Пескоструйные камеры, аппараты для очистки автомобильных дисков
В наше время, пескоструйная обработка автомобильных дисков является самым популярным и простым средством для удаления с поверхности диска порошковой краски и иных лакокрасочных покрытий, коррозии, придания шероховатости перед покраской. Именно пескоструйная обработка позволяет избежать дополнительных обработок автомобильных дисков перед покраской, благодаря степени очистки до SA-3,0.
Пескоструй автомобильных дисков позволяет легко и бюджетно сменить их внешний вид, что особенно популярно среди любителей тюнинговать авто.
Подобная обработка позволяет вернуть былой внешний вид даже самым старым штампованным дискам.
Как понять какое оборудование требуется для пескоструйной очистки дисков?
Устройств для пескоструйной очистки не так уж и мало, но для пескоструйки дисков подойдут лишь два: пескоструйный аппарат и пескоструйная камера. И если вы не планируете, чтобы за один рабочий день очищать только один комплект дисков, то выбирать нужно только НАПОРНЫЕ установки и камеры.
Для примера: у эжекторной установки или камеры, на очистку одного диска уйдет порядка 4 часов, у напорной пескоструйной камеры или аппарата 15-20 минут.
Самые популярные модели оборудования для пескоструя дисков
Лидирующими моделями оборудования для проведения работ по очистки пескоструйных дисков, являются пескоструйные аппараты CONTRACOR DBS-50RC, CONTRACOR DBS-100RC и пескоструйные камеры CONTRACOR CAB-110P, CONTRACOR CAB-135P.
Почему именно камера идеально подходит для очистки автомобильных дисков?
Ответ скрывается в нюансах:
- Пескоструйная камера для обработки дисков может быть установлена в помещении и не требует дополнительных устройств (за исключением компрессора для подачи сжатого воздуха) для ее работы. Из минусов – габариты деталей для обработки ограничены, но в случае дисков этот минус отпадает, т.к. через дверной проем камеры в 1х1 метр можно погрузить любой диск.
- В отличие от камеры, пескоструйные бочки требуют специально подготовленных помещений с мощной вентиляцией, скребковыми полами, ярким освещением.
 Оператор пескоструя – человек, который непосредственно будет производить очистку, должен быть защищен специальным костюмом с перчатками, шлемом с принудительной подачей воздуха через специальный фильтр для дыхания. Компрессор, который будет обеспечивать подобную установку сжатым воздухом, будет мощнее, а соответственно дороже в несколько раз, чем для пескоструйной камеры.
Оператор пескоструя – человек, который непосредственно будет производить очистку, должен быть защищен специальным костюмом с перчатками, шлемом с принудительной подачей воздуха через специальный фильтр для дыхания. Компрессор, который будет обеспечивать подобную установку сжатым воздухом, будет мощнее, а соответственно дороже в несколько раз, чем для пескоструйной камеры.
 Оператор пескоструя – человек, который непосредственно будет производить очистку, должен быть защищен специальным костюмом с перчатками, шлемом с принудительной подачей воздуха через специальный фильтр для дыхания. Компрессор, который будет обеспечивать подобную установку сжатым воздухом, будет мощнее, а соответственно дороже в несколько раз, чем для пескоструйной камеры.
Оператор пескоструя – человек, который непосредственно будет производить очистку, должен быть защищен специальным костюмом с перчатками, шлемом с принудительной подачей воздуха через специальный фильтр для дыхания. Компрессор, который будет обеспечивать подобную установку сжатым воздухом, будет мощнее, а соответственно дороже в несколько раз, чем для пескоструйной камеры.В общей сложности, цена камеры и компрессора будет приблизительно равна цене бочки с компрессором. По факту, эксплуатация бочки обходится дороже, чем работа пескоструйной камеры.
Выбор модели
Итак мы выяснили, что пескоструйная камера для дисков — это идеальный вариант для компаний, предлагающих подобный род услуг, но какую модель выбрать? Ответ прост: подойдет любая напорная камера, главное, чтобы в ее комплектацию входили:
- система рекуперации абразива, для сбора и последующего использования отработанного абразива, в автоматическом режиме. Позволяет экономить огромное количество времени и сил оператора на ручном сборе, просеивании и засыпке абразива в бункер.
- мощная вентиляция, требуется для удаления пыли из рабочей зоны камеры. Дело в том, что при столкновении абразива с поверхностью, небольшой процент абразива разрушается, превращаясь в пыль, которая крайне затрудняет обзор внутри камеры.
- система фильтрации воздуха, высасываемого из камеры. Воздух, высасываемый из камеры, будет насыщен вредной пылью, вдыхание которой категорически запрещено, т.к. это может привезти к повреждению органов дыхания и развитию смертельных заболеваний, например силикоза легких. Специальная система фильтрации воздуха очищает высасываемый воздух от вредных примесей, делая его пригодным для дыхания. Но даже при условии использования фильтра, НЕЛЬЗЯ ИСПОЛЬЗОВАТЬ ПЕСОК как абразив. Фильтр не в состоянии уловить частицы диоксида кремния.
- хорошее освещение внутри камеры, для избежание темных зон.

Абразив для пескоструйной камеры, дробь (оксид алюминия, электрокорунд)
Хоть обработка и называется «пескоструйной», но обрабатывать поверхность песком нельзя, в экологических целях и целях защиты здоровья окружающих.
Дело в том, что при разрушении песка образуется диоксид кремния, который, как было сказано ранее может привести к силикозу легких, который снижает способность легких к перерабатыванию кислорода, значительно увеличивая вероятность заболевания бронхитом, туберкулезом (из-за снижения иммунитета), эмфиземой легких, и даже способствовать развитию рака.
Мы рекомендуем использовать безопасные абразивы, такие как купершлак, никельшлак, всевозможные корунды, гранат, или металлическую дробь.
Корунды и дробь – одни из самых эффективных абразивов. Дробь может иметь колотый вид с заостренными краями, что увеличивает производительность и скорость очистки поверхности.
Купить оборудование для очистки дисков
Мы предлагаем Вам ознакомиться с ассортиментом нашего пескоструйного оборудования!
Пескоструйная камера своими руками: чертежи, фото, видео
Пескоструйная камера – это полезное приспособление, позволяющее эффективно и с максимальной степенью безопасности при помощи абразивного материала очищать различные поверхности от загрязнений, удалять следы коррозии и старые покрытия.
Пескоструйная камера эжекторного типа
В качестве абразивного порошка, который распыляется в такой камере под большим давлением, может использоваться не только обычный кварцевый песок, но и ряд других материалов:
- дробь, изготовленная из стали или чугуна;
- стеклянные гранулы;
- электрокорунд;
- шлаковые материалы, получаемые после производства меди и никеля (купершлак и никельшлак).
Песок различных фракций
Выбор того или иного абразивного материала зависит не только от типа обрабатываемой поверхности, но и от того, что с нее требуется очищать.
Пескоструйные камеры фабричного производства: как мы видим, ничего сверхсложного в их конструкции нет
Принцип работы
Пескоструйные камеры, которые называют обитаемыми в том случае, если процессом обработки управляет специалист, находящийся за их пределами, многие домашние мастера предпочитают делать своими руками, так как это несложно и выгодно. Преимущества этого подхода заключаются еще и в том, что самостоятельное изготовление такой камеры позволяет придать ей такие размеры и конфигурацию, которые оптимально подходят для обработки изделий определенного типа. В данном вопросе у изготавливающего пескоструйную камеру мастера практически нет ограничений: это может быть как небольшой ящик для обработки миниатюрных изделий, так и целый ангар, в который будут помещаться крупногабаритные металлоконструкции.
