Как расточить центральное отверстие диска своими руками?
Автомобильные владельцы, собирающиеся установить литые колёсные диски, постоянно сталкиваются с такой проблемой: в продаже, в основном, предлагаются элементы с другими геометрическими характеристиками. Можно ли производить их монтаж и чем это чревато?
У легкосплавных дисков есть как свои достоинства, так и недостатки. Среди их разнообразного дизайна можно выбрать именно тот, с которым Ваш автомобиль приобретёт индивидуальный внешний вид и смотрится гораздо выгоднее и мужественнее. Эти диски, за счёт гораздо меньшего веса, благоприятно влияют на массу неподрессорных элементов ходовой части автомобиля, поэтому подвеска вместе с колёсами гораздо более информативно реагирует на дорожные неровности, следовательно, благодаря этому улучшается контакт колёс с дорожным покрытием. Но если диски выбраны некорректно, автомобиль будет вести себя на дороге гораздо более неуверенно. Критерием выбора дисков из лёгких сплавов являются их геометрические характеристики, что зашифрованы в маркировке.
Как происходит процесс расточки центрального отверстия диска?
Растачивать центральное отверстие и обтачивать втулку по наружному диаметру необходимо при установке ступицы фланцем на три базовые опоры, которые определяют положение отливки в горизонтальной плоскости и центрировании в трёхкулачном патроне. Расточка центральных отверстий производится на первой операции механической обработки при установке отливки фланцем на три плоские опоры с одновременным центрированием ее в трехкулачковом патроне.
Подрезка торцов и расточка центрального отверстия, если отсутствует специальное приспособление, производятся в патроне с индивидуальным регулированием кулачков. Детали на станке выверяются в следующем порядке. Деталь устанавливают так, чтобы плоскость разъема примерно совпала с осью вращения шпинделя станка. Чертилкой рейсмуса, установленной на высоте центров станка, проверьте параллельность плоскости разъема направляющим станины, затем шпиндель станка с закрепленной деталью поверните на 180 градусов и снова проверьте параллельность плоскости разъема направляющим станка при той же настройке чертилки.
Так как в местах перехода дисков цельнокованых роторов в бочку имеются концентраторы напряжений и наблюдаются высокие радиальные напряжения, то коэффициенты запаса прочности для этих мест принимают несколько большими, чем это рекомендовано выше для зоны расточки центрального отверстия ротора.
В отливке проверяются:
а) припуск на обработку центрального отверстия в передней и задней втулках;
б) припуск на обработку плоскости фланца картера.

Плоские кулачки изготовляются из заготовленных дисков стали 20х15 или из перлитного фосфористого чугуна. Порядок обработки следующий:
1. Обтачивание на токарном станке и расточка центрального отверстия;
2. Обработка отверстия под шпильку и разметка лучей и профиля всех рабочих и вспомогательных движений;
3. Фрезерование кривых;
4. Доводка профиля;
5. Термическая обработка;
6. Шлифование отверстия.
В качестве примера давайте рассмотрим деталь — подвижную губку ручных слесарных тисков. Деталь имеет плоскость симметрии. Технология изготовления: отливка, фрезеровка направляющих типа ласточкин хвост плоскостей наковаленки и под планку губы, шлифовка направляющих и плоскости наковаленки, расточка центрального отверстия, слесарная обработка двух резьбовых гнезд.
Напряжения на расточке центрального отверстия ротора турбогенератора могут быть выше предела прочности. Величина механических напряжений в турбогенераторах при испытании на разгон достигает 75 — 80 % от величины предела текучести.
Величина механических напряжений в турбогенераторах при испытании на разгон достигает 75 — 80 % от величины предела текучести.
Заготовки для неполных пробок изготовляют из полосовой стали. При массовом производстве целесообразно заготовку получать посредством горячей штамповки. После фрезерования и расточки центрального отверстия в заготовку запрессовывают ручку. Соединение неполной пробки с ручкой может быть выполнено также посредством контактной сварки или заклепывания. В этих случаях на ручке фрезеруют паз, в который вставляют неполную пробку с выемками на боковых сторонах. После сварки необходим отжиг для избежания деформаций готового изделия.
При помощи шаблонов обеспечивается точная выверка детали и контроль размеров после обработки. У одной из половинок размер между базовыми площадками равен окончательному диаметру детали, а у другой — размер делается на 6 мм больше. Фрезерование боковых поверхностей необходимо для облегчения базирования деталей в кондукторе при сверлении отверстий в плоскости разъема и при расточке центрального отверстия.
Что нужно для расточки центрального отверстия диска?
Станок для расточки разрабатывался с учетом тех проблем, с которыми в мастерских сталкиваются при восстановлении поверхностей деталей автомобилей, что растачиваются. Главная суть его использования заключается в том, что при помощи одного станка можно восстанавливать тормозные диски и барабаны, головки цилиндров, блоки силовых агрегатов и маховики.
Станок для расточки даёт массу преимуществ в экономии финансовых средств и свободного пространства. Простой по своей структуре и очень прочный, такой станок – вечный труженик. Диски и барабаны восстанавливаются по их центровке на шпинделе, а режущий инструмент размещается на поперечном столе. В станках для расточки имеется большой выбор адаптеров, которые позволяют выполнить точную центровку всех видов тормозных дисков, барабанов, маховиков и прочего.
Достоинства и недостатки расточки центрального отверстия диска
Использование дисков с уменьшенным вылетом приводит к увеличению автомобильной колеи, что положительно отражается на автомобильной устойчивости и качестве выполняемых маневров. Общий колёсный ход при равных размерах рычагов и пружин подвески несущественно, но увеличивается, из-за этого повышается комфортабельность передвижения. Уменьшенная колёсная масса способствует улучшению динамических характеристик автомобиля, а также сокращению топливного расхода в различных режимах передвижения.
Общий колёсный ход при равных размерах рычагов и пружин подвески несущественно, но увеличивается, из-за этого повышается комфортабельность передвижения. Уменьшенная колёсная масса способствует улучшению динамических характеристик автомобиля, а также сокращению топливного расхода в различных режимах передвижения.
Но покрышки, которые чрезмерно выступают из колёсных арок, будут заляпывать боковину кузова автомобиля грязью, как и боковые стёкла. Кроме этого, углы поворота передних колёс уменьшатся, ведь в противном случае шины просто будут задевать колёсные арки. Также большей нагрузке подвергаются и ступичные подшипники вместе с элементами подвески, что пагубно сказывается на их эксплуатационных ресурсах.
Увеличив вылет, Вы приведёте к смещению колеса внутрь арки. В результате диск упирается в тормозной суппорт или детали подвески, что попросту не позволит колесу встать на своё место. В случае, если его даже удастся установить на своё место, колея уменьшится, что пагубно скажется на устойчивости автомобиля и снова же во время маневрирования на предельных углах поворотов колёс шины будут задевать подкрылки либо детали подвески.
Какие диски лучше приобретать?
Для придания своему автомобилю не только эстетически привлекательного внешнего вида, но и для обеспечения его максимальной безопасности, лучше не злоупотреблять шириной диска и уменьшенным вылетом. Как бы там ни было, соблюдение мер предосторожности подразумевает под собой проведение основательного тест-драйва только что установленных дисков с целью оценки изменения поведения автомобиля. Литые или кованые? Легкосплавные диски изготавливаются с использованием одного из двух основных методов:
— горячая объёмная штамповка;
— литье под низким давлением или с противодавлением с последующей механической обработкой.
В достаточной степени на вес любого легкосплавного диска влияет дизайн его выполнения. Но по большей части, у кованых дисков лучшая прочность и меньшая масса в сравнении с оппонентами.
Преимущества и недостатки разных типов колёсных дисков
Преимущества – низкая стоимость и возможность восстановления геометрии после деформации; Недостатки – достаточно однообразный дизайн и большой вес изделия.
Литые легкосплавные диски:
Преимущества – большой выбор дизайнерского исполнения, самый малый вес по сравнению с другими дисками, а также более низкая стоимость, чем у кованых дисков. Недостатки – плохая механическая прочность, стоимость выше, чем у стальных штамповочных изделий и необходимость использования специальных болтов увеличенной длины для крепежа.
Кованые легкосплавные диски:
Преимущества – самые лёгкие и прочные среди всех оппонентов на рынке. Недостатки – завышенная стоимость за скудное дизайнерское разнообразие выбора в сравнении с литыми дисками.
Подписывайтесь на наши ленты в таких социальных сетях как,
Facebook,
Вконтакте,
Instagram,
Pinterest,
Yandex Zen,
Twitter и
Telegram:
все самые интересные автомобильные события собранные в одном месте.
Расточка ЦО (центрального отверстия) диска в гаражных условиях
При выборе дисков есть целый ряд важных параметров и характеристик, которые в обязательном порядке необходимо соблюдать, дабы диски встали на свои штатные места и не было проблем. Если, скажем, вылет и диаметр и ширина диска могут немного варьироваться, то вот для центрального отверстия размер меньше номинального приведет к тому, что диск просто невозможно будет поставить на машину.
А что делать если у вас как раз такая ситуация, а особо средств и желания покупать новые диски нет? Остается одно – протачивать центральное отверстие в диске. Однако легко сказать, а вот как это сделать. Ведь по уму, необходимо снимать резину, если она стоит, искать большой токарный или координатно-расточной станок. К тому же еще платить не малые деньги. Однако есть альтернатива все сделать и кустарным способом, то есть в вашем гараже. Да, переложенный способ имеет и свои недостатки, поэтому по ходу статьи мы разберем все «ЗА» и «ПРОТИВ» расточки центрального отверстия диска таким способом.
В нашем случае необходимо было расточить центральное отверстие на несколько мм, так обычно и бывает, что не хватает каких-то несчастных мм.
Так вот, альтернативному варианту расточки диска на станке был выбран следующий вариант. Был приобретен ручной фрезерный станок и фреза. При этом само собой фреза вставлена в станок.
Далее что и оставалось так это пройтись станком по внутреннему диаметру уже имеющегося центрального отверстия. При этом обработку следует делать с использованием смазки типа «жидкий ключ», так как материал диска вязкий, что забивает резцы и сильно нагревает инструмент. Здесь лучше не экономить, а брызгать смазку обильно.
Также необходимо водить станок по всему периметру отверстия с одним усилием, насколько это получится. Еще лучше поставить хоть какие-то метки, чтобы контролировать снятие материала по периметру. А также в обязательно порядке примерка после каждого прохода на ступицу колеса.
Вот какие-то такие критерии будут при расточке центрального отверстия подобным способом.
Надо сказать, что металл хоть и вязкий, но мягкий. А значит в итоге минут через 10-15, если вы все делаете правильно, вы добьетесь своего, то есть диск будет способен налезть на направляющую, на ступице колеса.
Теперь только что и осталось, как поставить колесо и протянуть его гайками.
Теперь давайте поразмышляем и подумаем, какие достоинства и недостатки есть у данного способа расточки ЦО. Начнем с плюсов.
Конечно же это доступность, быстрота такой доработки. Ведь здесь собственно только что и надо как купить станок, фрезу и уделить 10-15 минут на каждое колесо. К тому же если у вас уже есть маленький фрезерный станок, то это еще и дешево. Собственно на этом все плюсы и заканчиваются.
Теперь о минусах. Самый главный минус это то, что все будет делаться на глаз. Говорить о какой-то точной обработке не приходится. Все это чревато тем, что отверстие может получиться не по кругу, а по эллипсу или еще какой-нибудь другой формы. Чем же это чревато? Первое, что между направляющим и диском будет зазор. В итоге этот зазор может обеспечивать перемещение
Чем же это чревато? Первое, что между направляющим и диском будет зазор. В итоге этот зазор может обеспечивать перемещение
диска, а значит колесо вполне возможно будет стоять не соосно ступице. Хотя такое положение дел может исправить равномерное протягивание гаек, которые имеют также конусы, входящие в ответные внутренние конусы на диске. В итоге колесо будет центрироваться за счет гаек на шпильках. Такая схема центрирования применяется для случаев с проставками.
Там получается и вовсе нет направляющих на ступице. В общем, это на наш взгляд не так уж страшно.
Однако отверстие круг неправильной формы влечет за собой куда большую неприятность для балансировки колеса. Все дело в том, что на шиномонтаже диски крепятся через центральное отверстие. В этом случае смещения уже будет не избежать. В итоге отбалансировать такой диск будет очень сложно. А если это и удастся, то не факт что правильно, ведь установка диска на станке не будет отличаться точностью. То есть ось на станке опять же может не совпасть с осью при установке на ступицу.
