степени сжатия. Традиционное покрытие головы для увеличения сжатия имеет свои ограничения.Обычно область, ограничивающая возможную площадь покрытия, — это седло впускного клапана, ближайшее к поверхности впускного коллектора. Угловое фрезерование требует больше со стороны выпуска, чем со стороны впуска, поэтому вы обычно продолжаете резку. Предел определяется тем, сколько работы вы готовы проделать с отверстиями для болтов, а иногда даже с отверстиями для свечей зажигания на противоположной стороне камеры сгорания. Головки Leagon отфрезерованы настолько плотно, что заглушки приходится индексировать на месте, чтобы поршень не отломал наконечники.
Поднятые впускные желоба: на каждый градус, на который вы поднимаете клапаны, вы также поднимаете впускные желоба на ту же величину. Результат — более прямой выстрел из карбюратора в камеру сгорания. Предостережение здесь в том, что он также может создавать угол на переходе между коллектором и впускным желобом в головке. Если это разрешено правилами, эту область необходимо сопоставить с портами.
Более сильная колода: это снова сравнивается с простым сбриванием декольте головы. Если вы расположите головку слишком сильно, область деки, которая также является частью камеры сгорания (на головке с закрытой камерой), может стать слишком тонкой.Если давление в цилиндре или высокая температура сгорания раздавит эту область или создаст трещину, вода будет просачиваться прямо в камеру. Угловое фрезерование позволяет этой области на деке головки оставаться более толстой, удаляя при этом область с другой стороны камеры сгорания.
Посмотреть все 14 фотовсе про это тут В чем разница между ГБЦ
Обычные водители могут даже не догадываться, что такое ГБЦ в машине.Для них есть доступное описание, в котором головка блока цилиндров представлена как крышка для блоков цилиндров, защищающая их от внешних воздействий. Эта часть, как и другие, со временем может ухудшиться или столкнуться с некоторыми проблемами.
Что такое головка блока цилиндров?
Задаваясь вопросом, что такое ГБЦ в автомобиле, можно выделить главное — это деталь сложной формы из алюминия или чугуна. Он изготавливается методом точечного литья и входит в состав каждой производимой машины.Перед установкой он подвергается механической нагрузке с целью искусственного старения, чтобы избавиться от остаточных напряжений в отливке.
Головка блока цилиндров автомобиля состоит из множества частей. Каждый из них должен быть идеально закреплен, ведь от этого зависит правильная работа двигателя. Есть два типа головок: общие и W-образные. Общие устанавливаются на все стандартные рядные двигатели, от двухрядного до многорядного. Зная головку блока цилиндров — какая она в машине, в случае поломки двигателя и важных для нее деталей можно будет быстро найти причину и устранить ее.
Где находится головка блока цилиндров?
Крышка с предохранителями, герметично закрывающая цилиндры сгорания, расположена непосредственно над ними. Устройство головки блока цилиндров очень плотно прилегает к блоку цилиндров и создает там вакуумную атмосферу. Он контролирует правильную работу поршней и предотвращает выход пламени. Между блоками цилиндров и головкой находится прокладка, которая всегда должна быть в хорошем состоянии, потому что при ее небольшом повреждении правильная работа будет нарушена.
Какая прокладка ГБЦ самая лучшая?
Зная все проблемы ГБЦ — что она в машине и прочую информацию, следует внимательно выбирать прокладки. Правильно подобранный прослужит дольше и избавит вас от дорогостоящего ремонта. Срок службы зависит не только от прочности и качества, но и от правильного монтажа. Даже малейшее несоответствие приведет к быстрому выгоранию и громкому стуку поршней или возможной поломке двигателя. Сейчас их делают двух типов:
Считается, что лучшая прокладка ГБЦ — металлическая, потому что она намного дольше перетирается, но подходит не ко всем двигателям.Например, для атмосферного больше подходит паронит, так как он отлично сглаживает все неровности на поверхностях. Он отлично прослужит долго, только если вы не планируете тюнинговать машину и подвергать ее серьезным нагрузкам.
Признаки неисправности ГБЦ
Неисправности возникают во всех частях автомобиля и головка блока цилиндров не исключение. Поломки могут привести к неприятным последствиям: от увеличения расхода топлива до полной остановки двигателя с последующим капитальным ремонтом.Специалисты отмечают основные признаки, на которые обязательно стоит обратить внимание, чтобы избежать неприятностей в дальнейшем.
- Утечка масла из-под ГБЦ.
- При проверке масла на щупе видна белая пена.
- Белый дым выхлопных газов.
- Следы масляных остатков в расширительном бачке и радиаторе.
Прокладка ГБЦ сломана — знаки
Нарушение целостности прокладки существенно влияет на работу двигателя.Он должен прилегать плотно и ровно, исключая посторонние предметы и неровности. При установке болты следует закручивать очень осторожно, иначе срок службы может сократиться вдвое. Есть определенные признаки прокола прокладки ГБЦ, которые говорят о том, какие действия нужно предпринять, чтобы не навредить.
- Температура двигателя повышается и остается выше нормы.
- Антифриз смешивается с моторным маслом.
Необычный стук в головке блока цилиндров также указывает на то, что прокладка сильно повреждена.Стоит помнить, что такие поломки считаются самыми опасными и затратными в финансовом отношении. Изменения в шасси могут позволить автомобилю продолжать движение, даже если это небезопасно. Проблемы с головой не связаны с движением, если нет желания полностью поменять двигатель в автомобиле.
Почему протыкает прокладку головки блока цилиндров?
Стандартная поломка прокладки ГБЦ происходит не сразу, а постепенно, тем самым медленно нарушая работу двигателя.Не всегда удается вовремя заметить проблему, и в большинстве случаев человек продолжает пользоваться транспортным средством. Как только прокладка проникает полностью, двигатель в 80% случаев перестает работать. Даже регулярная диагностика не может выявить приближение проблем с прокладкой, ведь для проверки необходимо снять головки блока цилиндров. Основные причины разрыва:
- неправильная установка;
- перегрев двигателя;
- высокая степень сжатия.
Пробита прокладка ГБЦ — последствия
Как уже было сказано выше, последствия этой неприятности будут не из очень приятных. Отличие ГБЦ от остальных деталей заключается в том, что поломка становится заметной тогда, когда на ней уже невозможно передвигаться. Подобные проблемы могут возникнуть и в дороге, особенно при поездках на дальние расстояния, когда двигатель долгое время работает на полную мощность.
Последствия неисправности прокладки ГБЦ негативно сказываются на двигателе.Если не обращать внимание на температуру двигателя, то в пути он может просто перегреться и выйти из строя. Несвоевременная замена прокладки или некачественная установка очень быстро даст о себе знать. Сам по себе такой ремонт заметно дорого обходится, и лучше один раз сделать хорошо, чем постоянно возвращаться к одному и тому же.
Признаки прогорания прокладки ГБЦ
Самые основные симптомы перегоревшей прокладки ГБЦ сводятся к маслу.В те моменты, когда начинает течь, пенится, капать и т. Д., Сразу необходимо проверить герметичность между цилиндрами и ГБЦ. Если там есть масло, желательно обратиться в сервисную службу для замены прокладки. Выбирайте только проверенные сервисы, в которых есть все необходимое для проведения этой процедуры.
Почему выгорает прокладка ГБЦ?
Основная причина — перегрев автомобиля. Если выгорела ГБЦ, обратите внимание на работу двигателя, скорее всего, он регулярно перегревается.Стоит опасаться попадания дымовых газов; для полной уверенности можно проверить почернение на головках блока цилиндров. Всегда следите за моторным маслом и избегайте утечек, особенно смешивания с охлаждающей жидкостью.
Как мыть ГБЦ?
Каждый водитель сам выбирает, как отмыть ГБЦ от нагара. Никаких ограничений в этом плане нет, ведь сама деталь сделана из металла, который легко переносит любые химические воздействия. Одни советуют использовать дизельное топливо или ацетон, другие берут порошки или различные моющие средства.Особой разницы, кроме запаха, нет. Дома лучше брать бытовые чистящие средства, чтобы не навредить себе и своим близким в случае неосторожного использования химии.