Преимущества этого подхода заключаются еще и в том, что самостоятельное изготовление такой камеры позволяет придать ей такие размеры и конфигурацию, которые оптимально подходят для обработки изделий определенного типа. В данном вопросе у изготавливающего пескоструйную камеру мастера практически нет ограничений: это может быть как небольшой ящик для обработки миниатюрных изделий, так и целый ангар, в который будут помещаться крупногабаритные металлоконструкции.
Принцип работы камеры для пескоструйной обработки
Даже учитывая тот факт, что и промышленные, и собранные своими руками камеры для пескоструйной обработки безопасны, при работе с ними следует использовать защитные средства, к которым традиционно относятся:
- респиратор;
- рабочие очки;
- специальная закрытая одежда и обувь.
Обработка детали в пескоструйной камере
Камеры для пескоструйной обработки, если они изготовлены правильно, помимо универсальности предоставляют работающему с ними специалисту следующие преимущества.
- Используя такие камеры, можно выполнять пескоструйную обработку изделий практически любого размера и конфигурации.
- Весь процесс обработки, выполняемый при помощи специальной насадки, можно контролировать визуально, что обеспечивается специальным смотровым окном.
Большое смотровое окно обеспечит хороший обзор
Рекомендации по изготовлению пескоструйной камеры
Прежде чем приступать к изготовлению камеры для пескоструйной обработки своими руками, необходимо определиться с ее размерами и составить несложный чертеж, что позволит правильно подобрать и подготовить все необходимые материалы. Габариты камеры зависят не только от размеров изделий, которые вы планируете в ней обрабатывать, но и от площади места, предназначенного для ее установки.
Основные размеры камеры для обработки деталей небольших габаритов
Частички песка, а также любого другого абразивного материала, двигающиеся в камере с большой скоростью, будут рикошетить от ее стенок, что не слишком хорошо отражается на качестве выполняемой обработки.
Камера для пескоструйной обработки, используемая в домашних условиях, – это, по сути, обычный ящик, внутренние стенки которого обшиты металлическими листами. Такую камеру, если ее размеры позволяют, можно расположить в любом подсобном помещении или даже в гараже, сделав ее в стационарной или мобильной.
Вариант самодельной пескоструйной камеры с удобным выдвижным лотком. На фото ниже представлены этапы изготовления и сборки
Алгоритм и правила сборки
Пескоструйная камера – как промышленная, так и собранная своими руками для домашнего использования – обязательно должна быть оснащена вентиляционной системой, которая обеспечит отвод пыли, в большом количестве образующейся при обработке. Как уже говорилось выше, при работе с такой камерой, насколько бы качественно она ни была выполнена, необходимо использовать средства защиты глаз, органов дыхания и всего тела.
Конструктивными элементами, которые вам потребуются для изготовления пескоструйной установки, используемой в комплексе с такой камерой, являются:
- емкость для абразивного материала, из которой он будет подаваться в зону обработки;
- компрессор, обеспечивающий необходимое давление воздушного потока, смешиваемого в системе с абразивом;
- сопло, через внутреннее отверстие которого в зону обработки будет подаваться абразивная смесь;
- пистолет для управления соплом и удобства работы с ним;
- кран шарового типа, который позволит регулировать параметры потока абразивной смеси;
- элементы, обеспечивающие крепление всех деталей конструкции и их герметизацию.
Внутреннее пространство камеры при открытой боковой дверце
Чтобы сделать пескоструйную камеру устойчивой, можно расположить ее на рабочем столе или изготовить для нее специальную подставку из металлического профиля. Для внутренних стенок пескоструйной камеры лучше использовать листовой металл, толщина которого не превышает 1 мм.

Чтобы иметь возможность постоянно контролировать процесс пескоструйной обработки и эффективно управлять им, с одной стороны такой камеры необходимо сделать смотровое окно, а во внутренней ее части организовать систему освещения. В качестве материала изготовления такого окна лучше использовать ударопрочный пластик (обычное стекло может не выдержать значительных нагрузок и быстро выйти из строя).
Для управления пескоструйной насадкой, которая будет располагаться внутри камеры, в передней части последней необходимо сделать два симметрично расположенных отверстия. Диаметр таких отверстий, в которых будут фиксироваться рабочие перчатки, должен составлять примерно 100 мм. Необходимо учитывать тот факт, что рабочие перчатки, находящиеся внутри камеры, будут быстро приходить в негодность, поэтому надо предусмотреть, чтобы их можно было оперативно и легко заменить на новые.
Переходные манжеты – простой способ быстрой замены рабочих перчаток
Под дном пескоструйной камеры следует расположить желоб, при помощи которого отработанный материал будет собираться в специальную емкость, поэтому для изготовления дна лучше всего использовать прочный сетчатый материал.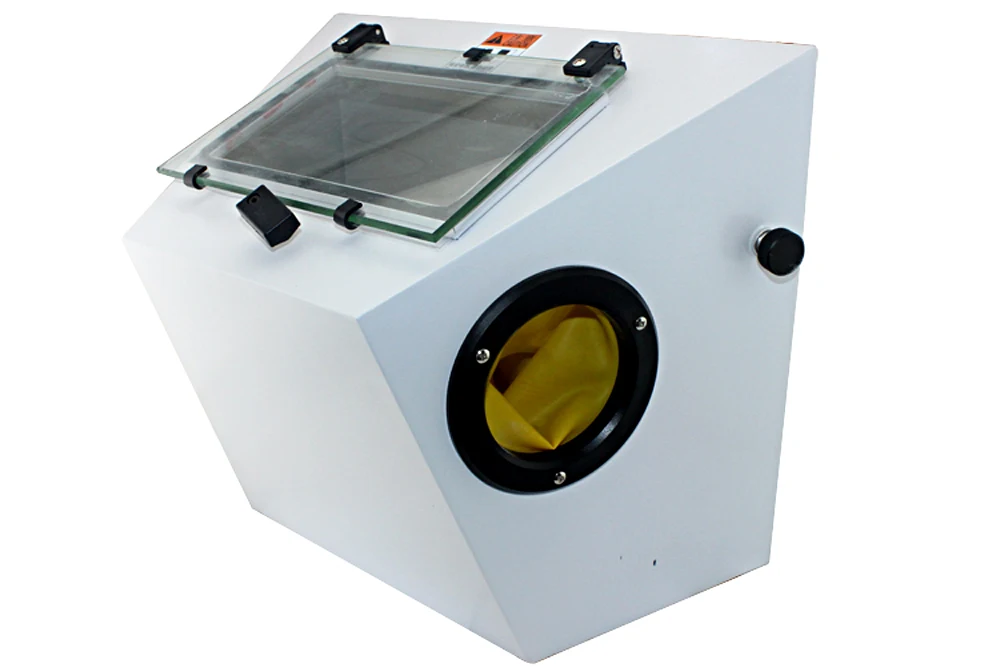 Сбор отработанного абразивного материала, если он выполняется аккуратно, позволит применить его повторно, что значительно снизит стоимость обработки. Для эффективного освещения внутреннего пространства пескоструйной камеры лучше всего использовать два осветительных прибора, расположенных в двух разных краях ее верхней части.
Сбор отработанного абразивного материала, если он выполняется аккуратно, позволит применить его повторно, что значительно снизит стоимость обработки. Для эффективного освещения внутреннего пространства пескоструйной камеры лучше всего использовать два осветительных прибора, расположенных в двух разных краях ее верхней части.
Бункер сбора абразивного материала (вид снизу)
Пескоструйная насадка, при помощи которой выполняется обработка внутри камеры, располагается в ее внутренней части, а ее подключение к емкости с песком и компрессору обеспечивается при помощи специальных шлангов. На заднюю стенку самодельной камеры для пескоструйной обработки можно навесить большую дверцу (можно также затянуть стенку брезентом), что позволит без проблем помещать в нее изделия различных размеров и конфигурации.