Подводя итог
В целом нельзя сказать однозначно стоит ли этим заниматься или нет. Конечно обработка на полноценном станке обеспечит куда лучшие результаты. Но надежда на удачу, авось повезет и отклонения будут минимальны, все же подстегивает к рискнуть, сделать быстро, самостоятельно и дешево!
Расточка центрального отверстия диска (ЦО) на заказ в Москве
Собираясь менять стандартные изделия на литые, автовладельцы часто сталкиваются с проблемой несоответствия геометрических параметров с заводскими. Расточка центрального отверстия диска помогает быстро разрешить ситуацию. В Москве и области наша компания предлагает самую доступную цену. Наличие современного оборудования, использование инновационных технологий, хорошо подготовленного персонала гарантирует выполнение работ максимально быстро по новым размерам. Получить всю необходимую информацию можно по телефону или заполнив формуляр заявки на сайте.
Как мы делаем расточку?
расточка цо колесного диска- Расточка диска ЦО начинается с проверки отливки.
 Учитываются припуски передних и задних втулок, фланца картера.
Учитываются припуски передних и задних втулок, фланца картера. - Расточка посадочного отверстия колесного диска выполняется на специальном токарном станке.
- Обрабатываются отверстия под шпильки с разметкой луча, профиля рабочего и вспомогательного движения.
- Фрезеруются кривые.
- Профиль доводится до заданных параметров.
- Качественная расточка отверстий дисков завершается термообработкой и шлифовкой.
 Учитываются припуски передних и задних втулок, фланца картера.
Учитываются припуски передних и задних втулок, фланца картера.Наши мастера выполнят работу максимально быстро. Не имеет значения, какова модель авто, год выпуска, состояние. Работа будет сделана строго по технологии, обеспечив надежную длительную эксплуатацию при езде по любым дорогам. Цена расточки центрального отверстия диска рассчитывается индивидуально после осмотра машины, выслушав все пожелания клиента.
Для чего нужна дополнительная обработка ЦО
расточка цо дискаСуществует две причины, по которым клиенты обращаются за расточкой ЦО дисков.
- Самая распространенная и тривиальная. Несовпадение размера ступицы и понравившегося диска. В этом случае расточка ЦО на литом диске обязательна.
- Если диаметр больше посадочного места делается проточка для установки ступичной проставки. Дополнительная деталь поможет избежать появления биения при езде на больших скоростях.
 Несовпадение размера ступицы и понравившегося диска. В этом случае расточка ЦО на литом диске обязательна.
Несовпадение размера ступицы и понравившегося диска. В этом случае расточка ЦО на литом диске обязательна.Плюсы и минусы
К достоинствам можно отнести.
- Снижение биения при движении с большой скоростью.
- Исчезновения вибраций, посторонних шумов.
- Улучшение качества торможения при резкой остановке.
- Повышение устойчивости на виражах.
- Сокращается расход топлива.
Недостатки.
- Выступающие крышки при езде по бездорожью быстро заляпывают грязью кузов, стекла дверей.
- Меньше радиус поворота передних колес.
- Подвеска и подшипники подвергаются постоянным высоким нагрузкам.
Расточить диски под ступицу
Расточка центрального отверстия (ЦО) дисков Eclair — Mercedes C-class, 1.
 8 л., 2007 года на DRIVE2
8 л., 2007 года на DRIVE2Все Вы уже, конечно, знаете что все центра 5х112 трехсоставных дисков Eclair имели центральное отверстие равное 57,1мм.
В моем случае при вылетах 22 (перед) и 25 (зад) использование адаптеров под ЦО категорически запрещалось. Диски при этом торчали б сильнее моих летних.
Было принято решение расточить ЦО до необходимых мне 66,6мм, обратившись соседям, имеющим необходимый для этого парк оборудования в количестве станков более 20шт.
Открою детали этой процедуры, т.к. сам наблюдал впервые.
Пациент (диск в сборе) размещен на столе вертикального координатно-расточного станка:
 youtube.com/embed/h7avEhFS2Bc?wmode=opaque&rel=0″ frameborder=»0″ allowfullscreen=»»/>
youtube.com/embed/h7avEhFS2Bc?wmode=opaque&rel=0″ frameborder=»0″ allowfullscreen=»»/>
Стол установлен, диск зажат, установлен резец:Начинается проточка цо:В движении:
Подготовлен нутромер: И зажат на отметке 66,6мм:Для первичной подгонки используется калибр 65мм:В процессе расточки:Финальный этап расточки на 10мм глубиной:
Выполняется проверка:Ну и готовый результат:
Теперь и Вы и я в курсе, как растачивается центральное отверстие до необходимого размера.
www.drive2.ru
Volvo XC90 Холодос › Бортжурнал › Как я искал Расточку ЦО на Литых Дисках и как мне ее сделали
Всем доброго суток.
Некоторое время назад искал человека кто растачивал диски, но как показала практика многие точат но теряют потом данные.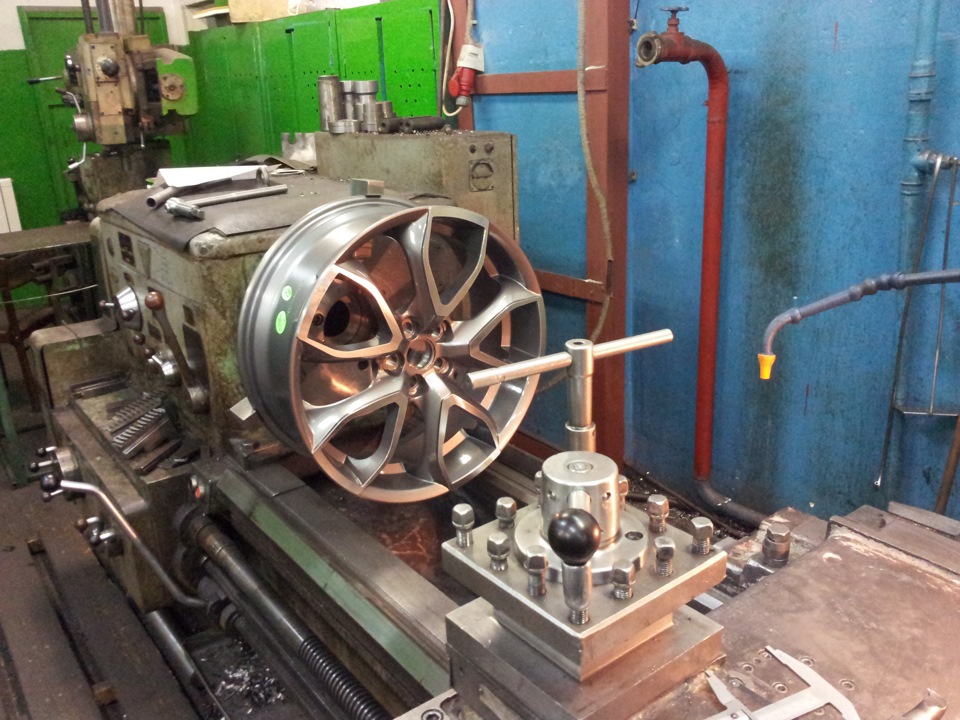
В итоге мне пришлось прокладывать свою тропу.
Сначала обратился:
1. В «Механику» — их комментарии что диски некоторые разваливаются напрочь отбил желание думать о них как о каких либо специалистах. — Цена 1300р ( и не факт что сделают)
2 Обратился в РЛД — сказали просто сухим голосом привозите и все и озвучили цену 1600р. Хотя на сайте 1000р.
Понял, что искать фирмы это трата времени и денег. Нужно искать Токаря на прямую. Был один знакомый и его отец работает на заводе но далеко и все это надо согласовывать.
В итоге подумал часик другой и вспомнил что услуги Токаря и др видел на «Авито»
Нашел в разделе «Услуги и предложения.» Отсеял лишнее и нашел ближайшие места к своему дому. Обзвонил и нашел по 900р за диск. Сказали не проблема сделаем в течении одного часа при вашем присутствии. Обрадовался.
Договорился на вечер выходного дня. Днем просили не приезжать токарь спит))
Приехал по адресу охраннику 100р и заезжаем на территорию все время прямо (300м) и упираемся токарный цех.
Встречает токарь и помогает отнести диски.
Кстати когда вез свои диски прихватил оригинальный диск как образец, чтоб токарь не только на моих словах знал но и по факту к чему мы должны придти.
Образец Родной Оригинал Вольво
И вот началась работа первые 5-8 минут ставили диск и он крутиться криво. Первый раз когда видел что диск крутиться криво Очково было)) подумал диски кривые купил.
Ставили лицевой стороной к зажимам несколько раз и все равно криво, не получалось потому что рисунок выступал. Предложил ему задней частью зафиксировать диск, отказался сняли уши со станка и токарь пошел искать другие фиксаторы.
Поставили другие крепления и все равно диск пляшет.
В итоге диск поставили задней стороной к станку и вырезать пришлось изнутри. Первые несколько срезов подгоняли под точный размер. Как только первый диск был готов — остальные успевали только ставить на станок.
После расточик
ДО Расточки
По итогам приехал в 19:27м и в 20:10м уже рассчитывался с токарем. Всего каких-то 40 минут
.
Всего каких-то 40 минут
.
На первый диск убили минут 20 с фиксацией и несколько проходов чтоб точно снять сколько нужно.
После этого оч все быстро прошло.
Токарный станок диски диаметром 21 точно возьмет.
А теперь самое главное.
м.Щелковская ул.Иркутская д3 (въезд в синие ворота)
Когда токарь точил диски, сказа что метал у дисков немецкий т.к. я не знаю кто производитель я усомнился и спросил почему так решил — и услышал небольшую лекцию. Кратце суть что у немецких дисков именно так образуется стружка, состав и фактура.
Вечером взвесил диск. Не удобно фотографировать было. Но что вышло, то вышло.
15 кг
Ждем Шины). и Весны
www.drive2.ru
Расточка ЦО диска. — Mitsubishi 3000 GT, 3.0 л., 1994 года на DRIVE2
Купил ещё полгода назад диски по хорошей цене в 7000р. 17″ Alcasta M13.
Полный размер
ALCASTA M13.
Всегда хотел именно такие звёздочкой. Цена была низкая из-за косметического дефекта — под лаком алюминий повсюду окислился и образовались ржавые пятна. В остальном диски ровные и без нареканий. Тут же купил себе резину на зиму для них.
В остальном диски ровные и без нареканий. Тут же купил себе резину на зиму для них.
Спустя полгода дело шло к зиме, я решил примерить диски и оказалось, что ЦО-то не подходит. Не лез диск на ступицу, не хватало буквально 2мм, ни о чём. И тут началась моя эпопея по поиску токаря или фрезеровщика. Опросил добрую большую часть своих знакомых, ничего не выгорело. Либо токарь есть на заводе, а туда хрен провезёшь диски, либо плати по 1000р. за диск. В свободном доступе объявлений не было. Начал читать, и понял, что вручную практически никто не точит, аргументируют дисбалансировкой диска, неровным отверстием и т.д. По мне так бред, пара мм в самом центре диска абсолютно не должно влиять на центробежку. Диск крепится болтами, следовательно оттуда и должно идти усилие к ободу, а не с ЦО, с чего должно бить-то? Сточив пару мм диск «полегчает» ну максимум на пару граммов, а то и на грамм не доберётся. Многие пишут, что ЦО играет роль в центровке диска, но на моих нынешних дисках ЦО вообще на см. больше, чем ступичный выступ и ничего, всё нормально. Могу ошибаться, конечно. Это, в общем, предыстория.
больше, чем ступичный выступ и ничего, всё нормально. Могу ошибаться, конечно. Это, в общем, предыстория.
В конечном итоге я устал искать токаря, дошло дело даже до соседнего города, но и там глухо. Тут уже подмораживать начало и нужно было что-то решать. Начал читать в интернете: кто-то напильником, кто-то дрелью точит. Потом мне на глаза попался парень, у которого была та же проблема — лишние 2мм. в диаметре. Решил он эту проблему дрелью и лепестковой насадкой. Сходил я, купил её за копейки (100р) и начал пробовать.
Полный размер
Лепестковая насадка на дрель.
Нерасточеное отверстие на диске выглядит вот так.
Полный размер
Спустя 20 минут с перекурами моя проблема была решена. Старая ступица, которая валялась у меня дома, идеально вошла в диск. Сидит как влитая и никуда не ёрзает.