Головка блока цилиндров — это верхняя часть двигателя, расположенная выше. В зависимости от конструкции двигателя он может выполнять разное количество функций: в типичных современных двигателях он закрывает верхние части цилиндров, образуя камеру сгорания, а также содержит каналы для масла и охлаждающей жидкости, а основная часть — ( один или два), впускные и выпускные, впускные и выпускные отверстия и, во многих случаях, топливные форсунки.В некоторых случаях головка блока цилиндров не просто образует верхнюю крышку камеры сгорания, но также имеет свою часть этой камеры или специальные камеры впрыска — или.
Поскольку при работающем двигателе в камере сгорания находится большое давление, головка блока цилиндров должна быть плотно прижата к блоку цилиндров. Для обеспечения герметичности их соединения между ними устанавливается прокладка ГБЦ, а головка равномерно крепится к блоку по всей длине большим количеством болтов.
Материал изготовления ГБЦ может быть разным: современные головки в основном из алюминия, но бывают как стальные, так и чугунные. Основные достоинства алюминия — меньший вес и хорошее теплораспределение, однако алюминиевые головки несколько уступают стальным и чугунным по прочности и надежности.
Головка блока цилиндров современного двигателя, в котором расположен клапанный механизм, сверху прикрыта специальной.Клапанная крышка закрывает клапанный механизм, и она съемная, чтобы обеспечить доступ к клапанному механизму для ремонта и обслуживания — например, для так называемой регулировки клапана, когда регулируется зазор между кулачком распределительного вала и приводом клапана. Как и поверхность между головкой блока цилиндров и блоком цилиндров, поверхность в месте соединения головки блока цилиндров и клапанной крышки уплотняется специальной прокладкой.
Сколько головок цилиндров может быть у двигателя?
Количество головок блока цилиндров может различаться в зависимости от двигателя.Например, моторы имеют одну головку блока цилиндров, они тоже управляют одной головкой, но моторы в силу своей конструкции обязательно подразумевают наличие двух головок блока цилиндров. Причины понятны: в них цилиндры (и в них) расположены под углом друг к другу, а верхние части камер сгорания значительно удалены друг от друга (в противоположных — буквально на противоположной стороне двигателя. ), поэтому каждая группа цилиндров имеет свою головку блока цилиндров.
Более экзотические варианты — это радиальные двигатели и тяжелая техника.В радиальных двигателях — тех, у которых цилиндры отходят сбоку, образуя «звезду», количество головок цилиндров соответствует количеству цилиндров, то есть каждый цилиндр имеет свою индивидуальную головку. Звездные двигатели широко использовались в авиации, как это видно на носовых винтовых самолетах.
Цепь с отдельными головками блока цилиндров для каждого цилиндра также используется в двигателях большого объема для тяжелого оборудования, такого как гигантские дизели, используемые в судостроении, карьерные самосвалы, железнодорожные локомотивы и т. Д.Такие двигатели, как правило, имеют обычную рядную компоновку, но использование отдельных ГБЦ для каждого цилиндра оправдано с точки зрения ремонта и обслуживания: для этих работ намного проще и дешевле снять одну меньшую. голову, чем разбирать огромную общую ГБЦ целиком. Кроме того, такая схема дает возможность строить двигатели с разным количеством цилиндров (и, соответственно, рабочим объемом и мощностью) без изменения конструкции ГБЦ.
Тюнинг ГБЦ
Поскольку головка блока цилиндров современного двигателя выполняет множество функций, она содержит синхронизатор, часть впуска и тракта, часть системы впрыска и часто подвергается настройке.
Основные улучшения самой головки блока цилиндров обычно касаются оптимизации диаметра, формы и поверхности каналов, особенно впускных. Правильная форма канала сводит к минимуму турбулентность и улучшает наполнение цилиндра, а увеличение диаметра канала позволяет подавать больше воздуха или топливовоздушных смесей.Однако следует понимать, что в случае увеличения диаметра впускного канала при сохранении остальных параметров мотора расход снижается, что негативно сказывается на наполнении цилиндра и характеристиках двигателя. на малых и средних оборотах. Таким образом, увеличение диаметра впускного канала должно сопровождаться увеличением объема подаваемого воздуха (например, за счет увеличения давления турбонаддува).
Еще одна характеристика мотора, которую можно изменить за счет доработки ГБЦ, это.Поскольку головка блока цилиндров является верхней частью камеры сгорания, шлифовка нижней части может уменьшить объем камеры сгорания и тем самым увеличить степень сжатия в цилиндре. Подобные методы используются, например, для адаптации старых двигателей с низкой степенью сжатия, предназначенных для использования бензина (АИ-80, АИ-76 и ниже), к АИ-92, который сегодня наиболее распространен.
Конструкции ГБЦ в зависимости от конструкции двигателя
Как упоминалось в начале, конструкция головки блока цилиндров может отличаться в зависимости от конструкции двигателя, на котором она установлена.Самая простая ГБЦ на двигателях с плоской головкой — это металлическая пластина с резьбовыми отверстиями для установки свечей зажигания. Однако по мере совершенствования двигателя внутреннего сгорания возникла необходимость перенести распределительный вал и клапанный механизм на головку блока цилиндров, и в результате большинство современных двигателей имеют именно такую конструкцию. Однако двигатели с верхним расположением клапанов большого объема с нижним валом все еще используются в американских автомобилях. Мы рассмотрим различные конструкции головок цилиндров в зависимости от конструкции двигателя.
Головка блока цилиндров нижнего клапана нижнего вала двигателя
Конструкция двигателя предполагает расположение распредвала в блоке цилиндров, рядом с коленчатым валом, и привод первого от второго с помощью шестерен.При этом клапаны приводятся в движение от распредвала толкателями и располагаются пластинами вверх, а вход и выход подходят к цилиндру сбоку (отсюда одно из английских названий таких моторов — side-valve engine, который означает «двигатель с боковыми клапанами»).
Таким образом, оба, и расположены в блоке (и рядом с ним), и только свеча зажигания могла располагаться в верхней части цилиндра. Соответственно, ГБЦ такого мотора представляла собой простейшую пластину (к этому относится другое английское название таких моторов — Flathead, то есть «плоская головка»), в которой при необходимости делались резьбовые отверстия для установки свечей зажигания.
Следующим этапом в разработке двигателей с нижним валом стали двигатели со смешанным расположением клапанов: в них впускные клапаны с приводом были перенесены вверх к головке блока цилиндров, а выпускные клапаны остались без изменений. Эта конструкция получила название F-образной головки, поскольку расположение поршня и клапанов частично напоминало букву F. Впускные клапаны приводились в движение коромыслами. Таким образом, конструкция ГБЦ усложнилась: вместо простой пластины она стала пластиной с приводным механизмом впускного клапана и, как и прежде, разъемом для установки свечей зажигания.
Головка блока цилиндров верхнего вала двигателя
Следующий этап развития двигателей после нижнего клапана нижнего вала сталью: то есть распредвал в них, как и прежде, располагался в блоке цилиндров, приводился от коленчатого вала шестеренчатым механизмом, но клапаны перемещались вверх до ГБЦ. Разумеется, это повлекло за собой заметное усложнение его конструкции — из пластины с отверстиями для свечей зажигания она превратилась в полноценный агрегат с каналами для смазки и охлаждения, а также впускными и выпускными каналами, через которые проходит воздушно-топливная смесь. подавали и отводили выхлопные газы.
Поскольку привод клапана от распредвала осуществлялся через толкатели и коромысла, конструкция ГБЦ такого мотора предполагала расположение этих коромысел и самого клапанного механизма внутри нее.
Головка блока цилиндров верхнеклапанного двигателя
В подавляющем большинстве случаев головка блока цилиндров современного двигателя выглядит так: в схеме и распредвал, и клапанный механизм расположены в головке блока цилиндров.Эта схема наиболее современная и может иметь несколько вариантов реализации.