Приступая к сборке камеры для пескоструйной обработки своими руками, следует учитывать, что обеспечить долговечность и высокую эффективность использования такой конструкции могут только качественные конструктивные элементы, а также строгое следование рекомендациям опытных специалистов и предварительно разработанному чертежу.

Шиномонтаж на Варшавке — Порошковая покраска дисков
ПЕСКОСТРУЙНАЯ ОБРАБОТКА
Наша компания предлагает услуги по очистке,обработке металла,металлических изделий абразивоструйным способом,то есть-пескоструйка.Очистка осуществляется в специальной пескоструйной камере.Камера бывает двух видов:обитаемая и необитаемая.Они отличаются размерами и производительностью.В первом случае пескоструйщик заходит в специально оборудованную комнату и производит очистку.В помещении установлена мощная вытяжка и освещение.Оператор находясь в помещении работает в специальной одежде и гермошлеме.В шлем подводится чистый воздух,поэтому оператор может долгое время находиться в камере. Второй вид камер гораздо меньше размером.Деталь помещается в камеру,а оператор находясь снаружи и удерживая её через специальные перчатки обрабатывает изделие,поэтому производительность и размеры ограничены.Пескоструйный аппарат должен обладать большой производительностью,чтобы быстро и в срок мы смогли почистить ваши детали. В нашем распоряжении есть оба вида камер,поэтому мы можем оперативно очистить ваши детали,литые диски,хромированные накладки,штампованные диски,лист оцинкованный.У нас ряд преимуществ перед конкурентами:отличные цены,высокое качество,оперативность выполнения заказов,расположенность внутри мкад,в юао,рядом с метро Южная.Также предоставляется услуга:полимерное покрытие,ещё это называется порошковая покраска.Эти услуги мы оказываем на одной территории,поэтому сможем оперативно решить вашу проблему-пескоструйной очистке юао,порошковой покраске металла,ремонт дисков.
Второй вид камер гораздо меньше размером.Деталь помещается в камеру,а оператор находясь снаружи и удерживая её через специальные перчатки обрабатывает изделие,поэтому производительность и размеры ограничены.Пескоструйный аппарат должен обладать большой производительностью,чтобы быстро и в срок мы смогли почистить ваши детали. В нашем распоряжении есть оба вида камер,поэтому мы можем оперативно очистить ваши детали,литые диски,хромированные накладки,штампованные диски,лист оцинкованный.У нас ряд преимуществ перед конкурентами:отличные цены,высокое качество,оперативность выполнения заказов,расположенность внутри мкад,в юао,рядом с метро Южная.Также предоставляется услуга:полимерное покрытие,ещё это называется порошковая покраска.Эти услуги мы оказываем на одной территории,поэтому сможем оперативно решить вашу проблему-пескоструйной очистке юао,порошковой покраске металла,ремонт дисков.
Подробности по телефону 8(903)734-96-81;8(903)520-52-03
| Диаметр диска | Стоимость очистки одного диска |
| 10-16 | 600 |
| 17 | 700 |
| 18 | 800 |
| 19 | 900 |
| 20 | 1000 |
| 21 | 1100 |
| 22 | 1200 |
| 23 |
1400 |
Цены действительны на 2020-2021 год
При очистке 8 дисков и более возможна скидка !
Возможна очистка хромированных деталей и дисков
цена по договорёности
Дробеметная очистка колесных дисков — Сайт Центра Современных Технологий
Колесные диски – одна из наиболее уязвимых частей автомобиля. Даже мелкие механические повреждения на их покрытии сводят к нулю эффект защиты от воздействия влаги, соли и дорожных химических средств. Особенно это актуально в тяжелых условиях российских дорог.
Даже мелкие механические повреждения на их покрытии сводят к нулю эффект защиты от воздействия влаги, соли и дорожных химических средств. Особенно это актуально в тяжелых условиях российских дорог.
Пораженный коррозией диск, особенно в местах прилегания к нему краев резины, намного ухудшает качество езды. А его непрезентабельный внешний вид – своего рода пятно на визитной карточке автомобиля.
Для штампованных дисков ремонт сложностей не представляет, к ним применяется самая простая обработка. Невысокая стоимость и доступность в продаже этих деталей делает использование более сложных (и дорогостоящих) технологий нецелесообразной.
А вот с дисками литыми и коваными дело обстоит сложнее. Стоят они дорого, нужные модели найти трудно, и покупать их приходится сразу комплектом. Поэтому ремонт таких изделий – бизнес выгодный и востребованный. Главное, обеспечить клиенту необходимый уровень качества, быстроты выполнения и надежности.
Один из важнейших этапов ремонта автомобильных дисков – его очистка. Технология такой операции должна обеспечивать полное удаление окислов, глубоких загрязнений, старых покрытий и зачистку повреждений.
Технология такой операции должна обеспечивать полное удаление окислов, глубоких загрязнений, старых покрытий и зачистку повреждений.
В Европе для этого широко используется метод дробеметной очистки. У нас он пока не так популярен, хотя результаты его внедрения на предприятиях впечатляют.
Применение дробеметного оборудования для ремонта колесных дисков многократно повышает производительность за счет скорости обработки, простоты в управлении и высокого качества, при котором значительно сокращается потребность дополнительной очистки поверхностей. Кроме того, дробеметная очистка способствует лучшей подготовке детали для дальнейших операций, включая грунтовку и финальную покраску.
Особыми требованиями к работе с литыми и коваными дисками являются:
- Применение мелкого (фракция 0,3 – 0,5 мм) абразива;
- Необходимые средства фильтрации воздуха. Т. к. обработка магниевых и алюминиевых сплавов, из которых изготавливаются эти детали, предусматривает высокую очистку среды от пыли во избежание взрыва.

Компания COGEIM предлагает надежные, испытанные в процессе производства и постоянно совершенствующиеся инженерные решения. Дробеметные установки этой марки в несколько раз увеличивают экономию ресурсов, производительность и качество бизнеса, что немаловажно в условиях нынешней жесткой конкуренции.
Пескоструйная камера своими руками — чертежи, схема сборки
Пескоструйная камера или пескоструйные аппараты используют для обработки поверхностей от коррозии, старой краски и других покрытий.
Пескоструйная камераТак как работы проводятся под сильным давлением, частички песка обладают сильной кинетической энергией, посредством чего и проводится очистка. Сделать такую камеру вполне реально своими руками.
Помимо строительного песка, в работе могут использоваться такие материалы:
- мелкие шарики из свинца или стекла;
- дробь;
- электрокорунд.

Использование материалов зависит от типа обрабатываемой поверхности и степени загрязнения. В домашних условиях, как правило, применяется песок для пескоструйной обработки.
Принцип работы камеры
Схематически пескоструйная камера выглядит таким образом:
Схема пескоструйной камерыТакая камера именуется обитаемой, потому что процессом управляет специалист, который находится за ее пределами.
Несмотря на то что современные компоненты позволяют собрать своими руками максимально безопасную камеру, все же следует использовать средства личной защиты при работе:
- перчатки;
- полностью закрытую рабочую одежду;
- респиратор.
Пескоструйная камераОбратите внимание, что такую камеру вы можете сделать практически любого размера — от небольшого ангара до целого гаража. Все зависит от того, для какого типа обработки предполагается использовать это оборудование.
К основным преимуществам камеры можно отнести такие факторы:
- возможность обрабатывать поверхности любого размера и формы;
- процесс очистки можно контролировать даже визуально.

По сути, правильно собранная модель такого агрегата делает ее универсальной.
Сборка своими руками
Перед тем как начать собирать по видео чертежам пескоструй своими руками, нужно правильно подобрать чертеж, все необходимые компоненты и место для расположения оборудования. Слишком большая площадь в этом случае не подходит. Так как песок — абразивный материал, он имеет свойства рикошетить. В большом пространстве это явление будет иметь еще большие масштабы, что может негативно сказаться на качестве обработки. Чтобы уменьшить силу рикошета, можно обшить стены резиновыми пластинами.
