Шатун служит связующим звеном между поршнем и кривошипом коленчатого вала. Так как поршень совершает прямолинейное возвратно-поступательное движение, а коленчатый вал — вращательное, то шатун совершает сложное движение и подвергается действию знакопеременных, носящих ударный характер нагрузок от газовых сил и сил инерции. Шатуны автомобильных массовых двигателей изготовляют методом горячей штамповки из среднеуглеродистых сталей марок: 40, 45, марганцевистой 45Г2, а в особенно напряженных двигателях из хромо-никелевой 40ХН, хромо-молибденовой улучшенной ЗОХМА и других легированных качественных сталей.
Общий вид шатуна в сборе с поршнем и элементы его конструкции показаны на рис. 1. Основными элементами шатуна являются: стержень 4, верхняя 14 и нижняя 8 головки. В комплект шатуна входят также: подшипниковая втулка 13 верхней головки, вкладыши 12 нижней головки, шатунные болты 7 с гайками 11 и шплинтами 10.
Рис. 1. Шатунно-поршневая группа в сборе с гильзой цилиндра; элементы конструкции шатуна: 1 — поршень; 2 — гильза цилиндра; 3 — уплотнительные резиновые кольца; 4 — стержень шатуна; 5 — запорное кольцо; б — поршневой палец; 7 — шатунный болт; 8 — нижняя головка шатуна; 9— крышка нижней головки шатуна; 10 — шплинт; 11 — гайка шатунного болта; 12 — вкладыши нижней головки шатуна; 13 — втулка верхней головки шатуна; 14 — верхняя головка шатуна
Стержень шатуна, подверженный продольному изгибу, чаще всего имеет двутавровое сечение, но применяют иногда крестообразные, круглые, трубчатые и Другие профили (рис. 2). Наиболее рациональными являются двутавровые стержни, обладающие большой жесткостью при малом весе. Крестообразные профили нуждаются в более развитых головках шатуна, что приводит к переутяжелению его. Круглые профили отличаются простой геометрией, но требуют повышенного качества механической обработки, так как наличие у них следов обработки приводит к увеличению местной концентрации напряжений и возможной поломке шатуна. Для массового автомобильного производства удобными и наиболее приемлемыми являются стержни двутаврового сечения. Площадь поперечного сечения стержня обычно имеет переменную величину, причем минимальное сечение находится у верхней головки 14, а максимальное — у нижней головки 8 (см. рис. 1). Это обеспечивает необходимую плавность перехода от стержня к нижней головке и способствует повышению общей жесткости шатуна. С этой же целью и для уменьшения габаритов и веса шатунов
Рис. 2. Профили стержня шатуна: а) двутавровый; б) крестообразный; в) трубчатый; г) круглый в быстроходных двигателях автомобильного типа обе головки, как правило, отковываются за одно целое со стержнем. Верхняя головка обычно имеет форму, близкую к цилиндрической, но особенности ее конструкции в каждом конкретном случае
Рис. 3. Верхняя головка шатуна
выбираются в зависимости от методов фиксации поршневого пальца и его смазки.
При других методах фиксации поршневых пальцев в верхнюю головку шатуна в качестве подшипника запрессовывают втулки из оловянистой бронзы с толщиной стенок от 0,8 до 2,5 мм (см. рис. 3, б, в, г). Тонкостенные втулки изготовляют свертными из листовой бронзы и обрабатывают под заданный размер поршневого пальца после запрессовки в головку шатуна. Втулки верхней головки шатунов смазывают разбрызгиванием или под давлением. В автомобильных двигателях широкое распространение получила смазка разбрызгиванием. Капельки масла при такой простейшей системе смазки попадают в головку через одно или несколько больших с широкими фасками на входе масло-улавливающих отверстий (см. рис. 3, б) или через глубокую прорезь, сделанную фрезой со стороны, противоположной стержню. Подачу масла под давлением применяют только в двигателях, работающих с повышенной нагрузкой на поршневые пальцы. Масло подводится из общей системы смазки через канал, просверленный в стержне шатуна (см. рис. 3, б), или по специальной трубке, устанавливаемой на стержне шатуна. Смазка под давлением применяется в двух- и четырехтактных дизелях ЯМЗ.
Двухтактные дизели ЯМЗ, работающие со струйным охлаждением днища поршней, имеют на верхней головке шатуна специальные форсунки для подачи и распыливания масла (см.
Нижние головки шатунов двигателей автомобильного и тракторного типов обычно делают разъемными, с упрочняющими приливами и ребрами жесткости. Типичная конструкция разъемной головки показана на рис. 1. Основная ее половина откована совместно со стержнем 4, а отъемная половина 9, называемая крышкой нижней головки, или просто крышкой шатуна, скрепляется с основной двумя шатунными болтами 7. Иногда крышка крепится четырьмя и даже шестью болтами или шпильками. Отверстие в большой головке шатуна обрабатывают в собранном состоянии с крышкой (см.
Рис. 4. Нижняя головка шатуна: а) с прямым разъемом; б) с косым разъемом; 1 — половина головки, отковываемая совместно со стержнем 7; 2 — крышка головки; 3 — болт шатуна; 4 — треугольные шлицы; 5 — втулочка с калиброванным отверстием; 6 — канал в стержне для подвода масла к поршневому пальцу
Для двигателей автомобильного типа с характерной совместной отливкой цилиндра и картера в одном блоке и Ессбще при наличии блок-картерной отливки остова двигателя желательно, чтсбы большая головка шатуна свободно проходила через цилиндры и не затрудняла выполнение монтажно-демонтажных работ. Плоскость косого разъема головки обычно располагают под углом 45° к продольной оси стержня шатуна (в отдельных случаях возможен угол разъема 30 или 60°). Габариты таких головок после удаления крышки резко уменьшаются. При косом разъеме крышки чаще всего крепятся болтами, которые ввертываются в основную
половину головки.
В головках автомобильных шатунов с нормальной плоскостью разъема в подавляющем большинстве случаев шатунные болты одновременно являются установочными, точно фиксирующими положение крышки относительно шатуна. Такие болты и отверстия под них в головке обрабатывают с высокой чистотой и точностью, как установочные штифты или втулки. Шатунные болты или шпильки являются исключительно ответственными деталями. Обрыв их связан с аварийными последствиями, поэтому они изготовляются из высококачественных легированных сталей с плавными переходами между элементами конструкции и подвергаются термообработке. Шатунные болты и гайки к ним у ЗИЛ-130 и некоторых других автомобильных двигателей изготовляются из хромо-никелевой стали марки 40ХН. Применяются для этих целей также стали 40Х, 35ХМА и аналогичные им материалы.
Чтобы предотвратить возможное проворачивание шатунных болтов при затягивании гаек, их головки делают с вертикальным срезом, а в зоне сопряжения кривошипной головки шатуна со стержнем выфрезеровывают площадки или углубления с вертикальным уступом, удерживающим болты от проворачивания (см. рис. 1 и 4). В тракторных и других двигателях шатунные болты фиксируются иногда специальными штифтами. С целью уменьшения габаритов и веса головки шатунов болты размещают по возможности ближе к отверстиям под вкладыши. Допускаются даже небольшие выемки в стенках вкладышей, предназначенные для прохода шатунных болтов. Чрезмерная затяжка шатунных болтов или шпилек недопустима, гак как может привести к опасной вытяжке у них резьбы.
Нижние головки шатунов автомобильных двигателей обычно снабжаются подшипниками скольжения, для которых применяют сплавы, обладающие высокими антифрикционными свойствами и необходимой механической стойкостью. Только в редких случаях применяют подшипники качения, причем наружными и внутренними обоймами (кольцами) для их роликов служат сама головка шатуна и шейка вала.
Из антифрикционных подшипниковых сплавов в двигателях внутреннего сгорания чаще всего применяют баббиты на оловянной или свинцовой основах, алюминиевые высокооловянистые сплавы и свинцовистую бронзу. На оловянной основе в автомобильных двигателях применяют сплав баббит Б-83, содержащий 83% олова. Это качественный, но довольно дорогой подшипниковый сплав. Более дешевым является сплав на свинцовой основе СОС-6-6, содержащий по 5—6% сурьмы и олова, остальное — свинец. Его называют также малосурьмянистым сплавом. Он обладает хорошими антифрикционными и механическими свойствами, стоек против коррозии, отлично прирабатывается и по сравнению со сплавом Б-83 способствует меньшему износу шеек коленчатого вала. Для шатунных подшипников дизелей, работающих с особенно высокими нагрузками, применяют свинцовистую бронзу Бр.С-30, содержащую 30% свинца. Как подшипниковый материал, свинцовистая бронза обладает повышенными механическими свойствами, но сравнительно плохо прирабатывается и подвержена коррозии под воздействием кислотных соединений, накапливающихся в масле. При использовании свинцовистой бронзы картерное масло должно содержать поэтому специальные присадки, предохраняющие подшипники от разрушения.
В старых моделях двигателей антифрикционный сплав заливали непосредственно по основному металлу головки, как говорилось «по телу».
Метод заливки по телу в современных быстроходных транспортных двигателях не применяется. Нижние головки их снабжаются сменными взаимозаменяемыми вкладышами, форма которых точно соответствует цилиндру, состоящему из двух половин (полуколец). Общий вид вкладышей показан на рис. 1. Два вкладыша 12, поставленные в головку, образуют ее подшипник. Вкладыши имеют стальную, реже бронзовую, основу, с нанесенным на пей слоем антифрикционного сплава.
Шатуны быстроходных автомобильных двигателей, как правило, снабжаются тонкостенными вкладышами, выполненными из стальной ленты толщиной 1,5—2,0 мм, покрытой антифрикционным сплавом, слой которого составляет всего 0,2—0,4 мм. Такие двухслойные вкладыши называются биметаллическими. Они применяются на большинстве отечественных карбюраторных двигателей. В настоящее время получили распространение трехслойные так называемые триметаллические тонкостенные вкладыши, у которых на стальную ленту сначала наносится подслой, а потом уже антифрикционный сплав. Триметаллические вкладыши толщиной 2 мм применяются, например, для шатунов двигателя ЗИЛ-130. На стальную ленту таких вкладышей наносится медно-никелевый подслой, покрытый малосурьмянистым сплавом СОС-6-6. Гнездам под вкладыши и самим вкладышам придают строго цилиндрическую форму, а поверхности их обрабатывают с высокой точностью и чистотой, обеспечивая полную взаимозаменяемость для данного двигателя, что значительно упрощает ремонт. Подшипники с тонкостенными вкладышами не нуждаются в периодической подтяжке, так как имеют малую толщину антифрикционного слоя, не дающего усадки. Они ставятся без регулировочных прокладок, а изношенные заменяются новым комплектом.
С целью получения надежного прилегания вкладышей и улучшения их контакта со стенками головки шатуна они изготовляются так, чтобы при затягивании шатунных болтов обеспечивался небольшой гарантированный натяг. Шатунные подшипниковые вкладыши современных автомобильных двигателей смазываются маслом, поступающим под давлением через сверление в кривошипе из общей системы смазки двигателя. Для поддержания давления в смазочном слое и увеличения его несущей способности рабочую поверхность шатунных вкладышей рекомендуется выполнять без маслораспределительных дуговых или продольных сквозных канавок. Диаметральный зазор между вкладышами и шатунной шейкой вала обычно составляет 0 025— 0,08 мм. В тронковых двигателях внутреннего сгорания применяют шатуны двух типов: одинарные и сочлененные.
Одинарные шатуны, конструкция которых подробно рассматривалась выше, получили большое распространение.
Использование обычных одинарных шатунов в двухрядных двигателях приводит к увеличению длины шатунной шейки вала и общей длины двигателя, но в целом такая конструкция является самой простой и экономически целесообразной. Шатуны имеют одинаковую конструкцию, создаются и одинаковые условия работы для всех цилиндров двигателя. Сочлененные шатунные узлы представляют единую конструкцию, состоящую из двух спаренных между собой шатунов. Их обычно используют в многорядных двигателях. По характерным признакам конструкции различают вильчатые, или центральные, и конструкции с прицепным шатуном (рис. 5).
Рис. 5. Сочлененные шатуны: а) вильчатой конструкции, б) с прицепным шатуном
У вильчатых шатунов (см. рис. 5, а), используемых иногда в двухрядных двигателях, оси больших головок совпадают с осью шейки вала, в связи с чем их называют также центральными. Большая головка главного шатуна 1 имеет вильчатую конструкцию; а головка вспомогательного шатуна 2 устанавливается в развилку главного шатуна. Его называют поэтому внутренним, или средним, шатуном. Оба шатуна имеют разъемные нижние головки и снабжаются общими для них вкладышами 3, которые от проворачивания чаще всего фиксируются штифтами, расположенными в крышках 4 вильчатой головки. Центральные шатуны обеспечивают одинаковую величину хода поршней во всех цилиндрах V-образного двигателя, как и обычные одинарные шатуны. Однако комплект их довольно сложен в производстве, а вилке не всегда удается придать нужную жесткость.
Конструкции с прицепным шатуном проще в производстве и обладают надежной жесткостью. Примером такой конструкции может служить шатунный узел дизеля В-2, показанный на рис. 5, б. Он состоит из главного 1 и вспомогательного прицепного 3 шатунов. Главный шатун имеет верхнюю головку и двутавровый стержень обычной конструкции. Прицепной шатун 3 имеет двутавровое сечение стержня; обе головки его неразъемны и поскольку условия их работы аналогичны, то они снабжены бронзовыми подшипниковыми втулками. Сочленение прицепного шатуна с главным осуществляется при помощи полого пальца 2, закрепленного в проушинах 4.
В конструкциях V-образных двигателей с прицепным шатуном последний располагают относительно стержня главного шатуна справа по вращению вала, чтобы уменьшить боковое давление на стенки цилиндра. Если при этом угол между осями отверстий в проушинах крепления прицепного шатуна и стержня главного шатуна больше угла развала между осями цилиндров, то ход поршня прицепного шатуна будет больше хода поршня главного шатуна. Объясняется это тем, что нижняя головка прицепного шатуна описывает не окружность, как головка главного шатуна, а эллипс, большая ось которого совпадает с направлением оси цилиндра, поэтому у поршня прицепного шатуна 5 > 2г, где 5 — величина хода поршня, а г — радиус кривошипа. Например, у дизеля В-2 оси цилиндров расположены под углом 60°, а оси отверстий в проушинах 4 пальца нижней (большой) головки прицепного шатуна и стержня главного шатуна — под углом 67°, вследствие чего разница в величине хода поршней составляет в нем 6,7 мм. Сочлененные шатуны с прицепивши и особенно с вильчатыми конструкциями кривошипных готовок вследствие относительной их сложности в двухрядных автомобильных двигателях применяются очень редко. Наоборот, использование прицепных шатунов в звездообразных двигателях является необходимостью. Большая (нижняя) головка главного шатуна в звездообразных двигателях выполняется неразъемной.
При сборке автомобильных и других быстроходных двигателей шатуны подбирают из условий, чтобы комплект их имел минимальную разницу в весе. Отклонения от весовых показателей, принятых для шатунно-поршневой группы, не допускаются, так как это нарушает уравновешенность двигателя.
Источник: Райков И.Я., Рытвинский Г.Н. Двигатели внутреннего сгорания, 1971 г. Newer news items: Older news items: |


 Если поршневой палец закрепляется в поршневой головке шатуна, то ее делают с разрезом, как показано на рис. 3, а. Под действием стяжного болта стенки головки несколько деформируются и обеспечивают глухую затяжку поршневого пальца. Головка при этом не работает на износ и выполняется с относительно небольшой длиной, равной примерно ширине наружной полки стержня шатуна. С точки зрения выполнения монтажно-демонтажных работ предпочтительнее боковые разрезы, но использование их приводит к определенному увеличению размеров и веса головкиу Верхние головки с креплением в них поршневых пальцев применялись на шатунах старых моделей рядных двигателей ЗИЛ, например, на 5 и 101 моделях.
Если поршневой палец закрепляется в поршневой головке шатуна, то ее делают с разрезом, как показано на рис. 3, а. Под действием стяжного болта стенки головки несколько деформируются и обеспечивают глухую затяжку поршневого пальца. Головка при этом не работает на износ и выполняется с относительно небольшой длиной, равной примерно ширине наружной полки стержня шатуна. С точки зрения выполнения монтажно-демонтажных работ предпочтительнее боковые разрезы, но использование их приводит к определенному увеличению размеров и веса головкиу Верхние головки с креплением в них поршневых пальцев применялись на шатунах старых моделей рядных двигателей ЗИЛ, например, на 5 и 101 моделях. Свертные втулки применяют на всех двигателях автомобилей ГАЗ, ЗИЛ-130, МЗМА и др.
Свертные втулки применяют на всех двигателях автомобилей ГАЗ, ЗИЛ-130, МЗМА и др. рис. 3, г). Малая головка шатуна снабжается здесь двумя толстостенными литыми бронзовыми втулками, между которыми образуется кольцевой канал для подвода масла к форсунке-распылителю из канала в стержне шатуна. Для более равномерного распределения смазочного масла на поверхностях трения втулок нарезаются спиральные канавки, а дозирование масла осуществляют с помощью калиброванного отверстия в пробочке 5, которую запрессовывают в канал стержня шатуна, как показано на рис. 4, б.
рис. 3, г). Малая головка шатуна снабжается здесь двумя толстостенными литыми бронзовыми втулками, между которыми образуется кольцевой канал для подвода масла к форсунке-распылителю из канала в стержне шатуна. Для более равномерного распределения смазочного масла на поверхностях трения втулок нарезаются спиральные канавки, а дозирование масла осуществляют с помощью калиброванного отверстия в пробочке 5, которую запрессовывают в канал стержня шатуна, как показано на рис. 4, б. рис. 4), поэтому ее нельзя переставлять на другой шатун или изменять принятое положение на 180° относительно шатуна, с которым она была спарена до расточки. Чтобы предотвратить возможную путаницу на основной половине головки и на крышке, у плоскости их разъема выбивают порядковые номера, соответствующие номеру цилиндра. При сборке кривошипно-шатунного механизма надо следить за правильной постановкой шатунов на место, строго руководствуясь инструкцией завода-изготовителя.
рис. 4), поэтому ее нельзя переставлять на другой шатун или изменять принятое положение на 180° относительно шатуна, с которым она была спарена до расточки. Чтобы предотвратить возможную путаницу на основной половине головки и на крышке, у плоскости их разъема выбивают порядковые номера, соответствующие номеру цилиндра. При сборке кривошипно-шатунного механизма надо следить за правильной постановкой шатунов на место, строго руководствуясь инструкцией завода-изготовителя.
 Реже для этой цели применяют шпильки. В отличие от нормальных разъемов, выполняемых под углом 90° к оси стержня шатуна (см. рис. 4, а), косые разъемы головок (см. рис. 4, б) позволяют несколько разгружать шатунные болты от разрывающих усилий, а возникающие при этом боковые усилия воспринимаются буртиками крышки или треугольными шлицами, сделанными на стыкующихся поверхностях головки. У разъемов (нормальных или косых), а также под опорными плоскостями шатунных болтов и гаек стенки нижней головки обычно снабжают упрочняющими приливами и утолщениями.
Реже для этой цели применяют шпильки. В отличие от нормальных разъемов, выполняемых под углом 90° к оси стержня шатуна (см. рис. 4, а), косые разъемы головок (см. рис. 4, б) позволяют несколько разгружать шатунные болты от разрывающих усилий, а возникающие при этом боковые усилия воспринимаются буртиками крышки или треугольными шлицами, сделанными на стыкующихся поверхностях головки. У разъемов (нормальных или косых), а также под опорными плоскостями шатунных болтов и гаек стенки нижней головки обычно снабжают упрочняющими приливами и утолщениями.
 Затяжка шатунных болтов строго нормируется и контролируется с помощью специальных динамометрических ключей. Так, в двигателях ЗМЗ-66, ЗМЗ-21 момент затяжки составляет 6,8—7,5 кГ·м (≈68—75 н-м), в двигателе ЗИЛ-130 — 7—8кГ·м (≈70—80 н-м), а в двигателях ЯМЗ — 16—18 кГ·м (≈160—180 н-м). После затяжки корончатые гайки тщательно шплинтуются, а обычные (без прорезей под шплинты) фиксируются каким-либо другим способом (специальными контргайками, отштампованными из тонкой листовой стали, замковыми шайбами и т. д.).
Затяжка шатунных болтов строго нормируется и контролируется с помощью специальных динамометрических ключей. Так, в двигателях ЗМЗ-66, ЗМЗ-21 момент затяжки составляет 6,8—7,5 кГ·м (≈68—75 н-м), в двигателе ЗИЛ-130 — 7—8кГ·м (≈70—80 н-м), а в двигателях ЯМЗ — 16—18 кГ·м (≈160—180 н-м). После затяжки корончатые гайки тщательно шплинтуются, а обычные (без прорезей под шплинты) фиксируются каким-либо другим способом (специальными контргайками, отштампованными из тонкой листовой стали, замковыми шайбами и т. д.). Головка в этих случаях делается неразъемной, а коленчатый вал — составным или разборным. Так как вместе с изношенным роликовым подшипником приходится иногда заменять весь шатунно-кривошипный узел, то широкое применение подшипники качения находят лишь в сравнительно дешевых двигателях мотоциклетного типа.
Головка в этих случаях делается неразъемной, а коленчатый вал — составным или разборным. Так как вместе с изношенным роликовым подшипником приходится иногда заменять весь шатунно-кривошипный узел, то широкое применение подшипники качения находят лишь в сравнительно дешевых двигателях мотоциклетного типа. Сплав СОС-6-6 применяется для большинства отечественных карбюраторных двигателей (ЗИЛ, МЗМА и др.). В двигателях с повышенными нагрузками па шатунные подшипники применяют высокооловянистый алюминиевый сплав, содержащий 20% олова, 1% меди, остальное — алюминий. Такой сплав используется, например, для подшипников V-образных двигателей ЗМЗ-53, ЗМЗ-66 и др.