В простейших вариантах головка блока цилиндров, помимо впускных-выпускных отверстий, смазки и охлаждающей жидкости, содержит по одному распредвалу и по два клапана на каждый цилиндр. Привод клапана, в свою очередь, тоже может быть разным — напрямую от распредвала или через коромысла-толкатели или гидролифты, регулирующие зазор между кулачком распредвала и головкой клапана.
Более продвинутые варианты ГБЦ предполагают наличие, а также наличие, один из которых управляет впускными клапанами, а другой — выпускными.Однако, несмотря на увеличение количества рабочих элементов, функциональность и базовая конструкция ГБЦ остались прежними.
KnowCar — это понятная энциклопедия автомобилестроения, где комплекс описан простым языком, с иллюстрациями и видео, а статьи разбиты по разделам. Энциклопедия находится в процессе наполнения. Если у вас есть вопросы или предложения, свяжитесь с командой. Все контактные данные находятся внизу сайта.
Не многие владельцы новых автомобилей, впервые садящиеся за руль, знают, что головка блока цилиндров — одна из важнейших частей двигателя.
В этой статье мы расскажем о головке блока цилиндров, что она в машине, устройстве головки и процессах, которые в ней происходят. Также мы рассмотрим основные признаки поломки ГБЦ, что поможет своевременно заметить неисправность силового агрегата, а также проконтролировать его работоспособность.
Головка блока цилиндров, что это в машине?Головка блока цилиндров, или просто головка блока цилиндров, является важной частью двигателя, расположенной непосредственно над блоком цилиндров.Об этом должен знать каждый автовладелец. Поскольку именно в голове тепловая энергия, генерируемая при сгорании топлива, преобразуется в механическую энергию движения. Именно в нем сосредоточены основные механизмы, осуществляющие этот процесс. Для этого многие механики называют головку блока цилиндров «головкой» или «головкой», подразумевая, что она играет ведущую роль во всем блоке двигателя.
Из чего состоит головка блока цилиндров?По своей конструкции головка блока цилиндров состоит из крышки и корпуса головки:
- Крышка головки блока цилиндров защищает внутренние узлы и механизмы головки блока цилиндров от внешних воздействий, а также предотвращает утечки моторного масла.Сверху есть отверстие для заливки масла в мотор. Соединение крышки и корпуса головки осуществляется с помощью винтов и специальной многоразовой резиновой прокладки, предотвращающей просачивание масла между двумя компонентами.
- В свою очередь, корпус головки является базой, в которой расположено большое количество важных узлов двигателя. Самыми простыми по своей конструкции являются ГБЦ в двигателях с нижним расположением клапанов. Электродвигатели с верхним расположением клапанов имеют более сложную конструкцию.
Корпус ГБЦ содержит множество важных узлов, без которых запустить двигатель и его работу просто невозможно.Посмотрим, какие функции он выполняет и что на самом деле имеет:
- Камеры сгорания частично или полностью расположены в ГБЦ.
- Проходят каналы систем смазки и охлаждения.
- Имеются фланцевые отверстия для впускного коллектора, через которые, в зависимости от типа двигателя, может подаваться как топливная смесь, так и только воздух.
- Также в корпусе ГБЦ есть отверстия для выпускного коллектора, через которые отводятся выхлопные газы.
- В корпусе головки имеется площадка и отверстия для элементов газораспределительного механизма, элементов трансмиссии распредвала и других узлов.
- Имеются резьбовые отверстия для свечей зажигания или форсунок.
- На двигателях с верхним распредвалом предусмотрена дополнительная опора.
Все эти важные компоненты напрямую взаимодействуют с корпусом головки блока цилиндров, который также имеет другое название — картер головки блока цилиндров.
В месте соприкосновения корпуса головки с блоком цилиндров внутренняя поверхность гладкая и несколько расширена.Это позволяет плотно соединять головку блока цилиндров с блоком цилиндров, а также выдерживать сильные нагрузки, возникающие при работе двигателя.
Кроме того, между соединениями двух компонентов предусмотрена прокладка. Изготавливается из армированного асбеста, так как именно этот материал способен выдерживать перепады давления газа и перепады температур, сохраняя при этом высокий уровень герметичности маслопроводов, системы охлаждения и камеры сгорания. Однако такая прокладка одноразовая и больше не пригодна для повторного использования.
Каким нагрузкам подвергается головка блока цилиндров при работающем двигателе?Во время работы двигателя головка подвергается следующим нагрузкам:
- Большой перепад температур;
- Давление выхлопных газов;
- Серьезное механическое напряжение.
При сгорании топлива в разных частях головки перепады температур могут достигать нескольких сотен градусов. Например, в зоне камеры сгорания нагрев металла может составлять около 300 градусов.Там же, где расположены каналы системы охлаждения, температура будет в районе 90-95 градусов.
То же можно сказать и о давлении газов, образующихся при сгорании топлива. Неравномерные нагрузки, действующие на разные части головки блока цилиндров, могут привести к деформации металла. Для предотвращения такого исхода к ГБЦ предъявляются особые требования, в частности:
- Высокая прочность конструкции;
- Длительный срок службы;
- Строго выверенные размеры камеры сгорания и каналов;
- Хорошая герметичность газовых стыков;
- Простота конструкции, допускающая необходимый ремонт;
- Минимальный вес и габариты.
Необходимая жесткость головки блока цилиндров обеспечивается силовой рамой, а также материалом, из которого она изготовлена. В частности, головка изготавливается из алюминия или качественного чугуна методом точного литья.
Для карбюраторных и инжекторных двигателей, принцип работы которых основан на принудительном зажигании, применяются алюминиевые сплавы. Поскольку этот сплав намного легче чугуна, он лучше охлаждается, а также способен гасить детонацию.
В дизельных двигателях, работающих по принципу воспламенения от сжатия, головка блока цилиндров часто изготавливается из чугуна. Это сделано для того, чтобы основные детали двигателя были устойчивы к высоким нагрузкам и сильным механическим воздействиям. Хотя для маломощных дизельных двигателей головка блока цилиндров также может быть изготовлена из алюминия для уменьшения общей массы двигателя.
После литья головка подвергается фрезерованию, сверлению, а также специальной механической обработке. Эта процедура позволяет снизить напряжение металла, возникающее при изготовлении головки блока цилиндров.
Основные процессы, происходящие в головке блока цилиндровРазобравшись с вопросом о головке блока цилиндров, что она находится в автомобиле и из чего состоит, стоит поговорить о процессах и механизмах, которыми она управляет при двигатель работает.
Как известно, топливная смесь при сгорании выделяет выхлопные газы, их необходимо своевременно удалять. Эту функцию выполняет газораспределительный механизм, расположенный в корпусе головки.Он состоит из системы клапанов, которые открываются последовательно на разных этапах работы цилиндра с помощью цепного привода.
Головка блока цилиндров также содержит механизм управления подачей топлива в рабочие камеры сгорания, а также механизм отвода выхлопных газов из цилиндров. Весь этот процесс осуществляется впускным и выпускным коллекторами.
В свою очередь, при сгорании топлива не вся выделяемая энергия преобразуется в энергию движения.Часть топлива преобразуется в тепловую энергию, которая в большей степени нагревает детали двигателя. Для его охлаждения в корпусе головки предусмотрено охлаждение, представляющее собой систему каналов, по которым циркулирует теплоноситель.
Для смазки движущихся частей двигатель имеет систему маслопроводов, проходящую через головку блока цилиндров. А для обеспечения герметичности системы в головку блока цилиндров ставят сальники стержней клапанов и сальники распределительных валов.
Конструктивные особенности ГБЦВ свою очередь форма ГБЦ для каждого двигателя индивидуальна и может различаться:
- В зависимости от расположения камер сгорания.
- Детали системы зажигания и их положение относительно цилиндров.
- Расположение и общее количество частей системы дымоудаления.
- Различные конструктивные особенности конкретного двигателя.
Например, классическая форма однорядной головки двигателя закрывает одновременно несколько цилиндров. V-образная конструкция двигателя использует несколько отдельных головок блока цилиндров в одном двигателе, причем каждый ряд цилиндров имеет свою головку. Такая конструкция практически исключает деформацию, так как каждая головка достаточно мала.