Для использования в домашних условиях можно изготовить стационарную камеру. Она не отнимает много места, ее просто можно разместить в том же гараже или сарае. Такая камера — это большой ящик, который изготовлен из металла или обшит им.

Чертеж такой камеры выглядит следующим образом:
Пескоструйная камера своими рукамиСобираем камеру самостоятельно
Первое и главное, что должно быть учтено при сборке такого типа оборудования — вентиляция. Так как абразивный материал — это, в первую очередь, пыль и грязь, работы должны проводиться в закрытом помещении с хорошей вентиляцией и применением средств личной защиты.
Для сборки камеры своими руками понадобятся такие компоненты:
- емкость для подачи абразивного материала;
- компрессор;
- сопло;
- пистолет;
- шаровой кран;
- дополнительные элементы для крепления всех деталей и герметизации.
Лучше всего располагать такие камеры на специальной подставке или столе. Для сваривания коробки или отделки металл желательно брать толщиной не более 1 миллиметра.
Каркас для камерыС одной стороны такой камеры обязательно должно присутствовать смотровое окно. В качестве вставки лучше выбирать ударопрочный пластик. Стекло может быстро прийти в негодность. В передней стенке камеры следует проделать два симметричных отверстия диаметром до 100 мм. Они нужны для закрепления специальных перчаток.
В качестве вставки лучше выбирать ударопрочный пластик. Стекло может быстро прийти в негодность. В передней стенке камеры следует проделать два симметричных отверстия диаметром до 100 мм. Они нужны для закрепления специальных перчаток.
Примите во внимание, что перчатки будут быстро приходить в негодность, поэтому их смена не должна вызывать осложнений.
Дно камеры должно быть из прочной армированной сетки, под которой будет располагаться желоб для отработанного абразивного материала. Оптимальное освещение достигается посредством двух ламп необходимого размера.
Пескоструйная камера своими рукамиСам пистолет помещается внутрь. Воздух к нему подводится при помощи подсоединенного снаружи шланга. Сам шланг должен иметь выход на емкость с песком. Таким образом, материал для обработки не будет выходить за рабочую зону.
Чтобы в камеру было легко помещать изделия нестандартной формы или размера, противоположные стороны камеры лучше затянуть брезентом. Как и в случае с пескоструйным аппаратом, важно подбирать только качественные детали для сборки камеры. Особенно это касается сопла и пистолета. Обратите внимание на емкость для песка. Если отработанный материал будет собираться аккуратно, возможно его вторичное использование. Собрать такую камеру своими руками несложно. Главное — подобрать правильный чертеж и использовать в работе только качественные материалы.
Как и в случае с пескоструйным аппаратом, важно подбирать только качественные детали для сборки камеры. Особенно это касается сопла и пистолета. Обратите внимание на емкость для песка. Если отработанный материал будет собираться аккуратно, возможно его вторичное использование. Собрать такую камеру своими руками несложно. Главное — подобрать правильный чертеж и использовать в работе только качественные материалы.
Техника безопасности
При использовании абразивных материалов нужно соблюдать технику безопасности. Работать следует в закрытом костюме, обязательно — с респиратором. Также обратите внимание на обувь — она должна быть полностью закрытой.
Выполняя все рекомендации по обустройству камеры и работе с ней, можно безопасно и качественно обрабатывать практически любые поверхности.
[democracy]
[democracy]
Автор: Баранов Виталий Петрович
Образование: среднее специальное. Специальность: автослесарь. Профессиональная диагностика, ремонт, ТО легковых авто зарубежного производства 2000-2015 г.в. Большой опыт работы с Японскими и Немецкими авто.
Специальность: автослесарь. Профессиональная диагностика, ремонт, ТО легковых авто зарубежного производства 2000-2015 г.в. Большой опыт работы с Японскими и Немецкими авто.
Оборудование для покраски дисков порошковой краской. Типы узлов и их структура.
Покраска автомобильных дисков порошковой краской – это услуга, которая стабильно закрепилась на рынке, и пользуется огромным спросом. Связано это с тем, что качество получаемого покрытия после термической обработки физически стойких полимеров получается намного выше, чем при нанесении жидких составов в виде обычной эмали. Такое ЛКП получается значительно выносливее к механическим и химическим воздействиям, что особенно актуально при эксплуатации машинных дисков. Но есть и один нюанс, у вас не выйдет провести работы по обработке этих элементов авто в гараже, поскольку для данной технологии нужен целый комплекс узлов, каждый из которых отвечает за определенный этап обработки. В этой статье мы рассмотрим, какое оборудование для покраски дисков вам потребуется, и на какие этапы разделяется сама технология.
В этой статье мы рассмотрим, какое оборудование для покраски дисков вам потребуется, и на какие этапы разделяется сама технология.
Как выглядит производственный процесс?
Содержание статьи
В большинстве автомобильных мастерских под линию по покраске дисков выделяют отдельное помещение, где устанавливают целый комплекс оборудования. Стоимость такого оборудования высокая, но при правильном построении бизнес процессов, можно быстро отбить вложенные средства.
Сама технологическая линия оборудования для порошковой покраски дисков разделяется на три сегмента:
- подготовительная зона.
- участок нанесения порошковых материалов на диски.
- печь для полимеризации нанесенных составов.
Между всеми тремя ветками, обычно сооружают транспортировочную систему, которая исключает контакт работника с поверхностью деталей и таким образом обеспечивает не только повышенные меры безопасности, но и уберегают от повторного загрязнения дисков, путем тактильного контакта или же попадания пыли. На самой транспортировочной линии есть целый набор крепежных элементов, с помощью которого можно фиксировать практически любую деталь.
На самой транспортировочной линии есть целый набор крепежных элементов, с помощью которого можно фиксировать практически любую деталь.
Подготовительная зона
Качество предварительной подготовки поверхности, во многом влияет на финишный результат работы. В подготовку включают следующее этапы: зачистка поверхности с помощью абразивных элементов, обезжиривание дисков и удаление всех масляных пятен, и итоговая сушка.
Исходя из этих требований, минимальный набор оборудования на этом шаге состоит из следующих позиций:
- пескоструйная установка, для зачистки дисков от старой краски и ржавчины.
- промывочные ванны с обезжиривающим средством.
- сушильная камера.
Не стоит пренебрегать этапом обезжиривания деталей, ведь при попадании масляных составов на обрабатываемом участке, скорее всего, возникнут дефекты, и всю работу нужно будет переделывать повторно. Часто мастера осуществляют, погружают очищенные диски по 2 – 3 раза в ванны с раствором в котором используется профессиональные составы для удаления жировых и масляных наплывов. Далее колесные автомобильные диски под воздействием теплого сжатого воздуха обрабатывают в специальной сушильной камере.
Часто мастера осуществляют, погружают очищенные диски по 2 – 3 раза в ванны с раствором в котором используется профессиональные составы для удаления жировых и масляных наплывов. Далее колесные автомобильные диски под воздействием теплого сжатого воздуха обрабатывают в специальной сушильной камере.
Участок нанесение порошковой краски на диски
Нанесение порошковых материалов на диски осуществляют на стенде, который оборудуется системой фильтрации, сбора остаточного материала и мощной вентиляцией. Все эти меры позволяют не только безопасно работать мастеру, но и влияют на экономичность и скорость работы с покрасочным стендом.
Из всего оборудования для покраски дисков порошковой краской стенд играет важную роль. Он представляет собой камеру тупикового или сквозного типа, которая ограничивает зону разлета частиц воздушно пылевой смеси краски. Входящие в состав компрессоры подают воздушный поток под давлением в краскопульты для порошковой краски. Тут важно следить за фильтрацией воздуха, так как при попадании пыли или же влаги на материал, получить качественное покрытие в результате у вас не получится.
