Сварочный аппарат с электронной регулировкой тока
Тем, кто любит мастерить всё своими руками, предлагается сделать компактное и надёжное устройство для электросварки изделий из конструкционных сталей электродами диаметром 2-5 мм. Питание его осуществляется от однофазной сети переменного тока напряжением 220 В, что довольно-таки удобно и при работе в домашних условиях, и «на выезде». А наличие встроенного электронного регулятора позволяет к тому же плавно изменять сварочный ток от 20 А до 200 А, что, в свою очередь, дает возможность прочно соединять детали различной толщины и с большим качеством.
Рис.1. Принципиальная электрическая схема сварочного трансформатора с электронной регулировкой тока:
Как следует из принципиальной электрической схемы (см. рис.), в основе данного устройства — разновидность тиристорного регулятора, получившего широкое распространение в последнее время. Оно и понятно. Ведь такое техническое решение позволяет использовать здесь весьма доступные материалы и детали, что важно для повторения и в «центре», и в условиях «глубинки».
«Сварочник» состоит из собственно силового трансформатора Т1, регулирующих тиристоров VS1 и VS2, включённых в цепь силовой обмотки II, и блока электронной регулировки, вырабатывающего управляющие импульсы. Дополнительная обмотка III стабилизирует горение дуги и позволяет улучшить процесс образования шва в начальный момент сварки. Ну а что касается обмотки IV, то она служит для питания блока электронной регулировки тока.
Трансформатор Т1 изготовлен на основе статорного сердечника от асинхронного двигателя переменного тока мощностью 15…18,5 или 22 кВт. По методике, о которой журнал уже не раз рассказывал своим читателям (см., например, № 8’92, 11’95). Напомним лишь, что электродвигатель разбирают, и статор вместе с обмотками извлекают из корпуса. В случае затруднений последний можно даже разбить (конечно, с соблюдением необходимых предосторожностей).
Прежние обмотки вырубают зубилом. Остатки удаляют, не повреждая, однако, сами статорные пластины. Магнитопровод обматывают затем несколькими слоями стеклоткани или киперной ленты. Причём в последнем случае изолирующий материал промазывают эпоксидным клеем. Или — простым масляным лаком (например, марки ПФ-231).
Причём в последнем случае изолирующий материал промазывают эпоксидным клеем. Или — простым масляным лаком (например, марки ПФ-231).
Первичную обмотку трансформатора выполняют проводом марок ПЭВ-2 (медный) или АПСО (алюминиевый) диаметром 2,5 мм. Содержать она должна 220 витков, которые наматывают равномерно по всему сечению магнитопровода.
Если же провода требуемого диаметра нет, то можно обмотку выполнить двумя проводами. Важно лишь, чтобы суммарное сечение здесь составляло 5 мм . Для удобства намотки используют челнок, на котором предварительно размещают требуемое количество провода.
Получившуюся обмотку I изолируют 2-3 слоями стеклоткани или киперной ленты. Затем нелишне проверить всё на наличие короткозамкнутых витков. Для этого обмотку включают в обычную сеть с напряжением 220 В и убеждаются, что ток в цепи обмотки находится в пределах 0,3-0,5 А, Если замеренное значение превышает указанное, то ничего не остается, кроме как более аккуратно перемотать все 220 витков.
Вторичную обмотку II выполняют уже проводом сечением 35 мм3. Витков у неё поменьше, всего 60. А в качестве провода здесь вполне подойдёт медная или алюминиевая шина с надёжной изоляцией.
Рядом с обмоткой II на магнитопроводе размещают обмотку III, которая также содержит 60 витков, но уже — провода марки ПЭВ-2 диаметром 2,5 мм. А вот у обмотки IV — 40 витков ПЭВ-2 0,7 мм. Причём предусмотрен отвод от середины.
Изолируются все вторичные обмотки так же основательно, как и первичная.
После окончательной намотки следует снова испытать трансформатор на холостом ходу. Методика здесь практически та же. Отличие лишь в том, что при указанном ранее значении тока на обмотках II и III должно быть напряжение 220 В, на обмотке IV — 40В.
В основе блока электронной регулировки тока лежит схема аналогичного устройства промышленного изготовления ТС-200. Монтаж выполняется печатным или навесным способом. Но в любом случае для этого блока предусматривается надёжный корпус.
Трансформатор Т2 наматывается на магнитопроводе Ш16 с толщиной набора 16 мм.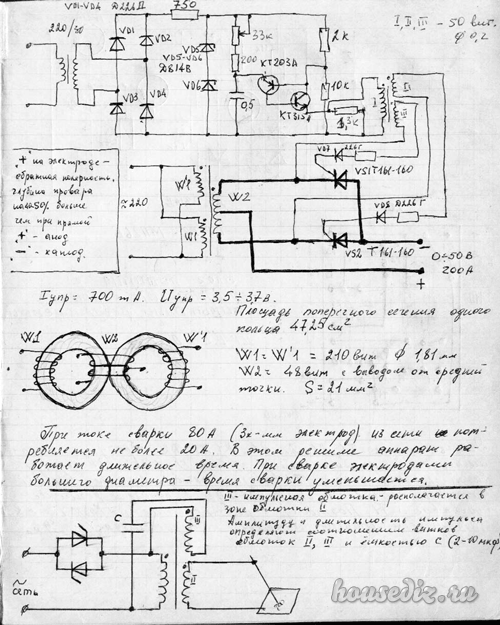 Обмотка I содержит 140 витков провода марки ПЭВ-2 диаметром 0,5 мм. У II- всего 70 витков ПЭВ-2 0,1 мм, а у III и IV — по 90 витков ПЭВ-2 0,5 мм.
Обмотка I содержит 140 витков провода марки ПЭВ-2 диаметром 0,5 мм. У II- всего 70 витков ПЭВ-2 0,1 мм, а у III и IV — по 90 витков ПЭВ-2 0,5 мм.
Рис.2. Самодельное сварочный трансформатор в сборе:
1 — трансформатор, 2 — радиатор (2 шт.), 3 — тиристор (2 шт.), 4 — пластина верхняя, 5 — брусок, 6 — ручка для переноски, 7 — панель блока регулировки, 8 — потенциометр R-12, 9 — болт М12 с гайкой (2 шт., для крепления сварочного кабеля), 10 — болт М12 стяжной с гайкой и шайбами, 11 — пластина нижняя, 12 — скоба крепления сетевого кабеля, 13 — кабель сетевой.
Резисторы R1…R9 — типа МЛТ-0,5. В качестве R10 и R11 как нельзя лучше подойдут МЛТ-2, а для R12 — СП2-6А. Конденсаторы С1 и С3 целесообразнее использовать типа К50-6. А что касается С2 и С4, то здесь предпочтительнее К73. Тиристоры VS1 и VS2 — ТЛ-200 или им подобные. Устанавливаются на теплоотводах с общей поверхностью 1000 мм3 каждый.
Блок, собранный из исправных деталей и без ошибок, в наладке не нуждается. Ну а если что-то вдруг не заладится — проверьте монтаж. Обратите внимание на правильность подсоединения обмоток у трансформатора Т2 и на соблюдение указанной в схеме полярности.
Ну а если что-то вдруг не заладится — проверьте монтаж. Обратите внимание на правильность подсоединения обмоток у трансформатора Т2 и на соблюдение указанной в схеме полярности.
Работу блока можно легко проверить с помощью осциллографа. Для этого выходы 4-5 и 6-7 нагружают резисторами сопротивлением по 50 Ом и мощностью 0,5 Вт. Подсоединив прибор сначала к одному выходу, а затем — к другому, убеждаются, что перемещением движка резистора R12 изменяется скважность импульсов.
При отсутствии осциллографа работоспособность блока можно проверить и с помощью вольтметра переменного тока. Причём не подключая обмотку III При правильной работе блока с изменением сопротивления резистора R12 напряжение в точках 9-10 должно плавно меняться от 0 до 60 В.
Возможный вариант конструкции «сварочника» представлен на иллюстрации. Трансформатор Т1 закреплён, как это хорошо видно, на круглом 400-мм основании из 10-мм текстолита или 15-мм фанеры. Причём под него следует подложить два бруска из твёрдого дерева сечением 30×30 мм и длиной 350 мм — для надлежащей циркуляции воздуха, улучшения охлаждения. К основанию трансформатор крепится при помощи стяжного болта М12 соответствующей длины и такой же, как и снизу, пластины. Сверху на радиаторах размещаются тиристоры.
К основанию трансформатор крепится при помощи стяжного болта М12 соответствующей длины и такой же, как и снизу, пластины. Сверху на радиаторах размещаются тиристоры.
Ручки для переноски трансформатора изготавливаются из стальной трубы диаметром 0,5 дюйма. На них крепятся две текстолитовые пластины толщиной 5 мм. Одна из них служит для установки блока регулировки тока, потенциометра R12, а также подсоединяемого на болтах М12 сварочного кабеля. На второй пластине закреплены две скобы для намотки сетевого кабеля после окончания работы. Здесь же можно установить и автоматический выключатель, рассчитанный на ток не менее 25 А.
Впрочем, конструкция сварочного агрегата может быть и другой. Его, например, легко разместить в «целостном» корпусе (предусмотрев, соответственно, специальные вентиляционные отверстия или даже малогабаритный вентилятор для обдува). Однако как бы при этом не ухудшился тепловой режим! Ведь даже в конструкции «свободно продуваемого» трансформатора, которая изображена на рисунке, приходится после каждого часа работы предусматривать 10-минутный перерыв.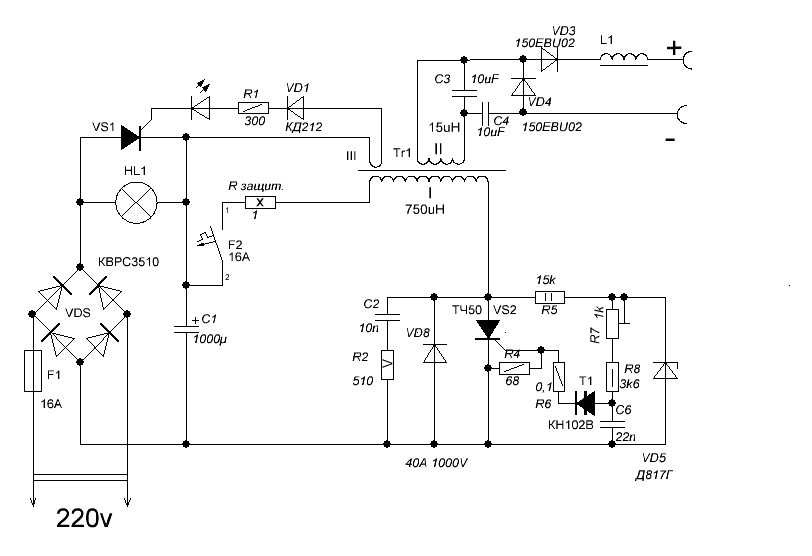
Сварку производят электродами марки Э-5РА УОНИ-13/55-2,5 УД-1. Диаметр, как уже указывалось,- от 2 до 5 мм. Вставляют нужный электрод в надёжный и удобный электрододержатель (см. описания таковых в № 11’87, 1’90, 10’94 журнала «Моделист конструктор»), включают названные выше устройства — и за дело. Естественно, с соблюдением техники безопасности.
С технологией же сварки можно ознакомиться в соответствующих пособиях.
М. Терлецкий, г. Санкт-Петербург,
МК 03 1996
инверторный, точечный, из микроволновки и другие
Сварочный аппарат является довольно востребованным устройством как среди профессионалов, так и среди домашних мастеров. Но для бытового использования порой нет смысла покупать дорогостоящий агрегат, поскольку он будет использоваться в редких случаях, например, если потребуется заварить трубу или поставить забор. Поэтому будет разумнее сделать сварочный аппарат своими руками, вложив в него минимальное количество средств.
Главной деталью любого сварочника, работающего по принципу электродуговой сварки, является трансформатор. Данную деталь можно извлечь из старой, ненужной бытовой техники и сделать из нее самодельный сварочный аппарат. Но в большинстве случаев трансформатору требуется небольшая доработка. Существует несколько способов, чтобы сделать сварочник, которые могут быть как самыми простыми, так и более сложными, требующими знания в радиоэлектронике.
Данную деталь можно извлечь из старой, ненужной бытовой техники и сделать из нее самодельный сварочный аппарат. Но в большинстве случаев трансформатору требуется небольшая доработка. Существует несколько способов, чтобы сделать сварочник, которые могут быть как самыми простыми, так и более сложными, требующими знания в радиоэлектронике.
Сварочный аппарат из микроволновки
Чтобы изготовить мини-сварочный аппарат, понадобится пара трансформаторов, снятых с ненужной микроволновой печи. Микроволновку несложно найти у друзей, знакомых, соседей и т.д. Главное, чтобы она обладала мощностью в пределах 650-800 Вт, и в ней был исправен трансформатор. Если печка будет иметь более мощный трансформатор, то и аппарат получится с более высокими показателями тока.
Итак, трансформатор, снятый с микроволновки, имеет 2 обмотки: первичную (первичку) и вторичную (вторичку).
Вторичка имеет больше витков и меньшее сечение провода. Поэтому, чтобы трансформатор стал пригодным для сварки, ее требуется убрать и заменить на проводник с большей площадью сечения. Чтобы извлечь данную обмотку из трансформатора, ее необходимо спилить с обеих сторон детали с помощью ножовки по металлу.
Чтобы извлечь данную обмотку из трансформатора, ее необходимо спилить с обеих сторон детали с помощью ножовки по металлу.
Делать это нужно с особой аккуратностью, чтобы случайно не задеть пилой первичную обмотку.
Когда катушка будет спилена, ее остатки потребуется извлечь из магнитопровода. Эта задача намного облегчится, если просверлить обмотки для снятия напряжения металла.
Далее, с помощью сверла или зубила выбейте остатки намотки.
Проделайте такие же операции и с другим трансформатором. В итоге у вас получится 2 детали, имеющие первичную обмотку на 220 В.
Важно! Не забудьте удалить токовые шунты (показаны стрелками на фото ниже). Это процентов на 30 увеличит мощность аппарата.
Для изготовления вторички потребуется приобрести 11-12 метров провода. Он должен быть многожильным и иметь сечение не менее 6 квадратов.
Чтобы сделать сварочный аппарат, для каждого трансформатора потребуется намотать по 18 витков (6 рядов в высоту и 3 слоя в толщину).
Можно оба трансформатора мотать одним проводом либо по отдельности. Во втором случае катушки должны соединяться последовательно.
Намотку следует делать очень плотной, чтобы провода не болтались. Далее, первичные обмотки нужно соединить параллельно.
Чтобы детали соединить вместе, их можно прикрутить к небольшому обрезку деревянной доски.
Если измерить напряжение на вторичке трансформатора, то в данном случае оно будет равняться 31-32 В.
Таким самодельным сварочником без труда варится металл толщиной 2 мм электродами с диаметром 2,5 мм.
Следует помнить, что варить таким самодельным аппаратом следует с перерывами на отдых, поскольку его обмотки сильно нагреваются. В среднем, после каждого использованного электрода аппарат должен остывать в течение20-30 минут.
Тонкий металл агрегатом, сделанным из микроволновки, варить не получится, так как он его будет резать.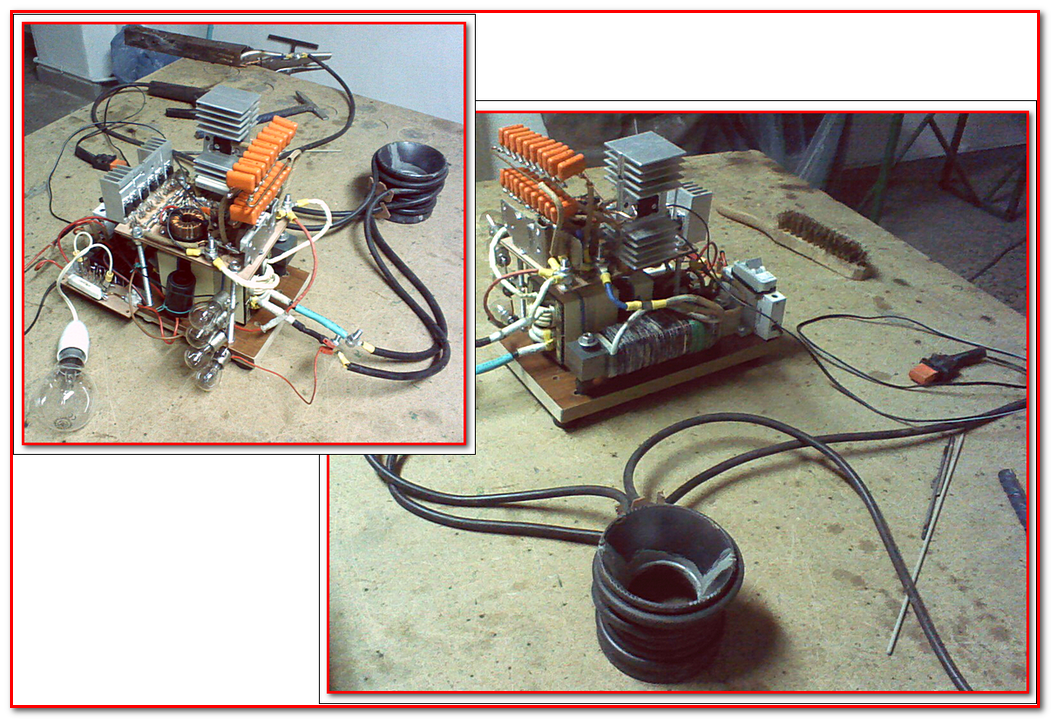 Для регулировки тока к сварочнику можно подключить балластный резистор или дроссель. Роль резистора может выполнить отрезок стальной проволоки определенной длины (подбирается экспериментально), который подсоединяется к низковольтной обмотке.
Для регулировки тока к сварочнику можно подключить балластный резистор или дроссель. Роль резистора может выполнить отрезок стальной проволоки определенной длины (подбирается экспериментально), который подсоединяется к низковольтной обмотке.
Сварочник на переменном токе
Это самый распространенный вид аппаратов для сварки металлов. Его просто изготовить в домашних условиях, и он неприхотлив в эксплуатации. Но главный недостаток аппарата – это большая масса понижающего трансформатора, который является основой агрегата.
Для домашнего использования достаточно, чтобы аппарат выдавал напряжение 60 В и мог обеспечить силу тока в 120-160 А. Поэтому для первички, к которой идет подключение бытовой сети 220 В, потребуется провод с сечением от 3 мм Из этого следует, что для вторички нужен проводник, имеющий 3 мм в диаметре. Если брать алюминиевый проводник, то расчетное сечение медного умножается на коэффициент 1,6. Для вторички потребуется медная шина с сечением не менее 25 мм2
Из этого следует, что для вторички нужен проводник, имеющий 3 мм в диаметре. Если брать алюминиевый проводник, то расчетное сечение медного умножается на коэффициент 1,6. Для вторички потребуется медная шина с сечением не менее 25 мм2
Очень важно, чтобы проводник для намотки был покрыт тряпичной изоляцией, поскольку традиционная ПВХ оболочка при нагревании плавится, что может вызвать межвитковое замыкание.
Если вы не нашли провод с необходимым сечением, то его можно изготовить самостоятельно из нескольких более тонких проводников. Но при этом значительно увеличится толщина провода и, соответственно – габариты агрегата.
Первым делом, изготавливается основа трансформатора – сердечник. Его делают из металлических пластин (трансформаторной стали). Данные пластины должны иметь толщину 0,35-0,55 мм. Шпильки, соединяющие пластины, требуется хорошо изолировать от них. Перед сборкой сердечника просчитываются его размеры, то есть размеры “окна” и площадь сечения сердечника, так называемого “керна”. Для расчета площади используют формулу: S см2 = a х b (см. рис. ниже).
Для расчета площади используют формулу: S см2 = a х b (см. рис. ниже).
Но из практики известно, что если сделать сердечник с площадью меньшей 30 см2, то таким аппаратом будет сложно получить качественный шов из-за недостатка запаса мощности. Да и нагреваться он будет очень быстро. Поэтому сечение сердцевины должно быть не менее 50 см2. Несмотря на то, что увеличится масса агрегата, он станет более надежным.
Для сборки сердечника лучше использовать Г-образные пластины и размещать их так, как показано на следующем рисунке, пока толщина детали не достигнет необходимого значения.
Пластины по окончанию сборки необходимо скрепить (по углам) с помощью болтов, после чего зачистить напильником и заизолировать тканевой изоляцией.
Теперь можно начать намотку трансформатора.
- В первую очередь, следует намотать первичку. Для ее изготовления потребуется сделать 215 витков.
- Рекомендуется на 165 и 190 витке сделать ответвление.
 Чтобы это сделать, необходимо в верхней части трансформатора прикрепить пластину из текстолита. Все ответвления закрепляются на ней с помощью болтов. Но возле них следует ставить маркировку. Например, возле первого провода следует написать “Общий”, возле 2-го отвода – “165 виток”, возле 3-го – “190 виток” и возле 4-го – “215 виток”. В дальнейшем это позволит регулировать силу тока. Если требуется повысить силу тока, то выбирается обмотка с меньшим количеством витков, и наоборот.
Чтобы это сделать, необходимо в верхней части трансформатора прикрепить пластину из текстолита. Все ответвления закрепляются на ней с помощью болтов. Но возле них следует ставить маркировку. Например, возле первого провода следует написать “Общий”, возле 2-го отвода – “165 виток”, возле 3-го – “190 виток” и возле 4-го – “215 виток”. В дальнейшем это позволит регулировать силу тока. Если требуется повысить силу тока, то выбирается обмотка с меньшим количеством витков, и наоборот. - Далее, делается вторичная обмотка, состоящая из 70-ти витков.
 Чтобы это сделать, необходимо в верхней части трансформатора прикрепить пластину из текстолита. Все ответвления закрепляются на ней с помощью болтов. Но возле них следует ставить маркировку. Например, возле первого провода следует написать “Общий”, возле 2-го отвода – “165 виток”, возле 3-го – “190 виток” и возле 4-го – “215 виток”. В дальнейшем это позволит регулировать силу тока. Если требуется повысить силу тока, то выбирается обмотка с меньшим количеством витков, и наоборот.
Чтобы это сделать, необходимо в верхней части трансформатора прикрепить пластину из текстолита. Все ответвления закрепляются на ней с помощью болтов. Но возле них следует ставить маркировку. Например, возле первого провода следует написать “Общий”, возле 2-го отвода – “165 виток”, возле 3-го – “190 виток” и возле 4-го – “215 виток”. В дальнейшем это позволит регулировать силу тока. Если требуется повысить силу тока, то выбирается обмотка с меньшим количеством витков, и наоборот.Следует учитывать один нюанс: соотношение витков на сердечнике должно быть 40% к 60%. Это значит, что на стороне, где размещена первичка, должно быть меньшее количество витков вторички. Благодаря этому при начале сварки обмотка, имеющая больше витков, частично отключится из-за возникновения вихревых токов. При этом повысится сила тока, что положительным образом скажется на качестве шва.
Когда намотка трансформатора будет завершена, сетевой кабель подключается к общему проводу и к ответвлению 215 витка. Сварочные кабели подключаются к вторичной обмотке. После этого контактный сварочный аппарат готов к работе.
Сварочные кабели подключаются к вторичной обмотке. После этого контактный сварочный аппарат готов к работе.
Аппарат на постоянном токе
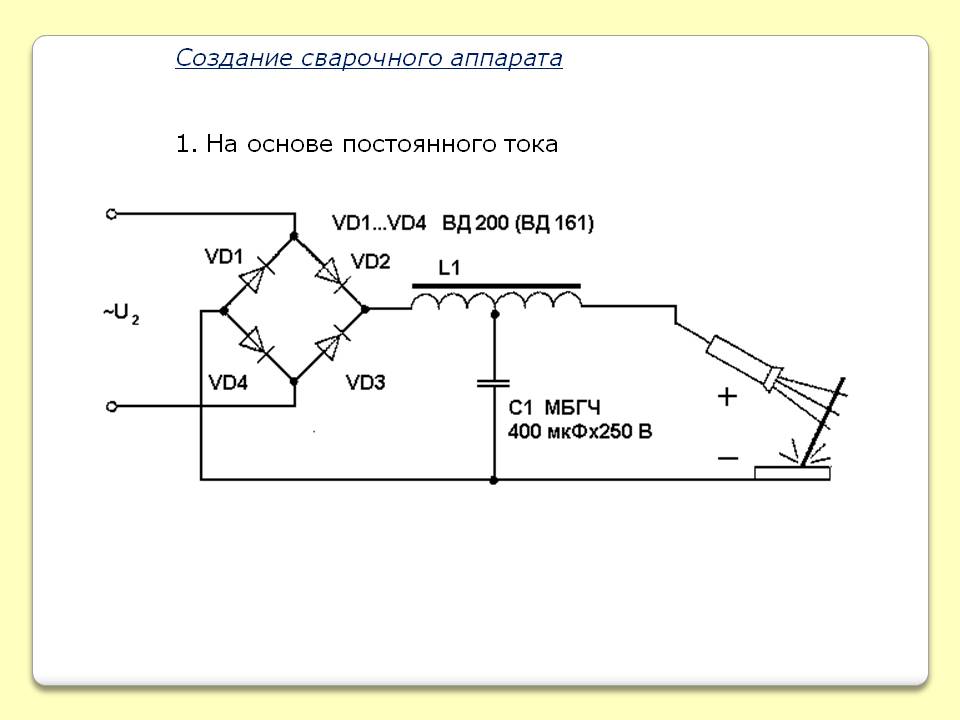
Чтобы варить чугун или нержавейку, требуется аппарат постоянного тока. Его можно сделать из обычного трансформаторного агрегата, если к его вторичной обмотке подсоединить выпрямитель. Ниже приведена схема сварочного аппарата с диодным мостом.
Схема сварочного аппарата с диодным мостом
Выпрямитель собирается на диодах Д161, способных выдерживать 200А. Они обязательно должны быть установлены на радиаторах. Также для выравнивания пульсации тока потребуется 2 конденсатора (С1 и С2) на 50 В и 1500 мкФ. Данная электросхема также имеет регулятор тока, роль которого выполняет дроссель L1. К контактам Х5 и Х4 подсоединяются сварочные кабели (прямой или обратной полярностью), в зависимости от толщины соединяемого металла.
Инвертор из блока питания компьютера
Сварочный аппарат из блока питания компьютера сделать невозможно.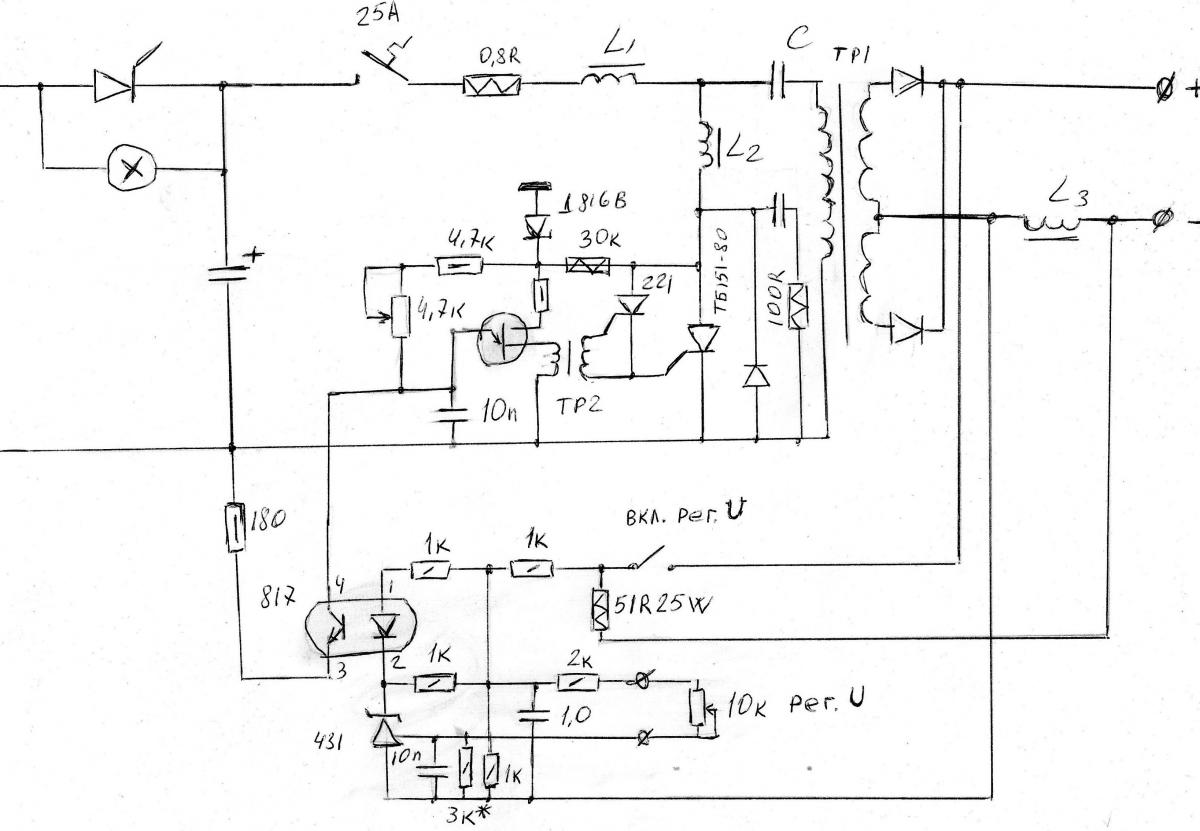 Но использовать его корпус и некоторые детали, а также вентилятор вполне реально. Итак, если сделать инвертор своими руками, то его легко можно разместить в корпусе БП от компьютера. Все транзисторы (IRG4PC50U) и диоды (КД2997А) необходимо устанавливать на радиаторы без использования прокладок. Для охлаждения деталей желательно использовать мощный вентилятор, такой как Thermaltake A2016. Несмотря на свои небольшие размеры (80 х 80 мм), кулер способен развивать 4800 об/мин. Также вентилятор имеет встроенный регулятор оборотов. Последние регулируются с помощью термопары, которую нужно закрепить на радиаторе с установленными диодами.
Но использовать его корпус и некоторые детали, а также вентилятор вполне реально. Итак, если сделать инвертор своими руками, то его легко можно разместить в корпусе БП от компьютера. Все транзисторы (IRG4PC50U) и диоды (КД2997А) необходимо устанавливать на радиаторы без использования прокладок. Для охлаждения деталей желательно использовать мощный вентилятор, такой как Thermaltake A2016. Несмотря на свои небольшие размеры (80 х 80 мм), кулер способен развивать 4800 об/мин. Также вентилятор имеет встроенный регулятор оборотов. Последние регулируются с помощью термопары, которую нужно закрепить на радиаторе с установленными диодами.
Совет! В корпусе БП рекомендуется просверлить несколько дополнительных отверстий для лучшей вентиляции и отведения тепла. Защита от перегрева, установленная на радиаторах транзисторов, настроена на срабатывание при температуре 70-72 градуса.
Ниже приведена принципиальная электрическая схема сварочного инвертора (в большом разрешении), по которой можно сделать аппарат, помещающийся в корпусе БП.
Далее приведены схемы, для производства печатных плат, которые нужны, чтобы сделать инвертор.
На следующих фото показано, из каких комплектующих состоит самодельный инверторный сварочный аппарат, и как он выглядит после сборки.
Сварочник из электромотора
Чтобы изготовить простой сварочный аппарат из статора электродвигателя, необходимо подобрать сам мотор, отвечающий определенным требованиям, а именно, чтобы его мощность была от 7 до 15 кВт.
Совет! Лучше всего использовать двигатель серии 2А, поскольку в нем будет большое окно магнитопровода.
Раздобыть нужный статор можно в местах, где принимают металлолом. Как правило, он будет очищен от проводов и после пары ударов кувалдой раскалывается. Но если корпус изготовлен из алюминия, то чтобы извлечь из него магнитопровод, потребуется отжечь статор.
Подготовка к работе
Поставьте статор отверстием вверх и подложите под деталь кирпичи.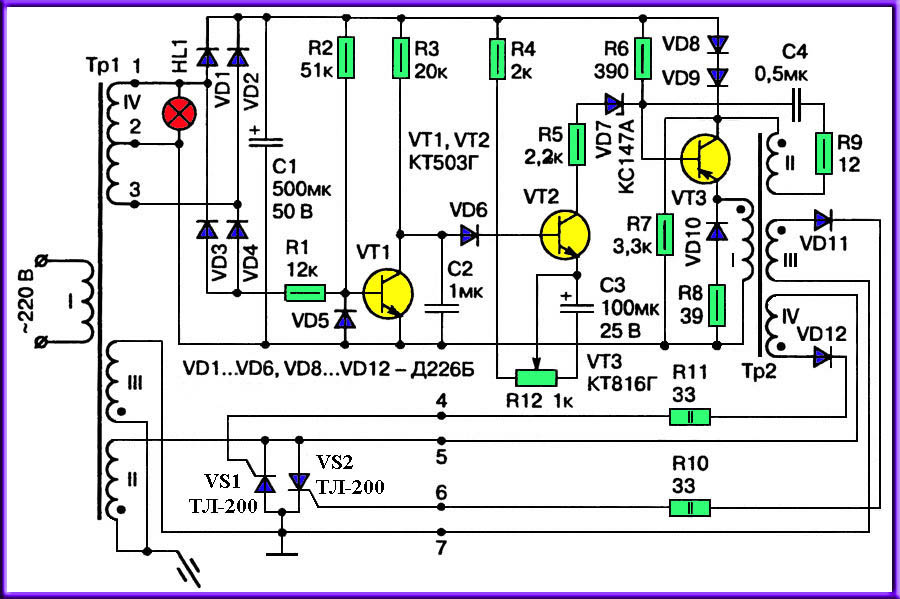 Далее, сложите внутрь дрова и подожгите их. После пары часов прожарки магнитопровод легко отделится от корпуса. Если в корпусе имеются провода, то их также после термообработки можно вынуть из пазов. В результате вы получите магнитопровод, очищенный от ненужных элементов.
