Протяжка головки блока цилиндров, нужно ли ее делать
Приветствую вас друзья на сайте ремонт авто своими руками. Головка блока цилиндров (ГБЦ) – важный элемент силового узла, который лишь на первый взгляд кажется простым.
Протяжка головки блока цилиндров
В составе механизма находятся свечи зажигания, газораспределительные клапана, блоки камер сгорания и так далее.
При этом сам блок цилиндров и его головка разделяются специальной прокладкой, выполненной из специального материала (как правило, сталеасбеста).
Фиксация головки и блока производится с помощью специальных болтов, которые всегда закручиваются с определенным усилием.
Нужна ли протяжка головки блока цилиндров?
На новых авто протяжка головки блока цилиндров в целях профилактики не обязательна.
Раньше производители обязывали делать эту работу уже при первом ТО, но в новых машинах такая необходимость отпала.
Если же вы – хозяин старого ВАЗа, Москвича или УАЗа, то делать такую работу придется намного чаще.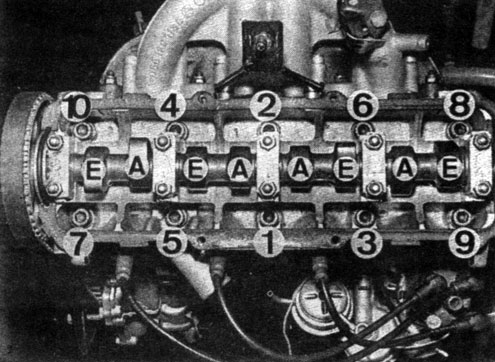
Необходимость протяжки может возникнуть в нескольких случаях:
При появлении течи масла в месте, где соединяется блок цилиндров и головка. Подобная неисправность может свидетельствовать о послаблении одного или нескольких болтов или же неисправности самой прокладки;
после ремонта. Бывают ситуации, когда ошибки в протяжке допускают «специалисты» на СТО. В этом случае приходится все переделывать;
периодическая проверка. Через 1-2 тысячи километров после ремонта головки блока цилиндров желательно открутить крышку и проверить момент затяжки. Бывают случаи, когда в процессе эксплуатации болты ослабляются.
Как выполнять работу?
Учтите, что для качественного выполнения работы вы должны внимательно изучить руководство по ремонту своего авто.
Там четко расписаны правила затяжки головки блока цилиндров, а именно:
- Схема протяжки болтов;
- необходимый момент силы затяжки;
- типы болтов, которые необходимо применять для этой работы.


Эта информация может понадобиться в том случае, если один или несколько болтов требуют замены.
Да и вообще вопрос болтов для ГБЦ нуждается в детально рассмотрении. Не секрет, что сегодня производители используют более качественные изделия с лучшими характеристиками.
Так, на новых моторах все чаще применяются так называемые пружинные болты, которые достаточно затянуть один раз и больше не трогать. Более того, если нарушить это правило, то крепление, наоборот, будет ослабляться и болт может повредиться.
Многие опытные автолюбители устанавливают качественные прокладки, которые не «усаживаются» со временем. В этом случае вероятность ослабления протяжки можно свести к минимуму.
Если вы решились проверить момент затяжки болтов, то учитывайте порядок протяжки головки блока цилиндров и пользуйтесь исправным динамометрическим ключом.
Как проконтролировать качество работы?
Чтобы убедиться в качестве выполненной работы, обязательно проверяйте момент затяжки (для этого пользуйтесь динамометрическим ключом).
При выполнении работы вы должны дождаться момента, когда болт дойдет до своего «предела текучести». Это легко диагностировать. Как только вы выставите необходимый момент затяжки, он не будет меняться.
При этом учтите два важных момента. Если вы увеличивает момент до уровня в 20 кГсм, а болт не проворачивается, то его необходимо менять.
Причина – слишком большая прочность. Если же затянуть болт невозможно и момент все время уменьшается, то его также стоит заменить.
Общие рекомендации по протяжке головки блока цилиндров
Напоследок давайте выделим основные советы, которые важно учитывать при выполнении такой работы:
1. Четко соблюдайте рекомендации производителя, касающиеся порядка затяжки болтов, а также необходимого момента. Все эти вопросы подробно рассмотрены в руководстве.
Приводить их нет смысла, так как для каждой модели они могут различаться.
2. Во время протяжки болтов пользуйтесь только исправным динамометрическим ключом. Не надейтесь на свой «глазомер» и «старый добрый» гаечный ключ.
Не надейтесь на свой «глазомер» и «старый добрый» гаечный ключ.
3. При любом подозрении на низкое качество болта – производите замену. Здесь принцип «да, пойдет» может привести к множеству проблем в дальнейшем.
Перед тем, как закручивать болты, обязательно проверьте чистоту резьбы и ее состояние.
Учтите, что вторичное применение пружинных болтов запрещено – вы все равно не добьетесь нормальной протяжки.
Как следствие, через несколько сотен километров масло начнет выдавливать из-под прокладки.
4. Особое внимание уделите выбору прокладки – на ней должен быть указан допустимый момент усилия (превышать его не желательно).
При этом убедитесь, что цифры на изделии хотя бы приблизительно соответствуют рекомендации производителя.
5. При наличии «слепого» болта крепления внимательно заливайте масло. В противном случае его можно «переборщить» и болт просто не затянется до нужного момента.
При наличии сквозного отверстия резьбу желательно обработать специальным герметиком.
Помните, что протянуть головку блока цилиндров не сложно. Главное – четко соблюдать требования производителя и учитывать рекомендации в статье. Удачи на дорогах и конечно же без поломок.
Затяжка болтов головки блока цилиндров динамометрическим ключом
Затяжка головки блока цилиндров является важной и ответственной процедурой. Данную операцию производят во время обратной сборки двигателя после снятия ГБЦ. Правильная затяжка болтов головки блока цилиндров влияет на исправность и работоспособность силового агрегата, так как головка является частью камеры сгорания. Другими словами, после затяжки ГБЦ представляет собой единое целое с блоком цилиндров. Между блоком и головкой блока дополнительно устанавливается уплотнительная прокладка. В том случае, если головка затянута неправильно, высока вероятность повреждений самой ГБЦ, прокладки, болтов головки блока и отверстий под болты в БЦ.
Рекомендуем также прочитать статью о том, что такое капитальный ремонт двигателя. Из этой статьи вы узнаете об особенностях капремонта двигателя, а также об основных его отличиях от переборки ДВС.
Из этой статьи вы узнаете об особенностях капремонта двигателя, а также об основных его отличиях от переборки ДВС.В некоторых случаях в месте установки прокладки появляются течи. Также в случае неплотного прилегания головки блока во время работы ДВС может происходить прорыв отработавших газов в каналы системы смазки и охлаждения двигателя, а еще происходит попадание антифриза в масло и наоборот. В результате свойства смазочного материала и охлаждающей жидкости меняются, что может быстро вывести двигатель из строя. Далее мы поговорим о том, какой порядок затяжки болтов ГБЦ нужно соблюдать, как производится затяжка болтов головки блока цилиндров динамометрическим ключом, а также какой должна быть сила затяжки головки.
Содержание статьи
Затяжка головки блока цилиндров на дизеле и бензиновом моторе
Независимо от того, какой тип двигателя установлен на конкретном автомобиле (дизель или бензин), головка блока цилиндров современных авто имеет похожее устройство. Данный элемент ДВС состоит из корпуса, в котором установлен механизм газораспределения ГРМ (распределительные валы, впускные и выпускные клапаны). Еще одной особенностью ГБЦ является то, что в головке изготовлена часть камеры сгорания. В корпусе головки также выполнены специальные каналы, по которым циркулирует моторное масло и рабочая жидкость системы охлаждения.
Данный элемент ДВС состоит из корпуса, в котором установлен механизм газораспределения ГРМ (распределительные валы, впускные и выпускные клапаны). Еще одной особенностью ГБЦ является то, что в головке изготовлена часть камеры сгорания. В корпусе головки также выполнены специальные каналы, по которым циркулирует моторное масло и рабочая жидкость системы охлаждения.
Правильное прилегание головки к блоку цилиндров обеспечивает герметичность камеры сгорания, каналов систем охлаждения и смазки, в результате чего силовой агрегат отдает максимум мощности и крутящего момента, обеспечивает лучшую топливную экономичность и другие важнейшие эксплуатационные характеристики. В том случае, если ГБЦ затянута неправильно, в корпусе головки могут появиться трещины. Дело в том, что ГБЦ изготавливается из алюминиевых сплавов, в то время как болты для крепления головки являются стальными.
С учетом того, что двигатели внутреннего сгорания подвержены существенному нагреву во время работы, детали ДВС испытывают температурное расширение. Что касается ГБЦ, алюминиевая головка и стальные болты расширяются по-разному. Получается, если головка затянута неправильно, тогда в ее корпусе возникает неравномерное напряжение. По этой причине крайне необходимо соблюдать момент затяжки болтов головки блока цилиндров, а также последовательность затяжки болтов крепления.
Что касается ГБЦ, алюминиевая головка и стальные болты расширяются по-разному. Получается, если головка затянута неправильно, тогда в ее корпусе возникает неравномерное напряжение. По этой причине крайне необходимо соблюдать момент затяжки болтов головки блока цилиндров, а также последовательность затяжки болтов крепления.
Как нужно затягивать головку блока цилиндров правильно
Начнем с того, что для затяжки ГБЦ необходимо иметь динамометрический ключ. Также следует подготовить подходящие головки-насадки для ключа и иметь немного чистого моторного масла. Перед затяжкой болтов крепления головки в обязательном порядке нужно изучить руководство по ремонту и эксплуатации конкретного ТС. Данная рекомендация особенно важна, так как усилие затяжки болтов на разных моторах отличается. Одни двигатели имеют блок цилиндров, который изготовлен из чугуна, в то время как другие ДВС получают облегченные блоки из сплавов алюминия.
Более того, даже на разных моторах одного производителя с алюминиевой головкой и чугунным блоком степень затяжки головки все равно будет отличаться. Также в мануале будет указан и порядок затяжки болтов крепления. Переходя к самому процессу обтяжки ГБЦ, следует помнить, что каждое действие совершается последовательно. Основная цель состоит в том, чтобы затяжка осуществлялась равномерно. Ниже рассмотрены основные рекомендации.
Также в мануале будет указан и порядок затяжки болтов крепления. Переходя к самому процессу обтяжки ГБЦ, следует помнить, что каждое действие совершается последовательно. Основная цель состоит в том, чтобы затяжка осуществлялась равномерно. Ниже рассмотрены основные рекомендации.
- Во время установки головки и дальнейшей затяжки не имеет значения, ставите ли вы собранную деталь или монтируете один корпус.
- На начальном этапе нужно смазать крепежные болты моторным маслом. Для этого понадобится нанести небольшое количество смазки на резьбу болта.
- Затем болты вставляются в отверстия, которые выполнены в корпусе головки и блоке цилиндров, после чего затягиваются от руки.
- Далее динамометрическим ключом следует протягивать болты в определенной последовательности и с указанным в мануале моментом затяжки. Обычно затяжка осуществляется в несколько подходов. Сначала болты затягиваются с небольшим усилием, после чего дополнительно протягиваются еще один или два раза.
- Также помните, особенно важно соблюдать не только усилие, но и порядок затяжки болтов. Например, во время установки ГБЦ на рядный ДВС затяжка болтов крепления производится от центра к краям головки. Такой подход позволяет снизить риск повреждения как самой головки блока, так и прокладки между БЦ и ГБЦ.
- Стоит добавить, что после пробега около 1000 км на некоторых автомобилях болты необходимо дополнительно обтянуть. Это зависит от определенных конструктивных особенностей того или иного ДВС. Если же при затяжке использовались так называемые пружинные болты крепления, тогда дотяжка после установки ГБЦ не требуется.

Распространенные ошибки при затяжке головки
Отметим, что допущенные ошибки во время установки головки блока цилиндров могут привести к повреждениям самой головки и блока цилиндров. Также после начала эксплуатации ДВС возможно появление серьезных неисправностей, которые способны быстро вывести двигатель из строя. В ряде случаев силовой агрегат может пострадать так сильно, что потребует капитального ремонта или замены такого мотора на контрактный двигатель. В списке различных ошибок, которые приводят к нежелательным последствиям, стоит отдельно выделить: перетяжку болтов, попадание моторного масла в отверстия для установки болтов крепления, работу с неподходящими или изношенными насадками на динамометрический ключ, нарушение порядка затяжки болтов, использование болтов, которые не подходят по размеру.
Также после начала эксплуатации ДВС возможно появление серьезных неисправностей, которые способны быстро вывести двигатель из строя. В ряде случаев силовой агрегат может пострадать так сильно, что потребует капитального ремонта или замены такого мотора на контрактный двигатель. В списке различных ошибок, которые приводят к нежелательным последствиям, стоит отдельно выделить: перетяжку болтов, попадание моторного масла в отверстия для установки болтов крепления, работу с неподходящими или изношенными насадками на динамометрический ключ, нарушение порядка затяжки болтов, использование болтов, которые не подходят по размеру.
Достаточно часто отверстие под болт крепления в блоке цилиндров оказывается забитым грязью, ржавчиной и т.п. Попытки очистить отверстие не всегда дают положительный результат. В результате закрутить болты с должным усилием может быть очень трудно. По этой причине резьбу болтов смазывают маслом. При этом запрещается заливать масло в само отверстие для улучшения смазки. Такие действия могут привести к тому, что колодец с резьбой попросту разрушится после закручивания болта. В такой ситуации блок цилиндров нужно будет ремонтировать или даже менять.
Такие действия могут привести к тому, что колодец с резьбой попросту разрушится после закручивания болта. В такой ситуации блок цилиндров нужно будет ремонтировать или даже менять.
Также к возникновению проблем может привести и попытка затянуть ГБЦ без использования динамометрического ключа. В таком случае момент затяжки зачастую оказывается превышен. Последствия могут быть самыми разными, но зачастую болты крепления головки ломаются, после чего возникает необходимость повторной разборки двигателя для удаления обломков и ремонта блока цилиндров.
Болты для затяжки ГБЦ обычно имеют головку под шестигранную насадку, реже выполняются в виде квадрата. Если насадка окажется изношенной, тогда во время затяжки существует риск ее проворачивания. В результате «слизываются» грани головки болта. В подобной ситуации поврежденный крепежный элемент трудно закрутить или открутить для замены. Что касается подбора болтов, необходимо дополнительно учитывать некоторые особенности. Во многих руководствах по ремонту можно встретить информацию о том, что болты допускается использовать повторно. Как показывает практика, оптимально менять крепежные элементы на новые после каждого снятия ГБЦ.
Как показывает практика, оптимально менять крепежные элементы на новые после каждого снятия ГБЦ.
Дело в том, что после затяжки болт становится немного длиннее, то есть вытягивается. По этой причине следует обращать внимание на максимально допустимую длину болта, которая должна быть прописана в руководстве по эксплуатации. Если новых болтов нет, тогда перед установкой необходимо промерить имеющиеся крепежные элементы. В том случае, когда болт оказывается немного длиннее по сравнению с максимально допустимым показателем, тогда происходит его упор в дно отверстия в блоке цилиндров. Результатом становится или поломка болта, или раскол самого блока цилиндров.
Нарушение рекомендуемого в руководстве по ремонту конкретного двигателя порядка затяжки крепежных болтов вызывает излишнее перенапряжение в корпусе головки блока цилиндров. Алюминиевые сплавы, которые являются материалом изготовления ГБЦ, не приспособлены к таким нагрузкам. Итогом становится появление трещин в корпусе головки. Через трещины небольшого размера возникает утечка газов, то есть нарушается герметичность камеры сгорания. Двигатель в этом случае теряет мощность, наблюдается повышенный расход топлива. Если трещины затрагивают каналы системы смазки или охлаждения, тогда в камеру сгорания может попадать масло или антифриз, а также возможны наружные утечки.
Через трещины небольшого размера возникает утечка газов, то есть нарушается герметичность камеры сгорания. Двигатель в этом случае теряет мощность, наблюдается повышенный расход топлива. Если трещины затрагивают каналы системы смазки или охлаждения, тогда в камеру сгорания может попадать масло или антифриз, а также возможны наружные утечки.
Напоследок добавим, что не исключено и попадание рабочих жидкостей из одной системы в другую (например, тосол попадает в масляные каналы). Неисправности такого рода являются достаточно серьезными, так как нарушения нормальной работы системы смазки или охлаждения приводят к перегреву ДВС, ускоренному износу трущихся деталей, заклиниванию мотора и т.д.
Читайте также
Порядок затяжки ГБЦ ЗИЛ-130 opex.ru
Array
(
[DATE_ACTIVE_FROM] => 29. 01.2021 04:38:00
[~DATE_ACTIVE_FROM] => 29.01.2021 04:38:00
[ID] => 511400389
[~ID] => 511400389
[NAME] => Порядок затяжки ГБЦ ЗИЛ-130
[~NAME] => Порядок затяжки ГБЦ ЗИЛ-130
[IBLOCK_ID] => 33
[~IBLOCK_ID] => 33
[IBLOCK_SECTION_ID] =>
[~IBLOCK_SECTION_ID] =>
[DETAIL_TEXT] =>
Указанный в инструкции по эксплуатации порядок затяжки ГБЦ ЗИЛ-130 — не пустая прихоть разработчиков. Пренебрежение требованиями технического регламента становится причиной возникновения серьезных, подчас неустранимых неисправностей. Зная это, квалифицированные специалисты, занимающиеся обслуживанием двигателей внутреннего сгорания, используют в процессе ремонта только информацию, взятую из достоверных источников.
Конструктивные особенности ДВС
Силовой агрегат, устанавливаемый на грузовые автомобили ЗИЛ-130 разных модификаций, надежен и неприхотлив. Особенностями традиционной для шестидесятых годов двадцатого века компоновки являются:
 01.2021 04:38:00
[~DATE_ACTIVE_FROM] => 29.01.2021 04:38:00
[ID] => 511400389
[~ID] => 511400389
[NAME] => Порядок затяжки ГБЦ ЗИЛ-130
[~NAME] => Порядок затяжки ГБЦ ЗИЛ-130
[IBLOCK_ID] => 33
[~IBLOCK_ID] => 33
[IBLOCK_SECTION_ID] =>
[~IBLOCK_SECTION_ID] =>
[DETAIL_TEXT] =>
01.2021 04:38:00
[~DATE_ACTIVE_FROM] => 29.01.2021 04:38:00
[ID] => 511400389
[~ID] => 511400389
[NAME] => Порядок затяжки ГБЦ ЗИЛ-130
[~NAME] => Порядок затяжки ГБЦ ЗИЛ-130
[IBLOCK_ID] => 33
[~IBLOCK_ID] => 33
[IBLOCK_SECTION_ID] =>
[~IBLOCK_SECTION_ID] =>
[DETAIL_TEXT] =>
- Архитектура V8 с углом развала цилиндров 90°, обеспечивающее удобство компоновки мотора в подкапотном пространстве.
- Блок цилиндров, отлитый из серого ковкого чугуна.
- Нижнее расположение распределительного вала, соединенного с коленвалом передачей из двух косозубых шестерен.
- Раздельные головки блоков цилиндров, отлитые из алюминиевого сплава АЛ4 и упрочненные до максимальной твердости HB 70 с помощью технологий закалки и старения.
- Верхнее расположение клапанов. Усилие открытия передается на них посредством толкателей и установленных на валах коромысел.
- Жидкостная система охлаждения, способная быстро отводить излишки тепла и поддерживать оптимальную для работы ДВС температуру даже при высоких нагрузках.

Порядок и момент затяжки ГБЦ ЗИЛ-130 определены при выполнении расчетов и подтверждены в ходе натурных испытаний.
Перечисленные технические решения хорошо зарекомендовали себя на практике. Разработчикам завода имени Лихачева удалось создать надежный и неприхотливый силовой агрегат, пробег которого, до капитального ремонта, составляет 500 тыс. км и более. Но это не означает, что выпускавшийся с 1962 по 2010 год движок стерпит откровенно варварское обращение. Порядок затяжки ГБЦ ЗИЛ-130 необходимо соблюдать для сохранения ресурса двигателя и достижения расчетных характеристик.
км и более. Но это не означает, что выпускавшийся с 1962 по 2010 год движок стерпит откровенно варварское обращение. Порядок затяжки ГБЦ ЗИЛ-130 необходимо соблюдать для сохранения ресурса двигателя и достижения расчетных характеристик.
Вероятные поломки
При нагреве до рабочей температуры алюминиевый сплав, из которого изготавливаются головки блока цилиндров V-образного восьмицилиндрового мотора, используемого на грузовиках популярной модели, расширяется. Если порядок и момент затяжки ГБЦ ЗИЛ-130 не соблюден, это может стать причиной прогорания прокладки головки блока, образования трещин в стенках цилиндров, каналов смазки, рубашки охлаждения. Как следствие, возникают предпосылки для утечки охлаждающей жидкости и ее попадания внутрь:
- Цилиндров. В небольших количествах вода или содержащиеся в антифризе спирты, присутствующие в составе топливной смеси, не способны причинить двигателю вред. Но увеличение их концентрации становится причиной сильной детонации, приводящей к прогоранию клапанов и компонентов цилиндропоршневой группы.
- Системы смазки. При смешивании лубриканта и охлаждающей жидкости образуется эмульсия цвета кофе с молоком, не обладающая необходимой для работы ДВС консистенцией. Давление масла падает, что становится причиной разрушения сопрягаемых деталей, требующих постоянной подачи смазочных материалов.

Возможно и обратное. В отдельных случаях отработавшие газы или моторное масло попадают в систему охлаждения, ухудшая отвод тепла, и двигатель перегревается. Чтобы этого не происходило, необходимо соблюдать порядок затяжки головки ЗИЛ-130, закручивая болты с усилием, оговоренным в технической спецификации.
Последовательность действий и необходимые инструменты
Прежде чем приступать к работе, следует убедиться, что на сопрягаемых поверхностях отсутствуют загрязнения. Если детали ранее находились в эксплуатации, их следует очистить, используя специальный инструмент, растворители и моющие средства. Головку обязательно проверяют на плоскость и, если есть необходимость, шлифуют. После этого:
После этого:
- Проверяют целостность резьбы в отверстиях блока.