Сплав СОС-6-6 применяется для большинства отечественных карбюраторных двигателей (ЗИЛ, МЗМА и др.). В двигателях с повышенными нагрузками па шатунные подшипники применяют высокооловянистый алюминиевый сплав, содержащий 20% олова, 1% меди, остальное — алюминий. Такой сплав используется, например, для подшипников V-образных двигателей ЗМЗ-53, ЗМЗ-66 и др. Заливка по телу не оказывала заметного влияния на габариты и вес головки. Хорошо обеспечивала отвод тепла от шатунной шейки вала, но так как толщина слоя заливки составляла более 1 мм, то в процессе работы вместе с износом сказывалась заметная усадка антифрикционного сплава, вследствие чего относительно быстро увеличивались зазоры в подшипниках и возникали стуки. Чтобы устранить или предупредить стуки подшипников, их периодически приходилось подтягивать, т. е. устранять излишне большие зазоры за счет уменьшения числа тонких латунных прокладок, которые с этой целью (около 5 штук) ставились в разъем нижней головки шатуна.
Заливка по телу не оказывала заметного влияния на габариты и вес головки. Хорошо обеспечивала отвод тепла от шатунной шейки вала, но так как толщина слоя заливки составляла более 1 мм, то в процессе работы вместе с износом сказывалась заметная усадка антифрикционного сплава, вследствие чего относительно быстро увеличивались зазоры в подшипниках и возникали стуки. Чтобы устранить или предупредить стуки подшипников, их периодически приходилось подтягивать, т. е. устранять излишне большие зазоры за счет уменьшения числа тонких латунных прокладок, которые с этой целью (около 5 штук) ставились в разъем нижней головки шатуна. Различают вкладыши толстостенные и тонкостенные. Вкладыши несколько увеличивают габариты и вес нижней головки шатуна, особенно толстостенные, имеющие толщину стенок более 3—4 мм. Поэтому последние применяются только для сравнительно тихоходных двигателей.
Различают вкладыши толстостенные и тонкостенные. Вкладыши несколько увеличивают габариты и вес нижней головки шатуна, особенно толстостенные, имеющие толщину стенок более 3—4 мм. Поэтому последние применяются только для сравнительно тихоходных двигателей. Трехслойные вкладыши применяются также для шатунных подшипников дизелей. Слой свинцовистой бронзы, толщина которого обычно составляет 0t3—0,7 мм, сверху покрывают еще тонким слоем свинцово-оловянистого сплава, что улучшает прирабатываемость вкладышей и предохраняет их от коррозии. Трехслойные вкладыши допускают большие удельные давления на подшипники, чем биметаллические.
Трехслойные вкладыши применяются также для шатунных подшипников дизелей. Слой свинцовистой бронзы, толщина которого обычно составляет 0t3—0,7 мм, сверху покрывают еще тонким слоем свинцово-оловянистого сплава, что улучшает прирабатываемость вкладышей и предохраняет их от коррозии. Трехслойные вкладыши допускают большие удельные давления на подшипники, чем биметаллические.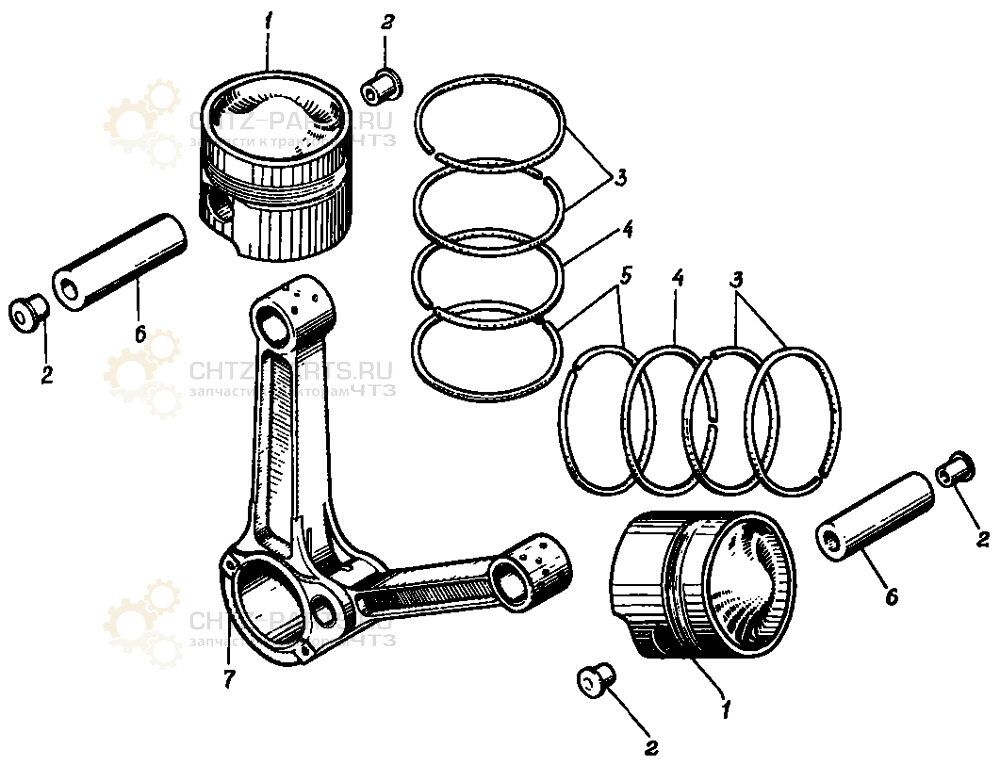 От проворачивания тонкостенные вкладыши удерживаются фиксирующим усом, который отгибается у одной из кромок вкладыша. Фиксирующий ус входит в специальную пазовую канавку, выфрезерованную в стенке головки у разъема (см. рис. 4). Вкладыши с толщиной стенок 3 мм и более толстые, фиксируются штифтами (дизели В-2, ЯМЗ-204 и др.).
От проворачивания тонкостенные вкладыши удерживаются фиксирующим усом, который отгибается у одной из кромок вкладыша. Фиксирующий ус входит в специальную пазовую канавку, выфрезерованную в стенке головки у разъема (см. рис. 4). Вкладыши с толщиной стенок 3 мм и более толстые, фиксируются штифтами (дизели В-2, ЯМЗ-204 и др.). Они применяются во всех однорядных двигателях и широко используются в двухрядных автомобильных двигателях. В последнем случае на каждую кривошипную шейку вала рядом друг с другом устанавливают два обычных одинарных шатуна. Вследствие этого один ряд цилиндров смещается относительно другого вдоль оси вала на величину, равную ширине нижней головки шатуна. Чтобы уменьшить такое смещение цилиндров, нижнюю головку изготовляют с возможно меньшей шириной, а иногда шатуны выполняют с асимметричным стержнем. Так, в V-образных двигателях автомобилей ГАЗ-53, ГАЗ-66 стержни шатунов смещены относительно оси симметрии нижних головок на 1 мм. Смещение осей цилиндров левого блока относительно правого составляет в них 24 мм.
Они применяются во всех однорядных двигателях и широко используются в двухрядных автомобильных двигателях. В последнем случае на каждую кривошипную шейку вала рядом друг с другом устанавливают два обычных одинарных шатуна. Вследствие этого один ряд цилиндров смещается относительно другого вдоль оси вала на величину, равную ширине нижней головки шатуна. Чтобы уменьшить такое смещение цилиндров, нижнюю головку изготовляют с возможно меньшей шириной, а иногда шатуны выполняют с асимметричным стержнем. Так, в V-образных двигателях автомобилей ГАЗ-53, ГАЗ-66 стержни шатунов смещены относительно оси симметрии нижних головок на 1 мм. Смещение осей цилиндров левого блока относительно правого составляет в них 24 мм. Шатуны можно полностью унифицировать также с шатунами однорядных двигателей.
Шатуны можно полностью унифицировать также с шатунами однорядных двигателей. У зафиксированных таким образом вкладышей внутренняя поверхность, соприкасающаяся с шейкой вала, полностью покрывается антифрикционным сплавом, а наружная — только в средней части, т. е. в зоне размещения вспомогательного шатуна. Если вкладыши не фиксируются от проворачивания, то поверхности их с обеих сторон полностью покрываются антифрикционным сплавом. В этом случае вкладыши изнашиваются более равномерно.
У зафиксированных таким образом вкладышей внутренняя поверхность, соприкасающаяся с шейкой вала, полностью покрывается антифрикционным сплавом, а наружная — только в средней части, т. е. в зоне размещения вспомогательного шатуна. Если вкладыши не фиксируются от проворачивания, то поверхности их с обеих сторон полностью покрываются антифрикционным сплавом. В этом случае вкладыши изнашиваются более равномерно. Нижняя его головка снабжена тонкостенными вкладышами, залитыми свинцовистой бронзой, и выполнена с косым разъемом относительно стержня главного шатуна; иначе ее нельзя скомпоновать, так как под углом 67° к оси стержня на ней размещают две проушины 4, предназначенные для крепления прицепного шатуна 3. Крышка главного шатуна крепится шестью шпильками 6, завернутыми в тело шатуна, причем от возможного проворачивания они фиксируются штифтами 5.
Нижняя его головка снабжена тонкостенными вкладышами, залитыми свинцовистой бронзой, и выполнена с косым разъемом относительно стержня главного шатуна; иначе ее нельзя скомпоновать, так как под углом 67° к оси стержня на ней размещают две проушины 4, предназначенные для крепления прицепного шатуна 3. Крышка главного шатуна крепится шестью шпильками 6, завернутыми в тело шатуна, причем от возможного проворачивания они фиксируются штифтами 5.
 Так, в двигателях автомобилей «Волга», ГАЗ-66 и ряде других верхняя и нижняя головки шатунов подгоняются по весу с отклонением ±2 г, т. е. в пределах 4 г (≈0,04 н). Следовательно, общая разница в весе шатунов не превышает у них 8 г (≈0,08 н). Лишний металл обычно снимают с бобышэк-приливов, крышки шатуна и верхней головки. При отсутствии у верхней головки специального прилива вес подгоняют обтачиванием ее с обеих сторон, как, например, в двигателе ЗМЗ-21.
Так, в двигателях автомобилей «Волга», ГАЗ-66 и ряде других верхняя и нижняя головки шатунов подгоняются по весу с отклонением ±2 г, т. е. в пределах 4 г (≈0,04 н). Следовательно, общая разница в весе шатунов не превышает у них 8 г (≈0,08 н). Лишний металл обычно снимают с бобышэк-приливов, крышки шатуна и верхней головки. При отсутствии у верхней головки специального прилива вес подгоняют обтачиванием ее с обеих сторон, как, например, в двигателе ЗМЗ-21.Ремонт верхней нижней головки шатуна автомобиля.
Ремонт шатунов двигателя бывает двух видов:
- ремонт верхней головки шатуна;
- ремонт нижней головки шатуна.


РЕМОНТ ВЕРХНЕЙ ГОЛОВКИ ШАТУНА
Ремонт верхней головки шатуна производится на поршнях с «плавающей» посадкой поршневого пальца в шатуне. Поршни имеют втулку для работы в паре с поршневым пальцем. В процессе работы двигателя втулка разбивается, и в соединении образуется увеличенный зазор.
Мы производим замену втулок верхней головки шатуна с последующей обработкой под поршневой палец.
Расточка и хонинговка отверстия происходит на специализированном станке, который позволяет базировать шатун относительно нижней головки, и обрабатывать втулку верхней головки шатуна соосно с отверстием нижней головки, что является залогом «правильной» работы двигателя.
В нашей практике были случаи, когда к нам обращались клиенты, у которых наблюдался повышенный расход масла после капитального ремонта мотора. После повторной разборки двигателя и подетальной дефектовки мы выяснили, что втулка под поршневой палец разворачивалась ручной разверткой.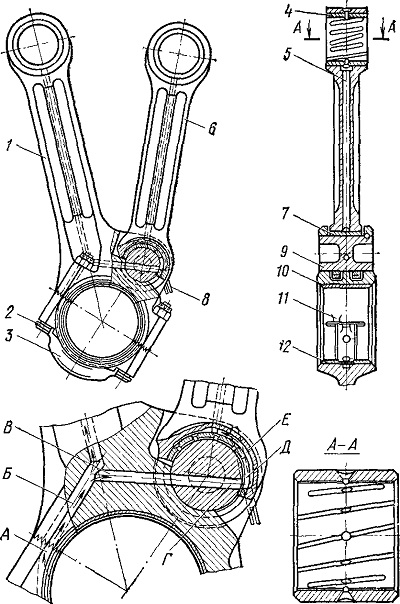
Геометрия отверстия и зазор в соединении палец-втулка были в допуске, а ось отверстия «завалена».
В результате этого, поршни в цилиндре были установлены с небольшим наклоном в одну сторону. Что привело к неправильному прилеганию поршневых колец и, как следствие, к повышенному расходу масла.
Проблема ушла после повторной замены втулок в заводских условиях.
Хотим обратить ваше внимание на то, что верхняя головка шатунов с горячей посадкой поршневого пальца не ремонтируется. При изменении геометрии, такие шатуны подлежат замене.
РЕМОНТ НИЖНЕЙ ГЛОВКИ ШАТУНА
Ремонт нижней головки шатуна производится для восстановления геометрии посадочного места под шатунный вкладыш. Необходимость этого ремонта возникает не только на моторах, где «стучал» коленвал, но и в процессе штатного ремонта двигателя.
В результате механических и термических нагрузок на шатун, его нижняя головка может деформироваться.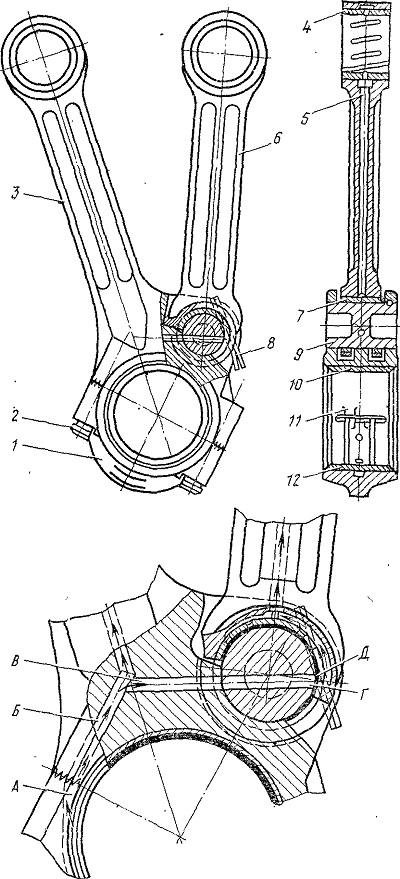 Поэтому, при каждой разборке мотора, геометрию головки необходимо контролировать.
Поэтому, при каждой разборке мотора, геометрию головки необходимо контролировать.
Технология ремонта проста. На плоскошлифовальном станке «занижается» нижняя крышка шатуна, после чего он собирается с моментом, установленным производителем индивидуально для каждого типа двигателей.
Далее, собранный шатун растачивается в номинальный размер, как это делается на заводе — производителе мотора. Для того чтобы компрессионное расстояние осталось неизменным, резец базируется по постели (?) самого шатуна, а основной съем металла происходит с «заниженной» крышки.
После ремонта нужно проконтролировать посадку нового вкладыша в «постель» и, при необходимости, надфилем углубить посадочное место под замок вкладыша.
Не все шатуны подлежат ремонту. «Разрывные» или «колотые» шатуны, у которых крышка с шатуном не имеют ровных привалочных плоскостей, при изменении геометрии, необходимо заменить.
ДЕФЕКТОВКА ШАТУНА БЕСПЛАТНО
Если возникла потребность в дефектовке шатунов, но нет собственной инструментальной базы, это можно сделать, совершенно бесплатно, в условиях нашего приемного пункта «Механика» — Обнинск.
Мы производим следующие виды работ по ремонту и дефектовке шатунов:
- Проверка геометрии нижней головки шатуна.
- Ремонт нижней головки шатуна с плоским разъемом с соблюдением параллельности осей.
- Ремонт нижней головки шатуна с зубчатым разъемом с соблюдением параллельности осей.
- Ремонт верхней головки шатуна с соблюдением параллельности осей.
- Перепрессовка поршней (горячая посадка).
- Проверка геометрии шатуна на наличие деформаций.
Обращайтесь к нам в «Механика»-Обнинск, и мы профессионально, и в короткие сроки произведем ремонт верхней и нижней головки шатуна, а также – дефектовку шатуна.
Кондуктор для обработки втулки верхней головки шатуна.
При капитальном ремонте двигателя, в котором в верхней головке шатуна используются подшипники скольжения — бронзовые втулки, часто обнаруживается повышенный зазор в сопряжении этой втулки и пальца, зазор возникает после определённого пробега. От этого при работе двигателя возникает неприятный стук, который с каждым пройденным километром только усиливается. Естественно при ремонте мотора, от такой неприятности нужно избавляться. Но всё не так просто как кажется, особенно с отечественными двигателями, и из-за такой маленькой детали могут возникнуть большие проблемы с поршневой группой. Как избежать этих проблем, и как правильно провести ремонт и с помощью чего, читаем дальше.
Первый вариант: если зазор не очень большой, то втулку разворачивают развёрткой определённого диаметра (соответствующего диаметра, зависящего от диаметра ремонтного пальца), чтобы убрать овал, возникший от неравномерной выработки отверстия во втулке, а затем устанавливают палец увеличенного диаметра (ремонтного размера), и в итоге получают отверстие во втулке идеального круглого сечения и диаметра немного большего, чем диаметр ремонтного пальца. Насколько больше этот диаметр (зазор между пальцем и втулкой), можно точно узнать в мануале конкретного (вашего)двигателя.
Второй более сложный вариант: если же диаметр выработанного овала во втулке намного больше, чем самый толстый ремонтный палец (с самым большим диаметром, который найдёте), то есть положенного допуска рабочего зазора, после обработки овального отверстия во втулке, вы не добьётесь, то втулку верхней головки шатуна надо выпрессовать из головки и запрессовать новую. Новую втулку опять же нужно развернуть развёрткой определённого диаметра, который зависит от диаметра ремонтного пальца.
Какой должна быть качественная втулка.
То есть во всех случаях (в двух вариантах) нужно использовать развёртку, но вот самый ответственный момент в этом казалось бы не сложном деле, многие не учитывают, а зря. Какой момент? Да всего лишь абсолютная паралельность отверстия верхней головки шатуна и отверстия в нижней головке шатуна, на которую многие не обращают внимания при ремонте. То есть просто развернули отверстие развёрткой, а под каким углом прошёл инструмент, и под каким углом получается развёрнутое отверстие, относительно отверстия нижней головки шатуна, многим не важно, а зря.
Если возникнет не параллельность этих двух отверстий, то поршень вашего двигателя после сборки, будет работать с перекосом, и юбка поршня будет изнашиваться неравномерно (не всей поверхностью, а только с одной стороны) и очень быстро, так как площадь трения не полная (маленькая). Именно от этого и возникнет стук поршня о стенку гильзы цилиндра, и возникает этот стук после неправильного ремонта довольно быстро. Многие водители упрекают эту неприятность, и грешат на якобы низкое качество запчастей. Но на самом деле, просто ремонт сделан не качественно, то есть не соблюдена параллельность отверстий в обоих головках шатуна (нижней и верхней).
Кондуктор и его изготовление.
Чтобы при разворачивании развёрткой, отверстие получилось правильным, следует изготовить несложный кондуктор, который поможет правильно развернуть отверстие в бронзовой втулке. Для его изготовления потребуется кусок толстостенной трубки, с внутренним диаметром немного меньшим, чем отверстие в бронзовой втулке, а так же потребуется пара пластин листового металла, толщиной примерно 8 — 10 мм. Трубу желательно отрезать на маятниковой пиле, которая позволит сделать отрез строго под 90 градусов, или отрезать на токарном станке. Далее хорошенько прижимаем трубку к пластине струбциной (чтобы не повело при сварке), и привариваем трубку к пластине (смотрим рисунок слева). Ну и чтобы полностью быть спокойным за то, что плоскость которая будет прижата к головке шатуна и трубка (отверстие в трубке), имеют абсолютную перпендикулярность (под 90 градусов друг к другу), следует за одну установку в патроне токарного станка, проточить наружную плоскость пластины, и расточить отверстие в трубке, и добиться чуть большего диаметра (на пару соток) отверстия в трубке, чем диаметр развёртки которую вы будете использовать.
Все диаметры на этом рисунке соответствуют диаметру бронзовой втулки 14 мм.
Останется вырезать ещё одну пластину, которая будет прижиматься с помощью болтов с другой стороны верхней головки шатуна. В этой пластине следует сделать отверстие на миллиметр больше, чем диаметр используемой вами развёртки. Ну и также следует просверлить соосные отверстия под стяжные болты (см. рисунок слева). При работе обе пластины нужно стянуть болтами, но не сильно, а так , чтобы кондуктор мог двигаться по плоскости верхней головки шатуна от усилия руки, или от плотного нажатия вашим пальцем. Теперь остаётся установить и поджать болтами кондуктор напротив отверстия в бронзовой втулке, и можно начинать разворачивание этого отверстия развёрткой. Точность обработки будет отменная.
Но всё не так просто как кажется.
Вышеописанный мной способ обработки отверстия верхней головки шатуна, будет очень полезен тем двигателям, у которых шатун как и должно быть в принципе у нормального импортного производителя — идеально ровный, и отверстия обоих головок шатуна строго параллельны (какие шатуны и их втулки бывают, как его правильно доработать и многое другое можно узнать здесь). На наших же заводах, например шатуны двигателей мотоциклов ИЖ, изготавливают иначе, и способ ремонта с помощью кондуктора, описанного мной выше, может не подойти. Объясню почему.
Когда шатун ижевского мотора изготавливают на заводе, то сталь из которой его сделали, не проходит термическую обработку для упрочнения шатуна, пока в нём не сделают оба отверстия — в верхней головке и в нижней головке. Термичка пока не используется, так как отверстия легче сделать в сыром металле, наверное на заводе экономят на качественных твёрдосплавных инструментах. Отверстия в обоих головках шатуна они делают правильно, то есть до этого момента они строго параллельны. Но после того как отверстия сделаны, шатуны направляются в термический цех для закалки и упрочнения детали (деталь нагревают, а затем резко охлаждают). Вот здесь и начинается самое интересное. После термической обработки, шатун от нагрева и резкого охлаждения изгибается, и отверстия в его головках с этого момента уже не параллельны.
Как выходит завод ИЖмаш из такого положения? Параллельность верхней и нижней головки шатуна восстанавливают на заводе используя толщину бронзовой втулки, то есть с помощью разворачивания бронзовой втулки, но уже развёртка устанавливается с помощью заводского приспособления, которое позволяет развернуть отверстие в верхней головке строго параллельно нижней. Втулка получается с толщиной стенок разной, на разных участках по периметру детали (смотрите рисунок слева).
