Что такое обратный молоток для кузовного ремонта авто? Структура, принцип работы. Как сделать самодельный инструмент.
При проведении кузовного ремонта одним из наиболее востребованных инструментов является обратный молоток. Данное приспособление предназначено для выравнивания небольших вмятин на порогах, стойках, арках, именно в тех местах, где нет доступа изнутри салона. Это один из основных инструментов для рихтовки и с ним должен уметь работать каждый мастер занимающийся кузовщиной.
Конструкция приспособления
Содержание статьи
 На самом деле по своей структуре обратный молоток для кузовного ремонта достаточно простой. Он состоит из металлического стержня диаметром 10 – 20мм и длиной около 50 см. На этот стержень надевают стальную гирю (втулку), за счет веса и ударов которой происходит постепенное выравнивание поврежденного участка детали.
На самом деле по своей структуре обратный молоток для кузовного ремонта достаточно простой. Он состоит из металлического стержня диаметром 10 – 20мм и длиной около 50 см. На этот стержень надевают стальную гирю (втулку), за счет веса и ударов которой происходит постепенное выравнивание поврежденного участка детали.
С одной стороны к стержню крепят или приваривают крюк, с помощью которого можно делать зацеп за приваренные к кузову крепежные петли. С другой стороны приварена шайба, которая не дает гире слетать, и служит отбойником, ударяя об который сила передается в стержень и далее уже металлическая поверхность под этим давлением выравнивается. Если вы покупаете заводской обратный молоток, то к нему обычно в комплекте идут несколько сменных крюков для захвата скоб различной формы. Существуют модификации таких молотков с двумя и тремя втулками, что позволяет контролировать силу удара при выравнивании вмятин.
На рынке представлена и другая разновидность – это вакуумный обратный молоток для кузовного ремонта. С помощью таких приспособлений ремонтируют обширные области вмятин, а предыдущая конструкция годится для мелких повреждений. Тут в качестве зацепа используют присоски, что снимает вопрос предварительного снятия старого лакокрасочного слоя с детали.
Как работать с обратным молотком?
 Технология работ с обратным молотком следующая:
Технология работ с обратным молотком следующая:
- Очистка поврежденной области до металла, обычно для этого используют шлифовальную машинку и наждачную бумагу.
- С помощью споттера к кузову приваривают скобы, в различных местах повреждения, чтобы постепенно можно было вытягивать, восстанавливая форму кузовной детали.
- За скобы зацепляются крюком обратного молотка.
- Аккуратными не сильными движениями гири, начинаем медленно выравнивать поверхность, производя удары. Тут главное не перетянуть, чтобы потом не забивать уже выпуклость обратно. Такими постепенными процедурами вытягиваем весь участок поврежденной детали.
- Снимаем скобы путем срезания или выкручивания.
- Зачищаем и обезжириваем деталь и можно приступать к нанесению шпаклевки.
Из основных минусов использования классического обратного молотка – это необходимость снятия старого ЛКП, даже если оно не было сильно повреждено. К тому же, как говорилось выше, такой метод подходит лишь для мелких по площади вмятин.
Видео пример выравнивания вмятины обратным молотком.
Как сделать самодельный обратный молоток?
 Купить такое оборудование можно практически в любом авто магазине, и часто такой молоток идет в комплекте с другим оборудованием, тем же споттером. Но за счет простоты конструкции не составит особого труда изготовить обратный молоток своими руками.
Купить такое оборудование можно практически в любом авто магазине, и часто такой молоток идет в комплекте с другим оборудованием, тем же споттером. Но за счет простоты конструкции не составит особого труда изготовить обратный молоток своими руками.
Для начала вам потребуются:
- металлический стержень длиной 50 см и диаметром около 20 мм.
- шайба, или рукоятка, которая будет служить роль отбойника.
- сварочный аппарат и защитные приспособления: очки, маска, спецодежда.
- стальной крюк.
- гиря.
- стальные шайбы, 2 – 3 шт. диаметром 2,5 – 3 мм.
Методика сборки обратного молотка с этих комплектующих следующая:
- Шлифуем и зачищаем металлический стержень от ржавчины и заусенец.
- К крюку приварим крепежный элемент с резьбой, а на стерне с одной стороны также протачиваем резьбу, чтобы получилось съемное соединение. Как аналог можно стационарно закрепить крюк с помощью сварки.
- Проделываем внутри гири отверстие на 1 мм больше чем диаметр стержня, чтобы она свободно ходила по нему. Далее, надеваем ее на стержень.
- Привариваем рукоятку с шайбой, об которую будет ударяться гиря, передавая тягу на сам стержень.
На этом этап самостоятельной разработки обратного молотка для ремонта кузова авто завершен. Также при желании можно изготовить и вакуумный вариант инструмента. Но тут уже вместо крюков и приваренных скоб, будет использоваться присоска, которая прикрепляется к широкой вмятине и медленно вытягивается.
Напишите, пожалуйста, в комментариях обратным молотком, какого производителя вы пользуетесь, и устраивает ли вас качество проводимых им работ? Заранее спасибо за ответ, это очень поможет новичкам.
krasimauto.com
Рихтовка своими руками

Содержание статьи:
Приветствую Вас на блоге kuzov.info!
В этой статье рассмотрим как осуществляется рихтовка своими руками. Подробно разберём структуру повреждений, этапы, принципы и приёмы рихтовки, а также классические рихтовочные инструменты и их применение. Основные принципы рихтовки могут пригодиться и при применении споттера с вытягивающими устройствами. В конце статьи рассмотрим примеры правильного и неправильного устранения деформации кузовной панели.
Можете также прочитать статьи о выравнивании и вытягивании кузова автомобиля, где также рассматриваются методы устранения аварийных повреждений.
Итак, начнём с теории.
Можно выделить три характеристики листового металла:
- Пластичность
- Эластичность (упругость)
- Жёсткость (наклёп)
Пластичность позволяет металлу менять свою форму при приложении достаточной силы. Это то же самое свойство, которое позволяет отштамповать металл в любую кузовную панель.
Упругость – это свойство металла, которое позволяет ему восстанавливаться до оригинальной формы, после устранения напряжения.
Жёсткость лист металла получает при штамповке на заводе. Это можно назвать «памятью». Происходит наклёп отдельных зон, которые и придают форму кузовной панели. Металл получает внутренние напряжения.
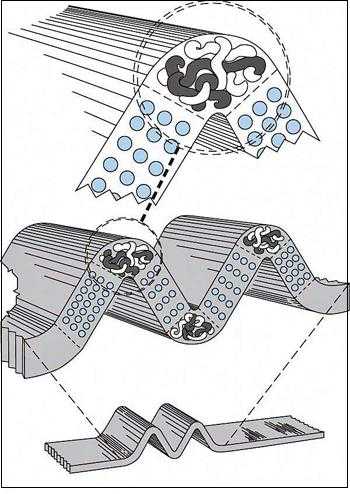 В местах с пластической деформацией молекулы металла уплотняются и изменяют свою структуру. Требуется ослабление этих зон, чтобы вернуть металлу первоначальную форму.
В местах с пластической деформацией молекулы металла уплотняются и изменяют свою структуру. Требуется ослабление этих зон, чтобы вернуть металлу первоначальную форму.Металл кузовной панели, который не был растянут или смещён, имеет тенденцию возвращаться в своё изначальное положение. В этом случае он не гнётся дальше, чем ему позволяет его упругость. Однако, если металл погнулся дальше своей упругости, то молекулы в месте сгиба деформируются и уплотняются, и из такой позиции металл не возвращается сам. Металл в этой зоне становится жестче и сопротивляется выравниванию. Происходит деформационное упрочнение детали (наклёп).
Металл с упругой деформацией восстанавливается после прекращения воздействия. Пластическая же деформация остаётся неизменной после исчезновения воздействия. Нужно выправлять зоны с пластической, а упругая деформация возвратится сама, так как она удерживается только за счёт пластической деформации.
Кузовные панели состоят из трёх базовых форм: сильно выпуклые, средне выпуклые и слабо выпуклые. Также могут иметь комбинацию изгибов (выпуклостей) и рёбра жёсткости. Выпуклость панели влияет на то, как металл отреагирует на удар. Удар по слабо выпуклой панели сдвигает металл внутрь, сокращая его (становится короче). Сильно выпуклая панель при ударе формирует изгибы (возвышенности) по краям вмятины. Более подробно об этом можете прочитать здесь.
Прямое и второстепенное повреждение
Можно разделить прямое и непрямое (второстепенное) повреждение. Прямым повреждением является область кузовной панели, которая была в непосредственном контакте с объектом, который вызвал повреждение. Это место может иметь нарушение целостности лакокрасочного покрытия или разрыв металла.
Непрямое повреждение имеет погнутый и искажённый металл, расположенный в области, прилегающей к прямому повреждению. Иногда второстепенная деформация может располагаться в нескольких десятков сантиметров от зоны прямого повреждения. Его сложно полностью определить и проанализировать.
При восстановлении повреждения, метод ремонта определяется возможностью доступа к повреждению с обратной стороны кузовной панели. Если есть доступ с обеих сторон повреждения, то используется метод рихтовки при помощи молотка и поддержки. Если есть доступ только с одной стороны, то применяются другие техники ремонта, такие как вытягивание при помощи споттера, при помощи клеевой системы или вакуумной присоски.
При ремонте повреждений нужно стараться выбирать наиболее лёгкий путь. Даже если Вы имеете специальное оборудование, то это не значит, что его нужно везде и всегда применять. По возможности, применяйте простые инструменты, а при необходимости, включайте в работу более сложные. Иногда вмятину можно выдавить с обратной стороны рукой, без какого-либо инструмента. Нужно помнить, что сейчас автопроизводители используют достаточно тонкий металл при производстве кузовных панелей, поэтому не требуется больших усилий, чтобы восстановить деформацию.
Инструменты для рихтовки
Рассмотрим классические инструменты для рихтовки повреждённого металла кузова, которые по-прежнему применяются в кузовном ремонте. Молоток/гладилка и поддержка являются базовыми инструментами для работы с повреждёнными кузовными панелями.
Рихтовочные молотки
Молотки могут быть разных размеров, форм и иметь разный вес. Ударные головки обычно круглой или квадратной формы. Также есть молотки, с другой стороны бойка которых острая ударная головка. Он используется на финишной стадии без поддержки. Острой частью можно убрать небольшую возвышенность или выправить небольшую ямку, после чего уже применить плоскую часть бойка с поддержкой для окончательного выравнивания.