Далее, сложите внутрь дрова и подожгите их. После пары часов прожарки магнитопровод легко отделится от корпуса. Если в корпусе имеются провода, то их также после термообработки можно вынуть из пазов. В результате вы получите магнитопровод, очищенный от ненужных элементов.
Данную болванку следует хорошо пропитать масляным лаком и дать ей просохнуть. Для ускорения процесса можно использовать тепловую пушку. Пропитка лаком делается для того, чтобы после снятия стяжек не произошло рассыпание пакета.
Когда болванка полностью высохнет, используя болгарку, удалите стяжки, распложенные на ней. Если стяжки не удалить, они будут выполнять роль короткозамкнутых витков и забирать мощность трансформатора, а также вызывать его нагрев.
После очистки магнитопровода от ненужных частей потребуется изготовить две торцевые накладки (см. рисунок ниже).
Материалом для их изготовления может послужить либо картон, либо прессшпан. Также нужно изготовить из данных материалов две гильзы. Одна будет внутренней, а вторая – наружной. Далее, нужно:
Одна будет внутренней, а вторая – наружной. Далее, нужно:
- установить на болванке обе торцевые накладки;
- затем вставить (одеть) цилиндры;
- все эту конструкцию обмотать киперной или стеклолентой;
- пропитать получившуюся деталь лаком и высушить.
Изготовление трансформатора
После проведения вышеописанных действий из магнитопровода можно будет изготовить сварочный трансформатор. Для этих целей понадобится провод, покрытый тканевой либо стеклоэмалевой изоляцией. Чтобы намотать первичную обмотку, потребуется провод диаметром 2-2,5 мм. На вторичную обмотку потребуется около 60 метров медной шины (8 х 4 мм).
Совет! Чтобы правильно рассчитать количество витков, необходимо иметь трансформатор на 12 В и амперметр, которым можно измерять переменный ток до 5 А.
Итак, расчеты делаются следующим образом.
- На сердечник следует намотать 20 витков провода, имеющего диаметр не ниже 1,5 мм, после чего, нужно подать на него напряжения 12 В.
- Измерьте ток, протекающий в данной обмотке. Значение должно быть около 2 А. Если получилось значение больше требуемого, то количество витков нужно увеличить, если значение меньше 2А, то уменьшить.
- Подсчитайте количество получившихся витков и разделите его на 12. В результате вы получите значение, которое указывает, сколько нужно витков на 1 В напряжения.
Для первичной обмотки подойдет проводник диаметром 2,36 мм, который требуется сложить вдвое. В принципе, можно взять любой провод с диаметром 1,5-2,5 мм. Но прежде нужно просчитать сечение проводников в витке. Сначала нужно намотать первичную обмотку (на 220 В), а затем – вторичную. Ее провод должен быть изолированным по всей длине.
Если во вторичной обмотке сделать отвод на участке, где получается 13 В, и поставить диодный мост, то данный трансформатор можно использовать вместо аккумулятора, если требуется завести автомобиль. Для сварки напряжение на вторичной обмотке должно быть в пределах 60-70 В, что позволит использовать электроды диаметром от 3 до 5 мм.
Если вы уложили обе обмотки, и в этой конструкции осталось свободное место, то можно добавить 4 витка шины из меди (40 х 5 мм). В данном случае вы получите обмотку для точечной сварки, которая позволит соединять листовой металл толщиной до 1,5 мм.
Для изготовления корпуса использовать металл не рекомендуется. Лучше его сделать из текстолита или пластика. В местах крепления катушки к корпусу нужно проложить резиновые прокладки для уменьшения вибрации и лучшей изоляции от токопроводящих материалов.
Самодельный аппарат точечной сварки
Готовый аппарат для точечной сварки имеет достаточно высокую цену, которая не оправдывает его внутреннюю “начинку”. Устроен он очень просто, и сделать его самому не составит большого труда.
Чтобы самостоятельно изготовить точечный сварочный аппарат, потребуется один трансформатор от микроволновки мощностью 700-800 Вт. С него нужно убрать вторичную обмотку способом, описанным выше, в разделе, где рассматривалось изготовление сварочного аппарата из микроволновки.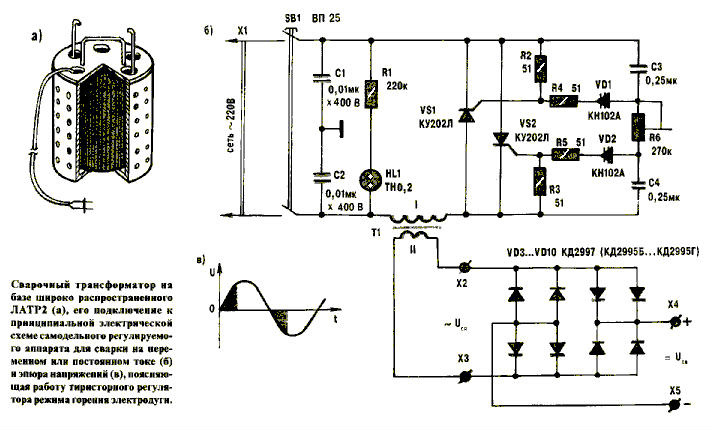
Аппарат для точечной сварки делается следующим способом.
- Сделайте 2-3 витка внутри манитопровода кабелем с диаметром проводника не менее 1 см. Это будет вторичная обмотка, позволяющая получить ток в 1000 А.
- На концах кабеля рекомендуется установить медные наконечники.
- Если подключить к первичной обмотке 220 В, то на вторичной обмотке мы получим напряжение 2 В с силой тока около 800 А. Этого будет достаточно, чтобы за несколько секунд расплавить обычный гвоздь.
- Далее, следует сделать корпус для аппарата. Для основания хорошо подойдет деревянная доска, из которой следует изготовить несколько элементов, как показано на следующем рисунке. Размеры всех деталей могут быть произвольными и зависят от габаритов трансформатора.
- Чтобы придать корпусу более эстетичный вид, острые углы можно убрать с помощью ручного фрезера с установленной на него кромочной калевочной фрезой.
- На одной части сварочных клещей необходимо вырезать небольшой клин. Благодаря ему клещи смогут подниматься выше.
- Вырежьте на задней стенке корпуса отверстия под выключатель и сетевой провод.
- Когда все детали будут готовы и отшлифованы, их можно покрасить черной краской или покрыть лаком.
- От ненужной микроволновки потребуется отсоединить сетевой кабель и концевой выключатель. Также потребуется металлическая дверная ручка.
- Если у вас дома не завалялся выключатель и медный прут, а также медные зажимы, то данные детали необходимо приобрести.
- От медной проволоки отрежьте 2 небольших прутка, которые будут выполнять роль электродов, и закрепите их в зажимах.
- Прикрутите выключатель к задней стенке корпуса аппарата.
- Прикрутите к основанию заднюю стенку и 2 стойки, как показано на следующих фото.
- Закрепите на основании трансформатор.
- Далее, один сетевой провод подсоединяется к первичной обмотке трансформатора. Второй сетевой провод подсоединяется к первой клемме выключателя. Затем нужно прикрепить провод ко второй клемме выключателя и подсоединить его к другому выводу первички. Но на этом проводе следует сделать разрыв и установить в него прерыватель, снятый из микроволновки. Он будет выполнять роль кнопки включения сварки. Данные провода должны быть достаточной длины, чтобы ее хватило для размещения прерывателя на конце клещей.
- Закрепите на стойках и задней стенке крышку аппарата с установленной ручкой.
- Закрепите боковые стенки корпуса.
- Теперь можно устанавливать сварочные клещи. Сначала просверлите на их концах по отверстию, в которые будут вкручиваться шурупы.
- Далее, закрепите на конце выключатель.
- Вставьте клещи в корпус, предварительно положив между ними для выравнивания квадратный брусок. Просверлите в клещах сквозь боковые стенки отверстия и вставьте в них длинные гвозди, которые будут служить в качестве осей.
- На концах клещей закрепите медные электроды и выровняйте их так, чтобы концы стержней были друг напротив друга.
- Чтобы верхний электрод поднимался автоматически, вкрутите 2 шурупа и закрепите на них резинку, как показано на следующих фото.
- Включите агрегат, соедините электроды и нажмите кнопку пуска. Вы должны увидеть электрический разряд между медными стержнями.
- Для проверки работы агрегата можно взять металлические шайбы и сварить их.
 Благодаря ему клещи смогут подниматься выше.
Благодаря ему клещи смогут подниматься выше. Второй сетевой провод подсоединяется к первой клемме выключателя. Затем нужно прикрепить провод ко второй клемме выключателя и подсоединить его к другому выводу первички. Но на этом проводе следует сделать разрыв и установить в него прерыватель, снятый из микроволновки. Он будет выполнять роль кнопки включения сварки. Данные провода должны быть достаточной длины, чтобы ее хватило для размещения прерывателя на конце клещей.
Второй сетевой провод подсоединяется к первой клемме выключателя. Затем нужно прикрепить провод ко второй клемме выключателя и подсоединить его к другому выводу первички. Но на этом проводе следует сделать разрыв и установить в него прерыватель, снятый из микроволновки. Он будет выполнять роль кнопки включения сварки. Данные провода должны быть достаточной длины, чтобы ее хватило для размещения прерывателя на конце клещей.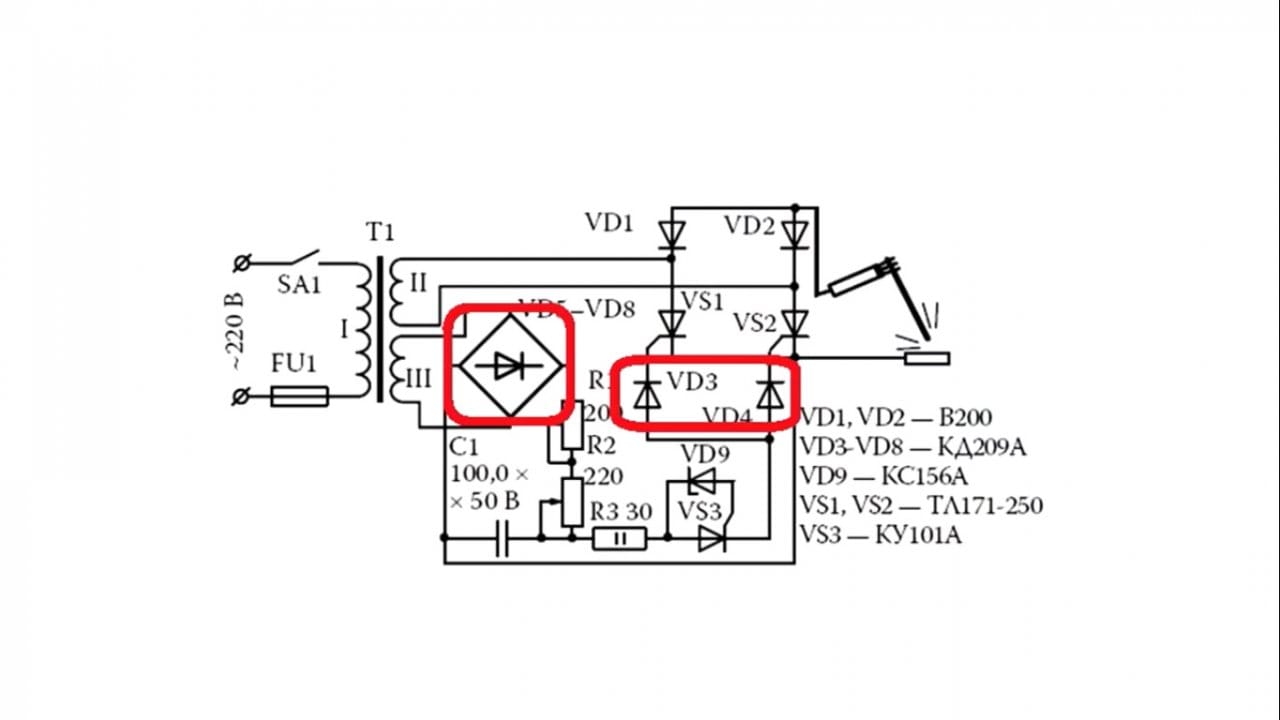
В данном случае результат оказался положительным. Поэтому создание точечного сварочного аппарата можно считать оконченным.
Простой регулятор сварочного тока
Каждый, не имеющий сварочного аппарата, мечтает его приобрести. Каждый, имеющий сварочный аппарат мечтает, чтобы он варил … ну, как на заводе (фабрике и т. п.). Увы, наша домашняя (гаражная) однофазная электрическая сеть заметно отличается от промышленной — трехфазной, да и конструкции домашних сварочников тоже далеки от совершенства. Поэтому чаще всего мы варим переменным током с использованием соответствующих электродов. Некоторые энтузиасты (в т.ч. и я когда-то) ставят на выход сварочного трансформатора выпрямитель, но и в этом случае электродами, рассчитанными на постоянный ток, варить невозможно, ток ведь получается не постоянный, а пульсирующий. Сгладить пульсации теоретически несложно, ставь себе дроссель или конденсатор побольше, но, увы, пульсации таким способом можно фильтровать до определенного предела. Слишком большая индуктивность дросселя приводит к плохому зажиганию дуги и прилипанию электрода, а большая емкость конденсаторов фильтра вызывает маленький «взрыв» при начальном замыкании электрода на свариваемую деталь. Плюс еще одна проблема бытовых сварочных аппаратов — большой ток короткого замыкания, что приводит к перегрузке питающей сети, сильному падению напряжения и … жалобам соседей по улице (гаражу).
п.). Увы, наша домашняя (гаражная) однофазная электрическая сеть заметно отличается от промышленной — трехфазной, да и конструкции домашних сварочников тоже далеки от совершенства. Поэтому чаще всего мы варим переменным током с использованием соответствующих электродов. Некоторые энтузиасты (в т.ч. и я когда-то) ставят на выход сварочного трансформатора выпрямитель, но и в этом случае электродами, рассчитанными на постоянный ток, варить невозможно, ток ведь получается не постоянный, а пульсирующий. Сгладить пульсации теоретически несложно, ставь себе дроссель или конденсатор побольше, но, увы, пульсации таким способом можно фильтровать до определенного предела. Слишком большая индуктивность дросселя приводит к плохому зажиганию дуги и прилипанию электрода, а большая емкость конденсаторов фильтра вызывает маленький «взрыв» при начальном замыкании электрода на свариваемую деталь. Плюс еще одна проблема бытовых сварочных аппаратов — большой ток короткого замыкания, что приводит к перегрузке питающей сети, сильному падению напряжения и … жалобам соседей по улице (гаражу).
Итак, перечень проблем, требующих решения, определен. Далее переходим к описанию приставки к сварочному трансформатору, разработанной и изготовленной автором. Приставка выполняет следующие функции: сглаживание пульсаций постоянного тока; электронная бесступенчатая регулировка тока сварки; ограничение тока короткого замыкания.
Приставка подключается к выходу выпрямителя сварочного трансформатора с напряжением на вторичной обмотке 43 В (без нагрузки).
Основные характеристики:
— напряжение холостого хода — 60 В
— максимальный сварочный ток — 120 А
— пределы регулирования тока — 15 A … 120 А
— ток к.з. при токе сварки — 100 А … 130 А Конструктивно приставка разделена на силовую часть и блок управления (БУ).
Рис.1. Принципиальная схема блока управления
БУ (см. схему 1) состоит из задающего генератора на микросхеме DD1, усилителя сигнала датчика тока ДТ на транзисторах VT1, VT2 и формирователя импульсов управления (DD2, VT3).

Задающий генератор выдает импульсы частотой 20 кГц, которые поступают на запускающий вход одновибратора DD2. Длительность импульсов, формируемых одновибратором, зависит от тока в цепи заряда конденсатора С4. Максимальная ширина импульса (при полностью запертом транзисторе VT2) определяется суммой сопротивлений R8 и R9. При открытии VT2 ширина выходного импульса одновибратора уменьшается. Диапазон изменения длительности импульса от 45 до 0,5 мкс. Транзистором VT2 управляет усилитель на VT1, на затвор которого поступает сигнал с датчика тока ДТ. При увеличении сварочного тока возрастает напряжение ДТ, что приводит к увеличению тока стока VT1, приоткрывается транзистор VT2, увеличивается ток заряда конденсатора С4 и уменьшается ширина импульса на выходе DD2, что приводит к снижению тока на выходе регулятора.
Крутизну характеристики усилителя на VT1, VT2 регулирует потенциометр R5 — регулятор сварочного тока. Диод VD1 на входе определяет пороговый уровень напряжения, с которого начинается ограничение тока сварки.
 Для обеспечения стабильной работы конденсаторы С1 и С4 должны иметь минимальный ТКЕ. Транзистор VT2 должен иметь коэффициент усиления по току не менее 200.
Для обеспечения стабильной работы конденсаторы С1 и С4 должны иметь минимальный ТКЕ. Транзистор VT2 должен иметь коэффициент усиления по току не менее 200.Рис.2. Принципиальная схема силовой части
Силовая часть (см. схему 2) представляет собой ключевой регулятор с широтно-импульсным управлением. Входной фильтр имеет емкость 35 тыс. мкф (работает и с 20 тыс. мкф, но пульсации выше при сварке большими токами). Транзисторы второго и третьего каскадов включены параллельно. В эмиттерные цепи VT 2,VT3 включены выравнивающие резисторы (5 см проволоки из нихрома ф1,2 мм), в эмиттерах VT4 … VT23 то же, но длина 10 см. Резистор R3 — из двух по 27 ом параллельно (МЛТ-0,5), R4 — из четырех по 10 ом (МЛТ-2). Транзисторы VT2 … VT23 установлены на двух радиаторах (алюминиевые пластины общей площадью около 900 см2). Диоды VD1 …VD6 установлены на ребристом радиаторе (300 см2). Для обдува применяется вентилятор от блока питания компьютера (12 В, 0,1А). Дроссель намотан жгутом из 16 проводов ф1 мм, 9 витков на двойном сердечнике от ТВС-110 (ч/б телевизоры).
 Сердечники сложены параллельно, между половинками зазор 2,5 мм (прокладки из стеклотекстолита). Датчиком тока служит шунт, изготовленный из нихрома (длина около 130 мм, сечение 20 мм2). Сигнал с шунта поступает на вход БУ а также через добавочный резистор R5 на измерительный прибор — указатель тока сварки. С3 — три конденсатора по 8,2 мкф, на 63 В, типа К73-16. С2 — К50-24, К50-29 или импортные.
Сердечники сложены параллельно, между половинками зазор 2,5 мм (прокладки из стеклотекстолита). Датчиком тока служит шунт, изготовленный из нихрома (длина около 130 мм, сечение 20 мм2). Сигнал с шунта поступает на вход БУ а также через добавочный резистор R5 на измерительный прибор — указатель тока сварки. С3 — три конденсатора по 8,2 мкф, на 63 В, типа К73-16. С2 — К50-24, К50-29 или импортные. НАЛАДКА блока управления:
Проверяют частоту импульсов на выводе 3 микросхемы DD1. Замыкают вход ДТ на массу, ставят резистор R5 в положение минимального тока (движок внизу), R8 — в среднее положение. Резистором R6 устанавливают на выходе 6 микросхемы DD2 длительность импульса 10 мкс. Переводят R5 в положение максимального тока (верхнее по схеме). Резистором R8 устанавливают длительность импульса на выходе 6 DD2 45 мкс. Проверяют работу БУ. При подаче на вход ДТ напряжения от 0 до 1 В ширина импульса на выходе должна изменяться от 45 до 0,5 мкс.
СИЛОВАЯ часть наладки не требует.
Схему разработал Олег Петров
Кроме статьи «Простой регулятор сварочного тока» смотрите также:
Сварочный аппарат своими руками: расчёт и последовательность сборки
Современному человеку тяжело представить себе создание и возведение металлических конструкций без использования сварки. Данный метод позволяет качественно и надежно соединять между собой металлические детали.
В результате технология сварки получила широкое распространение и в промышленности, и в быту. Сердцем сварочного аппарата является трансформатор. Его задача заключается в преобразовании электричества сети до необходимого значения.
Роль трансформатора в сварке
Сварочные трансформаторы переменного тока используются в ручной дуговой сварке с применением штучных электродов, в механизированной сварке с использованием флюса и в аргонодуговой для соединения деталей из алюминиевых сплавов.
Назначение сварочного трансформатора заключается в формировании необходимого для сварки значения напряжения, определенных постоянных внешних характеристик и в регулировке сварочного тока.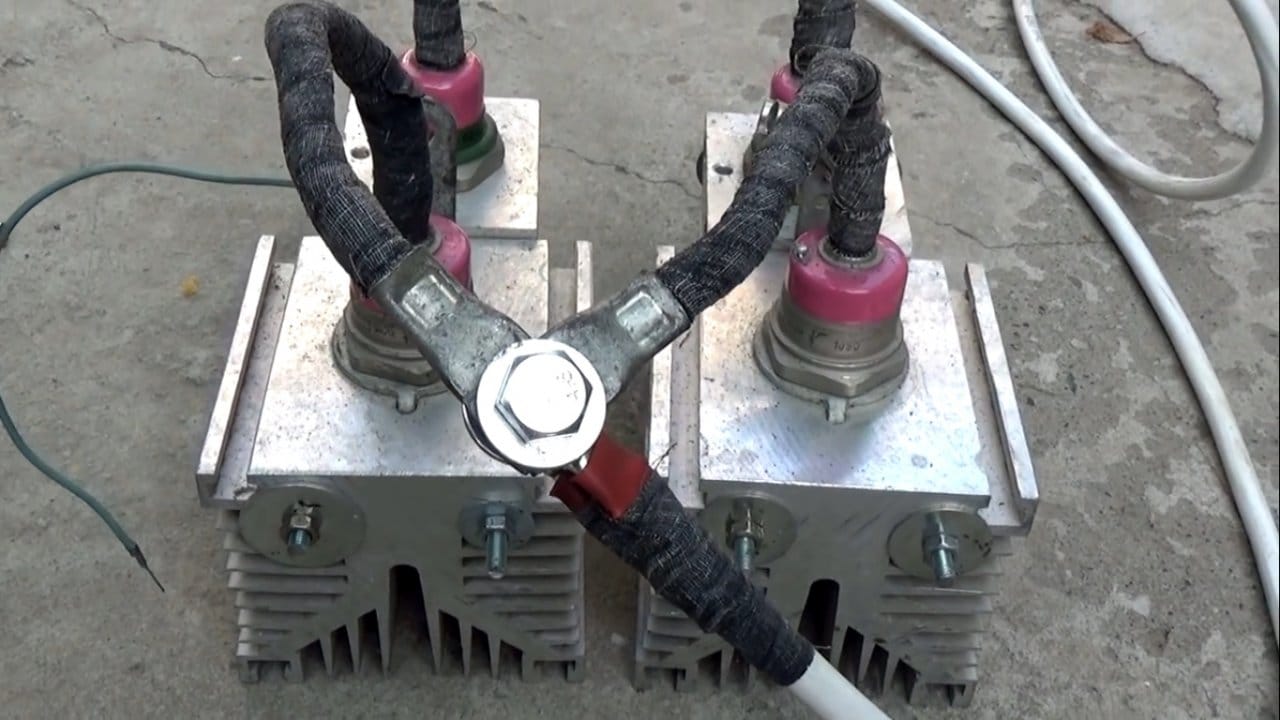
Требования, предъявляемые к внешним параметрам, определяются на основе таких показателей:
- тип электрода – это может быть плавящийся или неплавящийся стержень;
- характер рабочей среды – открытая дуга, дуга под флюсом, в защитном газе;
- степень автоматизации сварочного процесса – ручная, автоматическая, полуавтоматическая;
- способ регулирования механизма горения – саморегулирование, автоматическое.
Ручная дуговая сварка стержнями с покрытием, аргонодуговая с неплавящимся вольфрамовым электродом, механизированная под флюсом на автоматах с контролем скорости подачи присадочной проволоки в зависимости от величины напряжения дуги – методы соединения металлических деталей, в которых применяется падающая вольтамперная характеристика.
Виды сварочных трансформаторов.
Падающая вольтамперная характеристика подразумевает работу аппарата в режиме регулятора сварочного тока. Исходя из технологических и экономических соображений используется плавно-ступенчатое регулирование.
Такой тип управления предполагает две и более ступени регулирования, сочетающиеся с плавным изменением величины тока в каждой ступени.
Жесткая вольтамперная характеристика используется в автоматической сварке под флюсом при постоянной скорости подачи присадочной проволоки, независимо от напряжения дуги.
Источник питания в таком случае работает в качестве регулятора напряжения.
Изменение величины напряжения может быть:
- плавным;
- ступенчатым;
- смешанным.
Величина сварочного тока зависит от скорости, с которой подается электродная проволока. Источник питания, в свою очередь, устанавливает напряжение дуги и обеспечивает саморегулирование ее длины.
В зависимости от количества фаз выделяют:
- Однофазный сварочный трансформатор – модель, работающая только при напряжении 220 В. Предназначен для бытовых нужд.
- Трехфазный трансформатор – работает при напряжении сети 380 В. Такие модели способны обеспечить на выходе большую силу тока, что делает возможным соединение металлических деталей большой толщины.

Сварочный аппарат: дуговая характеристика
Дуга — электроразряд, протекающий несколько минут между электродом (плюсовым или фазным выводом) и массой (вывод минусовой). Помещенный в эту зону металл разогревается и плавится. При возникновении дуги возникает пробой газа межэлектронной области, а при стабилизации дугового процесса появится проводимость ионов. Стабилизатором нормальной дуги считается верхний слой электрода, так называемая обмазка, улетучивающаяся при сварке.
В процессе соединения металлов электродом, под воздействием высоких температур, осуществляется непосредственное расплавление металла с последующим формированием капли, а затем ее перенос с электрода на конструкцию. Возникновение, формирование и диаметр капель, а также скорость их появления, в основном зависят от длины электродуги, параметров электрода и силы тока.
Если система работает нормально, металл наваривается ровно, а дуга стабильна, то все выполнено прекрасно. Если нет, то ВАХ системы жесткая.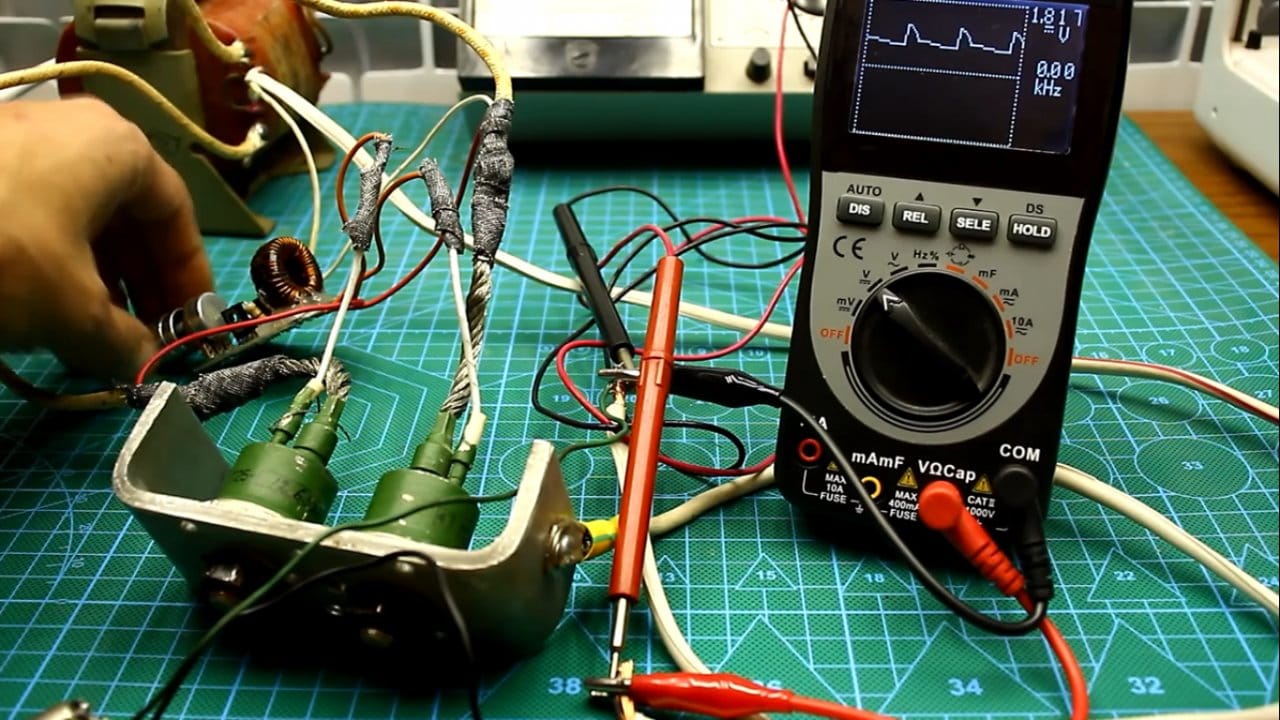 Это исправляется включением балластного резистора номиналом меньше 1 Ом (часть проволоки нихромовой). Такой резистор ограничит I max трансформатора (ток максимальный) и выправит его ВА характеристику.
Это исправляется включением балластного резистора номиналом меньше 1 Ом (часть проволоки нихромовой). Такой резистор ограничит I max трансформатора (ток максимальный) и выправит его ВА характеристику.
Так возможно получить хорошие результаты протекания нормальной дуги при ручной сварке. Улучшения крутизны ВА характеристики можно добиться, увеличив холостой ход (выходное напряжение) за счет снижения КПД системы.
Устройство трансформатора
Данное устройство является основным прибором, обеспечивающим питание сварочного процесса. Обычно в нем используется понижающий принцип действия. Это связано с тем, что напряжение сети слишком велико и его необходимо понизить до нужной величины.
Естественно, каждый процесс сваривания в зависимости от особенностей материалов требует определенные параметры трансформатора. В результате это отображается в принципе действия и особенностях конструкции трансформатора.
Изменения касаются регулировки параметров.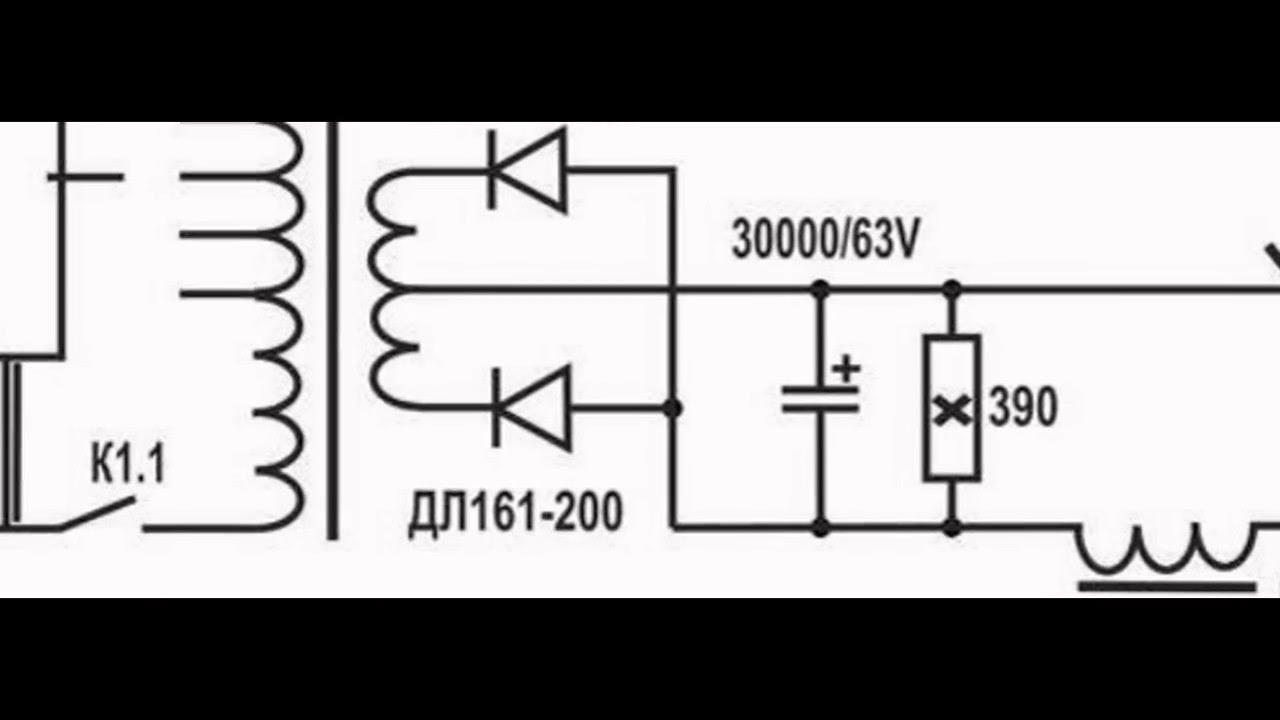 В каждом конкретном случае требуется определенный подход. Например, работа с тонкими металлическими изделиями предполагает точную настройку параметров, чтобы исключить возможность перепалить детали.