Полный размер
Расточенное ЦО.
Внешне всё стоит по центру. Водил насадкой аккуратно, старался не создавать перекоса. Не знаю, что будет на машине, но я крайне сомневаюсь, что как-то моя расточка повлияет на управляемость.
Собственно, таким образом я решил проблему свою за копейки самостоятельно, судя по интернету, я далеко не один так попал и, возможно, многим статья пригодится.
www.drive2.ru
Увеличение ЦО штампованного диска. — DRIVE2
Привет Всем! В преддверии зимы решил обзавестись комплектом зимних колес на свою «Авечку». Друган подогнал по халяве 4 штамповки от соляриса. У соляриевских дисков вылет отличается от авешешных, ЕТ48 против ЕТ45. 3 мм.- ерунда, тем более в плюс. Основная проблема заключалась в том, что у соляриевских дисков диаметр ЦО равен 54,1 мм., а у авео 56,5 мм.
Было решено расточить ЦО до необходимого диаметра. Сразу хочу ответить на вопросы сомневающихся людей и утверждения псевдо- специалистов.
ЦО в процессе езды НЕ ПЕРЕДАЕТ абсолютно никакой НАГРУЗКИ НА СТУПИЦУ! Колесо держат болты (гайки) и только они. Это они передают всю нагрузку на ступицу. Подумайте сами, если имеется зазор между ступицей и ЦО, о какой передаче нагрузки может идти речь? Контакта так такового между ступицей и ЦО нет! Без зазора, при одинаковых диаметрах ступицы и ЦО, колесо просто невозможно было бы установить! В противном случае, установка колес должна происходить на горячую. А выглядеть это должно, примерно, так: паяльной лампой греем диск в районе ЦО, дабы при помощи нагрева увеличить диаметр ЦО- школьный курс физики- и быстренько насаживаем на ступицу при помощи кувалды и чьей- то матери. Видели когда- нибудь такое? Я тоже не видел…
А выглядеть это должно, примерно, так: паяльной лампой греем диск в районе ЦО, дабы при помощи нагрева увеличить диаметр ЦО- школьный курс физики- и быстренько насаживаем на ступицу при помощи кувалды и чьей- то матери. Видели когда- нибудь такое? Я тоже не видел…
Роль ЦО- облегчить установку колеса. Мало приятного держать колесо на весу и одновременно пытаться установить его на шпильки. А если вместо шпилек болты?.. Представили? Увлекательно получается, не правда ли? А если это нужно сделать на морозе и со всеми 4-мя колесами? После такого упражнения уже не будут интересны ни своя жена, ни чужая, да и вообще любая женщина. Поэтому колесо сначала устанавливается на ступицу, совмещаются отверстия, а потом прикручивается. Это первое предназначение ЦО.
Вторая функция ЦО- конструктивные особенности. А именно компоновка. Это со стороны ступица кажется простенькой железякой. А ведь благодаря ей, колесо крепится на автомобиле. Она одевается на ось. Через нее проходит привод на колесо. Не нее монтируются элементы тормозной системы. И это все нужно грамотно скомпоновать. Поэтому какую- то часть приходится пропускать сквозь диск колеса.
Не нее монтируются элементы тормозной системы. И это все нужно грамотно скомпоновать. Поэтому какую- то часть приходится пропускать сквозь диск колеса.
И наконец, ЦО используют шиномонтажники для своих целей.
И так, продолжим. Знакомого, с токарным станком таких размеров, что бы можно было проточить диск, у меня не оказалось. Поэтому я взял фрезу, которую давненько стырил с работы, зажал ее в дрель, и начал убирать лишний метал.
Полный размер
Полный размер
Потом догонялся шарошками.
Полный размер
Полный размер
На одно колесо требовалось около 1,5 часов. Фреза испытание выдержала, а вот шарошки летели одна за другой. Ушло их 7 или 8 штук.
Полный размер
Полный размер
Полный размер
Полный размер
Если кто- то последует моему примеру, то обязательно работайте в перчатках и защитных очках. Стружка очень острая и мелкая.
Перед установкой колес, смазывал ЦО графитовой смазкой- чтобы не ржавели.
Спасибо за внимание.

Всем бобра!
www.drive2.ru
Сообщества › Разборные Диски › Блог › Проточка и расточка центров OZ, re’Drill ступиц и тормозных дисков
Краткая повесть о внедрении шикарных OZ Futura в жирных параметрах, но со сверловкой 5х114.3 на BMW e36!
Итак, был приобретен следующий комплект дисков:
Первые примерки показали, что впихнуть колеса в арки e36 не так просто как я себе это представлял. Виной тому солидные полки 2.5 и 3.5 дюйма спереди и сзади соответственно и отсюда солидные значения вылета.
Более того, этот комплект другой сверловки, а именно 5х114.3 вместо BMW’шных 5х120, но как вы понимаете ни о каких переходных адаптерах речи быть не могло, для них попросту не было места.
На счет редрилла центров под другую сверловку — то я лично критически не признаю двойную сверловку на классических дисках, даже если они закрыты центркапом. Поэтому решено было redrill’ить ступицы и тормозные диски
С задними ступицами и дисками вопросов при редрилле не возникло:
По всей плоскости ступица имеет одинаковую толщину, соответственно и новые отверстия с резьбой имеют такую же глубину, как и родные отверстия:
А вот к передним ступицам пришлось приложить сил побольше. У родных отверстий под колесные болты ступица имеет наплывы металла. Т.е. у новой сверловки глубина отверстий была бы не безопасной, т.к. в местах новых отверстий оставалась слишком маленькая толщина металла. Вопрос решили фрезерованием плоскости под новую сверловку, изготовлением стальных втулок и затем привариванием этих втулок к отфрезерованной поверхности. Встречайте результат:
У родных отверстий под колесные болты ступица имеет наплывы металла. Т.е. у новой сверловки глубина отверстий была бы не безопасной, т.к. в местах новых отверстий оставалась слишком маленькая толщина металла. Вопрос решили фрезерованием плоскости под новую сверловку, изготовлением стальных втулок и затем привариванием этих втулок к отфрезерованной поверхности. Встречайте результат:
Для особо педантичных сразу скажу — мы не гнались за weldporn’ом, достаточно было хорошенько «зацепить» втулки.
Увы, этих мер было недостаточно для того, чтобы колеса поместились в арки.
Поэтому следующим шагом стал разбор дисков, точнее демонтаж центров и проточка их привалочной плоскости. Другими словами — удаление лишнего «мясца». Это позволило выиграть дополнительные 6 миллиметров, утопив колеса внутрь арки!
Было:
Стало:
Кроме того, расточили внутреннее ЦО центров до BMW’шных 72.6 и теперь колеса с японо-параметрами болт-он встают на мою е36 😉
Поставить диски мечты на автомобиль с другими колесными параметрами — вполне достижимая при должном подходе задача, дерзайте друзья!
www.drive2.ru
Расточка центрального отверстия диска (ЦО) на заказ в Москве
Собираясь менять стандартные изделия на литые, автовладельцы часто сталкиваются с проблемой несоответствия геометрических параметров с заводскими. Расточка центрального отверстия диска помогает быстро разрешить ситуацию. В Москве и области наша компания предлагает самую доступную цену. Наличие современного оборудования, использование инновационных технологий, хорошо подготовленного персонала гарантирует выполнение работ максимально быстро по новым размерам. Получить всю необходимую информацию можно по телефону или заполнив формуляр заявки на сайте.
Как мы делаем расточку?
расточка цо колесного диска- Расточка диска ЦО начинается с проверки отливки. Учитываются припуски передних и задних втулок, фланца картера.
- Расточка посадочного отверстия колесного диска выполняется на специальном токарном станке.
- Обрабатываются отверстия под шпильки с разметкой луча, профиля рабочего и вспомогательного движения.
- Фрезеруются кривые.
- Профиль доводится до заданных параметров.
- Качественная расточка отверстий дисков завершается термообработкой и шлифовкой.
Наши мастера выполнят работу максимально быстро. Не имеет значения, какова модель авто, год выпуска, состояние. Работа будет сделана строго по технологии, обеспечив надежную длительную эксплуатацию при езде по любым дорогам. Цена расточки центрального отверстия диска рассчитывается индивидуально после осмотра машины, выслушав все пожелания клиента.
Для чего нужна дополнительная обработка ЦО
расточка цо дискаСуществует две причины, по которым клиенты обращаются за расточкой ЦО дисков.
- Самая распространенная и тривиальная. Несовпадение размера ступицы и понравившегося диска. В этом случае расточка ЦО на литом диске обязательна.
- Если диаметр больше посадочного места делается проточка для установки ступичной проставки. Дополнительная деталь поможет избежать появления биения при езде на больших скоростях.
Плюсы и минусы
К достоинствам можно отнести.
- Снижение биения при движении с большой скоростью.
- Исчезновения вибраций, посторонних шумов.
- Улучшение качества торможения при резкой остановке.
- Повышение устойчивости на виражах.
- Сокращается расход топлива.
Недостатки.
- Выступающие крышки при езде по бездорожью быстро заляпывают грязью кузов, стекла дверей.
- Меньше радиус поворота передних колес.
- Подвеска и подшипники подвергаются постоянным высоким нагрузкам.
metallo-obrabotka24.ru
Токарные работы с колесными дисками — Сообщество «Автотюнинг» на DRIVE2
В данном блоге я хотел бы рассказать о некоторых видах работ с колесными дисками.
1. Самое распространенное — расточка ЦО диска. Любителям БМВ это до боли знакомо, особенно 5 серии)))
расточка ЦО диска
2. Работа с разборными дисками.
Требовалось проточить центра на трехсоставных дисках.
За пример брался похожий случай www.drive2.ru/l/9884926/
В нашем случае получилось снять 10 мм
проточка центра
проточка центра
3. Выравнивание кромки иннера Казалось бы ничего сложно) болгарка в помощь. Данную операцию проводил на большущем токарном станке, который способен зажимать объемные детали.
Плоскость иннера выровнена, так же сделана дополнительная фаска для гермета)
выравнивание кромки иннера
выравнивание кромки иннера
выравнивание кромки иннера
4. Фрезеровка внутренней поверхности колесного диска для установки колесных проставок минимальной толщины.
Фрезеровка внутренней поверхности колесного диска
Фрезеровка внутренней поверхности колесного диска
Фрезеровка внутренней поверхности колесного диска
5. Пересверловка (изменение разболтовки 5*114,3 на 5*120) колесного диска.
изменение разболтовки 5*114,3 на 5*120
изменение разболтовки 5*114,3 на 5*120
5 октября 2016 в 11:51 Метки: расточка цо диска, проточка центра, выравнивание кромки иннера, фрезеровка внутренней поверхности колесного диска, пересверловка колесного диска.
www.drive2.ru
Communities › Разборные Диски › Blog › Проточка и расточка центров OZ, re’Drill ступиц и тормозных дисков
Краткая повесть о внедрении шикарных OZ Futura в жирных параметрах, но со сверловкой 5х114.3 на BMW e36!
Итак, был приобретен следующий комплект дисков:
Первые примерки показали, что впихнуть колеса в арки e36 не так просто как я себе это представлял. Виной тому солидные полки 2.5 и 3.5 дюйма спереди и сзади соответственно и отсюда солидные значения вылета.
Более того, этот комплект другой сверловки, а именно 5х114.3 вместо BMW’шных 5х120, но как вы понимаете ни о каких переходных адаптерах речи быть не могло, для них попросту не было места.
На счет редрилла центров под другую сверловку — то я лично критически не признаю двойную сверловку на классических дисках, даже если они закрыты центркапом. Поэтому решено было redrill’ить ступицы и тормозные диски
С задними ступицами и дисками вопросов при редрилле не возникло:
По всей плоскости ступица имеет одинаковую толщину, соответственно и новые отверстия с резьбой имеют такую же глубину, как и родные отверстия:
А вот к передним ступицам пришлось приложить сил побольше. У родных отверстий под колесные болты ступица имеет наплывы металла. Т.е. у новой сверловки глубина отверстий была бы не безопасной, т.к. в местах новых отверстий оставалась слишком маленькая толщина металла. Вопрос решили фрезерованием плоскости под новую сверловку, изготовлением стальных втулок и затем привариванием этих втулок к отфрезерованной поверхности. Встречайте результат:
Для особо педантичных сразу скажу — мы не гнались за weldporn’ом, достаточно было хорошенько «зацепить» втулки.