Также головки блока цилиндров различаются по типу образования и подачи горючей смеси в камеры сгорания. В связи с этим головки карбюраторных и инжекторных двигателей имеют несколько иную конструкцию и различаются:
- Форма камер сгорания;
- Конструкция впускного коллектора;
- Диаметр клапана и каналов.
Имеются также конструктивные особенности ГБЦ дизельных двигателей.
Особенности сборки двигателя после ремонта головкиНеобходимую жесткость в головке обеспечивает силовая рама.Он состоит из вертикальных выступов с отверстиями для болтов и основной опорной плиты под ними.
При заводской сборке недопустимая деформация головки блока цилиндров предотвращается строгой последовательностью затяжки болтов или шпилек крепления с определенными моментами затяжки. Поэтому после любого ремонта ГБЦ важно придерживаться этих строгих правил. Поскольку любая перекос нарушает герметичность соединения и приводит к повреждению прокладки или повреждению самой головки, которую впоследствии приходится менять.
Если при проверке двигателя после установки ГБЦ обнаружены утечки масла или охлаждающей жидкости, то это свидетельствует о неправильной затяжке болтов и нарушении герметичности системы.
В свою очередь, затяжка болтов осуществляется с помощью динамометрического ключа, контролирующего этот процесс.
Каждая шпилька, каждый болт должны быть затянуты в строгом порядке и с плотной посадкой. Причем момент затяжки для разных моделей двигателей может отличаться.В руководстве по эксплуатации эти данные можно встретить редко, но они обязательно будут в руководстве по ремонту конкретного двигателя.
Что происходит при неисправности головки блока цилиндров?Мы не будем описывать все нюансы этого вопроса, так как эта тема для отдельной статьи, но мы все же коснемся основных проблем, связанных с проблемами ГБЦ. При поломке прокладки или самой головки могут наблюдаться следующие явления:
- Масло может попасть в систему охлаждения.Выявить такую проблему можно по антифризу, он будет иметь темный мутный цвет с явными масляными отложениями, а также иметь специфический запах.
- Кроме того, в систему смазки может попасть антифриз. В результате уровень охлаждающей жидкости в бачке будет постоянно снижаться, а масла в двигателе становиться все больше и больше. При проверке уровня моторного масла по щупу также можно заметить наличие белой пены, эмульсии.
- Из-за негерметичности охлаждающая жидкость также может попасть в камеру сгорания.При этом белый дым из выхлопной трубы будет идти постоянно, а уровень антифриза в баке будет постепенно снижаться.
- Кроме того, в систему охлаждения могут попадать выхлопные газы из камеры сгорания. Проблема может быть идентифицирована по появляющимся пузырькам выхлопных газов из расширительного бачка при работающем двигателе.
- Также выхлопные газы могут попадать из одного цилиндра в другой или выходить через трещину в головке блока или при повреждении прокладки головки блока цилиндров.Если во втором случае проблем с выявлением проблемы нет, то с первым все намного сложнее, так как видимых внешних повреждений в этом случае нет. Однако первыми сигналами таких утечек являются снижение мощности двигателя, повышенный расход топлива и затрудненный запуск двигателя. Понравилась статья? Поделись с другими!
Двигатель внутреннего сгорания — достаточно технологически сложный агрегат, состоящий из множества частей, обеспечивающих слаженную работу всего механизма.Одни детали выполняют узко технологические задачи, другим дается более высокая честь — выполнять функции, ведущие к преобразованию одного вида энергии в другой, то есть преобразовывать топливо в баке в энергию движения.
Из большого количества сокращений, которые встречаются на страницах технической документации на автомобиль, сокращение ГБЦ является, пожалуй, наиболее распространенным. Почему и какая ГБЦ в автомобиле стоит узнать подробнее.
Как расшифровывается ГБЦ
Аббревиатура головки блока цилиндров расшифровывается как «просто». Это головка блока цилиндров — деталь, которую можно отнести к одной из самых важных во всем двигателе внутреннего сгорания в целом. Именно этот блок управляет процессом горения топлива и отвечает за вынос отработавших элементов, в данном случае газов, наружу. Чтобы лучше понять, что такое головка блока цилиндров в двигателе автомобиля, необходимо детально рассмотреть ее конструкцию и разобрать ее основные функции.
Конструктивные особенности ГБЦ и ее составных частей
Долгое время головки блока цилиндров изготавливались из чугуна, от которого сейчас отказываются в пользу изделий из легких металлических сплавов на алюминиевой основе. Все чаще используются алюминиевые головки блока цилиндров, но полностью отказаться от чугунных головок невозможно. Есть типы двигателей, в которых рабочая температура не позволяет использовать легкий сплав, так как велик риск термической усадки и деформации, а чугунные головки наиболее эффективно противостоят таким процессам.
Головка блока цилиндров накладывается на цилиндр сверху и крепится к его основанию болтами или шпильками (тип крепления зависит от модификации двигателя и адреса его изготовления). Посадочная плоскость головки достаточно большая по площади, поэтому во избежание деформации конструкции используется определенная последовательность при креплении, последовательность затяжки каждого резьбового соединения и определенные усилия. Схема крепления и последовательность затяжки соединений для каждого двигателя разрабатывается индивидуально, что связано с различием конструктивных решений.
В так называемых рядных двигателях одна головка блока покрывает весь корпус цилиндра, а в двигателях, где цилиндры расположены в форме буквы V, каждый ряд имеет свою собственную головку блока. Чтобы обеспечить эффективную герметичность соединения, между цилиндром и головкой помещается прокладка, имеющая точную форму головки и цилиндра, и все необходимые монтажные отверстия. Прокладки изготовлены из армированного листа асбеста, который является огнеупорным материалом и независимо от степени нагрева поддерживает герметичность камеры сгорания.
Основные механизмы и детали ГБЦ
В схему основных деталей и механизмов ГБЦ входят:
- корпус головки блока (картера), на котором расположены механизмы системы;
- определенное количество резьбовых отверстий, в которые устанавливаются свечи зажигания или форсунки;
- прокладка асбестовая между головкой блока и цилиндром;
- камера сгорания, в которой топливо воспламеняется и превращается в рабочую смесь;
- газораспределительный и выпускной механизм;
- плоскостей и кронштейнов впускных и выпускных коллекторов.
В головке помимо съемных деталей есть и несъемные, необходимые для обеспечения герметичности газораспределительного механизма. К ним относятся седла клапана. Они запрессовываются горячим способом в картер головки блока. При необходимости вам придется использовать специальный инструмент для их замены.
Ремонт и обслуживание ГБЦ
Как и любая деталь в автомобиле, головка блока цилиндров требует периодического осмотра, диагностики, а при выявлении серьезных проблем требует замены.Обычно в первую очередь выходят из строя те детали, которым приходится выдерживать наибольшую нагрузку — уплотнения клапанов, сами клапаны, прокладку головки блока. На износ и поломку головы больше всего влияют факторы неправильной диагностики и обслуживания. Нарушение необходимого усилия при затяжке гаек и порядка затяжки болтов или гаек крепления, приводит к деформации корпуса, это нарушает нормальную работу двигателя.
При обнаружении поломок данного типа необходимо будет заменить детали, причем сделать это по четкой схеме, которая приведена в техническом описании двигателя.
Необходимость замены масла при ремонте ГБЦ автомобиля покажет окончательный замер его уровня и анализ структурного состояния.
Часто при ремонте и обслуживании автомобиля автомобилисты сталкиваются с термином ГБЦ. У юных автовладельцев возникает вопрос, что такое ГБЦ и какую функцию она выполняет в автомобиле?
Расшифровка ГБЦ — ГБЦ.
Речь идет о крышке, закрывающей цилиндры.Головка блока цилиндров выполняет важную функцию в работе системы двигателя и от ее состояния во многом зависит производительность автомобиля.
Головка блока цилиндров, как правило, изготавливается из алюминия. После того, как головка блока приобрела окончательную форму, ее состаривают по специальной технике. Таким образом можно исключить сильное напряжение, возникающее при установке элемента в автомобиле. Если автомобиль оборудован однорядным двигателем, головка блока цилиндров имеет стандартную форму.Если двигатель автомобиля другой формы, то форма головки блока определяется для каждого блока цилиндров отдельно.