Также есть молотки с ударными головками, имеющими зубцы, предназначенные для усадки растянутого металла. Ручки молотков изготавливают из дерева или стеклопластика.
Молоток обычно применяется для выправления небольших вмятин и возвышенностей. Нужно уметь простукивать нужные области, в нужное время и с нужным усилием. Рихтовочные молотки имеют немного выпуклый боёк (почти плоский). Это нужно, чтобы его края не касались и не повреждали металл панели при рихтовке.
Удары, используемые при рихтовании молотком с поддержкой, не должны делаться с усилием, как при забивании гвоздей. Они должны быть лёгкими, скользящими, ритмичными. Молоток нужно держать свободно и при ударе двигать запястьем. Опытный рихтовщик делает примерно 120 лёгких ударов молотком в минуту в одинаковом ритме. Молоток отскакивает и запястье поднимает молоток для совершения следующего удара. Пальцы контролируют молоток в начале и в конце удара. При движении бойка молотка вниз и вверх, конец его ручки совершает движение по короткой дуге. Рука расслаблена, но готова крепко схватить ручку молотка после его отскока.
Правильные движения молотком требуют определённого навыка. Молоток должен быть сбалансирован. Несбалансированный молоток будет отскакивать, беспорядочно смещаясь в разные стороны от цели удара. Такой молоток придётся держать крепко в течение всего удара и не получиться делать лёгкие удары. К тому же не получиться соблюдать ритм повторяющихся движений.
Кузовные ложки, гладилки

Кузовные ложки, как и любой рихтовочный инструмент, бывают разных форм и размеров. В зависимости от формы, кузовная ложка может применяться как рычаг, для выравливания вмятины с обратной стороны панели, как поддержка (в труднодоступных местах), а также вместе молотка (гладилка) и вместе с молотком, для распределения удара на большую площадь.
Гладилку можно использовать несколькими способами. При использовании с поддержкой, имеющей насечки, гладилка может осаживать металл.

Гладилкой хорошо работать на относительно плоских поверхностях. Она не растягивает металл, поэтому удары можно наносить сильнее, чем молотком. Гладилка ещё хороша тем, что она, благодаря своей площади, может одновременно «поднимать» вмятину и простукивать возвышенности вокруг этой вмятины.
Складки на металле в местах, где невозможно использовать молоток вместе с поддержкой, могут исправляться методом “молотком через гладилку” (см. рисунок). Гладилка рассеивает удары, распределяя их на большую площадь. Она помещается поверх жёстких возвышенностей и простукивается до момента, когда напряжение металла ослабнет.
Поддержки
Хорошие поддержки сделаны из кованного железа. Дешёвые могут быть сделаны из чугуна. Для универсальности, каждая поддержка может состоять из нескольких выпуклостей для соответствия разным контурам кузовных панелей.
При выправлении вмятины поддержка удерживается с обратной стороны панели с давлением, создаваемым рукой рихтовщика. При простукивании возвышенности, поддержка удерживается свободно, без давления.
Поддержка должна иметь форму, соответствующую изгибу ремонтируемой панели. Нужно простукивать возвышенности вокруг вмятины. Каждый последующий удар должен перекрывать предыдущий удар на половину диаметра ударной головки молотка. Так можно выправлять вмятину от периферии к центу.
Слишком сильные удары по поддержке через металл панели могут сделать его тоньше и растянуть.
Поддержка общего назначения может использоваться для грубого первоначального выправления повреждения (так как тяжёлая и имеет соответствующую большую закруглённую часть). Её применяют в разных местах, так как она имеет поверхности с разными изгибами и углами.
Основные виды поддержек. Слева направо: поддержка общего назначения, поддержка “каблук”, поддержка “запятая” (клин).Поддержка в виде каблука имеет плоскую часть и слабо выпуклую. Такую поддержку удобно применять при выравнивании фланцев, а также на плоских и слабовыпуклых поверхностях. Её часто применяют при рихтовке дверей.
Поддержка в виде запятой (или клина) может применяться при рихтовке слабовыпуклых и сильно выпуклых панелей, а также в местах, куда другую поддержку невозможно поместить. Её можно легко просунуть и удерживать между усилителями.
Кузовной напильник
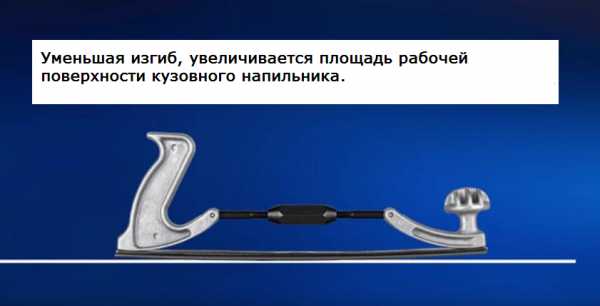
Кузовной напильник может использоваться на начальной стадии ремонта, для определения структуры повреждения, а также на завершающей стадии выравнивания металла. Рабочая часть сделана из очень прочной стали и имеет зазубрины. Держатель напильника имеет две ручки и винтовую стяжку для регулировки изгиба напильника. В зависимости от изгиба, уменьшается или увеличивается рабочая площадь напильника для удобства использования в разных местах панелей. Кузовные напильники бывают разных размеров, форм и могут иметь разное количество и конфигурацию зубцов. Менее грубые напильники могут использоваться на алюминиевых кузовных панелях.

Кузовной напильник может:
- Проявлять структуру повреждения на начальной стадии ремонта.
- Выявлять мелкие углубления и возвышенности при финишной рихтовки кузовной панели.
- Срезать небольшие возвышенности.
- Применяться на завершающей стадии выравнивания, когда используется тонкий слой шпаклёвки.
- Выравнивать сварочные швы.
- Обрабатывать поверхность после лужения и нанесения припоя на кузов (см. статью “лужение и пайка кузова автомобиля”).
Режущая часть зубцов должна быть направлена наружу, от мастера, держащего напильник. Напильник должен проделывать длинные проходы по всей длине панели. Если напильник застревает во время движения, то нужно ослабить нажим. Движения делаются только от себя, после сделанного прохода напильник нужно поднять и возвратить в исходное положение для выполнения нового прохода.
Сменные полотна могут иметь зубцы разного размера и расположенные с разной плотностью. Так, при финишной обработки, хороший напильник может подготавливать поверхность, даже не оставляя царапин. Это связано, как с размером и плотностью расположения зубцов, так и с их формой.