Увы, этих мер было недостаточно для того, чтобы колеса поместились в арки.
Поэтому следующим шагом стал разбор дисков, точнее демонтаж центров и проточка их привалочной плоскости. Другими словами — удаление лишнего «мясца». Это позволило выиграть дополнительные 6 миллиметров, утопив колеса внутрь арки!
Было:
Стало:
Кроме того, расточили внутреннее ЦО центров до BMW’шных 72.6 и теперь колеса с японо-параметрами болт-он встают на мою е36 😉
Поставить диски мечты на автомобиль с другими колесными параметрами — вполне достижимая при должном подходе задача, дерзайте друзья!
www.drive2.com
Расточка болтовых отверстий автомобильных дисков — Автомобили
12 минут назад, Ришат116 сказал:
Отверстие как минимум на 0.5мм больше болта.
Значит, центрирует-таки ц.о.
Раз болты в отверстиях болтаются
11 минут назад, REX сказал:
Т.е. у вас лапка с натягом заходит, а конус с зазором сидит в пиноли?
Перечитайте ещё раз, что я написал.
11 минут назад, REX сказал:
Диск сидит минимум на 4-х конусах, но центрируется при этом почему-то по центральному отверстию, которое выполнено с зазором, интересно.
Сидит на ц.о. и дополнительно притягивается болтами.
«Чтобы охватить большее число покупателей и сократить издержки производства, многие производители выпускают диски с заведомо большим ЦО. В основном, это относится к литью. На штамповках, параметр DIA сохраняет заводской размер.
Чтобы обеспечить отцентровку дисков на ступицах, после их покупки, автовладельцам предлагается приобрести центрующие кольца.»
Изменено пользователем darkstar
Как расточить колесный диск под ступицу
Литые диски, устанавливаемые на автомобили, имеют немало преимуществ.
Преимущества литых дисков
— огромный ассортимент
— небольшой вес
— прекрасный контакт с дорогой
При неправильно подобранном литом диске, когда размеры геометрических показателей не соответствуют, владельцы автомобилей за рулём себя чувствуют неуверенность. А связано это с тем, что размер ступицы не соответствует размеру отверстия в центральной части автомобиля ступичному посадочному месту, который имеет колёсный диск. Если ступичное отверстие большое, тогда нужно расточить литой диск. Эта процедура поможет даже в тех случаях, когда центральное отверстие обода больше ступицы даже на 0.1 мм.
Тонкое кольцо для центровки сделать не получится. Поэтому надо расточить диск, а после чего изготовить приставочные кольца. При смене величины центрального отверстия можно изменить отверстия для болтов.
Процесс расточки
Для расточки устанавливают ступицу обода с помощью фланца на 3 опоры. Эти опоры определяют положение, в котором находится отливка, и положение центровки в патроне.
Чтобы удостовериться в совпадении плоскости разъема комплектующей с вращательной осью шпинделя, находящегося на станке, проверяют параллельность плоскости в разъеме, после чего разворачивают шпиндель с изделием на 180 градусов и снова проверяют настройки его параллельности.
Расточка центрального отверстия в диске
В процессе отливки проверяют характеристики припуска на центральное отверстие на втулках спереди и сзади, величину припуска, отведенного на обработку фланца. Механизм растачивания дисков производят посредством центровки картера снаружи втулок, расположенных в призмах тисочного типа.
После растачивания отверстия обрабатывают под шпильку. Таким же образом проводят разметку профиля всех возможных движений. После этого происходит фрезеровка кривых, и доводится профиль. Последними этапами проводят термообработку и шлифовку полученного отверстия.
Читайте так же: Выбор автомобильных дисков. А в следующей статье речь пойдет про Затяжка креплений на литых дисках.
Возможно Вам понравиться
Оптимальная цена
Последнее поступление
Поделиться ссылкойИП Коваленко Александр Владимирович
Опубликовано
Информация обновлена
Ремонт Дисков R22.by
Возможен ремонт литых, кованых, разборных, составных и стальных дисков, всех типов и размеров, находящихся в любом состоянии и любого радиуса. Технология позволяет восстановить диски даже в случае значительного механического повреждения. Благодаря эксклюзивному оборудованию, разработанному специально для нашей компании возможно полное устранение осевого / радиального биения диска и восстановление геометрии на 100%.
Ремонт дисков возможен даже при отсутствии фрагмента диска, заломов, сколов или наличии трещин. В этом случае применяется аргонно-дуговая сварка (Аргонная Сварка). Швы, возникшие в процессе сварки, тщательно обрабатываются и прокрашиваются таким образом, что по завершении работ их почти не видно даже при внимательном осмотре со стороны.
Покраска дисков позволяет вернуть дискам прежний блеск или изменить их до неузнаваемости. Центры «Р22» предлагают наиболее прочную к внешним факторам покраску оригинальными полимерами с последующей гарантией.
Ремонт дисков является основной специализацией компании «Р22». мы обладаем технической базой и большим опытом работы, что позволяет нам принять в ремонт практически любой поврежденный диск. Благодаря современному оборудованию и многолетнему опыту работы, ремонт литых дисков от «Р22» является быстрым, эффективным, надежным и профессиональным. При ремонте литых дисков наша компания использует только высококачественные расходные материалы и проверенные методы ремонта, которые гарантируют качественный результат. Ремонт дисков требует индивидуальный подход, и сочетает в себе комбинацию различных технологий, применение которых зависит от вида повреждения диска.
Ремонт дисков является комплексной процедурой. При обращении в нашу компанию, квалифицированные специалисты, перед тем как начать ремонт дисков, на имеющемся у нас современном оборудовании, бесплатно произведут диагностику дефекта Вашего диска. На основании диагностики Вам будет предложен соответствующий ремонт дисков и стоимость данных работ. В ремонт дисков принимаются литые, кованые, разборные, магниевые, составные и стальные (штампованные) диски, всех типов и размеров, в любом состоянии. Ремонт дисков от «Р22» гарантирует полное устранение осевого и радиального биения диска
«Р22» использует собственное оборудование по ремонту дисков, которое гарантированно возвращает свойства поврежденного диска ( имеем несколько дископравов и используем любой из них индивидуально для каждого вида правки или раскатки). Так как Ваша безопасность является нашим главным приоритетом, мы никогда не возьмемся за ремонт литых дисков, последующая эксплуатация которых будет небезопасна.
ПРАВКА, РАСКАТКА СТАЛЬНЫХ И ЛИТЫХ ДИСКОВ В ЛЮБОМ СОСТОЯНИИ И ЛЮБОГО РАДИУСА.
Перед тем как начать ремонт литых дисков, производится детальный анализ его состояния
В случае, когда диск имеет нарушенную геометрию, колесо становится неуравновешенным во всех осях симметрии. Это приводит к возникновению неуравновешенных центробежных сил с разными векторами приложения, что создает вибрацию колеса и разнонаправленные нагрузки на ступицу. Это, в свою очередь, приводит к следующим последствиям:
— Происходит ускоренный износ несущих узлов подвески и рулевого механизма(в первую очередь обычно страдают подшипники ступицы). — Дискомфорт водителя — вибрация переднего колеса передается на руль, а заднего — на кузов.
— Покрышка значительно быстрее изнашивается по причине неравномерности нагрузки на протектор ( изнашивается неравномерно, пятнами). Ремонт дисков от «Р22» позволяет убрать как радиальное биение, которое является вертикальным, так и осевое — горизонтальное. Во время раскручивания поврежденный диск, имеющий вертикальное смещение, начинает ходить вверх – вниз, если же диск имеет осевое смещение – диск раскачивается из стороны в сторону. Данные значения измеряются специальным микрометром, который позволяет вычислить параметры смещения диска с наивысшей точностью и использовать их в дальнейшем ремонте. Некоторые диски с большим диаметром после попадания в яму или наезду на бордюр сгибаются, и, если удар был достаточно сильный, скручиваются в районе спиц, при этом диск получает как радиальное, так и осевое смещение геометрии. В редких случаях осевое смещение не может быть устранено и в этом случае ремонт дисков невозможен.
Устранение осевого смещения является одним из самых трудоемких процессов при ремонте диска. Кроме того, осевое смещение может быть обманчивым. За незначительными повреждениями, которые видно невооруженным взглядом, могут скрываться серьезные нарушения, которые существенно осложнят ремонт дисков. Выявление таких повреждений возможно только после проверки колеса на специальном стенде.
- Ремонт литых дисков невозможен, если имеется трещина у основания спиц
- Ремонт дисков невозможен, если есть трещины возле отверстия под вентиль.
- Ремонт литых дисков невозможен, если имеется трещина у основания крепления диска к суппорту.
В случае отсутствия фрагмента поврежденного диска, во время ремонта наши специалисты на основе спектрального анализа подбирают соответствующие присадки и в полном объёме восстанавливают диск. После полной проверки диска специалисты «Р22» озвучивают окончательную стоимость ремонта дисков, и только после получения согласия клиента диски принимаютсяв ремонт.
Высококачественный ремонт литых дисков от «Р22» обусловлен использованием специального оборудования и соблюдением технологического процесса ремонта, который основан на рекомендациях производителей дисков. Вариант No.1 Во время ремонта, диск по «холодному» вытягивают на специальном стенде (диск именно вытягивается, а не прокатывается), придавая диску первоначальную форму. Вариант No.2 все то же самое, только может использоваться локальный нагрев места характерных загибов и ремонта. После применения Варианта 2 – диск прокрашивается и внешний вид диска не страдает. Кроме того, во время монтажа и демонтажа покрышки используется профессиональное шиномонтажное оборудование фирмы HOFMANN,SICAM, SIVIK благодаря чему нанесениеповреждения диску или резине в процессе шиномонтажных работ исключено.
- Солидная репутация и многолетний опыт работы компании «Р22» гарантирует безукоризненное выполнение самых сложных, срочных и сверхсрочных заказов по ремонту дисков. Незначительный и средней сложности ремонт производиться День-в-День.
Ремонт дисков осуществляется на уникальном Стенде для правки колесных дисков автомобилей, который был разработан специалистами компании «Р22», и используется только в наших центрах. Благодаря этому правка диска с радиальным биением занимает 15 — 30 минут, а с Осевым (тип 8) максимум 2 часа.
Гарантия 100% восстановления геометрии при ремонте дисков.
Аргонно-дуговая сварка (Аргонная Сварка)
Аргонно-дуговая сварка помогает решить проблемы связанные с ремонтом вышедших из строя вследствие механических повреждений или коррозии литых (авто, мото) дисков, а так же разнообразных деталей двигателя (головки блока, поддоны, кронштейны, крышки и т.д), навесного оборудования, в том числе детали и агрегаты авто, мото и др. транспорта. Как и в любом другом деле, во время аргонно-дуговой сварки существует масса нюансов, главный из которых квалификация и опыт сварщика. Большой опыт позволяет нашим специалистам быстро определить марку алюминия, который будет использоваться в качестве присадки при работе с Вашим диском или иной деталью. В некоторых случаях присадка подбирается на основе спектрального анализа образца вашего диска на что уходит только несколько часов. Швы, возникшие в процессе аргонно-дуговой сварки, тщательно убираются, обрабатываются и окрашиваются таким образом, что по завершении работ их почти не видно даже при внимательном осмотре. Многие клиенты спрашивают, насколько надежна сама сварка. Она настолько же надежна, как надежен метод плавления алюминия. Швы и наложения представляют с деталью после сварки одно целое, как белый и черный пластилин, после смешивания которого, его невозможно разделить. Кроме того, после сварки диск не имеет никаких весовых и скоростных ограничений . Р22 Всегда дает гарантию на герметичность шва после сварки.
Покраска дисков
В покраску принимаются абсолютно любые колесные диски: литые, штампованные, кованые и составные, мотоциклов и других транспортных средств. В настоящее время самым прочным покрытием при покраске дисков являются оригинальные (полимерные) краски, которые обладают повышенной устойчивостью к воздействию различных механических, физических и химических факторов. Наша методика покраски дисков обеспечивает равномерное распределение лакокрасочного слоя по лицевой части диска и гарантирует качественное выполнение работ. Покраска дисков оригинальным покрытием осуществляется в несколько этапов, связанных с обработкой поверхности диска и, непосредственно, покраской дисков:
Вариант 1.- Ручная подготовка диска перед покраской связанная с устранением сколов, царапин, вмятин и наплавкой недостающих частей.