- Укладывают прокладку головки блока.
- Устанавливают узел на штатное место.
- Ставят вал коромысел и шайбы.
- Наживляют крепеж.
- Соблюдая порядок затяжки ГБЦ ЗИЛ-130, закручивают болты с моментом 90 – 110 Нм.
Чтобы развить необходимое усилие не повредив ответственные детали, рекомендуется использовать:
- Динамометрический ключ с длинным, не менее 1 метра, воротком. Как вариант – вороток, оснащенный динамометрической насадкой.
- Шестигранную торцевую головку соответствующего размера, изготовленную из хромованадиевой стали. Применяя многогранные ключи из стали, упрочненной методом наклепа, вы рискуете слизать грани на болтах и повредить руки.
Тяните плавно, обеспечивая равномерный момент затяжки двигателя ЗИЛ-130. Рывки и ударные нагрузки недопустимы! Целесообразно выполнять все операции, закрепив мотор на специальном стенде.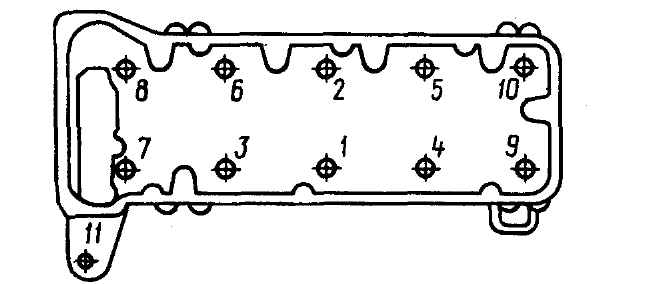 Но можно, если другого выхода нет, производить ремонт без снятия силового агрегата с автомобиля. Для удобства имеет смысл демонтировать крышку капота.
Но можно, если другого выхода нет, производить ремонт без снятия силового агрегата с автомобиля. Для удобства имеет смысл демонтировать крышку капота.
Порядок затяжки головки ЗИЛ-130
Если смотреть сверху, заворачивать болты начинают от центра, двигаясь против часовой стрелки по расходящейся спирали. Для наглядности порядок затяжки ГБЦ ЗИЛ-130 показан на рисунке ниже.
Подобная последовательность позволяет обеспечить плотное прилегание сопрягаемых поверхностей и снизить риск возникновения остаточных напряжений в конструкции. В том же порядке рекомендуется ослаблять болты при демонтаже узла.
Порядок и момент затяжки ГБЦ ЗИЛ-130 одинаков для обеих головок блока, зеркально расположенных на V-образном моторе. Лишь после того, как все указанные операции завершены, приступают к установке впускного коллектора, так называемого паука, и дополнительного оборудования.
Автомобилистам на заметку
В заключение несколько дельных советов, полезных и для начинающих автослесарей, и для опытных специалистов по ремонту техники:
- Не пытайтесь выучить порядок затяжки головки блока ЗИЛ-130 наизусть. Ошибки случаются со всеми, даже с теми, у кого хорошая память. Лучше держать необходимую информацию под рукой и проверить данные перед началом работ.
- Не используйте при ремонте двигателя пневматические или электрические гайковерты. При работе такого оборудования создаются значительные ударные нагрузки.
- Не превышайте указанный в инструкции момент затяжки головки ЗИЛ-130. Вы можете повредить деталь или сорвать резьбу в блоке.
 Ошибки случаются со всеми, даже с теми, у кого хорошая память. Лучше держать необходимую информацию под рукой и проверить данные перед началом работ.
Ошибки случаются со всеми, даже с теми, у кого хорошая память. Лучше держать необходимую информацию под рукой и проверить данные перед началом работ.Если в вашем распоряжении нет необходимых инструментов, воспользуйтесь услугами специально оборудованных мастерских.
[~DETAIL_TEXT] =>Указанный в инструкции по эксплуатации порядок затяжки ГБЦ ЗИЛ-130 — не пустая прихоть разработчиков. Пренебрежение требованиями технического регламента становится причиной возникновения серьезных, подчас неустранимых неисправностей. Зная это, квалифицированные специалисты, занимающиеся обслуживанием двигателей внутреннего сгорания, используют в процессе ремонта только информацию, взятую из достоверных источников.
Конструктивные особенности ДВС
Силовой агрегат, устанавливаемый на грузовые автомобили ЗИЛ-130 разных модификаций, надежен и неприхотлив. Особенностями традиционной для шестидесятых годов двадцатого века компоновки являются:
- Архитектура V8 с углом развала цилиндров 90°, обеспечивающее удобство компоновки мотора в подкапотном пространстве.
- Блок цилиндров, отлитый из серого ковкого чугуна.
- Нижнее расположение распределительного вала, соединенного с коленвалом передачей из двух косозубых шестерен.
- Раздельные головки блоков цилиндров, отлитые из алюминиевого сплава АЛ4 и упрочненные до максимальной твердости HB 70 с помощью технологий закалки и старения.
- Верхнее расположение клапанов. Усилие открытия передается на них посредством толкателей и установленных на валах коромысел.
- Жидкостная система охлаждения, способная быстро отводить излишки тепла и поддерживать оптимальную для работы ДВС температуру даже при высоких нагрузках.

Порядок и момент затяжки ГБЦ ЗИЛ-130 определены при выполнении расчетов и подтверждены в ходе натурных испытаний.
Перечисленные технические решения хорошо зарекомендовали себя на практике. Разработчикам завода имени Лихачева удалось создать надежный и неприхотливый силовой агрегат, пробег которого, до капитального ремонта, составляет 500 тыс. км и более. Но это не означает, что выпускавшийся с 1962 по 2010 год движок стерпит откровенно варварское обращение. Порядок затяжки ГБЦ ЗИЛ-130 необходимо соблюдать для сохранения ресурса двигателя и достижения расчетных характеристик.
Вероятные поломки
При нагреве до рабочей температуры алюминиевый сплав, из которого изготавливаются головки блока цилиндров V-образного восьмицилиндрового мотора, используемого на грузовиках популярной модели, расширяется. Если порядок и момент затяжки ГБЦ ЗИЛ-130 не соблюден, это может стать причиной прогорания прокладки головки блока, образования трещин в стенках цилиндров, каналов смазки, рубашки охлаждения. Как следствие, возникают предпосылки для утечки охлаждающей жидкости и ее попадания внутрь:
Как следствие, возникают предпосылки для утечки охлаждающей жидкости и ее попадания внутрь:
- Цилиндров. В небольших количествах вода или содержащиеся в антифризе спирты, присутствующие в составе топливной смеси, не способны причинить двигателю вред. Но увеличение их концентрации становится причиной сильной детонации, приводящей к прогоранию клапанов и компонентов цилиндропоршневой группы.
- Системы смазки. При смешивании лубриканта и охлаждающей жидкости образуется эмульсия цвета кофе с молоком, не обладающая необходимой для работы ДВС консистенцией. Давление масла падает, что становится причиной разрушения сопрягаемых деталей, требующих постоянной подачи смазочных материалов.
Возможно и обратное. В отдельных случаях отработавшие газы или моторное масло попадают в систему охлаждения, ухудшая отвод тепла, и двигатель перегревается. Чтобы этого не происходило, необходимо соблюдать порядок затяжки головки ЗИЛ-130, закручивая болты с усилием, оговоренным в технической спецификации.
Последовательность действий и необходимые инструменты
Прежде чем приступать к работе, следует убедиться, что на сопрягаемых поверхностях отсутствуют загрязнения. Если детали ранее находились в эксплуатации, их следует очистить, используя специальный инструмент, растворители и моющие средства. Головку обязательно проверяют на плоскость и, если есть необходимость, шлифуют. После этого:
- Проверяют целостность резьбы в отверстиях блока.
- Укладывают прокладку головки блока.
- Устанавливают узел на штатное место.
- Ставят вал коромысел и шайбы.
- Наживляют крепеж.
- Соблюдая порядок затяжки ГБЦ ЗИЛ-130, закручивают болты с моментом 90 – 110 Нм.
Чтобы развить необходимое усилие не повредив ответственные детали, рекомендуется использовать:
- Динамометрический ключ с длинным, не менее 1 метра, воротком. Как вариант – вороток, оснащенный динамометрической насадкой.
- Шестигранную торцевую головку соответствующего размера, изготовленную из хромованадиевой стали. Применяя многогранные ключи из стали, упрочненной методом наклепа, вы рискуете слизать грани на болтах и повредить руки.
Тяните плавно, обеспечивая равномерный момент затяжки двигателя ЗИЛ-130. Рывки и ударные нагрузки недопустимы! Целесообразно выполнять все операции, закрепив мотор на специальном стенде. Но можно, если другого выхода нет, производить ремонт без снятия силового агрегата с автомобиля. Для удобства имеет смысл демонтировать крышку капота.
Порядок затяжки головки ЗИЛ-130
Если смотреть сверху, заворачивать болты начинают от центра, двигаясь против часовой стрелки по расходящейся спирали. Для наглядности порядок затяжки ГБЦ ЗИЛ-130 показан на рисунке ниже.
Подобная последовательность позволяет обеспечить плотное прилегание сопрягаемых поверхностей и снизить риск возникновения остаточных напряжений в конструкции. В том же порядке рекомендуется ослаблять болты при демонтаже узла.
Порядок и момент затяжки ГБЦ ЗИЛ-130 одинаков для обеих головок блока, зеркально расположенных на V-образном моторе. Лишь после того, как все указанные операции завершены, приступают к установке впускного коллектора, так называемого паука, и дополнительного оборудования.
Автомобилистам на заметку
В заключение несколько дельных советов, полезных и для начинающих автослесарей, и для опытных специалистов по ремонту техники:
- Не пытайтесь выучить порядок затяжки головки блока ЗИЛ-130 наизусть. Ошибки случаются со всеми, даже с теми, у кого хорошая память. Лучше держать необходимую информацию под рукой и проверить данные перед началом работ.
- Не используйте при ремонте двигателя пневматические или электрические гайковерты. При работе такого оборудования создаются значительные ударные нагрузки.
- Не превышайте указанный в инструкции момент затяжки головки ЗИЛ-130. Вы можете повредить деталь или сорвать резьбу в блоке.
Если в вашем распоряжении нет необходимых инструментов, воспользуйтесь услугами специально оборудованных мастерских.
[DETAIL_TEXT_TYPE] => html [~DETAIL_TEXT_TYPE] => html [PREVIEW_TEXT] =>Указанный в инструкции по эксплуатации порядок затяжки ГБЦ ЗИЛ-130 — не пустая прихоть разработчиков. Пренебрежение требованиями технического регламента становится причиной возникновения серьезных, подчас неустранимых неисправностей. Зная это, квалифицированные специалисты, занимающиеся обслуживанием двигателей внутреннего сгорания, используют в процессе ремонта только информацию, взятую из достоверных источников.
[~PREVIEW_TEXT] =>Указанный в инструкции по эксплуатации порядок затяжки ГБЦ ЗИЛ-130 — не пустая прихоть разработчиков. Пренебрежение требованиями технического регламента становится причиной возникновения серьезных, подчас неустранимых неисправностей. Зная это, квалифицированные специалисты, занимающиеся обслуживанием двигателей внутреннего сгорания, используют в процессе ремонта только информацию, взятую из достоверных источников.
[PREVIEW_TEXT_TYPE] => html [~PREVIEW_TEXT_TYPE] => html [DETAIL_PICTURE] => [~DETAIL_PICTURE] => [TIMESTAMP_X] => 29.01.2021 05:30:29 [~TIMESTAMP_X] => 29.01.2021 05:30:29 [ACTIVE_FROM] => 29.01.2021 04:38:00 [~ACTIVE_FROM] => 29.01.2021 04:38:00 [LIST_PAGE_URL] => /press/articles/ [~LIST_PAGE_URL] => /press/articles/ [DETAIL_PAGE_URL] => /press/articles/poryadok-zatyazhki-gbts-zil-130/ [~DETAIL_PAGE_URL] => /press/articles/poryadok-zatyazhki-gbts-zil-130/ [LANG_DIR] => / [~LANG_DIR] => / [CODE] => poryadok-zatyazhki-gbts-zil-130 [~CODE] => poryadok-zatyazhki-gbts-zil-130 [EXTERNAL_ID] => 511400389 [~EXTERNAL_ID] => 511400389 [IBLOCK_TYPE_ID] => content [~IBLOCK_TYPE_ID] => content [IBLOCK_CODE] => articles [~IBLOCK_CODE] => articles [IBLOCK_EXTERNAL_ID] => [~IBLOCK_EXTERNAL_ID] => [LID] => s1 [~LID] => s1 [NAV_RESULT] => [DISPLAY_ACTIVE_FROM] => 29.01.2021 [IPROPERTY_VALUES] => Array ( [SECTION_META_TITLE] => Порядок затяжки ГБЦ ЗИЛ-130 [SECTION_META_KEYWORDS] => Порядок затяжки ГБЦ ЗИЛ-130 [SECTION_META_DESCRIPTION] => Порядок затяжки ГБЦ ЗИЛ-130 [SECTION_PAGE_TITLE] => Порядок затяжки ГБЦ ЗИЛ-130 [ELEMENT_META_KEYWORDS] => Порядок затяжки ГБЦ ЗИЛ-130 [ELEMENT_PAGE_TITLE] => Порядок затяжки ГБЦ ЗИЛ-130 [SECTION_PICTURE_FILE_ALT] => Порядок затяжки ГБЦ ЗИЛ-130 [SECTION_PICTURE_FILE_TITLE] => Порядок затяжки ГБЦ ЗИЛ-130 [SECTION_DETAIL_PICTURE_FILE_ALT] => Порядок затяжки ГБЦ ЗИЛ-130 [SECTION_DETAIL_PICTURE_FILE_TITLE] => Порядок затяжки ГБЦ ЗИЛ-130 [ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Порядок затяжки ГБЦ ЗИЛ-130 [ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Порядок затяжки ГБЦ ЗИЛ-130 [ELEMENT_DETAIL_PICTURE_FILE_ALT] => Порядок затяжки ГБЦ ЗИЛ-130 [ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Порядок затяжки ГБЦ ЗИЛ-130 [ELEMENT_META_TITLE] => Момент затяжки гбц ЗИЛ-130 | порядок затяжки головки ЗИЛ-130 | Opex.ru [ELEMENT_META_DESCRIPTION] => Момент затяжки ЗИЛ-130 двигатель — консультации специалистов по ремонту и выбору запчастей. Широкий ассортимент запчастей для грузовых автомобилей любых марок, тракторной и спецтехники. Осуществляем доставку по Москве, области и в регионы. ) [FIELDS] => Array ( [DATE_ACTIVE_FROM] => 29.01.2021 04:38:00 ) [DISPLAY_PROPERTIES] => Array ( ) [IBLOCK] => Array ( [ID] => 33 [~ID] => 33 [TIMESTAMP_X] => 29.04.2021 14:36:58 [~TIMESTAMP_X] => 29.04.2021 14:36:58 [IBLOCK_TYPE_ID] => content [~IBLOCK_TYPE_ID] => content [LID] => s1 [~LID] => s1 [CODE] => articles [~CODE] => articles [API_CODE] => [~API_CODE] => [NAME] => Статьи [~NAME] => Статьи [ACTIVE] => Y [~ACTIVE] => Y [SORT] => 500 [~SORT] => 500 [LIST_PAGE_URL] => /press/articles/ [~LIST_PAGE_URL] => /press/articles/ [DETAIL_PAGE_URL] => #SITE_DIR#press/articles/#ELEMENT_CODE#/ [~DETAIL_PAGE_URL] => #SITE_DIR#press/articles/#ELEMENT_CODE#/ [SECTION_PAGE_URL] => [~SECTION_PAGE_URL] => [CANONICAL_PAGE_URL] => [~CANONICAL_PAGE_URL] => [PICTURE] => [~PICTURE] => [DESCRIPTION] => [~DESCRIPTION] => [DESCRIPTION_TYPE] => text [~DESCRIPTION_TYPE] => text [RSS_TTL] => 24 [~RSS_TTL] => 24 [RSS_ACTIVE] => N [~RSS_ACTIVE] => N [RSS_FILE_ACTIVE] => N [~RSS_FILE_ACTIVE] => N [RSS_FILE_LIMIT] => 10 [~RSS_FILE_LIMIT] => 10 [RSS_FILE_DAYS] => 7 [~RSS_FILE_DAYS] => 7 [RSS_YANDEX_ACTIVE] => N [~RSS_YANDEX_ACTIVE] => N [XML_ID] => [~XML_ID] => [TMP_ID] => bb54a993677d00c7337704f59ed12453 [~TMP_ID] => bb54a993677d00c7337704f59ed12453 [INDEX_ELEMENT] => Y [~INDEX_ELEMENT] => Y [INDEX_SECTION] => Y [~INDEX_SECTION] => Y [WORKFLOW] => N [~WORKFLOW] => N [BIZPROC] => N [~BIZPROC] => N [SECTION_CHOOSER] => L [~SECTION_CHOOSER] => L [LIST_MODE] => [~LIST_MODE] => [RIGHTS_MODE] => S [~RIGHTS_MODE] => S [SECTION_PROPERTY] => N [~SECTION_PROPERTY] => N [PROPERTY_INDEX] => N [~PROPERTY_INDEX] => N [VERSION] => 2 [~VERSION] => 2 [LAST_CONV_ELEMENT] => 0 [~LAST_CONV_ELEMENT] => 0 [SOCNET_GROUP_ID] => [~SOCNET_GROUP_ID] => [EDIT_FILE_BEFORE] => [~EDIT_FILE_BEFORE] => [EDIT_FILE_AFTER] => [~EDIT_FILE_AFTER] => [SECTIONS_NAME] => Разделы [~SECTIONS_NAME] => Разделы [SECTION_NAME] => Раздел [~SECTION_NAME] => Раздел [ELEMENTS_NAME] => Элементы [~ELEMENTS_NAME] => Элементы [ELEMENT_NAME] => Элемент [~ELEMENT_NAME] => Элемент [REST_ON] => N [~REST_ON] => N [EXTERNAL_ID] => [~EXTERNAL_ID] => [LANG_DIR] => / [~LANG_DIR] => / [SERVER_NAME] => www.opex.ru [~SERVER_NAME] => www.opex.ru ) [SECTION] => Array ( [PATH] => Array ( ) ) [SECTION_URL] => [META_TAGS] => Array ( [TITLE] => Порядок затяжки ГБЦ ЗИЛ-130 [ELEMENT_CHAIN] => Порядок затяжки ГБЦ ЗИЛ-130 [BROWSER_TITLE] => Момент затяжки гбц ЗИЛ-130 | порядок затяжки головки ЗИЛ-130 | Opex.ru [KEYWORDS] => Порядок затяжки ГБЦ ЗИЛ-130 [DESCRIPTION] => Момент затяжки ЗИЛ-130 двигатель — консультации специалистов по ремонту и выбору запчастей. Широкий ассортимент запчастей для грузовых автомобилей любых марок, тракторной и спецтехники. Осуществляем доставку по Москве, области и в регионы. ) [IMAGES] => Array ( ) [FILES] => Array ( ) [VIDEO] => Array ( ) [LINKS] => Array ( ) [BUTTON] => Array ( [SHOW_BUTTON] => [BUTTON_ACTION] => [BUTTON_LINK] => [BUTTON_TARGET] => [BUTTON_JS_CLASS] => [BUTTON_TITLE] => ) )Указанный в инструкции по эксплуатации порядок затяжки ГБЦ ЗИЛ-130 — не пустая прихоть разработчиков. Пренебрежение требованиями технического регламента становится причиной возникновения серьезных, подчас неустранимых неисправностей. Зная это, квалифицированные специалисты, занимающиеся обслуживанием двигателей внутреннего сгорания, используют в процессе ремонта только информацию, взятую из достоверных источников.
Силовой агрегат, устанавливаемый на грузовые автомобили ЗИЛ-130 разных модификаций, надежен и неприхотлив. Особенностями традиционной для шестидесятых годов двадцатого века компоновки являются:
Порядок и момент затяжки ГБЦ ЗИЛ-130 определены при выполнении расчетов и подтверждены в ходе натурных испытаний.
Перечисленные технические решения хорошо зарекомендовали себя на практике. Разработчикам завода имени Лихачева удалось создать надежный и неприхотливый силовой агрегат, пробег которого, до капитального ремонта, составляет 500 тыс. км и более. Но это не означает, что выпускавшийся с 1962 по 2010 год движок стерпит откровенно варварское обращение. Порядок затяжки ГБЦ ЗИЛ-130 необходимо соблюдать для сохранения ресурса двигателя и достижения расчетных характеристик.
При нагреве до рабочей температуры алюминиевый сплав, из которого изготавливаются головки блока цилиндров V-образного восьмицилиндрового мотора, используемого на грузовиках популярной модели, расширяется. Если порядок и момент затяжки ГБЦ ЗИЛ-130 не соблюден, это может стать причиной прогорания прокладки головки блока, образования трещин в стенках цилиндров, каналов смазки, рубашки охлаждения. Как следствие, возникают предпосылки для утечки охлаждающей жидкости и ее попадания внутрь:
Возможно и обратное. В отдельных случаях отработавшие газы или моторное масло попадают в систему охлаждения, ухудшая отвод тепла, и двигатель перегревается. Чтобы этого не происходило, необходимо соблюдать порядок затяжки головки ЗИЛ-130, закручивая болты с усилием, оговоренным в технической спецификации.
Прежде чем приступать к работе, следует убедиться, что на сопрягаемых поверхностях отсутствуют загрязнения. Если детали ранее находились в эксплуатации, их следует очистить, используя специальный инструмент, растворители и моющие средства. Головку обязательно проверяют на плоскость и, если есть необходимость, шлифуют. После этого:
Чтобы развить необходимое усилие не повредив ответственные детали, рекомендуется использовать:
Тяните плавно, обеспечивая равномерный момент затяжки двигателя ЗИЛ-130. Рывки и ударные нагрузки недопустимы! Целесообразно выполнять все операции, закрепив мотор на специальном стенде. Но можно, если другого выхода нет, производить ремонт без снятия силового агрегата с автомобиля. Для удобства имеет смысл демонтировать крышку капота.