В каждом конкретном случае требуется определенный подход. Например, работа с тонкими металлическими изделиями предполагает точную настройку параметров, чтобы исключить возможность перепалить детали.
Многие модели характеризуются практически одинаковым набором функций и состоят из одних и тех же узлов, а главное отличие между ними заключается в размерах.
В результате становится возможным изготовление однотипных приборов, имеющих различные диапазоны регулировки по максимальному току и напряжению, что, в свою очередь, будет определять и диаметры электродов, с которыми можно работать.
Также в трансформаторе может находиться и выпрямитель. Его главной задачей является преобразование переменного тока сети в постоянный. В результате сварку можно будет выполнять более качественно. В таком случае схема устройства будет включать еще один элемент.
В других случаях устройство трансформаторов может существенно отличаться из-за принципа регулировки напряжения, несмотря на выполнение одних и тех же функций их строение различно.
Устройство сварочного трансформатора.
Существует несколько основных вариантов регулировки:
- изменением расстояния между первичной и вторичной обмоткой;
- за счет подвижного шунта, изменяющего расстояние зазора;
- благодаря секционной обмотке.
Что касается простых пользователей, то для них, вне зависимости от варианта устройства, все сводится к простому повороту ручки.
Кроме перечисленных выше особенностей устройства данного прибора, в нем могут быть реализованы и дополнительные элементы, такие как: вентиляция, система автоотключения, средства для перемещения и транспортировки. Тем не менее указанные элементы влияют на комфорт использования прибора, а не на его принцип работы.
Чтобы лучше понять устройство сварочного трансформатора, его лучше рассматривать на примере конкретной модели. Одним из вариантов является сварочный трансформатор ТДМ, выпускаемый в широком модельном ряду.
Данное оборудование применяется для понижения напряжения сети до необходимого значения.
 Конечно же, для различных режимов и холостого хода необходимо различное напряжение, в связи с чем в этом аппарате имеется возможность регулировки параметров, что позволяет добиться нужных характеристик.
Конечно же, для различных режимов и холостого хода необходимо различное напряжение, в связи с чем в этом аппарате имеется возможность регулировки параметров, что позволяет добиться нужных характеристик.Устройство и обслуживание сварочного трансформатора ТДМ такое же, как и у многих других моделей. По сути данный аппарат является регулируемым источником питания сварочного процесса.
Он позволяет осуществлять сварку тонкого металла и более толстых деталей, в зависимости от параметров техники и режимов. Данный аппарат может быть классифицирован по следующим признакам.
Тип подключения:
- возможность подключения к обычной бытовой сети с обыкновенной розеткой, что делает возможным его использование в домашних условиях;
- трехфазные аппараты являются более сложными в подключении и применяются в основном в промышленных целях, кроме того такие устройства отличаются более высокой мощностью.
Первичная и вторичная обмотка трансформатора.
В зависимости от назначения выделяют:
- бытовые аппараты, предназначенные для простых вариантов ручной дуговой сварки, осуществляемой обыкновенными электродами с покрытием;
- промышленные – устройства способные питать сразу несколько рабочих мест одновременно.
Кроме того, существуют и отличия в принципе регулировки напряжения. Выделяют устройства с нормальным рассеиванием магнитного поля, обычно это тиристорные трансформаторы. Такие аппараты применяются в сварке с использованием флюса.
С увеличенным рассеянием существует большее количество моделей, к которым относятся аппараты с подвижным шунтом, подвижной катушкой, а также устройства с секционной обмоткой.
Обычно трансформатор переменного тока имеет следующее устройство:
- первичная обмотка, на которую подается ток из сети;
- вторичная обмотка;
- подвижный элемент замкнутого магнитопровода;
- система подвеса аппарата;
- движущийся винт, позволяющий регулировать воздушный зазор между обмотками;
- рукоять винта управления.

Естественно, приведенное выше устройство не является единственным вариантом исполнения. Это всего лишь один из наиболее распространенных и популярных вариантов трансформатора с подвижными обмотками.
Если необходимо сделать самодельный сварочный трансформатор, тогда нужно, чтобы в нем были реализованы следующие элементы:
- Центральная часть – магнитопровод, изготавливаемый из нескольких пластин, гальванически разъединенных между собой. Самодельные сердечники делают из электротехнической стали, которую можно взять из «донорской» техники.
- Обмотки из изолированного провода размещаются на сердечнике. Длина провода, его сечение и количество витков непосредственно влияет на характеристики аппарата.
- Регулировку тока можно осуществлять, используя различные решения, приведенные ранее. Речь идет про подвижный шунт, обмотки и т.д.
- В целях защиты устройства его помещают в корпус.
- Не стоит забывать и про дополнительные элементы, такие как: вентиляция, ручки для более комфортной транспортировки и т. д.
 д.
д.Можно также соединить два трансформатора своими руками с разделением первичной обмотки на две.
Нюансы применения
Наш самодельный аппарат обладает очень простой конструкцией и неприхотлив, но все же необходимо знать некоторые особенности, чтобы устройство работало исправно на протяжении долгих лет.
Прежде всего, аппарат необходимо включать или выключать только в том случае, когда электроды сжаты. Иначе могут появиться искры и электроды просто подгорят. Также позаботьтесь о принудительном охлаждении устройства. Для этого можно использовать обычный вентилятор. Если не позаботиться об этом заранее, придется постоянно контролировать температуру нагрева аппарата, чтобы он не перегрелся. Из-за этого придется часто делать перерывы.
Качество получаемых сварных точек будет зависеть не только от того, насколько правильно вы собрали аппарат, но и от того, насколько вы опытный мастер и как долго сжимаете заготовку между электродами. Здесь нет однозначных рекомендаций, необходимо экспериментировать с заготовками различной толщины и проверять все на своем опыте.
Принцип работы
Принцип работы сварочного трансформатора заключается в снижении напряжения сети до необходимого значения в 60-80 В и повышении силы тока до 40-500 А. Чаще всего такие устройства поддерживают переменный ток. Тем не менее существуют и другие варианты, выдающие постоянный ток. Их называют выпрямителями.
Конструкция трансформатора для сварки.
Устройство и принцип действия сварочного трансформатора основаны на едином принципе. После подключения к сети по первичному контуру проходит переменный ток, создающий магнитный поток. В обмотках индуцируется ЭДС, зависящая от количества витков провода.
Так, если намотать на первую обмотку сто витков, а на вторую – 5, то коэффициент трансформации в таком случае будет равен двадцати. В результате после подключения прибора в обычную бытовую сеть, он на выходе будет выдавать одиннадцать вольт, т.е. значение в двадцать раз меньшее, чем в сети.
Изменить нагрузку можно путем изменения зазора магнитопровода. Если зазор будет больше, сила тока уменьшится и наоборот. Количество витков будет определять напряжение вторичной обмотки. Таким образом, такая характеристика сварочного трансформатора, как количество витков, является очень важной.
Если зазор будет больше, сила тока уменьшится и наоборот. Количество витков будет определять напряжение вторичной обмотки. Таким образом, такая характеристика сварочного трансформатора, как количество витков, является очень важной.
Окончательная сборка
Чтобы разорвать контакты первичной сети, необходимо правильно подсоединить перемычки. Для этого в блок управления на кнопку пуска заводят кабели и переключатели. Затем их выводят на корпусное основание. Если необходимо, то применяются кулеры.
Под конец желательно использовать шеллак, для пропитки полученного агрегата.
Работа на холостом ходу
Выше было описано устройство и назначение сварочного трансформатора. Теперь настало время поговорить о таком функционировании агрегата, как холостой ход.
Во время формирования шва, между металлической деталью и электродом, замыкается вторичная обмотка. Под действием электричества металл плавится, в результате чего части заготовки надежно соединяются между собой. После окончания работы вторичная цепь размыкается. Сварка закончена и аппарат переходит в режим холостого хода.
После окончания работы вторичная цепь размыкается. Сварка закончена и аппарат переходит в режим холостого хода.
Электродвижущая сила вначале появляется благодаря магнитному полю. Затем ЭДС поддерживается за счет рассеивания.
Электродвижущая сила замыкается между витками катушки в воздушном пространстве и образует показатели холостого напряжения. Холостой ход ограничен величиной в 48 В и считается безопасным для жизни рабочего. Однако в некоторых моделях устройств это значение может быть увеличено и до 70 В.
Если параметры холостого хода превышают установленные величины, тогда используется автоматическое ограничение, которое срабатывает сразу после окончания сварки из трансформатора. Кроме того корпус прибора должен быть заземлен. Такой простой момент увеличит безопасность работы мастера.
Проверка
Перед использованием, необходимо предварительно проверить технику на безопасность работы. Для этого проводят профилактический осмотр:
- чистят все элементы;
- проверяют правильность изолирования проводов;
- зачищают деформированную поверхность;
- осматривают надежность крепежа всех деталей;
- заземляют аппарат.

Только после проведения вышеуказанных действий, можно приступать к использованию агрегата.
Внимание! Если не соблюдать правила безопасности, можно получить сильный удар током.
Схема конструкции и ее модификации
Помимо стандартного варианта устройства данного аппарата, возможно наличие и некоторых дополнительных узлов, позволяющих в определенной степени усовершенствовать агрегат.
Схема сварочного трансформатора может быть дополнена:
- вторичными намотками;
- конденсаторами;
- стабилизаторами;
- тиристорными фазорегуляторами.
Кроме того, в схему может быть добавлено сопротивление, позволяющее регулировать силу тока, когда разведение катушек уже не дает необходимого результата. Данный вариант устройства сварочного аппарата отлично подойдет для работы с тонким металлом.
Сопротивление может быть выполнено в виде отдельного блока с набором контакторов, задающих необходимую величину Ом.
Стоит отметить, что с того времени, как впервые была открыта электрическая дуга и создан первый сварочный агрегат, прошел не один десяток лет. На протяжении всего этого времени способы сварки, а вместе с ними и оборудование, постоянно совершенствовались.
На данный момент существует несколько вариантов, отличающихся различной сложностью конструкции и принципом работы. Когда речь заходит про возможность изготовить сварочный аппарат своими руками, то следует выделить два основных наиболее популярных варианта сварки: контактную и дуговую.
Трансформаторы дуговой сварки получили наиболее широкое распространение среди народных мастеров.
Сварочный аппарат на основе трансформатора.
Причин данному явлению существует несколько:
- широкий диапазон применения;
- достаточно простая конструкция, отличающаяся высокой надежностью;
- мобильность и простота использования.
Однако подобная модификация обладает и некоторыми недостатками, главным из которых является низкий коэффициент полезного действия и зависимость качества сварки от навыков рабочего.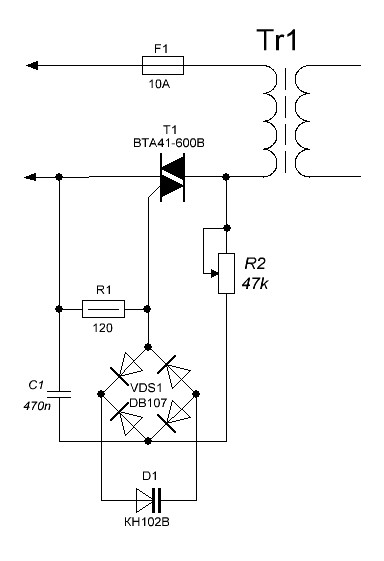
Ремонтные и строительные работы, возведение металлических конструкций, сварка труб – это лишь некоторые области человеческой жизнедеятельности, в которых ручная дуговая сварка применяется наиболее широко.
Кроме того, данный метод позволяет не только осуществлять соединение различных металлических деталей, но и резать их.
Конструкция подобных агрегатов достаточно проста. Они состоят из трансформатора с первичной и вторичной обмоткой, регулятора силы тока, держателя электродов и зажима массы.
Конечно же, главным узлом подобных приборов является непосредственно трансформатор. Конструкция этого элемента может быть различной, однако самым популярным является тороидальный трансформатор с П-образным магнитопроводом.
Такой узел устроен следующим образом: намотка сварочного трансформатора выполнена из медного или алюминиевого провода. Количество витков, а также толщина провода зависит от требуемых характеристик аппарата.
Точечная сварка или, как ее называют, контактная, несколько отличается от дуговой. Естественно, главное различие заключается в самом методе. В дуговом варианте плавление происходит под воздействием электрической дуги, которая появляется между электродом и поверхностью металлической детали.
Естественно, главное различие заключается в самом методе. В дуговом варианте плавление происходит под воздействием электрической дуги, которая появляется между электродом и поверхностью металлической детали.
В контактной сварке происходит локальный нагрев изделия в месте соединения за счет прохождения тока между двумя электродами. Металл в таком варианте также расплавляется и соединяется, однако это происходит только в месте контакта электрода с изделием.
Данный способ соединения металлических заготовок получил широкое распространение в автомобильной промышленности, строительстве и т.д.
Кроме самой методики отличия имеются и в конструкции центрального элемента данного аппарата. В первую очередь тут отсутствуют наплавочные электроды. Вместо них применяются медные заточенные стержни, между которыми устанавливают соединяемые изделия.
Трансформаторы в таких агрегатах отличаются значительно меньшей мощностью. Также наличие конденсаторов в подобном устройстве обязательно, в то время как в электродуговых аппаратах можно обойтись и без них.
Тем не менее в независимости от того, какой трансформатор будет использован, главное знать его характеристики. Также важно понимать, за что они отвечают и как их можно поменять. Ниже в таблице представлены некоторые параметры данного элемента.
| Параметры | Тип трансформатора | |||||||
| СП-1 | ТСП-2 | СТШ-500 | ТС-500 | ТД-500 | ТД-300 | ТД-304 | ТДП-1 | |
| Напряжение сети, В | 220/380 | 220/380 | 380 | 220/380 | 380 | 380 | 380 | 220/380 |
| Номинальный ток, А | 160 | 300 | 500 | 500 | 500 | 300 | 300 | 160 |
| Интервал изменения сварочного тока, А | От 105 до 180 | От 90 до 300 | От 145 до 650 | От 165 до 650 | От 80 до 700 | От 60 до 400 | От 60 до 385 | От 55 до 175 |
| Номинальное напряжение дуги, В | 25 | 30 | 30 | 30 | 30 | 30 | 35 | 26,4 |
| Напряжение холостого хода, В | 65-70 | 62 | 60 | 60 | 60-76 | 61-79 | 61-79 | 68 |
| Номинальная мощность, кВ*А | 12 | 19,4 | 33 | 32 | 32 | 19,4 | 19,4 | 11,4 |
| КПД устройства | 0,750 | 0,760 | 0,90 | 0,850 | 0,870 | 0,860 | 0,870 | 0,720 |
| Коэффициент мощности cosϕ | 0,46 | 0,6 | 0,53 | 0,53 | 0,53 | 0,51 | 0,6 | 0,65 |
| Размеры, мм | ||||||||
| Длина | 254 | 510 | 670 | 840 | 515 | 692 | 692 | 435 |
| Ширина | 424 | 370 | 666 | 576 | 725 | 620 | 620 | 290 |
| высота | 435 | 590 | 753 | 1060 | 815 | 710 | 710 | 535 |
| Масса, кг | 38 | 65 | 220 | 250 | 210 | 137 | 137 | 38 |
Важной характеристикой является также количество фаз и напряжение сети. В домашних условиях наиболее простым является использование однофазного аппарата, способного работать от бытовой сети. В этой связи именно такие варианты получили наиболее широкое распространение среди умельцев, изготавливающих их самостоятельно.
В домашних условиях наиболее простым является использование однофазного аппарата, способного работать от бытовой сети. В этой связи именно такие варианты получили наиболее широкое распространение среди умельцев, изготавливающих их самостоятельно.
Однако возможно использование и трехфазного сварочного трансформатора, который питается от сети 380 В. Данная характеристика является основной при создании и проектировании сварочного агрегата.
Номинальный сварочный ток определяет возможности аппарата в сваривании и резке металлических деталей различной толщины. Если речь идет о самодельном трансформаторе, тогда в них величина данного параметра не превышает двухсот ампер. На практике этого вполне достаточно для выполнения практически любых работ, которые могут появиться быту.
Также следует отметить, что большее значение номинального тока приведет к увеличению массы аппарата. Например, промышленный трансформатор, способный обеспечить ток в тысячу ампер, весит около трехсот килограмм.
Соединение металлических изделий различной толщины требует определенного значения силы тока, в противном случае металл попросту не расплавится и не соединится. В этих целях в аппаратах предусмотрено наличие регулятора, позволяющего задавать сварочный ток.
Обычно интервал регулировки определяется потребностями применения электродов заданного диаметра. В самодельных устройствах диапазон значений тока может варьироваться от 50 до 200 ампер.
Соединение металлических заготовок различной толщины с помощью одного и того же устройства требует не только контроля величины номинального тока, но и использования электродов различного диаметра.
Особенности конструкции сварочных трансформаторов.
Следует хорошо представлять для себя тот факт, что сварка тонкими электродами требует меньшего значения величины номинального сварочного тока, а работа с толстыми электродами – наоборот, больших величин. Тоже самое относится и к толщине металла.
Как уже было отмечено ранее, сварочный трансформатор работает на понижение напряжения электрической сети. На выходе устройство выдает напряжение порядка восьмидесяти вольт. Так, в дуговой сварке интервал значений варьируется в пределах двадцати-семидесяти вольт.
На выходе устройство выдает напряжение порядка восьмидесяти вольт. Так, в дуговой сварке интервал значений варьируется в пределах двадцати-семидесяти вольт.
Важно понимать: данный параметр нельзя регулировать, он задается изначально.
Устройства для точечной сварки предполагают еще более низкое значение напряжения от полутора до двух вольт. Это вполне закономерно, исходя из связи величины напряжения с силой тока. Чем больше ток, тем меньше будет напряжение.
Ключевой характеристикой устройства является номинальный режим работы. Он определяет продолжительность беспрерывной работы, а также время, необходимое для остывания.
В самодельных приборах данный показатель обычно находится на уровне тридцати процентов. Это значит, что в течении десяти минут можно беспрерывно работать только три минуты, а остальное время аппарат должен «отдыхать».
Потребляемая и выходная мощность – не столь важные параметры. Тем не менее на их основе можно рассчитать коэффициент полезного действия. Естественно, чем меньше различие в данных характеристиках тем выше производительность.
Естественно, чем меньше различие в данных характеристиках тем выше производительность.
Напряжение холостого хода является важным критерием для дуговой сварки. При более высоких значениях этого параметра вызвать дугу проще. Выше уже упоминалось о том, что обычно данное значение не превышает восьмидесяти вольт.
Обойтись без принципиальной схемы данного устройства при его самостоятельном изготовлении просто невозможно. По большому счету в конструкции прибора не должно возникнуть особых трудностей, особенно если речь идет про дуговой метод соединения изделий.
С развитием микроэлектроники и электротехники схема трансформатора совершенствовалась. В интернете можно без проблем найти принципиальную схему данного узла. На ней обязательно будут присутствовать различные диодные мосты, регуляторы и, возможно, блоки сопротивления.
Что касается схемы, соответствующей аппарату точечного соединения металлических заготовок, то она существенно сложнее. На ней можно встретить конденсаторы, тиристоры и диоды. Все эти элементы позволяют более тонко контролировать силу тока, а также время сварки.
Все эти элементы позволяют более тонко контролировать силу тока, а также время сварки.
Существует множество различных схем. Ознакомиться с ними можно как во всемирной паутине, так и в специализированных журналах или книгах.
Из чего состоит споттер и как им пользоваться
Споттеры визуально представляют собой аппарат, который состоит из коробки, кабеля, пистолета (стаддера) и острого прута (электрода). В коробке находится вся система сварочного аппарата, в том числе трансформаторы или инвертора. Сам процесс точечной сварки для кузовных работ авто выглядит так: на месте поврежденного металла приваривается крепеж, к которому закрепляется споттер и с помощью дополнительных механизмов или вручную вытягивается вмятина. Этот способ удобен тогда, когда выровнять поверхность кузова изнутри неудобно или невозможно. При этом существует много преимуществ работы с таким специализированным оборудованием – минимум сил, быстро и без рисков нанести больший ущерб.
Для того чтобы максимально быстро и четко произвести кузовные работы авто нужно соблюдать определенный порядок и технологию процесса, а также учесть небольшие нюансы:
- Поверхность, которая была деформирована, сначала нужно зачистить от любого вида покрытий (лака, краски, ржавчина). Этот этап работы очень важен, потому что от качества соединения двух металлов будет зависеть и результат всего процесса.
- К поверхности, которая будет корректироваться, нужно присоединить контакт заземления.
- На уже очищенную поверхность поврежденного места металла следует приварить крепеж, через который будет присоединен споттер.
- К приваренному крепежу производится захват пистолетом споттера, после чего вмятину вытягивают. Для коррекции поверхности используется обратный молоток, гидроцилиндры, стапели и так далее. Учитывая толщину металла, нужно определить каким именно приспособлением лучше рихтовать вмятину, чтобы не навредить кузову. Допустим, обратный молоток нельзя использовать для алюминия, и оцинкованный кузов возьмет не каждый споттер.
- После завершения рихтовки кузова приваренная деталь скручивается, а контактное место зачищается шлифовальной машинкой.

Расчёт
Ранее уже говорилось о том, что трансформатор для сварки состоит из сердечника, первичной и вторичной обмотки. Именно эти узлы и определяют основные рабочие параметры прибора.
Необходимо заранее определиться с тем, какими должны быть напряжение на обмотках, номинальный ток и т.д. Основываясь на этих значениях следует провести расчет обмоток, сердечника и сечения провода.
В расчете необходимо использовать такие величины, как:
- напряжение сети, являющееся напряжением первичной обмотки U1;
- напряжение вторичной обмотки U2, величина которого не должна быть меньше восьмидесяти вольт;
- номинальная сила тока вторичной обмотки I, определяемая исходя из толщины металла и электродов, с которыми предстоит работать;
- сечение сердечника Sc, площадь которого определяет надежность прибора;
- площадь окна сердечника So выбирается исходя из расчета хорошего магнитного рассеяния, отвода избытка тепла и удобства намотки провода;
- плотность тока А/мм2 – важный параметр, определяющий электропотери в обмотках.

Чтобы лучше представлять специфику расчета параметров трансформатора, следует рассмотреть весь этот процесс на примере. Предположим, что известны следующие данные: U1=220 В, U2=60 В, I= 180 А, Sc=45 см2, Sо=100 см2, и плотность тока 3 А/мм2.
В первую очередь следует определить мощность: P = 1,5*Sс*So = 1,5*45*100 = 6750 Вт или 6,75 кВт.
Затем устанавливается необходимое количество витков в первичной и вторичной обмотке. Данное значение определяется из количества витков на один вольт: K = 50/Sс = 50/45 = 1,11; и максимальной силы тока на первичной обмотке: Imax = P/U = 6750/220 = 30,7 А.
После того, как будут получены значения данных параметров, можно определить количество витков на вторичной обмотке: W2 = U2*K = 60*1,11 = 67 витков.
Расчет витков в первичной обмотке рассчитывается по другой формуле, которая будет указана ниже.
Нередко в случае необходимости расчета тороидального трансформатора определяют ступени регулирования силы тока. Это необходимо для вывода провода на определенном витке. Определить такую характеристику можно по формуле : W1ст = (220*W2)/Uст.
Но для начала следует установить напряжение каждой ступени. Сделать это можно исходя из простого соотношения U=P/I.
Конструктивные особенности сварочного трансформатора.
Например, нужно сделать четыре ступени на 90, 100, 130 и 160 ампер. Мощность устройства составляет 6750 Ватт. Воспользовавшись приведенным соотношением, получим: 75, 67,5, 52, 42,2 вольт. Затем данные подставляются в выражение для ступеней.
В результате получим такие значения: 197, 219, 284, 350 витков. К последней величине следует добавить еще 5 процентов. В результате количество витков составит 385.
В конечном итоге нужно определить сечение провода на обмотках. Чтобы получить это значение необходимо максимальный ток обмотки разделить на плотность тока.
Приведенный выше расчет достаточно прост. Он не вызовет труда ни у одного мастера. Однако порой даже на такие простые вещи не хочется терять время. Также всегда существует вероятность того, что в каком-то действии может быть допущена машинальная описка или опечатка, что приведёт к серьезным последствиям.
Обезопасить себя и сберечь время поможет онлайн калькулятор, позволяющий произвести все описанные выше расчеты автоматически.
После того, как будут произведены все расчеты и при наличии схемы, можно приступать к сборке устройства. Сложной работу не назовешь, однако она потребует определённой усидчивости. Это связано с необходимостью четкого подсчета количества витков.
Выше уже говорилось о высокой популярности именно тороидального варианта устройства, однако далее будет рассмотрен случай трансформатора с П-образным сердечником. Данная модификация отличается большей простотой, именно поэтому она и выбрана.
В первую очередь необходимо изготовить каркасы для обмоток. В этих целях можно использовать текстолитовые плиты. Данный материал нетрудно найти, так как он широко применяется при создании плат. Из них собираем каркасы и изолируем их термостойкой изоляцией. Затем делаем обмотку.
После того, как будет уложен слой, его необходимо заизолировать и только после этого приступать к укладке следующего. По завершению данного процесса на концах отводов закрепляются медные болты.
После формирования обмотки собирается магнитопровод. В качестве материала используется железо, созданное специально в этих целях. Металл характеризуется определенными значениями магнитной индукции, и неправильная марка стали способна все испортить.
Металлические пластины для сердечника можно снять со старых устройств или приобрести по отдельности. Сами пластины имеют толщину около одного миллиметра, и сборка всего сердечника потребует лишь терпеливого соединения всех пластин в единое целое. По завершению следует проверить все обмотки тестером на предмет ошибок.
Высококачественный самодельный трансформатор может не получиться с первого раза. Виной этому могут быть различные ошибки связанные с неправильными расчетами и отсутствием практики сборки подобных устройств.
Если процесс расчета можно существенно упростить с помощью онлайн калькулятора, то опыт можно получить только методом проб и ошибок. Со временем, после нескольких попыток, создание высококачественного устройства своими руками уже не будет представлять особого труда.
Сердечник
На подготовительном этапе мы взяли нужное количество и тип проводов. Далее следует приступить к созданию сердечника.
На рисунке ниже представлен оптимальный по всем характеристикам сердечник для самостоятельно собираемого трансформатора – тип «стержневый».
Напоминаем, для сборки сердечника берите только пластины из электротехнического металла. Понадобится пластины толщиной от 0,35 мм, но не толще 0,55мм.
Габариты сердечника (А, В, С, D – на рис.) просчитываем исходя из сечения провода. Конечно, с опытом можно и «с закрытыми глазами его собирать, главное – все ветки на своем месте.
Собираем сердечник. Берем пластины Г-образной формы и далее собираем как на рисунке ниже. Когда будет достигнута нужная толщина сердечника, болтами скрепляют пластины по углам.
Рекомендуем обрабатывать пластины тонким напильником. Затем сердечник изолируют.
Итог
Трансформатор является центральным узлом любого сварочного аппарата. Его главная задача – снижение напряжения и одновременное повышение силы тока до необходимого значения. Благодаря этому становится возможным соединение металлических изделий между собой.
Устройство сварочного трансформатора является достаточно простым. На данный момент в интернете можно найти большое количество схем реализации данного элемента. Так что его можно собрать даже в бытовых условиях. Однако для этого необходимо правильно выполнить расчет сварочного трансформатора.
Особенности
Внешний вид сварочного аппарата состоящего из самостоятельно собранного трансформатора не будет соответствовать производственному образцу, понимайте эту особенность.
Невозможно сделать самому из подручных материалов заводской агрегат. Если экстерьер принципиален, конечно, можно сделать самому, но дешевле это не будет. Проще купить.
Следующую особенность, которую следует учесть – постоянная смена характеристик. Даже установка их вручную не спасает.
Поясню, установив, например, ампераж в 120, агрегат на самодельном трансформаторе каждый раз будет выдавать значение меньше или большее. Такое отклонение будет все время.
Конечно, она не критична, но, если ваша работа предусматривает щепетильности, рекомендуем рассмотреть вариант с покупкой готового аппарата.
Маленький сварочный аппарат своими руками. Сварка, сварочный аппарат своими руками: теория, схемы
Не секрет, что сварочный аппарат своими руками для человека, знакомого с электротехникой, сделать не так уж трудно. Особенно это имеет смысл, если он предназначен для использования в личном хозяйстве, где применяется лишь время от времени. В этом случае самодельный сварочный аппарат, себестоимость которого намного ниже заводского, вполне способен его заменить. Детали для его конструкции свободно можно снять с различных электрических бытовых устройств, вышедших из строя или, в случае необходимости, изготовить и собрать самому. Схемы таких аппаратов могут быть различными. Решающим фактором здесь обычно выступает доступность деталей и материалов.
Выбор подходящей схемы сварочного аппарата
Все сварочные аппараты дуговой электросварки делятся на инверторные и трансформаторные. Сразу необходимо отметить, что вопрос о том, как сделать сварочный аппарат самостоятельно, во многом зависит от возможности достать детали от определенной бытовой техники. Если все детали приобретать по рыночным ценам, то в результате себестоимость будет приближаться к цене фирменного аппарата, уступая ему в эффективности. Именно поэтому нужно иметь определенные знания в области электротехники и знать, где какая деталь ставится и где ее можно снять бесплатно или за небольшую цену.
Число витков на первичной обмотке должно быть порядка 240. При этом для обеспечения возможности регулировки сварочного тока с шагом от 20 до 25 витков делаются несколько отводов. Вторичную обмотку наматывают медной проволокой сечением от 30 до 35 мм в количестве от 65 до 70 витков. Для регулировки сварочного тока на ней тоже нужно сделать отводы. Изоляция вторичной обмотки должна быть особенно надежной и теплостойкой, поэтому ей стоит уделить особое внимание. Каждый из слоев необходимо проложить дополнительной изоляцией из хлопчатобумажной ткани.
Трансформаторный сварочный аппарат может использовать для работы переменный или постоянный ток. Первый из них самый простой по устройству, но сложнее в использовании. Для постоянного тока его достаточно несложно доработать, установив диодный мост. Подобный аппарат надежен, долговечен и неприхотлив в использовании, но имеет значительный вес и чувствителен к перепадам напряжения в электросети. Если оно падает ниже 200 В, становится очень сложно зажигать и удерживать электрическую дугу.
В отличие от трансформаторного инверторный сварочный аппарат, благодаря применению современных электронных деталей, имеет сравнительно небольшой вес. Его вполне может носить на плече один человек. Такой аппарат обладает устройством стабилизации тока, что очень облегчает работу при сварке. Понижение напряжения для него помех практически не создает, и он может работать от бытовой электросети. Однако инверторный аппарат очень чувствителен к перегреву и требует большой осторожности в работе, иначе он легко выходит из строя.
Сборка трансформаторного сварочного аппарата
Главной деталью такого аппарата является трансформатор. Основной характеристикой его должна быть способность стабильно держать рабочий ток, а это опирается на такой показатель, как внешняя вольт-амперная характеристика блока питания. Иными словами, ток сварки не должен значительно отличаться от тока, производимого коротким замыканием.
Для этого ток необходимо ограничить одним из таких способов, как увеличение магнитного рассеяния трансформатора, балластное сопротивление или установка дросселя. Сам трансформатор можно снять со сгоревшей высокочастотной микроволновой печи. Если доступа к нему нет, то можно изготовить сварочный трансформатор своими руками.
Для изготовления сердечника нужно приобрести пластины из трансформаторного железа. Площадь сердечника в идеале должна составить от 40 до 55 см², при таких показателях обмотка не будет излишне перегреваться. Первичные обмотки для самодельных сварочных трансформаторов должны состоять из толстой термостойкой медной проволоки сечением не менее 5 мм, а лучше более, заключенной в стеклотканевую или хлопчатобумажную изоляцию. Пластиковую или резиновую изоляцию для таких целей применять не рекомендуется, поскольку она менее стойка к перегреванию и легче пробивается, что вызывает короткое замыкание на первичной обмотке.
Нужно помнить, что вторичную обмотку сварочного трансформатора нужно наматывать на обеих сторонах сердечника. Ее можно соединить либо последовательно, либо встречно-параллельно. При этом нужно помнить, что обмотка должна производиться на обеих сторонах в одном направлении. После этого трансформатор помещается в металлический корпус. С его торца вырезаются отверстия для охлаждения аппарата, и ставится вытяжной вентилятор, снятый с блока питания устаревшего или сломанного компьютера. С противоположной стороны корпуса сверлится несколько десятков отверстий для циркуляции воздуха. После этого можно подсоединять кабели и держак для электродов.