Распылители краски используют двух видов: электростатические и трибостатические. Большей популярностью пользуются именно электростатические варианты краскопультов, так как ускоряют процесс покраски. Трибостатические распылители в основном используют при работе с деталями сложной геометрии, и сама процедура занимает больше времени.
Электростатические распылители используют в своей основе для заряда воздушно-пылевой смеси краски принудительный коронный разряд. В тех же трибостатических устройствах используется статический заряд, который образуется за счет трения частиц краски друг о друга.
Абсолютно все оборудование, подключенное к покрасочному стенду, требует заземления, ведь вы будете работать с высоким напряжением.
Важной цепочкой стенда является система фильтрации и сбора лишнего порошка, который не оседает на поверхности дисков. Такой материал попадает в специальные камеры, и в будущем его либо повторно используют, либо продают как вторичное сырье для других предприятий. Это существенно экономит деньги для владельца СТО, поскольку цена на порошковую краску не маленькая.
Это существенно экономит деньги для владельца СТО, поскольку цена на порошковую краску не маленькая.
Печь для полимеризации
В таких камерах происходит термическая обработка нанесенного порошкового состава, который расплавляется и образует равномерную пленку по всей поверхности дисков. По своей конструкции печь для полимеризации материала представляет собой камеру, в стенках которой установлены ТЭНы. Мощность и уровень температуры во многом зависит от размеров камеры и количества изделий, загружаемых в нее для обработки.
В случае с порошковой покраской дисков, размеры камеры выбирают компактного типа, например, 2,2м – 1,4м – 1,7м. Такие габариты позволяют при минимальных затратах ресурсов быстро прогревать камеру и одновременно обрабатывать 4 – 20 дисков. Далее после термической обработки, диски снова обрабатывают теплым сжатым воздухом для удаления остаточной пыли и обеспечения процесса равномерного остывания детали.
А какое дополнительное оборудование для нанесения порошковой краски на диски используете вы?
| 888-1022-008PB СОСУД, СТАЦИОНАРНЫЙ, С ДВОЙНОЙ КАМЕРОЙ 8 CU FT, 150 PSI, 2 ВЫХОДА, КОНУСНОЕ ДНО 90 °, ЗАЗОР 13 «, 69» OAH, ВКЛЮЧАЕТ (2) 9 «ЗОНТА, (2) РУЧНЫЕ УЗЛЫ, ( 2) POP-UPS и (2) ЮБКИ-ПРОКЛАДКИ | |
| PB-FP10CUFT ОБНОВЛЕНИЕ ВИЛКИХ КАРМАНОВ ДЛЯ 6 CU FT, 8 CU FT и 10 CU FT СТАЦИОНАРНЫХ СОСУДОВ PIRATE БРЕНДА S-СЕРИИ, ВИЛОВЫЙ КАРМАН ID — 2-1 / 2 «x 7-1 / 2» (УСТАНОВЛЕН НА ЗАВОДЕ ТОЛЬКО) | |
| PB-FP10CUFT-MS ОБНОВЛЕНИЕ КАРМАНОВ ВИЛКИ ДЛЯ 8 CU FT и 10 CU FT СТАЦИОНАРНЫХ СОСУДОВ PIRATE БРЕНДА S СЕРИИ S W / 800 CFM ВЛАЖНЫЕ СЕПАРАТОРЫ , Внутренний диаметр кармана вилки — 2-1 / 2 «x 7-1 / 2» (ТОЛЬКО УСТАНОВЛЕННЫЙ НА ЗАВОДЕ) | |
| 888-5010-060PB КРЫШКА, ДИАМ. | |
| 888-5013-80101PB ДАТЧИК УРОВНЯ, ЕМКОСТНЫЙ, 10-55 В ПОСТОЯННОГО ТОКА, ОБЫЧНО ОТКРЫТ ИЛИ ОБЫЧНО ЗАКРЫТ | |
| 888-5013-30012PB МОНТАЖНЫЙ ПЕРЕХОДНИК, ДАТЧИК УРОВНЯ, 3/4 «NPT | |
| 888-3024-107PB СОЕДИНИТЕЛЬ, GALV, 1-1 / 4 « | |
| 888-3024-00701PB ДИСК ОТВЕРСТИЯ, ДВОЙНОЙ КАМЕР, ЛАТУНЬ (ДЛЯ СОЕДИНЕНИЯ 1-1 / 4 «) | |
| 888-2490- PB КЛАПАН ОБРАТНЫЙ, ПОВОРОТНЫЙ 1-1 / 4 «, С ДИФФЕРЕНЦИАЛЬНЫМ ОТВЕРСТИЕМ УРАВНИВАТЕЛЯ 5/32» | |
| PB-LAD-MM-4-P 4-СТУПЕНЧАТАЯ ЛЕСТНИЦА ЗАГРУЗОЧНОЙ ЛЕСТНИЦЫ ДЛЯ ПЕРЕДНЕГО ДОСТУПА К БЛАСТЕРАМ 8/10/20 CU FT И БОПОВЫМ СУМКАМ | |
| 888-2100-010PB ВРАЩАЮЩИЙСЯ С УРЕТАНОМ НА СТВОЛКЕ, БОЛЬШОЙ | |
| 888-2100-01104PB ПРОКЛАДКА ВЫДВИЖНАЯ, ЮБКА НА 3. | |
| 888-7000-00111PB HANDWAY CRAB В СБОРЕ 6 «x 8» | |
| 888-7000-00106PB ПРОКЛАДКА, РУЧНАЯ, 6 «x 8» |
 24 «, С РУЧКОЙ, ЧЕРНОЕ ПОРОШКОВОЕ ПОКРЫТИЕ
24 «, С РУЧКОЙ, ЧЕРНОЕ ПОРОШКОВОЕ ПОКРЫТИЕ СОСУДЫ ДАВЛЕНИЯ СЕРИИ S 5, 6.5, 8 И 10 CU FT
СОСУДЫ ДАВЛЕНИЯ СЕРИИ S 5, 6.5, 8 И 10 CU FTПескоструйная камера | Большой пескоструйный шкаф
Пескоструйная камера Портативная пескоструйная будка Пескоструйная камера также называется дробеструйной машиной и пескоструйной камерой.Он подходит для очистки поверхности и удаления ржавчины с некоторых крупных деталей и увеличивает адгезию между заготовкой и покрытием. Помещение пескоструйной обработки спроектировано в соответствии с производственным процессом и характеристиками самого продукта. Подходит для удаления ржавчины с поверхности и удаления ржавчины с крупных отливок, сварных стальных конструкций, инженерного оборудования, промышленных котлов, химического оборудования, судостроения и т. Д. Укрепляет, улучшает адгезию краски и т. Д.Кроме того, у нас также есть проходные дробеструйные машины, дробеструйные аппараты для пола, портативные пескоструйные машины, машины для удаления ржавчины с арматуры для всех клиентов. Если вас интересуют наши машины, пожалуйста, свяжитесь с нами. 【WhatsApp / Wechat / Телефон / Skype】 +8613613856800
Подходит для удаления ржавчины с поверхности и удаления ржавчины с крупных отливок, сварных стальных конструкций, инженерного оборудования, промышленных котлов, химического оборудования, судостроения и т. Д. Укрепляет, улучшает адгезию краски и т. Д.Кроме того, у нас также есть проходные дробеструйные машины, дробеструйные аппараты для пола, портативные пескоструйные машины, машины для удаления ржавчины с арматуры для всех клиентов. Если вас интересуют наши машины, пожалуйста, свяжитесь с нами. 【WhatsApp / Wechat / Телефон / Skype】 +8613613856800
Получите бесплатное предложение
Параметры пескоструйной установки:
| Размер взрывной камеры | Размер заготовки | Пистолет для дробеструйной обработки |
| 6000 × 6000 × 5000 мм | 3000 × 3000 × 2500 мм | 2 |
| 6000 × 6000 × 6000 мм | 3000 × 3000 × 3500 мм | 2 |
| 8000 × 6000 × 5000 мм | 5000 × 3000 × 2500 мм | 2 |
| 8000 × 6000 × 6000 мм | 5000 × 3000 × 3500 мм | 2 |
| 10000 × 6000 × 6000 мм | 7000 × 3000 × 3500 мм | 2 |
| 15000 × 6000 × 6000 мм | 12000 × 3000 × 3500 мм | 2 |
| 15000 × 8000 × 6000 мм | 12000 × 5000 × 3500 мм | 2 |
| 18000 × 8000 × 6000 мм | 15000 × 5000 × 3500 мм | 4 |
| 18000 × 10000 × 8000 мм | 15000 × 7000 × 5500 мм | 4 |
Лучший пескоструйный шкаф YG Характеристики:
- Экономичный , эффективный и экологически чистый.