Если смотреть сверху, заворачивать болты начинают от центра, двигаясь против часовой стрелки по расходящейся спирали. Для наглядности порядок затяжки ГБЦ ЗИЛ-130 показан на рисунке ниже.
Подобная последовательность позволяет обеспечить плотное прилегание сопрягаемых поверхностей и снизить риск возникновения остаточных напряжений в конструкции. В том же порядке рекомендуется ослаблять болты при демонтаже узла.
Порядок и момент затяжки ГБЦ ЗИЛ-130 одинаков для обеих головок блока, зеркально расположенных на V-образном моторе. Лишь после того, как все указанные операции завершены, приступают к установке впускного коллектора, так называемого паука, и дополнительного оборудования.
В заключение несколько дельных советов, полезных и для начинающих автослесарей, и для опытных специалистов по ремонту техники:
Если в вашем распоряжении нет необходимых инструментов, воспользуйтесь услугами специально оборудованных мастерских.
С какой силой тянуть головку блока. Повторная протяжка гбц. Из чего состоит ГБЦ
Затяжка головки блока цилиндров является важной и ответственной процедурой. Данную операцию производят во время обратной сборки двигателя после снятия . Правильная затяжка болтов головки блока цилиндров влияет на исправность и работоспособность силового агрегата, так как головка является частью камеры сгорания. Другими словами, после затяжки ГБЦ представляет собой единое целое с блоком цилиндров. Между блоком и головкой блока дополнительно устанавливается уплотнительная прокладка. В том случае, если головка затянута неправильно, высока вероятность повреждений самой ГБЦ, болтов головки блока и отверстий под болты в .
В некоторых случаях в месте установки прокладки появляются течи. Также в случае неплотного прилегания головки блока во время работы может происходить прорыв отработавших газов в каналы и двигателя, а еще происходит попадание антифриза в масло и наоборот. В результате свойства смазочного материала и охлаждающей жидкости меняются, что может быстро вывести двигатель из строя. Далее мы поговорим о том, какой порядок затяжки болтов ГБЦ нужно соблюдать, как производится затяжка болтов головки блока цилиндров динамометрическим ключом, а также какой должна быть сила затяжки головки.
Читайте в этой статье
Затяжка головки блока цилиндров на дизеле и бензиновом моторе
Независимо от того, какой тип двигателя установлен на конкретном автомобиле ( или ), головка блока цилиндров современных авто имеет похожее устройство. Данный элемент ДВС состоит из корпуса, в котором установлен механизм газораспределения (распределительные валы, впускные и выпускные клапаны). Еще одной особенностью ГБЦ является то, что в головке изготовлена часть камеры сгорания. В корпусе головки также выполнены специальные каналы, по которым циркулирует моторное масло и рабочая жидкость системы охлаждения.
Правильное прилегание головки к блоку цилиндров обеспечивает герметичность камеры сгорания, каналов систем охлаждения и смазки, в результате чего силовой агрегат отдает максимум мощности и крутящего момента, обеспечивает лучшую топливную экономичность и другие важнейшие эксплуатационные характеристики. В том случае, если ГБЦ затянута неправильно, в корпусе головки могут появиться трещины. Дело в том, что ГБЦ изготавливается из алюминиевых сплавов, в то время как болты для крепления головки являются стальными.
С учетом того, что двигатели внутреннего сгорания подвержены существенному нагреву во время работы, детали ДВС испытывают температурное расширение. Что касается ГБЦ, алюминиевая головка и стальные болты расширяются по-разному. Получается, если головка затянута неправильно, тогда в ее корпусе возникает неравномерное напряжение. По этой причине крайне необходимо соблюдать момент затяжки болтов головки блока цилиндров, а также последовательность затяжки болтов крепления.
Как нужно затягивать головку блока цилиндров правильно
Начнем с того, что для затяжки ГБЦ необходимо иметь динамометрический ключ. Также следует подготовить подходящие головки-насадки для ключа и иметь немного чистого моторного масла. Перед затяжкой болтов крепления головки в обязательном порядке нужно изучить руководство по ремонту и эксплуатации конкретного ТС. Данная рекомендация особенно важна, так как усилие затяжки болтов на разных моторах отличается. Одни двигатели имеют блок цилиндров, который изготовлен из чугуна, в то время как другие ДВС получают облегченные блоки из сплавов алюминия.
Более того, даже на разных моторах одного производителя с алюминиевой головкой и чугунным блоком степень затяжки головки все равно будет отличаться. Также в мануале будет указан и порядок затяжки болтов крепления. Переходя к самому процессу обтяжки ГБЦ, следует помнить, что каждое действие совершается последовательно. Основная цель состоит в том, чтобы затяжка осуществлялась равномерно. Ниже рассмотрены основные рекомендации.
- Во время установки головки и дальнейшей затяжки не имеет значения, ставите ли вы собранную деталь или монтируете один корпус.
- На начальном этапе нужно смазать крепежные болты моторным маслом. Для этого понадобится нанести небольшое количество смазки на резьбу болта.
- Затем болты вставляются в отверстия, которые выполнены в корпусе головки и блоке цилиндров, после чего затягиваются от руки.
- Далее динамометрическим ключом следует протягивать болты в определенной последовательности и с указанным в мануале моментом затяжки. Обычно затяжка осуществляется в несколько подходов. Сначала болты затягиваются с небольшим усилием, после чего дополнительно протягиваются еще один или два раза.
- Также помните, особенно важно соблюдать не только усилие, но и порядок затяжки болтов. Например, во время установки ГБЦ на рядный ДВС затяжка болтов крепления производится от центра к краям головки. Такой подход позволяет снизить риск повреждения как самой головки блока, так и прокладки между БЦ и ГБЦ.
- Стоит добавить, что после пробега около 1000 км на некоторых автомобилях болты необходимо дополнительно обтянуть. Это зависит от определенных конструктивных особенностей того или иного ДВС. Если же при затяжке использовались так называемые пружинные болты крепления, тогда дотяжка после установки ГБЦ не требуется.
Распространенные ошибки при затяжке головки
Отметим, что допущенные ошибки во время установки головки блока цилиндров могут привести к повреждениям самой головки и блока цилиндров. Также после начала эксплуатации ДВС возможно появление серьезных неисправностей, которые способны быстро вывести двигатель из строя. В ряде случаев силовой агрегат может пострадать так сильно, что потребует капитального ремонта или замены такого мотора на контрактный двигатель. В списке различных ошибок, которые приводят к нежелательным последствиям, стоит отдельно выделить: перетяжку болтов, попадание моторного масла в отверстия для установки болтов крепления, работу с неподходящими или изношенными насадками на динамометрический ключ, нарушение порядка затяжки болтов, использование болтов, которые не подходят по размеру.
Достаточно часто отверстие под болт крепления в блоке цилиндров оказывается забитым грязью, ржавчиной и т.п. Попытки очистить отверстие не всегда дают положительный результат. В результате закрутить болты с должным усилием может быть очень трудно. По этой причине резьбу болтов смазывают маслом. При этом запрещается заливать масло в само отверстие для улучшения смазки. Такие действия могут привести к тому, что колодец с резьбой попросту разрушится после закручивания болта. В такой ситуации блок цилиндров нужно будет ремонтировать или даже менять.
Также к возникновению проблем может привести и попытка затянуть ГБЦ без использования динамометрического ключа. В таком случае момент затяжки зачастую оказывается превышен. Последствия могут быть самыми разными, но зачастую болты крепления головки ломаются, после чего возникает необходимость повторной разборки двигателя для удаления обломков и ремонта блока цилиндров.
Болты для затяжки ГБЦ обычно имеют головку под шестигранную насадку, реже выполняются в виде квадрата. Если насадка окажется изношенной, тогда во время затяжки существует риск ее проворачивания. В результате «слизываются» грани головки болта. В подобной ситуации поврежденный крепежный элемент трудно закрутить или открутить для замены. Что касается подбора болтов, необходимо дополнительно учитывать некоторые особенности. Во многих руководствах по ремонту можно встретить информацию о том, что болты допускается использовать повторно. Как показывает практика, оптимально менять крепежные элементы на новые после каждого снятия ГБЦ.
Дело в том, что после затяжки болт становится немного длиннее, то есть вытягивается. По этой причине следует обращать внимание на максимально допустимую длину болта, которая должна быть прописана в руководстве по эксплуатации. Если новых болтов нет, тогда перед установкой необходимо промерить имеющиеся крепежные элементы. В том случае, когда болт оказывается немного длиннее по сравнению с максимально допустимым показателем, тогда происходит его упор в дно отверстия в блоке цилиндров. Результатом становится или поломка болта, или раскол самого блока цилиндров.
Нарушение рекомендуемого в руководстве по ремонту конкретного двигателя порядка затяжки крепежных болтов вызывает излишнее перенапряжение в корпусе головки блока цилиндров. Алюминиевые сплавы, которые являются материалом изготовления ГБЦ, не приспособлены к таким нагрузкам. Итогом становится появление трещин в корпусе головки. Через трещины небольшого размера возникает утечка газов, то есть нарушается герметичность камеры сгорания. Двигатель в этом случае теряет мощность, наблюдается повышенный расход топлива. Если трещины затрагивают каналы системы смазки или охлаждения, тогда в камеру сгорания может попадать масло или антифриз, а также возможны наружные утечки.
Напоследок добавим, что не исключено и попадание рабочих жидкостей из одной системы в другую (например, тосол попадает в масляные каналы). Неисправности такого рода являются достаточно серьезными, так как нарушения нормальной работы системы смазки или охлаждения приводят к перегреву ДВС, ускоренному износу трущихся деталей, заклиниванию мотора и т.д.
Читайте также
Как самостоятельно определить, что прокладка головки блока цилиндров прогорела. Рекомендации по протяжке ГБЦ после замены. Какую прокладку лучше выбрать.
Головка блока цилиндров (ГБЦ) обеспечивает герметизацию камеры сгорания, а также является основой для механизма газораспределения. Во время работы на ГБЦ воздействуют высокая температура, сильная вибрация и другие факторы. Если затяжка болтов головки блока цилиндров произведена неправильно, то возможна потеря герметичности камеры сгорания, прогорание прокладки или растрескивание корпуса этой детали.
Какие силы действуют на ГБЦ во время работы мотора
Любой режим работы мотора приводит к неравномерному нагреву головки. Участки, расположенные над камерами сгорания, нагреваются гораздо сильней остального корпуса, из-за чего возникает тепловое напряжение металла. Чем выше обороты двигателя или сильней нагрузка на него, тем больше разница в нагреве различных участков этой детали. На некоторых участках температурное расширение алюминия, из которого сделан корпус этой детали, оказывается настолько сильным, что увеличивает давление на прокладку между головкой и блоком цилиндров. Поэтому через определенный промежуток времени необходимо повторять момент затяжки винтов, в противном случае велика вероятность прогорания прокладки.
Какие силы действуют на ГБЦ во время закручивания винтов
Прокладка, которую устанавливают между блоком цилиндров и ГБЦ, обладает определенной толщиной, которая уменьшается во время затяжки. Несмотря на общую жесткость, алюминиевый корпус этой детали деформируется во время затяжки на тысячные доли миллиметра, поэтому необходимо проводить ее от центра к краям. В этом случае удается компенсировать изгибание ее поверхности (подошвы). Когда головка лежит на блоке цилиндров, то давление на каждый участок ее подошвы одинаково. По мере закручивания, давление в местах установки болтов (винтов) возрастает, что и приводит к V-образной деформации подошвы. Чтобы избежать этого, необходимо строго соблюдать последовательность действий. Если порядок затяжки нарушен или усилие (момент) не соответствует мотору, возрастает вероятность прогорания прокладки и ремонта двигателя.
Правильный порядок затяжки
Вне зависимости от типа двигателя порядок затяжки ГБЦ всегда одинаков. Любая головка затягивается с помощью двух рядов винтов, идущих параллельно камерам сгорания. Порядок отверстий – от первого к последнему цилиндру, по правому и левому, относительно первого цилиндра, ряду. Вот правильный порядок закручивания винтов:
Некоторые мастера предпочитают другой порядок. Сначала закручивают 2 центральных болта (момент такой же, как описано выше), затем винты слева и справа по одному ряду, после чего также по другому ряду. Потом продолжают в этом же порядке закручивать остальные болты. И тот и другой порядок затяжки головки одинаковы по эффективности, поэтому каждый выбирает то, что нравится лично ему. Главное обеспечить правильное усилие во время затягивания. Закрутив все болты ГБЦ, их начинают затягивать в том же порядке. Момент должен составлять 3–4 кгс.м. Затем, соблюдая тот же порядок, еще раз затягивают с усилием 7–8 кгс.м. Максимальный момент зависит от марки и модели автомобиля, поэтому перед началом работы необходимо внимательно прочитать инструкцию по ремонту вашего автомобиля. В противном случае велик риск повреждения головки или блока цилиндров.
На некоторых автомобилях можно повторно использовать болты ГБЦ, убедившись, что их длина укладывается в рекомендованные значения. На остальных машинах желательно каждый раз использовать новые детали.
Для правильной затяжки используйте динамометрический ключ
Если длина винта больше, чем необходимо, то он упрется в дно колодца. Попытка его затянуть приведет к тому, что головка болта отломится или он сорвет резьбу в колодце. В любом случае, придется разбирать мотор, менять прокладку и скорее всего восстанавливать колодец. Это обойдется гораздо дороже нового комплекта винтов.
Через 300–700 километров (зависит от типа и модели двигателя) необходима протяжка ГБЦ. За время этого пробега, высокие температуры и вибрация привели к обжатию прокладки, поэтому необходимо снова затягивать болты. Обычно достаточно повернуть каждый болт 1–2 раза на 90 градусов, ориентируясь на показания динамометрического ключа, чтобы не превысить момент. Порядок затяжки такой же, как раньше.
Вывод
Теперь вы знаете, как производится затяжка головки блока цилиндров и какие ошибки допускают во время этой операции. Это поможет вам в самостоятельном ремонте и обслуживании своего автомобиля.
Головка блока цилиндров (ГБЦ) – один из самых важных узлов автомобильного двигателя. От того, как она установлена и отрегулирована, зависит работа мотора, его стабильность, надежность и экономичность.
В нашей статье мы расскажем, как быстро и без особых трат самостоятельно установить головку блока цилиндров на автомобили семейства ВАЗ.
Первое условие правильной и надежной установки ГБЦ – это чистота посадочного места. Тщательно очистите плоскость блока, на которую ставится ГБЦ. Очистка вначале осуществляется острым предметом, а потом специальными автомобильными чистящими средствами, которые помогут убрать остатки тосола, масла.
Обратите особое внимание на отверстия, в которые вкручиваются шпильки. В них попадает масло, вода, мусор. И потом, когда ГБЦ притягивается по шпилькам к блоку, они могут сделать микротрещины в блоке цилиндров из-за того, что при вкручивании шпилек образуется избыточное давление. При нагреве мотора через эти микротрещины продавит газы, газы пробьют прокладку между ГБЦ и блоком, и вода из охладительной системы пойдет в масло. Капитальный ремонт двигателя вам обеспечен! И это в лучшем случае. Поэтому рекомендуется тщательно проверить отверстия перед вкручиванием шпилек и обязательно промокнуть их, взяв чистую ветошь и воспользовавшись отверткой, чтобы добраться до самого дна.
Когда место под головку блока цилиндров очищено, приступайте к установке. Монтаж ГБЦ начинается с правильной установки прокладки, которая расположена между ГБЦ и блоком цилиндров.
Отверстия блока должны четко совпасть с отверстиями прокладки, только в этом случае ее установка считается правильной.
И головка блока цилиндров должна быть хорошо очищена от нагара, грязи, масла, тосола. Если есть подозрения, что ГБЦ подверглась перегреву или иному воздействию, которое привело к деформации, то она проверяется на специальном устройстве и потом, если нужно, шлифуется.
При установке ГБЦ на место бывает, что прокладка «съезжает», поэтому следите за ней.
ГБЦ считается установленным на место, когда она «устаканилась» на направляющих, и ей не мешают шланги, провода. После этого начинайте процедуру прикручивания. Чтобы не перепутать болты, их нужно заранее пометить. Внутренние болты измазаны маслом, так что их трудно перепутать с наружными, это и будет своеобразной меткой.
Если у вас нет пневмо- или электроинструмента, прикрутить болты ГБЦ можно старым, добрым коловоротом.
Коловоротом болты только наживляются, но не затягиваются окончательно, для этого существует специальный, динамометрический ключ. Только с его помощью проконтролируете правильный момент затяжки, который рекомендуется производителем.
Второй момент затяжки не должен превышать 8 кг. Порядок затяжки остается неизменным, от центра к краям, попарно. После того, как болты затянуты на 8 кг, проводим два доворота, оба по 90°. Сначала проходим болты первый раз, проворачивая динамометрический ключ на 90 °, потом второй раз.
После окончательной затяжки головка блока цилиндров считается механически установленной, но еще не рабочей. Чтобы она оказалась рабочей, необходимо подсоединить всю «перифирию», т.е. шланги, патрубки, и прочее. Рекомендуется сразу, чтобы потом к этому не возвращаться, подсоединить провод датчика температуры и выставить метку ГРМ.
После приступаем к установке стаканов клапанов. Перед установкой они обязательно очищаются от грязи и смазываются. Чистые и смазанные стаканы должны легко становиться на место.
Чтобы не перепутать последовательность установки стаканов, извлекая, их располагают в определенном порядке. После установки стаканов обязательно смажьте «постель», на которую потом ляжет распредвал.
Ещё кое-что полезное для Вас:
Смазанный и чистый распредвал ставится на место. Закреплять его можно сразу с сальником. Опытные слесари, для того чтобы упростить процесс выставления меток распредвала, до сих пор используют иногда дедовский метод. Во время установки распредвала первая и третья шейки распредвала должны смотреть на вас.
Затем мы устанавливаем на место крышку распредвала. Смажьте места, где будет лежать распредвал (постель), и не забудьте об одном нюансе. На торцах надо убрать старый герметик, и нанести новый, тогда он будет хорошо держать масло.
Устанавливая вторую часть крышки, процесс повторяем. Теперь наживляем гайки, и не забудьте о шайбах, которые должны быть под каждой гайкой.
Момент затяжки гаек крышки распредвала не должен превышать трех килограмм. Опытные ремонтники со временем могут производить процесс затяжки без динамометрического ключа. Затем ставится жестяная защитная крышка.
Затем надеваем шестеренку распредвала, но перед этим убедитесь, что вы не забыли поставить на распредвал шпонку, которая удерживает шестерню от прокручивания.
Болтом крепко фиксируем шестерню на своем месте. Обязательно следите за тем, чтобы метки на шестерне и ГБЦ совпали.
Потом накидываем ремень ГРМ, но предварительно рекомендуется поставить натяжной ролик. Перед роликом на шток установите специальную шайбу. Не стоит забывать, что ролик до «безумия» затягивать не стоит, он должен свободно проворачиваться на штоке.
При одевании ремня ГРМ не забывайте проверять совпадения меток на шестерне распредвала и на коленчатом валу. Когда ремень ГРМ одет, путем подкручивания натяжного ролика добиваемся нужной натяжки ремня.
После натяжения до нужного показателя (ремень проворачивается вокруг своей оси на 90°), затягиваем плавно контрольную гайку.
Следующим примеряется трамблер, который нужно правильно установить в пазы. Нужно, чтобы после установки трамблера в пазы соблюдалась соосность валов. Между трамблером и ГБЦ монтируем бензонасос, не забыв смазать его герметиком. Чтобы шток не уперся в распредвал, его нужно отжать отверткой. Затягивается корпус привода бензонасоса шестигранником.
Прижав несильно шестигранником корпус, наживляем гайки и равномерно притягиваем. Затем уже затягиваем «серьезно» шестигранник. Устанавливаем окончательно трамблер, который мы до этого только примерили. Не забываем о герметике, который исключит подтекания масла. Не забываем и о планке, на которой есть шкала опережения зажигания, потому что после пуска мотора возможно понадобиться регулировка трамблера. Еще раз проверяем подсоединение проводов и патрубков, что забыли, подсоединяем.
Последний штрих — установка клапанной крышки и кожуха ремня ГРМ. После окончания всех работ и проверок не забываем прикрутить на место тросик дроссельной заслонки. ГБЦ установлена и готова к работе.
Видео: Установка ГБЦ ВАЗ. Пошаговая инструкция
Печать
Затяжка головки блока цилиндров необходима при сборке двигателя внутреннего сгорания, после того, как было произведено снятие ГБЦ. Если головка была затянута неправильно, может ухудшиться качество работы всего ДВС, поскольку головка входит в систему камеры сгорания. После того, как была произведена затяжка болтов ГБЦ, получается единая система с блоком цилиндров. При установке ГБЦ не следует забывать про уплотнительную прокладку, которая монтируется между головкой и самим блоком. Если протяжка ГБЦ сопровождалась ошибками, имеется большая вероятность повреждений уплотнительной прокладки, болтов ГБЦ, а также отверстий под них.
Иногда на месте уплотнительной прокладки возникают течи, помимо этого, если головка блока цилиндра была затянута не до конца, возможен прорыв газообразных смесей в систему охлаждения двигателя внутреннего сгорания. Также имеется вероятность проникновения охлаждающей жидкости в масло. В итоге свойства антифриза и масла теряются, что приводит к поломке двигателя внутреннего сгорания. По этой причине следует знать порядок протяжки ГБЦ при помощи динамометрического ключа, а также знать и уметь правильно рассчитывать силу в момент затяжки ГБЦ.
Как осуществляется затягивание ГБЦ в ДВС
Вне зависимости от того, какой двигатель внутреннего сгорания используется в транспортном средстве, дизельный или бензиновый, устройство головки блока цилиндра и порядок затяжки его одинаковый. В двигателе внутреннего сгорания монтирован механизм ГРМ, который состоит из клапанов и распределительных валов . Отличительной чертой головки блока цилиндра является тот факт, что в ней находится часть камеры сгорания. В корпусе ГБЦ монтированы специальные каналы, через которые проходит охладительная жидкость и моторное масло.