Напильник срезает металл, поэтому обработка не может быть многократной. Напильником нужно обрабатывать поверхность, двигая его от себя и немного боком (наискосок, 15–20 градусов). При движении напильника, его прижимную силу нужно смещать с передней части к задней. Получается, что он как бы качается. Нужно менять направления движения напильника, то есть двигать попеременно крест накрест.
Для выявления неровностей, вместо кузовного напильника можно использовать крупнозернистую шлифовальную бумагу на бруске или на орбитальной шлифовальной машинке. Принцип тот же. Нужно отшлифовать рихтуемую поверхность. Ямки будут не задеты абразивом, а выступы будут отшлифованы сильнее, чем вся поверхность, и будут иметь неотшлифованные области вокруг них. Если возвышенности совсем не высокие, то они отшлифуются и эта область панели примет нужный контур. При применении шлифовальной машинки, она должна двигаться медленно и равномерно, но не слишком медленно, чтобы не нагревать металл. При быстром движении абразив не будет успевать нормально шлифовать.
Шлифование крупным абразивом, как и обработка напильником, истончает металл панели, поэтому не должно применяться много раз на одной и той же детали кузова. Для обнаружения неровностей и шлифования мелких возвышенностей может использоваться шлифовальная машинка с абразивом P36-P80. Машинку нужно двигать медленно, каждый её проход должен перекрывать предыдущий на 50%. На «голом» металле лучше всего использовать шлифовальные круги на основе абразива оксида алюминия, так как он наиболее прочный и износостойкий и обычно применяется для шлифования сплавов металла.
Надувные подушки и вакуумные присоски
Специальные надувные подушки используются с обратной стороны повреждённых панелей, для выдавливания вмятин большого размера. Они могут использоваться внутри дверей, задних крыльев и других панелей.
Вакуумная присоска может использоваться для вытягивания плавных вмятин. Она может иметь ручку или быть в составе молотка обратного действия.
Рихтовка кузова автомобиля. Этапы ремонта
Как было сказано ранее, грамотная процедура ремонта деформированной панели представляет собой выправление только тех мест, которые получили пластическую деформацию. Относительно не повреждённые прилегающие зоны после этого возвратятся в первоначальное состояние самостоятельно. Такой метод требует немного усилий и мало действий.
Можно также воздействовать на обратную сторону повреждения тяжёлым молотком или другим тяжёлым инструментом. Повреждение выдавливается или выстукивается грубо, без каких-либо специальных правил. При использовании такого метода могут возникать дополнительные повреждения и растянутость металла, которые требуется в дальнейшем устранять.
Более предпочтителен именно вдумчивый, грамотный подход к ремонту.
Грамотный ремонт повреждения включает в себя три стадии:
- анализирование повреждения,
- правка на черновую (восстановление формы),
- правка на чистовую (финишная).
Рассмотрим эти этапы подробно:
- Анализ повреждения является первой и наиболее значимой стадией, так как от правильного определения зон деформации, куда нужно приложить усилие, зависит быстрота процесса и конечный результат. Процедура выправления повреждения должна опираться на этот анализ. Нужно понимать в какой последовательности произошла деформация. Нужно определить направление, из которого панель получила деформацию и определить какой залом или складка образовались последними, какие перед этим и так далее вплоть до места, которое получило первый прямой контакт с препятствием. Далее нужно определить план действий по устранению деформации в порядке, противоположном их возникновению. Некоторые повреждения могли образоваться одновременно и нужно это учитывать. Процесс восстановления не должен создавать дополнительных повреждений. Таким образом, потратив некоторое время на анализирование структуры неровностей и обдумывание порядка восстановления, работа выполняется гораздо легче и быстрее, кроме того, становится более интересной.
 Приложение линейки ребром поможет понять глубину вмятины.
Приложение линейки ребром поможет понять глубину вмятины.При анализе, повреждённую панель можно прощупать рукой. Обычно для этого используют левую руку. Нужно двигать всей ладонью вдоль панели. Только пальцы не смогут прочувствовать, какого рода неровность перед вами. Иногда мастера надевают матерчатые перчатки, так как в них легче прочувствовать форму металла. Степень неровности можно определить, прикладывая линейку ребром к панели. Кузовной напильник также может применяться для быстрого определения структуры повреждения. После обработки напильником, срезанная краска на краях вмятины выявит её фору и размер.
 Приложение линейки ребром поможет понять глубину вмятины.
Приложение линейки ребром поможет понять глубину вмятины.- В результате грубой рихтовки выправляются рёбра жёсткости, заломы, большие вмятины и кузовная панель принимает свою оригинальную форму. На этом этапе не нужно зацикливаться на одном единственном месте, необходимо делать несколько проходов по всей панели, постепенно выравнивая её. Нужно ослаблять напряжённые области, полученные при ударе, и препятствующие возвращению металла в его первоначальное состояние. Несколько лёгких ударов в нужное место более эффективны, чем один или два сильных удара. Вмятины выправляются и одновременно простукиваются возвышенности и складки окружающей её области. Здесь часто применяется метод «молоток вне поддержки», который будет рассмотрен ниже. Можно использовать молоток и деревянный брусок или специальную надувную подушку, для воздействия с обратной стороны повреждения. Незначительные неровности на этом этапе по-прежнему остаются, они не должны отвлекать рихтовщика. Главная задача этого этапа – вернуть основную форму деформированной кузовной панели. Усадка растянутого металла (об этом ниже) и, при необходимости, заваривание разрывов также относится к этой стадии ремонта панели.
- Во время финишной рихтовки убираются мелкие неровности, и панель окончательно выравнивается. Повреждённый металл может быть отрихтован очень качественно, так, что будет достаточно только нанести наполняющий грунт, обработать его и красить. Для этого нужно набраться терпения, делать всё последовательно, без спешки и лишних усилий. На этом этапе применяется кузовной напильник, о котором было написано выше. Также здесь применяется метод рихтовки «молоток на поддержке» (см. ниже). На этом этапе можно использовать специальное проявляющее покрытие. Далее нужно сделать несколько проходов бруском с крупнозернистой шлифовальной бумагой. Это выявит неровности, которые сложно заметить. Потом нужно выправить оставшиеся углубления. После выполнения такой процедуры, нужно снова нанести проявочное средство и повторить шлифование. Таким образом, поверхность панели можно полностью выровнять. После этого кузовная панель подготавливается к грунтованию и покраске.
Методы рихтовки
Техника «молоток вне поддержки»
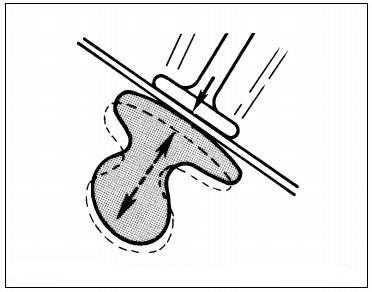
В этой технике молоток должен иметь небольшое расстояние (смещение) от поддержки. Поддержка давит на центр углубления на металле, в то время как Вы продолжаете простукивать возвышенности вокруг вмятины. Таким образом, возвышенности опускаются, а углубления поднимаются при каждом отскакивании поддержки. В большинстве случаев при грубой рихтовке нужно применять метод «молоток вне поддержки». Он используется при устранении большинства вмятин.
По возможности нужно всегда использовать гладилку вместо молотка. Гладилка больше прощает удары с неправильным усилием при рихтовке.
Гладилка и поддержка в этом методе не контактируют друг с другом. Этот метод хорошо подходит в ситуации, когда металл не получив значительного повреждения, может быть немного перенаправлен незначительным усилием для восстановления первоначальной формы. Методика «молоток вне поддержки» используется для поднятия углублений и возвышенностей одновременно. Эта методика применяется в основном на слабовыпуклых или плоских панелях, где металл достаточно податливый, в отличие от сильновыпуклых панелей.