- Сложные детали любых размеров хорошо обрабатываются.
- Снижает уровень шума при работе и продлевает срок службы.
- Обеспечьте беспыльные защитные аксессуары для здоровья оператора.
- Оснащен передовыми системами ПЛК и высококачественными компонентами.
- Размер взрывной камеры может быть по индивидуальному заказу .

Получите бесплатное предложение
Купить пескоструйную камеру YG Принцип работы пескоструйного шкафа YG Hot-saleКонструкция взрывной камеры должна соответствовать следующим требованиям:
- Покраска работает нормально при любой погоде.
- Технологическое оборудование может работать при полной нагрузке в течение долгого времени без проблем, а вся камера пескоструйной очистки и окраски имеет безупречную конструкцию; Сетка.
- Централизованная система централизованного управления должна отвечать требованиям простоты эксплуатации и высокой степени автоматизации системы технологического оборудования.
- Система обработки должна быть современной, практичной и безопасной.
- Повысьте общую экономичность системы за счет оптимизации конструкции.
- Экономичная, разумная и удобная вентиляция, удаление пыли и обработка лакокрасочным туманом.
- Производственные мощности по пескоструйной очистке и покраске в основном соответствуют проектным требованиям.
- Системное оборудование должно быть усовершенствованным и полным, чтобы снизить зависимость от вспомогательных служб.

Получите бесплатное предложение
Дробеструйная будка для продажи Фотографии работы пескоструйной установкиПроверьте разницу между пескоструйной машиной и пескоструйной камерой:
По внешним размерам пескоструйные машины, как правило, представляют собой небольшое оборудование, а в доме построены пескоструйные помещения для пескоструйной обработки.Пескоструйный аппарат вообще проще, чем пескоструйный. Конструкция пескоструйных камер и вспомогательное оборудование в основном состоит из шести частей: дробеструйная, система дробеструйной обработки, система циркуляции абразива, система вентиляции и пылеудаления, освещение и система электрического управления.
Автоматическая пескоструйная установка — это разновидность пескоструйной машины, в которой в качестве силы используется сжатый воздух, а в качестве среды — абразив по металлу. В помещении для автоматической пескоструйной обработки автоматически выполняется автоматическая струйная очистка, автоматическое выдвижение и выдвижение заготовки, автоматическое колебание распылителя, автоматическая сортировка абразивов, автоматическое удаление пыли и т. Д.В любом случае, за исключением верхней и нижней части заготовки, все они не требуют ручного управления. Подходит для плоских пластин, дисков, квадратов и т. Д.
Большой шкаф для пескоструйной обработки Масштаб:
- Перед утилизацией: Гальваника, покраска, напыление и т. Д. Все покрывается пескоструйной очисткой перед обработкой, внешний вид определенно гигиеничный, а адгезия и коррозионная стойкость покровного слоя значительно улучшены.
- Отделка: Металлические детали, такие как отливки, штамповки, сварные детали, детали для термообработки, удаление окалины, остатки, пыль; Неметаллические изделия, обработка поверхностей, керамические заготовки, черные пятна, рисунки лаков.
- Инновация старых деталей: Инновационная очистка всех движущихся частей, таких как автомобили, мотоциклы, механическое и электрическое оборудование в пескоструйной очистке. Вместе устраняют усталостное напряжение и продлевают срок службы.
- Световое украшение: Все металлические изделия и неметаллические изделия (пластик, хрусталь, стекло и т. Д.) Удаляются следы поверхности, обработка поверхности аргоновым светом тумана, так что внешний вид продукта повышается до уровня.
- Удаление сенсорного инструмента: Обработка поверхности формы аргоном, изготовление графики и отделка формы не ухудшают внешний вид формы и гарантируют точность формы.
- Удаление заусенцев: Удаляются мелкие заусенцы на обработанных деталях и устраняется переполнение деталей впрыска.
- Переделка бракованной продукции: Удаление плохой маскировки продукта, плохой окраски внешнего вида и удаление печати.
- Усиление: Повышение твердости металлических деталей для снятия напряжений, таких как лопасти самолетов, пружины, обрабатывающие инструменты и оружие.
- Травление противоскользящая обработка: Металлические изделия, неметаллические изделия, рисунки экстерьера, текст и противоскользящая обработка, например мрамор, ручка, печать, каменные надписи.
- Утилизация джинсовой ткани: Джинсовая ткань матовая, белесая и с ворсистым эффектом.

| Поиск > SCHMIDT MFG Style> СОСУДЫ И КОМПОНЕНТЫ — ДВОЙНАЯ КАМЕРА > 888-3024-00701PB | ||||||||
| Номер детали 888-3024-00701PB Описание ДИСК ОТДЕЛЕНИЯ, ДВОЙНАЯ КАМЕРА, ЛАТУНЬ (ДЛЯ СОЕДИНЕНИЯ 1-1 / 4 «)
| ||||||||
Цены будут предоставлены 3 местными дистрибьюторами после заполнения вашего списка покупок.
| ||||||||
| Просмотр продуктов, которые включают этот товар или обычно покупаются за | ||||||||
| ||||||||
Опции и продукты, обычно покупаемые с 888-3024-00701PB
| ||||||||
 0419 фунта (0,019 кг)
0419 фунта (0,019 кг) S. ФИЛЬТР / ПРОИЗВОДСТВО AXXIOM
S. ФИЛЬТР / ПРОИЗВОДСТВО AXXIOM1910.
 94 — Вентиляция. | Управление охраны труда
94 — Вентиляция. | Управление охраны трудаКожухи шлифовальной и полировальной ленты должны быть сконструированы как можно ближе к работе. Капюшон должен доходить почти до пояса, а с обеих сторон должны быть предусмотрены отверстия шириной 1 дюйм. На рисунке G-8 показан типичный кожух для работы с ремнем.
РИСУНОК G-1.
ОТВЕТВИТЕЛЬНЫЕ СОЕДИНЕНИЯ
(Для Рисунка G-1 нажмите здесь)
Рисунок G-1 - Вытяжной кожух дискового шлифовального станка с вертикальным шпинделем
и соединения патрубков
______________________________________________________________________
| | |
Dia.D дюймы (см) | Выхлоп E | Объем |
____________________________ | __________________ | Исчерпаны | Примечание
| | | | в 4500 |
Мин. | Максимум. | Нет | | фут / мин |
| | Трубы | Dia. | фут (3) / мин |
_________________ | __________ | _______ | __________ | ___________ | ____________
| | | | |
. ................ | 20 | 1 | 4 1/4 | 500 | Когда
| | | | | одна половина
| | | | | или больше
| | | | | принадлежащий
| | | | | диск может
| | | | | быть с капюшоном,
| | | | | использовать
| | | | | выхлоп
| | | | | воздуховоды как
| | | | | показано на
| | | | | левый.Более 20 ......... | 30 | 2 | 4 | 780 |
Более 30 ......... | 72 | 2 | 6 | 1,770 |
Более 53 ......... | 72 | 2 | 8 | 3,140 |
_________________ | __________ | _______ | __________ | ___________ | ____________
| | | | |
| 20 | 2 | 4 | 780 | Когда нет
| | | | | капюшон может
| | | | | использоваться
| | | | | над
| | | | | диск
| | | | | использовать
| | | | | выхлоп
| | | | | каналы
| | | | | в качестве
| | | | | показано
| | | | | слева. Более 20 ......... | 20 | 2 | 4 | 780 |
Более 30 ......... | 30 | 2 | 5 1/2 | 1,480 |
Более 53 ......... | 53 | 4 | 6 | 3,530 |
| 72 | 5 | 7 | 6,010 |
_________________ | __________ | _______ | __________ | ___________ | ____________
Потери на входе = 1,0 скоростное давление паза + 0,5 скоростное давление ответвления.