В нижней части головки блока цилиндров можно увидеть небольшое расширение. Таким образом производитель добивается более плотной фиксации с блоком цилиндров, что обеспечивает большую надежность при эксплуатации автомобиля. Кроме того, для герметичности фиксации вместо взаимодействия головки и блоков используется специальная накладка. Для фиксации головки на блоках используются специальные направляющие, а также оригинальные крепления ГБЦ.Поскольку каждый современный автомобиль имеет свои технические характеристики, установка ГБЦ — сложный процесс, который проводится согласно рекомендациям производителя. Затяжка болтов крепления ГБЦ имеет свои особенности. В этом случае правильная работа агрегата зависит не от силы затяжки, а от правильной технологии. Болты затягиваются по технологии, специально разработанной для конкретного двигателя. В качестве рабочего инструмента используется динамометрический ключ.
Рассмотрим, какую функцию выполняет ГБЦ.
Без преувеличения можно сказать, что ГБЦ выполняет важнейшую функцию в двигателе автомобиля. Понять это можно, рассмотрев основные элементы, которые разместила в себе ГБЦ:
- Воздушная смесь топливная камера сгорания.
- Участок газораспределительного механизма.
- Шланги системы охлаждения.
- Каналы для смазки рабочих узлов двигателя.
- Клапаны входа и выхода топливовоздушной смеси.
Перед тем, как отремонтировать ГБЦ самостоятельно, необходимо ознакомиться с некоторыми особенностями проведения работ. Первое, что нужно понять, — это момент затяжки болтов, который предусмотрен для конкретного типа двигателя. Неправильный момент затяжки болтов приводит к преждевременной утечке прокладки, что приводит не только к утечке смазки, но и антифриза. Также неправильная затяжка болтов ГБЦ может привести к потере компрессии в двигателе, что значительно снижает его производительность.
Если во время затяжки крепежные детали подвергаются сильному усилию, это может привести к деформации самой головки. В этом случае придется произвести масштабную реконструкцию конструкции ГБЦ.
Затягивать болты можно только строго по схеме производителя. В связи с техническими характеристиками у каждой машины есть свои особенности затяжки болтов и соответствующая схема, которой следует придерживаться при работе.
В передней части головки блока имеется специальная площадка для размещения приводного ремня и распределительного вала, а также натяжной цепи.
Для фиксации свечей зажигания в корпусе ГБЦ проделываются специальные отверстия в необходимом количестве. На правой стороне ГБЦ есть специальное отверстие для шпилек, фиксирующих коллекторы для выпуска и выпуска топливной смеси.
В месте взаимодействия головки с блоками устанавливается специальная герметичная прокладка.
Форма головки блока полностью зависит от количества рядов двигателя автомобиля. Если двигатель автомобиля оборудован одним рядом цилиндров, то головка — общий вид.Если у двигателя автомобиля несколько рядов, то для каждого ряда предусмотрена независимая конструкция крышки.
Особенности ремонта ГБЦ.
Часть ремонта ГБЦ выполняется руками автомобилистов. Масштабный ремонт и шлифовка ГБЦ требует специализированного оборудования и хороших навыков ремонта автомобилей.
Для того, чтобы отрегулировать клапаны или заменить расходные материалы, нет необходимости обращаться в специализированную службу и платить значительную сумму денег за работу мастеров.В этом случае ремонт можно производить без демонтажа ГБЦ.
Для этого нужно снять крышки головки блоков и отрегулировать клапаны согласно инструкции производителя или заменить необходимые элементы.
Если необходимо расточить блоки, двигатель автомобиля снимается полностью. Если ремонт не требует снятия всего двигателя, в этом случае может потребоваться демонтаж головки блока. При ремонте ГБЦ необходимо строго придерживаться инструкции производителя.В противном случае правильная работа системы автомобиля может быть существенно нарушена.
Направляющие и зажимы устанавливаются при достижении головкой блока цилиндров определенной температуры, поэтому выполнить процедуру в гараже будет сложно.
В случае шлифовки головы следует также учитывать рекомендации производителя. В сопроводительной инструкции указан максимально допустимый шлифовальный момент. Также нужно узнать у мастера, на какую глубину будет обрабатываться элемент.Если износ элемента превышает допустимые пределы, головку блока цилиндров восстановить невозможно. Поэтому придется делать капитальный ремонт двигателя с последующей заменой головки.
Единственный способ избежать сложных проблем с головкой блока цилиндров — это своевременная диагностика и регулярное обслуживание самой важной системы автомобиля.
Счастливого обслуживания!
RHS Глоссарий терминов
Угловое фрезерование
Процесс обработки, при котором поверхность деки головки блока цилиндров режется под углом.Это оставляет исходную толщину на стороне впуска, но срез на 0,090 дюйма или более на стороне выпуска. Он используется для достижения сжатия без врезания в седло впускного клапана. После фрезерования настила под углом впускную поверхность необходимо обрезать до первоначального угла, чтобы впускная прокладка плотно прилегала. Часто требуется более толстая прокладка, чтобы компенсировать количество удаленного материала. Отверстия для болтов в головке и поверхности болтовых пятен на головке также необходимо откорректировать.
CID — Рабочий объем в кубических дюймах
Обычное измерение послепродажного обслуживания, которое выражает номинальный размер (рабочий объем) рабочих характеристик двигателей для новых легковых, грузовых автомобилей и т. Д.Однако завод автомобильной промышленности теперь использует для этой цели S.I. (Международная система единиц).
CFM — Кубических футов в минуту
Объемный расход, скорректированный с учетом набора «стандартизованных» условий давления, температуры и относительной влажности. Это один из наиболее распространенных способов измерения характеристик головок цилиндров, который проводится с помощью измерительного стенда. Однако небольшая разница в cfm не всегда означает увеличение мощности.
Камера сгорания
Место сгорания топливовоздушной смеси и двигатель.Он утоплен в головке блока цилиндров и содержит один или несколько впускных и выпускных клапанов. Его форма оказывает большое влияние на мощность, эффективность и выбросы. Его цель — полностью сжечь всю смесь, избегая при этом чрезмерных температур. Впускные клапаны / порты обычно размещаются для создания «завихрения» смеси над поднимающимися поршнями, тем самым улучшая перемешивание и сгорание. Форма верхней части поршня также влияет на «завихрение». Наконец, свечи зажигания должны быть расположены так, чтобы фронт пламени мог достигать всех частей камеры в желаемой точке, обычно около 15 градусов после верхней мертвой точки.
Присоединение к головке цилиндров
Процесс модификации впускных и выпускных отверстий для улучшения потока воздуха / топлива в двигателе. Это обеспечивает тщательное внимание, необходимое для достижения оптимального уровня эффективности и выходной мощности двигателя. Если после тщательного тестирования потока принято решение о модификации, исходная стенка порта может быть тщательно изменена вручную с помощью шлифовальных машин или современных фрезерных станков с ЧПУ. Для более серьезных модификаций порты должны быть приварены или подобным образом созданы для добавления материала там, где его не было.
Мертвая точка
Положение поршня, в котором он наиболее удален от (верхней мертвой точки или ВМТ) или ближе всего к (нижней мертвой точке или НМТ) коленчатого вала. Верхняя мертвая точка — это место, где производятся измерения времени работы двигателя. Например, синхронизация системы зажигания обычно указывается в градусах до верхней мертвой точки (BTDC), хотя для некоторых небольших и быстроработающих двигателей требуется искра сразу после верхней мертвой точки (ATDC), например, для двигателей с полусферической камерой сгорания.
Установленная высота
Разница между положением пружины клапана на головке цилиндра и нижней стороной держателя пружины. Очень важно, чтобы это измерение было правильным, потому что сила, прилагаемая пружиной, напрямую зависит от того, насколько она сжата. Установленную высоту можно отрегулировать, удалив материал с седла клапана и / или поверхности клапана во время ремонта или установив регулировочные шайбы.