Как собрать самодельный сварочный инверторный аппарат?
Инверторный сварочный аппарат можно вполне собрать из деталей от старых телевизоров. Для этого необходимы некоторые не только общие электротехнические знания, но и определенные познания в электронике. Его схема достаточно сложна. Инвертор представляет собой импульсный источник постоянного тока, и для его изготовления подойдет несколько ферритовых сердечников, которые стоят на строчных трансформаторах в старых телевизорах. Они складываются по три, и уже на них наматывается обмотка из медного или алюминиевого провода.
Поскольку первичная обмотка наиболее подвержена перегреву, между витками необходимо оставлять небольшие промежутки, чтобы облегчить процесс охлаждения. Стоит помнить, что алюминиевый провод нужно брать большего сечения, чем медный, поскольку его теплопроводность ниже. Для фиксации обмоток инвертора применяется проволочный бандаж из миллиметровой медной проволоки шириной 10 мм, наложенный на изоляцию из стеклоткани.
Конденсаторы тоже можно снять с телевизора, но только стоит помнить, что не рекомендуется брать бумажные конденсаторы от низкочастотных цепей, поскольку долго они работать при таких нагрузках не смогут. Тринисторы лучше взять достаточно маломощные и подсоединить их параллельно, чем брать один мощный, поскольку на них падает большая термическая нагрузка и их легче охлаждать. Тринисторы монтируются на металлической пластине толщиной не менее 3 мм, что облегчает отвод лишнего тепла. Диоды для сборки диодного моста тоже с легкостью можно набрать с нескольких старых телевизоров. Сам мост также монтируется на теплоотводящей пластине.
Некоторые детали для инверторного аппарата в телевизорах отсутствуют, и их приходится изготавливать самостоятельно. Прежде всего это дроссель. Его нетрудно сделать без каркаса из медного провода сечением не менее 4 мм, накрученного 11 витками с промежутками не менее 1 мм. Поскольку на дроссель будет падать основная термическая нагрузка, нужно поставить дополнительную систему воздушного охлаждения. В этом качестве вполне можно применить обычный бытовой вентилятор, монтируемый в корпусе сварочного аппарата таким образом, чтобы воздушная струя попадала прямо на дроссель.
Все элементы электронной схемы собираются на печатной плате из стеклотекстолита толщиной не менее 1,5 мм. К самой плате присоединяется теплоотвод, облегчающий охлаждение всей системы. В центре платы вырезается круглое отверстие для установки вентилятора, поскольку без принудительного воздушного охлаждения аппарат долго не проработает. Сварочный инвертор главным своим преимуществом имеет возможность делать мини-сварочные работы, сваривая тонкие металлические листы. Сам сварочный шов выходит более аккуратным, нежели у трансформаторного аппарата. Это имеет решающее значение при таком виде работ, как ремонт автомобиля своими руками.
Сварочный аппарат, сделанный самостоятельно, включает детали, полученные бесплатно или по бросовой цене, но вполне справляется со своими задачами.
Хороший сварочный аппарат значительно облегчает все работы по металлу. Он позволяет соединять и разрезать различные детали железа, которые отличаются своей толщиной и плотностью стали.
Современные технологии предлагают огромный выбор моделей, отличающихся мощностью и размером. Надежные конструкции имеют достаточно высокую стоимость. Бюджетные варианты, как правило, имеют короткий срок эксплуатации.
В нашем материале представлена подробная инструкция как сделать сварочный аппарат своими руками. Перед началом рабочего процесса рекомендуется ознакомиться с разновидностью сварочного оборудования.
Виды сварочного аппарата
Устройства этой техники различается на несколько типов. Каждый механизм имеет некоторые особенности, которые отображаются на выполненной работе.
Современные сварочные аппараты делятся на:
- модели постоянного тока;
- с переменным током
- трёхфазные
- инвекторные.
Модель с переменным током считается самым простым механизмом, который легко можно сделать самостоятельно.
Простой сварочный аппарат позволяет выполнять сложные работы с железом и тонкой сталью. Чтобы собрать подобную конструкцию, необходимо иметь определенный набор материалов.
К ним относятся:
- провод для обмотки;
- сердечник выполненный из трансформаторной стали. Он необходим для намотки сварочника.
Все эти детали можно приобрести в специализированных магазинах. Подробная консультация специалистов, помогает сделать правильный выбор.
Конструкция с переменным током
Опытные сварщики называют подобную конструкцию понижающим трансформатором.
Как сделать сварочный аппарат своими руками?
Первое что необходимо сделать — это правильно изготовить основной сердечник. Для данной модели, рекомендуется выбирать стержневой тип детали.
Для его изготовления понадобятся пластины, выполненные из трансформаторной стали. Их толщина равна 0,56 мм. Перед тем как приступить к сборке сердечника, необходимо соблюдать его размеры.
Как правильно рассчитать параметры детали?
Все достаточно просто. Размеры центрального отверстия(окна) должны вместить всю обмотку трансформатора. На фото сварочного аппарата изображена подробная схема сборки механизма.
Следующим этапом будет сборка сердечника. Для этого берут тонкие трансформаторные пластины, которые соединяют между собой до необходимой толщины детали.
Далее наматываем понижающий трансформатор, состоящий из витков тонкой проволоки. Для этого делают 210 витков тонкой проволоки. С другой стороны делают намотку из 160 витков. Третья и четвертая первичная намотка, должна содержать 190 витков. После этого на поверхности крепят толстую платину.
Концы намотанной проволоки фиксируют болтом. Его поверхность отмечаю цифрой 1. Следующие концы проволоки закрепляют подобным образом с нанесением соответствующей разметки.
Обратите внимание!
В готовой конструкции должно присутствовать 4 болта с различным количеством витков.
В готовой конструкции соотношение наматывания обмотки будет равно 60% к 40%. Такой результат обеспечивает нормальную работу аппарата и хорошее качество сварочного крепления.
Контролировать подачу электрической энергии можно при помощи переключения проводов на необходимое количество обмотки. В процессе работы не рекомендуется перегревать сварочный механизм.
Аппарат постоянного тока
Данные модели позволяют выполнять сложные работы по толстым стальным листам и чугуну. Главное преимущество этого механизма, заключается в простой сборке, которая не займет много времени.
Сварочный инвектор представляет собой конструкцию вторичной обмотки с дополнительным выпрямителем.
Обратите внимание!
Он будет выполнен из диодов. В свою очередь, они должны выдерживать электрический ток в 210 А. Для этого подойдут элементы с маркировкой Д 160-162. Такие модели, довольно часто применяют для работы в промышленных масштабах.
Главный сварочный инвектор изготавливают из печатной платы. Такой сварочный полуавтомат выдерживает скачки электроэнергии во время длительной работы.
Ремонт сварочного аппарата не составит особого труда. Здесь достаточно заменить повреждённую область механизма. В случае серьезной поломки, необходимо заново осуществлять первичную и вторичную обмотки.
Фото сварочного аппарата своими руками
Обратите внимание!
По мнению специалистов, изготовить сварочный аппарат своими руками — не сложно.
Однако чтобы сделать его, нужно четко представлять себе для чего, для каких работ он будет применяться.
Самодельный аппарат комплектуется и собирается из доступных узлов и деталей. В качестве варианта для умельцев может рассматриваться и плазменный механизм.
Практика показывает, что при точном подборе комплектующих элементов аппарат будет служить долго и надежно.
Важно, чтобы электрическая схема была максимально простой. Иногда даже используют трансформатор от микроволновки.
Устройство должно работать от бытовой сети переменного тока напряжением 220 В.
Если выбрать в качестве рабочего напряжения 380 В, то схема и конструкция аппарата заметно усложнится.
Структурная схема сварочного аппарата
Для производства сварочных работ используются устройства, работающие на переменном и постоянном токе.
Схема любого аппарата включает в себя трансформатор (возможно использование трансформатора из микроволновки), выпрямитель, дроссель, держак, электрод. Именно в такой последовательности происходит протекание электрического тока по замкнутой цепи.
Цепь замыкается, когда между электродом и металлическими заготовками, которые нужно соединить, возникает электрическая дуга.
Чтобы качество сварного соединения было высоким, необходимо обеспечить устойчивое горение этой дуги.
А чтобы установить требуемый режим горения используется регулятор силы тока.
Аппараты постоянного тока применяют для сварки элементов из тонколистового металла. При этом способе сварки можно использовать любые электроды и электродную проволоку без керамической обмазки.
Держак электрода присоединяется к выпрямителю через дроссель. Это делается для того, чтобы сглаживать пульсации напряжения.
Дроссель представляет собой катушку медных проводов, которая намотана на любом сердечнике. Выпрямитель, в свою очередь, соединяется с вторичной обмоткой трансформатора.
Трансформатор включается в бытовую электросеть. Последовательность соединения проста и наглядна.
Преобразование напряжения переменного тока выполняется с помощью понижающего трансформатора.
Согласно закону Ома напряжение, которое индуцируется на вторичной обмотке трансформатора, уменьшается, а величина тока увеличивается с 4-х ампер до 40 и более.
Примерно такая величина требуется для сварки. В принципе, данное устройство можно назвать простейшим сварочным аппаратом.
И с помощью проводов присоединить к нему держак электрода. Но использовать держак в практических целях невозможно, поскольку схема не содержит других необходимых элементов.
И главное – в ней отсутствует регулятор величины тока. А так же выпрямитель и другие элементы.
Трансформатор считается основным элементом сварочного аппарата. Его можно купить или приспособить уже бывший в эксплуатации.
Многие мастера используют трансформатор от микроволновки, отработавшей свой срок. По своим габаритам и весу микроимпульсный элемент всегда занимает много места в конструкции.
Если рассмотреть сварочный агрегат в целом, то можно выделить три основных блока, которые она в себя включает:
- блок питания;
- блок выпрямителя;
- блок инвертора.
Самодельный инверторный аппарат можно скомпоновать таким образом, чтобы он имел минимальные габариты и вес.
Такие устройства, рассчитанные на применение в домашнем хозяйстве, сегодня продаются в магазинах.
Преимущества инверторного аппарата перед традиционными агрегатами очевидны. В первую очередь, следует отметить компактность аппарата, удобство в эксплуатации, надежность.
Лишь одна составляющая в параметрах этого устройства вызывает озабоченность – его высокая стоимость.
Самые общие расчеты подтверждают, что сделать такой аппарат своими руками проще и выгоднее.
Основные элементы, практически, всегда можно найти среди электротехнических машин и приборов, которые оказались в запасниках. Или на свалке.
Простейший регулятор тока можно сделать из куска нагревательной спирали, которая используется в бытовых электрических плитах. Дроссель – из отрезка медной проволоки.
Радиолюбители придумали самый простой по схеме импульсный способ сварки. Он используется для крепления проводов к металлической плате.
Никаких сложных приспособлений – только дроссель и пара проводов. Регулятор силы тока тоже не нужен. Вместо него в цепь включается плавкая вставка.
Один электрод через дроссель подключается к плате.
В качестве второго — используется зажим типа «крокодил». Вилка с проводами включается в розетку бытовой сети.
Зажим с проводом резко прикладывается к плате в том месте, где его нужно приварить. Возникает сварочная дуга и в этот момент могут перегореть предохранители, которые находятся в электрическом щите.
Этого не происходит, потому что быстрее сгорает плавкая вставка. А провод остается надежно приваренным к плате.
Комплектация изделия
Самодельный собирается для того, чтобы выполнять мелкие работы в домашнем хозяйстве.
Все элементы, электронные приборы, провода и металлические конструкции необходимо скомплектовать в определенном месте. Там, где будет выполняться сборка изделия.
Дроссель можно использовать от арматуры люминесцентной лампы. Количество проводов, желательно медных, разного сечения нужно запасти побольше.
Если дроссель в готовом виде найти не удалось, то его нужно изготовить самостоятельно.
Для этого потребуется стальной магнитопровод от старого пускателя и несколько метров медных проводов сечением 0,9 квадрата.
Блок питания
Основным элементом блока питания в инверторе является трансформатор.
Его можно переделать из лабораторного автотрансформатора или использовать для переделки трансформатор от микроволновки, которая уже отслужила свой срок.
Очень важно не повредить первичную обмотку при выемке трансформатора из печки-микроволновки.
Вторичная обмотка удаляется и переделывается. Количество витков и диаметр медных проводов рассчитывается в зависимости от предварительно выбранной мощности сварочного аппарата.
Точечный способ сварки хорошо реализуется аппаратом, сделанным на трансформаторе от микроволновки.
Выпрямитель служит для преобразования напряжения переменного тока в напряжение постоянного тока. Основными элементами данного устройства являются диоды.
Он коммутируются в определенные схемы, чаще всего мостовые. На вход такой схемы подается переменный ток, а с выходных клемм снимается постоянный.
Диоды выбираются такой мощности, чтобы выдерживать заданные изначально нагрузки. Для их охлаждения используются специальные радиаторы из алюминиевых сплавов.
При разметке установочной платы, желательно предусмотреть место под дроссель, который предназначен для сглаживания импульсов. Выпрямитель собирается на отдельной плате, из гетинакса или текстолита.
Блок инвертора
Инвертор преобразует постоянный ток, поступающий с выпрямителя, в переменный, который обладает большой частотой колебания.
Преобразование выполняется с использованием электронных схем на тиристорах или мощных транзисторах.
Если на входные клеммы трансформатора подается напряжение 220 вольт частотой 50 Гц, то на выходных клеммах инвертора фиксируется постоянный ток величиной до 150 Ампер и напряжением от 40 вольт.
Эти параметры тока позволяют выполнять сварку металлических деталей из различных сплавов.
Электронный регулятор позволяет выбрать режим соответствующий конкретной операции.
Практика показывает, что самодельный сварочный аппарат, по своим характеристикам, не уступает заводским изделиям.
Некоторое время тому назад, в торговой сети появились сварочные мини инверторы. Чтобы добиться такой миниатюризации производственным компаниям потребовались годы.
В то время как мастера-умельцы уже давно смогли сделать плазменный сварочный аппарат, изготовленный своими руками.
К этому шагу их подтолкнули местные условия – теснота в мастерской и значительный вес заводских инверторов. Плазменный аппарат — прекрасный выход из данной ситуации.
И то, что вместо медных проводов вторичную обмотку трансформатора делают из медной жести, тоже давно известно.
Последовательность сборки сварочного аппарата
Размещая элементы на металлической или текстолитовой основе, нужно соблюдать определенный порядок. Выпрямитель должен находиться рядом с трансформатором.
Дроссель на той же плате что и выпрямитель. Регулятор силы тока должен размещаться на панели управления. Корпус аппарата можно изготовить из листовой стали или алюминия.
Или приспособить шасси от старого осциллографа и даже системного блока компьютера. Очень важно не «лепить» элементы как можно ближе один к другому.
Нужно обязательно сделать отверстия в стенках для установки охлаждающих вентиляторов и постоянного притока воздуха.
Плата с тиристорами и другими элементами размещается как можно дальше от трансформатора, который сильно греется при работе. Точно так же как и выпрямитель.
Если у вас есть необходимость выполнения каких-нибудь несложных сварочных работ для бытовых нужд, вовсе не обязательно приобретать дорогостоящий заводской агрегат. Ведь если знать некоторые тонкости, можно без труда собрать сварочный аппарат своими руками, о чем и пойдет речь ниже.
Сварочные аппараты: классификация
Любые аппараты для сварки бывают электрическими или же газовыми. Стоит сразу сказать, что самодельные сварочные аппараты не должны быть газовыми. Поскольку они включают в себя взрывоопасные баллоны с газом, держать такую установку дома не стоит.
Поэтому в контексте самостоятельной сборки конструкций речь пойдет исключительно об электрических вариантах . Такие агрегаты также подразделяются на разновидности:
- Установки-генераторы — оснащены собственным генератором тока. Отличительная черта — большой вес и габариты. Для домашних нужд такой вариант не подойдет, да и собрать самостоятельно его будет сложно.
- Трансформаторы — такие установки, в особенности полуавтоматического типа, очень распространены среди тех, кто делает сварочное оборудование самостоятельно. Питаются от сети в 220 или 380 В.
- Инверторы — такие установки просты в применении и идеально подходят для дома, конструкция компактная и мало весит, но электронная схема достаточно сложна.
- Выпрямители — эти аппараты просто собирать и применять по назначению. С их помощью даже новичок может выполнять качественные сварные швы.
Чтобы в домашних условиях собрать инвертор, потребуется схема, которая позволит соблюсти нужные параметры. Рекомендуется брать детали от старых советских приборов:
Параметры для аппарата можно выбирать такие:
- Он должен работать с электродами, диаметр которых не превышает 5 мм.
- Максимальный показатель рабочего тока равен 250 А.
- Источник напряжения — сеть бытовая на 220 В.
- Регулировка сварочного тока варьируется от 30 до 220 А.
Инструмент включает такие компоненты:
- блок питания;
- выпрямитель;
- инвертор.
Начинаем с намотки трансформатора и действуем в такой последовательности:
- Возьмите ферритовый сердечник.
- Выполните первую обмотку (100 витков посредством провода ПЭВ 0,3 мм).
- Вторая обмотка — 15 витков, проводом с сечением 1 мм).
- Третья обмотка — 15 витков проводом ПЭВ 0,2 мм.
- Четвертая и пятая — соответственно по 20 витков проводами с сечением 0, 35 мм.
- Чтобы охладить трансформатор, возьмите вентилятор от компьютера.
Чтобы транзисторные ключи работали непрерывно, напряжение следует на них подавать после выпрямителя и конденсаторов. Блок выпрямителя соберите по схеме на плате, а все узлы прибора закрепите в корпусе. Можно использовать старый корпус от радиоустройства , а можно его сделать и самостоятельно.
С лицевой части корпуса устанавливается светодиодный индикатор , который показывает, что прибор включен в сеть. Здесь же можно поставить дополнительный выключатель, а также защитный предохранитель. Еще его можно установить на заднюю стенку и даже в сам корпус.
Все зависит от его размеров и конструктивных особенностей. Переменное сопротивление устанавливается на лицевой части корпуса, с его помощью можно регулировать рабочий ток . Когда вы собрали все электрические схемы, проверьте аппарат специальным прибором или тестером и можете провести его испытание.
Сборка трансформаторного варианта будет от предыдущей несколько отличаться. Этот агрегат работает на переменном токе, но для сварки постоянным током нужно собрать к нему простую приставку.
Для работы вам потребуется трансформаторное железо для сердечника, а также несколько десятков метров толстого провода или толстой медной шины. Все это можно найти в пункте приема металлов. Сердечник лучше всего делать П-образным, тороидальным либо круглым. Многие также берут статор от старого электромотора.
Инструкция сборки П-образного сердечника выглядит таким образом:
- Возьмите трансформаторное железо сечением от 30 до 55 с м 2 . Если показатель будет больше, аппарат получится слишком тяжелым. А если сечение будет меньше 30, прибор не сможет корректно работать.
- Возьмите медный обмоточный провод сечением около 5 мм 2 , оснащенный термостойкой изоляцией из стеклоткани или хлопка. Изоляция важна, поскольку во время работы обмотка может нагреться до 100 градусов и выше. У обмоточного провода сечение квадратное или прямоугольное сечение. Однако такой вариант отыскать сложно. Подойдет и обычный с аналогичным сечением, но только вам нужно будет снять с него изоляцию, обмотать стеклотканью и тщательно пропитать электротехническим лаком, после чего высушить. В первичной обмотке 200 витков.
- Вторичная обмотка потребует порядка 50 витков. Провод обрезать не нужно. Включите в сеть первичную обмотку, а на проводах вторичной отыщите место, где напряжение составляет около 60 В. Для поиска такой точки отматывайте или наматывайте дополнительные витки. Провод может быть алюминиевым, но сечение должно быть больше, чем для первичной обмотки, в 1,7 раза.
- Готовый трансформатор установите в корпус.
- Чтобы вывести вторичную обмотку, потребуются медные клеммы. Возьмите трубку диаметром 10 мм и длиной около 4 см. Расклепайте ее конец и просверлите отверстие с диаметром в 10 мм, а в другой конец вставьте конец провода, предварительно очищенный от изоляции. Далее, обожмите его легкими ударами молотка. Чтобы усилить контакт провода с трубкой-клеммой, нанесите керном на нее насечки. Самодельные клеммы прикрутите к корпусу гайками и болтами. Детали лучше всего использовать медные. Наматывая вторичную обмотку желательно делать отводы через каждые 5−10 витков, они позволят менять ступенчато напряжение на электроде;
- Для изготовления электродержателя возьмите трубу с диаметром около 20 мм и длиной порядка 20 см. На концах примерно в 4 см от торцевой части выпилите выемки до половины диаметра. В выемку вставьте электрод и прижмите пружиной на основе приваренного куста проволоки из стали с диаметром 5 мм. Ко второму кону прикрепите такой же провод, который использовался для вторичной обмотки, с помощью гайки и винта. Наденьте на держатель резиновую трубку с подходящим внутренним диаметром.
Готовый аппарат к сети лучше всего подключать с помощью проводов с сечением от 1,5 с м 2 и более, а также рубильника. Ток в первичной обмотке обычно не превышает показатель в 25 А, а во вторичной колеблется в пределах 6-120 А. Во время работы с электродами диаметром 3 мм через каждые 10−15 делайте остановки, чтобы трансформатор остыл . Если электроды более тонкие, это не нужно. Более частые перерывы нужны, если вы работаете в режиме резки.
Мини-сварка своими руками
Чтобы самостоятельно собрать миниатюрный аппарат для сварки, вам потребуется всего лишь несколько часов и такие материалы:
Сначала аккуратно разберите старую батарейку и извлеките из нее графитовый стержень. На конце его заострите шкуркой и протрите сухой тряпкой. Кусок толстой проволоки на4−5 см от конца очистите от изоляции и с помощью пассатижей или бокорезов загните петлю. В нее вставьте угольный электрод.
Уберите вторичную обмотку с трансформатора и на ее место намотайте толстую проволоку на 12−16 витков. Теперь все это вставляется в подходящий корпус — и аппарат готов.
Его провода присоединяются к выводам вторичной обмотки, угольный стержень вставляется в петлю и хорошо обжимается. Плюсовый вывод соедините с держателем электрода, а минусовый — со скруткой рабочих деталей. Ручку-держатель можно приспособить для электрода.
Можно применять ручку паяльника или нечто подобное. Включите прибор в бытовую сеть и выполните соединение деталей посредством графита . Должно возникнуть пламя, а на конце деталей образуется шарообразный сварной шов.
Для домашней мастерской наличие сварочного аппарата очень важно. Такие приборы имеют разные конструкции и модификации . Как новички, так и опытные мастера часто предпочитают не заводские, а самодельные аппараты, которые можно модифицировать на свой лад.
20 лет назад по просьбе товарища собирал ему надежный сварочник для работы от сети 220 вольт. До этого у него были проблемы с соседями из-за просадки напряжения: требовался экономный режим с регулировкой тока.
После изучения темы в справочниках и обсуждения вопроса с коллегами подготовил электрическую схему управления на тиристорах, смонтировал ее.
В этой статье на основе личного опыта рассказываю, как собрал и настроил сварочный аппарат постоянного тока своими руками на базе самодельного тороидального трансформатора. Она получилась в виде небольшой инструкции.
Схема и рабочие эскизы у меня остались, но фотографии привести не могу: цифровых аппаратов тогда не было, а товарищ переехал.
Универсальные возможности и выполняемые задачи
Товарищу требовался аппарат для сварки и резки труб, уголков, листов разной толщины с возможностью работы электродами 3÷5 мм. О сварочных инверторах в то время не знали.
Остановились на конструкции постоянного тока, как более универсальной, обеспечивающей качественные швы.
Тиристорами убрали отрицательную полуволну, создав пульсирующий ток, но сглаживанием пиков до идеального состояния заниматься не стали.
Схема управления выходным током сварки позволяет регулировать его величину от небольших значений для сварки вплоть до 160-200 ампер, необходимых при резке электродами. Она:
- изготовлена на плате из толстого гетинакса;
- закрыта диэлектрическим кожухом;
- смонтирована на корпусе с выводом рукоятки регулировочного потенциометра.
Вес и габариты сварочного аппарата по сравнению с заводской моделью получились меньшими. Разместили его на небольшой тележке с колесиками. Для смены места работы один человек свободно перекатывал его без особых усилий.
Провод питания через удлинитель подключали к разъему вводного электрического щитка, а шланги для сварки просто наматывали на корпус.
Простая конструкция сварочного аппарата постоянного тока
По принципу монтажа можно выделить следующие части:
- самодельный трансформатор для сварки;
- цепь его питания от сети 220;
- выходные сварочные шланги;
- силовой блок тиристорного регулятора тока с электронной схемой управления от импульсной обмотки.
Импульсная обмотка III расположена в зоне силовой II и подключается через конденсатор С. Амплитуда и длительность импульсов зависят от соотношения числа витков в емкости.
Как сделать самый удобный трансформатор для сварки: практические советы
Теоретически можно использовать любую модель трансформатора для питания сварочного аппарата. Главные требования к нему:
- обеспечивать напряжение зажигания дуги на холостом ходу;
- надежно выдерживать ток нагрузки во время сварки без перегрева изоляции от длительной работы;
- отвечать требованиям электрической безопасности.
На практике мне встречались разные конструкции самодельных или заводских трансформаторов. Однако все они требуют проведения электротехнического расчета.
Я уже давно пользуюсь упрощенной методикой, которая позволяет создавать довольно надежные конструкции трансформатора среднего класса точности. Этого вполне достаточно для бытовых целей и блоков питания радиолюбительских устройств.
Она описана у меня на сайте в статье Это усредненная технология. Она не требует уточнения сортов и характеристик электротехнической стали. Мы их обычно не знаем и учесть не можем.
Особенности изготовления сердечника
Умельцы делают магнитопровды из электротехнической стали всевозможных профилей: прямоугольного, тороидального, сдвоенного прямоугольного. Даже мотают витки провода вокруг статоров сгоревших мощных асинхронных электродвигателей.
У нас была возможность пользоваться списанным высоковольтным оборудованием с демонтированными трансформаторами тока и напряжения. Взяли от них полосы электротехнической стали, сделали из них два кольца — бублика. Площадь поперечного сечения каждого по расчетам составила 47,3 см 2 .
Их изолировали лакотканью, скрепили хлопчатобумажной лентой, образовав фигуру лежащей восьмерки.
Сверху усиленного изоляционного слоя стали мотать провод.
Секреты устройства обмотки питания
Провод для любой цепи должен быть с хорошей, прочной изоляцией, рассчитанной на длительную работу при нагреве. Иначе во время сварки она просто сгорит. Мы исходили из того, что было под рукой.
Нам достался провод с изоляцией лаком, закрытой сверху тканевой оболочкой. Его диаметр — 1,71 мм маловат, но металл — медь.
Поскольку другого провода просто не было, то стали обмотку питания делать из него двумя параллельными магистралями: W1 и W’1 с одинаковым числом витков — 210.
Бублики сердечника монтировали плотно: так они имеют меньшие габариты и вес. Однако, проходное сечение для провода обмоток тоже ограничено. Монтаж затруднен. Поэтому каждую полуобмотку питания разнесли на свои кольца магнитопровода.
Таким способом мы:
- вдвое увеличили поперечное сечение провода обмотки питания;
- сэкономили место внутри бубликов для размещения силовой обмотки.
Выравнивание провода
Получить плотную намотку можно только из хорошо выровненной жилы. Когда мы снимали проволоку со старого трансформатора, то она получилась искривленной.
Прикинули в уме необходимую длину. Конечно же ее не хватило. Каждую обмотку пришлось делать из двух частей и сращивать винтовым зажимом прямо на бублике.
Провод растянули на улице по всей длине. Взяли в руки пассатижи. Зажали ими противоположные концы и потянули с силой в разные стороны. Жила получилась хорошо выровненной. Скрутили ее кольцом с диаметром около метра.
Технология намотки провода на тор
Для обмотки питания мы использовали метод намотки ободом или колесом, когда из провода делается кольцо большого диаметра и заводится внутрь тора вращением по одному витку.
Этот же принцип используется при надевании заводного кольца, например, на ключ или брелок. После того, как колесо заведено внутрь бублика его начинают постепенно раскручивать, укладывая и фиксируя провод.
Этот процесс хорошо показал Алексей Молодецкий в своем видеоролике «Намотка тора на обод».
Эта работа трудная, кропотливая, требует усидчивости и внимания. Провод надо плотно укладывать, считать, контролировать процесс заполнения внутренней полости, вести запись намотанного количества витков.
Как мотать силовую обмотку
Для нее мы нашли медный провод подходящего сечения — 21 мм 2 . Прикинули длину. Она влияет на число витков, а от них зависит напряжение холостого хода, необходимое для хорошего зажигания электрической дуги.
Сделали 48 витков со средним выводом. Итого получилось на бублике три конца:
- средний — для прямого подключения «плюса» к сварочному электроду;
- крайние — на тиристоры и после них на массу.
Поскольку бублики скреплены и на них уже по краям колец смонтированы обмотки питания, то намотку силовой цепи выполняли методом «челнока». Выровненный провод сложили змейкой и просовывали для каждого витка через отверстия бубликов.
Отпайку средней точки выполнили винтовым соединением с его изоляцией лакотканью.
Надежная схема управления сварочным током
В работе участвуют три блока:
- стабилизированного напряжения;
- формирования высокочастотных импульсов;
- разделения импульсов на цепи управляющих электродов тиристоров.
Стабилизация напряжения
От обмотки питания трансформатора 220 вольт подключен дополнительный трансформатор с напряжением на выходе порядка 30 В. Оно выпрямляется диодным мостом на основе Д226Д и стабилизируется двумя стабилитронами Д814В.
В принципе здесь может работать любой блок питания с аналогичными электрическим характеристиками тока и напряжения на выходе.
Импульсный блок
Стабилизированное напряжение сглаживается конденсатором С1 и подается на импульсный трансформатор через два биполярных транзистора прямой и обратной полярности КТ315 и КТ203А.
Транзисторы генерируют импульсы на первичную обмотку Тр2. Это импульсный трансформатор тороидального типа. Он выполнен на пермаллое, хотя можно использовать и ферритовое кольцо.
Намотка трех обмоток проводилась одновременно тремя отрезками провода диаметром 0,2 мм. Сделано по 50 витков. Полярность их включения имеет значение. Она показана точками на схеме. Напряжение на каждой выходной цепи порядка 4 вольт.
Обмотки II и III включены в цепь управления силовыми тиристорами VS1, VS2. Их ток ограничивается резисторами R7 и R8, а часть гармоники обрезается диодами VD7, VD8. Внешний вид импульсов мы проверили осциллографом.
В этой цепочке резисторы надо подбирать под напряжение импульсного генератора так, чтобы его ток надежно управлял работой каждого тиристора.
Ток отпирания 200 мА, а отпирающее напряжение — 3,5 вольта.
Делаем вместе сварочный аппарат своими руками
Принцип работы сварочного аппарата заключается в создании неразъёмного соединения двух и более деталей. Такое соединения образуется благодаря межатомному слитию материала свариваемых частей. Сварочный аппарат воздействует на металл электрическим током, который разогревает его до необходимой температуры. Сварка может быть вызвана местным воздействием, или точечным, общим нагревом деталей, пластической деформацией либо комбинированием представленных эффектов.
Самодельный сварочник
Сварочный аппарат одновременно технически сложное и очень просто устройство. Для его создания необязательно иметь инженерного, и вообще, какого-либо технического образования. Нужно только желание и немного теории, ну и конечно, готовность потрудится и потратить немного денег.
Затраты при создании самодельной сварки будут значительно меньше чем купить готовую в магазине, но и конечно, качество и эстетический вид в большинстве случаев у магазинных товаров будет несколько выше.
В сегодняшней статье мы расскажем вам о том как сделать мини сварочный аппарат своими руками, напишем список необходимых материалов и инструментов, которые вам необходимо будет собрать. Распишем этапы сборки и дадим некоторые советы, которые помогут вам в этой деле. Прочитав статью, вы сможете сделать простую самодельную сварку в домашних условиях, сэкономив неплохие деньги.
Необходимый материал и инструменты
Первое что необходимо сделать, чтобы процесс сборки шёл максимально эффективно и быстро, собрать все составляющие механизма и инструменты, которые потребуются для сборки. Чтобы облегчить вам задачу, и не дать вам насобирать или купить лишних деталей, мы составили список необходимых компонентов. Итак, приступаем к сбору нужных нам деталей и инструментов:
- Для сборки трансформатора, нам будут необходимы листы сердечника, О- , Ш- или П- образной формы. Если такие отсутствуют в наличии, их можно купить в любом магазине электротоваров.
- Провод из меди или алюминия. Мы советуем использовать именно медный, так как он способен проводить более высокое напряжение и выдерживать температуры выше, чем алюминиевый.
- Статор от двигателя, асинхронный.
- Изоляция для обмоток например лако- или стеклоткань.
- Электроды для сварочных работ.
- Детали для радиотехники.
- Самый простенький паяльник.
- Мелкие инструменты: зубило, напильники, пинцет с лупой.
- Припой для паяльника.
Подготовив все необходимые детали, можно начинать собирать сварочный аппарат своими руками.