Минимальная скорость прорези = 2000 футов / мин - ширина прорези 1/2 дюйма (1,27 см).
РИСУНОК G-2 СТАНДАРТНАЯ ШЛИФОВАЛЬНАЯ ВЫТЯЖКА
(Для Рисунка G-2 нажмите здесь)
________________________________________________________________
| |
Размер колеса, дюймы | |
______________________________________ | Выхлоп | Объем
| | розетка, | воздуха
Диаметр | | дюймы | в
_______________________ | Ширина, макс. | E | 4,500
| | | | фут / мин
Мин = d | Макс = D | | |
__________ | ____________ | ______________ | _______________ | _________
| | | |
| 9 | 1 1/2 | 3 | 220
Больше 9. .. | 16 | 2 | 4 | 390
Более 16 .. | 19 | 3 | 4 1/2 | 500
Более 19 .. | 24 | 4 | 5 | 610
Более 24 .. | 30 | 5 | 6 | 880
Более 30 .. | 36 | 6 | 7 | 1,200
__________ | ____________ | ______________ | _______________ | _________
Потери на входе = 0,45, скоростное давление при конусном взлете 0,65.
скоростное давление для прямого взлета.РИСУНОК G-3 СПОСОБ НАНЕСЕНИЯ ВЫХЛОПНОЙ КОЖИ
К МАШИНАМ С ПОВОРОТНОЙ РАМОЙ
(Для Рисунка G-3 нажмите здесь)
Примечание: перегородка для максимального уменьшения переднего открытия.
РИСУНОК G-4 СТАНДАРТНАЯ ВЫТЯЖКА И ПОЛИРОВКА
(Для Рисунка G-4 нажмите здесь)
Стандартный кожух для полировки и полировки
______________________________________________________________________
| |
Размер колеса, дюймы | |
_____________________________________________ | Выхлоп | Объем
| | розетка, | воздуха
Диаметр | | дюймы | в
______________________________ | Ширина, макс. | E | 4,500
| | | | фут / мин
Мин = d | Макс = D | | |
_________________ | ____________ | ______________ | _______________ | ________
| | | |
| 9 | 2 | 3 1/2 | 300
Больше 9.......... | 16 | 3 | 4 | 500
Более 16 ......... | 19 | 4 | 5 | 610
Более 19 ......... | 24 | 5 | 5 1/2 | 740
Более 24 ......... | 30 | 6 | 6 1/2 | 1,040
Более 30 ......... | 36 | 6 | 7 | 1,200
_________________ | ____________ | ______________ | _______________ | ________
Потери на входе = 0,15 скоростного давления для конического взлета; 0,65
скоростное давление для прямого взлета.РИСУНОК G-5 КОЖУХ ДЛЯ ПОЛИРОВКИ ИЛИ ШЛИФОВАНИЯ КОЛЕСА
(Для Рисунка G-5 нажмите здесь)
Потери на входе = 0,45 скоростного давления для конического взлета.
РИСУНОК G-6 ВЫПУСК ОДНОШПИНДЕЛЬНОЙ ДИСКОВОЙ ШЛИФОВАЛЬНОЙ МАШИНЫ ГОРИЗОНТАЛЬНЫЙ
СОЕДИНЕНИЯ КАПОТА И ОТВЕТВИТЕЛЬНОЙ ТРУБЫ
(Для Рисунка G-6 нажмите здесь)
_______________________________________________________________
| |
Диаметр D в дюймах | Выхлоп E | Объем
_____________________________________ | диам. | измученный
| | дюймы | в 4500
Мин. | Максимум. | | фут / мин
| | | фут (3) / мин
_____________________ | _______________ | ___________ | _____________
| | |
| 12 | 3 | 220
Более 12 ............. | 19 | 4 | 390
Более 19 ............. | 30 | 5 | 610
За 30 ............. | 36 | 6 | 880
_____________________ | _______________ | ___________ | _____________
ПРИМЕЧАНИЕ: Если шлифовальные круги используются для шлифования дисков,
вытяжки должны соответствовать прочности конструкции и материалам, как
описано в 9.1.
Потери на входе = 0,45 скоростного давления для конического взлета.
РИСУНОК G-7 ВЫПУСК ДВУХШПИНДЕЛЬНОГО ДИСКОВОГО ГОРИЗОНТАЛЬНОГО ДИСКОВОДА
СОЕДИНЕНИЯ КАПОТА И ОТВЕТВИТЕЛЬНОЙ ТРУБЫ
(Для Рисунка G-7 нажмите здесь)
_____________________________________________________________________
| | |
Диаметр диска.дюймы | | Объем |
| Выхлоп E | истощены |
____________________________ | __________________ | в | Примечание
| | | | 4,500 |
Мин. | Максимум. | Нет | | фут / мин. |
| | Трубы | Dia. | фут (3) / мин |
_________________ | __________ | _______ | __________ | ___________ | _________
| | | | |
| 19 | 1 | 5 | 610 |
Старше 19 лет......... | 25 | 1 | 6 | 880 | Когда
| | | | | ширина "W"
| | | | | разрешения,
| | | | | выхлоп
| | | | | каналы
| | | | | должен
| | | | | быть как
| | | | | около
| | | | | самый тяжелый
| | | | | шлифование
| | | | | в качестве
| | | | | возможный.Более 25 ......... | 30 | 1 | 7 | 1,200 |
Более 30 ......... | 53 | 2 | 6 | 1,770 |
Более 53 ......... | 72 | 4 | 8 | 6,280 |
_________________ | __________ | _______ | __________ | ___________ | __________
Потери на входе = 0,45 скоростного давления для конического взлета.
РИСУНОК G-8 ТИПИЧНЫЙ КОЖУХ ДЛЯ РАБОТЫ С РЕМНЕМ
(Для Рисунка G-8 нажмите здесь)
Потери на входе = 0,45 скоростного давления для конического взлета. __________________________________________________________
|
| Объем выхлопа
Ширина ремня W. дюймы (сантиметры) | фут [1] / мин
_______________________________________ | __________________
|
До 3 ............................... | 220
От 3 до 5 ................................ | 300
От 5 до 7 ................................ | 390
С 7 по 9................................ | 500
С 9 по 11 ............................... | 610
С 11 по 13 .............................. | 740
_______________________________________ | __________________
Минимальная скорость в воздуховоде = 4500 футов / мин отвод, 3500
фут / мин основной.
Потери на входе = 0,45 скоростного давления для конического взлета;
Давление скорости 0,65 для прямого взлета.