Отливка в постоянную форму
Процесс формования, при котором расплавленный металл помещают в постоянную (многоразовую) форму под действием силы тяжести или под низким давлением и выдерживают до затвердевания.Формы обычно покрываются жидкой смывкой и черным лаком для уменьшения эффекта охлаждения и обеспечения возможности удаления отливки. Здесь в качестве материала формы вместо песка используется металл. Запатентованная технология RHS® Clean Cast Technology ™ использует модифицированный вариант этого процесса.
Направляющая клапана
Кусок металла в форме трубки, запрессованный в головку блока цилиндров, с клапаном, совершающим возвратно-поступательное движение внутри. Он также служит для отвода тепла от сгорания из выпускного клапана в головку блока цилиндров, где оно может поглощаться системой охлаждения.Баланс между жесткостью и износом клапана имеет важное значение для достижения полезного срока службы.
Седло клапана
Поверхность, на которой находится клапан во время цикла двигателя. Это критический компонент, потому что при неправильном расположении или неправильной форме произойдет утечка клапана. Это может отрицательно сказаться на степени сжатия, эффективности и сроке службы двигателя. Седла часто формируются путем запрессовки цилиндрической детали из закаленного металлического сплава в литое углубление в головке цилиндра над каждым штоком клапана с последующей обработкой под несколькими углами для придания седлу клапана формы, соответствующей клапану.
цена
Китайская роликовая каменная дробилка, Роликовая каменная дробилка
каменная челюсть утеса / конус / удар / VSI / ролик / молоток / мобильная дробилка для горной машины / карьера / гранита / риверстоуна / булыжника / гальки / дробилки известняка Цена FOB: US $ 45500-53000 / компл. Заказ: 1 комп.
Валковая дробилка для камня karishmasteel
Валковая дробилка— это каменная дробилка, которая широко используется в. Валковая дробилка — это каменная дробилка, которая широко используется в дробильной промышленности.Валковая дробилка Валковая дробилка широко используется для тонкого или сверхтонкого дробления в горнодобывающей промышленности, производстве строительных материалов, металлургии, химической промышленности и т. д. Она может дробить все виды материалов средней твердости, такие как руда, порода, кокс, уголь
роликовая каменная дробилка 2пг, роликовая каменная дробилка 2пг
2,210 2пг продукция валковых каменных дробилок выставлена на продажу поставщиками на Alibaba, из которых доля дробилок составляет 28%. Вам доступен широкий выбор валковых каменных дробилок 2 пг, таких как 1 год, 2 года и 1.5 лет.
Лучшая качественная новая валковая дробилка Alibaba
Цена вальцовой дробилки Jinshibao. Как показано ниже, в простой блок-схеме процесса обработки песка щековая дробилка может изменять цену вальцовой дробилки в зависимости от входящего размера материала. 1. Цена роликовой дробилки: Цена роликовой дробилки 2PG широко используется в горнодобывающей, карьерной, строительной, химической промышленности, наша компания производит и экспортирует дробилки на протяжении десятилетий. 2. Принцип работы валковой дробилки
Роликовые дробилки chinacrushers.cn
2015-10-12 Вальцовая дробилка широко используется для мелкого или сверхтонкого дробления в горнодобывающей промышленности, производстве строительных материалов, металлургии, химической промышленности и т. Д. Он может дробить все виды материалов средней твердости, такие как руда, порода, кокс, уголь, клинкер, керамическое сырье, шлак, огнеупорные материалы, химические материалы и т. Д.
каменно-валковая мельница, каменно-валковая мельница Поставщики и
Каменные дробилки челюсти двойной роликовой дробилки небольшой камнедробильной машины небольшие каменные дробилки для известняка.6560 долларов США — 26170 долларов США / комплект. 2 комплекта (минимальный заказ) 1 год Henan Fuyuan Machinery Manufacturing Co., Ltd. 100,0%.
Пульверизер мельницы ролика дробилки кренав дробилке ролика Индии
Краткое описание валковой дробилки. Валковая дробилка может использоваться для тонкого измельчения различных руд и горных пород с высокой и средней твердостью в таких отраслях промышленности, как переработка полезных ископаемых, химическая промышленность, цемент, огнеупорные материалы, абразивные материалы и строительные материалы, особенно для производства гуарового и машового песка в промышленность строительных материалов.
Поставщик валковой дробилкив индии the malwiya
Поставщик валковой дробилкив Индии, машиностроительный завод Мальвия. Валковая дробилка индийская валковая дробильная машина в Индии размер подачи конусное дробление валковая дробилка производитель из фаридабад эти валковые дробилки могут использоваться либо для производства песка из каменной пыли путем подачи материала на входе минус мм, либо для производства материала на выходе минус мм путем подачи материала на входе минус мм сейчас в день широко
Валковый шлифовальный камень высокого давления
2019-3-25 Ультратонкий измельчитель, который мы также называем сверхтонким измельчителем, измельчителем микропорошка, потому что он может производить порошок размером 2500 меш.Микропульверизатор Микрораспылитель CLIRIK, разработанный нашими инженерами и техническими специалистами на основе многочисленных инноваций, испытаний и опыта более двух десятилетий, вобрал в себя множество преимуществ отечественной и зарубежной техники производства мельниц.
Маятниковые валковые мельницы Bradley Pulverizer, воздушные
Обладая более чем 130-летним опытом работы с ведущими компаниями по переработке полезных ископаемых по всему миру, Bradley Pulverizer разработала полную линейку продукции, включая маятниковые валковые мельницы, классификаторы и сепараторы, а также крупномасштабные технологические установки.При поддержке опытных инженеров и региональных партнеров по поддержке Bradley Pulverizer
Валковая дробилка для камня karishmasteel
Валковая дробилка— это каменная дробилка, которая широко используется в. Валковая дробилка — это каменная дробилка, которая широко используется в дробильной промышленности. Валковая дробилка Валковая дробилка широко используется для тонкого или сверхтонкого дробления в горнодобывающей промышленности, производстве строительных материалов, металлургии, химической промышленности и т. д. Она может дробить все виды материалов средней твердости, такие как руда, порода, кокс, уголь
роликовая каменная дробилка 2пг, роликовая каменная дробилка 2пг
2,210 2пг продукция валковых каменных дробилок выставлена на продажу поставщиками на Alibaba, из которых доля дробилок составляет 28%.Вам доступен широкий выбор валковых каменных дробилок 2 пг, например, на 1 год, 2 года и 1,5 года.
Лучшая качественная новая валковая дробилка Alibaba
Цена вальцовой дробилки Jinshibao. Как показано ниже, в простой блок-схеме процесса обработки песка щековая дробилка может изменять цену вальцовой дробилки в зависимости от входящего размера материала. 1. Цена роликовой дробилки: Цена роликовой дробилки 2PG широко используется в горнодобывающей, карьерной, строительной, химической промышленности, наша компания производит и экспортирует дробилки на протяжении десятилетий.2. Принцип работы валковой дробилки
Валковая дробилка chinacrushers.cn
2015-10-12 Вальцовая дробилка широко используется для мелкого или сверхтонкого дробления в горнодобывающей промышленности, производстве строительных материалов, металлургии, химической промышленности и т. Д. Он может дробить все виды материалов средней твердости, такие как руда, порода, кокс, уголь, клинкер, керамическое сырье, шлак, огнеупорные материалы, химические материалы и т. Д.
Пульверизер мельницы ролика дробилки кренав дробилке ролика Индии
Краткое описание валковой дробилки.Валковая дробилка может использоваться для тонкого измельчения различных руд и горных пород с высокой и средней твердостью в таких отраслях промышленности, как переработка полезных ископаемых, химическая промышленность, цемент, огнеупорные материалы, абразивные материалы и строительные материалы, особенно для производства гуарового и машового песка в промышленность строительных материалов.
Валковый шлифовальный камень высокого давления
2019-3-25 Ультратонкий измельчитель, который мы также называем сверхтонким измельчителем, измельчителем микропорошка, потому что он может производить порошок размером 2500 меш.Микропульверизатор Микрораспылитель CLIRIK, разработанный нашими инженерами и техническими специалистами на основе многочисленных инноваций, испытаний и опыта более двух десятилетий, вобрал в себя множество преимуществ отечественной и зарубежной техники производства мельниц.