- Химический способ удаления масляных и жирных пятен, ухудшающих адгезию покрытия. Применяется перед покраской дисков для создания антикоррозионного слоя, толщиной в несколько микрон.
- Нанесение грунтового слоя краски на поверхность колесного диска.
- Нанесение финишного слоя краски на поверхность диска в электростатическом поле.
- Нанесение финишного слоя глянцевого или матового лака.
- Ручная подготовка диска перед покраской связанная с устранением сколов, царапин, вмятин и наплавкой недостающих частей.
- Химический способ удаления масляных и жирных пятен.
- Покраска готовой смесью, прибывшей с завода изготовителя, т. е. смесь в себя включает, грунт (подложку), цвет (любой), лак трехкомпонентный, устойчевый к химии, соли, различным реактивам, ультрафиолету и истираемости.
- Нанесение готовой смеси происходит в электростатическом поле.
В результате данной технологии, покраска дисков получается прочная, идеально ровная и эстетически привлекательная поверхность. Р22
Всегда дает гарантию на покрытие. ВНИМАНИЕ, гарантия дается на не механические повреждения диска и покрытие.
Полировка бортов диска
Как правило, колесные диски большого радиуса имеют полированный борт (полку, закраину обода), который в процессе эксплуатации теряет свой блеск.
Полировка бортов дисков
это одна из самых технически сложных работ выполняемых с закраинами (полками) колесных дисков. Предлагаемый нами метод полировки позволяет устранять крупные сколы, бордюрную болезнь, царапины и помутнение обода диска. Отполировав борт, мы придаем ему первоначальный блестящий вид.
ВНИМАНИЕ: Не обрабатывайте поверхность диска растворителями, бензином или другими активными химическими веществами ( например бесконтактная мойка), это может испортить эмаль или хромированную поверхность диска. Во время мойки автомобиля бесконтактным методом, открытый алюминий вступает в реакцию с химическими элементами присутствующим в данном пенном веществе и моментально мутнеет. Поэтому необходимо исключать бесконтактную мойку полированных колесных дисков. Мойка полированных дисков должна осуществляться, Только вручную и мыльным раствором.
Надписи, рисунки на дисках
Изготовление колпачков и заглушек для дисков с эмблемами и логотипами по вашему заказу.
Восстановление и Нанесение новых надписей, изображений на автомобильные литые диски.
Покраска дисков в несколько цветов.
УВЕЛИЧЕНИЕ, РАСТОЧКА ЦЕНТРАЛЬНОГО СТУПИЧНОГО ОТВЕРСТИЯ В ЛИТОМ ИЛИ СТАЛЬНОМ ДИСКЕ, ЛЮБОГО РАЗМЕРА И РАДИУСА:
Иногда внутренний диаметр Ваших дисков не совпадает с диаметром посадочного места диска на ступице. Для решения этой проблемы МЫ предлагаем увеличить, расточить центральное отверстие в диске до нужного размера Вашей ступицы и установить диск Вам на машину. Диск после данной операции будет идеально подходить под Ваш авто и не будет иметь никаких скростных ограничений.
Расточка и увеличение центрального ступичного отверстия в диске.
В разделе Центровочные кольца была описана проблема, когда ступичное посадочное отверстие колёсных дисков больше ступицы автомобиля, но бывает и противоположные случаи когда центральное отверстие диска меньше ступицы. Если диски от другого авто или производителя. А они Вам очень понравились.
В этом случае вы можете воспользоваться нашими услугами по расточке центрального отверстия диска. Самостоятельная расточка ступичного отверстия в диске ни к чему хорошему не приведет, вы можете просто остаться без диска при его неправильной обработке или, чтобы избежать биения руля при движении как показывает опыт, все равно придется растачивать центральное отверстие в диске и изготавливать новые проставочные кольца, а это двойная работа и соответсвенно Ваши затраты. Поэтому не рискуйте и привозите диски в наш Шиномонтажный центр на ул.Одоевского,113.
Так же, расточка ступичного отверстия помогает и в случаях, когда центральное отверстие диска больше ступицы всего на 0,1 – 0,5 мм. Изготовить такое тонкое центровочное кольцо возможно, но хватит таких колец — ненадолго. Поэтому требуется первоначальная расточка центрального отверстия в диске с последующим изготовлением проставочных колец.
Помимо расточки центрального отверстия, в этом шиномонтажном центре возможно увеличить отверстия под болты, сместь их или, если позволяют технические параметры, сделать новые. Т.к. колесный крепеж может отличаться по диаметру от Ваших дисков.
Изготовление новых крепежных отверстий диска.
Восстановление разбитых отверстий крепления диска к ступице и изготовление новых конусов крепления и прелигания любых дисков к любым авто.
Все это происходит из за самооткручивания колесных болтов и гаек, либо неправильной эксплуатации колес или Сверх нагрузок.
Мы изготовливаем и устанавливаем под нагрузкой новые конуса прилегания болтов или шпилек с гайками к диску.
Даем Гарантию точности исполнения заказа.
Центральный канал | Форумы Maverick / Comet
who_leeroc
Участник- Зарегистрирован:
- 28 июня 2010 г.
- Сообщений:
- 36
- Получено лайков:
- 0
- Трофейные очки:
- 0
- Расположение:
- tracy, ca
- Автомобиль:
- 1975 maverick 302 т-5
Ладно, ребята, некоторое время назад я купил набор 15-дюймовых сталей для своего Mav 75 года выпуска.Я никогда не думал об их тестовой установке, так как мне нужен был новый комплект шин. Ну, после покраски и новой резины диски не подошли! Центральное отверстие слишком маленькое, чтобы скользить по ступице !! Могу ли я что-нибудь сделать, кроме как купить два подходящих колеса? Как-нибудь увеличить центральное отверстие?
впрыснутый
Участник- Зарегистрирован:
- 15 сентября 2006 г.
- Сообщений:
- 2,114
- Получено лайков:
- 26
- Трофейные очки:
- 142
- Расположение:
- Грузия
- Автомобиль:
- 1972 Maverick 2dr 5.0l EFI, 2003 Expedition (жена), 2002 F150 Supercab King Ranch
К сожалению нет. Очевидно, у вас есть колеса с барабанным тормозом, а у некоторых 74 и всех Maverick от 75 и выше есть дисковые тормоза, в которых используется центральное отверстие большего размера. У меня была такая же проблема много лет назад, когда я добавлял дисковые тормоза к моему 72
В 74 году центральное отверстие колес изменилось, на ступице диска и задней оси.
в зависимости от того, насколько велико несоответствие, вы можете обработать «конус» ротора.
впрыснутый
Участник- Зарегистрирован:
- 15 сентября 2006 г.
- Сообщений:
- 2,114
- Получено лайков:
- 26
- Трофейные очки:
- 142
- Расположение:
- Грузия
- Автомобиль:
- 1972 Maverick 2dr 5.0l EFI, 2003 Expedition (жена), 2002 F150 Supercab King Ranch
Интересно, пробовал ли кто-нибудь использовать роторы ранних мустангов … Я думаю, что у них уже есть меньший конус подшипника, но я не знаю, такие же ли другие размеры
71золото
Фрэнк Купер Поддерживающий член- Зарегистрирован:
- 9 апреля 2002 г.
- Сообщений:
- 25 685
- Получено лайков:
- 2,360
- Трофейные очки:
- 828
- Гараж:
- 1
- Расположение:
- MACON, GA.
- Автомобиль:
- ’73 Граббер
возьмите роторный напильник и увеличьте отверстие … отверстия для выступов отцентрируют его …
who_leeroc
Участник- Зарегистрирован:
- 28 июня 2010 г.
- Сообщений:
- 36
- Получено лайков:
- 0
- Трофейные очки:
- 0
- Расположение:
- tracy, ca
- Автомобиль:
- 1975 maverick 302 т-5
спасибо за помощь, я работал над увеличением отверстия.Пока что я закончил одно, наполовину переборщив другое. Отправлю фотографии, как только я их смонтирую.
bmcdaniel
Старческий член- Зарегистрирован:
- 02 июля 2002 г.
- Сообщений:
- 6,388
- Получено лайков:
- 371
- Трофейные очки:
- 243
- Расположение:
- York.PA
- Автомобиль:
- ’70 Maverick Grabber
Однажды у меня была такая же проблема: спустило колесо в 60 милях от дома по дороге в Раундап, и моя запаска не подошла. Буксировка, 6 часов и 220 долларов спустя я снова был в дороге.
Определение и анатомия | Объяснение деталей автомобильного колеса
Колеса — неотъемлемая часть внешнего вида и характеристик вашей езды.Ничто так не улучшает внешний вид автомобиля, как новый комплект послепродажных колес и шин. Но колеса бывают самых разных размеров, стилей и материалов. Существует так много типов колес, что терминология частей колес может сбивать с толку. В чем разница между колесом и ободом? Что означают числа на колесе?
Вооружитесь информацией, прежде чем покупать колеса. Это руководство поможет вам углубиться в названия деталей колес, проанализировать анатомию колеса, узнать, как изготавливаются колеса, почему размер колеса имеет значение, как измерить вылет колеса, все особенности увеличения размеров колес и многое другое.Есть даже глоссарий терминов для быстрого ознакомления.
Детали колеса
Колесо может выглядеть как единый объект, но оно состоит из нескольких частей. Чтобы понять колесо, вы должны понять его части. Давайте познакомимся с наиболее важными частями колеса, начав с центра колеса.
×Центральное отверстие — это отверстие, через которое колесо устанавливается на ось.Это часть колеса, которая фактически прикрепляет колесо к транспортному средству и выдерживает вес транспортного средства. При покупке неоригинальных колес необходимо убедиться, что размер центрального отверстия не меньше размера штатного колеса. Как правило, это не проблема, поскольку большинство производителей изготавливают колеса с большим центральным отверстием, чтобы вместить как можно больше автомобилей. Когда центральное отверстие больше, для заполнения зазора используются хабцентрические кольца. Центральные колпачки стильно закроют центральное отверстие.
Из центрального отверстия выходит центральный диск .Это часть колеса, в которой выточены отверстия для болтов, чтобы создать круг для болтов. Эта область является точкой контакта с опорой оси, болтами проушины и боковой поверхностью ротора. Все на колесе каким-то образом соединяется с диском.
Отверстия под проушины образуют окружность под болты с 4 или более отверстиями. Диаметр окружности болта называется диаметром окружности болта и обозначается аббревиатурой BCD. Количество отверстий и диаметр окружности болта определяют разболтовку.Теперь, когда центр покрыт, давайте перейдем к анатомии колеса.
Спицы соединяют центральный диск с наружным кольцом колеса. Спицы придают конструктивную целостность колесу и являются одним из основных элементов стиля в дизайне колес.
Наружная кромка — это часть колеса перед спицами. По большей части блюдо вступает в игру только тогда, когда оно имеет большую площадь. Когда спицы значительно удалены от внешнего края, колесо считается колесом с глубокой тарелкой . Это сделано из чисто эстетических соображений. По мере того, как блюдо становится глубже, лицо становится более уязвимым для повреждений от ударов.
Теперь на самой внешней части колеса находится ствол . Цилиндр — это то, что создает конструкции, необходимые для крепления шины. Ствол состоит из множества частей. Наименьший внутренний диаметр ствола — с центром падения . Если центр падения находится близко к передней поверхности колеса, это переднее крепление колеса. Если ввод находится близко к задней поверхности колеса, это колесо с обратной установкой.Края ствола расширяются, образуя фланцы . Фланцы предотвращают соскальзывание шины. Внешние облицовочные фланцы являются частью косметической поверхности колеса.
Внутри фланцев расположены плоские участки, называемые буртиками . Это место, где края шины прилегают к колесу. Монтажные неровности окружают цилиндр как со стороны автомобиля, так и с косметической стороны колеса. Эти выступы разделяют бортики, чтобы шина не соскользнула с края колеса.
Теперь вы знаете детали колеса, давайте посмотрим, как они соединяются.
Как создаются колеса
Колеса разных типов изготавливаются разными способами. Конструкция колеса и материал колеса определяют используемый производственный процесс. Вот наиболее распространенные методы изготовления алюминиевых и легкосплавных дисков.
Отливка
Это простейший метод изготовления колеса.Расплавленный металл выливают в форму для создания колеса. При литье под действием силы тяжести металл выталкивается в форму. При литье под давлением используется дополнительное давление для сжатия металла в форме. При литье под низким давлением используется воздух, чтобы заставить расплавленный металл попасть в форму и сжать металл. Литье против давления использует всасывающую силу вакуума, чтобы втягивать расплавленный металл в форму. Литье используется для создания цельной конструкции колеса.