Техника «молоток на поддержке»
Может применяться как для опускания возвышенностей, так и для выправления небольших вмятин. В этой технике нужно расположить поддержку прямо напротив повреждения. Молотком нужно не сильно простукивать металл, расположенный над поддержкой. При сильных ударах есть опасность растянуть рихтуемый металл. Нужно постоянно проверять металл прощупыванием, после чего продолжать рихтование до полного выправления повреждения. По возможности применяйте вместо молотка гладилку. Большое преимущество гладилки над молотком заключается в том, что она воздействует на большую площадь за один раз и удар распределяется более равномерно, чем удар молотком. Как было написано выше, гладилка хороша тем, что, благодаря своей площади, может одновременно поднимать углубления и опускать возвышенности на рихтуемом участке. При простукивании вмятины, нажимайте на металл поддержкой с достаточной силой. Если не надавливать с правильным усилием, то можно только увеличить повреждение. При простукивании возвышенности поддержку нужно держать наоборот свободно, без усилия.
 Показано отскакивающее действие поддержки после удара молотка при выправлении вмятины.
Показано отскакивающее действие поддержки после удара молотка при выправлении вмятины.Метод «молоток на поддержке» применяется при чистовой (финишной) правке. Также этот метод очень эффективен при выравнивании краёв панели.
Настоятельно рекомендуется, чтобы обратная сторона повреждённой панели была чистой, иначе это отразиться на качестве рихтовки. Поддержка должна быть правильно выбрана по форме. Слишком выпуклая форма поддержки сделает панель более выпуклой, а плоская – плоской.
При применении молотка с поддержкой должна быть развита координация. Поддержка должна находиться непосредственно под молотком.
Выправление вмятины молотком с острым бойком
Иногда, для выправления вмятины, можно применять молоток с острым бойком без поддержки. Такую технику нужно использовать очень осторожно, так как можно только усугубить повреждение. Идея заключается в том, чтобы поднять вмятину серией хорошо поставленных ударов молотком с острым бойком с обратной стороны панели. Вмятина должна выправляться не до конца. Вместе с поднятием вмятины получаются острые возвышенности от молотка, которые потом убираются дополнительным выравниванием. Неразумное применение такой техники может значительно растянуть металл и не дать удовлетворительного результата.
Усадка растянутого металла
Растянутый металл, после устранения деформации, будет значительно выше остальной поверхности, а также будет ослаблен и нестабилен. Его нельзя простучать молотком и опустить ниже, так как для него нет места. Он либо уйдёт целиком в противоположную сторону, либо снова обратно (хлопун). Если деформация была устранена в правильном порядке, правильными инструментами и с правильным усилием, то растянутый металл может быть только в зоне прямого повреждения. Если же деформация выправлялась без предварительного анализа, грубыми ударами молотка, то растянутый металл будет по всей ремонтной области. Такому металлу нужно вернуть нормальную толщину усадкой. Для возвращения металла в первоначальную форму его нужно «собрать». Усадка металла нагревом является достаточно простым процессом, но требует осторожности. Нужно определить самую высокую точку растянутого металла и нагреть её при помощи инструмента, который Вы используете для усадки. Далее нужно поместить поддержку под нагретую область и ударить молотком несколько раз, пока металл горячий. Так, металл вокруг усаживается в это нагретое пятно и становится толще и меньше по площади. Потом нужно охладить это место мокрой тряпкой или губкой. Таким же способом можно усадить остальные области с растянутым металлом. Нужно быть осторожным и не переборщить. Иначе металл деформируется и деформирует прилегающую область.
 Последовательность усадки обширной зоны растянутого металла
Последовательность усадки обширной зоны растянутого металлаНезначительная растянутость металла может устраняться без простукивания. При нагреве растянутый металл сокращается, происходит его усадка. Нагретый металл сначала возвышается над общим уровнем панели. После нагрева и охлаждения, растянутый металл приобретает первоначальный профиль, либо становится немного ниже общего уровня плоскости панели. Также можете прочитать статью “Как убрать хлопун на металле”, где подробно рассматривается тема растянутого металла.
Правила при усадке нагревом:
- Обратная сторона нагреваемой панели должна быть очищена от шумоизоляционного материала.
- при усадке нужно применять поддержку, имеющую меньшую выпуклость, чем растянутая область металла.
- Обычно используется ацетиленовая горелка с насадкой, соответствующей толщине осаживаемого металла, но может также применяться нагрев полуавтоматической сваркой, специальным угольным электродом, а также специальной насадкой и режимом споттера.
- Ацетиленовой горелкой нужно нагревать до ярко красного цвета, держа её перпендикулярно поверхности.
- Никогда не остужайте металл, нагретый до красного цвета. Подождите, когда он немного сам охладится и станет чёрным.
- Никогда не нагревайте область больше, чем можете осадить молотком за один раз. Горелкой нагревается площадь от 10 до 25 мм.
- Во время нагрева нужно делать круговые движения горелкой, по спирали, от периферии к центру.
- Не пытайтесь сделать усадку растянутого металла, пока не выправите его на черновую.
- Не нагревайте для усадки вмятину.
- Если растянутый металл имеет небольшую область, то и нагревайте маленькое пятно для усадки.
- Можно делать усадку растянутого металла и без его последующего охлаждения мокрой тряпкой. Охлаждение лишь ускоряет процесс.
- После усадки, может потребоваться дополнительное выравнивание металла.
Пример ремонта простой деформации кузовной панели
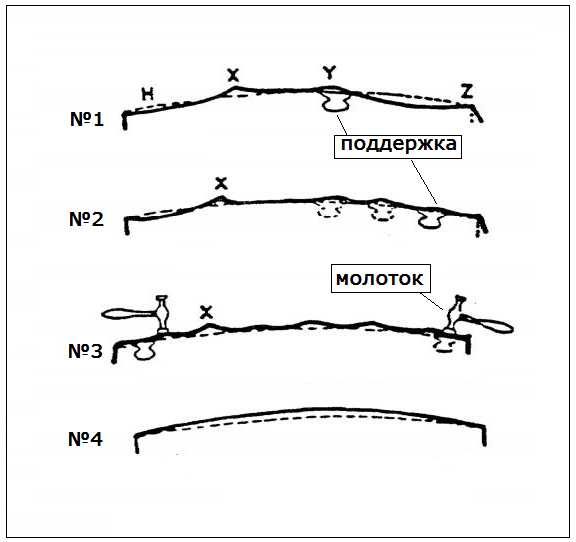
Рассмотрим схематическое изображение простой деформации кузовной панели. Пунктиром показана оригинальная форма панели. Рихтовка производится в последовательности, противоположной возникновению повреждений.