Если был соблюден порядок протяжки ГБЦ, то обеспечивается полная герметизация камеры сгорания и всех её каналов. В итоге двигатель внутреннего сгорания работает на полную мощность, тем самым экономится бензин. Если же разборка ГБЦ была произведена с неправильным усилием затяжки, имеется риск возникновения трещин на самой головке. Объясняется это тем, что головка болта изготавливается из сплавов алюминия, сами же болты создаются из стали.
Учитывая тот факт, что ДВС во время функционирования сильно разогревается, его детали под воздействием высоких температур увеличиваются в размерах. Не стоит забывать, что сталь и алюминий будут расширяться в разной степени. По этой причине, если порядок разборки был нарушен, во время работы двигателя внутреннего сгорания создаётся неравномерное напряжение. Этим и объясняется необходимость уметь правильно протягивать ГБЦ.
Как заменить головку блока цилиндра правильно
Чтобы снять ГБЦ, необходим динамометрический ключ. Помимо этого, в наличии должны иметься специальные насади для инструмента и небольшое количества моторного масла. Перед тем, как снять головку блока цилиндра, настоятельно рекомендуется ознакомиться с инструкцией по ремонты и использования конкретного транспортного средства. Объясняется такая необходимость тем, что степень усилия затяжки на разных моторах имеет разные значения. Некоторые блоки цилиндра изготавливаются из алюминия, в некоторых двигатели внутреннего сгорания полностью сделаны из чугуна.
Степень усилия затяжки может отличаться даже на двигателях внутреннего сгорания от одного производителя. В мануле также содержится информация о порядке затяжки ГБЦ. Перед тем, как протянуть головку блока цилиндра, следует помнить о последовательности каждого шага.
Главное при затяжке ГБЦ – это помнить о том, что процесс должен осуществляться равномерно. Есть несколько рекомендаций, которые помогут осуществить сборку ГБЦ без ошибок.
- В процессе установке и последующей затяжки нет никакой разницы, участвует в установке корпус или одна деталь.
- Перед тем, как поменять ГБЦ, необходимо обработать болты в районе резьбы маслом.
- Затем болты поочередно вставляются и закручиваются в отверстия.
- Затем при помощи динамометрического ключа, согласно схеме затяжки ГБЦ, элементы крепления протягиваются. Изначально они закручиваются с маленьким усилием, после этого они затягиваются ещё 1 раз.
- Важным моментом является не только усилие, которые прилагается в момент затяжки. Большую роль играет и алгоритм установки. Во время затягивания болта крепления ГБЦ протяжка осуществляется, как правило от центра или креста на крест. Такой алгоритм действия уменьшает риск нанести повреждения ГБЦ и уплотнительной прокладке.
- У некоторых ДВС затянутые болты после 500 – 1500 километров пробега необходимо ещё раз потянуть.
Объясняется это особенностями в конструкции мотора. В тех ситуациях, когда во время протяжки эксплуатировались пружинные болты, в дополнительном протягивании нет необходимости.
Наиболее распространённые ошибки
Ошибки и просчёты, которые будут описаны ниже, приводят к серьёзным повреждениям уплотнительной прокладки и других элементов мотора. Также после затяжки могут возникнут проблемы с мотором, которые в будущем могут привести к выходу из строя ДВС. Однако такое возможно в исключительных случаях.
- Болты были затянуты слишком сильно.
- Во время затяжки масло проникло в отверстия для элементов крепления.
- Не использовались насадки для динамометрического ключа.
- Ошибочно была выбрана неправильная длина болтов.
- Порядок протяжки болтов был нарушен.
Нередко отверстие для крепления цилиндров может быть загрязнено или быть в ржавчине. Не всегда получается избавиться от нежелательных загрязнений, которые в дальнейшем могут помешать протяжки ГБЦ с необходимым усилием. Именно для этого рекомендуется обрабатывать резьбу маслом, однако не следует допускать проникновения масла в само отверстие. Этот процесс может привести к разрушению колодца после того, как болт будет вкручен. Из-за этого весь блок цилиндров придётся отдать в ремонт или даже заменить.
Принести дополнительные проблемы может попытка протянуть головку блока цилиндра без использования динамометрического ключа. Объясняется это тем, что без этого инструмента правильно рассчитать момент затяжки довольно трудно. Последствия бывают различные, но в большинстве случаев болты ГБЦ ломаются, в итоге приходится ещё раз снимать ГБЦ, чтобы удалить обломки и восстановить работу блока цилиндров.
Болты для протяжки ГБЦ, как правило, с головкой под шестигранник. Значительно реже они имеют головку квадратной формы. Если уплотнительная насадка износилась, при затяжке болтов она может провернуться. Тем самым грани болта будут «слизаны». В вышеописанной ситуации снимая болты обратно следует быть особенно аккуратным. Данный процесс может быть сильно осложнен «слизыванием». В мануале по ремонту ДВС говорится о том, что разрешается повторно эксплуатировать болты. Но практика показала обратное. Настоятельно рекомендуется менять элементы крепления при каждом снятии головки блока цилиндров.
Объясняется это тем, что после затяжки элементов крепления, они несколько вытягиваются и увеличиваются в длине. По этой причине необходимо проверить допустимую длину болта, информацию можно найти в мануале по эксплуатации ТС. Если норма была превышена, болт будет упираться в дно отверстия, тем самым произойдёт поломка либо самого элемента крепления, либо блока цилиндров.
Если рекомендуемый порядок затяжки элементов крепления не был соблюден, в системе создается перенапряжение, к которым не приспособлена алюминиевая головка блока цилиндров. Тем самым нарушается герметичность системы сгорания и ДВС теряет свою мощность, также увеличивается расход горючего. В той ситуации, когда повреждения касаются системы охлаждения или смазки, в камеру сгорания в ДВС может попасть рабочая жидкость, а это может привести к поломке мотора.
Не стоит исключать вероятность попадания масло в систему охлаждения или обратную ситуацию. Данная неисправность требует немедленного внимания, поскольку может привести к перегреву двигателя внутреннего сгорания, что ускорит износ запчастей и приведёт к заклиниванию мотора.
Соблюдать алгоритм протяжки ГБЦ следует для того, чтобы защитить блок цилиндров от мокроты, которая объясняется утечкой моторного масла.
Если у вас возникли вопросы — оставляйте их в комментариях под статьей. Мы или наши посетители с радостью ответим на них
Ремонт ГБЦ нельзя назвать простой процедурой, для которой необходимы определенные навыки и некоторый опыт. Для ремонта нужны специальные инструменты. Как правило, во время этих работ меняется прокладка и регулируется : ВАЗ 2109 в нашем случае. Чтобы регулировка была выполнена правильно, нужно неукоснительно следовать инструкции. При грамотном подходе, вы благополучно проведете регулировку, добившись желаемого результата.
Основная масса сегодняшних авто не нуждаются в подтяжке болтов головки, но на ВАЗ 2109, она требуется хотя бы для прохождения ТО.
Если начала скапливаться влага в тех местах, где соприкасается блок с цилиндрами, то это верный признак того, что требуется неотложная подтяжка болтов. Влага в вышеупомянутых местах это признак утечки смазки. Основные причины затяжки болтов это:
[ Скрыть ]
Регулировка момента затяжки болтов
Для того чтобы выполнить все правильно и избежать ошибок нужно строго придерживаться определенных правил и соблюдать порядок выполнения.
Подтяжку нужно проводить только специальным динамометрическим ключом, который позволяет осуществлять контроль за моментом подтяжки.
Сначала, при помощи динамометрического ключа, ставим держатель в нулевое положение. Это означает, что данные устройства, равны моменту исходной позиции. Затем, нужно посмотреть на показатель прибора при старте крепежа. Вращая держатель, следим за показателями. Если момент не изменился, то это означает, что крепеж может поддаваться растяжению и это нормально, так и должно быть. Если момент быстро возрос, необходимо достичь движения болта. Этот говорит о малом растяжении держателя. Значит, нужна стабилизация.
Во время работы автомобиля, болты, которыми закреплена цилиндров, все время испытывают различные воздействия. Постоянно происходит их нагрев и остывание, что со временем приводит к разрушению структуры крепежей.
Для всех силовых агрегатов имеются конкретные правила, которых необходимо придерживаться при работе:
Наиважнейшие данные касающиеся регулировки, есть в аннотации к каждому конкретному авто. Вследствие этого, надо внимательно изучить и придерживаться того, что в нем написано. Во время эксплуатации транспортного средства, нужно строго соблюдать все требования производителя и систематически диагностировать авто. Правильная и отлаженная работа силового агрегата ВАЗ 2109, предотвращает надобность в регулировании держателей головки блоков цилиндров.
Так как, головка непростой узел, то необходимо проводить ремонтные работы лишь при абсолютной уверенности в своих действиях. Строго соблюдая порядок выполнения работ. В случае обнаружения отклонения в работе мотора, немедленно проведите его диагностику. Это позволит избежать более дорогостоящих ремонтных работ.
Необходимые инструменты
- динамометрический ключ;
- штангенциркуль или линейка.
Схема затяжки
Схема затяжки ГБЦ такая же, как и на традиционных моделях и начинать нужно с центра. Проходит в четыре приёма.
- затяжка моментом 2,0 кгс/м
- затяжка моментом 7,5 — 8,5 кгс/м
- доворачиваем на 90 градусов.
- повторно доворачиваем на 90 градусов.
Чтобы было понятней опишем подробней этой процесс:
- С помощью динамометрического ключа затягиваем болты в указанной на рисунке последовательности до 2,0 кг/см.
- Потом проходимся по второму кругу и дотягиваем до 8 кгс*м.
- Далее докручиваем на 90 градусов.
- Проходим по второму кругу, докручивая еще на 90 градусов.
Внимание! На 16-ти кл силовых агрегатах болты можно использовать повторно, но если их длина не более 95 миллиметров.
В ином случае он меняется. Длина меряется вместе с шайбой. Не пытайтесь заменить динамометрический ключ иным приспособлением иначе, последствия могут быть непредсказуемыми.
Затяжка ГБЦ динамометрическим ключом. Как затянуть головку блока цилиндров.
Правильная затяжка головки блока цилиндров обеспечивает необходимую герметичность камеры сгорания после ремонта двигателя. Для того, чтобы правильно затянуть болты ГБЦ, необходимо знать порядок и момент их затяжки, а также использовать специальный инструмент.
Стоит понимать, что для каждого двигателя существует свой определенный момент и последовательность затяжки болтов головки. Как правило, порядок работ и усилия крутящего момента указываются в книге по техническому ремонту конкретного автомобиля. Помимо соблюдения моментов и последовательности затяжки, болты необходимо устанавливать с определённым углом (градусом). Поэтому, перед выполнением ремонтных работ, необходимо обязательно ознакомиться с инструкцией по обслуживанию и ремонту конкретного двигателя. Если не соблюдать указанные производителем инструкции и рекомендации, то ДВС быстро выйдет из строя, что повлечет за собой дорогостоящий ремонт мотора.
Необходимый инструмент правильной затяжки головки блока (ГБЦ):
Варианты угломеров
В каталоге AIST представлены стрелочные, электронные и щелчковые динамометрические ключи. В зависимости от размера соединения и необходимого крутящего момента используют ключи с присоединительным квадратом: 1/4, 3/8 и 1/2. Ниже расположена подборка инструмента, подходящего для затягивания головки блока.
Затягиваем ГБЦ динамометрическим ключом
Рассмотрим затяжку болтов головки блока цилиндров для двигателей FORD 1.4/1.6 R4 Duratec 16 клапанов.
Общие рекомендации:
- Необходимо очистить посадочные места болтов от масла или от ОЖ, которые могли попасть в эти резьбовые отверстия;
- Необходимо использовать только новую прокладку;
- Перед установкой новых болтов необходимо смазать их моторным маслом;
- Затяжку производить в строгом порядке, как указано на картинке и только на холодном двигателе.
Как затянуть ГБЦ динамометрическим ключом?
Производить затяжку новых болтов необходимо в порядке, как указано на картинке, и в три этапа:
- На первом этапе болты закручиваются динамометрическим ключом с крутящим моментом 15 Н/м или 1,5 кгс/м;
- На втором подходе болты затягиваются с моментом 30 Н/м или 3,0 кгс/м;
- Третий этап подразумевает доворот болтов ГБЦ на угол 90 градусов с помощью специального угломера.
В машине для большинства резьбовых соединений указаны определенные моменты затяжки, поэтому динамометрический ключ для автомобиля является обязательным инструментом в процессе ремонта. Максимальную точность передачи крутящего момента обеспечивают цифровые динамометрические ключи.
что такое момент затяжки болтов крепления ГБЦ, схема и последовательность
Головка блока цилиндров (ГБЦ) силовых агрегатов транспортных средств предназначена для обеспечения герметизации камеры сгорания. Чтобы выполнить это условие, необходимо правильно затянуть крепежные элементы, для этого следует знать, с каким усилием затягивать головку блока цилиндров. Операцию проводят после «обкатки», которая производится на двигателе нового автомобиля или по окончании восстановительных работ силового агрегата.
Содержание
Открытьполное содержание
[ Скрыть]
Из чего состоит ГБЦ
Практически во всех двигателях конструкция ГБЦ одинакова.
Она в себя включает:
- Корпус изделия, который изготавливают методом точного литья. В нем предусмотрены каналы подачи охлаждающей жидкости и моторной смазки трущимся частям.
- Клапаны во впускном и выпускном каналах.
- Вал распределительный (в некоторых конструкциях их два).
Основным элементом ГБЦ является корпус. Он вместе с прокладкой обеспечивает герметизацию камеры сгорания. В корпусе запрессованы направляющие втулки клапанов, их количество зависит от конструктивных особенностей ГБЦ. Клапаны перемещаются во втулках, обеспечивая подачу топлива и вывод отработанных газов. Для изготовления корпуса головки используют алюминий, она крепится к блоку болтами, производимыми из высококачественной стали.
Головка блока цилиндров
Коэффициент температурного расширения у этих металлов разный, поэтому обеспечить высокую герметичность камеры сгорания возможно только в том случае, когда головка будет затягиваться равномерно по всей плоскости блока цилиндров. Если это условие не выполняется, силовой агрегат может выйти из строя.
О силах, действующих на ГБЦ во время работы мотора
Обеспечить равномерность теплового воздействия на головку в работающем двигателе невозможно. Наиболее сильному нагреву подвергаются места в корпусе, располагающиеся над камерой сгорания, что вызывает напряжение металла на этих участках. Сила давления корпуса из алюминия на прокладку между ГБЦ и блоком цилиндров сильно увеличивается, что может вывести её из строя. Чтобы этого избежать, производится периодическая протяжка болтов крепления ГБЦ.
Силы, действующие на ГБЦ во время завинчивания винтов
Обеспечить высокую герметичность камеры сгорания только установкой головки на блок цилиндров не получается, поэтому между ними стоит прокладка. Она имеет более низкую жесткость, при затяжке болтов прокладка сжимается, тем самым производится уплотнение зазоров. Если завинчивание крепежных винтов производится в произвольном порядке, а момент затяжки болтов ГБЦ на ключе не контролируется, можно получить деформацию корпуса головки или прогорание прокладки.
Следует напомнить, что такое момент затяжки болтов. Под этим подразумевается величина усилия на гаечном ключе, которое обеспечит герметичность соединения головки и блока цилиндров. Момент затяжки болтов и последовательность выполнения работы указываются в инструкции по ремонту и эксплуатации транспортного средства. Эти рекомендации следует выполнять неукоснительно.
В каких случаях необходима затяжка головки цилиндров
Конструкция движков постоянно совершенствуется, срок службы увеличивается, а объем работ по обслуживанию силовых агрегатов уменьшается. Моторы, выпущенные после 2010 года, уже не нуждаются в периодической протяжке болтов крепления головки. Для более ранних моторов проводить такую операцию рекомендуют при каждом очередном ТО. При длительной эксплуатации машины иногда появляются следы протечек моторного масла или охлаждающей жидкости. В таком случае необходимо немедленно подтянуть крепеж ГБЦ, иначе может потребоваться серьезный ремонт мотора. Причинами появления протечек может быть перегрев силового агрегата и несоблюдение порядка затягивания болтов.
Когда усилие затягивания крепежных винтов движка ниже рекомендованных, может произойти прогорание прокладки, которое повлечет за собой демонтаж головки с последующей заменой поврежденной детали. Отмечены случаи, когда ремонтники не соблюдают порядок и момент затяжки ГБЦ, поэтому водители со стажем проводят проверку состояния болтов при пробеге 1 тыс. км после ремонта мотора.
Основные рекомендации
Прежде всего следует отметить, что такая процедура может проводиться после ремонта силового агрегата или с целью проверки величины момента затяжки болтов в процессе эксплуатации мотора. Если ГБЦ была демонтирована, следует внимательно осмотреть болты, а также отверстия в блоке цилиндров для их установки. Винты не должны иметь удлинения или деформации резьбовой части. Отверстия в блоке под болты очищают от остатков моторного масла, жидкости, других посторонних частиц. Если этого не сделать, можно повредить цилиндровый блок, при этом ГБЦ затянуть с требуемым усилием не получится.
Работу следует начинать только после ознакомления с рекомендациями изготовителей автомобиля по эксплуатации и ремонту. Там водитель найдет все необходимые сведения для выполнения работы, в том числе усилия и очередность затягивания болтов.
Важно! Для движков с болтами типа TTY существует запрет на повторное использование, так как они могут оборваться.
Еще одной особенностью использования таких болтов является установка их под определенным углом. Для этого потребуется специальный ключ с индикатором, который покажет градус наклона.
Пользователь Игорь Иванов показывает на видео установку и затяжку ГБЦ.
.Какие ошибки могут возникнуть
К сожалению, водители, самостоятельно выполняющие восстановление силового агрегата, допускают досадные ошибки, которые могут нанести вред блоку цилиндров и рабочему инструменту.
К ним можно отнести следующее:
- оставление моторной смазки или других посторонних частиц в местах установки крепежных изделий;
- завышение величины усилия затягивания болтов;
- применение инструмента, не предназначенного для этой операции;
- несоблюдение очерёдности затягивания ГБЦ;
- использование болтов несоответствующей длины.
Если момент подтягивания крепежных винтов моторе определять «на глазок», чаще всего происходит перетяжка, которая приводит к разрыву болтов. Изношенными гранями ключа можно повредить головку крепежного элемента, после чего завернуть или вывернуть его будет невозможно. Самостоятельно изменённый порядок установки болтов приведет к возникновению перенапряжений в корпусе головки, а это чревато появлением трещин. Они могут быть сквозными, что способствует появлению протечек смазки или охлаждающей жидкости. Появится прорыв газов во впускном или выпускном коллекторе. Начнутся перебои в работе мотора, потеряется его мощность.
Трещина ГБЦ
Если через трещины или прогары жидкость для охлаждения мотора попадёт в систему смазки, произойдет разжижение моторного масла. После этого давление смазки уменьшится, и поступление его к местам трения будет недостаточным, а вкладыши коленчатого вала могут провернуться. Многими документами допускается повторное применение крепежных элементов, но лучше использовать новые изделия. Крепиться ГБЦ к блоку цилиндров должна только качественными винтами.
Порядок и контроль затяжки ГБЦ
При выполнении затяжки следует делать это равномерно, без лишних усилий и спешки.
Перед началом работы нужно приготовить следующие инструменты и расходные материалы:
- динамометрический ключ с насадкой, которая будет соответствовать головке болта;
- небольшое количество моторного или любого другого масла;
- ветошь.
Независимо от конструкции силового агрегата, будь то 402, 406 двигатель или даже G4EE, 4B12, затягиваться ГБЦ будет всегда одинаково. Винты крепления будут расположены параллельно относительно камер сгорания. Инструкция по эксплуатации подскажет, с каким усилием затягивать головку блока цилиндров.
Порядок выполнения работы будет примерно таким:
- Крепежные болты смазывают небольшим количеством масла.
- Устанавливают их на своё место и заворачивают рукой, насколько получится.
- Далее понадобиться специальный динамометрический ключ. С его помощью производят затяжку с усилием, равным примерно 1-2 кгс*м, согласно схеме для данного мотора.
- На следующем этапе усилие доводят до 5-8 кгс*м (при этом следуют рекомендациям производителя автомобиля).
Через небольшой промежуток времени операцию повторяют 1-2 раза, поворачивая болты примерно на четверть оборота. После пробега около 500-1000 км проверяют степень затяжки, но не для всех типов силовых агрегатов. Если применяются пружинные болты, такая операция не потребуется.
Загрузка …Видео «Как пользоваться динамометрическим ключом»
Пользователь Александр Март показывает видео об использовании динамометрического ключа.
Двигатели B4.5 RGT
Двигатели B3.9, B5.9 и B4.5
| ||||||||||||||||
Как протянуть | Ротационная протяжка 101
Что такое ротационная протяжка?
Ротационная протяжка — это процесс получения некруглой формы внутри или снаружи детали.| Видео 1: Ротационная протяжка |
| Видео 2: Внутренняя и внешняя протяжка ротором |
| Видео 3: Вертикальная протяжка (фрезерный станок с ЧПУ) |
Как работает протяжка с вращением?
Ротационная протяжка работает, потому что головка протяжного держателя смещена от центральной линии хвостовика на угол 1 ° (см. Видео 1).Это создает эффект сдвига по краям разрезаемой формы — по существу, в любой момент времени разрезается только часть формы — что значительно снижает давление резания, необходимое для формирования желаемого элемента.Держатель вращающейся протяжки имеет шпиндель, который вращается независимо от остальной части держателя. Таким образом, если вы выполняете протяжку на токарном или винторезном станке, когда протяжной инструмент встречается с вращающейся частью, он начинает вращаться с той же скоростью, что и деталь (см. Видео 2).
Если вы выполняете ротационную протяжку на фрезерном или роторном передаточном станке, вращающийся протяжка и держатель направляются к неподвижной части. В этом случае, когда протяжной инструмент встретится с деталью, он перестанет вращаться (см. Видео 3).