Формование потока
Это объединяет процесс литья с процессом растяжения.Сначала металл выливается в форму, а затем валки высокого давления и нагрева используются для придания формы, растяжения и формования колеса. В результате получается тонкий, но плотный металл. Это значит легкий, но сильный.
Ковка
Этот процесс популярен для алюминия и некоторых алюминиевых сплавов. Алюминиевая заготовка (металлический блок) является отправной точкой. Затем заготовке придавливают форму под невероятным давлением. Это создает плотную, прочную и легкую конструкцию колеса.
Вращающаяся поковка
Этот процесс был впервые разработан TSW Wheels и используется также Motegi Racing Wheels. Она похожа на стандартную алюминиевую поковку, но с изюминкой. Во время ковки заготовки кузница вращается с большой скоростью. Это заставляет молекулы образовывать прочные цепочки. В результате получается колесо, которое прочнее, чем алюминиевое колесо, кованное обычным способом.
Размеры колес
Колеса бывают самых разных размеров.Младшая модель закреплена на 15-дюймовых колесах; Массивные 26-дюймовые колеса доминируют в верхней части, а колеса всех размеров доступны между ними. Итак, если ваш автомобиль или грузовик поставляется с 16-дюймовыми колесами, зачем вам нужен другой размер? Две причины: эстетическая привлекательность и производительность.
Колеса большего размера выглядят лучше. Они заполняют нишу колеса, что обеспечивает визуальный эффект. Это то, что мы называем чистым колесом для глаз. На колесах большего размера установлены шины с меньшими боковинами, что обеспечивает лучшее сцепление с дорогой и производительность.Для внедорожников это означает уменьшение крена и раскачивания и большую устойчивость. Единственным недостатком увеличения размера является то, что колеса и шины большего размера весят больше, поэтому увеличивается расход топлива и ухудшается ускорение от 0 до 60. Исследования автомобилей и водителей также показали, что при достижении верхних пределов подвеска облагается налогом, и езда может пострадать.
Не забывайте, что ваш автомобиль изначально был спроектирован для установки на стандартные колеса. Это означает, что спидометр, одометр, контроль тяги, крутящий момент и настройки передачи были основаны на расстоянии, которое стандартное колесо и шина в сборе преодолеют за один оборот.При изменении размера колеса вы должны сохранить общий диаметр колеса и шины в сборе. Таким образом, по мере того, как ваши колеса становятся больше, размер шины становится меньше.
Хорошее практическое правило состоит в том, что на каждый дюйм увеличения диаметра колеса вы должны уменьшать высоту стоячего колеса на дюйм. Это поддерживает общий диаметр. Это означает, что колесо и шина по-прежнему будут преодолевать одинаковое расстояние за один оборот, но при этом они будут выглядеть намного лучше.
Размер колеса обозначается следующим образом:
Г x Ш
Где D = диаметр и W = ширина.
Например: 18×9 означает, что диаметр колеса составляет 18 дюймов, а ширина — 9 дюймов.
Не уверены, что увеличение размера действительно имеет значение? Пока не увижу, не поверю.
Выберите ниже разные размеры колес, чтобы увидеть, как они выглядят на одном автомобиле:
Обратите внимание, как меняется внешний вид автомобиля по мере заполнения колесной арки.17-дюймовые колеса выглядят хорошо, 18-дюймовые колеса выглядят великолепно, а 19-дюймовые колеса просто безумны.
Здесь вы можете просмотреть некоторые популярные сочетания размеров колес:
схемы расположения болтов
Набор болтов состоит из количества болтов и диаметра воображаемой окружности, которую они создают (BCD). BCD может выражаться в дюймах или миллиметрах. Наборы болтов с четным количеством болтов измеряются от центра болта к центру болта.От центра верхнего болта до низа нижних болтов измеряется 5 наборов болтов с проушинами.
Расположение болтов обозначается следующим образом:
N x BCD
Где N = количество болтов, а BCD = диаметр центра болта.
Например, если у вас колесо с пятью проушинами, а центр болта составляет 114,3 миллиметра, то размер разболтовки 5×114.3.
Перейдите по слайд-шоу ниже, чтобы увидеть примеры схем расположения болтов:
Вот примеры распространенных схем болтов. Каждая ссылка позволяет вам просматривать существующие колеса с этим креплением болтов:
Вылет колеса
Смещение может быть одной из самых сложных частей колеса для понимания. Смещение измеряет расстояние от средней линии колеса до монтажной поверхности.Измеряется в миллиметрах. Это может быть нулевое, положительное или отрицательное смещение.
Перейдите по слайд-шоу ниже, чтобы увидеть различные смещения колес:
При смещении 0 (ноль) монтажная поверхность находится точно в центре колеса. При положительном смещении монтажная поверхность находится к передней части колеса. Выражается в миллиметрах от средней линии. При отрицательном смещении монтажная поверхность находится с тыльной стороны колеса.Выражается в миллиметрах от средней линии. Например, если ширина колеса 9 дюймов, центральная линия находится на уровне 4,5 дюйма. Положительное смещение — это количество миллиметров сверх 4,5 дюймов, а отрицательное смещение — количество миллиметров в противоположном направлении.
При положительном смещении колеса выглядят так, как будто они выходят дальше от колесной арки, а при отрицательном смещении колеса выглядят так, как будто они находятся глубже в колесной арке.
Что означают номера колес
Теперь, когда мы рассмотрели различные части колес и способы их измерения, мы готовы приступить к считыванию номеров колес.
Пример колеса: F1R F29
Ищите выгравированную информацию на задней части колеса.
Размер колеса
17×8,5 — это размер колеса. Его диаметр составляет 17 дюймов, а ширина — 8,5 дюйма. Средняя линия составляет 4,25 дюйма.
Вылет колеса
ET 38 относится к смещению.Это 38 миллиметров от средней линии. ET — это немецкое сокращение от Einpresstiefe, что означает смещение.
Итак, когда вы читаете набор номеров колес, вы читаете подробную информацию о размере и конфигурации колеса. Эта информация имеет решающее значение для определения того, подойдет ли колесо вашему автомобилю.
Цельные колеса против двухкомпонентных колес
Есть два типа колес: цельные колеса и двухсекционные или составные колеса.
Колеса One Piece
Большинство колес представляют собой неразъемные колеса. Это означает, что все колесо отлито или выковано как одно целое. Цельные колеса жестче, чем двухсоставные.
Колеса из двух частей
Колеса, состоящие из двух частей, образуются, как следует из названия, из двух частей. Центральная часть — это одна деталь, внешняя часть — другая, и две части скреплены болтами.В результате получается очень прочный руль.
Зачем вам разница? Потому что двухсекционные колеса могут сочетать отделку и сплавы, что невозможно с цельными колесами. Производитель также может комбинировать в одном колесе металл разной ширины и толщины. Они также могут комбинировать ширину и смещение, чтобы получить больше возможностей при установке.
Если двухсекционное колесо повреждено, может не потребоваться замена всего колеса. Возможно, вы сможете заменить только поврежденную часть.
Колеса со смещением
Колеса со смещением или смещенная установка меняют стойку езды. Он обеспечивает агрессивный вид за счет размещения более широких колес на задней части автомобиля, чем на передней. Эта установка применима только к автомобилям с задним приводом.
Более широкие колеса не только радуют глаз, но и обеспечивают лучшее сцепление с дорогой, прохождение поворотов и торможение.
Не забудьте поворачивать шины в поперечном направлении, используя ступенчатую установку.Кроме того, если вы используете зимние шины, вам нужно будет снова сменить их на симметричные для холодной погоды.
FAQ
Колесо — это целая деталь. Он состоит из ступицы, спиц и обода. Обод — это самая внешняя часть колеса.
Ступица колеса является монтажным узлом для колеса.Функция ступицы колеса заключается в том, чтобы колесо свободно вращалось и удерживало его прикрепленным к транспортному средству.
Смещение колеса — это расстояние между осевой линией колеса и установочной поверхностью. Монтажная поверхность может быть ровной с центральной линией, выступать вперед или углубляться назад от средней линии.
Обод — это самая внешняя часть колеса.Он состоит из цилиндра, буртика и фланцев.
TPMS — система контроля давления в шинах. Это электронная система в вашей шине, которая контролирует давление в ваших шинах. Он активирует сигнальную лампу на приборной панели, чтобы вы знали, накачаны ли ваши шины чрезмерно или недостаточно.
Установка в шахматном порядке означает, что колеса на задней части автомобиля не того же размера, что и колеса на передней части автомобиля.При смещении колес колеса и шины на задней оси шире, чем на передней оси. Установка в шахматном порядке на переднеприводных автомобилях невозможна.
Запатентованная система крепленияWheelfire гарантирует идеальную посадку. Сначала проверяется, что общий диаметр колеса и шины находится в пределах 3% от OEM. Затем проверяются разболтовка и смещение.Если вы обновили тормоза или подвеску своего автомобиля, сообщите об этом нашей службе поддержки клиентов, прежде чем покупать колеса. Если ваш внедорожник был поднят, обязательно отметьте высоту подъема в дюймах.
При изменении размера колеса вы должны изменить размер шины, чтобы сохранить общий диаметр.Вы получите небольшое снижение расхода топлива и ускорения. Компромисс — лучшая управляемость и большая внешняя привлекательность. Внедорожники будут иметь повышенную устойчивость на трассе.
Вы могли подумать, что чем больше спиц, тем крепче колесо, но это неправда. Прочность и целостность колеса в большей степени определяется металлом (или металлами, использованными для изготовления сплава) и способом изготовления, чем количеством спиц в конструкции колеса.
Это происходит, когда вы смотрите телевизор или фильмы, потому что движущиеся изображения — это не что иное, как серия отдельных неподвижных фотографий, снятых в последовательных кадрах. Большинство кинокамер снимают с частотой 24 кадра в секунду. Если частота вращения колеса соответствует частоте кадров, спицы совершают оборот каждые 1/24 секунды, и кажется, что спица находится в одном и том же месте на каждом кадре.Из-за этого колесо кажется неподвижным. Если скорость вращения не совпадает с частотой кадров, спица находится в другом положении, и создается впечатление, что колесо вращается назад. Это просто оптическая иллюзия.
Шире колеса весят больше, поэтому расход топлива уменьшается. Вы также получаете снижение эффективности торможения и ускорения.С другой стороны, улучшается управляемость, и вы получаете улучшенные характеристики противоскольжения от шин.
Технически определение обода относится только к внешней части колеса. Вы не можете заменить обод, не заменив все колесо. Замените колеса, если они повреждены или если вы хотите изменить внешний вид или характеристики вашего автомобиля.
Замена автомобильных колес может улучшить характеристики вашего автомобиля и придать вашей поездке новый облик. Измените колеса автомобиля на шахматную, чтобы установить более агрессивную стойку, или увеличьте размер, чтобы повысить производительность.
Определения / Глоссарий терминов
- Ствол
- Самая внешняя часть колеса.Это место, где монтируется шина.
- Бусина
- Внутренняя часть фланца, где край шины соединяется с колесом.
- Окружность болта
- Круг, образованный отверстиями для болтов. Диаметр круга равен , диаметр центра болта (BCD) .
- точки расположения болтов
- Количество болтов плюс диаметр центра болта. Он выражается как N x BCD, или 5 болтов диаметром 4 ½ дюйма будут 5×4.Расположение болтов 5 дюймов.
- Кастинг
- Способ изготовления колеса, при котором расплавленный металл или металлический сплав заливают в форму для формования колеса.
- Центральный канал
- Отверстие в центре колеса, позволяющее установить колесо на автомобиль.
- Центральная крышка
- Колесная часть, закрывающая центральное отверстие колеса на внешней поверхности колеса.
- Колесо для глубокой тарелки
- Колесо со спицами значительно ниже кромки.
- Блюдо
- Часть колеса за спицами.
- Drop Center
- Кольцеобразная область вокруг ствола, ближайшая к центральной линии. Это наименьший внутренний диаметр ствола колеса.
- Фланцы
- Расширяющаяся внешняя часть ствола, удерживающая шину на колесе. Бывают внешний и внутренний фланцы. Обращенные наружу фланцы являются частью косметической поверхности колеса.
- Колесо переднего крепления
- Колесо, центр падения которого расположен близко к передней поверхности колеса.