Прикол в том, что многие мотоциклисты, которые ремонтируют отечественные двигатели, не знают этого нюанса, и развернув отверстие даже с помощью кондуктора, удивляются, что после ремонта их двигатель быстро начинает стучать с удвоенной силой. Что в таком случае все говорят — естественно виноваты якобы низкокачественные детали. На самом деле всё довольно просто: завод экономит на технологии и качественном обрабатывающем инструменте, многие этого не знают и проводят ремонт не правильно, а в итоге виноватый всегда найдётся — это или ремонтник, которому вы доверили свой мотор, но он не знает этого прикола, или виноват поставщик якобы не качественных запчастей. Согласитесь — звучит неправдоподобно: вы покупаете новый отечественный мотоцикл, а шатун или шатуны вашего нового двигателя кривые (поведённые). Такой прикол может быть только в нашем родном отечестве, на наших заводах, то есть на нашей отечественной технике, тут нечему удивляться.
Новые мотоциклы ездят вроде бы нормально, так как обе втулки шатуна параллельны и вроде бы без стука, пока втулка не износится от естественного износа. После этого, дело подходит к ремонту и вот здесь уже начинаются проблемы, которые я описал выше. Так как же всё таки сделать качественный ремонт верхней втулки на заводском кривом шатуне? (само выражение заводской кривой шатун если честно меня бесит, но это суровая действительность отечественного мотопрома). Чтобы правильно развернуть новую бронзовую втулку в кривом шатуне, есть три варианта, два из которых можно использовать..
Первый вариант — это добиться того, чтобы оба отверстия и верхней головки(без бронзовой втулки) и нижней головки шатуна стали параллельны. Это достигается рихтовкой шатуна на плите, и проверкой параллельности обоих отверстий с помощью приспособлений, показанных на нижних рисунках. И лучше для рихтовки шатуна использовать не ударную технику (медный молоток), а выравнивание шатуна с помощью гидравлического пресса (давим на шатун вставив между ним и прессом алюминиевую болванку). После рихтовки шатуна, и восстановления параллельности отверстий обоих головок шатуна, можно будет использовать кондуктор для развёртки, описанный выше в этой статье.
Второй вариант — Это не выпрессовывать заводскую изношенную бронзовую втулку из верхней головки шатуна, а просто восстановить её отверстие с помощью твердого покрытия МС- 2000, о котором можете почитать вот в этой статье. Ресурс такой восстановленной втулки будет больше чем у новой, и поршневого пальца тоже. Единственный нюанс который следует учесть, так это то, что при обработке твёрдого покрытия и подгонки отверстия под поршневой палец, следует опять же добиться параллельности поршневого пальца и пальца коленвала. Это не так то просто, ведь для этого нужно будет постоянно проверять параллельность обоих отверстий и пальцев находящихся в них, с помощью приспособлений, показанных на нижних рисунках.
Ну и третий самый трудоёмкий вариант — это изготовление приспособления, которое позволит закрепить развёртку, строго параллельно отверстию в нижней головке шатуна. Для этого нужно выточить цилиндрический валик-оправку (оправку 5 — смотрите на рисунке внизу), который плотно (с минимальным зазором) войдёт в отверстие нижней головки шатуна, на другой конец этого валика плотно одевается ещё один идеально ровный шатун, и отверстие верхней головки этого шатуна будет использоваться как направляющее отверстие для развёртки (получится уже две точки опоры для развёртки — обрабатываемая и поддерживающая опора — втулка). Причём советую в отверстие верхней головки вспомогательного шатуна, плотно вставить трубку или втулку длинной примерно 50 — 70 мм. Это позволит увеличить площадь прилегания развёртки, которая будет внутри этой трубки (зазор опять же пару соток) и позволит точнее использовать приспособление.
Какой вариант использовать, выбирайте сами, но я думаю всё равно стоит каким ни-будь воспользоваться, ведь лучше сделать правильный ремонт один раз, и забыть о нём тысяч на 50, чем через каждые пару тысяч заново разбирать мотор.
Пояснение к нижнему рисунку (б), который находится справа. На этом рисунке (рисунок б справа внизу) показано приспособление для проверки прямолинейности шатунов. Для этого шатун 2 верхней головкой 3 устанавливают на контрольный палец 4, а нижней головкой на палец 1 контрольной плиты 6. Затем устанавливают на палец верхней головки контрольную призму 5 и подводят его так, чтобы штифты призмы касались поверхности плиты 6. И если шатун прямолинеен, то все три штифта призмы 5 будут касаться плиты 6. Если какой то штифт или два штифта призмы 5 не будет касаться плиты 6, то шатун кривой, и на сколько кривой можно определить с помощью щупа 7, вставленного в зазор между штифтом и плитой 6. У нормального шатуна, который можно допускать к работе, зазор не должен превышать 0,05 мм.
Если шатун имеет двойной изгиб, который указанным выше способом обнаружить нельзя, то его можно проверить способом, показанным на рисунке (в) (тоже справа внизу). Нужно зажать шатун на пальце 2, если палец меньшего диаметра, чем отверстие нижней головки (как на рисунке). Если же шатун плотно оденется на выточенный вами палец, то зажимать его нет необходимости. Затем на контрольной плите выдвинуть ограничитель 3 до упора его в торец нижней головки шатуна, и зажать головку. Затем замерив микрометрическим глубиномером 4 (глубиномер можно посмотреть здесь) расстояние от торца верхней головки до плоскости плиты, затем снимаем шатун с пальца и разворачиваем его на 180 градусов, и снова одеваем на палец, уперев в ограничитель — производим второй замер глубиномером. Разность чисел в замерах покажет кривизну шатуна.
В заключении хочу посоветовать тем людям, которые не хотят заморачиваться с ремонтом, а просто хотят купить новый коленвал (кривошип) для своего двигателя и просто заменить им застучавший коленвал. Сейчас в продаже очень много левака, особенно для отечественной техники. И чтобы не купить бракованный коленвал, очень советую прочитать вот эту статью. Она поможет вам при покупке отличить левак от качественного изделия. Удачи всем!
Проверка параллельности обоих головок шатуна, а также эта проверка позволяет проверить на изгиб(а) и на скручивание(б).
1 — вспомогательный шатун; 2 — цилиндр плотно вставленный в верхнюю головку; 3 — остроконечный стержень; 4 — проверяемый шатун; 5 — цилиндрическая оправка; 6 — оправки в виде грибков.
Проверка параллельности обоих головок шатуна и его прямолинейности
Рис. б. 1 — цилиндр оправка; 2 — шатун; 3 — верхняя головка; 3 — ограничитель; 4 — поршневой палец; 5 — проверочная призма; 6 — контрольная плита; 7 — щуп; 8 -винт;
Подшипники верхней и нижней головок шатуна
Ответственной деталью кривошипно-шатунного механизма является шатун (рис. 261), предназначенный для соединения коренного вала с поршнем или крейцкопфом. Верхние головки шатунов выполнены неразъемными, и в них запрессовывают бронзовые втулки, нижние головки имеют горизонтальный или косой разъем. В нижней головке шатуна расположены вкладыши подшипников с баббитовой заливкой. [c.380]Точным мерительным инструментом- обмеряют основные детали двигателя зеркало цилиндра, поршень (включая канавки колец), штоки клапанов и их направляющие, поршневой палец и втулку верхней головки шатуна с целью установления износа этих деталей. Снимают шатун и осматривают состояние подшипника нижней головки шатуна. [c.147]
Затем тщательно проверяется перпендикулярность шатуна к оси шейки кривошипа (коленчатого вала). Для этого нижняя головка шатуна соединяется с кривошипом. Затянув болты подшипника нижней головки, устанавливают кривошип в верхней мертвой точке, причем нижнюю головку шатуна размещают посередине шейки кривошипа, а верхнюю головку по оси цилиндра. Среднее положение [c.449]
Непараллельность верхней образующей постели мотылевого подшипника (нижней головки шатуна) и оси верхней головки шатуна проверяют линейным индикатором со стойкой на проверочной плите по схеме, приведенной на рис. 145. Непараллельность должна быть пе более 0,02 мм на 100 мм длины. [c.251]
Рамы компрессоров, представляющие собой отливки коробчатой формы, имеют различную конфигурацию, в зависимости от схемы расположения цилиндров и конструктивного исполнения машины. Шатуны — штампованные или кованые. В нижних головках шатунов устанавливают подшипники скольжения, в верхних — подшипники скольжения или качения. Крейцкопфы — чугунные или стальные, цельнолитые или со съемными башмаками, с баббитовой заливкой или без нее. Для лучшей уравновешенности машин поршни ступеней низкого давления обычно изготовляют литыми из легких сплавов или сварными из стали. [c.14]
На всасывающей линии масляного шестеренчатого насоса 2 устанавливают фильтр 1 (грубой очистки). На нагнетательной линии насоса в средних и крупных компрессорах устанавливают щелевые пластинчатые фильтры 4 (тонкой очистки). Эти фильтры периодически очищают проворачиванием их вручную. Щелевой фильтр снабжен перепускным клапаном 5, который в случае резкого повышения давления масла сбрасывает его из нагнетательного маслопровода в картер. Масло, пройдя щелевой фильтр, направляется по наружному маслопроводу 10 к сальнику, а затем по сверлениям в валу — к подшипникам вала и к нижним головкам шатунов. Верхние головки шатунов могут смазываться разбрызгиванием масла из картера или от насоса по сверлению в шатуне. При использовании коренных подшипников скольжения к ним подводят все масло от насоса, которое затем по масляным каналам коленчатого вала поступает к шатунам и сальнику. [c.92]
В компрессорах по стуку определяют величину зазоров в подшипниках верхней и нижней головки шатуна и коренных подшипниках скольжения, поломку пластин и пружин клапанов, ослабление буферных пружин крышек безопасности. В подшипниках скольжения поршневых компрессоров по мере увеличения зазоров возрастают ударные нагрузки, что легко обнаружить по интенсивности звука. Изношенные подшипники качения издают повышенный дребезжащий звук. Поломка клапанов характеризуется появлением посторонних дребезжащих шумов. Ослабление буферных пружин обнаруживают по сильным ударам (хлопанью) крышки безопасности удары возникают в моменты наибольшей загрузки компрессора, например при пуске или влажном ходе. [c.187]
Затем собирают подшипник нижней головки шатуна, равномерно затягивают шатунные болты, устанавливают всасывающий клапан и приступают к замеру боковых зазоров между поршнем и стенками цилиндров. Зазоры измеряют щупом в четырех положениях поршня — в верхней и нижней мертвых точках и в двух промежуточных положениях. [c.170]
Ремонт подшипников нижней головки шатуна (залитых баббитом) ничем не отличается от ремонта коренных подшипников. Параллельность образующих постелей верхней и нижней головок шатунов больших размеров проверяют при помощи контрольных пальцев (валиков) и уровня по схеме, показанной на рис. 146. [c.253]
Ремонт шатунов в большинстве случаев сводится к ремонту или замене подшипников верхней и нижней головок, шатунных болтов и редко к правке погнутого шатуна (стержня). В отъемных шатунах (к которым поршневые пальцы крепятся болтами) ремонту подлежит опорная часть шатуна, где в результате ударных нагрузок может появиться наклеп. Прогиб стержня шатуна устраняют домкратами или специальными оправками в холодном состоянии или с подогревом. Способ устранения прогиба выбирают после тщательного осмотра и об.мера. Шатуны со стрелой прогиба более 10 мм рекомендуется выравнивать с применением подогрева при вынутых подшипниках верхней и нижней головок. После выравнивания стержня шатун подвергают дефектоскопии для выявления трещин. Недопустимы даже незначительные трещины. Изогнутые и скрученные шатуны, как правило, ремонту не подлежат, их заменяют новыми. Наклеп устраняют опиливанием с последующим шабрением по плите или контрольному пальцу в шатунах с цилиндрической поверхностью сопряжения с пальцем. После исправления поверхностей неперпендикулярность обрабатываемого торца к оси стержня шатуна не должна превышать 0,02 мм на 100 мм ширины торца, а пятна краски должны равномерно распределяться по всей поверхности торца с густотой не менее трех пятен на квадрате со стороной 25 мм. Наклеп на верхней опорной поверхности отъемной нижней головки шатуна устраняют опиливанием и шабрением с последующей проверкой по плите. [c.238]
Шатун штампованный из углеродистой стали, стержень шатуна круглого сечения, пустотелый. В верхней головке шатуна установлен игольчатый подшипник. Нижняя головка шатуна отъемная, выполнена в виде стальной штамповки из двух половин, которые заливаются баббитом. Нижняя головка кренится к шатуну двумя болтами. [c.169]
Смазке подлежат все трущиеся пары в компрессоре поршень в цилиндре, палец в поршне или в крейцкопфе, палец к верхней головке шатуна, крейцкопф в направляющих, кривошипная шейка вала в нижней головке шатуна, вал в коренных подшипниках, уплотнение вала или штока (сальник), механизм передачи движения от вала к масляному насосу. [c.323]
Шатуны изготовлены из стали 35. Нижние головки шатунов выполнены разъемными. В головках установлены вкладыши подшипников, залитые баббитом марки Б-83. В верхние головки шатунов запрессованы бронзовые втулки, в которые вставляют пальцы поршней. [c.91]
Общее устройство компрессора показано На рис. 38. В верхней части чугунного корпуса П находится цилиндр 1, внизу которого с одной стороны расположен задний подшипник коленчатого вала 11, с другой — гнездо для переднего подшипника 13. Передний подшипник съемный, что сделано для возможности монтажа вала. Подшипник фиксируется от проворачивания стопором 15 и закрепляется замочным кольцам 14. На кривошипной шейке вала закреплен своей нижней головкой шатун 10, верхняя головка которого соединена с поршнем 2 при помощи поршневого пальца. [c.60]
Коленчатый вал стальной, цельнокованый с привернутыми чугунными противовесами, установлен в корпусе на двух сферических шариковых подшипниках и соединен с поршнями посредством шатунов, имеющих в нижних головках подшипники с баббитовой заливкой, а в верхних головках — бронзовые втулки. Подшипники нижней головки шатуна разъемные и для регулировки зазора в разъеме имеют набор прокладок. [c.92]
Верхняя И нижняя головки шатуна снабжены игольчатыми или самоустанавливающимися роликовыми подшипниками, которые собираются на консистентной смазке. Периодически раз в 3 месяца смазку обновляют. [c.331]
Нижние головки шатунов разъемные с вкладышами, залитыми баббитом Б83. В верхней головке шатунов устанавливаются игольчатые подшипники. Маслосъемные кольца вмонтированы в корпус газового сальника, промежуточный фонарь не предусмотрен. [c.112]
Механизмы движения со смазкой разбрызгиванием (фиг. 17) обычно конструируются на подшипниках качения. Коленчатый вал выполняется разрезным с тем, чтобы в нижней головке шатуна можно было поставить подшипник качения. Верхняя головка шатуна монтируется в крейцкопф на игольчатых или конических подшипниках. Рабочая поверхность крейцкопфа заливается баббитом. [c.221]
Верхняя и нижняя головки шатуна имеют игольчатые подшипники, которые собираются на эксплуатационной смазке, и затем периодически смазка обновляется. [c.308]
Насосы. В малых холодильных компрессорах применяют центробежные, шнековые и объемные (шестеренчатые и ротационные) насосы. Основной тип насосов компрессоров с вертикальным валом — центробежный, не требующий дополнительных деталей, наиболее простой и надежный. Работа такого насоса не зависит от направления вращения вала, что необходимо в компрессорах с трехфазными электродвигателями. Наиболее распространены центробежные насосы со сверлением в валу, смещенным относительно его оси (рис. 85, а). Масло под действием центробежной силы проходит по радиальному отверстию и вертикальному каналу и далее направляется к парам трения. Иногда в валу располагают два или несколько таких сверлений по одному из них масло поступает к нижней головке шатуна, по другому — к верхнему коренному подшипнику вала эта конструкция, показанная на рис. 85, а, принята в компрессоре ФГ 0,7 3. Диаметр входного отверстия в валу обычно равен 5—6 мм, радиальных и эксцентрично расположенных сверлений — 3—4 мм. Иногда вместо радиальных сверлений применяют пазы на торце вала. Следует учесть, что в таких насосах масло не может проходить по сверлению, пересекающему ось вала. Вертикальные каналы обычно смещены не менее чем на 6—7 мм от оси. [c.142]
Одновременно с осмотром поршня вертикального компрессора необходимо проверить верхнюю и нижнюю головки шатуна. Слабина нижней головки может быть устранена посредством выемки прокладок и затягивания шатунных болтов. В верхней головке слабина устраняется сменой втулки. В случае работы со слабым подшипником нижней головки шатуна возможен обрыв болтов головки и авария компрессора. [c.181]
Верхняя головка шатунов в большинстве случаев выполняется неразъемной и служит для соединения шатуна с поршнем или крейцкопфом. Для снижения механического трения в условиях высоких радиальных нагрузок в верхнюю головку шатуна запрессовывается бронзовая втулка. На рабочей поверхности втулки выполняют продольные или винтовые канавки, обеспечивающие распределение смазочного масла по всей поверхности поршневого пальца. Если сила, воспринимаемая шатуном, не изменяет своего направления за цикл, то доступ масла к нагруженной стороне шатунных подшипников затруднен, что приводит к увеличению износа трущихся элементов. Во избежание этого в верхней головке шатуна в ряде случаев применяют игольчатые подшипники. В конструкциях У-образных и вертикальных компрессоров применяют шатуны, у которых верхняя головка выполнена в виде вилки. Вильчатый шатун более сложен в изготовлении, но в сочетании с соответствующим ему крейцкопфом открытого типа позволяет приблизить шток к пальцу крейцкопфа и уменьшить осевые размеры компрессора. К недостаткам вильчатых шатунов следует отнести повышенную массу верхней головки и возможность деформации, что приводит к нарушению работы подшипникового узла в верхней головке шатуна. При выполнении нескольких ступеней компрессора в одном ряду с дифференциальным поршнем в целях компенсации технологических неточностей верхняя головка шатуна может иметь сферическую форму (рис. 6.21). В нижней головке в этом случае предусматривают дополнительный разъем, позволяющий регулировать мертвое пространство в смежных ступенях за счет изменения толщины специальной регулировочной пластины, установленной между стержнем шатуна и нижней головкой. Центровка разъемной головки со стержнем шатуна осуществляется с помощью центрирующих выступа и выточки. [c.164]
Система циркуляционной смазки обслуживает следующие узлы коренные подшипники, кривошипные и крейцкопфные головки шатунов, направляющие крейцкопфа. Движение масла к точкам смазки осуществляется по трем направлениям 1) к коренным подшипникам и от них по сверлениям в коленчатом валу к кривошипным головкам шатуна и далее по сверлениям в стержне шатуна к крейцкопфным головкам 2) к нижней направляющей крейцкопфа 3) к верхней направляющей крейцкопфа. После прохождения через узлы трения масло самотеком сливается в нижнюю часть картера и далее в маслосборник. [c.340]
Перпендикулярность осей цилиндров к оси коленчатого вала проверяют с помощью струны и стрелок или специальным приспособлением. Перекос осей не должен превышать 0,02 мм на 100 мм их длины. Кроме того, проверяют прилегание подшипников нижних головок шатунов, затяжку шатунных гаек, зазор между пальцем н втулкой верхней головки шатуна, посадку пальца в отверстии поршня и установку поршневых колец. Разница зазоров, замеряемых между поршнем и цилиндром в [c.223]
Верхние головки штампованных шатунов / неразъемные. В них размещены игольчатые подшипники без внутреппен обоймы. Нижние головки шатунов разъемные, с вкладышами, залитыми баббитом. Крышка нижней головки соединяется с телом щатуна двумя шатунными болтами из термически обработанной хромоник левой стали. [c.225]
Корпус приводной части насоса состоит из литой чугунной рамы 1 и картера. Коренной вал 2 прямой, смонтирован на трех роликовых сферических подшипниках. На ступенчатых участках коренного вала расположены эксцентрики, на которые посажены роликовые подшипники (с внутренним диаметром 300 мм), вмонтированные в нижние головки шатунов 3, верхние головки шатунов снабжены игольчатыми подшипниками. Крейцкопфы 4 снабжены баббитовой заливкой и работают в стальных направляющих втулках, запрессованных в расточки картера. Для уменьшения удельной нагрузки на направляющие втулки ось коренного вала смещена на 30 мм по отношению к вертикальной плоскостд, проходящей через оси крейцкопфов. [c.91]
В шатунно-поршневой группе сильно изнашиваются поршни, поршневые кольца, поршневые пальцы, подшипники верхней головки шатуна (втулки, вкладыши), подшипники нижней головки шатуна (мотылевые подшипники), штоки, башмаки, пальцы и подшипники пальцев крейцкопфов, шатунные болты. [c.237]
Насос (рис. 44) имеет пять вертикально расположенных цилиндров и общий вал. Приводная его часть 1 состоит из картера 2 и рамы 3, в которой на трех сферических роликовых нодшинниках 4 установлен коренной вал 5 насоса. На вал напрессованы эксцентрики на них насажены роликоподшипники 7, через которые с эксцентриками соединена нижняя головка шатуна 8. В верхнюю головку шатуна 9 запрессован игольчатый подшипник. Ползуны 10, имеюпще баббитовую заливку, движутся в стальных направляющих. [c.81]
ПОДДОН картера, 2 и / —ведомая и ведущая шестерни, 5 —коленчатый вал, 5 и /5 — коренной и шатунный подшипники, 6 — картер, 7 — шатун с поршнем, 8 — поршневой палец, 9 — цилиндру 10 и 75 — отверстия в верхней и нижней головках шатуна, // —отверстие в бобышке поршня, 12 — заливная горловина, /3 — сетчатыЛ фильтр, /4 —сетка, /7 — разбрызгиватель шатуна, 75 — верхняя ванна поддона, 19 — сливная пробка, 20 — карман картера, 21 п 25 — малый и большой отсеки, 22 — пластинчатая пружина, 23 и 24 — половины верхней масляной ванны, — 1цуп [c.65]
Перед пуском компрессора после окончания всех отделочных работ производят ревизию основных узлов. В процессе ревизии промывают и проверяют коленчатый вал, шатуны, поршни, сальники, всасывающие и нагнетательные клапаны. Тщательно проверяют вкладыши коренных и мотылевых подшипников и щейки вала. Проверку производят на краску. Степень прилегания каждого вкладыша должна соответствовать восьми пятнам краски на площади 25X25 мм рабочей поверхности вкладыша. Зазор между шейками вала и верхними вкладышами допустим в пределах 0,06—0,1 мм. Осевые зазоры у коренных подшипников должны быть 0,06—0,35 мм. Зазоры можно увеличить за счет шабровки баббита вкладышей. Величина зазоров между поршнем и зеркалом цилиндра не должна превышать 10% размеров, предусмотренных чертежами завода-изготовителя. Зазор между нижними головками шатунов и шейкой коленчатого вала должен быть 0,03—0,06 мм. Картер компрессора промывают керосином и заливают чистым маслом. Масло компрессорное 12 применяют в зимнее время года, масло компрессорное 19> — в летнее. [c.236]