Разберём необходимую нам схему
Самая простая мини схема сварочного аппарата заключается в том, что входящий ток попадает на сварочный трансформатор. Далее, с помощью стабилизирующих и выпрямляющих составляющих элементов конструкции сварочный ток стаёт контролируемым и пригодным для работы.
Схема блока трансформатора
Конечно, устройство может состоять только из трансформатора, но тогда дуга будет мене стабильная и работоспособная, хотя в умелых руках будет работать довольно хорошо и выполнять поставленные задачи.
Различные схемы сварочников
Источник питания дуги, имеет следующую последовательность прохождения тока:
- Напряжение попадает на сварочный трансформатор.
- Потом попадает на дроссель, катушку сопротивления.
- В катушке тока поддаётся активному сопротивлению, после чего попадает на диодный мост.
- Затем проходит через регулятор тока, с помощью которого устанавливается необходимая сила дуговой сварки.
- Начинается сварочный процесс при соприкосновении электрода с деталью.
Этапы сборочного процесса мини сварки
Собрав все необходимые элементы и ознакомившись с нашей схемой, можно приступать к поэтапной сборке устройства. Работать несложная, но очень кропотливая и однообразная. Приготовьтесь провести много часов за однообразным сидением и выполнением одних и тех же движений руками.
Самой большой популярности приобрели трансформаторы круглой формы, но их самостоятельная сборка несколько сложней, поэтому мы будем использовать в нашей схеме П- образный сердечник. Такая форма трансформатора лидирует среди самодельных образцов, благодаря своей простоте.
Приступим к описанию этапов сборки:
- Первое что нам необходимо сделать, это основание для обмоток. Можно использовать пластиковые платины, деревянные, в общем, всё что является диэлектриком. Очень хорошо подойдут пластины из текстолита. Разобравшись с материалом, приступаем к созданию формы. Она будет состоять из двух крышек, верхней и нижней и центральных перегородок. В каждой крышке проделываются отверстия, диаметр подбирать исходя из размеров пластин, которые будут устанавливаться вовнутрь.
- Необходимо сделать изоляцию каждой детали термостойкой изолентой, в 1-2 слоя. Затем собираем и начинаем укладывать обмотку. Используемый медный провод, лучше брать сразу в стеклянной изоляции, способной выдерживать повышенные температуры. Таким образом, вы обезопасите себя от перегрева устройства, но это обойдётся немного дороже, чем использование обычной обмотки. Каждый слой обмотки необходимо тщательно без пропусков заизолировать, а уже потом приступать к следующему шару. Исходя из того, какая мощность вам необходима, делаете отводы на нужных уровнях обмотки. Закончив последний шар, изолируем его в 2-3 слоя, для большей безопасности.
- Следующим этапом будет сборка магнитопровода для сварочного трансформатора. Используем материал, специально предназначенный для такого вида устройств. Он имеет, необходимы индукционные свойства, которые подобраны специально для сварочных аппаратов. Собрав все платины в цельную конструкцию необходимо проверить каждую обмотку с помощью тестера, на наличие ошибок и прочего.
- Собираем диодный мост и подсоединяем к нашему устройству. Диоды брать с серии В200 либо КВРС5010. Каждый такой диод может выдерживать 50А и эта цифра суммируется. Поэтому для самодельного аппарата мощностью 220А, необходимо установить 5 таких диодов.
- Для диодов необходим радиатор, для отвода температуры. Соединять диоды вместе с дросселем.
- Для улучшения системы охлаждения, в корпусе можно установить кулер, которые будет вытягивать горячий воздух из корпуса.
Инверторный аппарат делается по тому же типу, только вместо трансформатора, необходимо установить высокочастотный сварочный трансформатор. Подача тока будет происходить не напрямую в трансформатор, а через модуль преобразования, которые будет переделывать переменный ток в постоянный с увеличением его частоты.
Также следует добавить автоматические выключатели, которые защитят устройство от чрезмерных скачков напряжения. Такое устройство будет иметь значительно меньший размер и вес, благодаря облегчённой структуре используемого трансформатора.
Стоит ли устройство вашего времени и денег
С точки зрения работоспособности, то самодельная сварка будет ничуть не хуже чем магазинная. Единственное что у вас скорей всего не получится установить, так это дополнительные системы типаантизалипание или быстрый старт. Но при должном умении и их можно добавить. Во всём остальном они смогут выполнить абсолютно аналогичные функции.
Цена на самодельное устройство может быть абсолютно разной, всё зависит от того, покупаете ли вы все детали или собираете из того что есть в вашем гараже. В случае покупки всех составляющих, цена будет примерно раз в 8-10 меньше чем у магазинных моделей. При этом вам необходимо будет потратить 1-2 дня на сборку всей конструкции.
Подведём итог
Сделать самодельный сварочный аппарат в домашних условиях довольно легко, достаточно ознакомиться с теорией и иметь в запасе несколько свободных дней. Процесс довольно муторный и однообразный, большая часть работы, это цикличные движения руками. Но затраченное время стоит того, ведь вы экономите значительную сумму, при этом получаете устройство ничуть не хуже чем в магазине.
Сварочник из латра своими руками. Сварочный аппарат из латра
Самодельная схема сварочного аппарата собрана на основе девяти амперного лабораторного регулируемого автотрансформатора. В его конструкции имеется возможность регулировки сварочного тока. Наличие в схеме данного сварочного аппарата диодного моста позволяет осуществлять сварку постоянным током.
Режим работы сварочного устройства устанавливается переменным сопротивлением R5. Тиристоры VS1 и VS2 открываются только в свой полупериод попеременно благодаря фазовому сдвигу, на радиокомпонентах R5, С1 и С2.
Благодаря этому, имеется возможность менять на первичной обмотке входное напряжение в диапазоне от 20 до 215 вольт. В результате преобразования на вторичной обмотке будет пониженное напряжение, позволяющее с легкостью зажечь сварочную дугу на контактах X1 и X2 при сварке переменным током и на контактах X3 и X4 при сварке в режиме постоянного тока. Подсоединение сварочного аппарата к переменной сети осуществляется стандартной штепсельной вилкой. В роли тумблера SA1 можно применить спаренный автомат на 25А.
Для начала с автотрансформатора осторожно снимают защитный кожух, электросъемный контакт и отвинчивают крепление. Далее на имеющуюся обмотку 250 вольт накручивают хорошую изоляцию, на которую наматывают 70 витков вторичной обмотки медным проводом с площадью сечения 20 мм 2 .
Если такого провода под рукой нет можно осуществить намотку из нескольких проводов с меньшего сечения. Модернизированный автотрансформатор размещают в самодельном корпусе с вентиляционными отверстиями. Там же необходимо уместить схему регулятора, пакетник, а так же контакты для сварки постоянным и переменным током.
В случае отсутствия автотрансформатора, его можно сделать своими руками, намотав обе обмотки на сердечник из трансформаторной стали.
На выходе вторичной обмотки в соответствии со схемой сварочного устройства подключают диодный мост состоящий из мощных выпрямительных диодов. Диоды обязательно должны быть установлены на самодельные радиаторы.
Для данной схемы сварочника желательно использовать медный многожильный провод в резиновой изоляции с сечением не менее 20 мм 2 .
Режимы работы задают с помощью потенциометра. Совместное конденсаторами C2 и C3 он образует фазосдвигающие цепочки, каждая из которых, срабатывая во время своего полупериода, открывает соответствующий тиристор на некоторый промежуток времени. В результате на первичной обмотке сварочного Т1 оказываются регулируемые 20-215 В. Трансформируясь во вторичной обмотке, требуемые -Uсв позволяют легко зажечь дугу для сварки на переменном (клеммы Х2, Х3) или выпрямленном (Х4, Х5) токе.
Рис.1. Самодельный сварочный аппарат на основе ЛАТРа.
Сварочный трансформатор на базе широко распространённого ЛАТР2 (а), его подключение к принципиальной электрической схеме самодельного регулируемого аппарата для сварки на переменном или постоянном токе (б) и эпюра напряжении поясняющая работу транзисторного регулятора режима горения злектродуги.
Резисторы R2 и R3 шунтируют цепи управления тиристоров VS1 и VS2. Конденсаторы C1, C2 снижают до допустимого уровень радиопомех, сопровождающих дуговой разряд. В роли светового индикатора HL1, сигнализирующего о включении аппарата в бытовую электросеть, используется неоновая лампочка с токоограничительным резистором R1.
Для подсоединения «сварочника» к квартирной электропроводке применима обычная штепсельная вилка Х1. Но лучше использовать более мощный электроразъём, который в обиходе называют «евровилка-евророзетка». А в качестве выключателя SB1 подойдёт «пакетник» ВП25, рассчитанный на ток 25 А и позволяющий размыкать оба провода сразу.
Как показывает практика, устанавливать на сварочном аппарате какие бы то ни было предохранители (противоперегрузочные автоматы) не имеет смысла. Здесь приходится иметь дело с такими токами, при превышении которых обязательно сработает защита на вводе сети в квартиру.
Для изготовления вторичной обмотки с базового ЛАТР2 снимают кожух-ограждение, токосъёмный ползунок и крепежную арматуру. Затем на имеющуюся обмотку 250 В (отводы 127 и 220 В остаются невостребованными) накладывают надёжную изоляцию (например, из лакоткани), поверх которой размещают вторичную (понижающую) обмотку. А это 70 витков изолированной медной или алюминиевой шины, имеющей в поперечнике 25 мм2. Приемлемо выполнение вторичной обмотки из нескольких параллельных проводов с таким же общим сечением.
Намотку удобнее осуществлять вдвоём. В то время как один, стараясь не повредить изоляцию соседних витков, осторожно протягивает и укладывает провод, другой удерживает свободный конец будущей обмотки, предохраняя её от скручивания.
Модернизированный ЛАТР2 помещают в защитный металлический кожух с вентиляционными отверстиями, на котором располагают монтажную плату из 10-мм гетинакса или стеклотекстолита с пакетным выключателем SB1, тиристорным регулятором напряжения (с резистором R6), светоиндикатором HL1 включения аппарата в сеть и выходными клеммами для сварки на переменном (Х2, Х3) или постоянном (Х4, Х5) токе.
При отсутствии базового ЛАТР2 его можно заменить самодельным «сварочником» с магнитопроводом из трансформаторной стали (сечение сердечника 45-50 см2). Его первичная обмотка должна содержать 250 витков провода ПЭВ2 диаметром 1,5 мм. Вторичная же ничем не отличается от той, что используется в модернизированном ЛАТР2.
На выходе низковольтной обмотки устанавливают блок выпрямителей с силовыми диодами VD3-VD10 для сварки на постоянном токе. Помимо указанных вентилей вполне приемлемы и более мощные аналоги, например, Д122-32-1 (выпрямленный ток — до 32 А).
Силовые диоды и тиристоры устанавливают на радиаторах-теплоотводах, площадь каждого из которых не менее 25 см2 . Наружу из кожуха выводят ось регулировочного резистора R6. Под рукояткой размещают шкалу с делениями, соответствующими конкретным величинам постоянного и переменного напряжения. А рядом — таблицу зависимости сварочного тока от напряжения на вторичной обмотке трансформатора и от диаметра сварочного электрода (0,8-1,5 мм).
Разумеется, приемлемы и самодельные электроды, изготовленные из углеродистой стальной «катанки» диаметром 0,5-1,2 мм. Заготовки длиной 250-350 мм покрывают жидким стеклом — смесью силикатного клея и измельченного мела, оставив незащищенными 40-мм концы, необходимые для подключения к сварочному аппарату. Обмазку тщательно высушивают, иначе при сварке она начнёт «постреливать».
Хотя для сварки можно использовать как переменный (клеммы Х2, Х3), так и постоянный (Х4, Х5) ток, второй вариант, по отзывам сварщиков, предпочтительнее первого. Причем полярность играет далеко немаловажную роль. В частности, при подаче «плюса» на «массу» (свариваемый предмет) и, соответственно, подключении электрода к клемме со знаком «минус» имеет место так называемая прямая полярность. Для неё характерно выделение большего количества тепла, чем при обратной полярности, когда электрод подсоединен к положительному выводу выпрямителя, а «масса» — к отрицательному. Обратная полярность применяется, если нужно уменьшить выделение тепла, например, при сварке тонких листов металла. Почти вся выделяемая злектродугой энергия идет на образование сварного шва, а потому глубина провара на 40-50 процентов больше, чем при токе той же величины, но прямой полярности.
И еще несколько весьма существенных особенностей. Увеличение тока дуги при неизменной скорости сварки приводит к росту глубины провара. Причем если работа ведется на переменном токе, то последний из названных параметров становится на 15-20 процентов меньше, чем при использовании постоянного тока обратной полярности. Напряжение же сварки мало влияет на глубину провара. Зато от Uсв зависит ширина шва: с ростом напряжения она увеличивается.
Отсюда важный вывод для занимающихся, скажем, сварочными работами при ремонте кузова легкового автомобиля из тонколистовой стали: наилучшие результаты даст сварка постоянным током обратной полярности при минимальном (но достаточном для устойчивого горения дуги) напряжении.
Дугу необходимо поддерживать минимально короткой, электрод тогда расходуется равномерно, а глубина проплавления свариваемого металла — максимальна. Сам же шов получается чистым и прочным, практически лишенным шлаковых включений. А от редких брызг расплава, трудно удаляемых после остывания изделия, можно защититься, натерев мелом околошовную поверхность (капли будут скатываться, не приставая к металлу).
Возбуждение дуги производят (предварительно подав на электрод и «массу» соответствующее -Uсв) двумя способами. Суть первого в лёгком прикосновении электрода к свариваемым деталям с последующим отводом его на 2-4 мм в сторону. Второй способ напоминает чиркание спичкой по коробку: скользнув электродом по свариваемой поверхности, его тут же отводят на небольшое расстояние. В любом случае нужно уловить момент возникновения дуги и уже потом, плавно перемещая электрод над образующимся тут же швом, поддерживать ее спокойное горение.
В зависимости от типа и толщины свариваемого металла выбирают тот или иной электрод. При наличии, например, стандартного сортамента для листа Ст3 толщиной 1 мм подойдут электроды диаметром 0,8-1 мм (на это в основном и рассчитана рассматриваемая конструкция). Для сварочных работ на 2-мм стальном прокате желательно иметь и «сварочник» помощнее, и электрод потолще (2-3 мм).
Для сварки ювелирных изделий из золота, серебра, мельхиора лучше использовать тугоплавкий электрод (например, вольфрамовый). Можно сваривать и менее стойкие к окислению металлы, используя защиту углекислым газом.
В любом случае работу можно выполнять как вертикально расположенным электродом, так и наклонённым вперед или назад. Но искушенные профессионалы утверждают: при сварке углом вперед (имеется в виду острый угол между электродом и готовым швом) обеспечиваются более полный провар и меньшая ширина самого шва. Сварка же углом назад рекомендуется лишь для соединения внахлестку, особенно когда приходится иметь дело с профильным прокатом (уголком, двутавром и швеллером).
Немаловажная вещь — сварочный кабель. Для рассматриваемого аппарата как нельзя лучше подойдет медный многожильный (общее сечение около 20 мм2) в резиновой изоляции. Потребное количество — два полутораметровых отрезка, каждый из которых следует оборудовать тщательно обжатым и пропаянным клеммным наконечником для подключения к «сварочнику». Для непосредственного же соединения с «массой» используют мощный зажим типа «крокодил», а с электродом — держатель, напоминающий трехзубую вилку. Можно воспользоваться и автомобильным «прикуривателем».
Необходимо позаботиться также о личной безопасности. При электродуговой сварке постараться уберечься от искр, а тем более — от брызг расплавленного металла. Рекомендуется надевать брезентовую одежду свободного покроя, защитные рукавицы и использовать маску, предохраняющую глаза от жёсткого излучения электрической дуги (солнцезащитные очки здесь непригодны).
Разумеется, нельзя забывать и о «Правилах техники безопасности при выполнении работ на электрооборудовании в сетях с напряжением до 1 кВ». Электричество беспечности не прощает!
От компактного и вместе с тем достаточно надежного, дешёвого и простого в изготовлении «сварочника» ни один мастеровой, домовитый хозяин не откажется. Особенно если узнает, что в основе этого аппарата — легко поддающийся модернизации 9-амперный (знакомый практически каждому со школьных уроков физики) лабораторный автотрансформатор ЛАТР2 да самодельный тиристорный мини-регулятор с выпрямительным мостом. Они позволяют не только безопасно подключаться к бытовой осветительной сети переменного тока с напряжением 220В, но и изменять Uсв на электроде, а значит, выбирать нужную величину тока сварки. Режимы работы задают с помощью потенциометра. Совместное конденсаторами C2 и C3 он образует фазосдвигающие цепочки, каждая из которых, срабатывая во время своего полупериода, открывает соответствующий тиристор на некоторый промежуток времени. В результате на первичной обмотке сварочного Т1 оказываются регулируемые 20-215 В. Трансформируясь во вторичной обмотке, требуемые -Uсв позволяют легко зажечь дугу для сварки на переменном (клеммы Х2, Х3) или выпрямленном (Х4, Х5) токе. Рис.1.
Самодельный сварочный аппарат на основе ЛАТРа. Сварочный трансформатор на бaзe широко распространённого ЛАТР2 (а), его подключение к принципиальной электрической схеме самодельного регулируемого аппарата для сварки на переменном или постоянном токе (б) и эпюра напряжении поясняющая работу транзисторного регулятора режима горения злектродуги. Резисторы R2 и R3 шунтируют цепи управления тиристоров VS1 и VS2. Конденсаторы C1, C2 снижают до допустимого уровень радиопомех, сопровождающих дуговой разряд. В роли светового индикатора HL1, сигнализирующего о включении аппарата в бытовую электросеть, используется неоновая лампочка с токоограничительным резистором R1.
Для подсоединения «сварочника» к квартирной электропроводке применима обычная штепсельная вилка Х1. Но лучше использовать более мощный электроразъём, который в обиходе называют «евровилка-евророзетка». А в качестве выключателя SB1 подойдёт «пакетник» ВП25, рассчитанный на ток 25 А и позволяющий размыкать оба провода сразу. Как показывает практика, устанавливать на сварочном аппарате какие бы то ни было предохранители (противоперегрузочные автоматы) не имеет смысла. Здесь приходится иметь дело с такими токами, при превышении которых обязательно сработает защита на вводе сети в квартиру. Для изготовления вторичной обмотки с базового ЛАТР2 снимают кожух-ограждение, токосъёмный ползунок и крепежную арматуру. Затем на имеющуюся обмотку 250 В (отводы 127 и 220 В остаются невостребованными) накладывают надёжную изоляцию (например, из лакоткани), поверх которой размещают вторичную (понижающую) обмотку. А это 70 витков изолированной медной или алюминиевой шины, имеющей в поперечнике 25 мм2. Приемлемо выполнение вторичной обмотки из нескольких параллельных проводов с таким же общим сечением. Намотку удобнее осуществлять вдвоём. В то время как один, стараясь не повредить изоляцию соседних витков, осторожно протягивает и укладывает провод, другой удерживает свободный конец будущей обмотки, предохраняя её от скручивания. Модернизированный ЛАТР2 помещают в защитный металлический кожух с вентиляционными отверстиями, на котором располагают монтажную плату из 10-мм гетинакса или стеклотекстолита с пакетным выключателем SB1, тиристорным регулятором напряжения (с резистором R6), светоиндикатором HL1 включения аппарата в сеть и выходными клеммами для сварки на переменном (Х2, Х3) или постоянном (Х4, Х5) токе. При отсутствии базового ЛАТР2 его можно заменить самодельным «сварочником» с магнитопроводом из трансформаторной стали (сечение сердечника 45-50 см2). Его первичная обмотка должна содержать 250 витков провода ПЭВ2 диаметром 1,5 мм. Вторичная же ничем не отличается от той, что используется в модернизированном ЛАТР2. На выходе низковольтной обмотки устанавливают блок выпрямителей с силовыми диодами VD3-VD10 для сварки на постоянном токе. Помимо указанных вентилей вполне приемлемы и более мощные аналоги, например, Д122-32-1 (выпрямленный ток — до 32 А). Силовые диоды и тиристоры устанавливают на радиаторах-теплоотводах, площадь каждого из которых не менее 25 см2 . Наружу из кожуха выводят ось регулировочного резистора R6. Под рукояткой размещают шкалу с делениями, соответствующими конкретным величинам постоянного и переменного напряжения. А рядом — таблицу зависимости сварочного тока от напряжения на вторичной обмотке трансформатора и от диаметра сварочного электрода (0,8-1,5 мм). Разумеется, приемлемы и самодельные электроды, изготовленные из углеродистой стальной «катанки» диаметром 0,5-1,2 мм. Заготовки длиной 250-350 мм покрывают жидким стеклом — смесью силикатного клея и измельченного мела, оставив незащищенными 40-мм концы, необходимые для подключения к сварочному аппарату. Обмазку тщательно высушивают, иначе при сварке она начнёт «постреливать». Хотя для сварки можно использовать как переменный (клеммы Х2, Х3), так и постоянный (Х4, Х5) ток, второй вариант, по отзывам сварщиков, предпочтительнее первого. Причем полярность играет далеко немаловажную роль. В частности, при подаче «плюса» на «массу» (свариваемый предмет) и, соответственно, подключении электрода к клемме со знаком «минус» имеет место так называемая прямая полярность. Для неё характерно выделение большего количества тепла, чем при обратной полярности, когда электрод подсоединен к положительному выводу выпрямителя, а «масса» — к отрицательному. Обратная полярность применяется, если нужно уменьшить выделение тепла, например, при сварке тонких листов металла. Почти вся выделяемая злектродугой энергия идет на образование сварного шва, а потому глубина провара на 40-50 процентов больше, чем при токе той же величины, но прямой полярности. И еще несколько весьма существенных особенностей. Увеличение тока дуги при неизменной скорости сварки приводит к росту глубины провара. Причем если работа ведется на переменном токе, то последний из названных параметров становится на 15-20 процентов меньше, чем при использовании постоянного тока обратной полярности. Напряжение же сварки мало влияет на глубину провара. Зато от Uсв зависит ширина шва: с ростом напряжения она увеличивается. Отсюда важный вывод для занимающихся, скажем, сварочными работами при ремонте кузова легкового автомобиля из тонколистовой стали: наилучшие результаты даст сварка постоянным током обратной полярности при минимальном (но достаточном для устойчивого горения дуги) напряжении. Дугу необходимо поддерживать минимально короткой, электрод тогда расходуется равномерно, а глубина проплавления свариваемого металла — максимальна. Сам же шов получается чистым и прочным, практически лишенным шлаковых включений. А от редких брызг расплава, трудно удаляемых после остывания изделия, можно защититься, натерев мелом околошовную поверхность (капли будут скатываться, не приставая к металлу). Возбуждение дуги производят (предварительно подав на электрод и «массу» соответствующее -Uсв) двумя способами. Суть первого в лёгком прикосновении электрода к свариваемым деталям с последующим отводом его на 2-4 мм в сторону. Второй способ напоминает чиркание спичкой по коробку: скользнув электродом по свариваемой поверхности, его тут же отводят на небольшое расстояние. В любом случае нужно уловить момент возникновения дуги и уже потом, плавно перемещая электрод над образующимся тут же швом, поддерживать ее спокойное горение. В зависимости от типа и толщины свариваемого металла выбирают тот или иной электрод. При наличии, например, стандартного сортамента для листа Ст3 толщиной 1 мм подойдут электроды диаметром 0,8-1 мм (на это в основном и рассчитана рассматриваемая конструкция). Для сварочных работ на 2-мм стальном прокате желательно иметь и «сварочник» помощнее, и электрод потолще (2-3 мм). Для сварки ювелирных изделий из золота, серебра, мельхиора лучше использовать тугоплавкий электрод (например, вольфрамовый). Можно сваривать и менее стойкие к окислению металлы, используя защиту углекислым газом. В любом случае работу можно выполнять как вертикально расположенным электродом, так и наклонённым вперед или назад. Но искушенные профессионалы утверждают: при сварке углом вперед (имеется в виду острый угол между электродом и готовым швом) обеспечиваются более полный провар и меньшая ширина самого шва. Сварка же углом назад рекомендуется лишь для соединения внахлестку, особенно когда приходится иметь дело с профильным прокатом (уголком, двутавром и швеллером). Немаловажная вещь — сварочный кабель. Для рассматриваемого аппарата как нельзя лучше подойдет медный многожильный (общее сечение около 20 мм2) в резиновой изоляции. Потребное количество — два полутораметровых отрезка, каждый из которых следует оборудовать тщательно обжатым и пропаянным клеммным наконечником для подключения к «сварочнику». Для непосредственного же соединения с «массой» используют мощный зажим типа «крокодил», а с электродом — держатель, напоминающий трехзубую вилку. Можно воспользоваться и автомобильным «прикуривателем». Необходимо позаботиться также о личной безопасности. При электродуговой сварке постараться уберечься от искр, а тем более — от брызг расплавленного металла. Рекомендуется надевать брезентовую одежду свободного покроя, защитные рукавицы и использовать маску, предохраняющую глаза от жёсткого излучения электрической дуги (солнцезащитные очки здесь непригодны). Разумеется, нельзя забывать и о «Правилах техники безопасности при выполнении работ на электрооборудовании в сетях с напряжением до 1 кВ». Электричество беспечности не прощает!
1.1. Общие сведения.
В зависимости от используемого для сварки типа тока, различают сварочные аппараты постоянного и переменного тока. Сварочные аппараты с использованием малых постоянных токов применяют при сварке тонколистового металла, в частности, кровельной и автомобильной стали. Сварочная дуга в этом случае более устойчива и при этом сварка может происходить как на прямой, так и на обратной полярности, подаваемого постоянного напряжения.
На постоянном токе можно варить электродной проволокой без обмазки и электродами, которые предназначены для сваривания металлов при постоянном или переменном токе. Для придания горения дуги на малых токах желательно иметь на сварочной обмотке повышенное напряжение холостого хода U хх до 70…75 В. Для выпрямления переменного тока, как правило, используют мостовые выпрямители на мощных диодах с радиаторами охлаждения (Рис. 1).
Рис.1 Принципиальная электрическая схема мостового выпрямителя сварочного аппарата, с указанием полярности при сварке тонколистового металла
Для сглаживания пульсаций напряжения один из выводов СА подсоединяют к держателю электродов через Т-образный фильтр, состоящего из дросселя L1 и конденсатора С1. Дроссель L1 представляет собой катушку из 50…70 витков медной шины с отводом от середины сечением S=50 мм 2 намотанную на сердечнике, например, от понижающего трансформатора ОСО-12, или более мощного. Чем больше сечение железа сглаживающего дросселя, тем менее вероятность того, что его магнитная система войдет в насыщение. При вхождении магнитной системы в насыщение при больших токах (например при резке) индуктивность дросселя скачкообразно уменьшается и соответственно сглаживание тока происходить не будет. Дуга при этом будет гореть неустойчиво. Конденсатор С1 представляет собой батарею конденсаторов типа МБМ, МБГ или им подобных емкостью 350-400 мкФ на напряжение не ниже 200 В
Характеристики мощных диодов и их импортных аналогов можно . Или по ссылке можно скачать справочник по диодам из серии «В помощь радиолюбителю № 110»
Для выпрямления и плавного регулирования сварочного тока используют схемы на мощных управляемых тиристорах, которые позволяют изменять напряжение от 0,1 хх до 0,9U хх. Помимо сварки эти регуляторы могут быть использованы для зарядки аккумуляторных батарей, питания электронагревательных элементов и других целей.
В сварочных аппаратах переменного тока используют электроды диаметром более 2 мм, что позволяет сваривать изделия толщиной более 1,5 мм. В процессе сварки ток достигает десятки ампер и дуга горит достаточно устойчиво. В таких сварочных аппаратах используют специальные электроды, которые предназначены только для сварки на переменном токе..
Для нормальной работы сварочного аппарата необходимо выполнить ряд условий. Величина выходного напряжения должна быть достаточной для надежного зажигания дуги. Для любительского сварочного аппарата U хх =60…65В. Для безопасности проведения работ более высокое выходное напряжение холостого хода не рекомендуется, у промышленных сварочных аппаратов для сравнения U хх может составлять 70..75 В..
Величина напряжения сварки I св должна обеспечивать устойчивое горение дуги, в зависимости от диаметра электрода. Величина напряжения сварки U св может составлять 18…24 В.
Номинальный сварочный ток должен составлять:
I св =KK 1 *d э , где
I св — величина сварочного тока, А;
K 1 =30…40 — коэффициент, зависящий от типа и размера электрода d э , мм.
Ток короткого замыкания не должен превышать номинальный сварочный ток более чем на 30…35%.
Замечено, что устойчивое горение дуги возможно в том случае, если сварочный аппарат имеет падающую внешнюю характеристику, которая определяет зависимость между силой тока и напряжением в сварочной цепи. (рис.2)
Рис.2 Падающая внешняя характеристика сварочного аппарата:
В домашних условиях, как показывает практика, собрать универсальный сварочный аппарат на токи то 15…20 до 150…180 А достаточно сложно. В связи с этим, конструируя сварочный аппарат, не следует стремится к полному перекрытию диапазона сварочных токов. Целесообразно на первом этапе собрать сварочный аппарат для работы с электродами диаметром 2…4 мм, а на втором этапе, в случае необходимости работы на малых токах сварки, дополнить его отдельным выпрямительным устройством с плавным регулированием сварочного тока.
Анализ конструкций любительских сварочных аппаратов в домашних условиях позволяет сформулировать ряд требований, которые должны быть выполнены при их изготовлении:
- Небольшие габариты и вес
- Питание от сети 220 В
- Длительность работы должна составлять не менее 5…7 электродов d э =3…4 мм
Вес и габариты аппарата напрямую зависят от мощности аппарата и могут быть снижены, благодаря уменьшению его мощности. Продолжительность работы сварочного аппарата зависит от материала сердечника и теплостойкости изоляции обмоточных проводов. Для увеличения времени сварочных работ необходимо использовать для сердечника сталь с высокой магнитной проницаемостью.
1. 2. Выбор типа сердечника.Для изготовления сварочных аппаратов используют в основном магнитопроводы стержневого типа, поскольку в исполнении они более технологичны. Сердечник сварочного аппарата можно набрать из пластин электротехнической стали любой конфигурации толщиной 0,35…0,55 мм и стянуть шпильками, изолированными от сердечника (Рис. 3).
Рис.3 Магнитопровод стержневого типа:
При подборе сердечника необходимо учитывать размеры «окна», чтобы поместились обмотки сварочного аппарата, и площадь поперечного сердечника (ярма) S=a*b , см 2 .
Как показывает практика, не следует выбирать минимальные значения S=25..35 см 2 , поскольку сварочный аппарат не будет иметь требуемый запас мощности и будет трудно получить качественную сварку. А отсюда, как следствие, возможность перегрева аппарата после непродолжительной работы. Чтобы этого не было, сечение сердечника сварочного аппарата должно составлять S=45..55 см 2 . Хотя при этом сварочный аппарат будет несколько тяжелее, но будет работать надежно!
Следует заметить, что любительские сварочные аппараты на сердечниках тороидального типа имеют электротехнические характеристики в 4…5 раз выше, чем у стержневого, а отсюда и небольшие электропотери. Изготовить сварочный аппарат с использованием сердечника тороидального типа сложнее, чем с сердечником стержневого типа. Это связано, в основном, с размещением обмоток на торе и сложностью самой намотки. Однако, при правильном подходе они дают хорошие результаты. Сердечники изготавливают из ленточного трансформаторного железа, свернутого в рулон в форме тора.
Рис. 4 Магнитопровод тороидального
типа:
Для увеличения внутреннего диаметра тора («окна») с внутренней стороны отматывают часть стальной ленты и наматывают на внешнюю сторону сердечника (Рис. 4). После перемотки тора эффективное сечение магнитопровода уменьшиться, поэтому частично придется подмотать тор железом с другого автотрансформатора до тех пор, пока сечение S не будет равно как минимум 55 см 2 .
Электромагнитные параметры такого железа чаще всего неизвестны, поэтому их с достаточной точностью можно определить экспериментально .
1. 3. Выбор провода обмоток.Для первичных (сетевых) обмоток сварочного аппарата лучше использовать специальный термостойкий медный обмоточный провод в хлопчатобумажной или стеклотканевой изоляции. Удовлетворительной теплостойкостью обладают также провода в резиновой или резинотканевой изоляции. Не рекомендуется использовать для работы при повышенной температуре провода в полихлорвиниловой изоляции (ПХВ) изоляции из-за возможного её плавления, вытекания из обмоток и короткого замыкания витков. Поэтому полихлорвиниловую изоляцию с проводов необходимо либо снять и обмотать провода по всей длине хлопчатобумажной изоляционной лентой, либо вообще не снимать, а обмотать провод поверх изоляции.
При подборе сечения обмоточных проводов с учетом периодической работы сварочного аппарата допускается плотность тока 5 А/мм2. Мощность вторичной обмотки можно рассчитать по формуле P 2 =I св *U св . Если сварка ведется электродом dэ=4 мм, при токе 130…160 А, то мощность вторичной обмотки составит: Р 2 =160*24=3,5…4 кВт , а мощность первичной обмотки с учетом потерь составит порядка 5…5,5 кВт . Исходя из этого, максимальный ток в первичной обмотке может достигать 25 А . Следовательно, площадь сечения провода первичной обмотки S 1 должна быть не менее 5..6 мм 2 .