- Hubcentric
- Когда центральное отверстие колеса является центральным отверстием. Ступичные колеса устанавливаются и уравновешиваются с помощью стандартной системы конусов, используемой компьютерными балансировщиками для балансировки автомобиля.
- Хабцентрические кольца
- Это проставки из твердого пластика, устанавливаемые между ступицей колеса и центральным отверстием.Хабцентрические кольца позволяют приобретать колеса с большим центральным отверстием, чем у OEM.
- Центрические проушины
- В конструкции, ориентированной на проушины, колеса центрируются за счет крутящего момента гайки проушины, а не по центральному отверстию колеса. Эти колеса не сбалансированы стандартной системой конусов. Они должны быть уравновешены с их расположением болтов.
- Горки монтажные
- Ребра, разделяющие бортики, чтобы шина не соскользнула с края колеса.
- Смещение
- Расстояние в миллиметрах от средней линии колеса до монтажной поверхности. Может быть нулевым, положительным или отрицательным.
- Подвесной двигатель
- Конструктивная часть торца колеса. Это та часть, которая смотрит наружу и придает колесу косметический вид.
- Колесо обратной установки
- Колесо, в которое входит капля, близко к задней поверхности колеса.
- Обод
- Настоящее определение обода — это только самая внешняя часть колеса. Однако обод часто используется как синоним колеса.
- Спицы
- Та часть колеса, которая соединяет внешнее кольцо колеса с пластиной колеса.
- В шахматном порядке
- Нестандартная комплектация, в которой задние колеса шире передних.
- Увеличенный
- Для увеличения диаметра приклада.При увеличении размера колес вы должны компенсировать это уменьшением высоты стояния шины для сохранения общего диаметра.
- Колесо
- Вся деталь, на которой монтируется шина. Колесо включает ступицу, спицы и обод.
- Колесная пластина
- Точка контакта опоры оси, болтов проушины и боковой поверхности ротора.
Hub Centric Hubbub: аргумент за — и против — использования Hub Centric Ring с вашими колесами
В зависимости от того, кому вы верите, кольца со ступицей либо: A) необходимы для производительности и долговечности ваших колес, либо B) мошенничество, созданное колесной промышленностью, чтобы взимать с клиента больше денег.
Как обычно, правда где-то посередине.
Центрическое кольцо ступицы используется для того, чтобы колесо оставалось центрированным во время установки. Он надевается на центральное отверстие колеса и на направляющую ступицы на оси, заполняя пространство между двумя поверхностями. Большинство колес послепродажного обслуживания не центрированы по ступице, а означает, что центральное отверстие намеренно увеличено, чтобы соответствовать разным размерам направляющих ступиц. По этой причине Summit Racing рекомендует использовать центрирующие втулки кольца со всеми алюминиевыми колесами послепродажного обслуживания.
По словам технических специалистов Summit Racing, не следует использовать в таких случаях:
- Заводские колеса: они изготавливаются для конкретного автомобиля и имеют точно такой диаметр центрального отверстия, чтобы соответствовать диаметру направляющей ступицы этого автомобиля — кольца не нужны!
- Стальные колеса: эти колеса имеют более тонкую монтажную поверхность и часто слишком тонкие, чтобы вмещать центрические кольца ступицы.
- Любое колесо, в котором используется центральный колпачок со сквозным отверстием, так как они не принимают кольца с центрированием ступицы.
- Любое колесо с центральным отверстием «как литое» (без механической обработки), такое как Cragar S / S, не принимает центрические кольца ступицы.
Есть еще пара мифов о центрических кольцах.
Первый миф заключается в том, что если вы не используете центрирующее кольцо ступицы, колесо никогда не будет отцентрировано на оси, что приведет к дискомфортным колебаниям колеса во время движения. Хотя более вероятно, что колесо будет смещено по центру без использования центрирующих колец ступицы, возможно центрировать колесо при соблюдении надлежащей техники установки.Тем не менее, Summit Racing рекомендует использовать центрические кольца ступицы для улучшения качества езды колеса. Кольца улучшают качество езды, удерживая колесо по центру во время затяжки.
Согласно второму распространенному мифу, вес транспортного средства поддерживается пилотом ступицы, сопряженным с центральным отверстием колеса. Если вы не используете центрирующие кольца втулки, вы перенесете вес автомобиля на крепежные проушины, и шпильки колеса сломаются.
Дело в том, что центрирующие кольца ступицы не выдерживают нагрузки.Вес автомобиля фактически поддерживается трением между колесом и его монтажной поверхностью на оси. Трение устанавливается и поддерживается после того, как крепежные проушины правильно установлены и затянуты в соответствии со спецификациями.
Надеюсь, теперь у вас есть лучшее представление о том, нужны ли вам втулочные кольца для вашей установки. Если вы планируете приобрести комплект для своих колес, вот несколько советов от технических специалистов Summit Racing:
- Пластиковые центрирующие кольца ступицы лучше всего подходят для уличных автомобилей в местах, где возможны дождь, снег и дорожная соль.
- Металлические кольца лучше подходят для гоночных автомобилей и других транспортных средств, которые ездят тяжелее и создают больше тепла.
- Вам необходимо знать внутренний диаметр центрального отверстия колеса и внешний диаметр направляющей ступицы на транспортном средстве. Диаметр центрального отверстия
- указан на сайте Summit Racing.
- Проверьте размер направляющей ступицы на каждой ступице (передней и задней, левой и правой). По нескольким причинам размеры могут отличаться на одном и том же автомобиле.
Страницы: [ 1 ] 2 Все Вниз Автор Тема: Размеры тормозных дисков — диаметр отверстия? (Прочитано 6331 раз)0 пользователей и 1 гость просматривают эту тему. DanSE4Был на сайте MTEC, и еще один участник очень любезно позвонил им, чтобы проверить 288-миллиметровые диски с 4 шипами, когда я пойду на V6. Я оставлю свои ступицы с четырьмя шпильками, но буду устанавливать суппорты от донора V6, поэтому мне потребуются диски диаметром 288 мм.MTEC сказал, что за дополнительные 30 фунтов стерлингов они просверят 288-миллиметровые диски до 4 шпилек для меня, но затем я проверил все размеры на их веб-сайте. http://www.mtecbrakes.co.uk/index.php?main_page=index&cPath=7_23_68&sort=20a&page=2 8v Передний диск V6 Передний диск Быстрый поиск в Google «Диаметр отверстия» & I ‘ м предполагая, что это диаметр отверстия на диске, который входит в ступицу.Если это так, то я бы сказал, что диски V6 в любом случае не будут подходить к ступицам 8v должным образом, поскольку диаметр отверстия на 10 мм больше, чем у ступицы 8v. Любые идеи, рекомендации, советы и т. Д. (Правильно ли я понял, что такое диаметр внутреннего отверстия, или я говорю полное дерьмо)? Зарегистрировано Calibra SE4 3.2 V6 & F28 — Текущий проект. zxr2или вы можете сделать то, что я делаю, усовершенствовать тормоза, если бы разница в ступице была сделана как центрирующее кольцо на ступице с 4 штифтами, если бы они стоили? 20дисков, просверленных для установки ступиц с 4 шпильками ЗарегистрированоDanSE4Пятно на мате, это именно то, что мне нужно!Как ни странно, я только что позвонил в компанию MTEC, которая не может выполнить 288-миллиметровую аппликацию с диаметром отверстия 60 мм, и они упомянули, что знают людей, изготавливающих центрирующие кольца. Где вы сделали свою и какую информацию вы должны были предоставить обрабатывающей компании для ее сборки? С уважением. Зарегистрировано Calibra SE4 3.2 V6 & F28 — Текущий проект. Чип Я использую переходники на своей corsa Будьте в курсе прогресса моих автомобилей в разделе общего персонала Vauxhall каждый месяц ɯoɔ˙ʇɹodsxnɐʌ˙ʍʍʍ DanSE4Я полагаю, что это просто случай, когда диск с диаметром отверстия 70 мм отправляется в обрабатывающую компанию и просит их сделать пару центрирующих колец, чтобы уменьшить его до 60 мм? Зарегистрировано Калибра SE4 3.2 V6 & F28 — Текущий проект. zxr2Я сделал свой точный, я отдал диск и ступицу парню, который их сделал, он живет в Рочестере, Кент. предупреждаю, он не хотел делать их из-за того, что на него подали в суд, у него не было правильной страховки, но я сказал ему, что меня не беспокоит это дерьмо.кольца, которые я сделал, имеют диаметр 70,1 внутри кольца 56,6, убедитесь, что кольцо и диск не двигаются, в противном случае они будут вибрировать на куски, когда вы будете использовать их в автомобиле. Приветствия за уважение ЗарегистрированоDanSE4Здорово, дружище, ура.У меня будет плоскодонка, когда я буду ближе к этому, и я возьму где-нибудь диск V6 и одну из моих передних ног, чтобы сделать их как следует. Спасибо, черт возьми, у меня было видение, что мне придется поменять хабы (чего я действительно не хочу делать), и это меня расстроило бы, но тем более, что здесь есть еще один участник. Зарегистрировано Calibra SE4 3.2 V6 & F28 — Текущий проект. zxr2no probs me old mucker Вот почему мы здесь помогаем собратьям-владельцам 😉 ЗарегистрированоСлава богу за это, у меня было видение, что мне придется поменять хабы (чего я действительно не хочу делать) и , что бы меня расстроило, но тем более другого участника здесь . Я думал, что другой участник все равно поставляет свои собственные хабы? Зарегистрировано ГавСделай это, Дэн.В любом случае ты сказал мне, что он был придурком, так что терять нечего. ЗарегистрированоСделай это, Дэн. Гав? когда я был в Дансе, а он был в помещении, я плюнул на твою старую калли, просто подумал, что тебе стоит знать Ты должен был видеть, что Дэн делал с ним ЗарегистрированоДэйвдля ваших дисков, можно не просто заказать 1.7 дисков cdti meriva товарищ? Они идут как 4студ, а в районе 280мм? конечно, это было бы меньше ебли, и чертов сайт меньше хлопот для вас? ЗарегистрированоРжавчина никогда не спит ……… Я тоже DanSE4Зарегистрировано Калибра SE4 3.2 V6 & F28 — Текущий проект. Страницы: [ 1 ] 2 Все Вверх |
Что такое оправка пильного полотна?
Многочисленные отрасли промышленности полагаются на точность и стабильность торцовочной пилы при выполнении пропилов различных материалов, в первую очередь дерева.В полотне циркулярной пилы используется особенность, называемая оправкой, для соответствующей установки и безопасности. Крайне важно знать требования к оправке вашей пилы, но иногда бывает трудно понять точное соответствие в зависимости от других факторов. Чтобы помочь, York Saw & Knife Co, Inc. разработала учебник для начинающих, в котором подробно описаны беседки.
Беседка для пилы — что это?
Вы заметите, что полотна нуждаются в опоре в центре для соединения с остальной частью узла пилы. Вал, также называемый шпинделем или оправкой, выступает из сборки, образуя то, что мы называем оправкой.Обычно это вал двигателя, который имеет особую конструкцию для крепления лопастей. Двигатель приводит в движение оправку и обеспечивает безопасное вращение пильного полотна.
Что такое беседка?
Центральное отверстие технически считается посадочным отверстием. Важно понимать соединение между отверстием и валом. При выборе лезвия вам необходимо знать диаметр вала, так как точное соответствие между ними обеспечит стабильное вращение и эффективность резки.
Типы лезвий с оправкой
В большинстве дисковых ножей для достижения желаемых результатов используются оправки.Популярные примеры:
Стандартные размеры посадочных отверстий
Размер посадочного отверстия на полотне циркулярной пилы зависит от внешнего диаметра полотна. По мере увеличения или уменьшения масштаба посадочное отверстие обычно следует тому же примеру.
Для стандартных лопастей 8 ″ и 10 ″ диаметр посадочного отверстия обычно составляет 5/8 ″. Другие размеры лезвий и диаметры их посадочных отверстий следующие:
- Размер лезвия 3 ″ = оправка 1/4 ″
- Размер лезвия 6 ″ = оправка 1/2 ″
- Размеры лезвий от 7 1/4 ″ до 10 ″ = оправка 5/8 ″
- Размер лезвия от 12 ″ до 16 ″ = оправка 1 ″
Всегда следите за пильными дисками, которые соответствуют метрической системе, так как вы увидите отличия из Европы и Азии.Однако у них есть миллиметровые вариации, которые соответствуют американским беседкам. Например, американский размер 5/8 ″ преобразуется в 15,875 мм по европейским стандартам.