Распрессовывают ротор с шейки коленчатого вала. Если на шейке вала в результате распрессовки останутся риски, то шейку надо тщательно зачистить во избежание порчи коренного подшипника вала. Снимают маслоприемник, отвернув два винта отвинчивают два болта нижней головки шатуна и снимают крышку нижней головки. Снимают запорное пружинное кольцо переднего подшипника, устанавливают вал шатунной шейкой в нижнее крайнее положение и, сдвинув поршень с шатуном в крайнее верхнее положение (не поворачивая поршень), вынимают вал из корпуса вместе с передним подшипником и фиксирующим штифтом. После демонтажа вала вынимают из цилиндра поршень с шатуном (рекомендуется сразу же собрать шатун с крышкой, чтобы не перепутать их в дальнейшем). [c.197]
Шатуны. Шатуны компрессоров (рис. 18) представляют собой стержни с двумя головками. Верхней головкой шатуны соединяются шарнирно с поршнем. Головка делается неразъемной с бронзовой втулкой (БроФ-6,5-1,5), запрессованной в ее отверстие. Нижней головкой шатун соединяется с коленчатым валом. Она делается разъемной, и части скрепляются двумя шатунными болтами. В плоскости разъема нижней головки с двух сторон устанавливается одинаковый набор металлических прокладок толщиной от 0,05 до 1 мм для регулирования теплового зазора в подшипнике.. В шатунах с прямым разъемом внутренняя поверхность головки заливается баббитом марки Б-83, Б-16, БН (баббит марки Б-83 применяют на быстроходных крупных компрессорах). [c.72]
Детали автомобильных двигателей в основном изготовляются из следующих металлов блоки цилиндров из чугуна, головки блоков цилиндров из чугуна или из алюминиевого сплава нижний картер (масляный) из листовой стали поршни из алюминиевого сплава или чугуна шатуны из стали верхняя головка шатуна с бронзовой втулкой нижняя головка шатуна со сталебаббитовыми вкладышами коленчатый вал из стали коренные подшипники со стале-баббитовыми вкладышами или из сплавов цветных металлов маховик из чугуна распределительный вал из стали. [c.267]
Цилиндровый блок I снабжен охлаждающей рубашкой 2, охватывающей со всех сторон рабочий объем цилиндров. Поршень компрессораЗ—тронкового типа сдвумярядами колец. Нижний ряд поршневых колец закрывает сообщение полости картера 4 с полостью всасывания и задерживает увлечение засасываемым газом смазочного масла. Всасывающие клапаны расположены в поршнях, а нагнетательные—в крышках цилиндра. Поршень компрессора является одновременно и ползуном. Поршневой палец 5 вставляется в бобышки поршня и входит в верхнюю головку шатуна. Нижняя головка шатуна является подшипником для мотылевой шейки коленчатого вала 6. Компрессор работает следующим образом при движении поршня вниз в цилиндре открываются прорези, соединенные со всасывающим трубопроводом. Воздух проходит в среднюю часть поршня, открывает пластины всасывающих клапанов и наполняет компрессор. При движении поршня вверх происходит сжатие и выталкивание газа, который движется все время снизу вверх, осуществляя принцип прямоточности, обеспечивающий большую величину коэффициента подогрева [53]. [c.97]
Коренные шейки вала лежат в двух подшипниках станины. Подшипники—разъемные со вкладышами, залитыми баббитом. Коленчатый вал с двумя мотылевыми шейками снабжен противовесами для уравновешивания сил инерции кривошипно-шатунного механизма. Станина компрессора—закрытого типа, с крышками для осмотра механизма движения. Она одновременно является сборником масла, из которого через фильтр производится его засасывание, а затем нагнетание под давлением в коренные подшипники. Затем масло через отверстия, просверленные в коленчатом валу, подается в нижние головки шатунов и по трубкам, укрепленным на них, в верхние головки к поршневым пальцам. Циркуляция масла осуществляется шестеренчатым масляным насосом, приводимым в движение от коленчатого вала. [c.98]
Всасывание парообразного аммиака происходит через пластинчатый пружинный клапан, расположенный в днище поршня, а выталкивание—через нагнетательные клапаны, находящиеся в ложной крышке цилиндра, прижатой буферной пружиной к своему седлу. Ложная крышка, являющаяся одновременно верхней крышкой цилиндра, предохраняет кривошипно-шатунный механизм от гидравлического удара. Трон-ковые поршни имеют в верхней своей части уплотнительные, а в нижней—маслослизывающие кольца. В средней части поршня в плоскости, перпендикулярной оси вала, расположена его крейцкопфная часть, служащая для воспринятия нормальных составляющих сил, действующих вдоль шатуна. В средней части поршня в плоскости, параллельной оси вала, имеются окна, соединенные со всасывающими окнами цилиндра и патрубком. Цилиндры в верхней своей части имеют водяную рубашку. Картер герметически закрыт глухими боковыми крышками. Коленчатый вал многоопорный. Каждая шатунная шейка вала расположена между двумя коренными подшипниками. Приводной конец коленчатого вала уплотнен мягким сальником. Смазка кривошипно-шатунного механизма производится под давлением шестеренчатым масляным насосом, расположенным на торце свободного конца коленчатого вала. Цилиндры и поршни смазываются маслом, разбрызгиваемым из торцевых зазоров между нижними головками шатунов и галтелями коленчатого вала [c.244]
Отличительной особенностью компрессора является закрытый картер 8 с односторонней съемной крышкой, в которой на двух разнесенных роликовых конических подшипниках смонтирован кованый вал с консольным кривошипом 6 и присоединенными к нему шатунами 5, имеющими неразъемные нижние головки с устройствами для разбрызгивания масла. С правой стороны к кривошипу крепится съемный противовес, выполненный совместно с автоматическим регулятором начального давления 7, обеспечивающим разгрузку компрессора в период пуска. На левом конце вала монтируется устройство 1, выполняющее одновременно функции шкива, маховика и вентилятора. Для сокращения затрат мощности и обеспечения заданного расхода воздуха вентилятор имеет профилированные лопатки. Основной поток воздуха направлен на промежуточный холодильник 2, выполненный в виде крльца из оребренных металлических труб, и частично на цилиндры и крышки. Расточки под цилиндры 1-й и П-й ступеней имеют одинаковый диаметр, что позволяет при небольших конечных давлениях повысить производительность компрессора при работе в режиме одноступенчатого сжатия путем замены цилиндра И-й ступени на цилиндр 1-й ступени. Цилиндры выполнены из чугуна с круговым оребрением в зоне камеры сжатия и крепятся к картеру шпильками через нижний фланец. На верхнем фланце цилиндров устанавливается комбинированный клапан 3, который вместе с крышками крепится к цилиндру шпильками. Для обеспечения надежности работы поршневой палец имеет увеличенный диаметр и смазывается маслом, снимаемым с цилиндров маслосъемными кольцами. Очистка газа на входе в компрессор осуществляется с помощью шумопоглощающего комбинированного фильтра, представляющего собой совокупность циклона и сухого фильтрующего элемента, пропитанного силиконом. Компрессоры снабжены системами автоматического управления работой в зависимости от их назначения. [c.316]
Что такое шатун и как он работает?
Шатуном называют составляющий элемент кривошипно-шатунного механизма, который соединяет поршень и коленчатый вал. Зачем же нужен шатун? Он предназначается для передачи крутящего момента к колёсам транспортного средства и преобразования этого крутящего момента во вращательные движения.
Начало истории шатунов относится к третьему столетию нашей эры. Тогда на лесопилках Римской империи были применены подобные механизмы в конструкции привода пил. В двенадцатом столетии нашей эры учёный Аль-Джазари описал машину для подъёма воды, которая включала в себя шатуны и коленчатый вал. Это был такой себе предок современного кривошипно-шатунного механизма. А повсеместное использование кривошипно-шатунных механизмов в разнообразных машинах началось в 16 столетии нашей эры и не закончилось по сей день.
1. Конструкция шатуна.
Шатун автомобильного двигателя соединяет поршень двигателя и коленчатый вал. Его предназначение состоит в том, чтобы передавать во время работы усилие от вала на поршень и в обратном направлении. Во время рабочего процесса шатун совершает очень сложные движения. Верхняя головка вместе с поршнем делает возвратно-поступательные движения, а нижняя головка – круговые. При этих движениях на шатун действуют высокие нагрузки, так что его конструкция должна выдерживать высокие нагрузки. Конструкция шатуна предусматривает такие составляющие:
1. Верхняя головка шатуна (поршневая головка).
2. Нижняя головка шатуна (кривошипная).
3. Силовой стержень, соединяющий головки шатуна.
Верхняя головка шатуна соединяется с поршнем при помощи поршневого пальца (из-за этого её и называют поршневой головкой). Она имеет цельную неразборную конструкцию, которая определяется способом крепления поршневого пальца. Если поршневой палец фиксированный, значит в головке шатуна будет цилиндрическое отверстие, изготовленное с высокой степенью точности для обеспечения необходимого уровня натяга во время соединения с пальцем. Натяг значит, что диаметр поршневого пальца будет больше, чем диаметр отверстия в шатунной головке. Если поршневой палец плавающий, то в верхнюю головку впрессовываются специальные втулки из бронзы или биметаллические.
Но бывают двигатели с плавающим пальцем, в которых отсутствуют втулки и поршневой палец попросту вращается в отверстии шатунной головки благодаря зазору. В таком случае, обязательно используется смазка, которая подаётся к поршневому пальцу. Так как на верхнюю шатунную головку приходиться очень большая нагрузка, она изготавливается в виде трапеции, дабы увеличить опорную поверхность во время работы поршня.
Нижняя головка шатуна конструктивно соединяется с шатунными шейками коленчатого вала. Эта головка разборная и состоит из верхней части и крышки нижней головки. Верхняя часть – это одно целое с шатуном. Она растачивается на заводе производителя с установленной крышкой, так что каждая крышка может использоваться исключительно со своим подогнанным шатуном. Во время ремонта обязательно стоит это учитывать и никогда не менять крышку. Крышка соединяется с шатуном при помощи специальных шатунных болтов, которые определяют положение шатунной крышки относительно всего шатуна.
В нижней шатунной головке также имеются вкладыши подшипников скольжения, которые конструктивно напоминают корневые подшипники коленчатого вала. Эти подшипники изготавливают из стальной ленты, внутренняя поверхность которой покрыта антифрикционным сплавом. Этот сплав очень износостойкий, но только при наличии необходимого количества смазочного материала.
2. Стержень шатуна.
У большинства производителей автомобилей, ориентированных на массовый рынок, стержень шатуна расширяется к его нижней головке и имеет двутавровую форму. У дизельных двигателей шатуны более массивны и прочны, чем у бензиновых двигателей.
Некоторые двигатели оснащаются шатунами и других форм, к примеру, в спортивных авто, в которых имеются алюминиевые шатуны. Обычно, стержень шатуна имеет внутренний просверленный канал для подачи масла в верхнюю головку. Иногда, этот канал также ведёт и к нижней головке, откуда масло разбрызгивается в полости цилиндра и поршня.
Все шатуны двигателя должны иметь одинаковый вес, чтобы вибрации от двигателя были минимальными. Кроме того, совпадать должен не только вес всего шатуна, но и вес верхних головок и нижних головок. Для достижения одинакового веса используют очень точные весы, а потом подгоняют вес по самому лёгкому шатуну, аккуратно снимая часть металла с бобышек (металлические наплывы на поверхности шатунов) на головках и на стержне шатуна.
3. Материалы, из которых изготавливаются шатуны.
В целях уменьшения вибраций и повышения мощности двигателя инженеры пытаются сделать шатуны и все остальные детали кривошипно-шатунного механизма максимально лёгкими. Но облегчение конструкции провоцирует снижение прочности детали. А ведь шатун работает под высокой нагрузкой и требует соответствующего заряда прочности. Помимо этого, в массовом производстве немалое значение имеет и себестоимость материалов для изготовления шатунов. Так что при подборе материалов для шатунов производители идут на компромисс между этими двумя аспектами.
Из чего делают шатун?
В целях экономии ресурсов и снижения себестоимости готовой продукции, двигательные шатуны в массовом производстве изготавливаются из специального чугуна методом литья. Такой подход вполне приемлем для бензиновых двигателей серийного выпуска, так как обеспечивает почти идеальный компромисс между стоимостью и прочностью.
Что касается дизельных двигателей, то их детали, в том числе и шатуны, находятся под значительно большей нагрузкой, нежели детали бензиновых двигателей. Поэтому аналогичный подход здесь неуместен. Шатуны для таких двигателей производят методом горячей ковки или горячей штамповки. А в качестве материала используют специальную легированную сталь. Кованный шатун намного прочнее литого шатуна, но и более дорогой в производстве.
Как отличить литой шатун от кованного? Это делается по боковому шву. У кованного шатуна этот шов широкий, а у литого – очень узкий. Одним из современных способов изготовления шатунов является использование порошковых материалов, из которых методом спекания производят шатуны. Подобный способ производства обеспечивает намного более высокую прочность.
Если рассматривать элитные и спортивные автомобили, в производстве которых стоимость материалов уходит на второй план, то в них часто используют титановые и алюминиевые сплавы. Это помогает заметно снизить вес всей конструкции, и повысить обороты двигателя. Шатуны из титана и алюминия весят на 50% меньше, чем шатуны из стали и чугуна.
Большое значение имеет то, какой материал используется для производства болтов крепления крышки от шатунной головки. Для этого используют высоколегированную сталь с высоким пределом текучести (в 2-3 раза больше, чем в углеродистой стали).
4. Установка шатуна.
Во время работы шатуны часто деформируются, так как испытывают очень высокие нагрузки. Но вот при ремонте двигателя на них мало обращают внимания. И зря. Ведь деформированный шатун значительно ухудшает работу всего двигателя. Поэтому во время ремонта обязательно рекомендуем тщательно проверять и этот компонент тоже. Для диагностики шатуна его необходимо сначала снять, а потом придётся смонтировать обратно.
Как снять шатун?
Из автомобиля невозможно отдельно снять шатун. Это выполнимо только вместе со снятием поршня, шатунного пальца и поршневого кольца, то есть всей шатунно-поршневой группы механизмов. Шатунно-поршневую группу можно снять и без снятия всего двигателя. Это крайне выгодно, если нужно сэкономить время. Но всё-таки для большей надёжности лучше проводить подобный ремонт со снятием всего двигателя. Так вы проверите абсолютно все механизмы и, возможно, предупредите усугубление сложившейся ситуации, которая пока что незаметна.
Этапы снятия шатунно-поршневой группы:
1. Демонтировать масляный поддон двигателя и головку от блока цилиндров.
2. Найти метки, которые указывают цилиндр, где располагается тот или иной шатун и направление, в котором нужно устанавливать крышку шатуна. Если вы не нашли метки, то сделайте их самостоятельно (в большинстве случаев они есть, так что будьте бдительны).
3. Постепенно открутить гайки или болты, которыми крепиться крышка от шатуна. Поворачивать нужно постепенно по четверти оборота каждый раз. Во время выкручивания болтов, на них стоит одеть защитные приспособления (подойдут и куски мягкого шланга с подходящим диаметром). Эти защитные приспособления уменьшат вероятность повреждения полированной поверхности всех деталей.
4. Демонтировать крышку шатуна и при этом не допустить выпадения из неё вкладыша.
5. Поставить коленвал таким образом, чтобы продольная ось цилиндра совпала с осью шатунной шейки
6. Аккуратно извлечь сам поршень, придерживая его снизу и ударяя легонько деревянным молотком по болтам или по шатуну.
7. Все детали укладывать поочерёдно в последовательности их снятия на чистую поверхность. Чтобы не забыть, можно даже записать или подписать детали.
Установка шатуна вместе с установкой всей шатунно-поршневой группы производиться следующим образом:
1. Перед установкой обязательно проверить все составляющий на предмет дефектов и, при необходимости, устранить эти дефекты.
2. С помощью поршневого пальца соединить поршень с шатуном.
3. Смонтировать поршневые кольца на поршень и проверить установку всех их замков согласно правилам.
4. Стенки цилиндра, поршень и поршневые кольца смазать чистым специальным моторным маслом.
5. Провести сжатие поршневых колец с помощью спецприспособления, которое предварительно следует смазать моторным маслом. Может понадобиться постучать по приспособлению молоточком.
6. Смонтировать шатун в отверстие цилиндра. Делать это можно только в одном направлении с направлением поршня, которое указывается специальной меткой на дне поршня.
7. Шатун выровнять относительно шейки коленвала.
8. Поверхность шатуна, куда устанавливается вкладыш подшипника, тщательно протереть. Потом установить в шатун нужный вкладыш подшипника. Обязательно убедитесь, что устанавливаете именно тот подшипник, который там раньше и стоял. Это важно, так как детали вместе уже притёрлись, и установка не той детали может повлиять на качество работы всего механизма.
9. На болты крепления шатунной крышки одеть защитные приспособления (куски шлангов) и прикрутить эту крышку к шатуну. Сначала закрутить болты руками, а потом – строго следуя руководству по эксплуатации транспортного средства. Для этого используют динамометрический ключ и специальный транспортир.
Подобная процедура установки проводится со всеми имеющимися в двигателе транспортного средства шатунами.
Подписывайтесь на наши ленты в таких социальных сетях как, Facebook, Вконтакте, Instagram, Pinterest, Yandex Zen, Twitter и Telegram: все самые интересные автомобильные события собранные в одном месте.
Сепаратор 10*13*12,5 верхней головки шатуна для St M 180 BEST
Политика конфиденциальности
Общие положения
Администрация нашего нтернет-магазина гарантирует обеспечение полной конфиденциальности информации, полученной от зарегистрированных пользователей. Вся информация, которую Вы укажите при регистрации, будет храниться в защищенной базе данных, в зашифрованном виде.
Предоставляя свои персональные данные Покупатель даёт согласие на обработку, хранение и использование своих персональных данных на основании ФЗ № 152-ФЗ «О персональных данных» от 27.07.2006 г. в следующих целях:
1.Регистрации Пользователя на сайте
2.Осуществление клиентской поддержки
3.Получения Пользователем информации о маркетинговых событиях
4.Выполнение Продавцом обязательств перед Покупателем
5.Проведения аудита и прочих внутренних исследований с целью повышения качества предоставляемых услуг.
Личные сведения и безопасность
Под персональными данными подразумевается любая информация личного характера, позволяющая установить личность Покупателя такая как:
-Фамилия, Имя, Отчество
-Дата рождения
-Контактный телефон
-Адрес электронной почты
Персональные данные Покупателей хранятся исключительно на электронных носителях и обрабатываются с использованием автоматизированных систем, за исключением случаев, когда неавтоматизированная обработка персональных данных необходима в связи с исполнением требований законодательства.
Продавец обязуется не передавать полученные персональные данные третьим лицам, за исключением следующих случаев:
1.По запросам уполномоченных органов государственной власти РФ только по основаниям и в порядке, установленным законодательством РФ
2.Стратегическим партнерам, которые работают с Продавцом для предоставления продуктов и услуг, или тем из них, которые помогают Продавцу реализовывать продукты и услуги потребителям.
3.Мы предоставляем третьим лицам минимальный объем персональных данных, необходимый только для оказания требуемой услуги или проведения необходимой транзакции.
Продавец оставляет за собой право вносить изменения в одностороннем порядке в настоящие правила, при условии, что изменения не противоречат действующему законодательству РФ. Изменения условий настоящих правил вступают в силу после их публикации на Сайте.
Мы не предоставляем вашу личную информацию третьей стороне.
Интернет-магазин гарантирует полную конфиденциальность при исполнении заказа, а также то, что информация о покупателе будет использована только для исполнения поступившего заказа. Ваши регистрационные данные нам нужны исключительно для того, чтобы наши менеджеры смогли с Вами связаться по телефону, а служба доставки смогла доставить заказанный Вами товар в нужное место и в указанный срок.
Кроме того, если Вы зарегистрируетесь у нас на сайте, при желании Вы сможете получать информацию о новых поступлениях товара, распродажах, специальных программах нашего магазина.
Если у Вас возникнут какие-либо вопросы по авторизации или регистрации в магазине — пишите на наш адрес электронной почты magazin@скутер-персонал.рф
Шатун двигателя внутреннего сгорания: конструкция, назначение, из чего делают шатуны
Шатун – это соединительная деталь между коленвалом и поршнем, основное назначение которой является преобразование поступательных движений поршня внутри цилиндра во вращательные движения коленчатого вала, с которого вращение передается на колеса автомобиля через трансмиссию.
Конструкция шатуна
Особенности конструкции шатунов напрямую зависят от типа мотора и схемы его компоновки. Так для бензиновых двигателей используются легкие шатуны, в дизелях — тяжелые.
Основные элементы шатуна – стержень, верхняя поршневая головка, нижняя кривошипная головка.
Поршневая головка соединена со стержнем поршневым пальцем, кривошипная головка – с шейкой коленвала.
Стержень
Данная деталь шатуна может иметь различный тип сечения, которое может быть похоже на прямоугольник, на круг, крест или может быты Н-образным. Некоторые типы двигателей оснащаются шатунами, в которых стержни имеют небольшую масляную канавку для своевременной подачи масла в поршневую головку.
В большинстве случаев верхний отдел кривошипной головки оснащается маленьким отверстием для разбрызгивания масла во внутренних полостях поршня и цилиндра.
Поршневая головка
Поршневая головка размещена вверху и является неразъемным шатунным элементом, конструкция которого напрямую зависит от метода установки поршневого пальца.
В двигателях, в которых установлен палец фиксированного типа, поршневая головка имеет специальное цилиндрическое отверстие для его установки. В ДВС с пальцем плавающего типа, такая головка комплектуется бронзовой или биметаллической втулкой.