Маятниковые валковые мельницы Bradley Pulverizer, воздушные
Обладая более чем 130-летним опытом работы с ведущими компаниями по переработке полезных ископаемых по всему миру, Bradley Pulverizer разработала полную линейку продукции, включая маятниковые валковые мельницы, классификаторы и сепараторы, а также крупномасштабные технологические установки.При поддержке опытных инженеров и региональных партнеров по поддержке Bradley Pulverizer
Роторно-фрезерный станокна honda
Сверлильный станок Китай Нарезной станок, радиальное сверление
Посмотрите информацию о надежных производителях сверлильных станков на сайте Made-in-China. В этой категории представлены нарезные и радиально-сверлильные станки от китайских поставщиков сверлильных станков для покупателей по всему миру., Стр. 3
Получить ценуФрезерные станки 6 The Trout Underground
1995 Komo VMC 40/144 Вертикальный фрезерный станок с ЧПУ X Axis Travel- 144 «Ход по оси Y — 20» Ход по оси Z — 24 «Система ЧПУ GE Fanuc OM Series 208 / 240V.3 фазы, 60 Гц, ток полной нагрузки — 55,2 A / 47,8 A Максимальный ток нагрузки — 33,4 A / 28,9 A Двигатель шпинделя переменного тока GE Fanuc Модель 15P / 8000 7,5 / 9 кВт 29/39 A 750/8000 об / мин Устройство смены инструмента на 30 позиций CAT40 В -Фланец
Получить ценуРешения для обработки компонентов 2-х колесных колес
Honda Motor Cycles & Scooters India Pvt. Ltd Индия Yamaha Motors Pvt. Ltd. Обрабатывающие решения для 2-х колесного сегмента Головка блока цилиндров Блок цилиндров Кулачковый вал Шатун Крышка картера Вертикальный торцевой фрезерный станок 4-х станционный роторный сплошной сверлильный, врезной и расточный станок 4-х шпиндельный маслосъемное отверстие
Получить ценуПродажа бывшего в употреблении роторного фрезы Сэкономьте to 21%
Купите подержанный дисковый резак и сэкономьте большие деньги Низкая Доставка и быстрая доставка.Главное предложение дня Сэкономьте до 21% на выгодных скидках на подержанные роторные ножницы!
Получить ценуBaileigh Industrial Metalworking & Woodworking Machinery
Baileigh Industrial® Holdings LLC. распространяет эксклюзивное оборудование для обработки металла и дерева, которому доверяют клиенты, начиная от крупных промышленных производственных цехов и заканчивая страстными любителями. В течение 21 года мы создавали машины, которые день за днем повышают производительность, обеспечивая стабильные качественные результаты.. В Baileigh (произносится как «Бейли») мы производим наши
Get PriceAccessoires et Pièces détachées d’occasion pour fraiseuses
Accessoires et Pièces détachées pour fraiseuses d’occasion Trouvez votre bonheur parmi 48 машин для продажи 20 € Платит IT, ES, DE, NL, DK, HR! Placez votre offre!
Получить ценуLSG Machine Tools CC Shop Facebook
Размер стола 720 мм x 410 мм, Махо с D.R.O. H 600 P, фрезерный станок $ 0,00 8000 мм между центром, 1000 мм поворотное отверстие, отверстие шпинделя 135 мм, токарный станок Stanko
Получить ценуUS3386146A Фрезерно-расточной станок с ротором
Фрезерно-расточной станок с вращающимся хвостовиком. 001 ;.23, 1965 10 листов-листов 1 Фрезерно-расточной станок с вращающейся задней частью подан 061 ;. 23, 1965 Р. ДЕФЛАНДРЕ 4 июня 1968 г. 10 листов 2 4 июня 1968 г. Р. ДЕФЛАНДРЕ ФРЕЗЕРНО-СВЕРЛИВОЙ СТАНОК С ВРАЩАЮЩЕЙСЯ ЗАДНЕЙ ЧАСТЬЮ Подана 23 октября 1965 г. 10 листов. 5
Получить ценуПоворотный стол по горизонтали и вертикали 4 дюйма / 100 мм с 65 мм
Поворотный стол с наклоном 4 дюйма, 100 мм — 4 паза + 65 мм самоцентрирующийся патрон Высокое качество. 209 канадских долларов. Бесплатная доставка
Получить ценуФрезерование 34
Конический концевой фрезерный держатель 1 Фрезерная оправка Фрезерный станок Держатель инструмента Фрезерный станок Фрезерный станок 1 25 50 Конусная фрезерная оправка 5 Торцевая фреза Фрезерный станок 3 Радиусная фреза Держатель проставки Индексируемая торцевая фреза Nmtb 50 Конус 1 8 Концевой фрезерный держатель 5 для ЧПУ или ручного фрезерования 25 Для ЧПУ или ручного фрезерования Зубчатый боковой фрезер 5 Carboloy R220
Получить ценуПроизводитель магнитных сверлильных станков и режущей пасты
Основанная в 2006 году, компания Amrit Enterprise занимается производством, Торговля и импорт портативных магнитных сверлильных станков, встречных мойок из быстрорежущей стали с коническим хвостовиком, портативных магнитных сверлильных станков, портативных магнитных сверлильных станков, кольцевых фрез TCT и многого другого.Эти продукты очень популярны в отрасли из-за их характеристик и низких цен.
Получить ценуПоворотный стол Gumtree Австралия Бесплатные местные объявления
Simplicity Deluxe Роторный резак и машина для тиснения плюс удлинительный стол. Режет полосы ткани или бумаги с лезвиями 45 мм от 1/4 «до 6» для резки под давлением. Может контролировать скорость машины. Безопасно использовать, если открыта защитная крышка, машина просто не будет работать. Удлинительный стол 18 x 24 дюйма подходит для установки вокруг машины.Как новый, б / у один раз. Возьмите только
Получить ценуХолодные фрезы Асфальтовые фрезерные станки Асфальтошлифовальные станки
Фрезерование асфальта или шлифование асфальта выполняется с помощью мощных частей строительного оборудования, известных как фрезерные станки или холодные строгальные станки. В фрезерных машинах есть большой вращающийся барабан, который удаляет и измельчает поверхность асфальта.
Получить ценуУниверсальный фрезерный станок в Дели, मिलिंग मशीन
Списки компаний производителей, поставщиков и экспортеров универсальных фрезерных станков в Дели, यूनिवर्सल मिलिंग मशीन विक्रेता, दिल्ली, Дели, а также их контактные данные и адреса.Найдите здесь универсальные фрезерные станки поставщиков, производителей, оптовиков, торговцев с универсальными фрезерными станками по ценам для покупки.
Получить ценуФрезерный станок Bridgeport для продажи Тракторные детали и
Bridgeport Series 1 Вертикальный фрезерный станок с ЧПУ 3 оси, США. 1999,99 долларов США. Вертикально-фрезерный станок Bridgeport Стол 9 X 32. 1950,00 долларов США. Фрезерный станок с переменной скоростью Bridgeport Serial 9998 Datedbh9998. 1800 долларов США. Prvomajska Коленный фрезерный станок Nmtb40 Bridgeport.
Получить ценуРешения для обработки компонентов 4 Wheeler
Фрезерный станок и продольно-резательный станок Черновое и чистовое фрезерование верхней и нижней поверхности Малый конец основного отверстия и полуфабрикатное растачивание и снятие фаски большого конца 4 Станция ротационного чернового растачивания BE / SE machine Сверлильный станок с малым концом и эталонный фрезерный станок 2 Станция для сверления и снятия фасок Глобальный опыт в области гибкости SPM для линии шатунов
Получить ценуeZine Практический машинист Практический машинист
о практическом станочнике С более чем 10.6 миллионов уникальных посетителей за последний год, «Практический машинист» является наиболее посещаемым сайтом для профессионалов в области металлообработки. Практический машинист — это самый простой способ освоить новые методы и быстро получить ответы
Получить ценуRotary Parts Australia Новые рекомендуемые поворотные детали в лучшем случае
Rotary Parts. Ищем лучшие вращающиеся детали хорошего качества и по доступным ценам на сайте DHgate в Австралии. Мы предлагаем различные детали кузова онлайн от надежных продавцов по всему миру.Мы стремимся помочь вам шаг за шагом в поиске дешевых запчастей для экскаваторов Yanmar. Наслаждайтесь изучением нашего ассортимента магазинов запасных частей для лопастей для вертолетов и найдите запчасти для ремонта от
Получить цену29 лучших изображений MINI MOTOR Станки, вертикальные
15 ноября 2019 г. Изучите доску sbrush5 «MINI MOTOR» на Pinterest. Дополнительные идеи о станках, вертикальном фрезерном станке и металлообработке.