Оправкитакже используются в червячной пиле — широко используемом ручном столярном инструменте — который уникален тем, что в них используется оправка в форме ромба для увеличения создаваемого крутящего момента.
Обратитесь в York Saw & Knife за помощью в выборе пильного полотна с оправкой
Если вам требуется сменное пильное полотно с оправкой, York Saw & Knife Co, Inc.доставит и поможет вам выполнить ваши требования. Вся наша продукция производится в Соединенных Штатах, и мы поставляем высококачественные решения для промышленной резки для многих типов клиентов. Мы даже предлагаем индивидуальные решения для любого приложения, гарантируя, что мы найдем то, что вам нужно, независимо от вашего приложения.
Если вы хотите обсудить полотна для циркулярных пил с нашей опытной службой поддержки клиентов, свяжитесь с нами сегодня!
Вас также может заинтересовать:
16×6.5 Hub-Pilot Dual 8 отверстий (3/4, 1 тонна, Chevrolet или GMC) — Купить Truck Wheels
Я не могу найти колеса, которые ищу?
Мы предлагаем тысячи колес и комплектующих для колес. Если вы ищете что-то конкретное, напишите нам по электронной почте или поговорите с одним из нас в нашем чате, ежедневно с 9 до 17 по восточному стандартному времени. Мы предлагаем полный каталог колес и аксессуаров Accuride & Alcoa, включая 12 каталогов.Колеса 25 и 14 дюймов, а также крышки ступиц и проушин Alcoa. Обычно мы храним все эти предметы, но, возможно, не на всех складах. Свяжитесь с нами, чтобы проверить инвентарь.
Вы предлагаете оптовые скидки?
Да. Многие товары, на которые мы делаем скидки, указаны на странице продукта. Если вам нужно более 24 штук, мы можем предложить скидку в дополнение к бесплатной доставке. Напишите нам, чтобы узнать цену, и мы ответим, обычно в течение 10 минут.
Колеса новые или бывшие в употреблении?
Все наши колеса новые, прямо с завода, в оригинальных коробках.Однако у нас есть некоторые колеса, которые были либо возвращены, либо являются взлетными, эти колеса будут явно отмечены как в заголовке, так и в описании.
Могу ли я забрать колеса на вашем складе?
К сожалению, наши склады используются совместно с другими компаниями и управляются третьей стороной, и они не позволяют этого.
Предлагаем ли мы наложенный платеж в качестве опции?
Мы не предлагаем оплату наложенным платежом. Некоторые службы доставки не предлагают этого, а те, которые предлагают, взимают комиссию, для расчета которой наша система не настроена.
В чем разница между Hub Pilot и Stud Pilot?
Пожалуйста, просмотрите страницу Hub Pilot vs. Stud Pilot (Budd) Wheels здесь
Какое время выполнения заказа?
Каждый товар, представленный на нашем сайте, может быть отправлен в тот же день, если он был заказан до 15:00. Мы на следующий день или 2 дня до 90% США. Пожалуйста, просмотрите нашу карту транзитного времени, чтобы узнать, где вы упали.
Предлагаем ли мы воздух на следующий день?
Мы действительно предлагаем гарантированный воздух на следующий день в качестве опции, но чтобы гарантировать эту услугу, заказы должны быть размещены до 12:00 (полдень) по восточному поясному времени.Наземное обслуживание может быть к вам на следующий день? Если вы хотите узнать, есть ли у вас адрес доставки, напишите нам.
Предлагаем ли мы международную доставку?
Мы действительно предлагаем международную доставку. Если вам нужна эта услуга, напишите нам по электронной почте, и мы предоставим вам расценки. Бесплатная доставка на международные отправления не распространяется.
Нахождение центра диска или круга
Из моего информационного бюллетеня: В студии с Нэнси , том 4 (зарегистрируйтесь здесь) с дополнительной информацией.
Смотрите мое видео на Режущие металлические диски и Как сделать шайбы. Также мои веб-страницы: Режущие диски по металлу и Изготовление шайб .
Зачем нужно искать центр диска? Что ж, если вы делаете выпуклые бусины, скажем, вы хотите, чтобы они висели правильно (или нет, но в этом обсуждении мы будем использовать бусины с центральным отверстием). Если отверстие находится не по центру, бусинки будут висеть неравномерно. Итак, я покажу вам два быстрых пути к поиску центра.
Мои беспаечные бусинки с центральными отверстиями.
Первый ярлык включает создание небольшого шаблона. Вы можете сделать шаблон для каждого размера диска, который вы будете использовать. Я не рекомендую использовать шаблоны кругов с четырьмя или более знаками на одинаковом расстоянии. Теоретически вы проводите линию от одной отметки до другой, создавая на диске + . Я говорю «теоретически», потому что есть переменные, которые могут привести к смещению центра отверстия. Ширина вашей линии — одна из самых больших проблем.Кроме того, рисование линии, даже на 1/10 миллиметра, может сместить центральную отметку с истинного значения.
Круглый шаблон
Вот как сделать шаблон
Материалы:
Разделители
Следующие направления относятся к кругу диаметром 1 дюйм. Отрегулируйте направления для каждого размера, который вы хотите сделать.
- Установите разделители на половину размера вашего диска. Итак, в нашем примере разделители будут установлены на 1/2 ″ .
- Убедитесь, что у вас достаточно места, чтобы создать круг размером 1 дюйм плюс граница размером 1/2 дюйма или около того. (См. Пример). Вырежьте квадрат. из обоих листов пластика. Сделайте их одинакового размера.
- На этом этапе вы можете положить кусок дерева или картона под рабочее место.
- Прижмите один конец разделителей примерно к центру квадрата с ЧИСТЫМ вырезом.
- Нацарапайте круг на пластике.
- С помощью сверла 1 мм просверлите отверстие в центре чистого круга . Центральную метку должно быть легко увидеть, так как именно сюда вы кладете первую ножку разделителя.
- Возьмите цветной квадрат из пластика и вставьте острие примерно в центр — точно так же, как вы это сделали с прозрачным материалом.
- Отрегулируйте разделители так, чтобы они составляли A ВОЛОС — ОЧЕНЬ ТОНКИЕ ВОЛОСЫ, на больше, чем 1/2 дюйма, на которой они были изначально установлены.
- На этот раз вместо того, чтобы просто отмечать круг, вы будете вырезать круг. Итак, надавите немного сильнее и продолжайте движение , пока круг не будет вырезан. Для разрезания устойчивых участков можно использовать скальпель или бритвенный нож. Только убедитесь, что вы не измените форму круга ножом / скальпелем.
- Помогает удерживать разделители в одной руке и перемещать пластик другой.
- Теперь у вас должно получиться двух квадратов: чистый с начерченным кругом и цветной с вырезанным кругом.
Круг на прозрачном пластике выделен фломастером для фотографической четкости. Вы также можете использовать маркер, если вам трудно увидеть начерченную линию, пытаясь совместить круги. (Не обращайте внимания на вырез в углу. Я использовал лом).
- Выровняйте круги и скрепите вместе вершины квадратов и / или скотчите их. Сначала я использовал зажимы, чтобы можно было отрегулировать посадку. Дважды проверьте выравнивание и посадку. Если диск может перемещаться внутри выреза, вам необходимо переделать вырез.Диск должен плотно и плотно прилегать к нему.
- Поместите кусок малярной ленты через заднюю часть диска / выреза, чтобы удерживать его. Вы также можете просто удерживать его.
- Переверните упаковку чистой стороной вверх. Вставьте кернер в отверстие, которое вы просверлили в прозрачном пластике, и надавите на металл . У вас должна быть видимая вмятина. Как вариант, вы можете отметить центр маркером.
- Если вы делаете кратные, попробуйте супер склеить два или три диска ( идеальное выравнивание дисков ОЧЕНЬ ВАЖНО! ) и следуйте этой технике.Если вы используете суперклей, либо отделите их ножом, а затем используйте средство для удаления суперклея (Bondini Bgr-6 Brush-on), либо обожгите диски, пока они не разделятся и клей не сгорит. ТРЕБУЕТСЯ ХОРОШАЯ ВЕНТИЛЯЦИЯ . Вы также можете попробовать резиновый клей.
(Почти) готовый шаблон. Здесь я показываю, что он был зажат перед записью.
Самый простой способ найти центр на диске!
Купите это: Вы можете сделать свой собственный (в Instructables) или приобрести в: Penn Tool.
Вы просто вставляете диск до упора (я думаю, сзади — трудно отличить от переднего). С другой стороны (с длинным прямым краем) проведите маркерную линию по передней части диска. Поверните диск примерно на 1/2 оборота и проведите еще одну линию. Если хотите, можете нарисовать несколько линий. Там, где линии пересекаются, используйте кернер и сделайте вмятину. Легкий сладкий шоколадный сыр.
Спереди? Назад?
Обратите внимание на две пересекающиеся линии.Хотя, я не повернул на пол-оборота (очевидно).
Вот и все. Почему, ну почему я когда-либо возился с шаблонами кругов? Я не могу сказать вам, сколько бусинок со смещением от центра я сделал (в свое время).
Один из моих подписчиков на информационный бюллетень приобрел инструмент центрирования, о котором говорилось в последнем информационном бюллетене. Ей было трудно найти центр на 26-граммовом диске, потому что диск был очень тонким и скользил за инструментом. Это привело к смещению центра метки.
Поразмыслив, я нашел решение проблемы, и вот оно:
1. Выберите кусок латуни или меди весом 22 г или 20 г, у которого есть хотя бы один идеальный угол в 90 градусов. Самый простой способ сделать это — использовать обработанный угол — тот, который присутствует, когда вы впервые получаете листовой металл.
2. Вдавите обработанный угол в инструмент до точной и плотной посадки. Зажмите, если необходимо, чтобы удерживать его неподвижно для шага 3.
Шаги 2 и 3.
3. Отметьте форму нижнего треугольника, используя нижнюю половину инструмента в качестве шаблона.Я рекомендую использовать сверхтонкий Sharpie. Если использовать толстый маркер, размер будет еще больше. Вы хотите, чтобы этот треугольник почти идеально вписывался в пространство.
4. Теперь вам нужно вырезать треугольник. Вырежьте изнутри проведенных линий, иначе деталь не поместится — она будет слишком большой. У вас все равно может получиться немного переизбытка, но не волнуйтесь — если он слишком велик. Не касайтесь обработанной стороны.
Я использовал французские магазинные ножницы, чтобы отрезать 22 г, а затем зачистил кромки с помощью ленточной шлифовальной машины.Также можно использовать напильники 220 или наждачную бумагу. Идеально квадратные края обрезки не так важны. Но обработанная кромка должна оставаться идеально квадратной. Ничего не делайте с обработанной кромкой — ни опиливания, ни шлифования. Если вы используете магазинные ножницы, вам придется расплющить металл, так как он немного скручивается. Помогает, чтобы предотвратить деформацию металла, подложить металл под деревянный брусок, а затем забить его молотком. Вы можете использовать любой «тяжелый» молоток из металла / пластика / кожи / дерева, если используете блочный метод.Если у вас нет дерева, воспользуйтесь деревянным, пластиковым или кожаным молотком. Не ударяйте молотком по обработанной кромке — вы можете деформировать ее настолько, чтобы нарушить симметрию кромки.
5. Вставьте латунный треугольник в инструмент, убедитесь, что он подходит по размеру и что на «чертежной кромке» инструмента нет выступа. Никакая латунь не заглядывает за край. Идеальная обработанная кромка должна находиться на толстой внутренней кромке инструмента. (Изображение ниже «, чего нельзя делать, », а следующее изображение показывает, где разместить обработанную кромку).
Изображение «, чего нельзя делать ».
Где разместить обработанную кромку.
6. Если подходит, отшлифуйте латунь на одной из плоских сторон и на внутреннем крае инструмента — там, где латунь будет плоско приклеиваться. Вытрите пыль и приклейте латунный треугольник суперклейкой. Я обнаружил, что добавление треугольника создает достаточную толщину, чтобы диск не скользил. Вы также можете просто закрепить треугольник на месте — если вы не хотите, чтобы он оставался на месте навсегда.
7. См. Мой образец (диск для отбраковки с несколькими некруглыми краями) с использованием стерлингов 26 калибра.
Центрированный, если некруглый диск.
Последний метод, о котором я расскажу, — это использование разделителей для начертания круга.