В тех моделях двигателей, которые используют плавающий палец, но втулка не предусмотрена, вращательные движения пальца осуществляются в соответствующем отверстии головки.
С целью снижения значительных нагрузок на палец, некоторые модели ДВС комплектуются шатунами с поршневыми головками в форме трапеции.
Кривошипная головка
Головка шатуна, которая расположена внизу отличается разборной конструкцией, основным назначением которой является соединение двух механизмов – коленвала и самого шатуна.
Головка состоит из верхней части и крышки, которая крепится к шатуну крепежными болтами. Кроме всего прочего такая головка может иметь два типа разъемов по отношению к стержневой оси — косой (выполненный под углом) и прямой (выполненный перпендикулярно).
Длина цилиндрового блока зависит от толщины нижней головки. В головке устанавливаются тонкие вкладыши подшипника скольжения, которые могут иметь от 2-х до 5-ти слоев, изготовленных из стальных полос, внутренняя часть которых покрывается защитным антифрикционным составом, соответствующим определенному типу двигателя.
Как правило, в современных ДВС применяются вкладыши, состоящие из 2-х и 3-х слоев. В двухслойном вкладыше на металлическую основу просто наносится слой антифрикционного состава, а в трехслойном вкладыше добавляется еще и изоляционный слой.
Чтобы снизить вибрации и шумы при работе двигателя, все установленные шатуны, а также их составные части должны иметь равную массу. Это значит, что в одном шатуне масса отдельной его детали должна быть одинаковой по отношению к массе аналогичной детали в другом шатуне.
Например, если масса стержня одного шатуна составляет 50 г., в таком случае во всех остальных шатунах стержни должны иметь аналогичную массу.
Подгонка массы шатунов происходит путем снятия тонкого металлического слоя с бобышек, которые располагаются на верхних шатунных головках. В некоторых случаях подобные бобышки находятся на шатунном стержне или нижней части поршневой головки.
Материалы для производства шатунов
Шатуны производятся двумя способами — штамповкой из высокопрочной стали или литьем из чугуна. В дизелях применяются шатуны, изготовленные из легированной стали методом ковки или горячей штамповки.
В некоторых видах бензиновых двигателей устанавливаются шатуны, производимые из порошкообразных металлов методом спекания.
Из-за напряженных условий работы данная деталь КШМ должна отличаться надежностью, долговечностью и износостойкостью.
Особое внимание уделяется не только изготовлению шатунов, но и болтов крепления. Для производства болтов используются легированные виды стали, обладающие высоким коэффициентом текучести, что в несколько раз выше, чем у высокоуглеродистых сталей.
Часть 7 — Шатун
Полная потеря двигателя из-за ослабления 1 комплекта болтов шатуна на судне
НИКОГДА! использовать новые и бывшие в употреблении сборочные компоненты на одном шатуне
Размеры и состояние шатуна
Сопрягаемые поверхности болтов и резьбы должны быть в надлежащем состоянии и не должны подвергаться воздействию грубого обращения, поскольку небольшие повреждения могут быть исходной точкой усталостных трещин.
Примечание: Новые шатунные болты дешевле…. чем новый двигатель!
Всякий раз, когда это наверняка известно большинству из нас … но вот наша рекомендация о том, что необходимо для получения надежных измерений для правильных решений:
- измерения например диаметр и овальность шатуна
, корпус требует полностью затянутых болтов шатуна с
шатунного вала в сборе! - также требует использования соответствующей смазки для болтов и гаек
(в соответствии с рекомендациями производителя вашего двигателя)
=> см. Sidekick 1 - также требует, чтобы температура корпуса, калибровочного
и измерительного прибора была как можно более одинаковой.
=> см. Sidekick 2 - также требует калибровки вашего измерительного устройства перед измерительным прибором
Sidekick 1
Если вы хотите обеспечить правильную работу компонента двигателя, такого как f.е. поршень, головка блока цилиндров и, конечно же, шатун, важно использовать подходящую смазку для сборки деталей (болт, гайка и т. д.).
Чтобы гарантировать это, все производители двигателей «Инструкции по эксплуатации» содержат информацию о том, что вид смазки, которую вы должны использовать . Важно понимать, что это инструкция, а не просто рекомендация, которую вы можете игнорировать или пренебрегать, если подходящая смазка недоступна. Игнорирование или пренебрежение этой инструкцией может привести к значительному отклонению требуемых усилий затяжки! И если это произойдет… удачи вашему двигателю …
Сколько смазки мне следует использовать? Много помогает? Нет, совсем наоборот. Задача смазки — уменьшить трение между резьбой болтов и гаек. Достаточно тонкого слоя смазки; если иное не указано производителем двигателя. При окончательной сборке поршней мы используем (не смейтесь) зубные щетки для меньшей резьбы и бутылочные щетки для большей резьбы, чтобы обеспечить лишь тонкий слой смазки.
Нужен пример? Вот он: сборка поршня MAN 16/24 со слишком большим количеством Molykote на резьбе болтов (погружение болтов в Molykote) приведет к ослаблению крутящего момента, который более чем на 40% ниже требуемого.Как следствие, при работе двигателя головка поршня расшатывается. Мы видели такие случаи на борту нескольких судов, когда несколько лет назад экипаж менял заводную головку …
Sidekick 2
По мере увеличения размера измеряемого объекта погрешность измерения также увеличивается при разнице температур между компонентом двигателя, калибрующим устройством и измерительным устройством.
Разница температур всего 6 ° C (предположительно 28 ° C корпуса и 22 ° C измерительного прибора) между корпусом шатуна с предполагаемым диаметром отверстия e.г. 450 мм, и измерительный прибор даст погрешность измерения ок. 0,03 мм! «Как новый» допуск в этом диапазоне диаметров обычно составляет всего +0,04 мм.
Состояние болтов шатуна
Поверхность болтов и резьбы должны быть в надлежащем состоянии и не подвергаться воздействию грубого обращения: небольшие повреждения могут быть отправной точкой усталостных трещин.
НИКОГДА! используйте новые и бывшие в употреблении сборочные компоненты на одном шатуне.
Правильная затяжка болтов шатуна
Убедитесь, что болты затянуты в полном соответствии с инструкциями производителя двигателя во всех отношениях, например, — этапы затяжки, правильная смазка и, конечно же, => отсутствие использования молотков и других тяжелых инструментов.
Описание деталей и функций поршня
Детали поршня, в отличие от конструкции и материала, не различаются для разных поршней.Они остаются такими же, с различиями только в размерах.
В этой статье исследуются компоненты узла автомобильного поршня с подробным описанием функции каждого из них.
Чтобы упростить идентификацию каждой детали, мы добавили изображения в описания.
Компоненты поршня простираются от части, граничащей с камерой сгорания, до конца, который соединяется с коленчатым валом. Вместе эти детали составляют поршневой узел.
Это компоненты, на которых мы сосредоточимся.Прежде чем продолжить, вот схема, показывающая все детали поршня.
Источник: http://www.pinterest.comТеперь перейдем к подробному описанию каждого компонента.
1. Поршневое кольцо
Источник: http://www.japbikespares.comОпределение поршневого кольца
Кольца поршневые представляют собой части разрезных колец, которые устанавливаются на углублении поршня. Там Обычно это 3 поршневых кольца в типичном автомобильном двигателе. Количество варьируется, а поршневой может даже одно кольцо. Области или поверхности между этими кольцами называется землей поршневого кольца.Канавки для установки колец предназначены для поддержания положения поршневого кольца и вы можете услышать что-то вроде конической конструкции.
Разъемная конструкция поршневого кольца имеет несколько преимуществ. Он обеспечивает пружинное действие, которое помогает кольцам поддерживать правильный зазор поршневых колец. Разъем также упрощает установку поршневого кольца. Чтобы обеспечить постоянство пружины при нагревании, нагрузке, давлении и других условиях, производители предпочитают в качестве материала поршневых колец чугун или куски стали.
Функция поршневого кольца
Основная функция поршневых колец — предотвращение сгорания. камеры и регулируют расход смазочного масла. Кольца также служат для проведения тепло от цилиндра скучно. Как уже упоминалось раньше поршни большинства автомобильных двигателей имели три кольца; две верхние компрессионные кольца и нижнее маслосъемное кольцо. Для наглядности поясняются различные кольца. ниже.
- Компрессионное кольцо — это верхнее боковое кольцо, ближайшее к камере сгорания.Его еще называют газовым или напорным кольцом. Кольцо предотвращает утечку продуктов сгорания. Компрессионные кольца также помогают передавать тепло от поршня к стенкам цилиндра.
- Скребок / Стеклоочиститель кольцо — находится между компрессионным и маслосъемным кольцами. Оно имеет коническую поверхность и выполняет функцию обоих колец: уплотняет камеру сгорания и вытирает масло со стенок поршневого цилиндра.
- Масло control кольцо — поршневое маслосъемное кольцо является нижним кольцом на поршне.Он состоит из двух тонких поверхностей с отверстиями по периметру. Прорези позволяют маслу стекать обратно в поддон. Как следует из названия, функция поршневого маслосъемного кольца заключается в удалении излишков масла со стенок цилиндра. Это происходит, когда поршень движется вперед и назад.
2. Юбка поршня
Определение юбки поршня
Юбка поршня относится к цилиндрическому материалу, установленному на круглой части поршня. Деталь обычно изготавливается из чугуна из-за его превосходной износостойкости и самосмазывающихся свойств.Юбка содержит канавки для крепления поршневого маслосъемного кольца, а также компрессионных колец. Юбки поршней бывают разных стилей, чтобы соответствовать конкретным областям применения.
Функция юбки поршня
Юбка направляет поршень при его движении вверх и вниз по цилиндру. Его конструкция помогает поршню преодолевать боковые силы, создаваемые изменяющимся углом шатуна. Если юбка изношена, получение надлежащего поршня печать для эффективного горение окажется затруднительным.
Поршень также может неконтролируемо раскачиваться в цилиндре и вызывать удары поршня.Когда это Случается, вы можете услышать пресловутый звук хлопка поршня, особенно при холодном пуске. Поршневой удар будет часто уходят после прогрева двигателя. Это потому, что в результате возникающее расширение закрывает зазор между поршнем и цилиндром.
Если шум не утихает, возможно, потребуется подтянуть цилиндр, среди прочего меры. В противном случае проблема не представляет особой опасности, и вы можете ведите машину, если шум появляется только при запуске двигателя.
Есть два основных типа юбки поршней:
Также известна как однотонная юбка.Пышная юбка имеет трубчатую форму. Он обычно используется в двигателях больших автомобилей.
Тип юбки поршня используется на поршнях мотоциклов и некоторых автомобилей. У него вырезана часть юбки, чтобы оставить только поверхности на задней и передней стороне стенки цилиндра. Это помогает снизить вес и минимизировать площадь контакта между стенкой цилиндра и поршнем.
3. Поршневой палец
Источник: http://www.ebay.comОпределение поршневого пальца
Поршневой палец, также известный как поршневой палец или поршневой палец, может быть полым или сплошным. вал в секции юбки.Шток поршня поворачивается на этом пальце, удерживаемом во втулке поршневого кольца. Для прочности на разрыв поршневые пальцы обычно изготавливается из легированной стали и обрабатывается под поршневой подшипник. Отверстия в шатуне доставляют масло к запястью штифт, помогающий уменьшить трение.
Поршневые пальцы в сборе и способы монтажа различаются. Их можно разделить на 3 конструкции: свободно вращаться как в поршне, так и в шатуне, закреплены на шатуне и жестко закреплены на бобышках поршня.
Функция поршневого пальца
Поршневой палец образует соединение или точку поворота поршней и шатун.Они обеспечивают опору подшипников и помогают поршням функционировать. правильно. Другими словами, штифт облегчает движение вперед и назад поршень.
Как мы видели, поршневые пальцы устанавливаются на поршневой узел тремя способами. Это приводит к появлению следующих типов штифтов.
- Стационарный / фиксированный штифт — штифт крепится к бобышкам поршня с помощью винта. Затем шток поршня поворачивается на штифте.
- Semi плавающий — штифт прикрепляется к шатуну посередине, а концы штифта свободно перемещаются внутри подшипника поршня и на бобышках.
- Полный плавающий — в этом типе пальца палец не прикреплен к пальцу или шатуну поршня. Вместо этого он фиксируется заглушками, зажимами или стопорным кольцом, прикрепленным к бобышкам поршня. В этом случае штифт может колебаться как на выступах, так и на стержне.
4. Головка поршня / корона
Источник: http://www.agkits.comОпределение головки поршня
Также известна как головка поршня или купол, головка поршня — его верхняя поверхность. Это та часть, которая соприкасается с горение газы.В результате нагревается до чрезвычайно высоких температур. Для предотвращения плавления детали головки поршня изготавливаются из специальных сплавов, в том числе из стали. сплав.
Головка поршня обычно имеет каналы и полости. Это помогает создать завихрение, улучшающее сгорание. В разных двигателях используются разные типы головок поршней. Причины различий бывают разные. Предпочтительная конструкция головки поршня зависит от многих факторов, таких как ожидаемая производительность и тип двигателя.
Функции головки поршня
Корона, как ее еще называют, образует поверхность, которая принимает давления, температуры и другие напряжения расширяющихся газов.Среди цели, которым он служит:
- Создание завихрения для равномерного сгорания и регулирования детонации
- Действует как тепловой барьер между камерой сгорания и нижними частями поршня
- Сдерживает давление, возникающее в результате детонации в цилиндре
5. Шатун
Источник: http://carparts4sale.comОпределение шатуна
Часто укороченный для шатуна или стержня шатун является одним из самые важные детали поршня.Он связывает поршень с коленчатым валом двигателя и перемещает поршень входит и выходит из камеры сгорания. Шатуны должны иметь много механических нагрузок и должен быть достаточно прочным. По этой причине детали в основном кованые, хотя часто применяется и литье.
Производители автомобильных поршней часто предпочитают сталь для изготовления этих штоков. Легированная сталь также является популярным материалом для шатунов, особенно для высокопроизводительных двигателей. Для более мягких двигателей может быть предпочтителен алюминий из-за его легкости.Штоки небольших двигателей, таких как скутеры, могут быть даже сделаны из железа.
Функция шатуна
шатун вращает коленчатый вал, производя движение, которое позволяет автомобилю двигаться. В некоторых двигателях шток поршня имеет отверстие или расточку для подачи смазочного масла. к стенкам цилиндра и булавке на запястье. Производители изготавливают шатуны в различных конструкции. Версии включают соединение с трещиной, фрезерованное соединение, прямое и угловое соединение. разделительный стержень, а также конструкция с параллельным и коническим стержнем.
шатун разделен на несколько частей. Их:
- Малый конец — это меньший конец стержня. Он состоит из проушины штока и втулки поршня. Малый конец соединяется с поршнем через поршневой палец.
- Большой конец — большой конец — это часть, противоположная малому концу шатуна. Он соединяется с коленчатым валом и имеет прорезь для установки.
- Шатун стержень балка — это участок между большой и малой частями стержня.Обычно это двойная Т-образная конструкция, балка может содержать или не содержать масляное отверстие для подачи смазки к цилиндру.
6. Болт шатуна
Источник: http://www.ebay.comОпределение болта шатуна
Также в списке деталей поршня — шатунный болт. Эти болты прижимают шток к коленчатый вал. Нижним концом болта шатуна являются крышки шатуна и подшипники, удерживаемые в место гайкой. Штифт на гайке предотвращает соскальзывание сборки отменено.
Шатунные болты обычно изготавливаются из стали. В приложениях, где снижение веса является важной характеристикой, уход за алюминиевыми болтами является обычным явлением. Стержень также может быть сделан из никеля. Никелевые болты шатуна более прочные и в основном используются в сверхмощных шатунах.
Функция болта шатуна
Как мы видели, болты крепления шатуна к коленвалу. Они помогают шатун, чтобы выдерживать напряжение, вызванное вращающимся коленчатым валом. В их В противном случае шток может сломаться, что повлияет на работу других деталей двигателя.Штоки направляют каждый поршень ход, обеспечивающий плавную работу двигателя.
Шатун болты выполнены с возможностью немного гнуться под действием движений поршня и коленчатого вала. Тот защищает крышки штоков от разрушения из-за чрезмерного напряжения, вызванного движущийся коленчатый вал и поршень.
Болты шатуна бывают разных конструкций. Они могут быть шестиугольными, круглыми, плоскими или рельефными. Некоторые приходят с резьбой, другие без резьбы. Болты с резьбой — лучшие детали из-за их более прочного сцепления.
7. Подшипники поршневые
Источник: http://www.mfgsupply.comПодшипники представляют собой поршневые детали, расположенные в точках, где происходит поворот. Обычно они полукруглые металлические детали, которые входят в отверстия этих точек. Поршневые подшипники включают Корпуса обнаружены на большом конце, где шток соединяется с коленчатым валом. Есть также подшипники на малом конце, где шток соединяется с поршнем.
Поршневые подшипникиобычно изготавливаются из композитных металлов, таких как свинец, медь, силиконовый алюминий и другие.Подшипники часто имеют покрытие для повышения твердости и способности выдерживать нагрузку от движений поршня и шатуна.
Вопросы по деталям поршня
1. Есть ли у поршней двигателя возвратные пружины?
Нет, это не так. В этих поршнях не требуется возвратная пружина поршня. Однако вы найдете пружины в сборках барабанных тормозов. Здесь они помогают убрать тормозные колодки, когда вы отпускаете педаль тормоза.
2. Что такое поршневой лайнер?
Это своего рода гильза, устанавливаемая на стенках цилиндра двигателя.Обычно гильза изготавливается из более качественного материала, чем материал внутреннего диаметра цилиндра. обеспечивает износостойкую поверхность. Владельцы автомобилей устанавливают его, чтобы защитить цилиндр или отремонтировать при восстановлении двигатель.
Поскольку гильза является заменяемой, ее использование увеличивает срок службы двигателя. Гильза поршня также называется гильзой поршня и не является частью поршневого узла. Вы также найдете его под названием гильза цилиндра или втулка.
3 . What детали поршня банка заменить?
Большинство компонентов поршневого узла можно заменить.В их число входят поршневые кольца, поршневые подшипники, болты поршневого штока и некоторые другие детали. Эти можно приобрести отдельно или в виде поршневого комплекта.
Поршневые кольца быстро изнашиваются. Это одна из наиболее часто заменяемых деталей поршня. При повреждении эти кольца вызывают различные проблемы с поршнем и двигателем. Это может привести к дополнительным расходам. Учитывая, что цена поршневых колец составляет всего несколько сотен долларов, замена этих деталей может избавить вас от дорогостоящего ремонта.
4. Сколько стоит замена поршня запчасти ?
Сумма может превышать 1000 или даже 2000 долларов.Цена комплекта поршня или отдельных компонентов может быть низкой, но не Итак, сумма, которую вы платите механику за выполнение работы. Замена всего скрытого внутри блока двигателя предполагает несколько часов работы, что почему это стоит дорого.
Добавьте это к тому, что обычно бывает поршневой настроен на изменение, и сумма может быть довольно высокой. Ты можешь выбрать, конечно, замену поршня или детали поршня самостоятельно. Однако вы потребуются правильные инструменты, в том числе следующие:
Кольцо поршневое компрессор для установки кольца, микрометр к поршню измерение и щуп набор манометров для измерения зазора поршня и поршневого кольца.Также может понадобиться поршневое кольцо. файлер, чтобы отточить кольца до правильные спецификации. Также нужно понимать, как заменить поршень. правильно. (у нас есть целая статья, посвященная процессу установки поршня). На рынке автомобильных поршней представлено множество типов поршней.
Чтобы найти подходящий для своего двигателя, просмотрите сайты производителей. Обычно они предоставляют каталог автомобильных поршней. Они содержат бесценную информацию о конкретном поршне, который вы, возможно, ищете.Сюда входит таблица размеров поршня для зазора между поршнем и цилиндром, диаграмма глубины поршня и многое другое. У вас также будет возможность определить цену среди продавцов.
Заключение
Осмотрев детали поршня, теперь вы знаете, как каждый Внешний вид компонента и его расположение на поршневом узле. У нас есть больше статей о автомобильных поршнях, а вы можете просматривать их. Статьи охватывают несколько тем, в том числе измерение поршня при восстановлении двигателя. И если ищем подходящий поршень для двигателя вашего автомобиля, у нас есть полная статья о типах поршней.
Общие сведения о длине штока, высоте сжатия поршня и ходе коленчатого вала
Внутри двигателя есть непостоянная экосистема, в которой каждый компонент напрямую влияет на другой. Длина штока, ход коленчатого вала и высота сжатия поршня — это три переменные, которые являются ключевыми для выбора идеального вращающегося узла. Вот их определение и эффекты.
Взаимосвязь между длиной шатуна, высотой сжатия поршня и степенью сжатия часто понимается неправильно, в основном из-за неправильного использования термина «сжатие».«Честно говоря, это, вероятно, вообще не должно применяться к терминологии поршня, за исключением того, что касается объема поверхности днища поршня. Сжатие — это термин, связанный с объемом, который относится к степени сжатия. Он не имеет никакого отношения к механическому звену, создаваемому определенным ходом коленчатого вала и межцентровым расстоянием шатуна, или положением штифта, которое приводит головку поршня практически к верхнему краю отверстия. Если вы изучите прилагаемую диаграмму, вы заметите, что существует четыре основных размера, определяющих взаимосвязь кривошипа, штока и поршня.Мы часто говорим, что двигатель имеет определенную степень сжатия, например, сжатие 10: 1. Но это не подходящее использование, когда речь идет о механическом взаимодействии хода кривошипа и длины штока. Высота штифта является предпочтительным термином, и вы можете увидеть соотношение на иллюстрации выше. При фиксированной длине хода изменение длины штока влияет на две вещи, ни одна из которых не является степенью сжатия. Он определяет требуемую высоту пальца для приведения головки поршня вровень с декой блока в ВМТ.Это также влияет на скорость приближения и отхода поршня относительно ВМТ и в некоторой степени на время пребывания поршня в ВМТ.