На практике площадь сечения провода желательно взять несколько больше, 6…7 мм 2 . Для намотки берется прямоугольная шина или медный обмоточный провод диаметром 2,6…3 мм без учета изоляции. Площадь сечения S намоточного провода в мм2 вычисляют по формуле: S=(3,14*D 2)/4 или S=3,14*R 2 ; D — диаметр голого медного провода, измеренный в мм. При отсутствии провода нужного диаметра, намотку можно вести в два провода подходящего сечения. При использовании алюминиевого провода его сечение необходимо увеличить в 1,6..1,7 раза.
Число витков первичной обмотки W1 определяется из формулы:
W 1 =(k 2 *S)/U 1 , где
k 2 — постоянный коэффициент;
S — площадь сечения ярма в см 2
Можно упростить расчет применив для расчета специальную программу Сварочный калькулятор
При W1=240 витков делают отводы от 165, 190 и 215 витков, т.е. через каждые 25 витков. Большее количество отводов сетевой обмотки, как показывает практика, нецелесообразно.
Это связано с тем, что за счет уменьшения числа витков первичной обмотки увеличивается как мощность сварочного аппарата, так и U хх, что приводит к повышению напряжения горения дуги и ухудшению качества сварки. Изменением только числа витков первичной обмотки добиться перекрытия диапазона сварочных токов без ухудшения качества сварки не удается. В этом случае необходимо предусмотреть переключение витков вторичной (сварочной) обмотки W 2 .
Вторичная обмотка W 2 должна содержать 65…70 витков медной изолированной шины сечением не менее 25 мм2 (лучше сечением 35 мм2). Для намотки вторичной обмотки подходит также гибкий многожильный провод, например, сварочный, и трехфазный силовой многожильный кабель. Главное, чтобы сечение силовой обмотки не было меньше требуемого, а изоляция провода была теплостойкой и надежной. При недостаточном сечении провода возможна намотка в два и даже в три провода. При использовании алюминиевого провода его сечение необходимо увеличить в 1,6…1,7 раза. Выводы сварочной обмотки обычно заводят через медные наконечники под клеммные болты диаметром 8…10 мм (Рис. 5).
1.4. Особенности намотки обмоток.Существуют следующие правила намотки обмоток сварочного аппарата:
- Намотка должна производится по изолированному ярму и всегда в одном направлении (например, по часовой стрелке).
- Каждый слой обмотки изолируют слоем хлопчатобумажной изоляции (стеклоткани, электрокартона, кальки), желательно с пропиткой бакелитовым лаком.
- Выводы обмоток залуживают, маркируют, закрепляют хлопчатобумажной тесьмой, а на выводы сетевой обмотки дополнительно надевают хлопчатобумажный кембрик.
- При некачественной изоляции провода, намотку можно производить в два провода, один из которых хлопчатобумажный шнур или хлопчатобумажная нить для рыболовства. После намотки одного слоя обмотку с хлопчатобумажной нитью фиксируют клеем (или лаком) и только после его высыхания наматывают следующий ряд.
Сетевую обмотку на магнитопроводе стержневого типа можно расположить двумя основными способами. Первый способ позволяет получить более «жесткий» режим сварки. Сетевая обмотка при этом состоит из двух одинаковых обмоток W1, W2, расположенных на разных сторонах сердечника, соединенных последовательно и имеющих одинаковое сечение проводов. Для регулировки выходного тока на каждой из обмоток делают отводы, которые попарно замыкаются (Рис. 6 а, б )
Рис. 6. Способы намотки обмоток СА на сердечнике стержневого типа:
Второй способ намотки первичной (сетевой) обмотки представляет намотку провода на одной из сторон сердечника (рис. 6 в, г ). В этом случае сварочный аппарат имеет крутопадающую характеристику, варит «мягко», длина дуги меньше влияет на величину сварочного тока, а следовательно, и на качество сварки.
После намотки первичной обмотки сварочного аппарата необходимо проверить на наличие короткозамкнутых витков и правильность выбранного числа витков. Сварочный трансформатор включают в сеть через плавкий предохранитель (4…6 А) и если есть амперметр переменного тока. Если предохранитель сгорает или сильно греется — это явный признак короткозамкнутого витка. В этом случае первичную обмотку необходимо перемотать, обратив особое внимание на качество изоляции.
Если сварочный аппарат сильно гудит, а потребляемый ток превышает 2…3 А, то это означает, что число витков первичной обмотки занижено и необходимо подмотать еще некоторое количество витков. Исправный сварочный аппарат должен потреблять ток на холостом ходу не более 1..1,5 А, не греться и сильно не гудеть.
Вторичную обмотку сварочного аппарата всегда наматывают на двух сторонах сердечника. По первому способу намотки вторичная обмотка состоит из двух одинаковых половин, включенных для повышения устойчивости дуги встречно-параллельно (Рис. 6 б). В этом случае сечение провода можно взять несколько меньше, то есть 15..20 мм 2 . При намотке вторичной обмотки по второму способу, вначале на свободной от обмоток стороне сердечника наматывается 60…65% от общего числа ее витков.
Эта обмотка служит, в основном, для поджога дуги, а во время сварки, за счет резкого увеличения рассеивания магнитного потока, напряжение на ней падает на 80…90%. Остальное количество витков вторичной обмотки в виде дополнительной сварочной обмотки W 2 наматывается поверх первичной. Являясь силовой, она поддерживает в требуемых пределах напряжение сварки, а следовательно, и сварочный ток. Напряжение на ней падает в режиме сварки на 20…25% относительно напряжения холостого хода.
Намотка обмоток сварочного аппарата на сердечнике тороидального типа можно также произвести несколькими способами (Рис. 7 ).
Способы намотки обмоток сварочного аппарата на тороидальном сердечнике.
Переключение обмоток в сварочных аппаратах проще сделать с помощью медных наконечников и клемм. Медные наконечники в домашних условиях можно изготовить из медных трубок подходящего диаметра длиной 25…30 мм, закрепив в них провода опрессовкой или пайкой. При сварке в различных условиях (сильная или слаботочная сеть, длинный или короткий подводящий кабель, его сечение и т.д.) переключением обмоток настраивают сварочный аппарат на оптимальный режим сварки, и далее переключатель можно установить в нейтральное положение.
1.5. Настройка сварочного аппарата.Изготовив сварочный аппарат, домашний электрик должен произвести его настройку и проверку качества сварки электродами различного диаметра. Процесс настройки заключается в следующем. Для измерения сварочного тока и напряжения нужны: вольтметр переменного тока на 70…80 В и амперметр переменного тока на 180…200 А. Схема подключения измерительных приборов показана на (Рис. 8 )
Рис. 8 Принципиальная схема подключения измерительных приборов при настройке сварочного аппарата
При сварке различными электродами снимают значения тока сварки — I св и напряжения сварки U св, которые должны находится в требуемых пределах. Если сварочный ток мал, что бывает чаще всего (электрод липнет, дуга неустойчивая), то в этом случае переключением первичной и вторичной обмоток устанавливают требуемые значения, или перераспределяют количество витков вторичной обмотки (без их увеличения) в сторону увеличения числа витков, намотанных поверх сетевой обмотки.
После сварки необходимо проконтролировать качество сварки: глубину провара и толщину наплавленного слоя металла. Для этой цели разламывают или распиливают кромки свариваемых изделий. По результатам измерений желательно составить таблицу. Анализируя полученные данные, выбирают оптимальные режимы сварки для электродов различного диаметра, помня о том, что при сварке электродами, например, диаметром 3 мм, электродами диаметром 2 мм можно резать, т.к. ток резки больше сварочного на 30…25%.
Подключение сварочного аппарата к сети должно производится проводом сечением 6…7 мм через автомат на ток 25…50 А, например АП-50.
Диаметр электрода, в зависимости от толщины свариваемого металла, можно выбрать, исходя из следующего соотношения: dэ=(1…1,5)*В, где В — толщина свариваемого металла, мм. Длина дуги выбирается в зависимости от диаметра электрода и в среднем равна (0,5…1,1)dэ. Рекомендуется выполнять сварку короткой дугой 2…3 мм, напряжение которой равно 18…24 В. Увеличение длины дуги приводит к нарушению стабильности ее горения, повышению потерь на угар и разбрызгивание, снижению глубины проплавления основного металла. Чем длиннее дуга, тем выше напряжение сварки. Скорость сварки выбирает сварщик в зависимости от марки и толщины металла.
При сварке на прямой полярности плюс (анод) подсоединяют к детали и минус (катод) — к электроду. Если необходимо, чтобы на детали выделялось меньшее количество тепла, например, при сварке тонколистовых конструкций, то применяют сварку на обратной полярности. В этом случае минус (катод) присоединяют к свариваемой детали, а плюс (анод) — к электроду. При этом не только обеспечивается меньший нагрев свариваемой детали, но и ускоряется процесс расплавления электродного металла за счет более высокой температуры анодной зоны и большего подвода тепла.
Сварочные провода присоединяют к сварочному аппарату через медные наконечники под клеммные болты с наружной стороны корпуса сварочного аппарата. Плохие контактные соединения снижают мощностные характеристики сварочного аппарата, ухудшают качество сварки и могут вызвать их перегрев и даже возгорание проводов.
При небольшой длине сварочных проводов (4..6 м) площадь их сечения должна быть не менее 25 мм 2 .
Во время проведения сварочных работ необходимо соблюдать правила пожарной безопасности, а при настройке аппарата и электробезопасности — во время проведения измерений электроприборами. Сварку следует вести обязательно в специальной маске с защитным стеклом марки С5 (на токи до 150…160 А) и рукавицах. Все переключения в сварочном аппарате обязательно нужно делать только после отключения сварочного аппарата от сети.
2. Переносной сварочный аппарат на основе «Латра».
2.1. Особенность конструкции.Сварочный аппарат работает от сети переменного тока напряжением 220 В. Особенностью конструкции аппарата является использование необычной форма магнитопровода, благодаря которой вес всего устройства составляет всего 9 кг, а габариты 125х150 мм (Рис. 9 ).
Для магнитопровода трансформатора используется ленточное трансформаторное железо, свернутое в рулон в форме тора. Как известно, в традиционных конструкциях трансформаторов магнитопровод набирается из Ш-образных пластин. Электротехнические характеристики сварочного аппарата, благодаря использованию сердечника трансформатора в виде тора, в 5 раз выше, чем у аппаратов с Ш-образными пластинами, а потери минимальные.
2.2. Доработки «Латра».Для сердечника трансформатора можно использовать готовый «ЛАТР» типа М2 .
Примечание. Все латры имеют шестивыводную колодку и напряжение: на входе 0-127-220, и на выходе 0- 150 – 250. Есть два вида: большие и маленькие, и называются ЛАТР 1М и 2М. Кто из них какой я не помню. Но, для сварки нужны именно большой ЛАТР с перемотанным железом или, если они исправные, то наматывают шиной вторичные обмотки и после этого первичные обмотки соединяют параллельно, а вторички последовательно. При этом нужно учитывать совпадение направлений токов во вторичной обмотке. Тогда получается что-то похожее на сварочный аппарат, правда варит, как и все тороидальные, немного жестковато.
Можно использовать магнитопровод в виде тора от сгоревшего лабораторного трансформатора. В последнем случае, сначала снимают с «Латра» ограждение, арматуру и удаляют обгоревшую обмотку. Очищенный магнитопровод при необходимости перематывают (см. выше), изолируют электрокартоном или двумя слоями лакоткани и наматывают обмотки трансформатора. Сварочный трансформатор имеет всего две обмотки. Для намотки первичной обмотки используется кусок провода ПЭВ-2 длиной 170 м, диаметром 1,2 мм (Рис. 10 )
Рис. 10 Намотка обмоток сварочного аппарата:
| 1 — первичная обмотка; | 3 — бухта провода; |
| 2 — вторичная обмотка; | 4 — ярмо |
Для удобства намотки провод предварительно наматывают на челнок в виде деревянной рейки 50х50 мм с прорезями. Однако для большего удобства можно изготовить несложное приспособление для намотки тороидальных силовых трансформаторов
Намотав первичную обмотку, покрывают ее слоем изоляции, а после наматывают вторичную обмотку трансформатора. Вторичная обмотка содержит 45 витков и наматывается медным проводом в хлопчатобумажной или стекловидной изоляции. Внутри сердечника провод располагается виток к витку, а снаружи — с небольшим зазором, что необходимо для лучшего охлаждения. Сварочный аппарат, изготовленный по приведенной методике, способен дать ток 80…185 А. Принципиальная электрическая схема сварочного аппарата приведена на рис. 11.
Рис. 11 Принципиальная электрическая схема сварочного аппарата.
Работа несколько упростится, если удастся приобрести работающий «Латр» на 9
А.
Тогда снимают с него ограждение, токосъемный ползунок и крепежную арматуру. Далее
определяют и маркируют выводы первичной обмотки на 220 В, а остальные выводы надежно
изолируют и временно прижимают к магнитопроводу таким образом, чтобы их не повредить
при намотке новой (вторичной) обмотки. Новая обмотка содержит столько же витков
и той же марки, и того же диаметра провода, что и в рассмотренном выше варианте.
Трансформатор в этом случае дает ток 70…150 А.
Изготовленный трансформатор помещают на изолированную площадку в прежний кожух,
предварительно просверлив в нем отверстия для вентиляции (рис. 12))
Рис. 12 Варианты кожуха сварочного аппарата на основе «ЛАТРА».
Выводы первичной обмотки подключаются к сети 220 В кабелем ШРПС или ВРП, при этом в этой цепи следует поставить отключающий автомат АП-25. Каждый вывод вторичной обмотки соединяют с гибким изолированным проводом ПРГ. Свободный конец одного из этих проводов крепится к держателю электрода, а свободный конец другого — к свариваемой детали. Этот же конец провода необходимо заземлять для безопасности сварщика. Регулировка тока сварочного аппарата производится включением последовательно в цепь провода держателя электрода кусков нихромовой или константановой проволоки d=3 мм и длиной 5 м, свернутых «змейкой». «Змейка» крепится к листу асбеста. Все соединения проводов и балластника производятся болтами М10. Перемещая по «змейке» точку присоединения провода, устанавливают необходимый ток. Регулировку тока можно производить с использованием электродов различного диаметра. Для сварки таким аппаратом пользуются электродами типа Э-5РАУОНИИ-13/55-2,0-УД1 dd=1…3 мм.
При проведении сварочных работ для предотвращения ожогов необходимо применять фибровый защитный щиток, снабженный светофильтром Э-1, Э-2. Обязательным является головной убор, спецодежда и рукавицы. Сварочный аппарат следует оберегать от сырости и не допускать его перегрева. Ориентировочные режимы работы с электродом d=3 мм: для трансформаторов с током 80…185 А — 10 электродов, а с током 70…150 А — 3 электрода. после использования указанного количества электродов, аппарат отключают от сети минимум на 5 минут (а лучше около 20).
3. Сварочный аппарат из трехфазного трансформатора.
Сварочный аппарат, при отсутствии «ЛАТРА», можно сделать и на основе трехфазного понижающего трансформатора 380/36 В, мощностью 1..2 кВт, который предназначен для питания пониженным напряжением электроинструментов или освещения (рис. 13).
Рис. 13 Общий вид сварочного аппарата и его сердечник.
Здесь подойдет даже экземпляр с одной перегоревшей обмоткой. Такой сварочный аппарат работает от сети переменного тока напряжением 220 В или 380 В и с электродами диаметром до4 мм позволяет сваривать металл толщиной 1…20 мм.
3.1. Детали.Клеммы для выводов вторичной обмотки можно сделать из медной трубки d 10…12 мм и длиной 30…40 мм (рис.14).
Рис. 14 Конструкция клеммы вторичной обмотки сварочного аппарата.
С одной стороны ее следует расклепать и в получившейся пластине просверлить отверстие d 10 мм. Тщательно зачищенные провода вставляют в трубку клеммы и обжимают легкими ударами молотка. Для улучшения контакта на поверхности трубки клеммы можно сделать насечки керном. На панели, расположенной наверху трансформатора, заменяют штатные винты с гайками М6 на два винта с гайками М10. Новые винты и гайки желательно использовать медные. К ним присоединяют клеммы вторичной обмотки.
Для выводов первичной обмотки изготовляют дополнительную плату из листового текстолита толщиной 3мм (рис.15 ).
Рис. 15 Общий вид платки для выводов первичной обмотки сварочного аппарата.
В плате сверлят 10…11 отверстий d=6мм и вставляют в них винты М6 с двумя гайками и шайбами. После этого плату крепят в верхней части трансформатора.
Рис. 16 Принципиальная электрическая схема соединения первичных обмоток трансформатора на напряжение: а) 220 В; б) 380 В (вторичная обмотка не указана)
При питании аппарата от сети 220 В две его крайние первичные обмотки соединяются параллельно, а среднюю обмотку присоединяют к ним последовательно (рис.16 ).
4. Держатель электродов.
4.1. Держатель электродов из трубы d¾».Наиболее простой является конструкция электродержателя, изготовленная из трубы d¾» и длиной 250 мм (рис.17 ).
С обеих сторон трубы на расстоянии 40 и 30 мм от ее торцов выпиливают ножовкой выемки глубиной в половину диаметра трубы (рис.18 )
Рис. 18 Чертеж корпуса держателя электродов из трубы d¾»
К трубе над большой выемкой приваривают отрезок стальной проволоки d=6 мм. С противоположной стороны держателя сверлят отверстие d=8,2 мм, в которое вставляют винт М8. К винту присоединяется клемма от кабеля, идущего к сварочному аппарату, которая зажимается гайкой. Сверху на трубу надевается кусок резинового или капронового шланга с подходящим внутренним диаметром.
4.2. Держатель электродов из стальных уголков.Удобный и простой в конструкции держатель электродов можно сделать из двух стальных уголков 25х25х4 мм (рис. 19 )
Берут два таких уголка длиной около 270 мм и соединяют маленькими уголками и болтами с гайками М4. В результате получается короб сечением 25х29 мм. В полученном корпусе вырезается окно для фиксатора и сверлится отверстие для установки оси фиксаторов и электродов. Фиксатор состоит из рычага и небольшой клавиши, выполненной из листа стали толщиной 4 мм. Эту деталь также можно сделать из уголка 25х25х4 мм. Для обеспечения надежного контакта фиксатора с электродом на ось фиксатора надевается надевается пружина, а рычаг соединяется с корпусом контактным проводом.
Ручку получившегося держателя покрывают изоляционным материалом, в качестве которого используется обрезок резинового шланга. Электрический кабель от сварочного аппарата присоединяется к клемме корпуса и фиксируется болтом.
5. Электронный регулятор тока для сварочного трансформатора.
Важной особенностью конструкции любого сварочного аппарата является возможность регулировки рабочего тока. известны такие способы регулировки тока в сварочных трансформаторах: шунтирование с помощью дросселей всевозможных типов, изменение магнитного потока за счет подвижности обмоток или магнитного шунтирования, применение магазинов активных балластных сопротивлений и реостатов. Все эти способы имеют как свои преимущества, так и недостатки. Например, недостатком последнего способа, является сложность конструкции, громоздкость сопротивлений, их сильный нагрев при работе, неудобство при переключении.
Наиболее оптимальным является способ ступенчатой регулировки тока, с помощью изменения количества витков, например, подключаясь к отводам, сделанным при намотке вторичной обмотки трансформатора. Однако, этот способ не позволяет производить регулировку тока в широких пределах, поэтому им обычно пользуются для подстройки тока. Помимо прочего, регулировка тока во вторичной цепи сварочного трансформатора связана с определенными проблемами. В этом случае, через регулирующее устройство проходят значительные токи, что является причиной увеличения ее габаритов. Для вторичной цепи практически не удается подобрать мощные стандартные переключатели, которые бы выдерживали ток величиной до 260 А.
Если сравнить токи в первичной и вторичной обмотках, то оказывается, что в цепи первичной обмотки сила тока в пять раз меньше, чем во вторичной обмотке. Это наталкивает на мысль поместить регулятор сварочного тока в первичную обмотку трансформатора, применив для этой цели тиристоры. На рис. 20 приведена схема регулятора сварочного тока на тиристорах. При предельной простоте и доступности элементной базы этот регулятор прост в управлении и не требует настройки.
Регулирование мощности происходит при периодическом отключении на фиксированный промежуток времени первичной обмотки сварочного трансформатора на каждом полупериоде тока. Среднее значение тока при этом уменьшается. Основные элементы регулятора (тиристоры) включены встречно и параллельно друг другу. Они поочередно открываются импульсами тока, формируемыми транзисторами VT1, VT2.
При включении регулятора в сеть оба тиристора закрыты, конденсаторы С1 и С2 начинают заряжаться через переменный резистор R7. Как только напряжение на одном из конденсаторов достигает напряжения лавинного пробоя транзистора, последний открывается, и через него течет ток разряда соединенного с ним конденсатора. Вслед за транзистором открывается и соответствующий тиристор, который подключает нагрузку к сети.
Изменением сопротивления резистора R7 можно регулировать момент включения тиристоров от начала до конца полупериода, что в свою очередь приводит к изменению общего тока в первичной обмотке сварочного трансформатора Т1. Для увеличения или уменьшения диапазона регулировки можно изменить сопротивление переменного резистора R7 в большую или меньшую сторону соответственно.
Транзисторы VT1, VT2, работающие в лавинном режиме, и резисторы R5, R6, включенные в их базовые цепи, можно заменить динисторами (рис. 21)
Рис. 21 Принципиальная схема замены транзистора с резистором на динистор, в схеме регулятора тока сварочного трансформатора.
аноды динисторов следует соединить с крайними выводами резистора R7, а катоды подключить к резисторам R3 и R4. Если регулятор собрать на динисторах, то лучше использовать приборы типа КН102А.
В качестве VT1, VT2 хорошо зарекомендовали себя транзисторы старого образца типа П416, ГТ308, однако эти транзисторы, при желании, можно заменить современными маломощными высокочастотными транзисторами, имеющими близкие параметры. Переменный резистор типа СП-2, а постоянные резисторы типа МЛТ. Конденсаторы типа МБМ или К73-17 на рабочее напряжение не менее 400 В.
Все детали устройства с помощью навесного монтажа собираются на текстолитовой пластине толщиной 1…1,5 мм. Устройство имеет гальваническую связь с сетью, поэтому все элементы, включая теплоотводы тиристоров, должны быть изолированы от корпуса.
Правильно собранный регулятор сварочного тока особой наладки не требует, необходимо только убедиться в стабильной работе транзисторов в лавинном режиме или, при использовании динисторов, в стабильном их включении.
Описание других конструкций можно посмотреть на сайте http://irls.narod.ru/sv.htm , однако сразу хочу предупредить, что многие из них имеют как минимум спорные моменты.
Также по этой теме можно посмотреть:
http://valvolodin.narod.ru/index.html — много ГОСТов, схем как самодельных аппаратов, так и заводских
http://www.y-u-r.narod.ru/Svark/svark.htm то же сайт энтузиаста сварки
При написании статьи использовалась часть материалов из книги Пестрикова В. М. «Домашний электрик и не только…»Всего хорошего, пишите to © 2005
Основа сварочного аппарата первой конструкции — лабораторный трансформатор ЛАТР на 9 А. С него снимают кожух и всю арматуру, на сердечнике остается лишь обмотка. В трансформаторе сварочного аппарата она будет первичной (сетевой). Эту обмотку изо-лируют двумя слоями изоленты или лакоткани. Поверх изоляции нама-тывают вторичную обмотку — 65 витков провода или набора проводов общим сечением 12—13 мм 2 . Обмотку укрепляют изолентой. Трансфор-матор устанавливают на изолирующей подставке из текстолита или гетинакса внутри кожуха из листовой стали или дюралюминия толщиной не более 3 мм. В крышке кожуха, на задней и боковых стенках делают отверстия диаметром 8—10 мм для вентиляции. Сверху укрепляют руч-ку из стального прутка.
На переднюю панель выводят индикаторную лампочку, выключа-тель на 220 В, 9 А и клеммы вторичной обмотки — к одной из них при-соединяют кабель с держателем электродов, к другой — кабель, второй конец которого во время сварки прижимают к свариваемой детали. Кроме того, эта последняя клемма при работе обязательно должна быть заземлена. Индикаторная лампочка переменного тока типа СН-1, СН-2, М.Н-5 сигнализирует о включении аппарата.
Электроды для этого аппарата должны иметь диаметр не более 1,5 мм.
Для сварочного аппарата второй конструкции (рис. 126) необходи-мо изготовить трансформатор. Из Ш-образного трансформаторного же-леза набирают сердечник сечением около 45 см 2 , наматывают на него первичную (сетевую) обмотку — 220 витков провода ПЭЛ 1,5 мм. От 190-го и 205-го витков делают отводы, после чего изолируют обмотку Двумя-тремя слоями изоленты или лакоткани.
Поверх изолированной первичной обмотки наматывают вторичную.
Она содержит 65 витков провода или набора проводов общим сечени-ем 25—35 мм 2 . В наборе лучше всего использовать провода типа ПЭЛ или ПЭВ 1,0—1,5 мм. Как и в первой конструкции, готовый трансфор-матор закрепляют на изолирующей подставке и помещают в кожух. Стенки кожуха должны быть удалены от трансформатора не менее чем на 30 мм. На переднюю панель кроме лампочки, выключателя и клемм выводят переключатель, регулирующий силу тока.
В сварочном аппарате этой конструкции можно использовать элек-троды диаметром 1,5 и 2 мм.
При работе необходимо надеть маску. Подключать этот аппарат к домашней сети нельзя, так как он потребляет около 3 кВт. Пользовать-ся аппаратом можно в мастерской при наличии электрической сети, к которой разрешается подключать аппараты мощностью до 5 кВт.
Внимание! Перед началом работы проверьте заземление.
Надевайте во время сварки сухую брезентовую спецодежду и рука-вицы. Подкладывайте под ноги резиновый коврик. Не работайте без маски.
Схема сварочного инвертораSMPS — Самодельные проекты схем
Если вы ищете вариант замены обычного сварочного трансформатора, сварочный инвертор — лучший выбор. Сварочный инвертор удобен и работает от постоянного тока. Текущий контроль поддерживается с помощью потенциометра.
Автор: Dhrubajyoti Biswas
Использование топологии с двумя переключателями
При разработке сварочного инвертора я применил прямой инвертор с топологией с двумя переключателями. Здесь входное линейное напряжение проходит через фильтр электромагнитных помех, а затем сглаживается с большой емкостью.
Однако, поскольку импульс тока включения имеет тенденцию быть высоким, необходимо наличие цепи плавного пуска. Поскольку переключение включено и конденсаторы первичного фильтра заряжаются через резисторы, мощность дополнительно обнуляется путем включения реле.
В момент переключения мощности транзисторы IGBT используются и затем используются через управляющий трансформатор прямого затвора TR2 с последующим формированием схемы с помощью регуляторов IC 7812.
Использование микросхемы UC3844 для управления ШИМ
В этом сценарии используется схема управления UC3844, которая очень похожа на UC3842 с ограничением ширины импульса до 50% и рабочей частотой до 42 кГц.
Цепь управления получает питание от вспомогательного источника питания 17 В. Из-за больших токов в обратной связи по току используется трансформатор Tr3.
Напряжение регистра считывания 4R7 / 2W более или менее равно выходному току. Выходной ток можно дополнительно контролировать с помощью потенциометра P1. Его функция заключается в измерении пороговой точки обратной связи, а пороговое напряжение на выводе 3 UC3844 составляет 1 В.
Одним из важных аспектов силовых полупроводников является то, что они нуждаются в охлаждении, и большая часть выделяемого тепла отводится через выходные диоды.
Верхний диод, состоящий из 2x DSEI60-06A, должен выдерживать ток в среднем 50 А и потери до 80 Вт.
Нижний диод, т.е. STTh300L06TV1, также должен иметь средний ток 100А и потери до 120Вт. С другой стороны, общие максимальные потери вторичного выпрямителя составляют 140 Вт. Выходной дроссель L1 дополнительно подключен к отрицательной шине.
Это хороший сценарий, поскольку радиатор закрыт от высокочастотного напряжения. Другой вариант — использовать диоды FES16JT или MUR1560.
Однако важно учитывать, что максимальный ток нижнего диода в два раза больше тока верхнего диода.
Расчет потерь IGBT
На самом деле расчет потерь IGBT — сложная процедура, поскольку, помимо кондуктивных потерь, еще одним фактором являются коммутационные потери.
Также каждый транзистор теряет около 50 Вт. Выпрямительный мост также теряет мощность до 30 Вт и размещается на том же радиаторе, что и IGBT, вместе с диодом сброса UG5JT.
Также есть возможность заменить UG5JT на FES16JT или MUR1560. Потеря мощности диодов сброса также зависит от конструкции Tr1, хотя потери меньше по сравнению с потерей мощности от IGBT. Выпрямительный мост также приводит к потере мощности около 30 Вт.
Кроме того, при подготовке системы важно не забывать масштабировать максимальный коэффициент нагрузки сварочного инвертора. После этого на основе измерения вы можете быть готовы выбрать правильный размер калибра обмотки, радиатора и т. Д.
Еще один хороший вариант — добавить вентилятор, так как он будет контролировать нагрев.
Принципиальная схема
Детали обмотки трансформатора
Коммутационный трансформатор Tr1 намотан на два ферритовых EE сердечника, и оба они имеют сечение центральной колонны 16×20 мм.
Таким образом, общее поперечное сечение составляет 16×40 мм. Следует соблюдать осторожность, чтобы не оставлять воздушных зазоров в области сердечника.
Хороший вариант — использовать 20 витков первичной обмотки, намотав на нее 14 проводов с нулевым сопротивлением.Диаметр 5 мм.
С другой стороны, вторичная обмотка состоит из шести медных полос 36×0,55 мм. Трансформатор прямого привода Тр2, который разработан с низкой паразитной индуктивностью, следует трехсторонней схеме намотки с тремя витыми изолированными проводами диаметром 0,3 мм и обмотками по 14 витков.
Активная часть изготовлена из стали h32 с диаметром средней стойки 16мм и без зазоров.
Трансформатор тока Tr3 изготовлен из дросселей для подавления электромагнитных помех. В то время как первичный имеет только 1 ход, вторичный получает ранение за 75 ходов из 0.Проволока 4 мм.
Важным моментом является соблюдение полярности обмоток. В то время как L1 имеет ферритовый сердечник EE, средний столбец имеет поперечное сечение 16×20 мм с 11 витками медной полосы 36×0,5 мм.
Кроме того, общий воздушный зазор и магнитная цепь установлены на 10 мм, а его индуктивность составляет 12 мкГн cca.
Обратная связь по напряжению на самом деле не мешает сварке, но определенно влияет на потребление и потерю тепла в режиме ожидания. Использование обратной связи по напряжению очень важно из-за высокого напряжения около 1000 В.
Кроме того, ШИМ-контроллер работает с максимальным рабочим циклом, что увеличивает потребление энергии, а также увеличивает количество нагревательных компонентов.
Постоянный ток 310 В может быть извлечен из электросети 220 В после выпрямления через мостовую сеть и фильтрации через пару электролитических конденсаторов 10 мкФ / 400 В.
Источник питания 12 В можно получить от готового блока адаптера 12 В или собрать дома с помощью информации, предоставленной здесь :
Цепь для сварки алюминия
Этот запрос был отправлен мне одним из преданных читателей этого блога Mr.Хосе. Вот подробности требования:
Мой сварочный аппарат Fronius-TP1400 полностью работоспособен, и меня не интересует его конфигурация. Эта устарелая машина является первым поколением инверторных машин.
Это основное устройство для сварки покрытым электродом (сварка MMA) или вольфрамовой дугой (сварка TIG). Переключатель позволяет выбор.
Это устройство выдает только постоянный ток, что очень удобно для сварки большого количества металлов.
Есть несколько металлов, таких как алюминий, которые из-за его быстрой коррозии при контакте с окружающей средой необходимо использовать пульсирующий переменный ток (прямоугольная волна от 100 до 300 Гц), что способствует устранению коррозии в циклах с обратной полярностью и поверните плавку в циклы прямой полярности.
Существует мнение, что алюминий не окисляется, но это неверно, что происходит так, что в нулевой момент, когда он вступает в контакт с воздухом, образуется тонкий слой окисления, который с этого момента сохраняет его от следующих последующих окисление.Этот тонкий слой усложняет сварку, поэтому используется переменный ток.
Мое желание — сделать устройство, которое будет подключено между выводами моего сварочного аппарата постоянного тока и горелки, чтобы получить переменный ток в горелке.
Вот где у меня возникли трудности в момент создания этого преобразователя CC в AC. Увлекаюсь электроникой, но не специалист.
Итак, я прекрасно понимаю теорию, я смотрю на микросхему HIP4080 или аналогичную таблицу данных, чтобы увидеть, что ее можно применить в моем проекте.
Но моя большая трудность в том, что я не делаю необходимый расчет значений компонентов. Может быть, есть какая-то схема, которую можно применить или адаптировать, я не нахожу ее в Интернете и не знаю, где искать, поэтому прошу вашей помощи.