Получить ценуПланы и комплекты моделей двигателей LittleMachineShop
Завершите планы по созданию простого парового двигателя.Эти планы проекта паровой машины были созданы Биллом Райхартом. Pip-Squeak был разработан как самый первый простой в сборке двигатель. Он построен из пруткового инвентаря. Никаких отливок не требуется. Его можно сделать на небольшом токарном станке и небольшом сверлильном станке. Небольшой фрезерный станок помогает, но не нужен.
Получить ценуПневматические фрезерные и шлифовальные шпиндели ARTCO American Rotary
Шпиндели для станков ›Пневматический шпиндель NSK Nakanishi› Электрические шпиндели NSK ›Снятые с производства шпиндели NSK› Пневматические шпиндели Finley ›Шлифовальные станки для стоек Dumore ECI Gang Держатели для токарных станков› Ременный привод Шкивные шпиндели ›Tecnara MST NSK Rite Угловое фрезерное приспособление Пневматические фрезерные и шлифовальные шпиндели Michael.HTS Series Ultra-High
Получить ценуCnc Hackaday Page 9
Он построил фрезерный станок для 3D-печати, который будет делать печатную плату. Конструкция этой крошечной микромельницы основана на ручном вращающемся инструменте, также называемом Dremel, но это как Kleenex
Получить ценуФРЕЗЕРНЫЙ СТАНОК Пуэрто-Рико
ФРЕЗЕРНЫЙ СТАНОК $ 3500 Пуэрто-Рико
Получить ценуМашинное фрезерование / Долбежные станки Mills Atlas
Перфоратор SDS MAX Bit; Все аксессуары для каменной кладки; Аксессуары для мультитула Honda Power Equipment Sherline SPI-5400A Deluxe Фрезерный станок в комплекте.Шерлин. Артикул SPI-5400A. добавить в корзину Быстрый просмотр. 2059,23 долларов. Sherline SPI-5400A-DRO Deluxe фрезерный станок с УЦИ и пакетом
Получить ценуАвтомобильное оборудование Erin Machine Tools
CROWN Горизонтальный тормозной барабан и токарный станок. Тип C9370. Шлифовально-фрезерный станок для блоков цилиндров со станиной CROWN. 1300 х 500 мм. CROWN Portable Сверлильный станок для блоков цилиндров. Вертикальный расточной станок для блоков цилиндров со станиной CROWN. CROWN сверлильно-шлифовальный станок для шатунов. Станок для растачивания седел клапана CROWN.КОРОНА крышка и стержень болгарки.
Получить ценуУльтразвуковые резаки Honda ARTCO American Rotary Tools
American Rotary Tools Company предлагает широкий ассортимент вращающихся инструментов, включая шпиндели, шлифовальные станки и полировщики от NSK, Foredom, Boride, Dumore и других по низким ценам.
Получить ценуВоздушные компрессоры Honda Grand Rapids Milling, Turning
Воздушные компрессоры Honda Grand Rapids. Ford SHELBY vs CAMARO vs JEEP vs ВАЗ 2107 vs ВЕРТОЛЕТ Мои автомобили (showreel)
Получить ценуФрезерные станки Atlas Machinery
Фрезерные / сверлильные станки формируют и сверлят призматические детали.Эти универсальные станки являются основой любого механического цеха и охватывают широкий спектр применений. Atlas Machinery предлагает широкий выбор режущих инструментов, таких как концевые фрезы и сверла, например, w
Get PriceRotary Systems Inc.
Если наши стандартные поворотные муфты и контактные кольца не совсем то, что вам нужно, мы вам поможем. Мы предоставляем специально разработанные компоненты для специализированных приложений. Наши инженеры имеют более чем 80-летний совместный опыт работы с ротационными соединениями и контактными кольцами.
Get PriceФрезерный станок Большой универсальный фрезерный станок Business
Универсальный фрезерный станок Lagun FC-3 с цифровым считыванием и множеством принадлежностей.Делительная головка Поворотный стол Машинные тиски Цанги Зажимной комплект Цифровая индикация Режущий инструмент. Причина продажи — закрытая мастерская, машина в очень хорошем состоянии. Бизнес и промышленное оборудование
Получить ценуОбработка головки цилиндра и несоответствие коллектора
С изменением технологий литья и конструкции двигателей появились новые, более надежные двигатели и новые задачи для машинистов.
Для большинства это означало сокращение объема работы нижней части, которую они наблюдают, и значительное изменение работы головки блока цилиндров.Конечно, некоторые проблемы, с которыми можно столкнуться, не обязательно новы, но это не делает их менее раздражающими.
Возьмем, к примеру, следующую ситуацию: вы только что закончили собирать красивый набор головок для большого блока клиентов Ford. Вы тщательно проверили и перепроверили головки на плоскостность, выполнив соответствующее фрезерование и очень внимательно следя за качеством поверхности.
Вы стреляете в клиента, а потом звонит телефон.Ожидая звонка с благодарностью за такую прекрасную работу, вы удивляетесь, когда на линии появляется обиженный покупатель, гадающий, какого черта вы сделали с его головами, потому что теперь впускной коллектор не подходит.
Так как это была всего лишь головная работа, вы никогда не видели коллектор, хотя вам тоже следовало попросить его. Теперь, когда вы сделали головки, как вы собираетесь заставить их спариваться, даже если вы снова возьмете коллектор и головки, если блок может сидеть в машине клиента?
На самом деле есть формула для вычисления этого, если вы знаете, сколько вы удалили с поверхности головки блока цилиндров, то есть.
Если предположить, что вы не полный идиот и действительно записали эту информацию, это не должно быть проблемой.
После обработки поверхности деки головки блока цилиндров необходимо обработать сторону головки впускного коллектора.
Если обработано более 0,010 ″ поверхности головки, отверстия для болтов во впускном коллекторе и головке могут не совпадать при повторной сборке.
На двигателях с более традиционной конструкцией впускного коллектора, в отличие от двигателей, в которых впускной коллектор также служит крышкой выемки подъемника, сопрягаемая поверхность головки коллектора должна быть обработана на станке, чтобы исправить несоответствие.
Количество удаляемого материала, конечно же, зависит от количества удаляемого с головы, но также зависит от угла, под которым ориентирована голова. Например, головка, имеющая прокладку головки и поверхность впускного коллектора под прямым углом (90 градусов) друг к другу, будет считаться головкой под углом 0 градусов.
Чтобы отверстия для болтов совпадали, необходимо обработать сопрягаемую поверхность.
Возьмем, к примеру, малолитражку Chevy. Предположим, что с поверхности прокладки головок 90-градусного V8 было удалено 0,015 дюйма.Поскольку сопрягаемая поверхность коллектора этого двигателя ориентирована так, что ее можно рассматривать как напор под углом 10 градусов, расчет выглядит следующим образом: 0,015 ″ x 1,2 = 0,0180 ″, решение — это количество, которое необходимо удалить на впускном коллекторе. сопрягаемая поверхность обеих головок.
Ситуация несколько сложнее с современными двигателями V8, где впускной коллектор также действует как крышка впадины подъемника. Это результат третьей сопрягаемой поверхности для впускного коллектора: блока.
Проще говоря, если головки цилиндров были обработаны на станке, впускной коллектор может фактически контактировать с блоком, прежде чем он сможет соприкоснуться с впускной поверхностью головок.Думайте об этом как о высокоцентрированном.