Какие материалы, охлаждающую жидкость и покрытие вы рекомендуете для протяжки?
Somma Tool рекомендует делать протяжки из быстрорежущей стали Forte. Он имеет лучшую рентабельность и устойчив к сколам.Однако для более жестких материалов, таких как нержавеющая или закаленная сталь или экзотические материалы, мы рекомендуем делать протяжку из T15 из-за его лучшей износостойкости по сравнению с Forte.
По возможности протяжку следует производить охлаждающей жидкостью на масляной основе. Это обеспечит большую смазывающую способность процесса протяжки и может продлить срок службы инструмента в 2-3 раза. Если вы не можете использовать масло, допустима высококонцентрированная водорастворимая охлаждающая жидкость. Использование 100% синтетического материала не рекомендуется, так как это приведет к снижению стойкости инструмента.
Для большинства распространенных материалов покрытие TiN помогает при протяжке. TiN также рекомендуется, если вы используете 100% синтетическую охлаждающую жидкость, так как он восполнит часть утраченной смазывающей способности.
TiCN поможет при обработке алюминия, чугуна или латуни. TiAlN рекомендуется для протяжки 1144 или никеля.
Alcrona лучше всего подходит для обработки инконеля, титана и нержавеющей стали, такой как 416 или 17-4.
На каких скоростях и подачах я должен работать?
Подшипники небольших держателей протяжных инструментов (протяжки хвостовика 8 мм) рассчитаны на работу со скоростью до 3400 об / мин. Подшипники на больших держателях протяжного инструмента (протяжки хвостовика ½ ”и ¾”) предназначены для работы со скоростью 800-1200 об / мин.Ниже приведены рекомендуемые диапазоны скорости подачи для обычных шестигранных и квадратных протяжек:
| Поперечно-плоский Размер | Шестнадцатеричный (IPR) | Квадрат (ИПР) |
| 1/8 | .001 / .002 | .001 / .002 |
| 1/4 | .002 / .004 | .002 / .004 |
| 3/8 | .003 / .005 | .003 / .005 |
| 1/2 | .004 / .006 | .003 / .005 |
| 5/8 | .005 / .007 | .004 / .006 |
| 3/4 | .005 / .006 | .004 / .006 |
| 7/8 | .004 / .005 | .002 / .004 |
| 1 « | .002 / .004 | .001 / .003 |
С другой стороны, в более мягких материалах, таких как алюминий, слишком низкая скорость подачи может создать эффект растачивания, если протяжка не сможет должным образом захватить материал. Для этих материалов скорость подачи не должна быть ниже 0,004 IPR.
Как лучше всего центрировать протяжку?
Вы измеряете поперечную точку или внешний диаметр протяжки, которую нужно использовать, и устанавливаете протяжку в держатель.Затем установите держатель в машину. В куске лома просверлите и просверлите отверстие на 0,001 больше, чем ранее измеренный размер в поперечном направлении.
Затем ослабьте два винта с головкой под ключ на держателе так, чтобы корпус отделился от хвостовика примерно на 3/16 дюйма. Вручную заведите протяжную головку в пределах 0,030 от отверстия и вставьте протяжку в отверстие. Продолжайте толкать револьверную головку в направлении отверстия до тех пор, пока протяжная головка не перестанет отделяться от хвостовика.
Наконец, затяните два винта с головкой под ключ, убедившись, что протяжка и шпиндель все еще могут свободно вращаться.Этот метод позволит вам оказаться в центре с точностью до 0,002 биения.
Как подготовить отверстие к протяжке?
Для шестигранных и квадратных протяжек стандарт ANSI допускает удаление 20% плоской поверхности (см. Рисунок ниже) стартовым сверлом. Быстрая формула для расчета начального сверла на основе этого: 1,0066 x A / F для протяжек с шестигранной головкой и 1,0198 x A / F для квадратов.Если вы не связаны какими-либо спецификациями печати, мы рекомендуем просверлить отверстие до контрольной отметки 33%.Это уменьшит силу резания, необходимую для протяжки. Формула для расчета начального сверла на основе этого составляет 1,0184 x A / F для протяжек с шестигранной головкой и 1,0541 x A / F для квадратов.
В начале отверстия также должна быть зенковка под углом 90 °, которая больше, чем поперечная точка или внешний диаметр протяжки. Это абсолютно необходимо. Если на вашем отпечатке нет зенковки, вы можете сделать деталь длиннее и повернуться лицом к зенковке после процесса протяжки.
Вы также можете сделать углубление на дне отверстия — опять же, больше, чем поперечная точка или внешний диаметр.Это необязательно; тем не менее, это поможет стружке выйти из отверстия без необходимости возвращаться для их высверливания после процесса протяжки.
Для внешних форм нет стандартов типа ANSI. Тем не менее, мы рекомендуем повернуть внешний диаметр стержня ниже точки поперечного сечения или до внешнего диаметра неполигональной протяжки. Это снизит необходимое давление резания за счет образования нескольких стружек.
В начале протягиваемого элемента должна быть точка под углом 90 ° ниже внутреннего диаметра элемента.Опять же, это можно исправить позже, если это недопустимо для печати.
Поворот дополнительной выемки меньше внутреннего диаметра на конце протяженного элемента также поможет удалить стружку с заготовки.
Что мне нужно знать о самом протяжном инструменте?
У каждого протяжного инструмента есть несколько общих черт. Во-первых, у каждого протяжного инструмента есть угол уклона. Он отшлифован или отрезан так, чтобы угол наклона держателя был немного больше 1 °, чтобы обеспечить зазор на случай, если станок или инструмент не будут точно по центру.
У каждого протяжного инструмента также есть угол наклона торца. Они создают более острую режущую кромку на торце протяжки и могут отличаться в зависимости от протяжки для разных материалов.
Внутренние протяжки расположены на их хвостовике и удерживаются на месте установочным винтом, зажатым в выемке для свистка. Наружные протяжки расположены на их внешнем фланце и удерживаются на месте крышкой шпинделя и ведущим штифтом.
Есть ли способ выровнять такие элементы, как поперечное отверстие или плоскость, с выступом?
Да, есть.В горизонтальных приложениях вы можете использовать держатель протяжки с приводом для выравнивания элементов. В вертикальных приложениях вы можете установить специальную насадку на невращающуюся часть шпинделя инструмента, как показано в этом видео:Устранение неполадок Типичные проблемы протяжки
Протяжка «растачивает» деталь вместо того, чтобы формировать нужную мне форму.
Зенковка возникает в основном в более мягких материалах, таких как алюминий, где протяжка не может захватить материал и, следовательно, не вращается с той же скоростью, что и материал.Есть несколько способов исправить это.
- Ослабить подшипники в держателе
- Если возможно, вы можете протянуть .005-.010 в детали с остановленным шпинделем, а затем начать вращать заготовку или держатель
- Увеличьте скорость подачи до минимума 0,004 IPR
Форма протяжки «спиралью» по длине реза.
Скручивание вызвано несовпадением протяжки и рабочего шпинделя.В идеальном мире протяжка должна приводиться в движение передним краем отверстия. Однако из-за угла наклона протяжки небольшое пространство может привести к проскальзыванию протяжки, особенно при длинных резках. Есть несколько способов исправить это.
- Если вы считаете, что ваша машина достаточно жесткая, угол наклона можно отшлифовать точно до 1 °, а не чуть больше.
- Вы можете переворачивать шпиндель вперед и назад на протяжении всего пропила — хотя это создаст спираль только в другом направлении, что даст вам более прямое отверстие
- В некоторых тонкостенных приложениях мы обнаружили, что вращение шпинделя в направлении, противоположном просверленному начальному отверстию, предотвращает спиралевание.
- Держатель протяжки с приводом полностью исключает закручивание.
Мой станок недостаточно мощный, чтобы протянуть шпоночную канавку.
Шпоночные пазы шириной более 1/8 дюйма представляют собой одну из самых сложных форм для протяжки из-за того, что большая стружка удаляется без начального отверстия. Если вы не можете предварительно просверлить или фрезеровать шпоночный паз, так что протяжка по существу вынимает только углы, лучший способ протяжки детали — на станке, который можно индексировать.Установите протяжку прямо в цангу в револьверной головке (не в поворотный патрон) и заблокируйте шпиндель станка. Затем «долбите» форму, индексируя шпоночную канавку с шагом 0,05-0,010.
Также следует иметь в виду, что это будет дешевле сделать со стандартной квадратной протяжкой с размером по плоскости, равным ширине шпоночной канавки, чем со специальной протяжкой под шпоночную канавку.
С какой силой тянуть головной блок. Повторная протяжка ГБЦ.Что такое GBC
Затяжка головки блока цилиндров — важная и ответственная процедура. Эта операция производится при реверсивной сборке двигателя после снятия. Правильная затяжка болтов блока цилиндров влияет на исправность и работоспособность силового агрегата, так как головка является частью камеры сгорания. Другими словами, после затяжки GBC представляет собой одно целое число с блоком цилиндров. Между блоком и головкой блока дополнительно устанавливается уплотнительная прокладка.В случае неправильного удлинения головки велика вероятность повреждения самого GBC, болта головки блока и отверстий под болты в болте.
В некоторых случаях утечки появляются на месте установки. Также при неплотной посадке блока блока во время работы может происходить прорыв выхлопных газов в каналы и двигатель, и антифриз в масле перемещается в масло и наоборот. В результате свойства смазочного материала и охлаждающей жидкости изменяются, что позволяет быстро выводить двигатель.Далее мы поговорим о том, какой порядок затяжки болтов GBC необходимо соблюдать, как затягиваются болты ГБЦ динамометрическим ключом, а также какой должна быть мощность головки.
Читайте в этой статье
Затяжка ГБЦ на дизельном и бензиновом моторе
Неважно, какой тип двигателя установлен на конкретном автомобиле (или), головка блока цилиндров современных автомобилей имеет аналогичное устройство. Этот элемент двигателя состоит из корпуса, в котором установлен газораспределительный механизм (распредвалы, впускные и выпускные клапаны).Еще одна особенность GBC — часть камеры сгорания выполнена в головке. В корпусе головки также выполнены специальные каналы, по которым циркулирует моторное масло и системы охлаждения рабочей жидкости.
Правильное прилегание головки к блоку цилиндров обеспечивает герметичность камеры сгорания, каналов каналов охлаждения и смазки, в результате чего силовой агрегат выдает максимальную мощность и крутящий момент, обеспечивает лучшую топливную экономичность и другие важные рабочие характеристики. .В случае неправильной затяжки GBC в корпусе головки могут появиться трещины. Дело в том, что GBC изготовлен из алюминиевых сплавов, а болты головки — стальные.
С учетом того, что двигатели внутреннего сгорания значительно нагреваются во время работы, детали ДВС испытывают температурное расширение. Что касается GBC, алюминиевая головка и стальные болты расширяются по-разному. Получается, что если головка удлинена неправильно, то в ее случае возникает неравномерное напряжение.По этой причине крайне необходимо соблюдать момент затяжки болтов головки блока цилиндров, а также последовательность болтов крепления.
Как правильно затянуть головку блока цилиндров
Начнем с того, что для затяжки GBC необходим динамометрический ключ. Вы также должны подготовить подходящие головки для ключа для ключа и иметь немного чистого моторного масла. Перед тем, как затянуть болты крепления головки, необходимо изучить ремонт и работу конкретного ТК.Эта рекомендация особенно важна, так как сила затяжки болтов на разных моторах разная. У одних двигателей блок цилиндров изготовлен из чугуна, а у других ДВС — легкие блоки из алюминиевых сплавов.
Причем даже на разных моторах одного производителя с алюминиевой головкой и чугунным блоком степень затяжки головки все равно будет отличаться. Также в инструкции также будет указан порядок затяжки болтов крепления.Обращаясь к процессу освещения GBC, следует помнить, что каждое действие выполняется последовательно. Основная цель — равномерно натянуть затяжку. Ниже приведены основные рекомендации.
- При установке головки и последующей затяжке не имеет значения, кладете ли вы собранную деталь или монтируете один корпус.
- На начальном этапе нужно смазать болты крепления моторным маслом. Для этого нужно нанести небольшое количество смазки на резьбу болта.
- Затем болты вставляются в отверстия, которые проделаны в корпусе головки и блоке цилиндров, после чего затягиваются вручную.
- Затем динамометрический ключ должен растянуть болты в определенной последовательности и с крутящим моментом, указанным в руководстве. Обычно подтяжка проводится в несколько подходов. Сначала с небольшим усилием затягиваются болты, после чего дополнительно растягивается еще раз-два.
- Также помните, особенно важно соблюдать не только усилие, но и порядок затяжки болтов.Например, при установке GBC затяжка крепежных болтов производится от центра к краям головки. Такой подход позволяет снизить риск повреждения головки блока и прокладок между БК и ССС.
- Стоит добавить, что после пробега около 1000 км на некоторых автомобилях необходимо дополнительно закрыть болты. Это зависит от определенных конструктивных особенностей того или иного. Если при затяжке использовались так называемые болты крепления пружины, то приставка после установки GBC не требуется.
Распространенные ошибки при затяжке головки
Обратите внимание, что ошибки, допущенные при установке головки блока цилиндров, могут привести к повреждению самой головки и блока цилиндров. Также после начала работы ОИ возможны серьезные неисправности, которые способны быстро вывести двигатель. В некоторых случаях силовой агрегат может пострадать настолько сильно, что потребуется капитальный ремонт или замена такого мотора на контрактном ДВС. В списке различных ошибок, приводящих к нежелательным последствиям, стоит выделить отдельно: болт с болтом для входа в крепежные болты, работа с неподходящими или изношенными насадками к динамометрическому ключу, нарушение линии болта, использование болты, не подходящие по размеру.
Довольно часто отверстие под болт крепления в блоке цилиндров оказывается забитым грязью, ржавчиной и т. Д. Попытки прочистить отверстие не всегда дают положительный результат. В результате затянуть болты с должным усилием может быть очень сложно. По этой причине резьба болтов смазывается маслом. Запрещается заливать масло в само отверстие для улучшения смазки. Такие действия могут привести к тому, что резьба хорошо разрушится после закручивания болта. В такой ситуации блок цилиндров нужно будет отремонтировать или даже поменять.
Кроме того, попытка затянуть GBC без использования динамометрического ключа также может привести к проблемам. В этом случае часто бывает превышение момента затяжки. Последствия могут быть самые разные, но часто ломаются болты крепления головки, после чего возникает необходимость повторно разобрать двигатель для удаления осколков и ремонта блока цилиндров.
Стяжные болты GBC обычно имеют головку под шестигранник, реже выполняются в форме квадрата. Если форсунка окажется изношенной, то при затяжке есть опасность проворачивания.В результате края головки болта «облизываются». В такой ситуации поврежденный крепеж сложно открутить или открутить для замены. Что касается подбора болтов, необходимо дополнительно учесть некоторые особенности. Во многих руководствах по ремонту можно найти информацию о том, что болты можно использовать повторно. Как показывает практика, оптимально менять элементы крепления на новые после каждого снятия GBC.
Дело в том, что после затяжки болт немного удлиняется, то есть вытаскивается.По этой причине следует обратить внимание на максимально допустимую длину болта, которая должна быть прописана в инструкции по эксплуатации. Если новых болтов нет, то перед установкой необходимо замерить имеющийся крепеж. В том случае, когда болт оказывается немного длиннее по сравнению с ПДК, то он фокусируется на дно отверстия в блоке цилиндров. Результатом становится либо поломка болта, либо раскол самого блока цилиндров.
Нарушение рекомендаций по ремонту бетон двигателя. Порядок затяжки болтов крепления вызывает чрезмерное перенапряжение в корпусе ГБЦ. Алюминиевые сплавы, из которых изготавливается материал, не приспособлены к таким нагрузкам. Результатом становится появление трещин на корпусе головы. Через трещины небольшого размера происходит утечка газов, то есть нарушается герметичность камеры сгорания. Двигатель в этом случае теряет мощность, наблюдается повышенный расход топлива.Если трещины затронули каналы смазочного материала или системы охлаждения, то в камеру сгорания может попасть масло или антифриз, а также возникнут внешние утечки.
Напоследок добавим, что не исключен и ввод рабочих жидкостей из одной системы в другую (например, Тосол попадает в масляные каналы). Неисправности такого рода довольно серьезны, так как нарушения нормальной работы систем смазки или охлаждения приводят к перегреву двигателя, ускоренному износу трущихся деталей, заклиниванию двигателя и т. Д.
Читайте также
Как самостоятельно определить, что сгорела прокладка ГБЦ. Рекомендации по поломке GBC после замены. Какую прокладку лучше выбрать.
Головка блока цилиндров (ГБЦ) обеспечивает герметизацию камеры сгорания, а также является основой газораспределительного механизма.Во время работы на ССС влияние высокой температуры, сильной вибрации и других факторов. При неправильной затяжке болтов ГБЦ возможна потеря герметичности камеры сгорания, тушение прокладки или растрескивание корпуса этой детали.
Какие силы действуют на GBC при работе мотора
Любой моторный режим приводит к неравномерному нагреву головы. Области, расположенные над камерами сгорания, нагреваются намного сильнее, чем остальная часть тела, поэтому возникает тепловое напряжение.Чем выше обороты двигателя или наибольшая нагрузка на него, тем больше разница в нагреве различных участков этой детали. В некоторых областях температурное расширение алюминия, из которого изготовлен корпус этой детали, настолько велико, что увеличивается давление на прокладку между головкой и блоком цилиндров. Поэтому через определенный промежуток времени необходимо повторить момент затяжки саморезов, иначе вероятность прокладки больше.
Какие силы действуют на GBC во время винта
Прокладка, которая устанавливается между блоком цилиндров и GBC, имеет определенную толщину, которая уменьшается во время затяжки.Несмотря на общую жесткость, алюминиевый корпус этой детали при затяжке деформируется на тысячи миллиметров, поэтому проводить ее необходимо от центра к краям. В этом случае можно компенсировать изгиб его поверхности (подошвы). Когда головка лежит на блоке цилиндров, давление на каждой части ее подошвы одинаковое. По мере раскрутки давление в местах установки болтов (шурупов) увеличивается, что приводит к V-образной деформации подошвы. Чтобы этого не произошло, необходимо строго соблюдать последовательность действий.Если порядок затяжки нарушен или сила (момент) не соответствует мотору, увеличивается вероятность ремонта прокладки двигателя и двигателя.
Правильный порядок затяжки
Независимо от типа двигателя процедура затяжки GBC всегда одинакова. Любая голова задерживается двумя рядами винтов, идущих параллельно камерам сгорания. Порядок отверстий — от первого до последнего цилиндра, справа и слева относительно первого цилиндра, в ряду. Вот правильный порядок завинчивания:
Некоторые мастера предпочитают другой порядок.Сначала затягиваются 2 центральных болта (момент такой же, как описано выше), затем винты слева и справа в одном ряду, затем еще и в другом ряду. Затем продолжайте закручивать оставшиеся болты в том же порядке. А другой порядок закручивания головы такой же по эффективности, поэтому каждый выбирает то, что ему нравится лично. Главное — обеспечить правильное усилие при затяжке. Поворачивая все болты GBC, они начинают задерживаться в том же порядке. Момент должен быть 3-4 кгс.м. Затем, соблюдая тот же порядок, еще раз подтянуть с усилием 7-8 кгс.м. Максимальный момент зависит от марки и модели автомобиля, поэтому перед началом работ необходимо внимательно прочитать инструкцию по ремонту вашего автомобиля. В противном случае велик риск повреждения головки или блока цилиндров.
На некоторых автомобилях можно повторно использовать болты GBC, убедившись, что их длина соответствует рекомендуемым значениям. На других машинах желательно каждый раз использовать новые детали.
Для правильной затяжки используйте динамометрический ключ
Если длина шурупа больше, чем необходимо, он будет тянуться ко дну колодца.Попытка его затянуть приведет к тому, что головка болта отломится или он выдавит резьбу в колодце. В любом случае придется разбирать мотор, менять прокладку и, скорее всего, восстанавливать колодец. Это будет стоить намного дороже, чем новый набор саморезов.
Через 300-700 км пробега (в зависимости от типа и модели двигателя) необходима протяжка GBC. Во время этого пробега высокие температуры и вибрация привели к сжатию прокладки, поэтому необходимо снова затянуть болты.Обычно достаточно 1-2 раза повернуть каждый болт на 90 градусов, ориентируясь на показания динамометрического ключа, чтобы не превысить момент. Порядок затяжки такой же, как и раньше.
Выход
Теперь вы знаете, как затягивается ГБЦ и какие ошибки допускаются при этой операции. Поможет в самостоятельном ремонте и обслуживании вашего автомобиля.
Головка блока цилиндров (ГБЦ) — один из важнейших узлов. автомобильный двигатель. От того, как он установлен и налажен, зависит работа мотора, его стабильность, надежность и эффективность.
В нашей статье мы расскажем, как быстро и без особых затрат самостоятельно установить головку блока цилиндров на автомобили семейства ВАЗ.
Первое условие правильной и надежной установки GBC — чистота. посадка. Тщательно очистите плоскость блока, на котором установлен GBC. Очистка проводится сначала острым предметом, а затем специальными средствами для чистки автомобилей, которые помогут удалить остатки сурьмы, масла.
Обратите особое внимание на отверстия, в которые вкручиваются шпильки.В них попадает вода, мусор. А потом, когда GBC притягивается стилетом к блоку, они могут образовывать микротрещины в блоке цилиндров из-за того, что при вкручивании шпилек образуется избыточное давление. Когда мотор нагревается через эти микротрещины, выделяются газы, газы пробуют прокладку между GBC и блоком, а вода из системы охлаждения уйдет в масло. Капитальный ремонт Двигатель предусмотрен! И это в лучшем случае. Поэтому рекомендуется перед закручиванием шпилек тщательно проверить отверстия и обязательно залезть в них, взяв чистую тряпку и с помощью отвертки докопавшись до дна.
Когда место для головки блока цилиндров очищено, приступайте к установке. Установка GBC начинается с правильной установки прокладок, которая находится между GBC и блоком цилиндров.
Отверстия в блоке должны четко совпадать с отверстиями для укладки, только в этом случае его установка считается правильной.