Конструкция
Чтобы гарантировать, что сварочный процесс может устранить окисленную поверхность алюминия и обеспечить эффективное сварное соединение, существующий сварочный стержень и алюминиевая пластина могут быть объединены со ступенью привода полного моста. , как показано ниже:
Rt, Ct можно рассчитать методом проб и ошибок, чтобы получить колебания МОП-транзисторов на любой частоте от 100 до 500 Гц.Чтобы узнать точную формулу, вы можете обратиться к этой статье.
Вход 15 В может быть запитан от любого адаптера переменного тока 12 В или 15 В постоянного тока.
Покупка первого сварочного аппарата: практическое и информативное руководство для мастеров своими руками
Начало работы
Существует множество способов сварки на выбор, но ни один из них не подходит для всех областей применения. Очень важно учитывать ваши навыки сварки, доступные основные процессы, а также возможности и преимущества каждого из них, чтобы определить, какой процесс лучше всего подходит для ваших нужд и областей применения.
Обзор сварочных процессов
Наиболее распространенными процессами являются MIG, TIG и Stick. У каждого из них есть преимущества и ограничения для определенных приложений. Не существует универсального подхода.
- MIG / газовая дуговая сварка металла (GMAW) — Сварщики MIG используют проволочный сварочный электрод на катушке, которая подается автоматически с постоянной предварительно выбранной скоростью. Дуга, создаваемая электрическим током между основным металлом и проволокой, расплавляет проволоку и соединяет ее с основанием, создавая высокопрочный сварной шов с прекрасным внешним видом и небольшой потребностью в очистке.Сварка MIG чиста и проста, ее можно использовать как на тонких, так и на толстых металлах.
Подобно MIG, дуговая сварка порошковой проволокой (FCAW) * представляет собой процесс подачи проволоки, но отличается тем, что самозащитная сварка FCAW не требует защитного газа. Вместо этого порошковая проволока защищает дугу от загрязнения. Это простой и эффективный подход, особенно при сварке на открытом воздухе, в ветреную погоду или на грязных материалах. FCAW широко используется в строительстве из-за высокой скорости сварки и портативности.
Сварка MIG и порошковой проволокой проста в освоении и позволяет создавать чрезвычайно чистые сварные швы на стали, алюминии и нержавеющей стали.Оба процесса позволяют сваривать материалы толщиной до 26 калибра.
* Процесс FCAW предлагается на машинах Miller® MIG.
- Дуговая сварка TIG / газом вольфрамовым электродом (GTAW) — В этом процессе дуговой сварки для сварки используется неплавящийся вольфрамовый электрод. Область сварного шва защищена от атмосферного загрязнения защитным газом (обычно аргоном) и присадочным металлом, хотя некоторые сварные швы, известные как автогенные швы, этого не требуют.Сварочный источник постоянного тока вырабатывает энергию, которая проходит через дугу через столб высокоионизированного газа и паров металлов, известный как плазма.
Сварка
TIG чаще всего используется для сварки тонких профилей из легированной стали, нержавеющей стали и цветных металлов, таких как алюминий, магний и медные сплавы. Этот процесс дает оператору больший контроль над сварным швом, что позволяет получать прочные и высококачественные сварные швы. TIG сравнительно сложнее и труднее в освоении, чем другие процессы, и он значительно медленнее.
- Дуговая сварка палкой / экранированным металлом (SMAW) — На протяжении многих лет палочка была самым популярным методом сварки в домашних условиях. В этом процессе используется электрический ток, протекающий из зазора между металлом и электродом для дуговой сварки. Stick эффективен для сварки большинства сплавов или соединений и может использоваться в помещении и на открытом воздухе или на сквозняках. Кроме того, это наиболее экономичный метод, обеспечивающий хорошее сцепление с ржавыми или грязными металлами.
Однако он ограничен металлами не тоньше 18 калибра, требует частой замены стержня, излучает значительное количество брызг и требует очистки готовых сварных швов.Сварку палкой также труднее изучить и использовать, особенно способность зажигать и поддерживать дугу. Доступны аппараты для дуговой сварки переменным, постоянным или переменным / постоянным током, причем переменный ток является наиболее экономичным. Он используется для сварки более толстых металлов от 1/16 дюйма и более. Эти машины — хороший выбор для фермеров, любителей и домашних работников.
На приведенной ниже схеме показан каждый сварочный процесс. Учтите эти факторы, решая, какой процесс лучше всего подходит для ваших общих нужд.
Сварка МИГ
| Сварка TIG
|
Порошковая сварка
| Ручная сварка
|
Какой процесс лучше всего соответствует вашим потребностям?
Определите типы сварочных работ и материалы, которые вы будете сваривать чаще всего.Вы создаете скульптуры из металла? Собираетесь ли вы отремонтировать старый маслкар в своем гараже? Мотоцикл, который вы купили много лет назад, требует изготовления? Возможно, вам нужно сделать базовый ремонт сельхозтехники.
Возможные проекты | Средняя толщина материала |
Кузов авто | 3/16 дюйма или меньше |
Рамы и ограждения прицепов | от 1/4 дюйма до 5/16 дюйма |
Ферма, ранчо и ландшафт | от 5/16 дюйма до 3/8 дюйма |
Толстые конструкционные элементы | Более 3/8 дюйма |
Велосипеды, газонокосилки или рамы для труб | 1/16 дюйма |
Лодки, автомобили и мотоциклы | От 1/16 дюйма до 1/8 дюйма |
Стойки охотничьи и хозяйственные | От 1/16 дюйма до 1/8 дюйма |
От общего до капитального ремонта | от 3/16 дюйма до 1/4 дюйма |
Заблаговременное выделение времени для определения проектов, которые будут занимать наибольший процент вашей сварочной деятельности, поможет вам определить конкретную толщину металла, с которой вы, вероятно, будете сваривать чаще всего, и, в конечном итоге, поможет вам выбрать наиболее подходящего сварщика.
Пришло время уточнить детали. Давайте посмотрим, какой процесс сварки можно использовать для каждого типа металла. Имейте в виду, что многие из этих материалов также обрабатываются с использованием различных комбинаций двух или более металлов для усиления прочности и функциональности.
Металл | Сварочный процесс | ||
МИГ | Рукоять | TIG | |
Сталь | Х | Х | Х |
Нержавеющая сталь | Х | Х | Х |
Алюминиевые сплавы | Х | Х | |
Чугун | Х | ||
Хромомолибден | Х | ||
Медь | Х | ||
Латунь | Х | ||
экзотических металлов (магний, титан и т. Д.) | Х | ||
Какие факторы следует учитывать при определении бюджета?
Тип сварочного аппарата, который вы покупаете, должен подходить для конкретных функций, которые вам требуются, а также для проектов, над которыми вы будете работать больше всего. Подумайте о своей конечной цели и подумайте о возможностях повышения эффективности вашего сварщика.Хотите ли вы в будущем больше мощности или силы тока? Вы когда-нибудь захотите изучить или использовать дополнительные сварочные процессы?
Важно учитывать различные требования к силе тока и мощности, а также рабочий цикл, необходимый для достижения наиболее эффективных и экономичных эксплуатационных результатов для проектов, которые вы планируете завершить.
В дополнение к стоимости самого сварочного аппарата не забудьте включить в него расходы на принадлежности и расходные материалы, которые потребуются для работы вашего нового сварочного аппарата.Сюда входит защита от сварки (каска, перчатки, куртка и т. Д.), А также газ и расходные материалы.
Не спешите принимать решение о покупке. Найдите время, чтобы определить свои потребности. Если у вас есть вопросы или что-то неясно, Миллер может ответить на любые ваши вопросы о сварочных процессах, преимуществах, ограничениях и работе аппарата. Когда вы будете готовы сопоставить конкретную модель с задачей, хобби или бизнесом, Миллер может предложить модель или продукт, который лучше всего подходит для вас.
Miller предоставляет качественных сварочных аппаратов с 1929 года. Когда вы будете готовы совершить покупку, для нас будет честью, если вашим первым сварщиком будет сварщик Miller.
Инверторпротив сварочного аппарата трансформатора: что лучше для ваших нужд?
0Последнее обновление:
Электросварочные аппараты эксплуатируются более 100 лет. Как и любая технология, сварочные аппараты в настоящее время значительно усовершенствованы, чем в предыдущие десятилетия.
Однако есть что сказать и о надёжности старого образца. Когда речь идет о трансформаторных или инверторных сварочных аппаратах, у многих профессионалов в области сварки есть выбор.
Однако ваши предпочтения должны зависеть от того, какой из них лучше подходит для выполняемой работы. Чтобы помочь вам, мы собрали всю важную информацию о сварщиках, чтобы вы могли лучше понять, как они работают, и, наконец, выберите ту, которая вам больше всего подходит. Вот подробное описание инверторных и трансформаторных сварочных аппаратов.Читать дальше!
Обзор инверторного сварочного аппарата
Кредит: Рижка Назар, Shutterstock
Как это работает?
Инверторный сварочный аппарат преобразует переменный ток в выходное напряжение с более низким допустимым напряжением. Например, от источника питания 240 В переменного тока до выходного напряжения 20 В постоянного тока. В инверторных устройствах для преобразования мощности используется пара электронных компонентов.
Напротив, традиционные трансформаторные приборы в основном полагаются на один большой трансформатор для регулирования напряжения.Инвертор работает за счет увеличения частоты первичного источника питания с 50 Гц до 20 000 — 100 000 Гц.
Это делается с помощью электронных кнопок, которые быстро включают и выключают питание (до одной миллионной секунды). Используя этот способ управления источником питания до того, как он попадет в трансформатор, можно значительно уменьшить размер трансформатора.
Примечательные особенности
Повышенная эффективностьС помощью инверторного сварочного аппарата вы можете отрегулировать профиль сварного шва в соответствии с требуемой толщиной.Инверторные сварочные аппараты улучшают внешний вид сварного шва и в то же время поддерживают качество сварки.
Механизм инверторного сварочного аппарата очень эффективен и остается холодным даже при продолжительной работе. Обычно они используют минимальное количество фильтрующего металла. Они эффективно снижают тепловложение и обеспечивают превосходную производительность.
Эффективность и энергосбережениеИнверторные сварочные аппараты не только энергоэффективны, но также обеспечивают безнапорное и бесплатное подключение.Эти инверторные сварочные аппараты являются прекрасной заменой обычным сварочным аппаратам, когда дело доходит до выработки тепла и потребления энергии.
Инверторный сварочный аппарат имеет выходную мощность до 93% по сравнению с обычными сварочными аппаратами. Уровень производства обычных сварщиков составляет 60%. Инвертор значительно уменьшает трансформатор, размер реактора и вес сварщика.
Сопоставимые потери мощности (в основном, потребление энергии в проводнике и потери в магнитном сердечнике) также значительно уменьшены.
Холодильная установкаЭти превосходно сделанные инверторные сварочные аппараты имеют внутренний охлаждающий вентилятор. Он снижает рабочее тепло и предотвращает выработку дополнительного тепла. С помощью охлаждающих вентиляторов машины не только перестают перегреваться, но и приводят к увеличению срока службы устройств.
Кредит: Сергей Храмов, Shutterstock
Выходное напряжение и текущая стабильностьМногие традиционные сварочные аппараты используют переменный ток (AC), и, следовательно, эти аппараты не обеспечивают непрерывный ток и выходную мощность.
В таком случае дуги этих машин нуждаются в нескольких повторных зажиганиях, примерно от 100 до 120 раз в секунду. В отличие от обычных сварочных аппаратов, инверторный сварочный аппарат быстро выделяет тепло.
Эти машины могут поддерживать постоянный ток. Он предотвращает нестабильность напряжения и температуры, поскольку эти машины имеют защиту от помех. По сути, сварочные аппараты обладают защитой от помех и имеют более низкую вероятность изменений температуры и колебаний напряжения.
Поскольку направление тока и напряжение часто меняются, традиционные инверторные сварочные аппараты используют переменный ток. Дуга может гаснуть и зажигаться до 120 раз в секунду. Дуга непостоянна и горит постоянно. Это приводит к продолжительному нагреву. А его прочность снижает сварной шов.
Методы IGBTЭти инверторные сварочные аппараты могут быстро собирать электроэнергию, используя любое устройство тока затвора. Это возможно благодаря технологии биполярных транзисторов с изолированным затвором.Переключатель инверторного сварочного аппарата также работает быстро и потребляет меньше энергии для выполнения заключительной операции.
Компактная и легкая модель
Благодаря минимальной конструкции инверторный сварочный аппарат можно использовать практически везде. По сравнению с другими традиционными сварочными аппаратами эти сварочные аппараты компактны. Вы можете разместить их в любом компактном пространстве благодаря компактной конструкции устройства.
Конструкция достаточно компактна, так что вы можете полностью хранить ее в ограниченном пространстве.Вес и размер трансформатора будут значительно уменьшены, поскольку частота инверторного сварочного аппарата намного выше рабочей частоты.
Аналогичным образом, значительное увеличение размера, веса реактора и рабочей частоты будет значительно сведено к минимуму.
Плюсы
- Низкое энергопотребление.
- Обеспечивает превосходный контроль электрической дуги.
- Поставляется с охлаждающим вентилятором для защиты деталей от нагрева.
- Это портативный.
Минусы
- Они менее долговечны по сравнению с обычными трансформаторными сварочными аппаратами.
- Дорогой ремонт.
Обзор сварщика трансформаторов
Кредит: Владимир Ненезич, Shutterstock
Как это работает?
Сварочные аппараты с трансформатором — более традиционный вариант сварки. Эти высокопроизводительные устройства являются «рабочей лошадкой» в отрасли и требуют питания от сети.Они в основном используются для промышленной сварки прутков. Они бывают размерами от 250 А до 600 А при 415 В.
Сварщик трансформатора позволяет сварщику выбирать выходной ток, перемещая обмотку ближе или дальше от вторичной обмотки. Он также может перемещать магнитный шунт внутри и из сердечника трансформатора, используя последовательный реактор насыщения с изменяемым подходом последовательно с выходом вторичного тока, или просто позволяя сварщику выбирать выходное напряжение, нажимая на вторичную обмотку трансформатор.
Эти приборы трансформаторного типа обычно являются наиболее экономичными.
Отличительные особенности
Особенностью трансформаторного сварочного аппарата является то, что на электрод подается переменный ток. Это означает, что преобразование активировано. Из-за этого увеличивается разбрызгивание металла, что, в свою очередь, сказывается на качестве шва.
КПД трансформатора составляет около 80%, так как большая часть энергии используется для нагрева «железа» прибора. Устройства разделены на домашние, производящие ток до 200 ампер, профессиональные и полупрофессиональные, до 300 ампер, а еще один — более 300 ампер.
Когда дело доходит до использования прибора в домашних условиях, используется однофазный электрический ток 220 вольт. Однако в большинстве экспертных устройств часто используется трехфазный ток 380 В.
НадежностьБольшинство людей спорят о надежности сварщика. На протяжении почти столетия трансформаторные сварочные аппараты подвергались комплексным исследованиям и разработкам для создания надежных и прочных аппаратов, в то время как инверторным сварочным аппаратам уделялось такое же внимание только 30 лет.
Сварочные аппараты с трансформатором более надежны по сравнению с лучшими инверторными сварочными аппаратами. Однако за последние годы разрыв значительно сократился. Те дни в 1990-х годах, когда отказы инверторов вызывали кошмары, ушли в прошлое.
Кредит: kofana12, Shutterstock
. Возможные ограниченияОбщая тенденция заключается в том, что трансформаторные сварочные аппараты более просты, но надежны, в то время как инверторные сварочные аппараты могут объединять множество различных процедур с меньшей надежностью.
Другое соображение — это то, как устройство будет ограничивать вас в среднесрочной и долгосрочной перспективе. Если за этими устройствами правильно ухаживать, они могут прослужить значительное количество времени. Если у вас есть трансформаторный сварочный аппарат, он будет крупнее и менее многофункциональным по сравнению с инверторным сварочным аппаратом.
Хотели бы вы приобрести дополнительное оборудование, чтобы иметь такую же производительность, что и инверторный сварочный аппарат? Или вам нужна надежность сварочного аппарата на базе трансформатора, но вам также нужно что-то, что вы можете носить с собой в качестве резервного, которое обеспечивается инверторным сварочным аппаратом?
Время простояНекоторые области применения могут привести к преждевременному разрушению инверторных сварочных аппаратов, например, излишки переносимых по воздуху загрязнителей и высокая влажность.Производители пытались создать продукты, более устойчивые к сбоям из-за экологических проблем.
Однако они всегда более склонны к неудачам. Если ваша машина выйдет из строя, вы не сможете использовать ее, пока она не будет отремонтирована. Но как это повлияет на вашу повседневную деятельность? Если вы просто любитель, это не помешает осуществлению важных проектов и не повлияет на ваш доход.
Хотя ваша машина имеет решающее значение для бесперебойной работы вашего бизнеса, вы должны учитывать влияние простоев, которые могут у вас возникнуть.Если окружающая среда, в которой вы находитесь, способствует преждевременному выходу из строя и находится вне вашего контроля, стоит иметь более надежное устройство, которое проще по сравнению с универсальным устройством, которое не работает.
В таком случае лучше всего подойдет трансформаторный сварочный аппарат, поскольку он прочен, надежен и редко выходит из строя.
Область применения
Сварочные аппараты для трансформаторов — это неприхотливое оборудование, которое используется практически во всех сферах человеческой деятельности, где необходимы сварочные соединения для железных металлов.
Приборы используются для следующих целей:
- Ремонт и прокладка трубопроводов.
- Сварка водопроводных трубопроводов.
- Устройство металлических конструкций на стройплощадке.
- Соединение листовых материалов, два в стык и внахлест.
Плюсы
- Начальная стоимость невысока.
- Идеален для ремонта фермы.
- Сварщик не требует обслуживания.
- Текущие расходы также относительно низкие.
- Высокая надежность.
Минусы
- Зажигать дугу сложно.
- Чувствителен к снижению напряжения в сети.
против сварочного аппарата трансформатора: что подходит именно вам?
Хотя инверторные сварочные аппараты имеют преимущества перед трансформаторными сварочными аппаратами, не все из этих преимуществ могут быть вам полезны. Окончательный выбор в конечном итоге сводится к предпочтениям пользователя.
Мы предоставили вам все необходимое, чтобы помочь вам учесть ваши требования и выяснить, что вам подходит. Кроме того, мы составили список различий между инверторными и трансформаторными сварочными аппаратами с учетом таких факторов, как долговечность, вес, стоимость и т. Д.
Начнем прямо сейчас!
СтойкостьПо сути, трансформаторы имеют более высокие рабочие циклы. Следовательно, теоретически они могут решать более сложные задачи, чем инверторные сварочные аппараты.На данный момент инверторы новые в магазинах и, следовательно, их долговечность сомнительна.
Прямо сейчас мы знаем о долговечности трансформаторных сварочных аппаратов, поскольку они используются достаточно долго, чтобы анализировать и повышать их долговечность. Тем не менее, инверторная технология невероятно увлекательна, поскольку вы можете вложить много энергии в небольшой легкий корпус.
ЗатратыМежду сварщиками инверторов и трансформаторов ведутся давние дебаты о ценах.Многие трансформаторные сварочные аппараты экономичны, когда речь идет о начальных затратах.
Но в конечном итоге инверторный сварочный аппарат сэкономит вам много денег. Все это сводится к затратам с течением времени. Начнем с того, что инверторные сварочные аппараты потребляют меньше энергии. Хотя точная стоимость, как правило, завышена, многие профессионалы сходятся во мнении, что вы можете сэкономить около 10% на счетах за электроэнергию.
Сварочные аппараты с инверторомтакже потребляют меньше расходных материалов и сварочного газа благодаря повышенной стабильности дуги.Со временем не будет безумием сказать, что сварочные аппараты окупятся сами за себя.
МассаПо сравнению с трансформаторными сварочными аппаратами, инверторные сварочные аппараты легче. Они даже вдвое меньше нескольких трансформаторных машин. Если вы выполняете неподвижные работы на большой площади, большой и здоровенный сварочный аппарат для трансформатора не будет проблемой.
Однако, если вы собираетесь перемещать сварщика или помещение ограничено, лучше всего подойдет инверторный сварочный аппарат.
Стабильность и эффективностьЗа последние 50 лет сварочные аппараты для трансформаторов прошли долгий путь. Используя сварочный аппарат премиум-класса, вы можете достичь привлекательного уровня эффективности, сохраняя при этом относительно стабильную дугу.
Впрочем, по сравнению с инверторными сварочными аппаратами это ничто. Большинство инверторных сварочных аппаратов вдвое эффективнее трансформаторных сварочных аппаратов. Например, по сравнению с трансформаторным сварочным аппаратом, инверторный сварочный аппарат использует половину ампер для получения аналогичного количества вольт.
Из-за этого большинство инверторных сварочных аппаратов могут работать от обычной домашней розетки, и поэтому вам не нужно покупать генератор или большую розетку на 220 В.
Долгое время инверторные сварочные аппараты использовали DC (постоянный ток). Хотя у них была более стабильная дуга, чем у обычных сварочных аппаратов с трансформатором постоянного тока, для сварщиков на переменном токе был доступен только один вариант.
В настоящее время инверторные сварочные аппараты могут использовать как постоянный, так и переменный ток. А поскольку инверторные сварочные аппараты более эффективны, они могут генерировать более стабильную дугу.По этой причине инверторные сварочные аппараты являются лучшим выбором с точки зрения эффективности и стабильности.
Качество сварных швовРаз уж мы обсуждаем сварочные аппараты, давайте перейдем к сути сварки и остановимся на дуге и сварных швах. Если вы из тех сварщиков, которые работают с гладкой сталью весь день, каждый день, вам не нужно искать машину для сварки трансформаторов.
Однако мы живем в мире, который требует совершенства сварки в любом положении и на каждом материале.Сварщики с инвертором начинают сиять в этом требовательном мире. Поскольку инверторные сварочные аппараты можно запрограммировать на выполнение чего угодно, теперь мы видим, что усовершенствованная импульсная сварка MIG работает аналогично высококвалифицированной сварке TIG.
Программное обеспечение и усовершенствованная электроника открывают мир, который коренным образом изменил возможности сварочного аппарата. Иногда даже средний сварщик выглядит неплохо.
Когда дело доходит до качества сварки и инноваций, инверторный сварочный аппарат — лучший выбор. Тем не менее, для стали все еще можно упростить.
Рабочий циклКак правило, инверторные сварочные аппараты могут достигать гораздо более высоких рабочих циклов из-за размера трансформатора. Хотя более мелкие детали инверторного сварочного аппарата быстро нагреваются, их можно охладить намного быстрее и проще.
Однако в традиционных сварочных аппаратах с трансформатором детали намного больше и, следовательно, имеют тенденцию сохранять тепло и долго остывать.
Использование мощности генератораЭффективность означает, что использование мощности генератора более возможно с помощью инверторных сварочных аппаратов, которые могут работать на портативных генераторах меньшего размера.Это невозможно с обычными сварочными аппаратами для трансформаторов.
Однако следует учитывать, что использование энергии от генератора чревато опасностями.
ФункциональностьПо сравнению с традиционными сварочными аппаратами для трансформаторов производительность высококачественных инверторных сварочных аппаратов значительно выше. Это особенно заметно при ручной сварке (MMA), при которой операторы считают, что сварка проще, и им не нужно «бороться» с дугой.
В основном это происходит из-за способности инверторных сварочных аппаратов иметь более высокое напряжение холостого хода и интегрировать такие функции, как Anti-Stick, Arc Force и Hot Start.Основным примером этого является сварка тонких материалов: с использованием традиционного аппарата для ручной сварки это печально известно сложно, если не непрактично.
Однако с помощью инверторных сварочных аппаратов, которые имеют неограниченную регулировку силы тока и стабильную дугу, мощность может быть значительно снижена, так что, например, лист металла толщиной 1,6 мм или секции труб можно сваривать значительно проще и контролируемым образом.
Кредит: Супавит Сретбхакди, Shutterstock
Что такое технология IGBT?
Буквы IGBT обозначают «Биполярные транзисторы с изолированным затвором».Это высокоскоростные переключающие устройства, используемые во всех сварочных аппаратах без сварки, которые упрощают регулировку напряжения.
Некоторые инверторные сварочные аппараты используют старую технологию MOSFET или транзисторы. Технология IGBT обеспечивает значительные преимущества по сравнению с MOSFET. Возможно, решающим преимуществом является то, что IGBT менее подвержены колебаниям мощности генератора и питающей сети, что делает их более надежными и менее уязвимыми для отказов или повреждений.
Когда использовать инверторный сварочный аппарат Когда использовать сварочный аппарат трансформатора Внутри в регулируемой среде В пыльной и грязной среде Можно использовать на многих типах недрагоценных металлов Вы можете использовать его изо дня в день на одном и том же металле
Заключение
За последние 15 лет инверторные сварочные аппараты претерпели стремительные преобразования.Они постоянно улучшают функциональность и стоимость. Однако это не означает, что мы должны зарывать трансформаторные сварочные аппараты, поскольку они также играют решающую роль в отрасли.
В конечном итоге все сводится к индивидуальному взвешенному решению, зависящему от множества факторов.
Кредит предоставленного изображения: (L) Mehaniq, Shutterstock | (R) Алан Сау, Shutterstock
В чем разница между сваркой на переменном и постоянном токе?
Что такое сварка постоянным током?
Постоянный ток — это электрический ток постоянной полярности, протекающий в одном направлении.Этот ток может быть положительным или отрицательным. При сварке постоянным током, поскольку магнитное поле и ток дуги постоянны, образуются стабильные дуги.
Преимущества
Преимущества сварки постоянным током:
- Более плавная сварка, чем у AC
- Более стабильная дуга
- Меньше брызг
- Негатив постоянного тока обеспечивает более высокую скорость наплавки при сварке тонких листов
- Положительный полюс постоянного тока обеспечивает большее проникновение в металл шва
Недостатки
Недостатками сварки постоянным током являются:
- Сварка постоянным током не может решить проблемы с дугой
- Оборудование дороже, так как токи постоянного тока требуют внутреннего трансформатора для переключения тока
Приложения
Сваркапостоянным током идеально подходит для соединения более тонких металлов, а также используется в большинстве случаев сварки штангой, включая сварку TIG сталей.Этот вид сварки также подходит для потолочных и вертикальных работ.
Что такое сварка на переменном токе?
Переменный ток — это электрический ток, который меняет направление много раз в секунду. Ток с частотой 60 Гц будет менять полярность 120 раз в секунду. При сварке на переменном токе, поскольку магнитное поле и ток быстро меняют направление, нет чистого отклонения дуги.
Преимущества
Преимущества сварки на переменном токе:
- Переменный ток между положительной и отрицательной полярностью обеспечивает более устойчивую дугу при сварке магнитных деталей
- Устраняет проблемы с дугой
- Обеспечивает эффективную сварку алюминия
- Сварочные аппараты переменного тока дешевле аппаратов постоянного тока
Недостатки
Недостатками сварки переменным током являются:
- Больше брызг
- Качество сварки не такое гладкое, как при сварке постоянным током
- Менее надежен и поэтому более сложен в обращении, чем сварка постоянным током
Приложения
При переключении на положительный ток переменного тока он также помогает удалять оксид с поверхности металла — следовательно, он подходит для сварки алюминия.
Сваркапеременным током также широко используется в судостроении, особенно для сварных швов, поскольку она позволяет устанавливать ток выше, чем при сварке постоянным током. Сварка на переменном токе также обеспечивает быстрое заполнение и используется для сварки толстых листов вниз.
Одно из основных применений сварки на переменном токе — это намагничивание материалов. Это делает его полезным для ремонта техники.
Как TWI может помочь?
TWI была в авангарде разработки процессов дуговой сварки и, как таковая, предлагает ряд сопутствующих услуг.Достижения включают в себя изобретение процесса сварки MIG с двумя проволоками (используемого для увеличения скорости сварки и скорости наплавки металла или для придания формы сварному шву) и технологии управления транзисторами, которые проложили путь для TWI к разработке импульсной сварки TIG, сварки MIG с коротким замыканием и импульсной сварки. MIG процессы.
Наша команда, состоящая из более чем 20 профессионалов в области сварки, в том числе высококвалифицированных международных инженеров-сварщиков, может предоставить квалифицированные рекомендации по любому вопросу, связанному с соединением материалов.
Напишите нам на contactus @ twi.co.uk, чтобы узнать больше.
Фермер погиб от удара током при сварке бункерного вагона
| Рис. 1. Сварщик в деревянном доме |
- Поддерживайте оборудование в надлежащем рабочем состоянии.
- Используйте соответствующие средства индивидуальной защиты и убедитесь, что они находятся в надлежащем рабочем состоянии.
- Разработайте безопасные рабочие процедуры для сварочных работ, особенно для сращивания сварочных кабелей.
- Определите другие потенциальные проблемы безопасности, такие как необходимость в прерывателе цепи замыкания на землю (GFCI).
6 августа 2003 года 44-летний фермер сваривал бункер для кормов, когда его ударило током. MIFACE узнал об этом инциденте из газетной вырезки. 24 мая 2004 г. исследователи MIFACE взяли интервью у опекуна умершего и друга семьи в доме опекуна. После интервью смотритель сопроводил исследователей MIFACE к месту жительства умершего и к месту смертельной травмы. Исследователи MIFACE смогли увидеть как сварщика, так и тележку-бункер для кормов.Сварочные кабели и кабели ранее были удалены из сарая. В ходе написания этого отчета были получены заключение судмедэкспертизы, свидетельство о смерти, отчет из полицейского управления и фотографии. MIFACE не удалось опросить человека, обнаружившего жертву. Рисунки 1, 2 и 4-7 были доставлены на место происшествия сотрудниками полиции. MIFACE удалил личные идентификаторы с изображений. Рисунок 2 был сделан MIFACE во время посещения объекта.
Пострадавший всю жизнь был фермером, родился и вырос в этом доме. Покойный владел от 28 до 60 голов коров, выращивая их на мясо на 140 гектарах посевных площадей. Чтобы пополнить свой доход от фермы, он ходил на распродажу недвижимости, аукционы и т. Д., Покупал старое сельскохозяйственное оборудование, ремонтировал его и перепродавал. По словам его опекуна, жертва была очень умелой и изобретательной. Смотритель научил потерпевшего «искусству» сварки, когда ему было восемь лет, а с двенадцати лет он начал сваривать самостоятельно.Пострадавший был сварщиком «палкой», технически известным как сварщик дуговой сварки в экранированном металле. У жертвы не было письменной программы безопасности на ферме и она не посещала какие-либо курсы по безопасности на ферме.
Другая семья жила в отдельном доме на собственности потерпевшего. Они платили потерпевшему аренду и помогали ему по хозяйству. Человек из этой семьи — это человек, который обнаружил жертву. Эта семья не является «опекуном жертвы», упомянутым в этом отчете. По словам смотрителя, потерпевший имел функциональные нарушения.Из-за своего функционального нарушения пострадавший обычно тесно сотрудничал с другим человеком при выполнении любого вида работы. Когда сослуживец жертвы делал перерыв, оба брали перерыв. Смотритель и друг семьи независимо друг от друга прокомментировали «надежность» и правдивость личности, обнаружившей жертву.
| Рис. 2. Вагон-бункер для кормов |
Пострадавший ремонтировал прицеп-бункер для кормов (см. Рисунок 2). Он поставил фургон на место с помощью трактора, припарковав фургон на песчаной почве за пределами небольшого деревянного сарая, в котором хранились металлолом, сварщик, инструменты, коробка электрических розеток и другой мусор. Фургон был 18 футов в длину, шесть футов в ширину, а платформа вагона находилась на высоте 28 дюймов от земли.Переднее колесо, на котором была обнаружена жертва, находилось примерно в 4 футах 6 дюймах от передней части фургона. Балка под фургоном с сеном, на которую опирался пострадавший, когда его нашли, находилась на высоте 21 дюйма над землей.
Сварщиком был дуговой сварщик переменного тока старой марки Hobart (см. Рисунок 1). Покрытие и изоляция шнура питания сварщика были повреждены, что привело к оголению проводов (см. Рисунок 3). Сварочные кабели не были доступны исследователям MIFACE. Состояние изоляции кабеля неизвестно.Смотритель объяснил, что они были украдены вскоре после инцидента. Исследователям сказали, что первый комплект сварочных кабелей был возрастом примерно 10 лет и длиной примерно 12 футов. Второй комплект сварочных кабелей, который был «сращен» с первым, также не был доступен для проверки. Жертва сварила прутьями, которые были выброшены на другие предприятия или куплены жертвой на аукционе. Сварочные стержни хранились в сарае в открытых контейнерах, на открытых полках или на полу.
По словам опекуна пострадавшего, пострадавший каждый раз проводил сварочные работы одинаково из-за своей функциональной инвалидности. Обычная рабочая процедура пострадавшего заключалась в том, чтобы «срастить» два набора сварочных кабелей вместе и положить их на землю на кусок дерева размером 2 x 12 дюймов (см. Рисунки 4-5). Он не стал изолировать стыки для защиты. Во время сварочных работ на пострадавшем должен быть сварочный шлем и сварочные перчатки. Он лежал и / или стоял на синей теплоизоляционной плите из жесткого пенопласта.Пострадавший устанавливал все оборудование, включал сварщика (90 ампер) и начинал сваривать.