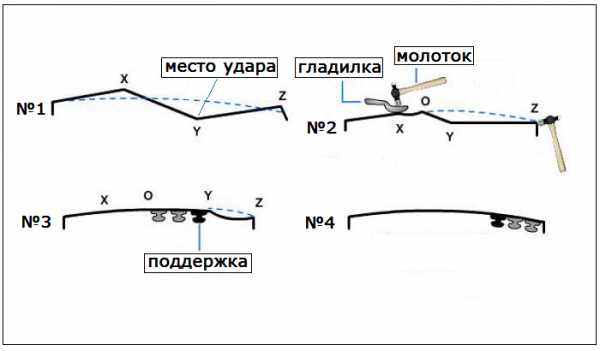 Правильный порядок ремонта повреждения. Сначала ослабляются заломы, которые были созданы последними после удара.
Правильный порядок ремонта повреждения. Сначала ослабляются заломы, которые были созданы последними после удара.Так как залом Х создан в повреждении последним, то эта область должна выправляться первой. На эту зону помещается плоская кузовная ложка и простукивается молотком, направляя удары прямо на край залома (рис. №2). Это ослабит возвышенность и сдвинет её в изначальную позицию. Далее простукивается угол фланца Z, ослабив напряжение в этой области. Области металла между 0 и Y и Y и Z теперь ослаблены и готовы к возвращению в оригинальную позицию при помощи небольшого усилия. Это усилие создаётся при помощи средневыпуклой поддержки, выправляя неровности двумя-тремя несильными ударами с обратной стороны с 0 по Y (рис. №3). Это ослабит напряжение металла с обратной стороны (отрезок 0Y). Процедура повторяется от Y до Z, восстанавливая металл до оригинальной формы №4.
Вторая иллюстрация (см. ниже) показывает ошибку черновой правки такого же повреждения. Здесь не было произведено первоначального ослабления напряжённых мест. На рис. №1, опущенный металл был выправлен ударами с обратной стороны до точки Y при помощи поддержки. Это подняло большую площадь вмятины практически до оригинальной позиции. Однако напряжение в точке X не было ослаблено. Напряжённый залом не опустился на своё нормальное место, вместо этого этот залом тянет панель вниз в зоне H. Так происходит, потому что напряжённый край X усиливает металл с обратной стороны. Таким образом, когда усилие прилагается сверху на Y, залом действует как опорный центр, утягивая металл вниз на H, когда прилагается усилие вверх на Y.
 Не правильная последовательность ремонта. Вмятины были выправлены без предварительного ослабления напряжённых зон панели. В итоге металл растянут и требует дополнительной правки.
Не правильная последовательность ремонта. Вмятины были выправлены без предварительного ослабления напряжённых зон панели. В итоге металл растянут и требует дополнительной правки.Когда черновое выравнивание было начато без ослабления напряжённой области, металл должен быть растянут для того, чтобы возвратиться в свою оригинальную позицию, как показано пунктиром. Теперь требуется значительное усилие, чтобы возвратить его вверх и это вызовет появление дополнительных повреждений на металле во время удара поддержкой, как показано на рис. №2. Выправление этих повреждений добавит работы. На рис. №3, вмятина была выправлена и молоток и поддержка на своём месте, чтобы начать выравнивание. На рис. №4, вмятина восстановлена до нормального состояния. Однако это уже получилась новая форма с растянутым металлом. Таким образом, работа сделана, но было потеряно время на незапланированную рихтовку, и металл был растянут. Пунктиром показан оригинальный контур панели.
Приведённые примеры показывают, что одну и ту же работу можно сделать по-разному, потратив разное количество усилий. При вдумчивом предварительном анализе повреждения можно значительно сократить время ремонта, его качество и уменьшить количество шпаклёвки или вовсе её исключить. Кроме того, правильно выполненная рихтовка принесёт удовлетворение от конечного результата.
Поделиться “Рихтовка своими руками”
Печатать статью
Ещё интересные статьи:
kuzov.info
Обратный молоток для кузовного ремонта своими руками
Исправление дефектов автомобильного кузова не обходится без применения специальных инструментов. В частности, необходим вакуумный обратный молоток или его модификации. Виды различны, некоторые модели создаются своими руками. Что это такое, и как сделать инструмент для кузовного ремонта своими руками – описано в этой статье.
[contents h3]
Что такое молоток для рихтовки и для чего применяется
Не все места кузова на авто подлежат исправлению с наружной стороны. Для выправления вмятин на порогах, стойках и арках, пригодится обратный молоток для споттера – сварочного аппарата. Представляет собой устройство конструкцию в виде пистолета с выдвижным электродом и ударной болванкой. Действует автоматика без участия рук мастера, только управляющего клавишами прибора.
Обычный ручной выправляющий молоток состоит из стального прута с крюком с одной стороны и стальной шайбой с другой. Принцип действия прост:
- Рукоятка и гиря – стальная шайба – это движущиеся элементы молотка.
- Место для рихтовки и ремонта изначально подготавливается под процедуру. Крюк на конце молотка прочно установлен в места дефекту на вспомогательные шайбы.
- Резко двигая гирю к рукояти молотка и совершая сильные удары, выправляют вмятину.
Применяя модели молотков, выправляют не только вмятины, но и используют их в качестве съемника. Например, если приходится отделять притертые детали – обратный молоток для подшипников незаменим.
Любая кузовная работа требует детального рассмотрения, иначе применение молотка окажет «медвежью услугу», образовывая новые вмятины. Самостоятельно пользуются инструментом, только тогда, когда есть соответствующий навык.
Виды рихтовального молотка
Слесарная промышленность предлагает несколько вариантов инструмента. Например:
- Обратный молоток с пневматикой. Механизм увеличивает силу удара, отчего результат становится удовлетворительным без долгой работы.
- Споттер. Как было описано выше – это сварочный аппарат, необходимый для прижигания металла и снятия с него напряжения. Молоток обратного действия с ним делает работу законченной.
- Комплектация из 2–3 гирь. Большое количество утяжелителей, способствует точности и силе удара. Достоинство в быстром рихтовании. Самодельный обратный молоток для рихтовки создается по такому принципу и усовершенствуется.
- Вакуум. Молоток, наиболее щадящий лакокрасочное покрытие авто – его не требуется снимать с поврежденных мест. Представляет собой обратный молоток с присоской. Выправляет вмятины сильным сжатием воздуха.