А головку блока цилиндров нужно хорошо очистить от нагара, грязи, масла, тоосола. Если есть подозрения, что GBC был перегрет или иное обнажение, приведшее к деформации, то его проверяют на специальном приборе, а затем при необходимости полируют.
При установке GBC бывает, что прокладка «двигается», так что следите за ней.
Джи-би-си считается установленной на место, когда она «встала» на направляющие, а шланги, провода не мешают. После этого приступайте к процедуре завинчивания. Чтобы не перепутать болты, их нужно заранее промаркировать. Внутренние болты смазаны маслом, поэтому их сложно спутать с наружными, это будет своего рода бирка.
Если у вас нет пневматического или электроинструмента, вы можете прикрутить болты GBC к старому доброму молотку.
Болты только запугивают болты, но окончательно не затягивают, есть специальный динамометрический ключ. Только с его помощью будет отслеживаться нужный момент затяжки, рекомендованный производителем.
Второй момент затяжки не должен превышать 8 кг. Порядок затяжки остается неизменным, от центра к краям, попарно. После того, как болты затянуты на 8 кг, выполняем две растяжки, обе по 90 °. Сначала продеваем болты первый раз, повернув ключ динамометра на 90 °, затем второй раз.
После окончательной затяжки головка блока цилиндров считается установленной механически, но еще не работающей. Чтобы он оказался рабочим, необходимо подключить все «перфири», т.е. шланги, насадки и тд. Рекомендуется сразу к нему вернуться, подключить провод датчика температуры и выставить метку тайминга.
После приступить к установке клапанных стекол. Перед установкой их обязательно очищают от грязи и смазывают.Чистые и размытые очки должны легко встать на место.
Чтобы не путать последовательность посадки стаканов, снимая их, их ставят в определенном порядке. После установки стекол обязательно смазать «ложе», на которое потом упадет распредвал.
Что-то полезное для вас:
Смазанный и чистый распредвал устанавливается на место. Можно сразу сальником исправить. Опытные слесари для того, чтобы упростить процесс установки меток распредвала, иногда все же используют метод Дедовского.Во время установки распредвала на вас должны смотреть первая и третья шейка распредвала.
Затем устанавливаем крышку распредвала. Смажьте места, где распредвал будет лежать (ложа), и не забывайте об одном нюансе. По торцам нужно удалить старый герметик, а поставить новый, тогда в нем будет хорошо держаться масло.
Установив вторую часть крышки, повторите процесс. Теперь ловлюсь на гайках, и не забываю про шайбы, которые должны быть под каждой гайкой.
Момент затяжки крышек распределительных валов не должен превышать трех килограммов. Опытные ремонтники со временем могут произвести процесс затяжки без ключа динамометра. Затем помещается жестяная защитная крышка.
Затем ставим шестерню распредвала, но перед этим убедитесь, что вы не забыли надеть распредвал, удерживающий шестерню от прокрутки.
Болтом надежно зафиксируйте шестерню на своем месте. Обязательно убедитесь, что метки на шестерне и CFC совпадают.
Затем перекидываем ремень ГРМ, но рекомендуется поставить натяжной ролик. Установите перед роликом специальную шайбу. Не стоит забывать, что видео не стоит затягивать до «безумия», надо свободно тупить на штанге.
При одевании ремня ГРМ не забывайте проверять совпадение меток на шестерне распредвала и на валу коленчатого вала. Когда ремень ГРМ одет, закручивая натяжной ролик добиваемся желаемого натяжения ремня.
После натяжения до нужного показателя (ремень поворачивается вокруг своей оси на 90 °) плавно затягиваем контргайку.
Следующий триблер, который нужно правильно установить в пазы. Это необходимо, чтобы после установки траверсы в пазы соблюдалось соосность валов. Между резиной и ГБЦ монтируем бензонасос, не забывая смазать его герметиком. Чтобы шток не упирался в распредвал, его нужно выжать отверткой.Корпус шестигранника привода АЗС перетянут.
Прижимая корпус слегка шестигранником, пугаю гайки и притягиваю равномерно. Тогда уже закручиваем «серьезно» шестиугольник. Устанавливаем наконец резину, которую только что опробовали. Не забудьте про герметик, который исключит подтекание масла. Не забываем про планку, на которой находится угол опережения зажигания, ведь после пуска мотора может потребоваться регулировка траверсы.Еще раз проверяем соединение проводов и труб, которые забыли, подключаем.
Последние штрихи — установка клапанной крышки и кожаного ремня ГРМ. После окончания всех работ и проверок не забудьте прикрутить тросик дроссельной заслонки. GBC установлен и готов к работе.
Видео: Установка ГБЦ ВАЗ. Пошаговая инструкция
Печать
Затяжка головки блока цилиндров необходима при сборке двигателя внутреннего сгорания после снятия GBC.Если головка была удлинена неправильно, качество работы ухудшается, так как головка попадает в систему камеры сгорания. После затяжки болтов цилиндров получается единая система с блоком цилиндров. При установке GBC не следует забывать о уплотнительной прокладке, которая монтируется между головкой и самим агрегатом. Если протяжка GBC сопровождалась ошибками, велика вероятность повреждения уплотнительной прокладки, болтов цилиндра, а также отверстий под них.
Иногда возникают течи на месте уплотнительной прокладки, кроме того, если головка блока цилиндров не была затянута до конца, возможен прорыв газовых смесей в систему охлаждения ДВС.Также существует возможность проникновения охлаждающей жидкости в масло. В результате теряются свойства антифриза и масла, что приводит к поломке двигателя внутреннего сгорания. По этой причине процедура вытягивания GBC должна быть известна с использованием динамометрического ключа, а также должна быть известна и уметь правильно рассчитывать мощность в момент затяжки GBC.
Как происходит затяжка GBC в DVS
Независимо от того, какой двигатель внутреннего сгорания используется в автомобиле, дизельный или бензиновый, устройство блока цилиндров и порядок затяжки одинаковы.В двигателе внутреннего сгорания смонтирован механизм MRM, который состоит из клапанов и распределительных валов. Отличительной особенностью головки блока цилиндров является то, что она содержит часть камеры сгорания. В крышке ЦИП смонтированы специальные каналы, по которым проходит охлаждающая жидкость и моторное масло.
Если была соблюдена процедура вытягивания ГБЦ, то обеспечивается полная герметизация камеры сгорания и всех ее каналов. В результате двигатель внутреннего сгорания работает на полную мощность, тем самым экономя бензин.Если разборка GBC производилась с неправильным усилием затяжки, есть риск появления трещин на самой головке. Объясняется это тем, что головка болта изготовлена из алюминиевых сплавов, сами болты — из стали.
С учетом того, что двигатель при работе сильно нагревается, его детали под действием высоких температур увеличиваются в размерах. Не забывайте, что сталь и алюминий будут расширяться в разной степени. По этой причине, если порядок разборки был нарушен, во время работы ДВС создается неравномерное напряжение.Это объясняет необходимость уметь правильно растягивать GBC.
Как правильно заменить головку блока цилиндров
Для снятия GBC требуется динамометрический ключ. Кроме того, должны быть специальные насадки для инструмента и небольшое количество моторного масла. Перед снятием головки блока цилиндров настоятельно рекомендуется ознакомиться с инструкцией по ремонту и эксплуатации конкретного транспортного средства. Эта необходимость объясняется тем, что степень усилия затяжки на разных двигателях имеет разное значение.Некоторые блоки цилиндров изготовлены из алюминия, в некоторых двигателях внутреннего сгорания полностью из чугуна.
Степень усилия затяжки может отличаться даже для двигателей внутреннего сгорания от одного производителя. Пособие также содержит информацию о процедуре ужесточения GBC. Прежде чем дойти до головки блока цилиндров, следует запомнить последовательность каждого шага.
Главное при ужесточении GBC — помнить, что процесс должен быть равномерным.Есть несколько рекомендаций, которые помогут построить GBC без ошибок.
- В процессе установки и последующей затяжки разницы нет, в установке участвует корпус или одна деталь.
- Перед заменой GBC необходимо обработать болты в области нарезки маслом.
- Затем болты вставляются поочередно и закручиваются в отверстия.
- Затем с помощью динамометрического ключа по схеме затяжки цилиндра растягивают крепежные элементы.Вначале их скручивают с небольшим усилием, после этого снова затягивают 1 раз.
- Важным моментом является не только усилие, которое прилагается во время затяжки. Алгоритм установки также играет большую роль. При затяжке болта крепления ГБЦ протяжка осуществляется, как правило, от центра или крест-накрест на крестовине. Такой алгоритм действий снижает риск повреждения GBC и уплотнительной прокладки.
- Некоторые внутренние горючие болты уже затянуты, болты после 500-1500 километров пробега необходимо вытащить снова.
Эти особенности объяснены в конструкции двигателя. В тех случаях, когда во время протяжки задействованы пружинные болты, дополнительная растяжка не требуется.
Наиболее частые ошибки
Ошибки и просчеты, которые будут описаны ниже, приводят к серьезным повреждениям уплотнительной прокладки и других элементов двигателя. Также после затяжки могут возникнуть проблемы с двигателем, которые в будущем могут привести к выходу двигателя из строя. Однако это возможно в исключительных случаях.
- Болты слишком сильно затянуты.
- При затяжке масло проникало в отверстия крепежных элементов.
- Никакие таблицы для динамометрического ключа не использовались.
- Ошибочно выбрана неправильная длина болтов.
- Нарушен порядок протяжки болтов.
Часто отверстие для крепления цилиндров может быть загрязнено или покрыто ржавчиной. Не всегда удается избавиться от нежелательного загрязнения, которое впоследствии может помешать GBC вытащить с необходимыми усилиями.Именно для этого рекомендуется обрабатывать резьбу маслом, но нельзя допускать попадания масла в само отверстие. Этот процесс может привести к разрушению колодца после закручивания болта. Из-за этого весь блок цилиндров придется отдать в ремонт или даже заменить.
Для внесения дополнительных проблем может попытаться растянуть блок цилиндров без использования динамометрического ключа. Объясняется это тем, что без этого инструмента правильно рассчитать момент затяжки довольно сложно.Последствия бывают разные, но в большинстве случаев ломаются болты GBC, в результате приходится снимать GBC еще раз, чтобы убрать мусор и восстановить работу блока цилиндров.
Болты для протяжки GBC, как правило, с головкой под шестигранник. Значительно реже у них голова квадратной формы. Если уплотнительная насадка изношена, при затяжке болтов ее можно проверить. Таким образом, грани болта будут «заедать». В описанной выше ситуации удаление болтов обратно должно быть особенно аккуратным.Этот процесс может быть очень осложнен «облизыванием». В руководстве по ремонту ДВС указано, что болты разрешены повторно. Но практика показала обратное. Настоятельно рекомендуется менять элементы крепления при каждом снятии головки блока цилиндров.
Объясняется это тем, что после затяжки элементов крепления они немного растягиваются и увеличиваются в длине. По этой причине необходимо проверить допустимую длину болта, информацию можно найти в инструкции ТС.Если правило было превышено, болт будет упираться в дно отверстия, тем самым сломается либо сам крепежный элемент, либо блок цилиндров.
Если рекомендованный порядок затяжки крепежных элементов не соблюден, система создает перенапряжение, к которому не адаптирована алюминиевая головка блока цилиндров. Таким образом, герметичность системы сгорания и двигатель теряет мощность, расход топлива тоже увеличивается. В той ситуации, когда повреждение касается системы охлаждения или смазки, рабочая жидкость может попасть в камеру сгорания, и это может привести к отказу двигателя.
Не стоит исключать вероятность попадания масла в систему охлаждения или обратную ситуацию. Эта неисправность требует немедленного внимания, поскольку может привести к перегреву ДВС, что ускорит износ деталей и приведет к стыку мотора.
Соблюдать алгоритм выдергивания GBC следует в целях защиты блока цилиндров от мокроты, что объясняется утечкой моторного масла.
Если возникнут вопросы — оставляйте их в комментариях под статьей.Мы или наши посетители с радостью им ответим
Ремонт GBC нельзя назвать простой процедурой, для которой необходимы определенные навыки и некоторый опыт. Для ремонта понадобятся специальные инструменты. Как правило, во время этих работ меняют и регулируют прокладку: в нашем случае ВАЗ 2109. Чтобы регулировка была произведена правильно, нужно неуклонно следовать инструкции. При грамотном подходе вы смело проведете корректировку, добившись желаемого результата.
Основная масса современных автомобилей не нуждается в подвеске головок болтов, а на ВАЗ 2109 она нужна как минимум для проезда.
Если в тех местах соприкосновения блока с цилиндрами начинает скапливаться влага, то это верный признак того, что требуется срочная болтовая подвеска. Влага в вышеперечисленных местах — признак утечки смазки. Основными причинами затяжки болтов являются:
[Скрыть]
Регулировка момента затяжки болтов
Чтобы все выполнить правильно и избежать ошибок, необходимо строго придерживаться определенных правил и соблюдать порядок выполнения.
Подвешивание должно осуществляться только специальным динамометрическим ключом, позволяющим контролировать момент подтяжек.
Сначала динамометрическим ключом ставим держатель на ноль. Это означает, что данные устройства равны моменту начальной позиции. Затем вам нужно смотреть на индикатор инструмента, когда вы запускаете застежку. Поворачивая держатель, следите за индикаторами. Если момент не изменился, значит, крепеж может растянуться, и это нормально и должно быть.Если момент увеличился быстро, необходимо добиться движения болта. Это говорит о небольшом растяжении держателя. Итак, вам нужна стабилизация.
В процессе эксплуатации автомобиля болты, которые крепятся с цилиндрами, все время испытывают различные воздействия. Постоянно происходит их нагрев и охлаждение, что со временем приводит к разрушению конструкции крепежа.
Для всех силовых агрегатов существуют определенные правила, которых необходимо придерживаться при работе:
Наиболее важные данные по регулировке находятся в аннотациях к каждому конкретному автомобилю.В результате необходимо внимательно изучить и придерживаться того, что в нем написано. В процессе эксплуатации транспортного средства нужно неукоснительно соблюдать все требования производителя и систематически проводить диагностику автомобиля. Правильная и налаженная работа силового агрегата ВАЗ 2109, избавляет от необходимости регулировать головки держателей блоков цилиндров.
Поскольку, головка узла не из легких, то проводить ремонтные работы нужно только с абсолютной уверенностью в своих действиях.Строго соблюдая порядок выполнения работ. В случае обнаружения отклонения в работе мотора немедленно проведите по нему пальцем. Это позволит избежать более дорогостоящих ремонтных работ.
Необходимые инструменты
- Динамометрический ключ;
- болтовня или правитель.
Схема затяжки
Схема затяжки GBC такая же, как на традиционных моделях, и начинается с центра. Требуется четыре приема.
- момент затяжки 2.0 кгс / м
- момент затяжки 7,5 — 8,5 кгс / м
- доводим до 90 градусов.
- перерезать 90 градусов.
Для большей ясности мы опишем детали этого процесса:
- Используя динамометрический ключ, затяните болты в последовательности, указанной на рисунке, до 2,0 кг / см.
- Затем проходим второй круг и доходим до 8 кгс * м.
- Затем поверните на 90 градусов.
- Проходим по второму кругу, обманывая еще 90 градусов.
Внимание! На агрегатах с усилием 16 кл. Болты можно использовать повторно, но если их длина не более 95 миллиметров.
Иначе меняется. Длина измеряется шайбой. Не пытайтесь заменить динамометрический ключ другим устройством, иначе последствия могут быть непредсказуемыми.
секретов протяжки с ЧПУ на фрезерных и токарных станках [Шпоночные пазы и инструменты]
Мы уже писали о протяжных инструментах с ЧПУ и раньше. Это обычная операция для вырезания шпоночных пазов и тому подобное, и ее, безусловно, можно автоматизировать с помощью ЧПУ.
Вот гнездо из монеля, которое потребовало протяжки насквозь винтовая резьба:
Этот Монель может быть неприятным!
Как мы все знаем, этот Монель может быть неприятным. Вот инструмент от CNCBroachTools, который справился с этой задачей:
Протяжные инструменты с ЧПУ…
Это сменный инструмент и протяжные вставки, которые легко заменить. Вот как выглядит типичная операция протяжки на станке с ЧПУ:
Я подумываю добавить каналы и скорости для такого рода инструментов в G-Wizard Calculator и, возможно, Conversational Wizard для генерации g-кода в G-Wizard Editor.Дайте мне знать в комментариях, если вам будут интересны такие вещи.
Протяжка с ЧПУтаким образом может выполняться на фрезерном или токарном станке. Вот протяжка на токарном станке:
Протяжка с ЧПУ на токарном станке…
Постскриптум: Может ли протяжка с ЧПУ повредить подшипники шпинделя?Я хочу немного резюмировать проблему протяжки и подшипников шпинделя. В разных местах этой Священной Войны нет конца нити, идущей туда и обратно. Вот несколько примеров для тех, кому интересно:
http: // www.Practicalmachinist.com/vb/cnc-machining/shaping-internal-splines-mill-good-bad-237265/
http://www.practicalmachinist.com/vb/cnc-machining/broaching-cnc-mill-120688/
http://www.cnczone.com/forums/haas-mills/122046-locking-spindle-use-linear-broach.html
http://www.cnczone.com/forums/machine-problems-solutions-wireless-dnc-serial-port/31233-feed-g01-spindle.html
На эти вечеринки приходит много людей из двух лагерей:
— Мы занимаемся этим годами, и он отлично работает.Вот хорошая цитата в этом отношении:
«Забудьте о подшипниках, все зависит от ширины и глубины резания. Если резцы острые и сужают ось z на машине без противовеса, возможно, она делает немного больше, чем позволяет гравитации резать! Острый резак шириной 1/8 дюйма в шпинделе мостового порта легко займет тысячу за проход с минимальным давлением на ручку пиноли. Как меньше, чем сверление с давлением сверла 3/8 дюйма.
Да, статические нагрузки на подшипники значительно меньше динамических, но даже для прецизионных подшипников шпинделя на станке с конусом 40 статическая нагрузка находится в диапазоне тонн.Помните, что формование — это деликатная обработка одной кромкой, а не метод резки с протяжкой 50 тонн ».
— Вы никогда не должны этого делать. Подшипники шпинделя легко повредить, если они не вращаются. Вы получите ложный Бринеллинг, мой мастер по ремонту XYZ сказал нам никогда этого не делать и т. Д. И т. Д.
Вам нужно решить, в какую категорию вы попадаете. Некоторые вещи, которые следует учитывать, если вы хотите быть в большей безопасности:
— Использование такого процесса на токарном станке кажется гораздо более приемлемым. Вы всегда можете выполнить протяжку исключительно на токарном станке с ЧПУ.
— Основная проблема заключается в том, что это делается при заблокированном шпинделе фрезерного станка. Доступны инструменты, которые позволяют шпинделю вращаться со скоростью около 50 об / мин, поэтому нагрузка распределяется и ложный Бринеллинг устраняется. Вот пример от Benz под названием LinS Linear Broaching Tool:
В LinS используется знакомое расположение стопорных штифтов, которое мы видим на резьбонарезных головках, угловых головках, ускорителях шпинделя и т.п. Есть также те, кто говорит о прижимании протяжки к шпинделю, чтобы к подшипникам вообще не прикладывалась сила.Сложность состоит в том, что вы теряете возможность менять инструмент, если не происходит чего-то умного.
Лично я, если бы я собирался сделать это только немного, возможно, для одной или случайной работы, я бы просто продолжил и сохранял глубину резания. Как сказано в цитате, мы не говорим о таком большом давлении. Если бы я собирался делать это часто, такой инструмент, как LinS, вероятно, был бы намного дешевле, чем новые подшипники шпинделя.
И имейте в виду, что хотя силы не так уж и плохи, когда все работает хорошо, если вы сломаете протяжку, они будут намного выше.
Жестко закрепите протяжной инструмент
Вы также можете жестко закрепить протяжной инструмент на головке и изолировать его от подшипников шпинделя, чтобы полностью избежать подобных проблем:
Присоединяйтесь к более чем 100 000 ЧПУ! Получайте наши последние сообщения в блоге, которые доставляются прямо на ваш почтовый ящик один раз в неделю бесплатно. Кроме того, мы предоставим вам доступ к отличным справочным материалам по ЧПУ, включая:
подробное описание и важные нюансы
Всего было произведеноавтомобилей ВАЗ семейства 2112.Эти двигатели имеют разные впускные каналы на головке блока цилиндров. По идее других отличий нет. И поэтому будет то же самое, если говорить о любом 16-клапанном двигателе внутреннего сгорания. Затяжка выполняется в три этапа, хотя в ремонтных книжках указан другой вариант (это для 8-клапанных клапанов).
Деталь с названием ГБЦ крепится к блоку цилиндров 10 винтами. Они отключаются торцевым ключом на «10». представлен на первом фото.
Последовательность ослабления (1-10)
Стандартная длина винта — 9 3 мм. Если винт вытянулся минимум на 95 мм, его заменяют новым (требование АвтоВАЗа).
При установке используется другая схема (фото 2). Каждый винт смазывается машинным маслом, иначе усилия сведутся к нулю.
Порядок затяжки головки указан на этом фото.
Момент затяжки болтов крышки головки блока цилиндров
Для ВАЗ-2112 момент затяжки ГБЦ нормированный:
- Первый проход — усилие 20 Н * м;
- Каждый винт повернут на 90 градусов вправо;
- Подождите 20 минут, затем поверните винты еще на 90 градусов.
Сначала усилия очень маленькие. Но на «шаге 3» будет сложно выполнить работу. Используйте рычаг.
Зачем нужны направляющие втулки
Перед установкой ГБЦ выполните следующие действия: прочистите резьбовые отверстия, а также все отверстия для втулок (фото 1). , и только потом.
Все готово к установке ГБЦ
Металлические детали, прилегающие к прокладке, необходимо обезжирить.Мы рассмотрели схему затяжки ГБЦ, но сама ГБЦ должна быть установлена правильно:
- Ставим ГБЦ на блок цилиндров;
- Перемещая деталь в разные стороны, следим за тем, чтобы втулки вошли в пазы.