В день происшествия пострадавший, похоже, работал на последних секциях вагона. Согласно отчету полиции, он лежал примерно в 200 футах от основного блока питания сварщика, который находился внутри сарая. Розетка, к которой был подключен сварочный аппарат, не имела заглушки, имела видимые оголенные проводники и в нее были включены другие предметы. В заключении судмедэкспертизы указывалось, что пострадавший лежал на влажной земле.Ближайшая метеостанция зафиксировала 0,03 дюйма дождя в день инцидента. За последние 7 дней выпало почти 3,5 дюйма дождя, хотя за предыдущие три дня выпало всего 0,04 дюйма.
| Рис. 3. Поврежденная изоляция электрического шнура | Рисунок 4. Неизолированный стык |
| Рисунок 5.Неизолированный стык на неизолированной земле |
Хотя неизвестно, как жертва обычно «сращивает» кабели, в день инцидента он прикрепил электрододержатель непосредственно к проводу кабеля. Неизолированное соединение лежало на голой земле.
В полицейском протоколе говорилось, что потерпевший прикрепил заземляющий провод к раме бункера для кормов. Лицо, нашедшее жертву, представило представившейся полиции следующее.Он работал с покойным, когда приваривал повозку. Он оставил жертву работать в одиночестве, пока проверял другого члена семьи. Каждые 5-10 минут он проверял пострадавшего, чтобы убедиться, что с ним все в порядке. Когда он вернулся в последний раз, он назвал имя жертвы, но жертва не ответила. Он обнаружил, что жертва не дышит, сидящей под тележкой-бункером с кормом, положив голову на металлические перила. Сварочный стержень и кабели лежали на коленях пострадавшего. Он не мог видеть лица потерпевшего, потому что сварочный шлем прикрывал его голову.Он несколько раз говорил с потерпевшим, наклонился и коснулся жертвы; жертва не ответила. Поскольку потерпевший не ответил, он опустился на колени и положил руки на землю, предположительно, чтобы помочь жертве. Когда его руки коснулись земли, он заявил, что получил «сильный» шок. В этот момент он выключил сварщика и позвал опекуна пострадавшего. Прибыл смотритель, позвонил в службу 911 и отключил сварщика от электрической розетки. Прибыла экстренная помощь, и пострадавший был объявлен мертвым на месте.
Человек, нашедший жертву, сказал полиции, что в прошлом, когда жертва выполняла сварку, он говорил «ай», когда работал сварщиком, что указывало на то, что жертва могла получить удар электрическим током во время процесса сварки.
| Рис. 6. Стингер на мате, неиспользованные сварочные стержни | Рисунок 7.Гибкий коврик под кормовозом-бункером |
По словам его опекуна, в день инцидента присутствовали нетипичные обстоятельства. Пострадавший не поместил сращенные кабели на кусок дерева размером 2 x 12 дюймов (см. Рисунки 4-5). На нем не было сварочных перчаток, и он не занимался сваркой, лежа на жестком коврике под собой. Он работал один, что было для него очень необычно. Запасные стержни лежали рядом с местом нахождения жертвы (см. Рис. 6).Он поместил сварочный стержень в жало, но стержень не был зажжен, что указывало на то, что пострадавший не находился в процессе сварки, когда его ударили током. В полицейском протоколе не указано, что рядом с потерпевшим были найдены использованные стержни.
На фотографиях, сделанных полицией во время инцидента, видно, что под тележкой-бункером для кормов находился мат из гибкого пенопласта; фотографии показывают, что жертва, вероятно, не лежала на циновке, когда находилась под фургоном (см. рис. 7).
Хотя температура воздуха была всего 75 градусов, пострадавший сильно потел, о чем свидетельствовала его пропитанная потом рубашка с коротким рукавом.Согласно отчету полиции и заключению судмедэксперта, следов входных и выходных ран от электричества не обнаружено.
Событие явно осталось незамеченным. Возможная последовательность событий состоит в том, что при включении сварщика пострадавший поместил сварочный стержень в жало. Чтобы немного ослабить сварочные кабели, он протянул кабели к себе и через ноги. Если было повреждение изоляции кабеля и проводник был оголен, когда он протаскивал провод под напряжением по ногам, ток мог уйти на землю в любом месте, где его тело контактировало с землей, или через луч вагона и соединение заземления с землей. .
Причиной смерти, указанной в свидетельстве о смерти, было поражение электрическим током. Проведенная токсикология показала, что у жертвы был повышенный уровень фермента, который выделяется при повреждении мышц, что соответствует поражению электрическим током.
Примечание. Этот инцидент произошел на частной ферме, не подпадающей под юрисдикцию Администрации безопасности и гигиены труда штата Мичиган (MIOSHA). Несмотря на то, что бизнес может не подпадать под юрисдикцию MIOSHA, рекомендуется следовать руководящим принципам MIOSHA для повышения безопасности на рабочем месте.
- Поддерживайте оборудование в надлежащем рабочем состоянии.
- Используйте соответствующие средства индивидуальной защиты и убедитесь, что они находятся в надлежащем рабочем состоянии.
Пострадавший не использовал соответствующие средства индивидуальной защиты при сварке.Хотя на пострадавшем были соответствующие средства защиты глаз (сварочный шлем), он не защищал должным образом свои руки, кожу и ноги. Его руки и руки не были должным образом защищены от ультрафиолетового света и горячего металла; на нем не было кожаных сварочных перчаток / защитных рукавов или рубашки с длинными рукавами и манжетами на пуговицах, сделанных из плотной ткани 100% шерсти или хлопка или других защитных предметов, таких как кожаный фартук, куртка или набедренные повязки, чтобы защитить его . Он не защищал свои ноги, надев высокие кожаные сапоги, чтобы искры не попали в сапоги.Часть 33 Общего отраслевого стандарта Закона штата Мичиган о безопасности и гигиене труда (MIOSHA) «Средства индивидуальной защиты» содержит рекомендации для отдельных лиц по правильному выбору и использованию средств индивидуальной защиты при проведении сварочных работ.
Строительные изоляционные листы из жесткого пенопласта, хотя, возможно, являются в некотором роде электрическим изолятором, не предназначены для такого использования. Для обеспечения большей степени защиты следует использовать изолированный электробезопасный коврик и класть его на землю, чтобы обеспечить поверхность для работы, а также обеспечить дополнительную защиту — защитный коврик не проводит ток и обеспечивает защиту человека, находящегося на коврике. не позволять человеку быть «путем» электрического тока к земле.В Интернете можно найти несколько источников защитных ковриков, используя поисковый запрос «непроводящий коврик». Один источник непроводящего мата, идентифицированный MIFACE, имел мат размером 4х10 футов, который продавался в розницу менее чем за 275 долларов США.
- Разработайте безопасные рабочие процедуры для сварки, особенно для сращивания сварочных кабелей.
Чтобы предотвратить риск травм и смерти, разработка безопасных рабочих процедур может определить возможные риски и шаги, которые можно предпринять для их предотвращения.Процедуры безопасной работы выявляют существующие риски, которые могут быть связаны с самим сварочным оборудованием, отсутствием необходимых средств индивидуальной защиты; окружающая среда, в которой происходит сварка, и объект сварочной операции.
Сварочное оборудование включает сварочный аппарат, провода, жала и сварочные стержни. Все сварочное оборудование всегда следует проверять перед использованием. Убедитесь, что сварочный аппарат и его розетка правильно заземлены. Убедитесь, что электрододержатель, все электрические соединения и кабели должным образом изолированы — не используйте его, если изоляция повреждена или отсутствует, или если кабельные соединения на держателях электродов ослаблены.Избегайте использования держателей электродов с дефектными губками. Убедитесь, что сварочные кабели сухие и не содержат смазки и масла. Держите сварочные кабели вдали от кабелей питания. Не допускайте контакта кабелей с горячим металлом и острыми краями. Не проезжайте через кабели.
Сварочные прутки следует хранить в закрытых емкостях и в сухом месте. Пострадавший хранил сварочные стержни в закрытых контейнерах в открытом доступе к условиям окружающей среды. Эти стержни могли впитывать влагу, вызывая образование трещин во флюсе, и, следовательно, не могли эффективно экранировать дугу.Это могло привести к низкому качеству сварного шва и плохому управлению дугой во время процесса сварки.
Установите безопасные рабочие процедуры, когда вам нужно «сращивать» сварочный кабель. Пострадавший применил небезопасную практику, когда прикрепил электрододержатель к проволочному кабелю. Соединения должны выполняться только с использованием утвержденных компонентов и серийно выпускаемых сварочных «кабельных соединителей», которые можно найти в магазинах сварочных материалов и некоторых сельскохозяйственных магазинах.
Необходимость выбора и использования соответствующих средств индивидуальной защиты обсуждалась в предыдущей рекомендации.В зависимости от того, где выполняется сварка, могут потребоваться дополнительные меры для защиты вашего здоровья. Респиратор может считаться необходимым в зависимости от типа выполняемой работы, характера загрязняющих веществ, наличия хорошей вентиляции на месте сварки и концентрации дыма, которому вы подвергаетесь. Шум также может быть проблемой, и могут потребоваться средства защиты органов слуха.
По всей видимости, пострадавший менял электроды голыми руками.Эта небезопасная практика должна быть запрещена. Никогда не меняйте электроды голыми руками или мокрыми перчатками. При сварке избегайте наматывания электродных кабелей вокруг тела.
Обратите внимание на среду , в которой будет проводиться сварка. Есть ли поблизости легковоспламеняющиеся или горючие материалы? Держите поблизости огнетушитель на случай чрезвычайной ситуации. Земля под сварщиком или там, где вы проводите сварку, влажная или влажная?
Свариваемый объект должен быть оценен на предмет потенциальных рисков.Подключите заземляющий кабель как можно ближе к месту проведения сварки. Убедитесь, что зажим заземления подключен к чистому металлу (без ржавчины, краски или покрытия). Ржавый, окрашенный или покрытый металл может повлиять на электрическую цепь и целостность заземления. После завершения сварки не окунайте электрододержатель в воду, чтобы охладить его, поскольку это может привести к поражению электрическим током. Никогда не выполняйте сварку во влажных местах из-за опасности поражения электрическим током.
- Определите другие потенциальные проблемы безопасности, такие как необходимость в прерывателе цепи замыкания на землю (GFCI).
Согласно отчету полиции, розетка, к которой был подключен сварщик, не имела заглушки, имела видимые оголенные проводники и в нее были включены другие предметы. Вероятно, что сварочная установка пострадавшего не могла бы работать с 240-вольтовым GFCI из-за оголенных проводников на электрическом кабеле / вилке, прикрепляющей сварочный аппарат к настенной розетке (см. Рисунок 3).Хотя GFCI обычно не используются со сварочными аппаратами в условиях фермы, GFCI обнаружил бы утечку тока в электрическом кабеле между сварочным аппаратом и электрической розеткой. Электрическая цепь была бы прервана, и сварщик отключился бы, указывая пострадавшему на то, что питание сварщика было «небезопасным». ПРИМЕЧАНИЕ: GFCI может обеспечить защиту от «стены до сварщика». GFCI не защитит вас от перебоев между «сварщиком и работой». Поскольку GFCI не может защитить вас от сбоев между «сварщиком и работой», используя надлежащую сварочную технику и средства индивидуальной защиты, сварка имеет решающее значение.
Стандарты MIOSHA, цитируемые в этом отчете, можно найти и загрузить с веб-сайта MIOSHA, Департамента труда и экономического роста штата Мичиган (MDLEG): www.michigan.gov/mioshastandards. Кроме того, стандарты MIOSHA можно получить за плату, направив письмо по адресу: Департамент труда и экономического роста штата Мичиган, Секция стандартов MIOSHA, P.O. Box 30643, Lansing, Michigan 48909-8143 или по телефону (517) 322-1845.
Закон штата Мичиган о безопасности и гигиене труда (MIOSHA), Общий отраслевой стандарт, часть 33, Средства индивидуальной защиты
Закон штата Мичиган о безопасности и гигиене труда (MIOSHA), Общий отраслевой стандарт, часть 12, Сварка и резка
Национальная база данных по безопасности сельского хозяйства (NASD), www.nasdonline.org, Тематическая область: Электробезопасность
NASD — Заземление электричества, Серия тренингов по безопасности задних дверей в сельскохозяйственном отделении Университета штата Огайо
NASD — Безопасность при дуговой сварке, Серия тренингов по безопасности задних дверей в расширении Университета штата Огайо
NASD — Урок по технике безопасности в сельском хозяйстве План: безопасность дуговой, TIG и MIG сварки
Процедура безопасной эксплуатации, электрическая дуга и сварка MIG, Университет Небраски-Линкольн. UNL, Здоровье и безопасность окружающей среды.Адрес в Интернете: http://ehs.unl.edu
MIFACE (Michigan Fatality and Control Evaluation), Мичиганский государственный университет (MSU), Медицина труда и окружающей среды, 117 West Fee Hall, East Lansing, Michigan 48824-1315. Эта информация предназначена только для образовательных целей. Этот отчет MIFACE становится общедоступным после публикации и может быть дословно напечатан с указанием MSU. Перепечатка не может использоваться для поддержки или рекламы коммерческого продукта или компании. Все права защищены. МГУ — работодатель позитивных действий и равных возможностей.
Публикация №: 03MI193
Информация об отказе от ответственности и воспроизведении: Информация в NASD не представляет политику NIOSH. Информация включена в NASD появляется с разрешения автора и / или правообладателя. Более
LOTOS LTPDC2000D Пилотный плазменный резак без сенсорного экрана Сварщик Tig и аппарат для ручной сварки Комбинированный сварочный аппарат 3 в 1, ½ дюйма, чистый срез, коричневый: Электроплазменные резаки: Amazon.com: Инструменты и товары для дома
Я любитель, сделанный своими руками. Я занимаюсь сваркой 7 лет, но профи себя не считаю. Вот мое впечатление.Я выбрал этот отряд, потому что его было всего 200 для способности 3in1. Обзор основан на использовании 220в. Не использовал (и не планирую) использовать 110 В.
Плазма
Имеет пилотную дугу! Означает, что все, что вам нужно сделать, это нажать на спусковой крючок, и он изогнет дугу, чтобы начать с нуля. Очень хорошо режет сталь толщиной 1/4 дюйма. Мог бы сделать 3/8, но не стал бы покупать это, если бы это то, что вы режете больше всего.Я запускаю его от компрессора, работающего в гавани объемом 21 галлон. CFM, необходимый устройству, не слишком высок. Не вентилятор подачи воздуха, но я его не менял, так что работает нормально. Хороший регулятор воздуха.
Stick / Arc
Выводы короткие. Очень коротко. В остальном работает хорошо. Выходит до 199 ампер, я использую его каждый раз, когда мне нужно сварить грязный металл. Обычно используются стержни 1/8 «6010 Lincoln.
ТОЛЬКО TIG
DC. НЕ СВАРИВАЕТ АЛЮМИНИЙ.
Я использовал это довольно много раз. Поставляется с регулятором, но устройство использует один и тот же вход линии подачи для обоих газов тигля. и воздух для плазмы.Если вы часто используете и то, и другое, я рекомендую трехходовой шаровой кран. Отстойно менять шланг каждый раз, но, опять же, я не менял его, лол.
Купил педаль, оно того стоит. Опять пилотная дуга, не разрушающие вольфрам, пытаясь зажег дугу. Перед тестированием я пробил 1/4 дюйма, но в основном использую функцию tig для тонкого листового металла и мелких деталей. Использует резак wp17. Многие машины используют этот резак, доступны тонны расходных материалов.
В целом это довольно хорошо Я часто использую его, строя внедорожные грузовики, в основном плазменные и тигровые, но приятно иметь возможность сварки штангой.Дать ему 4 из 5, потому что в нем есть несколько мелочей, которые меня беспокоят, но они не имеют ничего общего с функциональностью машины.
TIG против сварки MIG — что мне подходит?
Сварка в среде инертного газа (MIG) и сварка в среде инертного газа вольфрама (TIG) — это два уникальных процесса сварки, использующих разные технологии, которые дают разные результаты. Важно знать, что требуется для каждого типа сварки и какой из них лучше подходит для ваших нужд.
Мы хотим помочь вам понять, какой вид сварки лучше всего подходит для вас.В Fairlawn Tool, Inc. мы стремимся предоставлять решения, отвечающие вашим потребностям. Сравнение плюсов и минусов сварки TIG и MIG поможет вам принять обоснованное решение о том, какой тип вам следует выбрать.
Сравнение сварки TIG и сварки MIG
ГорелкиTIG и MIG создают электрическую дугу между материалом и электродом во время сварки. При этом металл плавится, и присадочный материал может соединиться с ним. Оба процесса сварки требуют чистых и прозрачных поверхностей для достижения наилучших результатов.Убедитесь, что вы смахнули щеткой всю грязь или мусор перед началом сварки.
Оба метода сварки нагревают металлы до жидкого состояния. Затем они используют присадочный материал для соединения металлов. Итак, как эти две техники по-разному влияют на этот процесс?
При сваркеTIG используется вольфрамовый электрод, который пропускает ток через металлы, которые вы хотите соединить. После того, как электрод нагреет металлы и они станут жидкими, сварщик вручную окунает присадочный материал в лужу, и две детали начинают соединяться.
Сварка TIG требует использования обеих рук, поскольку горелка и присадочный материал отделены друг от друга. Однако для успешной сварки TIG не требуется присадочный материал. У сварщиков TIG также есть ножная педаль для управления количеством электричества, которое подается на горелку. Некоторые сварочные швы в процессе дуговой сварки образуют брызги. Сварка TIG не оставляет брызг и обеспечивает более чистую поверхность.
СваркаMIG включает подачу металлической проволоки, соединенной с электродом, который объединяет ваш проект.Эта проволока пропускает присадочный материал через горелку к расплавленному металлу. MIG использует сварку коротким замыканием. Когда образуется сварочная лужа, инертный газ выходит из пистолета и защищает лужу от других элементов в атмосфере. В результате инертный газ действует как экран, позволяющий сваривать металлы.
Сегодня процесс MIG более распространен, чем сварка TIG. Сварку MIG легче освоить и она намного быстрее.
Выбирая, какой из двух сварочных процессов выбрать, вы можете увидеть, что у них есть свои сходства и различия.В следующем разделе мы более подробно рассмотрим, чем они отличаются. Для будущих сварочных работ вы можете предпочесть одно другому.
В чем разница между методами сварки TIG и MIG?
TIG и MIG — это разные виды сварки, которые имеют ситуативные преимущества и недостатки. Чтобы найти лучший для вас способ, посмотрите на цели вашего проекта и на то, что вам нужно сделать для достижения этого конечного продукта. Учитывайте свой опыт в сварке, с какими материалами вы работаете, сколько времени у вас есть на проект и ваш бюджет.
Некоторые различия между сваркой TIG и MIG включают:
- Техника: Основное различие между этими методами заключается в используемой технике. Сварка TIG требует, чтобы сварщик одной рукой подавал на сварной шов отдельный присадочный материал, а другой работал с горелкой. При сварке MIG проволочный электрод непрерывно пропускается через горелку с катушкой для создания сварного шва.
- Сложность: При сварке TIG вы должны держать сварочную горелку в одной руке, а присадочный материал — в другой, что затрудняет работу неопытных пользователей.Метод непрерывной подачи проволоки в MIG делает его более простым в обращении, чем TIG.
- Толщина объекта: MIG может сваривать более толстые металлы быстрее, чем TIG. Если металл, который вы используете, тонкий, лучшим вариантом может стать TIG.
- Виды металлов: Сварка МИГ большинства типов металлов. Вы можете использовать алюминий, нержавеющую сталь и низкоуглеродистую сталь. Сварка TIG также совместима с этими металлами, но лучше работает с материалами более тонкой толщины.
- Скорость: TIG — более медленный метод, но обеспечивает более высокий уровень детализации.MIG — это более быстрый метод сварки, что делает его идеальным для проектов, требующих более высокой производительности.
- Размер проекта: Размер вашего проекта может определить, какую форму сварки выбрать. Сварные швы TIG лучше подходят для тонких металлов и небольших проектов, потому что они обеспечивают точные и чистые сварные швы. Сварные швы MIG хорошо подходят для больших проектов с толстыми металлами, которые требуют более длительных непрерывных циклов.
- Контроль: Сварщики TIG должны иметь опыт работы с синхронизацией и балансировкой материалов в обеих руках.MIG, как правило, легче контролировать, и он лучше подходит для начинающих.
- Затраты: TIG — более дорогой метод, чем сварка MIG.
- Внешний вид: Сварку TIG многие любят за ее чистую и красивую поверхность. Этот вид сварки часто используется в художественных и декоративных целях из-за привлекательного внешнего вида.
- Оборудование: Оборудование тоже сделано иначе. Сварные швы TIG и MIG имеют уникальную конструкцию и компоненты, которые подходят для их конкретных задач.
Компоненты сварки TIG и MIG
Основное различие между этими двумя формами дуговой сварки заключается в используемом оборудовании. Поскольку они оба подходят к сварке разными методами, оборудование должно быть разным, чтобы приспособиться к этим изменениям. В следующих разделах будут показаны различные компоненты, используемые при сварке TIG и MIG.
Компоненты для сварки TIG
Основные компоненты сварки TIG:
- Питание: Источник может быть переменного или постоянного тока.У некоторых сварщиков есть переключатель для выбора предпочтительного электрического тока. Источник питания переменного тока лучше работает с металлом, например, с алюминием. Источник питания постоянного тока дает сильную дугу, но заготовку следует предварительно очистить, чтобы газовая защита работала.
- Горелка: Горелки для сварки TIG могут иметь самые разные конструкции. У некоторых может быть переключатель включения / выключения и управление на ручке, или педаль может управлять этими командами.
- Ножная педаль: Управляет подачей электричества на резак.Когда вы сильнее нажимаете на педаль, количество электричества увеличивается, и дуга становится горячее. Это ускоряет процесс сварки, но вам нужно знать, как справиться с дополнительным нагревом и скоростью.
- Электрод и газовая защита: Угол наконечника электрода формирует дугу, которая образует сварочную ванну. В перерывах между сварками необходимо следить за тем, чтобы он был в хорошем состоянии. Сопло горелки требует газовой линзы для потока газа, чтобы защитить дугу и сварочную ванну. Форсунки бывают разных размеров, чтобы обеспечить различное газовое покрытие.Обычно это аргон.
- Присадочный материал: Присадочные стержни бывают разных материалов и размеров. Стержень должен соответствовать материалу, который вы свариваете, а толщина материала определяет размер присадочного стержня.
- Опорные стержни: Они помогают охладить зону сварного шва быстрее, чем если бы вы дали ему остыть самостоятельно. Вы зажимаете подкладные стержни к задней части свариваемой детали. Несущий стержень может быть изготовлен из меди или алюминия для отвода тепла. Также доступны опорные стержни с водяным охлаждением, в которых холодная вода циркулирует через стержень для ускорения процесса охлаждения.
Компоненты для сварки MIG
При сваркеMIG и TIG используется разное оборудование для достижения схожих целей. В следующем списке описаны компоненты сварки MIG:
- Питание: Источником обычно является постоянный ток с постоянным напряжением.
- Проволока: Система подачи проволоки должна работать плавно, чтобы ваша сварка была равномерной. Системы подачи включают прижимные ролики, пушпульные и катушечные.
- Электрод: В зависимости от вашего проекта вам понадобится правильный диаметр и состав для сварки MIG.
- Горелка: Сварочная горелка подает газ, который защищает дугу и сварочную ванну и передает сварочный ток на проволоку. Горелки могут иметь воздушное или водяное охлаждение. Горелки с воздушным охлаждением обычно дешевле и легче, чем резаки с водяным охлаждением. Они используют проходящий газ для охлаждения сопла. Они подходят для более легких сварочных работ. Пистолеты с водяным охлаждением предпочтительны, когда сварщик использует большой ток и выполняет тяжелые работы.
- Трубопровод: Кабелепровод должен быть коротким и прямым, чтобы подача могла происходить без проблем.
- Присадочный металл: Он проводит электрический ток для плавления электрода, но также усиливает свариваемое изделие.
- Защита от газа: Газ, защищающий сварочную ванну и дугу, обычно состоит из аргона и диоксида углерода.
Каковы плюсы и минусы сварки TIG и MIG?
Помня о своем проекте, примите во внимание плюсы и минусы сварки TIG и MIG.
Возможно, вы склоняетесь к определенному типу сварочной техники, но знание преимуществ и недостатков поможет вам принять более осознанное решение о том, что поможет вам достичь своей цели и выполнить лучшую сварочную работу для вашего проекта.
Профи для сварки TIG
Вот некоторые из преимуществ сварки TIG, которые могут подойти для вашего следующего проекта:
- Точность: Сварка TIG более точна и имеет более высокое общее качество, чем сварка MIG.
- Более чистый процесс: Процесс TIG чище и лучше для окружающей среды.
- Не требуется присадочный материал: Сварка TIG не требует присадочного материала.
- Большой контроль: Используемая педаль позволяет ножной педали регулировать подвод тепла.
- Минимальные затраты на техническое обслуживание: При сварке MIG в процессе сварки расходуется сварочный электрод, но это не относится к сварке TIG. Электроды не нуждаются в таком уходе, хотя их нужно чистить между использованиями.
Сварка TIG Cons
СваркаTIG — отличный вариант для определенных сценариев, но перед выбором следует учесть некоторые факторы. Вот несколько общих соображений при сварке TIG:
- Расходы: Стоимость сварки TIG выше, чем сварка MIG, потому что это более медленный процесс и низкая скорость наплавки.Скорость наплавки измеряется в фунтах в час наплавки при определенном сварочном токе.
- Необходимость чистой поверхности: Сварочную поверхность необходимо тщательно очистить перед использованием этого метода.
- Большая сложность: Сварка TIG требует более опытного оператора, поскольку сварочные швы сложнее выполнять.
- Больше времени: Этот метод требует больше времени на подготовку и процесс сварки.
Профи для сварки MIG
Многие сварщики могут найти MIG как лучший вариант для своих нужд. Изучите следующий список профессионалов, чтобы убедиться, что этот процесс сварки соответствует вашим требованиям:
- Более короткое время: MIG создает сварные швы за более короткое время.
- Меньше затрат: этот процесс не так дорог, как сварка TIG, а необходимое оборудование более доступно.
- Точность: при сварке MIG легче получить точное соединение.
- Более чистый процесс: этот метод обеспечивает чистый сварной шов, требующий минимального обслуживания после сварки.
Сварка MIG Cons
Когда дело доходит до сварочных процессов, вы всегда найдете как плюсы, так и минусы. Вот некоторые аспекты сварки MIG, которые вы должны учитывать, прежде чем выбирать ее для своих сварочных проектов:
- Более низкая прочность: MIG обычно не такой прочный, как сварка TIG.
- Меньшая надежность: Надежность этого метода сварки может быть проблематичной из-за таких факторов, как пониженная стабильность дуги и обратное выгорание проволоки.
- Опасности: Сварка MIG может привести к образованию сильного дыма и дыма и, возможно, к искрам.
- Ржавчина: Этот метод может вызвать образование отложений ржавчины.
- Требуемая толщина: При работе с тонкими материалами сварочные швы MIG могут прожечь металл.
- Экологические ограничения: Этот метод трудно использовать на открытом воздухе из-за присутствия газов.
- Требования к различным материалам: MIG может сваривать многие металлы, но каждый из них имеет особые требования к проволоке и газам.
Когда мне следует использовать сварку TIG и MIG?
Использование сварки TIG и MIG может стать важным отличием вашего проекта, который выведет его на новый уровень. Вы можете значительно сократить время и усилия, затрачиваемые на его изготовление, а также улучшить качество и долговечность конечного продукта.
Знание типов проектов, для которых подходят сварочные швы TIG и MIG, может помочь вам решить, какой тип сварного шва вам следует использовать в своих собственных усилиях.
Применение для сварки TIG
Если у вашего проекта есть определенные потребности или характеристики, лучшим выбором может быть сварка TIG.Вот некоторые из лучших примеров и приложений, чтобы выбрать его для вашего следующего сварочного проекта:
- Вы свариваете более тонкие металлы: Если в вашем проекте используется более тонкий металл или металл меньшего размера, то TIG — лучший вариант. Лучше для точных сварных швов, которые сделают ваш проект отличным и не требуют очистки.
- У вас хорошая зрительно-моторная координация и вы попрактиковались: Сварка TIG — это трехэтапный процесс, при котором требуется сильная координация рук и ног.Это тонкая техника, требующая практики и терпения. Педаль позволяет более точно контролировать температуру.
- Вы работаете с более доступными углами: Хотя сварщикам нравится использовать ножную педаль для сварки TIG, этот метод может не работать, когда вы пытаетесь сваривать небольшие участки под нечетными углами. Для этого подумайте об использовании кончика пальца, чтобы вы могли получить эти углы и правильно сварить их.
- Вы свариваете подходящие металлы: TIG может работать со многими видами металлов, такими как алюминий и медь, но не с чугуном.
- Вы свариваете короткие тиражи: Короткие технические швы лучше всего подходят для сварки TIG. Более длинные пробеги могут быть сложнее и дороже.
- Вы беретесь за деликатный или художественный проект: Если ваш проект представляет собой что-то вроде ящика для инструментов или раковины, TIG — лучший вариант. TIG также лучше всего работает с произведениями искусства, такими как декоративные конструкции и автомобильные проекты. Когда имеет значение окончательный внешний вид вашего проекта, вы можете выбрать сварку TIG.
Сварка MIG
Для успеха вашего проекта могут потребоваться уникальные возможности сварки MIG.Рассмотрите возможность выбора сварки MIG, если ваш проект включает следующие сценарии и требования:
- Вы свариваете более толстые или большие куски металла: Если в вашем проекте используются более толстые и большие куски металла, для которых потребуется много сварочных работ, MIG — это вариант для вас. Наполнитель, который непрерывно подается на катушку, соединит ваши части вместе, чтобы получить конечный продукт, который вы хотите. Этот вид сварки может потребовать некоторой шлифовки или сглаживания после процесса сварки.
- Вам нужен более плавный процесс с меньшим количеством дефектов: Непрерывный характер MIG снижает вероятность неисправности, поскольку вам не нужно беспокоиться о повторном запуске и остановке.
- Вы работаете под сложными углами или вам нужна свободная рука для большего контроля: сварочные швы MIG имеют триггеры, которые управляют работой и позволяют свободной руке прихватывать или удерживать материалы определенным образом, чтобы они могли сваривать правильно.
- Вам нужно сваривать более длинные тиражи: сварочные швы MIG могут выдерживать более длительные производственные циклы, потому что ими легче управлять, и они работают быстрее, чем сварочные швы TIG.
- Вы новичок в сварке: сварка MIG лучше подходит для крупных проектов, поскольку с ней легче справиться и с ней можно выполнять более длинные сварные швы.
Безопасность при сварке
Независимо от выбранного вами процесса сварки, вы должны быть в безопасности. Независимо от того, доверяете ли вы профессионалу, который занимается этим 30 лет, или впервые занимаетесь сваркой, меры безопасности должны быть вашим главным приоритетом. Все сварщики должны носить защитное снаряжение для предотвращения серьезных травм.
Вот обзор того, в какую защиту вам следует инвестировать, а также почему это важно:
- Лицо: Сварочный шлем защитит ваши глаза и лицо от излучения, искр, яркого света и ожогов, которые могут возникнуть в результате сварки. Если вы видите открытую кожу на части головы или шеи, наденьте огнестойкий чехол под шлем.
- Глаза: Во время сварки нельзя носить контактные линзы. Контактные линзы могут собирать частицы пыли и химикаты из воздуха и вызывать раздражение глаз.
- Уши: Надевайте наушники, чтобы предотвратить потерю слуха из-за шума сварки. Если вы носите беруши, убедитесь, что они огнестойкие.
- Легкие: При сварке выделяется много дыма и оксидов, вдыхание которых опасно. Респиратор сохранит здоровье легких.
- Кожа: Прикрывайте открытые участки кожи огнеупорной одеждой. Обязательно закрывайте карманы и снимайте наручники с брюк, потому что они могут собирать искры. Брюки должны закрывать голенище ботинок, чтобы искры не попали в них и не повредили ногу или ступню.
- Руки и ноги: Надевайте изолированные огнестойкие перчатки и резиновую обувь, чтобы защитить себя от поражения электрическим током или ожогов. Перчатки должны полностью закрывать предплечья.
Кроме того, убедитесь, что сварной шов наклонен таким образом, чтобы образовавшиеся искры брызнули от вас. Перед сваркой снимите все украшения и убедитесь, что одежда не из синтетических материалов. Они легко воспламеняются, а это значит, что вы подвергаете себя ненужному риску ожога.
Сделайте инструмент Fairlawn своим профессиональным сварщиком TIG и MIG
Компания Fairlawn Tool, Inc. гордится тем, что поставляет вам все материалы, необходимые для успеха. Мы предоставим вам непревзойденный опыт в сварке и других услугах по обработке металла для таких отраслей, как сельское хозяйство, телекоммуникации, строительство и др.
Если вашей компании требуются средние и крупные заказы на сварку для выполнения вашего проекта, мы — решение для вас.