Соответственно модели и стоимость. Нетрудно предположить, что последний вариант, наиболее увесист в цене.
Как сделать модель молотка самостоятельно
Простая гиревая модель доступна для самостоятельной сборки. Сделать и более модерновый обратный молоток для кузовного ремонта своими руками, вполне возможно, если приобрести комплектующие. Рассмотрим один из вариантов, для которого потребуются следующие материалы:
- Стальной прут. Сечением не меньше 2 см. Если не учесть этого, то тонкий прут прослужит недолго – хватит на одну рихтовку.
- Каучуковая рукоятка. Ее вытачивают специально из цельного куска или используют насадку от чего-либо.
- Стальной крюк. На его конце нарезают резьбу для вкручивания в штырь. Он нужен не только для вытягивания поверхности за скобы, но и как обратный молоток для снятия форсунок – им удобно подцеплять отжившие детали, подлежащие замене.
- Сварочный аппарат. Для домашних нужд подойдет инвертор.
- Стальные шайбы – 2 штуки. Диаметр – 3 см.
- Гиря. Используют обыкновенную от магазинных весов бабку, без углов и выступов. Иначе ею неудобно пользоваться. Сечение до 6 см и длина до 15 см.
Чтобы удобнее было собирать кустарную модель, лучше иметь на руках чертеж обратного молотка с нанесенными типовыми размерами. Так скорость сборки наверняка увеличится. Изготавливают его следующим образом:
- Приводят прут в надлежащее состояние – вымачивают в антикоррозийном растворе, шлифуют и обезжиривают. Важно, чтобы штырь под самодельный обратный молоток оставался ровным – либо его выбирают согласно этому, либо выправляют на начальном этапе.
- На конец прута наваривают одну из шайб, чтобы при ударах, гиря не слетала с прута и не задевала поверхности кузова машины. Сразу оснащают обратный молоток своими руками захватом – приваривают или прикручивают к концу прута крюк.
- Гирю сверлят на токарном станке насквозь, чтобы ход по стальному штырю стал беспрепятственным. Проверяют это сразу, надевая утяжелитель с другого конца. Если он ходит туго, то увеличивают диаметр внутреннего отверстия.
- После надевания гири, на другом конце фиксируют вторую шайбу, чтобы не дать тяжелой бабке разбить рукоятку.
- Остается надеть каучуковую насадку и обратный молоток для споттера готов. Кустарную модель проверяют в действии на старом, ненужном куске железа и устраняют недостатки, иначе на кузове машины появятся дополнительные дефекты.
 Резиновая насадка на конце инструмента для кузовного ремонта
Резиновая насадка на конце инструмента для кузовного ремонтаЧтобы сделать обратный молоток с вакуумной присоской, потребуются такие же комплектующие, только вместо крюка используется вантуз – новый, от старого толку не будет. Сначала «присасывают» насадку к железу и потом начинают работу. Достоинство в том, что к кузову не придется приваривать дополнительные скобы, а потом снимать их портя тем самым и без того некрасивую поверхность.
Модель, которую представляет собой обратный электрический молоток – это вариант рихтовального инструмента, снабженного движком. Усилий по выпрямлению вмятин практически не требуется – сила движка позволяет вытягивать и наносить удары по железу с большей амплитудой, чем это делает человек.
Технология рихтовки
Мало сделать обратный молоток своими руками – важно знать методы работы с ним, чтобы получить достойный результат или, по крайней мере, не сделать худшего. Существует несколько вариантов рихтовки кузова, в зависимости от проблемы:
Устранение крупных вмятин
Как правило, обратный молоток используется для устранения вмятин. Оно начинается по спирали – от краев к центру. Если поступить, наоборот, то произойдет смещение только центра, а бока останутся вогнутыми, отчего дефект получится еще более сложным и жестким, не поддающимся выправлению обычным способом. Поэтому в работе необходим навык.
Когда профиль кузова восстановлен, работу нельзя считать законченной – вид не располагает. Далее, происходит прямая ковка тем же инструментом, но с разглаживающей насадкой в виде лопатки и контр опорой. Для проведения работы потребуется обратный молоток с набором насадок – так работа пройдет наилучшим образом и даже мелкие дефекты будут устранены.
Устранение вспучины на кузове
Вмятины не обходятся без обратного эффекта – на площади авто появляются вспучины. Их устранение возможно. Для этого используется термическое воздействие с помощью сварки, чтобы снять напряжение металла в середине, тем самым делая дефект готовым к сглаживанию. Работу ведут от края разогретой докрасна вспучины к ее центру – его нащупывают вручную, там больше всего пружинит. Когда контуры кузова обозначены, место рихтовки проливают холодной водой, что еще больше поспособствует втягиванию металла.
Второй способ исправить вспучины. Заключается он в холодной рихтовке металла до контуров при помощи опоры и лопатообразной насадки надевающийся на обратный молоток для кузовного ремонта. И затем готовое место разогревается, для сглаживания контуров монтажа. После чего дефект проливается холодной водой. Однако такой метод имеет существенный недостаток – если металл тонкий, то перепад температур приведет к разрыву и трещинам.
 Инструмент для холодной рихтовки вам может пригодиться
Инструмент для холодной рихтовки вам может пригодитьсяПравка вмятины вытягивающим молотком
Эта стандартная процедура, описанная выше. Рассмотрим более подробно: место дефекта тщательно очищается от лакокрасочного материала на большей площади, чем это нужно и места тщательно зашлифовываются. К вмятине приваривают вспомогательные кольца, за которые цепляется обратный молоток для рихтовки. Их потом отбивают. Дальше ударами груза по ограничителю на рукояти, добиваются передачи усилия по стержню к вмятине, и таким образом, инструмент понемногу вытянет дефект.
Вытягивающий обратный молоток нужен для вертикальных поверхностей авто – для крыши и днища он не годится, там справится обычная киянка или стандартный инструмент по железу.
Электровытягивание
Мелкие вмятины лучше вытягивать специальным инструментом, так как молоток с обратным ударом может привести к большим дефектам. Внешне устройство напоминает короткую дрель, где вместо сверла вставляется электрод. В результате работы получаются наплавления металла в центре вмятины, которые потом вытягивают, нажимая на кнопку обратного хода прибора. Нюанс – нельзя пережигать металл, поэтому сварка идет не более 0,3 секунды, точечными движениями. При навыке изготовить обратный молоток для споттера своими руками, возможно, но не без трудностей, используя для этого сварочный аппарат и корпус дрели с выдвижным механизмом.
Сложность работы заключается в схеме – чертеж обратного молотка для споттера не самая важная его часть. Главный элемент подобного инструмента – электрическая начинка, куда входит трансформатор, стабилизатор, тиристор и конденсатор. Если доморощенному мастеру эти слова о чем-либо говорят, то ему можно смело приниматься за работу – схема прилагается.
Тонкая рихтовка кузова
После того как принцип работы обратного молотка освоен на практике и поверхность кузова пришла в годное состояние, его доводят до логического конца. Такой процедурой считается обработка повреждения напильниками, после устранения большой проблемы. Мелкими шлифовками с работой не справится, поэтому подбирают грубые, но есть нюанс в работе – ими поверхность деформируется при отсутствии навыков.
Окончательная обработка кузова
После рихтовки нанести сразу грунтовку или лакокрасочное покрытие не представляется возможным – дефекты станут видны во всей своей красе. Требуется окончательное приведение кузова в порядок. Оно заключается в шлифовании обработанного кузова шести или семиугольными дисками, не оставляющими на поверхности ступенек и мелких дефектов. Выбрать правильную зернистость круга или количество оборотов машинки, поможет специалист-консультант соответствующего магазина.
ПОСМОТРЕТЬ ВИДЕОИНСТРУКЦИЮ
В заключение важно сказать, что сделать обратный молоток для собственных нужд и тем самым отреставрировать собственное авто – несложно.
Важно собрать имеющуюся информацию и вычленить из нее стоящие нюансы – тогда работа инструментом не станет в тягость, а результат превзойдет ожидания.
krasimavtomobil.ru
Обратный молоток своими руками | Строительный портал
Автомастерские, в которых практикуют кузовной ремонт, всегда имеют специальный набор инструментов и специальное оборудование для ремонта вмятин без проведения рихтовки и покраски металла. И хотя повреждения серьезного характера, да еще и расположенные на большой площади без использования мощных стендов стапелей невозможно исправить, вытянуть на небольших участках вмятины с затрудненным доступом вполне реально. Для этого всего лишь необходимо использовать специальный небольшой по размерам автоинструмент под названием обратный молоток.
Содержание:
- Применение обратного молотка
- Конструкция обратного молотка
- Работа обратным молотком
- Изготовление обратного молотка своими руками
- Рихтовка кузова в домашних условиях
Применение обратного молотка
Обратный молоток можно назвать одним из лучших инструментов для кузовного ремонта автомобилей. Также его часто применяют для ремонта арок, порогов или стоек при невозможном доступе с внутренней части детали. Устройство является очень простым, а эксплуатация не требует больших навыков.
Существуют следующие виды молотков — пневматические обратные инструменты и обратные молотки споттеры. Также бывают молотки с двумя и тремя гирями, благодаря которым можно регулировать силу удара. Помимо стандартного варианта есть вакуумное оборудование, которое также удаляет вмятины. Преимущество этого обратного молотка заключается в наличии присоски. Она выступает в роли захвата оборудования и не нарушает лакокрасочное покрытие кузова.