После «шага 2» винты можно затягивать.
Герметик
При установке прокладок не используются герметики! Твердое масло, CIATIM и другие смазочные материалы тем более не нужны.Главное, металл необходимо обезжирить. А.
Крышка ГБЦ и порядок затяжки ее болтов
Металлическая крышка, установленная на головке блока цилиндров, не должна пропускать воздух. В местах соприкосновения с другими частями также необходимо сохранять герметичность. Поэтому на край крышки наносится герметик. Пример показан на фото.
Крышка ГБЦ перед установкой
Здесь необходимо применить материалы: Loctite-574, ANACROL и др.Винты на крышке затягиваются ключом на «8».
Винты можно выкручивать в любом порядке. Их количество — 15 или 14. При установке лучше придерживаться указанной ниже последовательности.
Порядок затяжки колпачка обозначен цифрами и стрелками.
Обычно винты заменять не нужно — нагрузка слишком мала. Желаем успехов.
Типичные заблуждения
Если болты затянуты слишком далеко, они затягиваются в четыре этапа.На «шаге 2» момент затяжки будет 70-85 Н * м. Все это распространенные заблуждения, не относящиеся к 16-клапанным двигателям внутреннего сгорания.
Все действия в одном видео: замена прокладки ГБЦ
Головка блока цилиндров (головка блока цилиндров) является одним из важнейших компонентов автомобильного двигателя … От того, как она установлена и отрегулирована, зависит работа двигателя, его стабильность, надежность и эффективность.
В нашей статье мы расскажем, как быстро и без особых затрат самостоятельно установить ГБЦ на автомобили семейства ВАЗ.
Первое условие — правильная и надежная установка ГБЦ — это чистота седла … Тщательно очистите плоскость блока, на котором находится ГБЦ. Очистка проводится сначала острым предметом, а затем специальными средствами для чистки автомобилей, которые помогут удалить остатки антифриза и масла.
Обратите особое внимание на отверстия, в которые вкручиваются шпильки. В них попадает масло, вода, мусор. А потом, когда головка блока цилиндров притягивается шпильками к блоку, они могут образовывать микротрещины в блоке цилиндров из-за того, что при вкручивании шпилек образуется избыточное давление.Когда двигатель нагревается, он будет проталкивать газы через эти микротрещины, газы прорвутся сквозь прокладку между ГБЦ и блоком, а вода из системы охлаждения уйдет в масло. Капитальный ремонт двигателя гарантирован! И это в лучшем случае. Поэтому рекомендуется перед вкручиванием шпилек внимательно проверить отверстия и обязательно намочить их, взяв чистую тряпку и с помощью отвертки докопавшись до самого дна.
Когда место для ГБЦ очищено, приступайте к установке.Сборка головки блока цилиндров начинается с правильной установки прокладки, которая находится между головкой блока цилиндров и блоком цилиндров.
Отверстия в блоке должны четко совпадать с отверстиями в прокладке, только в этом случае его установка считается правильной.
А ГБЦ нужно хорошо очистить от нагара, грязи, масла, антифриза. Если есть подозрение, что ГБЦ подверглась перегреву или любому другому воздействию, приведшему к деформации, то ее проверяют на специальном приспособлении, а затем при необходимости полируют.
При установке ГБЦ на место бывает, что прокладка «выскальзывает», так что следите за ней.
Головка блока цилиндров считается установленной на место, когда она «сидит» на направляющих, а шланги и провода ей не мешают. После этого приступайте к процедуре завинчивания. Чтобы не перепутать болты, их нужно заранее пометить. Внутренние болты смазаны маслом, поэтому их сложно спутать с внешними, это будет своего рода отметина.
Если у вас нет пневматического или электроинструмента, вы можете завинтить болты крепления головки блока цилиндров с помощью старой хорошей скобы.
Болты используются только с закруткой, но они не полностью затянуты, для этого есть специальный динамометрический ключ. Только с его помощью можно проверить правильный момент затяжки, рекомендуемый производителем.
Второй момент затяжки не должен превышать 8 кг. Порядок затяжки остается неизменным, от центра к краю, попарно.После того, как болты затянуты до 8 кг, выполняем два дополнительных поворота, каждый на 90 °. Сначала продеваем болты первый раз, поворачивая динамометрический ключ на 90 °, затем второй раз.
После окончательной затяжки головка блока цилиндров считается установленной механически, но еще не в рабочем состоянии. Чтобы он заработал, необходимо подключить всю «периферию», т.е. шланги, трубы и прочее. Рекомендуется сразу, чтобы не возвращаться к этому позже, подключить провод датчика температуры и выставить временную метку.
После приступим к установке клапанных чашек. Перед установкой их необходимо очистить от грязи и смазать. Чистые и промасленные стаканы должны легко вставляться на место.
Чтобы не путать последовательность установки очков, при снятии их ставят в определенном порядке. После установки стекол обязательно смажьте «постель», на которой потом будет лежать распредвал.
Еще кое-что вам пригодится:
Заменен смазанный и очищенный распредвал.Его можно зафиксировать непосредственно сальником. Опытные слесари, чтобы упростить процесс маркировки распредвала, иногда все же применяют старинный метод. При установке распредвала первая и третья шейки распредвала должны быть обращены к вам.
Затем устанавливаем крышку распределительного вала. Смажьте места, где будет лежать распредвал (постель), и не забывайте об одном нюансе. По торцам нужно удалить старый герметик, а нанести новый, тогда он хорошо удержит масло.
При установке второй части крышки повторяем процесс. Теперь приклеиваем гайки, и не забываем про шайбы, которые должны быть под каждой гайкой.
Момент затяжки гаек крышки распределительного вала не должен превышать трех килограммов. Опытные ремонтники могут со временем провести процесс затяжки без динамометрического ключа. Затем накладывается жестяная защитная крышка.
Затем надеваем шестерню распредвала, но перед этим не забываем надеть на распредвал шпонку, которая не дает шестерне прокручиваться.
Используйте болт, чтобы надежно зафиксировать шестерню на своем месте. Убедитесь, что отметки на шестерне и головке блока цилиндров совпадают.
Затем надеваем ремень ГРМ, но предварительно рекомендуется поставить натяжной ролик. Установите специальную шайбу на шток перед роликом. Не забывайте, что ролик не должен закручиваться до «безумия», он должен свободно вращаться на ложе.
При надевании ремня ГРМ не забывайте проверять совпадение меток на шестерне распредвала и на коленвале… Когда ремень ГРМ включен, закручивая натяжной ролик, добиваемся желаемого натяжения ремня.
После натяжения до нужной величины (ремень поворачивается вокруг своей оси на 90 °) плавно затяните контргайку.
Далее идет примерка трамблера, который необходимо правильно установить в пазы. Необходимо, чтобы после установки распределителя в пазы соблюдалось соосность валов. Монтируем топливный насос между трамблером и ГБЦ, не забывая смазать герметиком.Чтобы шток не упирался в распредвал, его нужно отжать отверткой. Корпус привода топливного насоса затягивается шестигранником.
Слегка прижав корпус шестигранником, прикрепляем гайки и равномерно тянем. Затем «серьезно» закручиваем шестигранник. Наконец-то устанавливаем дистрибьютор, который только что примерили. Не забываем про герметик, который исключит подтекание масла. Не забываем про планку, на которой находится шкала опережения зажигания, ведь после запуска двигателя может потребоваться регулировка трамблера.Еще раз проверяем соединение проводов и труб, то, что мы забыли, подключаем.
Последний штрих — установка клапанной крышки и крышки ремня ГРМ. Выполнив все работы и проверки, не забудьте закрепить тросик на место дроссельной заслонки … Головка блока цилиндров установлена и готова к работе.
Видео: Установка ГБЦ ВАЗ. Пошаговая инструкция
Уплотнение
Обратите внимание на довольно серьезный и очень важный момент в области обслуживания механизма машины в целом и ее узлов по отдельности.Если есть уверенность в исправности фрагментов, соединений, агрегатов двигателя, то нет возможности чувствовать себя на дороге в состоянии полной защиты от различных ситуаций.
Не только ваша собственная жизнь, но даже уровень безопасности многих других людей, которые должны были находиться в дороге одновременно с вами, является гарантией качества настройки автомобиля. Головку блока цилиндров в этом случае можно назвать главной деталью в двигателе.
Протяжка головки блока цилиндров
И профессиональный автомеханик, и водитель, у которого за спиной довольно много сотен километров, смогут провести простую протяжку ГБЦ.Для этого потребуется немного мастерства, набор слесарного инструмента, терпение и желание обслуживать машину своими руками.
От чего зависит необходимость протяжки:
- Прежде всего, необходимость технического осмотра предусмотрена законодательством.
- Вторая очень важная причина для автомобилистов — это появление влаги, которая скапливается в районе креплений головки и блока цилиндров. Это явление характерно для утечек масла.
- При перегреве двигателя головка может сильно деформироваться, что также требует ремонта.
- Неправильная затяжка болтов или необходимость замены прокладок.
Значительное удобство — еще одна инновация в современной автомобильной промышленности. Сегодняшние версии автомобильных двигателей не требуют протяжки. Тем не менее, на наших дорогах по-прежнему много старых ВАЗов, Москвичей, УАЗов, которые без такого технического состояния и столь ответственного техпроцесса не обойтись.
Поэтому владельцам этих уважаемых моделей необходимо знать некоторые моменты протяжки и ее особенности.
Заказ протяжки
В этом видео вам покажут схему затяжки ГБЦ. Рекомендуем к просмотру!
Знание всех деталей этой технологии необходимо исключительно для того, чтобы ваш автомобиль был безопасным и надежным на дороге. Этот порядок операций необходимо соблюдать исключительно для точной стыковки фактической головки и самого блока цилиндров.
Во избежание появления различных перекосов, чрезмерного напряжения металлических фрагментов протяжку следует проводить по следующим правилам.
Стабилизируем болты двумя точками:
- Первый подход — затянуть болты 1–10 моментом 3,5–4,1 кгс * м.
- Специалисты считают вторым призыв к работе с такими же болтами, но с затяжкой моментом 10,5 — 11,5 кгс * м.
- Последний, третий момент — затяжка болта 11 с моментом 3.5 — 4,0 кгс * м.
Выполнение этих несложных манипуляций слесарным инструментом позволит вашему автомобилю стать надежным спутником в дороге. При затяжке головки в ВАЗ 2108 — 09, модель Самара порядок и последовательность затяжки соответствует классическим методам, всего в четыре прохода.
Все этапы полностью аналогичны, за исключением двукратного поворота болтов на 90 0.
Основные принципы
Внешне эта процедура довольно простая, но при ее выполнении нужно знать следующее.После затяжки нужно провести контрольный осмотр. Для этого требуется динамометрический ключ. Веха в следующем.
Если после достаточно сильного приложения силы болт начинает растягиваться, то все механические моменты выдерживаются в точном соответствии с технологическим режимом.
- Если к болту был приложен крутящий момент 20 кг / см, а текучесть не была достигнута, болт следует заменить, он изготовлен из высокопрочного металла.
- При появлении значительного обжатия болта следует подумать о его полной замене, так как он полностью разрушается.
- Остальные нюансы данной технологической процедуры описаны только в инструкции к конкретной марке станка.
В этой ситуации следует обратить пристальное внимание на уровень и состояние всех болтов, особенно если это уже достаточно серьезный и долго эксплуатируемый механизм. Государственные стандарты категорически запрещают ремонт и использование бывших в употреблении, старых соединительных конструкций.
В этом случае всегда можно подвести болты рессоры, то есть те, которые уже требуют замены.Рассматривая возможности самостоятельного ремонта автомобиля, следует обязательно соблюдать основные принципы эксплуатации, которые предлагает инструктивный материал.
Только благодаря совету профессионального автомобилиста или совету, полученному на сайте производителя, всегда можно вытащить ГБЦ из собственного железного помощника.
Главное, что требуется в дороге, — это комфорт и уверенность в любимой машине и своих силах.
Для этого разрешается использовать только динамометрический ключ — он позволяет точно контролировать сам момент натяжения.Перед работой с ранее упомянутым инструментом его держатель необходимо установить на отметку — 0 (ноль). Это определит начальную позицию как точку отсчета.
Приступая к затяжке болтов, нужно с самого начала следить за показателями. Если их изменение не произошло, значит, скорее всего, застежки поддались растяжению, что в целом соответствует норме. Здесь не стоит бояться никаких проблем. Однако при резком увеличении крутящего момента потребуется стабилизировать выдвижение держателя.
Схема затяжки
Прежде всего, важно помнить, что предварительно затягивать болты нужно в таком порядке:
- первые два устанавливаются сверху и снизу в центральные отверстия;
- третий и четвертый внизу, соответственно, справа и слева от середины;
- пятый и шестой сверху, также по обе стороны от центра;
- седьмая и восьмая идут в крайние левые отверстия;
- девятая и десятая справа.
- первая ступень — закрутка выполняется до 2 кгс * м;
- на втором круге затяжка осуществляется по описанному выше алгоритму, с той лишь разницей, что усилие доведено до 8 кгс * м;
- на третьем проходе все болты повернуты четко на 90 градусов;
- четвертый этап полностью соответствует предыдущему и является заключительным.
Послесловие
Перед повторной сборкой узла обязательно проверьте состояние всех болтов.При малейшем неточности его необходимо будет заменить. Важно понимать, что иначе хороший результат будет недостижим.
Также не стоит откладывать замену прокладки, так как впоследствии такая незначительная проблема превратится в необходимость ремонта всей силовой установки … В особо тяжелых случаях необходимо заменить весь двигатель. Также предлагаем посмотреть видеоурок:
Затяжка ГБЦ — важная и ответственная процедура. Эта операция выполняется при повторной сборке двигателя после снятия.Правильная затяжка болтов крепления ГБЦ сказывается на исправности и работоспособности силового агрегата, так как головка является частью камеры сгорания. Другими словами, после затяжки головка блока цилиндров является единым целым с блоком цилиндров. Между блоком и головкой блока устанавливается дополнительная уплотнительная прокладка. В случае, если головка затянута неправильно, велика вероятность повреждения самой ГБЦ, болтов головки и отверстий под болты.
В некоторых случаях утечки появляются в месте установки прокладки.Также в случае неплотной посадки головки блока во время работы выхлопные газы могут прорваться в каналы и двигатель, также антифриз попадет в масло и наоборот. В результате меняются свойства смазочного материала и охлаждающей жидкости, что может быстро вывести двигатель из строя. Далее мы поговорим о том, какой порядок затягивания болтов ГБЦ необходимо соблюдать, как затягиваются болты ГБЦ динамометрическим ключом, а также каким должно быть усилие затяжки ГБЦ.
Читайте в этой статье
Затяжка ГБЦ на дизельных и бензиновых двигателях
Вне зависимости от того, какой тип двигателя устанавливается на конкретном автомобиле (или), ГБЦ современных автомобилей имеет аналогичное устройство.Этот элемент ДВС состоит из корпуса, в котором установлен газораспределительный механизм (распредвалы, впускные и выпускные клапаны). Еще одна особенность ГБЦ — в головке выполнена часть камеры сгорания. В корпусе головки также есть специальные каналы, по которым циркулирует моторное масло и системы охлаждения рабочей жидкости.
Правильная посадка головки на блок цилиндров обеспечивает герметичность камеры сгорания, каналов систем охлаждения и смазки, в результате чего силовой агрегат выдает максимальную мощность и крутящий момент, обеспечивает лучшую топливную экономичность и другие важные характеристики характеристики… Если головка блока цилиндров затянута неправильно, в корпусе головки могут появиться трещины. Дело в том, что ГБЦ сделана из алюминиевых сплавов, а болты головки — стальные.
Учитывая, что двигатели внутреннего сгорания во время работы подвергаются значительному нагреву, части двигателя внутреннего сгорания испытывают тепловое расширение. Что касается ГБЦ, то алюминиевая головка и стальные болты расширяются по-разному. Получается, что если голова затянута неправильно, то в ее теле возникает неравномерное напряжение.По этой причине обязательно соблюдать момент затяжки болтов крепления головки блока цилиндров, а также последовательность затяжки болтов крепления.
Как правильно затянуть ГБЦ
Для начала вам понадобится динамометрический ключ для затяжки ГБЦ. Также следует подготовить подходящие головки для ключа и немного чистого моторного масла … Перед тем, как затягивать болты крепления головки, в обязательном порядке необходимо изучить руководство по ремонту и эксплуатации конкретного автомобиля.Эта рекомендация особенно важна, так как момент затяжки болтов у разных двигателей разный. У некоторых двигателей блок цилиндров изготовлен из чугуна, а у других — легкие блоки из алюминиевых сплавов.
Причем даже на разных моторах одного производителя с алюминиевой головкой и чугунным блоком степень затяжки головки все равно будет отличаться. В инструкции также будет указан порядок затяжки болтов крепления. Переходя к самому процессу покрытия ГБЦ, следует помнить, что каждое действие выполняется последовательно.Основная цель — равномерно затянуть. Основные рекомендации обсуждаются ниже.
- При установке головки и последующей затяжке не имеет значения, устанавливаете ли вы собранную деталь или монтируете один корпус.
- Сначала смажьте крепежные болты моторным маслом. Для этого вам нужно будет нанести небольшое количество смазки на резьбу болта.
- Затем болты вставляются в отверстия, сделанные в корпусе головки и блоке цилиндров, и затягиваются вручную.
- Затем с помощью динамометрического ключа затяните болты в определенной последовательности и с моментом затяжки, указанным в руководстве. Обычно подтяжка проводится в несколько подходов. Сначала с небольшим усилием затягиваются болты, после чего дополнительно подтягиваются один-два раза.
- Также помните, особенно важно соблюдать не только момент затяжки, но и порядок затяжки болтов. Например, при установке ГБЦ на рядный двигатель внутреннего сгорания болты крепления затягиваются от центра к краям головки.Такой подход снижает риск повреждения как самой головки блока, так и прокладки между БК и головкой блока цилиндров.
- Следует добавить, что после проезда около 1000 км на некоторых автомобилях болты необходимо дополнительно подтянуть. Это зависит от определенных конструктивных особенностей того или иного двигателя внутреннего сгорания. Если при затяжке использовались так называемые пружинные болты, то затяжка после установки ГБЦ не требуется.
Распространенные ошибки при затяжке головки
Обратите внимание, что ошибки, допущенные при установке головки блока цилиндров, могут привести к повреждению самой головки и блока цилиндров.Также после начала работы ДВС могут возникнуть серьезные неисправности, способные быстро вывести двигатель из строя. В некоторых случаях силовой агрегат может быть поврежден настолько сильно, что потребует капитального ремонта или замены такого мотора на контрактный двигатель … В списке различных ошибок, приводящих к нежелательным последствиям, стоит выделить: затяжка болтов , попадание моторного масла в отверстия для установки болтов крепления, работа с неподходящими или изношенными насадками динамометрических ключей, нарушение порядка затяжки болтов, использование болтов, не подходящих по размеру.
Довольно часто отверстие под крепежный болт в блоке цилиндров забивается грязью, ржавчиной и т. Д. Попытки прочистить отверстие не всегда оказываются успешными. В результате может быть очень трудно правильно затянуть болты. По этой причине резьба болтов смазывается маслом. В этом случае не заливайте масло в само отверстие, чтобы улучшить смазку. Такие действия могут привести к тому, что резьбовой колодец попросту разрушится после затяжки болта. В такой ситуации блок цилиндров нужно будет отремонтировать или даже поменять.
Попытка затянуть головку блока цилиндров без использования динамометрического ключа также может привести к проблемам. В этом случае часто бывает превышение момента затяжки. Последствия могут быть самыми разными, но часто ломаются болты головки, после чего возникает необходимость повторной разборки двигателя для удаления мусора и ремонта блока цилиндров.
Болты для затяжки ГБЦ обычно имеют головку под шестигранную головку, реже они выполняются в форме квадрата. Если наконечник изношен, то при затяжке есть риск перекручивания.В результате грани головки болта «слизываются». В такой ситуации поврежденный крепеж сложно затянуть или открутить для замены. Что касается подбора болтов, необходимо дополнительно учесть некоторые особенности. Во многих руководствах по ремонту можно найти информацию о том, что болты можно использовать повторно. Как показывает практика, оптимально менять крепеж на новый после каждого снятия ГБЦ.
Дело в том, что после затяжки болт становится немного длиннее, то есть растягивается.По этой причине следует обратить внимание на максимально допустимую длину болта, которая должна быть указана в инструкции по эксплуатации. Если новых болтов нет, то перед установкой необходимо измерить имеющиеся крепежи. В том случае, если болт оказывается немного длиннее предельно допустимого показателя, то он останавливается на дне отверстия в блоке цилиндров. Результат — либо поломка болта, либо раскол в самом блоке цилиндров.
Нарушение рекомендованной в руководстве по ремонту двигателя затяжки крепежных болтов вызывает чрезмерное напряжение в корпусе головки блока цилиндров.Алюминиевые сплавы, из которых изготовлена головка блока цилиндров, не приспособлены к таким нагрузкам. Результат — появление трещин на теле головы. Утечка газа происходит через мелкие трещинки, то есть нарушается герметичность камеры сгорания. В этом случае двигатель теряет мощность, увеличивается расход топлива. Если трещины затронули каналы системы смазки или охлаждения, то в камеру сгорания может попасть масло или антифриз, а также внешние утечки.
Наконец, добавим, что не исключена возможность попадания рабочих жидкостей из одной системы в другую (например, антифриз попадает в масляные каналы).Неисправности такого рода довольно серьезные, так как нарушения нормальной работы системы смазки или охлаждения приводят к перегреву ДВС, ускоренному износу трущихся деталей, заклиниванию мотора и т. Д.
Читайте также
Как самостоятельно определить, что прокладка ГБЦ выгорела. Рекомендации по протяжке ГБЦ после замены. Какую прокладку лучше выбрать.