Основные размеры двигателя
- Высота настила блока
- Длина хода
- Длина от центра до центра стержня
- Высота пальца
Ход кривошипа, шатун и поршень должны входить в размер блока по высоте так, чтобы поршневая дека почти на одном уровне с поверхностью деки в ВМТ.Поскольку ход кривошипа вращается вокруг своего центра в основном подшипнике, вы можете видеть, что только половина длины хода используется, когда поршень находится в ВМТ. Остальное расстояние занимает длина штока и высота пальца поршня. Итак, окончательный размер поршневого узла рассчитывается как:
½ длины хода + длина стержня + высота штифта
Поскольку высота блока фиксируется в узком окне, доступном для фрезерования палубы, комбинация длины хода, длины штока и высоты штифта должна составлять ту же высоту с небольшим допуском для требуемой высоты платформы и зазора между поршнем и головкой блока цилиндров, который также включает толщина прокладки.Обычной практикой в кругах перформанса является обнуление блока. Это означает, что комбинация половины длины хода плюс длины штанги и высоты штифта равняется фиксированной высоте деки блока. Плоская часть верхней части поршня находится в точном соответствии с поверхностью деки блока. Это вынуждает производителя выбирать соответствующую толщину сжатой прокладки для регулирования зазора между поршнем и головкой. Неудивительно, что большинство рабочих прокладок головки в сжатом состоянии имеют толщину от 0,039 до 0,042 дюйма. Общепринятый минимальный зазор между поршнем и головкой со стальными шатунами составляет.035 дюймов.
Более длинные штоки неизменно поднимают положение пальца выше в поршне, где он пересекает канавку масляного кольца. Производители поршней, такие как Diamond, предлагают простое решение с опорной планкой маслосъемного кольца. Опорные направляющие отлично справляются со своей задачей и позволяют использовать поршни очень малой высоты.Длина хода почти всегда выбирается первой, поскольку она связана с сочетанием диаметра отверстия и хода для желаемого смещения. Длину штанги обычно указывают далее в зависимости от области применения.Теории по этому поводу широко обсуждаются и часто противоречат друг другу, но, как правило, обычно выбираются более короткие штоки, чтобы добиться более быстрого отклонения от ВМТ, когда поршень начинает движение по каналу. Это быстрее открывает большее пространство для наполнения цилиндра, так что высокоскоростная система впуска может быстрее начать заполнять цилиндр. Он часто используется для улучшения отклика дроссельной заслонки в приложениях, которые часто подвергаются дросселированию.
Поршни с более короткими штоками быстрее прибывают в ВМТ и не задерживаются надолго, прежде чем они быстро уйдут.Поршень быстрее достигает максимальной скорости и при меньшем угле поворота коленчатого вала, что снижает воздействие объема цилиндра в точке максимального перепада давления. Для обеспечения оптимальной эффективности в этих условиях требуется соответствующая синхронизация впускных клапанов. Поскольку поршень быстрее достигает максимальной скорости, впускной клапан можно открыть раньше, чтобы воспользоваться преимуществом разницы давлений в цилиндре. В этот момент открывается меньший общий объем цилиндра, но раннее начало потока будет вытеснять поршень по каналу, поскольку объемное воздействие быстро увеличивается.Это обычно называют более сильным натягиванием поршня на заряд из-за его повышенного ускорения.
Более длинные штоки могут улучшить коэффициент хода штока, уменьшая осевую нагрузку на поршень. Распространенное заблуждение состоит в том, что длина стержня влияет на смещение, а это не так. Только диаметр цилиндра и ход коленчатого вала изменяют рабочий объем двигателя.Во многих гоночных двигателях используются более длинные шатуны, чтобы уменьшить вес поршня, что положительно сказывается на форме кривой крутящего момента, ее расположении и эффективности сгорания.Для более длинных штоков обычно требуются более короткие и легкие поршни. Это подталкивает кольцевой пакет к поршню выше. При использовании без наддува строители ценят это, потому что им нравится перемещать кольцевой пакет вверх, чтобы облегчить возвратно-поступательный узел, улучшить стабильность поршня и минимизировать несгоревшие газы в щели над верхним кольцом. Однако более длинные штоки в приложениях с наддувом могут быть проблематичными, потому что приложениям с наддувом необходимо перемещать кольцевой пакет вниз по поршню, чтобы перемещать его подальше от чрезмерного нагрева.Более длинные штоки затрудняют выполнение этого, поскольку отверстие под штифт пересекает канавку масляного кольца. Во многих случаях для применений с наддувом может быть указан более короткий стержень, поскольку давление наддува снижает потребность в критических отношениях настройки стержня / хода, необходимых для эффективной работы без наддува.
Фактически, шатуны обеспечивают дополнительный элемент настройки в двигателе для соревнований. Поскольку длина штока (от центра к центру) изменяется, она влияет на движение поршня, так что его можно использовать в качестве инструмента настройки.Влияя на ускорение и скорость поршня, он определяет скорость, с которой создается разница между атмосферным давлением (над карбюратором) и давлением в цилиндре во время такта впуска. Соответственно, это влияет на основные составляющие уравнения VE, то есть поперечные сечения впускного и выпускного трактов, синхронизацию клапана и оптимальную точку воспламенения.
Этот размер блока от центральной линии главного отверстия определяет окончательную длину пакета для кривошипа, штока и поршня в сборе.Это включает длину стержня, половину длины хода и высоту штифта. Длину стержня и высоту штифта можно изменять в зависимости от применения, но окончательный размер всегда определяется высотой блока.Более быстрое воздействие атмосферного давления улучшает наполнение цилиндра, и, таким образом, VE обеспечила размеры впускного тракта и синхронизацию времени срабатывания клапана надлежащего размера. Важно понимать, что и ускорение, и скорость поршня равны нулю в ВМТ и НМТ.Во всех промежуточных точках ускорение и скорость определяются длиной штанги. Для любой заданной длины штока поршень достигает максимальной скорости в точной точке хода относительно угла поворота кривошипа, когда ось штока находится под углом 90 ° к ходу кривошипа (обычно около 70-75 ° угла поворота кривошипа). Эта точка представляет собой самую высокую степень воздействия падения давления в цилиндре и тесно связана с синхронизацией впускных клапанов для оптимального наполнения цилиндра.
После выбора длины стержня у вас есть две части уравнения.Поскольку длина и ход штока теперь фиксированы, оставшейся переменной является высота штифта. Чтобы найти необходимую высоту штифта, сложите длину штанги и половину хода и вычтите результат из высоты деки блока. Блоки, которые не были декорированы, обычно обеспечивают коэффициент фаджа около 0,020 дюйма. Это часто удаляется, когда блок равен нулю, чтобы соответствовать днищу поршня. На этом этапе производитель может оценить доступное пространство для пакета колец и определить, влияет ли более длинный стержень на расположение кольца.
Хотя эти поршни выглядят почти одинаково, поршень слева разработан для более длинного штока (или хода). Это очевидно из-за меньшей высоты сжатия, т.е. штифт запястья обрабатывается ближе к коронке.Обратите внимание, что это не влияет на степень сжатия. Головка поршня все еще останавливается на поверхности деки блока, таким образом, пространство сгорания (объем) над ней остается неизменным, если вы не измените толщину прокладки головки. Степень сжатия можно изменить только путем увеличения или уменьшения объема пространства сгорания над поршнем в ВМТ.И поскольку отношения механически фиксированы, на степень динамического сжатия может влиять только синхронизация кулачка.
Вы можете использовать калькулятор на веб-сайте Diamond, чтобы перебрать все эти цифры и определить лучшую комбинацию для вашего приложения. Заказывая поршни, технический представитель также может помочь вам найти лучшую комбинацию. Техник также может помочь вам с размещением пакета колец, чтобы избежать проблем с предохранительными клапанами. Есть несколько способов упаковать эти компоненты в зависимости от требований вашего приложения, и технические специалисты будут держать вас в необходимых пределах, чтобы защитить ваши вложения.
Юбка поршня, шток поршня и ствол Поршень
Поршень — важная часть камеры сгорания судового двигателя, которая преобразует силу газа в механическую энергию за счет возвратно-поступательного движения.
Юбка поршня, шток поршня и поршень ствола являются тремя компонентами поршневой системы в морских дизельных двигателях. В этой статье мы узнаем о каждом из них.
Обычно используются два типа поршневых устройств:
- Поршень крейцкопфа: Состоит из днища поршня, юбки поршня и штока поршня (используется в большом двухтактном двигателе), который соединен с крейцкопфом для передачи бокового усилия на конструкцию двигателя
- Поршень ствола: Состоит из поршня с удлиненной юбкой для поглощения боковых толчков и прикреплен к шатуну с помощью вращающегося подшипника с малым концом (используется в небольших 4-тактных морских двигателях).
Юбка поршня подходит как для двухтактных, так и для четырехтактных двигателей. Он выполняет разные функции для разных двигателей. В двухтактных двигателях с большой поперечной головкой и однопоточной продувкой эти юбки короткие по длине и предназначены для использования в качестве направляющих и стабилизации положения поршня внутри гильзы. Обычно он сделан из чугуна. Диаметр юбки обычно немного больше диаметра поршня. Это сделано для предотвращения повреждения поверхности гильзы из-за движения поршня.
Кольца из мягкой бронзы также входят в юбки поршней. Эти бронзовые кольца помогают при обкатке двигателя, когда двигатель новый, и при необходимости могут быть заменены.
В двухтактных двигателях, имеющих петлевую или перекрестную продувку, юбки немного больше, поскольку они помогают перекрывать продувочные и выпускные отверстия в гильзе.
Материал юбки:Обычно он изготавливается из чугуна с шаровидным графитом, который имеет следующие свойства:
- Самосмазывающиеся
- Превосходная износостойкость
Компенсационное кольцо поршня: Это кольцо из мягкого сплава бронзы со свинцом, которое вставлено в юбку поршня.Имеют следующий функционал:
- Обладает низкими фрикционными характеристиками
- помощь при обкатке двигателя, когда двигатель новый, при необходимости можно заменить
- Предотвращает прямой контакт высокотемпературной стенки (верхней стороны) поршня с гильзой
В четырехтактных или стволовых поршневых двигателях на юбке имеется поршневой палец, который передает мощность от поршня на поршневой палец или верхний подшипник.Поскольку в четырехтактных двигателях нет направляющих крейцкопфа, эти юбки помогают передавать боковую тягу, создаваемую шатуном, на стенки гильзы.
Осмотр — При осмотре юбки поршня необходимо проверить следующее:
- Карбон
- Следы истирания и истирания
- Задиры в компенсационном кольце
- Проверить выступ поршневого пальца на наличие трещин и / или деформации в юбке поршня ствола
Поршневые штоки обычно используются в больших двухтактных двигателях.Поршневые штоки помогают передавать мощность, производимую в камере сгорания, на траверсу и ходовую часть двигателя.
Длина этих стержней зависит от длины хода двигателя и конструкции производителя. Верхний конец штока имеет фланцевое соединение или прикрепляется к нижней части поршня, а нижний конец соединяется с крестовиной.
Шток поршня проходит через сальник поршня или сальник, поэтому шток должен иметь гладкую рабочую поверхность и низкий коэффициент трения.
Важная функция поршневого штока:
- Сила газа, действующая на верхнюю часть днища поршня, передается на шток поршня с помощью внутреннего механизма, предотвращающего возможное искажение кольцевого ремня.
- Для охлаждения поршня шток состоит из двух сквозных концентрических отверстий. Эти отверстия предназначены для подачи и возврата охлаждающего масла.
Материал поршневого штока:
Для изготовления штока поршня используется кованая сталь, обладающая следующими свойствами:
- Высокая прочность по сравнению с литой сталью
- Лучшая обработка поверхности
Осмотр — При осмотре штока поршня необходимо проверить следующее:
- Следы износа и трения из-за сальника
- Царапина или вмятина из-за неправильного обращения
- Неровность стержня в различных положениях
- Блеск поверхности штока поршня (измерьте шероховатость поверхности в рупиях)
Поршень ствола — термин, обычно обозначающий поршни в четырехтактных среднеоборотных двигателях.Эти поршни имеют составную конструкцию, которая состоит из тонкой головки поршня из легированной стали и юбки из алюминиевого сплава. Эти поршни легкие, прочные и жесткие по конструкции и способны противостоять высоким температурам и коррозии.
Поршень кованый, внутри предусмотрено пространство для размещения охлаждающих пространств за счет охлаждающего масла. Юбка имеет место для поршневого пальца, который передает мощность на шатун. Юбка также помогает передавать боковую тягу, создаваемую шатуном.
Поршень состоит из канавок под кольца для установки поршневых колец. Посадка поршневых колец закалена и покрыта хромом для уменьшения износа. Верхняя поверхность короны может быть утоплена для обеспечения зазора для впускных и выпускных клапанов. Компрессионные кольца устанавливаются в заводную головку и обычно имеют плазменное покрытие, тогда как другие кольца хромированы. Маслосъемное кольцо установлено в верхней части юбки поршня.
Поскольку шток поршня не используется, высота двигателя значительно уменьшается при использовании ствола поршня, но нет разделения между узлом гильза / поршень и картером, что может привести к загрязнению в случае продувки.
Материал: Поршень ствола состоит из днища поршня и удлиненной юбки.
- Корона изготовлена из жаропрочного сплава кованой стали, включающего хром, никель и молибден, что обеспечивает жаропрочность и коррозионную стойкость без снижения прочности.
- Юбка изготовлена из чугуна с шаровидным графитом или кованого кремниевого алюминиевого сплава, который имеет преимущество в том, что он легкий, с низкой инерцией, что снижает нагрузку на подшипник.
Метки: поршневые кольца
% PDF-1.4 % 275 0 объект > эндобдж xref 275 74 0000000016 00000 н. 0000002269 00000 н. 0000002425 00000 н. 0000003058 00000 н. 0000003207 00000 н. 0000003646 00000 н. 0000004058 00000 н. 0000005195 00000 н. 0000005868 00000 н. 0000006284 00000 н. 0000007014 00000 н. 0000007896 00000 н. 0000008252 00000 н. 0000009657 00000 н. 0000009803 00000 н. 0000011011 00000 п. 0000012272 00000 п. 0000013371 00000 п. 0000014323 00000 п. 0000014437 00000 п. 0000014549 00000 п. 0000014664 00000 п. 0000014777 00000 п. 0000014847 00000 п. 0000014947 00000 п. 0000026914 00000 п. 0000027215 00000 н. 0000027604 00000 п. 0000027631 00000 н. 0000028124 00000 п. 0000028194 00000 п. 0000028289 00000 п. 0000035486 00000 п. 0000035782 00000 п. 0000036067 00000 п. 0000036094 00000 п. 0000036495 00000 п. 0000038891 00000 п. 0000039248 00000 п. 0000039681 00000 п. 0000039765 00000 п. 0000043560 00000 п. 0000044039 00000 п. 0000044595 00000 п. 0000046122 00000 п. 0000046458 00000 п. 0000046808 00000 п. 0000057640 00000 п. 0000057922 00000 п. 0000058386 00000 п. 0000067076 00000 п. 0000067363 00000 п. 0000067770 00000 п. 0000103142 00000 п. 0000103181 00000 п. 0000138988 00000 н. 0000139027 00000 н. 0000174399 00000 н. 0000174438 00000 н. 0000209810 00000 н. 0000209849 00000 н. 0000245221 00000 н. 0000245260 00000 н. 0000281067 00000 н. 0000281106 00000 п. 0000316478 00000 н. F & ӑыq% # LwML3nUX%} D0 $ o’XA_ec`20l0
383 Stroker Small Block Chevy
Если малоблочный Chevy является наиболее распространенной силовой установкой в мире маслкаров, то 383 вполне может быть самым популярным двигателем с двигателем.В мире, где правят кубические дюймы, нет особого смысла строить малый блок 350ci, когда можно построить 383 практически по той же цене. Раньше производители автомобилей грабили ничего не подозревающие двигатели 400ci для их шатунов и шатунов. Сегодня рынок запчастей переполнен смехотворно доступными литыми шатунами. Когда вы можете купить совершенно новый, полностью обработанный и готовый к установке литой 3,75-дюймовый штокер за 175 долларов, нет причин строить простой vanilla 350. Этот гигантский раздел посвящен исключительно дизайну, созданию, сборке , а также испытание строкера малого блока Chevy.
Посмотреть все 12 фотографийПроисхождение видов Во-первых, Chevy так и не построил серийный 383. Во-вторых, 383 не просто упал с неба одним ярким ясным летним днем. Примерно 30 с лишним лет назад изобретательный производитель двигателей малого блока понял, что если он обработает главные шейки кривошипа малого блока 400 куб. Дюймов, чтобы они поместились в блок 350, более длинное плечо добавило бы примерно 28 Ки к диаметру отверстия 0,030 дюйма. мелкоблочный Chevy. Это происходит потому, что в маленьком блоке 400 используется цифра 3.Ход 75 дюймов по сравнению с ходом 3,48 дюйма у 350. Добавьте 0,030-дюймовое внутреннее отверстие, и формула смещения выдаст 382,6 куб. . Первый вопрос может заключаться в следующем: почему бы просто не построить малый блок на 400 кубических сантиметров и не воспользоваться преимуществами дополнительных кубических дюймов? На заре 383-й модели у многих энтузиастов сложилось ошибочное мнение, что малый блок 400 был склонен к перегреву, поэтому использование блока 350 считалось лучшим выходом.Сегодня найти производственный блок 400ci стандартного диаметра становится все труднее, поэтому модель 383 остается популярной. Ниже приведены некоторые вариации концепции малого блока строкера.
| ПЕРЕМЕЩЕНИЕ | БОЛЬШЕ | ХОД | ПРИМЕЧАНИЯ |
| 377 | 4,155 | 3,48 | Блок 400 (+0.030), 350 кривошипов |
| 377 | 4.000 | 3.75 | блок цилиндров 350 стандарт, кривошип 400 |
| 383 | 4,030 | 3,75 | Блок 350 (+0.030), 400 кривошипов |
| 388 | 4.060 | 3,75 | Блок 350 (+0.060), 400 кривошипов |
| 395 | 4,030 | 3,875 | Блок 350 (+0,030), нестандартная рукоятка |
| 401 | 4.060 | 3,875 | 350 блок (+0.060), нестандартная рукоятка |
Stroke Stuffing Все серийные малолитражные Chevys имеют одинаковую высоту платформы 9,025 дюйма. Ход поршня, длина шатуна и высота блока блока — вот переменные, с которыми проектировщик двигателя должен играть при создании нового двигателя. В случае с толкателем-смолл-блоком Chevy все сводится к тому, чтобы втиснуть большую руку в стандартный малый блок. В оригинальном малом блоке 265ci использовалось отверстие 3,75 дюйма и ход поршня 3,00 дюйма. Когда пришло время спроектировать модель 400, инженерам Chevy пришлось набить 3 штуки.75-дюймовый ход в той же блочной архитектуре 265. Для изменения хода необходимо было изменить и несколько других деталей. Вместо того, чтобы перемещать поршневую шпильку вверх, они укорачивали шатун. Все стандартные малоблочные шатуны Chevy имеют размер 5,70 дюйма, за исключением 400, который имеет размер 5,565 дюйма. Разница составляет 0,135 дюйма, что составляет ровно половину добавленного хода на 0,270 дюйма. Давайте сложим числа, чтобы увидеть, как это работает. Формула проста: половина хода плюс длина штока плюс высота сжатия поршня должны соответствовать высоте деки блока.Чтобы определить все, высота деки — это расстояние от центральной линии кривошипа до поверхности головки блока. Высота сжатия — это измерение от центральной линии шпильки до плоской части поршня. Числа представлены следующим образом:
Высота возвратно-поступательного компонента: 1/2 хода + длина штока + высота сжатия поршня Высота компонента 350ci: (3,48 / 2) + 5,70 + 1,56 = 9,00 дюймов Высота компонента 400ci: (3,75 / 2) + 5,565 + 1,56 = 9,00 дюймов Стандартная высота палубы Small-Block Chevy составляет 9.Производимые малоблочные автомобили Chevrolet имеют поршень примерно на 0,025 дюйма ниже палубы.
Основываясь на этой информации, самые ранние модели 383 были построены с использованием стандартных шатунов длиной 5,565 дюйма, поскольку такая комбинация позволяла использовать поршень с высотой сжатия 350. Однако это создает жесткую взаимосвязь длины штанги и хода (длина штанги, деленная на ход), обеспечивая соотношение 1,48: 1 на 400, в то время как 350 использует как более короткий ход, так и более длинный стержень для получения отношения 1.64: 1. Это может показаться не таким уж большим делом, но по этим ранним двигателям было ясно, что короткий шток 400 довольно сильно толкал поршень в стенку цилиндра, и это не устраивало при частоте вращения двигателя более 6000 об / мин.
Это привело к лучшей идее сочетания более длинного стержня 350 диаметром 5,70 дюйма и кривошипа с ходом 3,75 дюйма, что позволило уменьшить угол наклона стержня на стенке цилиндра. Конечно, для этого потребуется специальный поршень с меньшей высотой сжатия. Например, типичный поршень 383, рассчитанный на 5.Шатун длиной 7 дюймов будет иметь высоту сжатия 1,425 дюйма для создания такой же высоты деки 9,00. Это дает до 0,025 дюйма пространства для фрезерования деки, чтобы создать нулевую высоту деки между верхом поршня и декой блока. По мере увеличения длины шатуна высота сжатия поршня укорачивается, и штифт перемещается ближе к кольцу. В какой-то момент добавление более длинного стержня приведет к тому, что штифт окажется слишком далеко в кольцевом пакете, что снизит стабильность поршня при более высоких оборотах двигателя.Хотя в кольцевом пакете имеется много нестандартных поршней со шпилькой, существуют ограничения на минимальную высоту сжатия поршня. Многие производители двигателей ограничивают минимальную высоту сжатия до 1,00 дюйма. Например, малоблочный Chevy с ходом 4,00 дюйма и штоком 6,00 дюйма потребует очень короткой высоты сжатия 1,00 дюйма, чтобы все это втиснуть в малый блок стандартной высоты. SRP делает очень короткий поршень для этого конкретного применения, хотя штифт определенно входит в посадочную поверхность масляного кольца.
Внутренний Vs. Внешний баланс Вот где развлекается. Когда в конце 60-х инженеры Chevy вытащили свои направляющие и положили карандаши на чертежную доску, чтобы спроектировать малый блок 400ci, это означало добавить противовес к коленчатому валу, чтобы должным образом компенсировать более длинный ход. В картере не было места, чтобы сместить противовесы кривошипа от оси кривошипа, потому что грузы задели блок. Вместо этого конструкторы добавили вес на концах коленчатого вала маховика / гибкой пластины и гармонической балансировки, создав внешне сбалансированный двигатель.Модель 400 — единственный малогабаритный блок Gen I, для которого требуются смещенные противовесы на обоих концах рукоятки. Это означает, что в большинстве стандартных ротаторов 383 используется внешне сбалансированная рукоятка, для которой требуется компенсатор веса со смещением 400 и маховик / гибкая пластина.