Проведение рихтовки связано с целым рядом инструментов, помимо основных — это рихтовочный молоток, напильник, станок, пила, стенд и прокладки, электрический обратный молоток, молоток обратного действия. Часто обратный молоток используют вместе с другими инструментами для контактной сварки. Как правило, обратный молоток входит в состав набора для рихтования, который обычно входит в комплект поставки сварочного аппарата.
Обратный молоток часто входит в наборы для съема подшипников. Они предназначаются для применения в автомобильных мастерских с целью снятия различных деталей с захватом за их внутреннее место при помощи обратного молотка. Захваты специальной конструкции плотно прилегают к подшипникам, позволяют без повреждения и равномерно снимать подшипники, а также наряду с этим ручку поворачивать по часовой стрелке. Таким образом, может отличаться предназначение молотка, однако цена обратного молотка остается прежней.
Конструкция обратного молотка
Конструкция этого инструмента очень проста — он имеет стальной пруток диаметром в 20 миллиметров и длиной в 500 миллиметров (основание) и насаженные на него гири, что свободно насажены на него, а также крючок и шайбу. На основании надета гиря или несколько гирь, которые могут отличаться по массе. С одной стороны прутка размещен крючок, а с другой шайба, которая не позволяет вылетать гире, и передает прутку силу удара обратного молотка.
Современный инструмент наделен несколькими видами захватов, которые позволяют применять его для выравнивания поврежденных участков, в частности вмятин, на различных участках кузова. При удачном сочетании веса и длины можно выбить довольно много — от мятых порогов до мятого двойного металла, который находится в заднем крыле. Во время проведения ремонта обратные молотки часто используют вместе со споттером.
Работа обратным молотком
Прежде чем начать работу с этим инструментом, необходимо ознакомиться с поврежденным участком автомобильного кузова (или другого предмета). Места, которые подлежат вытягиванию, следует хорошо зачистить до металла, обезжирить и на них нанести грунтовку и последующую окраску. Далее необходимо просверлить небольшое отверстие и приварить специальные ремонтные шайбы. Часто подобные обратные молотки, как бы вам в последствии не хотелось проводить покрасочные работы, выступают единственным решением ремонта кузова. После этих действий на поврежденный участок закрепляется молоток.
Крючком инструмента следует зацепиться за шайбу и аккуратными легкими ударами вытянуть вмятину. Это действие следует повторять до полного выравнивания и удаления вмятины. После ряда проделанных процедур часть кузова подвергается обязательной покраске. Чтобы удалить длинные вмятины и кромки, следует приварить несколько шайб и сквозь отверстия просунуть стержень из металла.
Очень важно помнить, что стандартный обратный молоток нельзя применять для ремонта слишком больших площадей, например, центра крыши, капота и крышки багажника. В этих местах можно слишком вытянуть металл, путем приварки шайб, поэтому деталь придется просто выбросить.
Применение обратного молотка требует создания лакокрасочного покрытия на поверхности. Но существуют молотки, которые оснащены пневматическими присосками, для применения которых нет необходимости проделывать в металле отверстия и тем самым машину избавить от лишних покрасочных работ. Этот вариант рекомендуется использовать для ремонта больших участков. Для создания пневматической фиксации к поверхности необходимо провести подачу сжатого воздуха, поэтому при эксплуатации вакуумный молоток подключается к специальному компрессору.
Изготовление обратного молотка своими руками
Технология создания обратного молотка в домашних условиях является довольно простой. Прежде чем начать работу, необходимо хорошо подготовиться. Вы должны тщательно спланировать и продумать свою работу заранее. Следует приготовить стальной или нержавеющий пруток, диаметр которого составляет 20 миллиметров, а длина – 500 миллиметров. Также вам понадобиться стальная гиря и крючок. Стандартный обратный молоток делается очень быстро — вы потратите на его создание всего тридцать минут.
Давайте рассмотрим чертеж обратного молотка, где можно задействовать подручные инструменты. Предположим, что у вас есть очень толстая труба, например, лыжная палка и груз с отверстием посередине, для насадки на эту трубу. На одном конце трубы необходимо проделать ограничивающую площадку для груза, который будет стучать об нее, а к другой стороне приделать крючок иди другой вариант зацепа.
Вместо крюка можно использовать шпильку, которая имеет длинную резьбу. В этом случае шпильку необходимо протянуть в отверстие кузова, а с обратной стороны через шайбу накрутить фиксирующую временную гайку.
У многих возникает вопрос, как крепить сменяемые насадки? Ответ очень прост. Труба должна заканчиваться только шпилькой с резьбой. Точно также и насадка должна иметь на конце такую же шпильку. Для их соединения можно накрутить на одну шпильку около 10 гаек и приварить их между собой.
Когда крючок зацепиться за металл кузова, вам следует использовать вес груза на трубе, то есть вы должны разогнать груз в свою сторону. Он будет биться об ограничивающую площадку, в роли которой может выступить большая приваренная на трубе шайба. Появится сильный удар, который передастся на вытягиваемый металл. Строители рекомендуют использовать груз массой не менее трех килограмм.
Вы можете изготовить крючок из листового металла, толщина которого составляет около четырех миллиметров. Если вы хотите изготовить вакуумный обратный молоток своими руками, вместо крючка следует приспособить присоску от вантуза. Прелесть вакуумных обратных молотков заключается в том, что они не нарушают внешнюю покраску автомобиля.
При создании обратного молотка специалисты советуют обрабатывать каждую деталь напильником. Также необходимо удалить все зазубрены и заусенцы. Помните, что обратный молоток является ручным инструментом, поэтому постарайтесь сделать его максимально удобным и приятным для рук.
Рихтовка кузова в домашних условиях
Автомобиль с гладкими и ровными формами невольно приковывает к себе взгляды прохожих. Никому не хочется ездить с вмятинами на кузове и асимметрией. Автомобилисты знают, что повредить кузов проще простого. Этому способствуют ветки, ограждение, небольшие дорожно-транспортные происшествия, случайно упавшие предметы и т.д. Чтобы вернуть автомобилю былую красоту, необходимо провести рихтовку, которая вернет вашему авто первоначальный привлекательный вид.
Проведение рихтовки заключается в восстановлении деформированной формы и отдельных деталей кузова. Данную проблему можно устранить в домашних условиях самостоятельно, чтобы не переплачивать за услуги специалистов. Для этих целей как нельзя лучше подходит самодельный обратный молоток.
Итак, вам необходимо вытянуть или выровнять вогнутые участки. Если деталь автомобиля сильно повреждена, лучше просто заменить ее на новую и не тратить лишнее время на ремонт, который может не дать желаемого результата. Перед началом работ снимается краска и выполняется шпаклевка и затирка. Некоторые специалисты нагревают металл до красноватого оттенка перед выстукиванием, но важно не перегреть и не расплавить его.
После этого проводится процесс рихтования. Для стягивания металла необходимо обзавестись паяльной лампой или горелкой. Когда выпуклость разогреется, границы следует обложить мокрой ветошью. Металл стянется за счет смены температур. Внимательно осмотрите все вмятины, обязательно оцените их сложность и размер. Большая вмятина выравнивается по краям, а маленькая с середины.
Одновременно с вмятинами на автомобиле могут появиться и трещины, поэтому нужно обзавестись сварочным аппаратом. Для проведения качественной работы вам наверняка понадобится споттер, обратный молоток с острым бойком и блок для насечки. Возможно, следует обзавестись еще некоторыми инструментами, которые необходимы только для вашего случая.
Многие предпочитают в домашних условиях вакуумную рихтовку кузова, которая может удалять вмятины без покраски, причем за считанные секунды. Она действует при помощи специальных вакуумных присосок и может использоваться даже на больших пологих вмятинах. Минус вакуумной рихтовки в том, что она не сможет полностью избавиться от дефекта. Кроме того, если на поврежденной поверхности есть трещины, вакуумная рихтовка может еще больше повредить ее.
Поэтому стоит внимательно отнестись к способу проведения рихтовки и выбору инструментов. После использования обратного молотка необходимо зашпаклевать отверстия или заварить их сваркой. Затем отремонтированную часть следует затереть и нанести на нее краску. Глубокие и маленькие вмятины, которые имеют сильное растяжение, помимо стандартных работ по вытягиванию и постукиванию, требуют стягивания лишнего металла.
В некоторых случаях приходится срезать растянутые участки и ставить заплаты при помощи споттера (сварочного аппарата). Выстукивание выполняется при помощи обратного молотка. Обычно деформированный элемент кузова снимается, но если это невозможно вмятину можно выдавить специальной ложкой. Этот прием часто используют, если существует возможность подобраться через обшивку к вогнутости. Но если этот вариант отпадает, приходится просверливать отверстия на поврежденной детали и подбираться через них, прибегая к помощи специальных инструментов.
Обратный молоток является одним из важнейших инструментов для проведения ремонта кузова. В тех случаях, когда доступ с внутренней стороны отсутствует — он просто незаменим. Любой мастер знает, как сделать обратный молоток в домашних условиях примерно за час. Если вы внимательно отнесетесь к подбору деталей и будете четко следовать всем этапам сборки, то сможете изготовить надежный инструмент, который дополнит вашу домашнюю коллекцию.
strport.ru
Рихтовочный инструмент и оборудование для правки кузова автомобиля
Детали, входящие в состав конструкции автомобиля, подвержены деформации с течением времени или из-за произошедших дорожно-транспортных происшествий, нарушивших их целостность, поэтому в таких случаях проводится рихтовка автомобиля. Способов ремонта машин много: каждый из них предполагает использование особого вида приспособления, который называется рихтовочный инструмент.
Стапель