Sinker EDM и протяжка в производстве медицинских винтов
Боб Тарантино — президент New Jersey Precision Technologies, поставщика услуг EDM в Маунтинсайд, штат Нью-Джерси.Протяжка традиционно считалась наиболее экономичным способом изготовления медицинских винтов, таких как кортикальные, губчатые, зубчатые и фиксирующие, которые используются для фиксации имплантатов в организме и точного позиционирования устройств, используемых во время хирургических процедур.Тем не менее, сегодня электроэрозионная обработка с грузилом (EDM), также известная как традиционная электроэрозионная обработка (EDM), доказала, что предлагает преимущества в производительности по сравнению с протяжкой, став экономически конкурентоспособной альтернативой.
Обычно винты, которые остаются в теле после хирургической процедуры, костные винты, изготавливаются либо из титана, либо из кобальтохромового сплава, тогда как винты, используемые только во время хирургического вмешательства, изготавливаются из нержавеющей стали. В то время как обработка на станке с числовым программным управлением (ЧПУ) швейцарского типа является наиболее часто используемым процессом для создания резьбы медицинских винтов, существуют альтернативные методы для создания функции завинчивания винта, внутренней формы головки винта, включая шестигранник, шестигранник (Torx ), квадраты и многие формы, указанные заказчиком.
Протяжка головок винтов
Производители часто используют протяжку для создания внутренней формы головки винта. При протяжке используется инструмент для линейного или вращательного удаления материала. При линейной протяжке инструмент линейно движется по поверхности заготовки для выполнения разреза. При ротационной протяжке протяжка вращается и вдавливается в заготовку, чтобы вырезать форму.
Чтобы создать внутреннюю форму головки винта с помощью грузила EDM, электрод и деталь погружаются в диэлектрическую жидкость и подвергаются электрическому напряжению.Хотя электрод и заготовка не контактируют, ток между ними вызывает удаление обратно заряженных материалов, создавая широкий диапазон форм во многих типах проводящих материалов.
Внутренние формы медицинских винтов с головками должны быть полностью без заусенцев, точными, последовательными, конструктивно прочными и экономичными в короткие сроки. Винты также должны производиться самых разных размеров, форм и материалов. Хотя многие производители используют протяжку, процесс электроэрозионной обработки с грузилом отвечает всем этим требованиям и превосходит возможности протяжки.
MV2400-R Advance Plus
В серию MV внесены усовершенствования в машиностроении, автоматическом нарезании резьбы, внутренней машинной связи, технологии электропитания и эксплуатационных расходах. В нем используется система управления серии M700 с 15-дюймовым сенсорным экраном и бесконтактная цилиндрическая приводная система Mitsubishi, обеспечивающая прогресс в технологии электроэрозионной обработки проволоки. https://goo.gl/wiQQvh
MV4800 Advance
MV4800 может погружаться в воду резка на глубину до 20 дюймов с поддержкой системы автоматической нарезки резьбы.При длине отжига более 27 дюймов система способна продеть заготовку максимальной высоты как в начальной точке, так и через зазор, если это необходимо для восстановления обрыва проволоки. MV4800 имеет бесконтактную цилиндрическую систему привода и M700 последовательное управление с 15-дюймовым сенсорным экраном. https://goo.gl/ccQZSl
FA40V Advance
FA40V Advance работает со скоростью до 36 дюймов2 / час в закаленной стали D2. FA40V — это более быстрый, крупногабаритный высокоточный электроэрозионный станок для обработки проволоки, он также оснащен системой управления серии M700 и 15-дюймовым сенсорным экраном. https://goo.gl/1fVkbT
Преимущества EDM
Некоторые из деталей головки медицинских винтов, произведенных на EDM Mitsubishi на NJPTБез заусенцев — Любой тип заусенцев, оставшихся после производственного процесса, может в конечном итоге отслоиться и причиняют пациенту дискомфорт (или хуже). Протяжка, ударный метод удаления металла, может привести к образованию заусенцев по мере износа инструмента. Электроэрозионный электроэрозионный процесс с грузилом — это процесс эрозии материала, поэтому стружка не образуется. Кроме того, при отсутствии контакта между электроэрозионным грузилом (электродом) и заготовкой отсутствует износ инструмента, который может вызвать заусенцы в приводной части костного винта.
Точность — протяжка зарекомендовала себя как точный способ производства, пока протяжной инструмент остается в хорошем состоянии, но электроэрозионная обработка с грузилом является более точной. В процессе электроэрозионной обработки грузило может выдерживать общий допуск 0,0002 дюйма по размеру и общий допуск 0,0005 дюйма по глубине. Эта возможность становится все более важной, поскольку клиенты ужесточают допуски на продукцию, чтобы приводной инструмент вставлял винт как можно легче и эффективнее во время операции.
Последовательность — протяжка дает хорошую однородность от детали к детали, но сильно зависит от разрезаемого материала и состояния протяжного инструмента.Электроэрозионный электроэрозионный станок с грузилом дает более стабильные результаты благодаря отсутствию износа инструмента. Электроды восстанавливают после каждого цикла, чтобы обеспечить оптимальную производительность. Электроэрозионные станки Mitsubishi с грузилом обеспечивают постоянный искровой разрядник в процессе производства, а инструменты System 3R обеспечивают повторяемость позиционирования благодаря поддонам, которые выравнивают и закрепляют держатели электродов с держателями винтов.
Структурная целостность — Быстрый и ударопрочный производственный процесс, протяжка может вызвать напряжение в заготовке, что может привести к ухудшению качества материала, которое часто невозможно увидеть сразу, но может привести к преждевременному выходу детали из строя.При отсутствии контакта с инструментом или зон термического влияния на детали, электроэрозионный электроэрозионный грузик не создает таких напряжений, улучшая конструктивную целостность медицинских устройств.
Экономичное, короткое время выполнения — линейная и вращательная протяжка — это быстрые операции, которые могут удовлетворить потребности недорогого производства с короткими сроками выполнения. Однако достижения в технологии электроэрозионной обработки и оснастке снизили затраты на обработку этой альтернативы. Например, специально разработанные держатели деталей с несколькими электродами подходят для многоцелевых приложений, когда за один производственный цикл можно выполнить до 100 деталей.Такие компании, как New Jersey Precision Technologies Inc. (NJPT) , имеют множество машин, которые могут выполнять несколько задач, обеспечивая короткий производственный цикл. Аналогичным образом, затраты на инструменты — всегда являющиеся источником беспокойства при электроэрозионных операциях с грузилами — были значительно сокращены благодаря большому количеству размеров и форм электродов. Например, с более чем 1000 конфигураций винтов и форм, уже являющихся частью библиотеки инструментов NJPT, вероятно, большинство клиентов не понесут затрат на инструменты.Если заказчику требуется электрод большего размера, чем тот, который имеется на складе, электроэрозионные станки Mitsubishi с ЧПУ Sinker EDM могут вращаться по любой траектории для достижения указанного размера.
Некоторые детали головок медицинских винтов, изготовленные на EDM Mitsubishi на выставке NJPT.Разнообразие размеров, форм и материалов. Процессы резки металла, включая протяжку, традиционно сталкивались с многочисленными проблемами при производстве деталей из титана и кобальт-хрома для медицинской промышленности. Сложность обращения с этими материалами уменьшается, если электроэрозионный станок с грузилом одинаково хорошо справляется с любым проводящим материалом.Протяжка позволяет обрабатывать только внутренние формы, полученные на протяжке (а в случае протяжки с вращением, может вращаться), и ограничивается изготовлением плоских или однородных оснований в приводном элементе.
Sinker EDM может иметь приводные элементы любой формы, например, трехмерную форму боковой стенки с конусами и неперпендикулярными боковыми стенками. Он также может сделать основу завинчивания любым трехмерным контуром или формой и, при необходимости, может даже создать многоступенчатый элемент.
Переход к EDM
Станки NJPT используют электроэрозионные станки Mitsubishi для резки проволоки под углом 45 ° без специального крепления.Нет сомнений в том, что грузило EDM нашло свое место в производстве многофункциональных винтов, используемых в медицинской промышленности. Многие производители медицинских устройств уже призывают к использованию EDM с грузилом в качестве предпочтительного средства изготовления внутренних деталей головок медицинских винтов.
Ограничения, связанные с использованием электроэрозионной обработки с грузилом как жизнеспособной альтернативы протяжке, практически исчезли благодаря многочисленным достижениям в технологиях и инструментах.Ультрасовременные источники питания в новейших электроэрозионных станках с грузилом значительно снизили нагрев в точке удаления металла. В результате дизайнеры могут указать уникальные особенности с более тонкими стенками в головке винта, чтобы снизить стоимость без отрицательного воздействия на характеристики продукта на протяжении всего его жизненного цикла (или страха растрескаться или отломиться от головки винта при протяжке).
New Jersey Precision Technologies Inc.
www.njpt.com
Об авторе: с Бобом Тарантино, президентом New Jersey Precision Technologies, можно связаться по телефону бобов[email protected] или 800.409.3000.
Электроэрозионные станки MC Machinery, являющиеся лидером отрасли в производстве медицинского оборудования.
«Я не могу сказать достаточно, насколько мы довольны всеми электроэрозионными станками Mitsubishi, с которыми мы работаем», — говорит Боб Тарантино, президент NJPT.NEW JERSEY PRECISION TECHNOLOGIES INC. (NJPT) — один из крупнейших сервисных центров по механической обработке Mitsubishi EDM на северо-востоке с более чем 40 станками, в том числе множеством работающих и укомплектованных 24 станками MV2400-R, MV4800 и FA20V. -часов в день, 7 дней в неделю.
Начав работу в высокотехнологичном бизнес-инкубаторе в кампусе Технологического института Нью-Джерси в 1989 году, они начали работу над прототипами в области электроники и медицинского оборудования.
«Когда компания была создана, мы как команда рассматривали различные марки электроэрозионных станков для покупки», — говорит президент NJPT Боб Тарантино. «Мы выбрали машины Mitsubishi из-за их характеристик и надежности. Другие бренды были не так просты в использовании и не обладали необходимой нам надежностью.»
С 1995 года, когда NJPT была реорганизована в компанию по электроэрозионной обработке, специализирующуюся на электроэрозионной обработке проволоки для медицинских устройств и высокоточной оснастке, они стали более разнообразными. Хотя большая часть ее работы сосредоточена на ортопедических и сердечно-сосудистых инструментах, примерно 70% приходится на область медицинских устройств. Компания также выступает в качестве контрактного производителя для авиакосмической промышленности, инструментов и штампов, инструментов для экструзии пластмасс и оборонной промышленности. Успех позволил в 1999 году приобрести здание площадью 10 000 кв. Футов в Маунтинсайд, штат Нью-Джерси, которое позже расширилось до 21 000 кв. Футов.
Два преимущества, которые удерживают NJPT на переднем крае, — это система экспертного программного обеспечения, которую они разработали для программирования электроэрозионных станков, и ориентация на обучение сотрудников. Программное обеспечение извлекает из чертежей геометрию, примечания о типах материалов, требованиях к термообработке и этикетки, а затем интерпретирует данные для принятия решений о процессе без вмешательства оператора. Это упрощает разработку программ и ускоряет доставку деталей к станку.
NJPT также занимается интенсивным обучением инженеров, имея 75 пунктов обучения, которые инженеры должны пройти, чтобы пройти сертификацию в области EDM, полагая, что единственный способ развивать бизнес и продолжать предоставлять лучшие услуги — это предлагать непрерывное обучение.
«Машины Mitsubishi очень надежны, их легко программировать и использовать», — говорит Тарантино. «С практической точки зрения, мы можем переместить наших операторов с моделей предыдущего поколения на модели нового поколения, поскольку машины продолжают использовать ту же терминологию. Это помогает нам увеличить пропускную способность и сократить время выполнения работ, что сокращает время вывода продукции на рынок для наших клиентов и снижает связанные с ними затраты на вывод продукции на рынок ».
В быстро меняющейся индустрии медицинского оборудования геометрия деталей становится все более сложной и во многих случаях может быть произведена только с использованием процесса EDM.NJPT использует машины Mitsubishi для быстрой адаптации к этим изменениям в медицинских устройствах и специальных функциях. Специальные приспособления для резки проволоки под углом 45 градусов на медицинских устройствах не требуют специального крепления. проволочная резка под углом 45 ° не требует специальных приспособлений.
«Электроэрозионные станки Mitsubishi просты в эксплуатации и надежны, а их сервисный отдел — безусловно лучший в отрасли», — говорит Тарантино. «Мы достигли впечатляющего времени безотказной работы благодаря их сервисному отделу, который обеспечивает плановое профилактическое обслуживание или, в редких случаях, любой аварийный ремонт.
NJPT также использует MC Remote 360, который доставляет машинные данные в реальном времени на мобильные устройства и настольные компьютеры. Операции могут повысить продуктивность и эффективность, предотвращая сбои и обостряя проблемы с обслуживанием.
MC Machinery Systems Inc.
www.mcmachinery.com
Токарно-протяжной станок серии GPR — Коленчатый вал Miller — Продукты
США
Корпорация NAC / NTC AMERICA
Продажа, техническое и послепродажное обслуживание станков и промышленного оборудования
46605 Магеллан Др.Нови, штат Мичиган, 48377, США.
Тел. + 1-248-560-1200 Факс + 1-248-560-0215
http://www.ntcamerica.com
Мексика
KIMX / Komatsu Industries Mexico S.A. de C.V.
Продажа, техническое и послепродажное обслуживание станков и промышленного оборудования
Avenida Aguascalientes NO 920, Col. Parras, Aguascalientes, AGS, C.P. 20157, ESTADOS UNIDOS MEXICANOS
Тел .: + 52-449-9739-700
Германия
KGI / Komatsu Germany GmbH (Промышленное подразделение)
Продажа, техническое и послепродажное обслуживание станков и промышленного оборудования
Администрация: Forststraße 29, 40597 Дюссельдорф, Германия
Тел. +49 211 7109 702
Китай
YNC / YIDA NIPPEI MACHINE TOOL Corporation
Производство и продажа универсальных станков с ЧПУ, передаточных машин и запчастей
№11 Software Garden Road, район Ганьцзиньцзы, Далянь 116023, Китай
Тел. + 86-411-84676529 Факс + 86-411-84687608
http://www.ync-china.com
Китай
NST / NTC SHANGHAI TRADING CO., Ltd
Продажа, техническое и послепродажное обслуживание станков и промышленного оборудования
2F, Building E, Chamtime Plaza No. 6 Lane 2889 Jinke Road, Pudong New Area, Шанхай, Китай
Тел. + 86-21-6841-4567 Факс + 86-21-6841-0386
Китай
NST / NTC SHANGHAI TRADING CO., ООО Офис в Гуан Чжоу
Продажа, техническое и послепродажное обслуживание станков и промышленного оборудования
Комната № 938, Международный офис Уэйна, № 167 Линхэ (W) Road Tianhe District, Гуанчжоу 510620, Китай
Тел. + 86-20-3855-1680 Факс + 86-20-3888-8572
Индия
KIPL / Komatsu India Pvt. Ltd, Подразделение НТК.
Продажа, техническое и послепродажное обслуживание станков и промышленного оборудования
Земельный участок No.A-64, H-Block, Midc Pimpri, Pune-411 018, India
Тел. + 91-20-27480587 Факс + 91-20-27480588
Бывшая компания: NIPPEI TOYAMA INDIA PRIVATE LIMITED
Таиланд
NTA / NIPPEI TOYAMA (THAILAND) Co., Ltd.
Продажа, техническое и послепродажное обслуживание станков и промышленного оборудования
28/9 Moo 3, Bangna-Trad Road Km.23, Bangsaothong,
Bangsaothong, Samutprakarn, THAILAND 10570
Тел. + 66-2-740-1150 Факс + 66-2-740-1152
Индонезия
ТКМСИ / ПТ.Komatsu Marketing and Support Индонезия
Техническое и послепродажное обслуживание станков и промышленного оборудования
JL, Ириан, Блок JJ-4-1 MM2100 Industrial Estate Cikarang Jatiwangi,
Bekasi, Jawa Brat 17520
Тел. + 62-21-4604290 Факс + 62-21-4605934
PEM® — PennEngineering
В крепежных изделиях марки PEM® используются технологии самозатягивания, протяжки, развальцовки, поверхностного монтажа или сварки, чтобы обеспечить прочную, многоразовую и постоянную резьбу и точки крепления в тонком листовом металле, P.C. картонные материалы и другие пластичные или непластичные тонкие материалы. Узнайте больше о технологии самоклинчинга.
Гайки для листового металла
- Плавающий — A4, AS, AC, LA4, LAC, LAS
- Слепой — B, BS
- Стандарт — CLA, CLS, CLSS, H, HN, S, SS, SMPP, SMPS, SP
- Промывка — F, F4
- Миниатюрный — FE, FEO, FEOX, FEX, U, UL
- Цельнометаллический, стопорная резьба — FE, FEO, HNL, LA4, LK, LKA, LKS, SL, PEM RT®, UL
- Нейлоновая вставка, фиксирующая резьба- CFN, PL, PLC
- Прямой угол, R’ANGLE® — RAA, RAS
- Установка в нержавеющую сталь — A4, LA4, SP
- Гайка развальцовки — SFN ™
- Гайка для жесткой панели — SH ™
Шпильки и штифты для листового металла
- Скрытая головка — CFHA, CFHC, CHA, CHC
- Промывочная головка — FH, Fh5, FHA, FHP, FHS
- Шпилька с плоской головкой и резьбой X-Press ™ — FHX
- Промывочная головка, малый рабочий объем — FHL, FHLS
- для тяжелых условий эксплуатации, без промывки — HFH, HFHB, HFE, HFHS, THFE
- Шпилька для жесткой панели — HFLH ™
- Высокая прочность на разрыв, без заподлицо — HF109, HFG8
- Тонкий лист, без промывки — TFH, TFHS
- Штифты без резьбы, заподлицо — TP4, TPS, TPXS
- Установка в нержавеющую сталь — Fh5, FHP, TP4
- microPEM®, самозаклинивающийся- MPP
- Шпильки с буртиком, не заподлицо — SGPC
Стойки для листового металла
- Скрытая головка — CSOS, CSS
- Keyhole® — SKC, SK4
- глухой, резьбовой — BSO, BSO4, BSOA, BSOS
- Проходное отверстие, с резьбой и без резьбы — SO, SO4, SOA, SOS
- Для установки в нержавеющую сталь — BSO4, SO4, TSO4
- Тонкий лист, стойки для сквозных отверстий — TSO, TSOA, TSOS
- Snap-Top® — SSA, SSC, SSS
- Заземление — SOAG, SOSG
- Близко к краю — DSO, DSOS
- microPEM®, самоклинивающийся — MSO4, MSOFS
- Тонкий лист, стойки для сквозных отверстий для установки в нержавеющую сталь — TSO4
Винты и оборудование для невыпадающих панелей
- Большая ручка, подпружиненная — PF11, PF11M, PF11MF, PF11MW, PF12, PF12M, PF12MF, PEM C.A.P.S®, PF12MW
- Низкопрофильная ручка, подпружиненная — PF30, PF31, PF32, PF50, PF60,
- Головка винта, подпружиненная — PFC2, PFS2, PF7M, PF7MF
- Головка винта без пружины — PFHV
- Только инструмент, без заподлицо, с пружиной — PFC2P, PFC4
- Только инструмент, установка заподлицо, без пружины — N10, PR10, PS10
- Только инструмент, вращающийся клинч-болт, без пружины — SCB, SCBJ
- Только инструмент, вращающийся клинч-болт, с пружиной — SCBR
- Для установки в нержавеющую сталь — PFC4, PF11MF, PF12MF, PF11MW, PF12MW, PF7MF
- Установочный штифт, подпружиненный — PSL2, PTL2
- Система крепления радиатора — HSCB, HSR, HSL
Прикрепление листов
- Металл по металлу, SpotFast® — SF, SFP
- Петля «металл-металл» с шайбой, SpotFast® — SFW
- Металл в пластик, SpotFast® — SFK
- Панель к панели, стиль KEYHOLE® — SKC-F, SK4-F
- Metal to Metal, для установки в нержавеющую сталь, SpotFast® — SFP
- microPEM®, самозакрывающийся TackPin® — тип T
- Крепежные детали microPEM® TackScrew ™ — TS4
- Булавки TackSert® — TKA, TK4
Крепления для кабельных стяжек и крючки для листового металла
- Стандартная кабельная стяжка, TY-D® — TD
Для монтажа на печатных платах
- Винты невыпадающие, протяжные — PFK
- Невыпадающие винты, поверхностный монтаж — SMTPR, PSHP
- Невыпадающие винты — PF11MF, PF11MW, PF12MF, PF12MW
- Гайки протяжные — KF2, KFS2
- Гайки и распорки / стойки, поверхностный монтаж — SMTSO
- Гайки и распорки / стойки из луженой латуни, поверхностный монтаж — SMTSOB
- Стойки, протяжные — KFE, KFSE
- Стойки, SNAPTOP® — KSSB, SMTSS
- Стойки, KEYHOLE® — СМТСК
- Стойки, раструб — KFB3
- Шпильки протяжные — KFH
- Гайки, R’ANGLE® — SMTRA
- Система крепления радиатора — HSCB, HSR, HSL
Крепежные детали microPEM®
- Застежка microPEM® ClampDisk® — CDS ™
- microPEM®, самозажимные штифты — MPP
- microPEM®, самозажимные стойки — MSO4, MSOFS
- microPEM®, самозакрывающийся TackPin® — TA, T4
- microPEM®, Гайки / стойки для поверхностного монтажа — SMTSO
- microPEM®, Вставки с сквозной резьбой для пластика — MSI
- Штифты microPEM® TackSert® — TKA, TK4
- Крепежные детали microPEM® TackScrew ™ — TS4
Крепежные детали VariMount®
- Опорная плита обеспечивает большую площадь основания для поверхностного приклеивания или монтажа в пресс-форму.
- Множественные радиальные отверстия в опорных пластинах герметизируют клеи или формованные пластмассы.
- Радиальные отверстия подходят для заклепок стандартного диаметра.
- Радиальные отверстия подходят для самозажимных креплений стандартного размера.
- Сборки могут быть установлены спереди или через заднюю часть панелей.
- Проверенная технология самозаклинивающихся крепежных элементов из PEM надежно удерживает крепеж на опорной плите.
- Доступны различные застежки.