Несмотря на то, что двигатели с внешней балансировкой просуществовали десятилетия, большие внешние веса с большей вероятностью вызовут перекос кривошипа на более высоких оборотах двигателя. Чтобы свести к минимуму это, многие кривошипы 383 также предлагаются с внутренней балансировкой. Для этого необходимо добавить к ходу кривошипа металл Мэллори или тяжелый металл, чтобы компенсировать вес, обычно добавляемый к балансиру и маховику / гибкой пластине.Это более дорогостоящий процесс, но внутренний баланс действительно дает преимущества в долговечности. Некоторые производители кривошипов предлагают вариант внутренней балансировки для поршневых агрегатов 383 либо в виде отдельных кривошипов, либо в виде целых ротаторов.
Посмотреть все 12 фотографий. Внутренне сбалансированные корпуса 383 требуют добавления металла Мэллори (вольфрамового сплава) в противовесы концевых кривошипов. В кривошипе просверливаются отверстия и добавляется тяжелый металл для увеличения массы противовеса.Цельные кривошипы хода поршня заднего главного уплотнения также требуют внимания к критически важной проблеме балансировки.Двухкомпонентный кривошип с задним основным уплотнением имеет небольшой вес смещения, включенный в фланец маховика / гибкой пластины, которого нет на цельных кривошипах с задним основным уплотнением. В результате для большинства коленчатых валов с неразъемным задним основным уплотнением требуется смещение нагрузки на маховик / гибкую пластину. Но поскольку цельные кривошипы имеют уникальную схему расположения болтов фланца, все цельные маховики / гибкие шайбы поставляются с требуемым смещенным весом.
Это нормально, пока вы не поймете, что несколько компаний по производству кривошипов также предлагают шатуны хода 383 с внутренне сбалансированным цельным задним главным уплотнением.Их балансировка требует устранения веса смещения маховика / гибкой пластины. Для гибких пластин это означает снятие веса, который обычно приваривается. Для маховиков вес не добавляется, а вместо этого снимается с противоположной стороны маховика. Нулевая балансировка неразъемного маховика означает сверление отверстий на 180 градусов от исходных отверстий для нулевой балансировки маховика и предотвращения вибрации.
Двухкомпонентный против. Цельные уплотнения С 1955 по 1985 годы все малоблочные автомобили Chevys выпускались с двухкомпонентными задними главными уплотнениями.К сожалению, эта конструкция уплотнения подвержена утечкам, поэтому в 1986 году GM модернизировала малый блок, установив неразъемное заднее основное уплотнение. Это изменило конструкцию заднего фланца коленчатого вала для размещения неразъемного уплотнения. Сначала ни одна компания, производящая коленчатые валы, не строила цельные коленчатые валы с ходовым механизмом, для которых требовался переходник. Тем не менее, все основные компании по производству кривошипов теперь предлагают 383 коленчатых вала в двухкомпонентном и цельном вариантах с задним основным уплотнением.
В то время как старый коленчатый вал, состоящий из двух частей, может быть адаптирован для использования в новом цельном блоке, цельный кривошип не может быть установлен на блок, состоящий из двух частей.Это также хорошо, потому что есть некоторые реальные преимущества использования цельных блоков заднего главного уплотнения для сборки 383. Мы рассмотрим быструю версию наращивания одного из этих двигателей, но цельное уплотнение в сочетании с Преимущества использования гидравлического роликового кулачка в этих же блоках стоит затраченных усилий. Важно знать, что цельный кривошип также использует меньшую схему расположения болтов маховика по сравнению с предыдущей конструкцией, состоящей из двух частей, поэтому маховики и гибкие пластины не меняются местами между этими двумя конструкциями фланцев.
Посмотреть все 12 фотографий Цельные кривошипы заднего главного уплотнения требуют смещенного груза для использования со стандартным цельным задним основным уплотнением, таким как груз с гибкой пластиной (стрелка). Если ваш цельный кривошип 383 имеет внутреннюю балансировку, этот груз необходимо снять, иначе двигатель будет заметно вибрировать.Внутренний зазор Вставка кривошипа с ходом 3,75 дюйма в блок, предназначенный для руки на 1/4 дюйма короче, требует небольшой обрезки. Первое, на что следует обратить внимание, это место, где стержни качаются за основание блока прямо внутри направляющей масляного поддона.Если вы строите 383 впервые, смоделируйте кривошип и шатуны с фиктивными поршнями, чтобы шатуны качнулись в правильной ориентации. Гайки болтов стержня (или головки болтов для стержней болтов), вероятно, будут либо удариться о блок, либо подойти очень близко, что потребует очистки с помощью шлифовального станка и твердосплавной фрезы, предназначенной для чугуна. Ключ в том, чтобы удалить как можно меньше железа, потому что прямо под областью, которую вы будете шлифовать, находится водяная рубашка. Для большинства блоков потребуется очистка основания каждого цилиндра, а для многих также потребуется небольшая шлифовка только на внутреннем крае направляющей поддона.Степень заточки будет зависеть от конструкции стержня и положения болтов стержня. Решетка поддона может не всегда нуждаться в зазоре.
Просмотреть все 12 фотографийЕсть вторая и не менее важная проблема внутреннего зазора на 383s между распределительным валом и шатунами. Из-за дополнительного хода верхняя часть большого конца шатуна поворачивается очень близко к распределительному валу. Использование стандартных 5,7-дюймовых стержней в 383 требует шлифовки передней кромки стержня возле болта на стержнях 1, 2, 5 и 6.Один из способов уменьшить этот зазор — использовать новый болт штока от ARP (номер по каталогу 134-6027, 65,88 долл. США, summitracing.com), который обеспечивает дополнительный зазор головки болта для распределительного вала. Кулачки с малым основанием являются еще одним предложением при создании тактового двигателя 383. Базовый круг — это отправная точка для любого лепесткового подъема. Поскольку максимальная высота выступа на любом кулачке не может быть больше диаметра шейки кулачка, одним из способов увеличения подъемной силы с помощью кулачка является меньшая базовая окружность. Роликовые кулачки с большим подъемом часто представляют собой самые большие проблемы с зазором у 383, поэтому это обязательно нужно проверить при пробной установке следующего 383.Фазирование кулачка также имеет решающее значение для этих усилий, поэтому при тестовой сборке двигателя кулачок должен быть точно отрегулирован, чтобы обеспечить надлежащий зазор между выступами кулачка и стержнями. Наши друзья из Jim Grubbs Motorsports (JGM) рекомендуют минимальный зазор 0,020 дюйма, который можно измерить с помощью длинного щупа. Использование глины на самом деле не работает, потому что она скорее размазывает, чем чисто режет.
Персонал JGM также сообщил нам, что они предпочитают двутавровую балку шатунам двутавровой балки для всех применений мотострокеров Chevy с малыми блоками, поскольку двутавровые балки часто требуют радикального зазора между блоками.Фактически, Джефф Латимес из JGM говорит, что им пришлось очистить блок с помощью стержней двутавровой балки со стандартным кривошипом хода 3,48 дюйма. В этой же области кривошипы с внутренней балансировкой накладывают дополнительную массу на задний противовес, что часто создает проблемы с зазором прямо у направляющей масляного поддона. Иногда это требует изменения формы внутреннего края масляного поддона, чтобы очистить противовес. Процедура состоит в том, чтобы установить поддон на направляющую поддона с кривошипом на месте и повернуть кривошип для получения зазора без прокладки.Если поддон очищается, он будет иметь такой же или больший зазор с прокладкой. JGM также предпочитает цельную формованную прокладку поддона Fel-Pro не только из-за простоты установки, но и из-за дополнительного зазора.
См. Все 12 фотографий Обратите внимание на то, как этот блок был обработан для обеспечения дополнительного зазора вокруг штоков для каждого цилиндра (стрелки). Со стороны водителя в блоке создан зазор для продольной тяги, а со стороны пассажира прорезаны зазоры для ведущей тяги.Уроки компрессии Один из способов выжать из двигателя все до последней капли — это тщательно выбирать детали и проектировать двигатель.Степень сжатия — отличное место для увеличения мощности при использовании перекачиваемого газа. Переменные, которые имеют значение, включают конфигурацию верхней части поршня (плоскую, выпуклую или выпуклую), высоту деки поршня, толщину прокладки головки и объем камеры сгорания. Двумя другими переменными являются диаметр цилиндра и ход. Давайте предположим, что мы строим типичный 383 с внутренним диаметром 4,030 дюйма и ходом 3,75 дюйма. Мы рассмотрим несколько классических комбинаций, чтобы получить степень сжатия, благоприятную для газового насоса. Мы не будем здесь останавливаться на выборе распределительного вала, но в основном с более длительным кулачком с большим перекрытием вы можете позволить себе слегка подкачать компрессию, чтобы компенсировать потерю давления в цилиндре на более низких оборотах двигателя.
Следует упомянуть важный момент, чтобы зазор между поршнем и головкой оставался как можно более узким. Если вы можете получить этот зазор примерно до 0,040 дюйма, это здорово, особенно потому, что большинство прокладок головки блока цилиндров имеют толщину около 0,042 дюйма. Этот узкий зазор увеличивает активность смеси в камере, что увеличивает мощность и эффективность. Мы не собираемся вдаваться в неуклюжую математику вычислительного сжатия. Вместо этого мы направим вас на веб-сайт Performance Trends, где вы можете скачать бесплатную программу для определения степени сжатия, которая намного быстрее, чем выполнение обычных математических расчетов.Для простоты мы ограничим комбинации в этих примерах диаметром 4,030 дюйма и ходом 3,75 дюйма.
Combo A: Давайте сделаем типичный поршень с плоским верхом с четырьмя предохранителями клапана (примерно 6 куб. См для объема), а также прокладку головки толщиной 0,042 дюйма и камеру объемом 76 куб. . Для высоты поршневой деки возьмем 0,005 дюйма. Как видно из диаграммы, самой безопасной упаковкой с мягким гидравлическим кулачком будет версия 9,54: 1, а версия 10.Версия с соотношением сторон 13: 1, вероятно, будет лучше всего работать на насосе, но будет чувствительна к таким вещам, как температура горячего всасываемого воздуха, поскольку горячий воздух может легко сделать двигатель склонным к детонации.
Combo B: Давайте посмотрим на цилиндрический поршень объемом 18 см3 со многими из тех же переменных, что и выше, такими как высота деки 0,005 дюйма, прокладка толщиной 0,042 дюйма и камера сгорания меньшего размера. Включая другие переменные, такие как меньшая тарелка или большая камера, вы можете увидеть, как меняются числа.
Combo C: Теперь попробуем что-нибудь другое. Давайте оставим поршень на 0,020 дюйма ниже палубы и будем использовать стальную прокладку головки с тиснением Fel-Pro толщиной 0,015 дюйма с резиновым покрытием (PN 10094, 19,88 долларов США, summitracing.com). Эту прокладку можно использовать на алюминиевых головках. Наша цель — уменьшить зазор между поршнем и головкой до 0,035 дюйма. Обратите внимание, как это влияет на сжатие. Для этого необходимо свести к минимуму скалывание поршня с длинным штоком и малым зазором между поршнем и стенкой. Этот вариант не требует декорирования блока, да и прокладка стоит дешевле.
Ясно, что есть еще десятки комбинаций, для которых у нас просто нет места для подробного описания, например, что происходит со сжатием при изменении диаметра отверстия и / или хода. Например, добавление ударных выступов увеличивает сжатие, потому что поршень движется дальше вниз в канале ствола, создавая больший объем для сжатия. Прелесть программы Performance Trends заключается в том, что вы можете очень быстро поэкспериментировать с различными переменными, чтобы придумать оптимальную комбинацию.
| КОМПЛЕКТ ДВИГАТЕЛЯ | КОЭФФИЦИЕНТ СЖАТИЯ |
| Комбинированный A: | |
| Поршень с плоским верхом, камера объемом 76 куб. См, 0.042 прокладка 0,005 дека | 9,54: 1 |
| То же, что и выше, с камерой сгорания объемом 70 куб. См. | 10,13: 1 |
| То же, что и выше, с камерой сгорания объемом 64 куб. См. | 10,82: 1 |
| Комбинированный B: | |
| Гофрированный поршень (18 куб. См), камера объемом 64 куб. См, прокладка 0,042, дека 0,005 | 9,54: 1 |
| Гофрированный поршень (12 куб. См), камера объемом 64 куб. См, прокладка 0,042, дека 0,005 | 10,13: 1 |
| Датированный поршень (12 см3), камера 70 см3, 0.042 прокладка 0,005 дека | 9,54: 1 |
| Комбинированный C: | |
| Гофрированный поршень (12 куб. См), камера объемом 70 куб. См, прокладка 0,015, дека 0,020 | 9,78: 1 |
| Гофрированный поршень (12 куб. См), камера объемом 64 куб. См, прокладка 0,015, дека 0,020 | 10,41: 1 |
| Поршень с плоским верхом (6 см3), камера 70 см3, прокладка 0,015, дека 0,020 | 10,41: 1 |
| Поршень с плоским верхом (6 куб. См), камера объемом 64 куб. См, прокладка 0,015, 0.020 колода | 11,14: 1 |
Длина штока Чтобы вставить кривошип с более длинным ходом в малоблочный Chevy, нужно гораздо больше, чем просто убедиться, что кривошип выйдет из строя. На боковой панели «Происхождение видов» мы обрисовали в общих чертах, как общая высота вращающегося узла должна быть примерно такой же, как высота платформы двигателя. В то время как короткая удочка, такая как 5,565-дюймовая штанга ложа 400, подойдет, ее угловатость довольно резкая. Более короткий шток толкает поршень к упорной поверхности стенки цилиндра, вызывая ненужное трение и износ.Кроме того, короткие штоки имеют тенденцию открывать большую часть юбки поршня из нижней части отверстия в нижней мертвой точке. Это может вызвать проблемы с износостойкостью и снизить уровень шума поршня. Большинство мотокомплексов 383 small-block предпочитают стандартные удилища 350-стиля длиной 5,70 дюйма, но есть также преимущества в использовании 6,0-дюймовых удилищ. Более длинный шток еще больше снижает угловатость штока во время цикла сгорания, что снижает боковую нагрузку на поршень и стенку цилиндра. Но, несмотря на все теории о длинных и коротких стержнях, нет убедительных доказательств того, что можно получить значительную мощность, используя более длинные стержни.
Однако с длинной комбинацией удилищ все не так радужно. Более длинные стержни перемещают шпильку ближе к кольцу. В труднодоступных местах шпилька перекрывает маслосъемное кольцо, поэтому требуется опорная планка. Эта уменьшенная высота сжатия также снижает стабильность поршня на более высоких оборотах двигателя из-за более короткой длины юбки поршня. В следующей таблице показаны три популярных длины штока и высоты сжатия поршня, исходя из хода поршня 3,750 дюйма. Все эти комбинации длины штанги и высоты сжатия дают общую высоту 9 в сборе.008 дюймов, что обеспечивает зазор между поршнем и декой примерно 0,017 дюйма при высоте ложа 9,025 дюйма.
В этом примере для 6,00-дюймового штока требуется высота сжатия 1,133 дюйма (6,00-дюймовые поршни SRP используют 1,125 дюйма). Высота близка к минимуму 1000, рекомендуемому большинством производителей поршней, поэтому шток диаметром 5,700 дюймов так популярен. Более длинные штанги также тяжелее и могут повлиять на общий вес боба вращающегося узла. При смешивании и подборе деталей вам не следует тратить лишние деньги на балансировку системы.Это означает, что если вы покупаете кривошип по отдельности, убедитесь, что общий вес шатунов и поршней соответствует расчетному весу шатуна. Если вы здесь облажаетесь, балансировка рукоятки будет стоить больших денег.
Мы перечислили несколько удилищ от нескольких производителей, которые подойдут для 383. Это лишь неполный список удилищ, доступных от всех производителей. Например, только Scat предлагает пять марок шатунов. Некоторые из них сконструированы как штоки ходового механизма, в то время как другие представляют собой запасные штоки, которым потребуется помощь для очистки распределительного вала.Также возникает вопрос о двутавровых и двутавровых стержнях. Все цены в следующей таблице указаны за упаковку из восьми удилищ.
| ДЛИНА ШТАНГА | ВЫСОТА СЖАТИЯ ПОРШНЯ |
| 5.565 | 1,568 |
| 5.700 | 1,433 |
| 5. 850 | 1,283 |
| 6.000 | 1,133 |
I Beam Vs.H-образная балка При выборе штанги для следующего ходового механизма проблема заключается в скорости поршня. При ходу 3,75 дюйма поршень перемещается на 7,5 дюймов от верха к низу отверстия. При 6000 об / мин поршень движется со скоростью 45 000 дюймов или 3750 футов в минуту.
Когда поршень находится в нижней мертвой точке (НМТ), шток испытывает сжатие, а когда поршень находится в ВМТ, он испытывает растяжение. Наибольшее усилие, которое должен выдержать шток, возникает из-за напряжения, создаваемого в ВМТ во время перекрытия, когда поршень не амортизируется сжатым воздухом.Узел поршня (поршень, кольца, штифт и зажим пальца), который, например, весит 600 грамм, будет весить 11250 фунтов при 6000 об / мин во время перекрытия. Шток должен удерживать поршень, когда он меняет направление, не растягивая, не ломаясь или не деформируясь, вызывая отказ подшипника. Более тяжелые поршни ухудшают положение.
На примере Scat, стержень двутавровой балки Street компании выдержит удар при 6000 об / мин с поршневым узлом в диапазоне 600 грамм. Двутавровая балка Pro Comp выдержит 600-граммовый поршень при 7500 об / мин или более тяжелый поршень при более низкой скорости.Следующим шагом будет двутавровая балка, которая выдержит все, что вы можете себе позволить. Однако есть вероятность, что если вы создаете двигатель, для которого требуется стержень с двутавровой балкой, поршни будут легче, что позволит увеличить число оборотов в минуту и увеличить срок службы стержня.
| ОПИСАНИЕ | Номер детали | ИСТОЧНИК | ЦЕНА | |
| Скат 5.7, балка двутавровая, 3/8 3/8 | 35700P | Summit Racing | 189 долларов.95 | |
| Скат 6.0, двутавровая балка, 3/8 | 36000P | Summit Racing | 189,95 | |
| Scat 5.7 Двутавровая балка, 7/16 | 6570020 | Summit Racing | 429,95 | |
| Scat 6.0 Двутавровая балка, 7/16 | 6600020 | Summit Racing | 429,95 | |
| Орел 5,7 двутавровый, 3/8 | SIR5700BPLW | Summit Racing | 235,95 | |
| Орел 6.0 Двутавр, 3/8 | SIR6000BPLW | Summit Racing | 235,95 | |
| Орел 5,7 двутавровая балка, 7/16 | CRS5700B3D | Summit Racing | 429,95 | |
| Двутавровая балка Eagle 6.0, 7/16 | CRS6000B3D | Summit Racing | 429,95 | |
| Crower 5.7 Sportsman, 3/8 | SP | Summit Racing | 571,99 | |
| Crower 6.0 Спортсмен, 3/8 | SP | B-8 | Summit Racing | 571,99 |
Пакеты ротаторов Для тех, кто предпочитает строить собственные двигатели, самый быстрый путь к созданию мощности — это полный пакет ротаторов. Наиболее распространенные комплекты ротаторов включают кривошип, шатуны, поршни, кольца и подшипники. Часто вы также можете приобрести эти системы сбалансированными и готовыми к установке. Самая важная причина для покупки ротаторной системы заключается в том, что производитель сочетает в себе правильные детали, которые можно легко сбалансировать.Опасность сборки комбинации кривошипа, штока и поршня состоит в том, что вы должны уделять особое внимание весу боба. Если у вас окажется тяжелый поршень, балансировка может стать чрезвычайно дорогой, поскольку в последнее время резко подскочил в цене металл Мэллори (тяжелый). Разумный ход — тщательно изложить свои планы относительно этого двигателя 383 и сделать домашнюю работу, прежде чем что-либо покупать. Проверьте цены и выберите систему, которая разработана для совместной работы, и вы избежите многих классических грубых ошибок производителей двигателей.
Самое замечательное в малоблочном Chevy заключается в том, что объем производимых деталей настолько велик, что производители могут предлагать отличные предложения на совершенно новые детали, из-за которых глупо выкапывать старые детали для постройки 383. Для бюджета. Сознательный строитель, лучший билет — это использовать кривошип из чугуна с шаровидным графитом, стандартные штоки 5,7 и литые или заэвтектические поршни. Scat предлагает свой вращающийся узел Series 9000, в котором используются литые кривошип, литые поршни и стержни двутавровой балки, по цене менее 500 долларов.Это потрясающая цена на новые запчасти. Стержни Scat представляют собой двутавровые балки заменяемого типа, изготовленные из стали 4340 и снабженные болтами ARP. Ремонтировать стандартные удилища лишь немного дешевле по сравнению с тем, что стоят эти младенцы, а стандартные удилища не так прочны. Есть несколько других компаний, таких как Competition Products, которые предлагают аналогичные комплекты, так что сделайте небольшие покупки, чтобы увидеть, что там есть.
Для тех, кто хочет немного поработать свой 383, вы можете немного повысить качество.Eagle предлагает литой комплект кривошипа для двухкомпонентного заднего главного уплотнения 383, который имеет внешнюю балансировку и использует стальные стержни Eagle с двутавровой балкой 5140, заэвтектические поршни, кольца и подшипники. Этот комплект также поставляется с балансиром Pioneer и гибкой пластиной. Если частота вращения двигателя выше 6200 об / мин — это то, о чем вы мечтаете ночью, то единственный выход — использовать стальной кривошип 4340 и хорошие кованые поршни. Кроуэр создал комплект Enduro, в который входит стальной коленчатый вал 4340 американского производства со стальными двутавровыми шатунами Sportsman 4340, а также кованый поршень на ваш выбор.Комплект завершается кольцами и подшипниками, и, хотя цена выше, вы получаете комплект, который может прожить долгое время до момента переключения передач 6800 об / мин.