Стапель — основное приспособление, применяющееся для рихтовки кузова автомобиля и позволяющее выпрямлять вмятые его части. В зависимости от формы и принципа работы стапели для рихтуемой (поврежденной) поверхности авто делятся на такие виды:
- Платформенные.
Представляет собой металлическую пятиметровую платформу, изготавливаемую из металлопластин с ребрами жесткости. На это основание с помощью струбцин и подъемного механизма прикрепляется авто для последующего выпрямления вмятины. Стапель с платформой также может использоваться, как подъемник.
Это стационарные конструкции, представляющие собой мощные рельсы, укрепленные в полу мастерской, к которым присоединяются тяговые механизмы. Для безопасности работы выполняются удаленно, через пульт дистанционного управления. Стационарный стапель должен иметь увеличенную грузоподъемность — 10 т.
Стапели с рамой меньше по габаритам, чем платформенные. Принцип действия: вытягивание осуществляется с помощью металлической рамы, грузоподъемность которой составляет от 4 до 6 тонн.
Споттер

Споттер применяется для кузовного ремонта и помогает подобно обратному молотку простукивать небольшие деформированные детали. Это — один из методов рихтовки машин, который выполняется подобным оборудованием точечно. В связи с этим указанный миниатюрный прибор имеет массу преимуществ перед обычным устройством:
- Рихтовочная работа выполняется качественно.
- Время работ со споттером невелико.
- Не нужно разбирать авто для выполнения авторемонта.
- Уникальный принцип работы позволяет споттеру устранять механические повреждения и дефекты кузова, в том числе капота, крыльев, порогов.
Рихтовка споттером позволит автовладельцу, который хочет заняться ремонтом авто самостоятельно, сэкономить на затратах. Чтобы правильно выбрать споттер, следует учесть характер повреждений авто.
Киянки и молотки
Мелкий ударный рабочий инструмент для ремонта машин представлен киянками и молотками. Рихтовочный молоток может иметь несколько разных модификаций:
- Молоток для правки.
Применяется для выравнивания средних по размеру вмятин.
- Молоток для чеканки.
В отличие от предыдущего экземпляра с помощью чеканочного молоточка делают более тонкие работы на завершающем этапе выпрямления кузова.
- Молот инерционный.
Правит криволинейной формы вмятины и неровности кузова машины за счет кинетического принципа и особого двойного «оперения».
- Молот фланцевый.
Этот молоток способен разделять и вновь монтировать фланцевые соединения.
Молоточек, сделанный из твердых пород дерева, кожи, резины или других искусственных либо природных современных материалов. Киянки могут оснащаться съемной ударной частью — бойком, позволяющим делать аккуратную рихтовку авто без покраски.
- Наковальни и поддержки для рихтовки или ударные полотна.

Данный вспомогательный инструмент применяется в качестве поддерживающей основы, на которой выполняются работы по рихтовке. Особенность поддержки: она имеет форму бруска, иногда точно повторяющего форму выпрямляемого элемента. Рихтовочные ударные полотна располагаются на помятой металлоповерхности, после чего сверху производятся удары молотком. Ударные полотна можно подобрать так, чтобы они выступали также в качестве удобных подставок во время рихтовочной работы.
- Молоток рихтовочный обратный для правки вмятин.
Чтобы вытянуть вмятины, обратный молоток приваривается или прикрепляется на крюк через просверленное в металле кузова отверстие. При выполнении этого трудоемкого процесса мастеру требуется выполнять постукивание грузиком с обратной стороны, медленно перемещая молоток вдоль изделия.

В рихтовочный набор молотков и поддержек при необходимости могут быть включены некоторые другие инструменты для рихтовки кузова.
При выполнении рихтовки своими руками также полезными будут напильники и шлифовальный аппарат. За неимением последнего для шлифования применяют наждачный круг.
Для правки авто могут пригодиться такие разновидности ударных рихтовочных инструментов:
- молотки с плоским и выпуклым бойком;
- молотки-гладилки;
- молотки с насечками;
- монтировка;
- специальные пневматические либо вакуумные присоски, приспособление для вытяжки вмятин без покраски;
- инструмент для работы с пластиком.
Последний представляет собой набор, включающий строительный фен, термопистолет, специальный электрический и воздушный паяльник. С помощью этих приспособлений покореженный пластик автомобиля может быть подрихтован.
Крючки, рычаги и прочие приспособления

Рихтовщику, который работает над приданием деформированному кузову первоначальной формы, для выполнения полного объема ремонтных работ с автомобильным покрытием пригодятся также:
- Специальные крюки.
Рихтовочные крюки должны быть изготовлены из металла толщиной не менее 10-12 мм.
- Выпуклые, упругие, вытягивающие, выравнивающие, универсальные ложки.
Ложкоподобные инструменты производят выгибание и вытягивание труднодоступных (внутренних) частей кузова.
- Другие рычаги для контактного ремонта.
Рычаги применяются там, где обычного человеческого усилия не хватает.
Правка и рихтовка автомобилей производится, начиная с самой большой вмятины, с использованием подходящих инструментов, при этом рихтовочные молотки остаются основным выпрямляющим приспособлением.
В целях выравнивания вдавленных частей неотрихтованного кузова автомобиля применяется гидравлический кузовной ремонт. С помощью насоса со всевозможными прямыми и фигурными насадками, оснащенного цилиндрами и работающего на гидравлическом механизме, осуществляют вакуумную вытяжку вмятин авто. При невозможности сделать выпрямление с помощью насосов полезными могут стать зажимы и захваты. В рихтовочные комплекты обычно включают несколько таких зажимающих приспособлений разных размеров (диаметров). Также захваты различаются между собой количеством креплений (их может быть от 1 до 3 шт.) и способом фиксации (самый распространенный метод укрепления на кузове — с помощью шурупа).
Пневмомолотки используются для качественного рихтования труднодоступных мест авто. Также для выполнения особо сложных рихтовочных работ существуют специальные металлические механические агрегаты, имеющие несколько опор (от двух до четырех), между которыми закреплен опускающийся и поднимающийся стержень. Он просовывается в заранее проделанное отверстие той части кузова, где требуется вытягивание. Вместе со стержнем на таком приспособлении обычно используются крепления.
Перед началом рихтовочных работ следует, осмотрев повреждения авто, из всего разнообразия специнструментов подобрать те, которые помогут в рассматриваемом случае. Для небольших повреждений подойдет домашний рихтовочный набор, чтобы выполнить выпрямление более глубоких вмятин, следует прибегнуть к помощи специалистов из авторемонтной мастерской.
infokuzov.ru
Обратный молоток своими руками

Обратный молоток – это незаменимый инструмент для рихтовки метала. Он часто используется в автомастерских, для выравнивания вмятин кузовов автомобилей. К примеру, такие части кузова как крылья, пороги, двери автомобиля просто невозможно выстучать обычным молотком, так как к ним нет доступа изнутри. Для таких целей и служит обратный молоток.
Принцип его работы сводится к тому, что рабочая сторона молотка закрепляется к вмятине на кузове (просто приваривается или цепляется крюком за специальные скобы). Затем грузик, расположенный на оси молотка ударяется об основание ручки на его противоположной стороне, таким образом, направляя силу удара в нужную сторону и выравнивая вмятину.
Для изготовления молотка понадобится:
— Гиря, весом 2 килограмма;
— Металлический прут;
— Ручка;
(можно использовать с поломанного электроинструмента: дрели, болгарки и т.д.)
— Дрель, со сверлом под диаметр прута;
— Сварочный аппарат.
Для начала отрезается кусок прута нужной длины. Поверхность прута должна быть гладкой, без ржавчины и бугров, чтобы гиря могла свободно перемещаться по ней.
Затем на один его конец приваривается шайба. Она будет служить упором для ручки:

В ручке просверливается сквозное отверстие, и она одевается на прут:

С другой стороны ручки так же одевается шайба. При работе молотка гиря будет ударяться об нее.
С этой стороны шайба так же приваривается, а шов зачищается. Теперь ручка зафиксирована:

Затем сквозь гирю сверлится отверстие нужного диаметра (под прут):


Гиря одевается на прут. Молоток готов.

Можно приваривать его к кузову как есть (бюджетный вариант) либо сделать на его конце крюк под специальные скобы.
Источник
 Доставка новых самоделок на почту
Доставка новых самоделок на почтуПолучайте на почту подборку новых самоделок. Никакого спама, только полезные идеи!
*Заполняя форму вы соглашаетесь на обработку персональных данных
Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст. Подробнее здесь.usamodelkina.ru
Обратный молоток своими руками (14 фото изготовления)

Самодельный обратный молоток: фото пошагового изготовления.
Обратный молоток — это устройство для ремонтных работ по кузову автомобиля. Применяется для ремонта: порогов, арок, стоек автомобиля, в местах, где нет возможности добраться с внутренней стороны детали.
Конструкция обратного молотка состоит из основания сделанного из стального прута диаметром около 20 мм, длиной полметра, на основание приварена шайба и одета гиря. Принцип действия прост — конец прута нужно прихватить сваркой к детали, сила удара гири передаётся прутку и воздействует на деталь. Таки образом можно выгнуть деталь кузова и придать ей нужную форму.
Решил сделать своими руками простой обратный молоток из подручных материалов, что были в гараже. Для изготовления самоделки использовал куски труб разного диаметра, шайбу и пруток.



Все куски труб сварил.




Металл зачистил.



И покрасил самоделку.


Вот такое самодельное приспособление обратный молоток, можно легко сделать своими руками из металлолома.

Автор самоделки: Александр Артёмов. г. Саратов.
Загрузка…sam-stroitel.com