Преимущество работы с чрезвычайно популярным двигателем в том, что у вас есть много вариантов. Мы уже приняли решение. Теперь все, что нам нужно сделать, это сэкономить деньги на обед в течение следующих двух лет, и этот пакет Crower — все наше!
| ОПИСАНИЕ | Номер детали | ИСТОЧНИК | ЦЕНА |
| Вращатель серии Scat 9000 | 1-92000-1 | Summit Racing | 489 долларов.95 |
| Комплект ротатора Eagle | B13405E030 | Summit Racing | 749,95 |
| Комплект серии Crower Enduro | 95502 | Summit Racing | 2,557,39 |
Комбинации двигателей от мягких до безумных Ниже приводится краткий обзор трех различных комбинаций двигателей, все с рабочим объемом 383 куб. См, штоком длиной 5,7 дюйма и головками малого блока под углом 23 градуса. Но на этом сходство заканчивается.Если вы посмотрите на три кривые мощности, вы заметите, что по мере увеличения продолжительности работы распределительного вала пик крутящего момента перемещается выше по шкале оборотов. Пик крутящего момента мягкого двигателя достигается при 3500 об / мин, в то время как средний двигатель увеличивает его до 5500 об / мин. Дикий двигатель на самом деле немного снижает пиковый крутящий момент с его улучшенными головками цилиндров, но вы можете видеть, как продолжительность кулачка увеличивает как максимальный крутящий момент, так и максимальную мощность в лошадиных силах по шкале оборотов. Также обратите внимание на то, что двигатель мощностью 571 л.с. на 2500 фунтов меньше на 50 фунт-футов по сравнению с мягким двигателем.
Mild-412HP 383 Это простая и относительно недорогая комбинация цельного роликового кулачкового блока с кривошипом ходового механизма, сжатие 9: 1 с выгнутыми поршнями, ручным гидравлическим роликовым кулачком GM Performance Parts, 1,6: 1 роликовые коромысла, заводские роликовые подъемники, набор модифицированных железных головок Vortec, воздухозаборник Edelbrock Performer RPM Air-Gap, механический вторичный карбюратор на 750 кубических футов в минуту и набор 13/4-дюймовых коллекторов. Единственная необходимая модернизация — это некоторые машинные работы и более совершенные клапанные пружины для головок Vortec, чтобы приспособиться к дополнительному подъему клапана.Эта комбинация обеспечивает отличный крутящий момент с 466 фунт-фут при 3500 и 415 при 5500 об / мин. Даже со штатным конвертером это шредер для шин.
| ОПИСАНИЕ | Номер детали | ИСТОЧНИК | ЦЕНА | |
| Блок, неразъемное уплотнение | б / у | свалка | $ 100.00 | |
| Кривошип коленчатый, литой, неразъемное уплотнение | 6 | Summit Racing | 169.95 | |
| Шток 5,7 дюйма | после ремонта | Механический цех | 150,00 | |
| Поршень Speed-Pro заэвтектический | HC860-03 | Summit Racing | 36,69 каждый | |
| Железная головка GMPP Vortec | 12558060 | Скоггин-Дики | 551,50 | |
| GMPP Горячий гидравлический роликовый кулачок | 24502586 | Скоггин-Дики | 192.95 | |
| Комплект пружин клапана GMPP | 12495494 | Скоггин-Дики | 32,95 | |
| Edelbrock RPM Air-Gap | 7501 | Summit Racing | 212,95 | |
| Holley 750 вторичный механический | 0-4779C | Summit Racing | 433,95 | |
| Разъемы Hedman 13/4 дюйма | для конкретного приложения | Summit Racing | 193.95 |
Medium-480HP 383 Эта комбинация усиливает компрессию, головки и кулачок по сравнению с мягкой комбинацией и награждается дополнительными 70 лошадиными силами и все еще достигает пика ниже 6000 об / мин. Общий крутящий момент выше по всем направлениям из-за более плавных алюминиевых головок цилиндров TFS объемом 215 куб. См, оснащенных 2,08 / 1,60-дюймовыми клапанами из нержавеющей стали. Это большая общая мощность, потому что двигатель развивает более 450 фунт-футов от 3000 до 5500. В Camaro массой 3400 фунтов с автоматической коробкой передач и преобразователем частоты вращения на 3000 оборотов он мог бы работать с очень малой скоростью 12 секунд, при условии, что тяга будет достаточной для того, чтобы весь этот крутящий момент был приложен к асфальту.
| ОПИСАНИЕ | Номер детали | ИСТОЧНИК | ЦЕНА | |
| Блок производственный, 1 шт. Уплотнение | б / у | свалка | $ 100.00 | |
| Коленчатый вал Scat, литый, 1 штука | 6 | Summit Racing | 169,95 | |
| Scat Comp 5.7 Стержень двутавровой балки | 25700716 | Summit Racing | 287.95 | |
| SRP кованый поршень | 139628 | Summit Racing | 563,88 | |
| TFS 215cc алюминиевая головка | ТФС-32400006 | Summit Racing | 1 536,95 90 541 | |
| Comp XR282HR кулачок | 08-432-8 | Summit Racing | 259,95 | |
| Edelbrock RPM Air-Gap | 7501 | Summit Racing | 212,95 | |
| Demon 750 куб. Футов в минуту механическое вторичное | 1402010 | Джегс | 459.99 | |
| Разъемы Hedman 13/4 дюйма | для конкретного приложения | Summit Racing | 193,95 |
Wild-570HP 383 Вот где начинается самое интересное. Этот двигатель начал свою жизнь как моноблочный двигатель с задним главным уплотнением для пешеходов, который теперь оснащен полным комплектом вращения кривошипа Lunati 4340 со стальными шатунами Lunati Pro Mod и коваными поршнями Wiseco с плоским верхом. Мы выбрали набор головок Dart CNC 227cc, которые помогли произвести 10.Степень сжатия 9: 1. Затем мы добавили агрессивный механический роликовый кулачок Comp Cams XR-292 с (сосчитайте!) На 36 градусов продолжительностью при 0,050, чем мягкая комбинация. В довершение ко всему этому топор — одноплоскостной воздухозаборник Holley-Dorton и карбюратор Holley 750 Street HP. За разводку выхлопа отвечал комплект 13/4-дюймовых коллекторов Hooker. Последней частью была 1-дюймовая коническая проставка Wilson, которая в этой конкретной комбинации стоила целых 23 л.с. с 548 до 571 л.с. Пик крутящего момента произошел при 5100 об / мин.Это зверь в одежде из мелкого блока, но с характерным холостым скосом маловероятно, что этот маленький блок замаскируется под кого-то меньшего, чем соперник. Если от лошадиных сил покалывает пальцы ног, это комбинация для вас. Мы на самом деле обсуждали, как можно немного усерднее подтолкнуть этого зверя, чтобы увидеть, сможем ли мы набрать 600 лошадиных сил. Если вам нравится эта идея, составьте задание на продажу и убедите нас, что это нужно сделать. Нам нравится, когда вы говорите о лошадиных силах.
| ОПИСАНИЕ | Номер детали | ИСТОЧНИК | ЦЕНА |
| Блок производственный, 1 шт. Уплотнение | б / у | свалка | 100 долларов.00 |
| Строкер Lunati 4340 в сборе | EA62 | Summit Racing | 3 618,69 |
| Ролик Comp XR-280 | 12-771-8 | Summit Racing | 259,95 |
| Механические роликовые подъемники Comp | 888-16 | Summit Racing | 534,69 |
| Dart CNC 227cc головка | 11971143 | Summit Racing | 2,551. 90 |
| Холли Дортон впуск | 300-110 | Summit Racing | 249.95 |
| Холли-стрит HP 750 куб. Футов в минуту | 0-82751 | Summit Racing | 459,99 |
| Hooker 13/4-дюймовые заглушки | для конкретного приложения | Summit Racing | 472,99 |
| MILD | СРЕДНИЙ | ДИКИЙ | ||||
| об / мин | TQ | л.с. | TQ | л.с. | TQ | л.с. |
| 2,500 | 412 | 196 | 431 | 205 | 364 | 173 |
| 3,000 | 448 | 256 | 453 | 259 | 358 | 204 |
| 3,500 | 466 | 310 | 485 | 323 | 419 | 279 |
| 4,000 | 463 | 362 | 495 | 377 | 453 | 345 |
| 4,500 | 453 | 388 | 500 | 428 | 480 | 411 |
| 5,000 | 429 | 409 | 486 | 462 | 496 | 472 |
| 5 500 | 396 | 415 | 464 | 486 | 489 | 512 |
| 6000 | – | – | 422 | 482 | 468 | 534 |
| 6 500 | – | – | – | – | 447 | 553 |
| 6900 | – | – | – | – | 434 | 571 |
| Cam Specs | |||
| ПРОДОЛЖИТЕЛЬНОСТЬ (при 0.050) | ПОДЪЕМ (дюймы) | ОТДЕЛЕНИЕ ДВИГАТЕЛЯ | |
| Мягкая: GMPP Hot, всасывание | 218 | 0,560 | 112 |
| PN 24502586, выхлоп | 228 | 0,560 | |
| Среда: Comp XR282HR, впуск | 230 | 0,510 | 110 |
| PN 08-432-8, выхлоп | 236 | 0.520 | |
| Wild: Comp XR-292, впуск | 254 | 0,622 | 110 |
| PN 12-773-8, выхлоп | 260 | 0,628 | |
Конструкция и компоненты двигателя
Конструкция и компоненты двигателя
Двигатель построен из разных частей. Эти части: нижняя часть, верхняя часть, передняя часть, масляный поддон, клапанная крышка и передняя крышка.
Нижний конец (короткий блок): Нижний конец включает блок цилиндров со всеми установленных его внутренних частей. Поршни, шатуны, коленчатый вал и подшипник будет в блоке. Термин короткий блок часто используется для обозначения того же самого. вещь как нижний конец.
Длинный блок : технический термин, относящийся к короткому блоку. с установленными головками. Такие детали, как клапанные крышки, передняя крышка, маховик, крепления и т.п. не входят в длинный блок
Bare block : представляет собой блок цилиндров со снятыми всеми частями.Там не было бы поршней, шатунов, коленвала или других деталей в блоке.
Конструкция нижнего (нижнего) конца
Дека блока цилиндров: плоская обработанная поверхность головки блока цилиндров. Просверливаются отверстия под болты и врезался в колоду для тепловых болтов. Проходы для охлаждающей жидкости и масла позволяют перекачивать жидкости через блок, прокладку головки и головки блока цилиндров.
Цилиндры (стенки цилиндров): в блоке цилиндров выточены большие отверстия для поршней.Неотъемлемую Цилиндр является частью блока.
Гильзы блока цилиндров (вкладыши): — отдельная деталь, запрессованная в блок. Есть два основных типы гильз цилиндров: сухие гильзы и мокрые гильзы.
Диаметр цилиндра: В блоке есть несколько отверстий, отверстия подъемника, отверстия под кулачок, основное отверстие.
Колпачки основные: они есть промокните до дна блока цилиндров и сделайте половину основного отверстия. Большие основные болты крышки ввинчиваются в отверстия в блоке, чтобы прикрепить крышки к блок
Коренные подшипники: защелкивается в блоке цилиндров и основных крышках, чтобы обеспечить рабочую поверхность за коренные шейки коленчатого вала.
Коленчатый вал: It преобразует возвратно-поступательное движение поршней во вращательное движение. Коленчатый вал входит в основную расточку блока. Коленчатый вал имеет масло для коленчатого вала. проходов, противовесов, фланца коленчатого вала с направляющей опорой в центр для поддержки первичного вала механической коробки передач и масла коленчатого вала уплотнения.
Главные журналы кривошипа: представляют собой прецизионно обработанные и полированные поверхности, которые опираются на коренные подшипники.
Цапфы шатуна: также термины шатунные шейки — это также обработанные и полированные поверхности, но они предназначены для шатунные подшипники.
Маховик: большой стальной диск установлен на заднем фланце коленчатого вала. Маховик имеет большой зубчатый венец, позволяющий запускать двигатель.
Шатун: крепит поршень к коленчатому валу.
Крышка шатуна: болты к нижней части корпуса шатуна.Его можно удалить на разборка двигателя.
Подшипники шатуна: избавиться от шейки шатуна коленчатого вала.
Поршневой палец: позволяет поршень качаться на шатуне. Штифт проходит через отверстие в поршень и малый конец шатуна.
Поршни: передач давление сгорания на шатун и коленчатый вал. Это должно удерживайте поршневые кольца и поршневой палец во время работы в цилиндре.
Поршневые кольца: В автомобильных поршнях обычно используются три кольца — два компрессионных кольца и одно масляное. звенеть.
Балансирные валы: ар используется в некоторых двигателях для уменьшения вибрации. Эти противовесные валы обычно устанавливаются на левой и правой стороне блока цилиндров и приводятся в движение ремнем или цепочкой.
Конструкция верхнего (верхнего) конца
* Головка блока цилиндров: болтами к деке блока и закрывает верхнюю часть цилиндров.Предстоящий прокладка уплотняет поверхности блока и головки, предотвращая попадание масла, охлаждающей жидкости и давления утечка.
* Головка блока цилиндров без покрытия: представляет собой отливку головки со всеми ее частями (клапаны, держатели, фиксаторы, пружины, сальники и коромысла) сняты. Головка блока цилиндров состоит из сгорания камеры, впускные каналы, выпускные отверстия, масляные каналы, водяные рубашки, впускные палуба, вытяжная дека и отверстия для дюбелей.
* Направляющие клапана: ар небольшие отверстия, проделанные через верхнюю часть головы, проделайте во впускном отверстии и выхлопные отверстия.Двумя основными типами направляющих клапана являются интегральные и вдавлен.
* Седла клапана: сот круглые обработанные поверхности в отверстиях портов в камеры сгорания. В седла клапана могут быть частью головки или отдельным запрессованным компонентом.
* Клапаны: открытые и
близко к регулируемому потоку в камеру сгорания и из нее.
* Уплотнения клапанов: предотвращают попадание масла в отверстия головки блока цилиндров через
направляющие клапана.
* Пружина клапана в сборе: используется для закрытия клапана. Он в основном состоит из пружины клапана, фиксатора, и два сторожа.
* Распредвал: открывает клапаны двигателя в нужное время во время каждого хода.
* Шестерня распределительного вала: а Распредвал иногда имеет приводную шестерню для работы распределителя и масляного насоса.
* Эксцентрик распределительного вала: Эксцентрик (овал) может быть обработан на распредвале для механической (двигательной ведомый) бензонасос.
* Подшипники распредвала: обычно представляют собой неразъемные вставки, запрессованные в блок ГБЦ.
* Подъемники клапана: также называемые толкателями, ездят на кулачках и передают движение остальной части клапанный механизм.
* Толкатели: передача движение между подъемниками и коромыслами. Они нужны, когда распредвал расположен в блоке цилиндров
* Коромысла: может быть используется для передачи движения от толкателей к клапанам.Их можно использовать в двигатели OHC и OHV. В любом двигателе коромысла устанавливаются поверх ГБЦ различными методами; вал коромысла, шпилька коромысла или коромысло пьедестал. Есть два типа коромысел; регулируемые коромысла и нерегулируемые коромысла. Регулируемые коромысла позволяют менять зазор клапанного механизма. Нерегулируемые коромысла не позволяют изменить клапанный зазор. Они используются только с некоторыми гидравлическими подъемниками.
* с соленоидом коромысла: используются на двигателях переменного рабочего объема.Соленоиды может быть включен или выключен для деактивации или активации некоторых клапанов двигателя.
* Переменная синхронизация клапана: изменять фазы газораспределения при изменении частоты вращения двигателя. Это сделано для оптимизации движка мощность и эффективность на всех рабочих скоростях.
Конструкция передней части
Механизм привода распредвала также называется механизмом газораспределения, должен поворачивать распределительный вал и удерживать его синхронно с коленчатый вал двигателя и поршни.Иногда он также должен питать другие устройства. (балансирный вал, масляный насос, распределитель и т. д.) Различают три основных типа приводы распредвалов: зубчатая, цепная, ременная.
Зубчатая передача: ГРМ шестерни — это две косозубые шестерни на передней части двигателя, которые приводят в действие двигатель. распредвал.
Цепь привода ГРМ и две звездочки: цепь привода ГРМ передает мощность от звездочек кривошипа к кулачковые звездочки. Шпонка коленвала используется для блокировки звездочки коленчатого вала. к валу.Шпонка распределительного вала или штифт используется для фиксации распредвала. звездочку на кулачке и гарантирует, что звездочка не вращается на кулачке. распредвал и выходят не вовремя. Натяжитель цепи может использоваться для чрезмерное провисание по мере износа цепи и звездочек. Направляющая цепи может быть необходимо для предотвращения ударов цепи. Допускается использование вспомогательной цепи и звездочек для привода масляного насоса двигателя, балансирных валов и других узлов двигателя. Нефть Slinger помогает распылять масло на цепь привода ГРМ для предотвращения износа. Двигатель передняя крышка , также называемая крышкой цепи привода ГРМ или крышкой шестерни ГРМ, является металлической корпус, который крепится болтами к передней части двигателя. Он охватывает цепь привода ГРМ или шестерни, чтобы масло не разбрызгивалось. Крышка удерживает сальник коленвала.
Ремень ГРМ: Зубья Топор сформирован внутри пояса. Они сцепляются с зубами снаружи кривошипа и звездочек кулачка. Звездочка ремня обычно имеет квадратную форму. зубы. Натяжитель ремня ГРМ представляет собой колесо, удерживающее ремень ГРМ в натянутом состоянии. на его звездочки.Датчики ремня ГРМ обнаруживают чрезмерный натяжитель удлинение и износ и растяжение ремня ГРМ. Когда датчик обнаруживает ремень растяжение, индикатор возможного выхода ремня из строя, сигнализирует ЭБУ. ЭБУ может затем включите приборную панель, чтобы предупредить водителя о проблеме. Вспомогательный ременная звездочка , также называемая промежуточной звездочкой, может использоваться для управления масляный насос, водяной насос, распределитель и т. д. Ремень ГРМ просто удлиняется вокруг этой дополнительной звездочки.Крышка ремня ГРМ — это просто лист металла или пластиковый кожух вокруг ремня привода кулачка.
* Шкивы коленчатого вала: необходимы для работы генератора, насоса гидроусилителя руля, кондиционера компрессор, насос нагнетания воздуха и другие устройства.
* Балансные валы двигателя: привязаны к коленчатому или распределительному валу. Балансирный вал имеет грузы. которые вращаются в направлении, противоположном вращению коленчатого вала. Это отменяет крутильные колебания, создаваемые коленчатым валом, что обеспечивает более плавный двигатель праздный.
* Коллектор впускной : есть отливка из металла или пластмассы, которая крепится болтами и закрывает впускные отверстия на головке блока цилиндров.
Болты крепления выпускного коллектора к головку блока цилиндров, над выпускными отверстиями. Крышка клапана также называется крышкой коромысла или Крышка кулачка на двигателях OHC представляет собой тонкий кожух над головкой блока цилиндров. Он просто предотвращает вытекание масляной струи из клапанного механизма из двигателя. Крышка уплотняется прокладкой или герметиком.
Прокладки двигателя предотвращают давление, утечка масла, охлаждающей жидкости и воздуха между компонентами двигателя. Они есть; прокладка ГБЦ, прокладка клапанной крышки, прокладка масляного поддона, прокладка передней крышки, прокладки корпуса термостата, прокладки впускного и выпускного коллектора и т. д.
Поддон и поддон масляный
Поддон картера, обычно изготовленный из тонкий лист металла или алюминия, болты к нижней части блока цилиндров. Это вмещает дополнительный запас масла для системы смазки.Масляный поддон установлен с резьбовой пробкой сливного отверстия для замены масла. Отстойник — это самая нижняя часть масляный поддон, в котором собирается масло.
Двигатели одно- и многоцилиндровые
Соотношение мощность / масса:
Мощность двигателя изменяется как площадь отверстия (то есть с площадью поршня), но масса изменяется как куб канала ствола (то есть с объемом использованного материала). Увеличение мощность за счет использования большого цилиндра, следовательно, приводит к низкому соотношению мощности и веса, тогда как увеличение количества цилиндров сохраняет мощность и вес в такие же пропорции.
Интервал и крутящий момент колебание:
Так как все цилиндры должны зажигание за два оборота четырехтактного коленчатого вала, интервалы зажигания 7200 разделить на количество цилиндров. Эффективный рабочий ход занимает около 1350. С. с. одноцилиндровый, масса большого маховика требуется для поглощают колебания крутящего момента и обеспечивают энергией коленчатый вал. Как число цилиндров увеличивается, крутящий момент становится более плавным, и требуется меньший вес маховика, помощь ускорению.
Охлаждение:
Большие цилиндры имеют длинные тепловые пути, например, от центра поршня. Необходимы многоцилиндровые агрегаты для большой мощности, чтобы избежать проблем со смазкой и детонацией из-за перегрев.
Уравновешивающие и инерционные нагрузки:
Одноцилиндровый агрегат может только при неправильной балансировке, и вибрация будет возникать при определенных оборотах двигателя. Рядные четырехцилиндровые агрегаты имеют небольшие вторичные дисбалансные силы, в то время как горизонтально противоположный; шестицилиндровые и восьмицилиндровые агрегаты могут иметь полностью удовлетворительный баланс.Уменьшенная возвратно-поступательная масса многоцилиндрового двигатель позволяет более высокие частоты вращения коленчатого вала без проблем с силой инерции.
Обычный автомобильный двигатель:
Часть преимуществ традиционный опыт работы с этим типом агрегатов: четырехтактный, четырехцилиндровый, Рядный двигатель с водяным охлаждением имеет неотъемлемые преимущества.
* Двухтактный агрегат имеет недопустимый расход топлива.
* Экономичность с воспламенением от сжатия (CI) компенсируется меньшей мощностью и
ускорение, с увеличенным стоимость, шум, вес и (для некоторых) более неприемлемое топливо.
* Двухцилиндровый двигатель имеют большие колебания крутящего момента, а
* Шесть цилиндров шт. являются ненужным расходом при емкости 2-2,5 л.
* V4 и по горизонтали четыре противостоящих (HO4) дороже и имеют много комплектующих по сравнению с линейной компоновкой, а H04 имеет более сложные коллекторы
и охлаждающие устройства.
* Воздушное охлаждение в нет подходит для четырехцилиндровых рядных агрегатов; он более шумный, требует мощности для привода большой вентилятор системы охлаждения и сложное отопление салона
.