 ................ | 20 | 1 | 4 1/4 | 500 | Когда
| | | | | одна половина
| | | | | или больше
| | | | | принадлежащий
| | | | | диск может
| | | | | быть с капюшоном,
| | | | | использовать
| | | | | выхлоп
| | | | | воздуховоды как
| | | | | показано на
| | | | | левый.Более 20 ......... | 30 | 2 | 4 | 780 |
Более 30 ......... | 72 | 2 | 6 | 1,770 |
Более 53 ......... | 72 | 2 | 8 | 3,140 |
_________________ | __________ | _______ | __________ | ___________ | ____________
| | | | |
| 20 | 2 | 4 | 780 | Когда нет
| | | | | капюшон может
| | | | | использоваться
| | | | | над
| | | | | диск
| | | | | использовать
| | | | | выхлоп
| | | | | каналы
| | | | | в качестве
| | | | | показано
| | | | | слева.
................ | 20 | 1 | 4 1/4 | 500 | Когда
| | | | | одна половина
| | | | | или больше
| | | | | принадлежащий
| | | | | диск может
| | | | | быть с капюшоном,
| | | | | использовать
| | | | | выхлоп
| | | | | воздуховоды как
| | | | | показано на
| | | | | левый.Более 20 ......... | 30 | 2 | 4 | 780 |
Более 30 ......... | 72 | 2 | 6 | 1,770 |
Более 53 ......... | 72 | 2 | 8 | 3,140 |
_________________ | __________ | _______ | __________ | ___________ | ____________
| | | | |
| 20 | 2 | 4 | 780 | Когда нет
| | | | | капюшон может
| | | | | использоваться
| | | | | над
| | | | | диск
| | | | | использовать
| | | | | выхлоп
| | | | | каналы
| | | | | в качестве
| | | | | показано
| | | | | слева. Более 20 ......... | 20 | 2 | 4 | 780 |
Более 30 ......... | 30 | 2 | 5 1/2 | 1,480 |
Более 53 ......... | 53 | 4 | 6 | 3,530 |
| 72 | 5 | 7 | 6,010 |
_________________ | __________ | _______ | __________ | ___________ | ____________
Потери на входе = 1,0 скоростное давление паза + 0,5 скоростное давление ответвления.
Минимальная скорость прорези = 2000 футов / мин - ширина прорези 1/2 дюйма (1,27 см).
РИСУНОК G-2 СТАНДАРТНАЯ ШЛИФОВАЛЬНАЯ ВЫТЯЖКА
(Для Рисунка G-2 нажмите здесь)
________________________________________________________________
| |
Размер колеса, дюймы | |
______________________________________ | Выхлоп | Объем
| | розетка, | воздуха
Диаметр | | дюймы | в
_______________________ | Ширина, макс. | E | 4,500
| | | | фут / мин
Мин = d | Макс = D | | |
__________ | ____________ | ______________ | _______________ | _________
| | | |
| 9 | 1 1/2 | 3 | 220
Больше 9.
Более 20 ......... | 20 | 2 | 4 | 780 |
Более 30 ......... | 30 | 2 | 5 1/2 | 1,480 |
Более 53 ......... | 53 | 4 | 6 | 3,530 |
| 72 | 5 | 7 | 6,010 |
_________________ | __________ | _______ | __________ | ___________ | ____________
Потери на входе = 1,0 скоростное давление паза + 0,5 скоростное давление ответвления.
Минимальная скорость прорези = 2000 футов / мин - ширина прорези 1/2 дюйма (1,27 см).
РИСУНОК G-2 СТАНДАРТНАЯ ШЛИФОВАЛЬНАЯ ВЫТЯЖКА
(Для Рисунка G-2 нажмите здесь)
________________________________________________________________
| |
Размер колеса, дюймы | |
______________________________________ | Выхлоп | Объем
| | розетка, | воздуха
Диаметр | | дюймы | в
_______________________ | Ширина, макс. | E | 4,500
| | | | фут / мин
Мин = d | Макс = D | | |
__________ | ____________ | ______________ | _______________ | _________
| | | |
| 9 | 1 1/2 | 3 | 220
Больше 9. .. | 16 | 2 | 4 | 390
Более 16 .. | 19 | 3 | 4 1/2 | 500
Более 19 .. | 24 | 4 | 5 | 610
Более 24 .. | 30 | 5 | 6 | 880
Более 30 .. | 36 | 6 | 7 | 1,200
__________ | ____________ | ______________ | _______________ | _________
Потери на входе = 0,45, скоростное давление при конусном взлете 0,65.
скоростное давление для прямого взлета.РИСУНОК G-3 СПОСОБ НАНЕСЕНИЯ ВЫХЛОПНОЙ КОЖИ
К МАШИНАМ С ПОВОРОТНОЙ РАМОЙ
(Для Рисунка G-3 нажмите здесь)
Примечание: перегородка для максимального уменьшения переднего открытия.
РИСУНОК G-4 СТАНДАРТНАЯ ВЫТЯЖКА И ПОЛИРОВКА
(Для Рисунка G-4 нажмите здесь)
Стандартный кожух для полировки и полировки
______________________________________________________________________
| |
Размер колеса, дюймы | |
_____________________________________________ | Выхлоп | Объем
| | розетка, | воздуха
Диаметр | | дюймы | в
______________________________ | Ширина, макс.
.. | 16 | 2 | 4 | 390
Более 16 .. | 19 | 3 | 4 1/2 | 500
Более 19 .. | 24 | 4 | 5 | 610
Более 24 .. | 30 | 5 | 6 | 880
Более 30 .. | 36 | 6 | 7 | 1,200
__________ | ____________ | ______________ | _______________ | _________
Потери на входе = 0,45, скоростное давление при конусном взлете 0,65.
скоростное давление для прямого взлета.РИСУНОК G-3 СПОСОБ НАНЕСЕНИЯ ВЫХЛОПНОЙ КОЖИ
К МАШИНАМ С ПОВОРОТНОЙ РАМОЙ
(Для Рисунка G-3 нажмите здесь)
Примечание: перегородка для максимального уменьшения переднего открытия.
РИСУНОК G-4 СТАНДАРТНАЯ ВЫТЯЖКА И ПОЛИРОВКА
(Для Рисунка G-4 нажмите здесь)
Стандартный кожух для полировки и полировки
______________________________________________________________________
| |
Размер колеса, дюймы | |
_____________________________________________ | Выхлоп | Объем
| | розетка, | воздуха
Диаметр | | дюймы | в
______________________________ | Ширина, макс. | E | 4,500
| | | | фут / мин
Мин = d | Макс = D | | |
_________________ | ____________ | ______________ | _______________ | ________
| | | |
| 9 | 2 | 3 1/2 | 300
Больше 9.......... | 16 | 3 | 4 | 500
Более 16 ......... | 19 | 4 | 5 | 610
Более 19 ......... | 24 | 5 | 5 1/2 | 740
Более 24 ......... | 30 | 6 | 6 1/2 | 1,040
Более 30 ......... | 36 | 6 | 7 | 1,200
_________________ | ____________ | ______________ | _______________ | ________
Потери на входе = 0,15 скоростного давления для конического взлета; 0,65
скоростное давление для прямого взлета.РИСУНОК G-5 КОЖУХ ДЛЯ ПОЛИРОВКИ ИЛИ ШЛИФОВАНИЯ КОЛЕСА
(Для Рисунка G-5 нажмите здесь)
Потери на входе = 0,45 скоростного давления для конического взлета.
РИСУНОК G-6 ВЫПУСК ОДНОШПИНДЕЛЬНОЙ ДИСКОВОЙ ШЛИФОВАЛЬНОЙ МАШИНЫ ГОРИЗОНТАЛЬНЫЙ
СОЕДИНЕНИЯ КАПОТА И ОТВЕТВИТЕЛЬНОЙ ТРУБЫ
(Для Рисунка G-6 нажмите здесь)
_______________________________________________________________
| |
Диаметр D в дюймах | Выхлоп E | Объем
_____________________________________ | диам.
| E | 4,500
| | | | фут / мин
Мин = d | Макс = D | | |
_________________ | ____________ | ______________ | _______________ | ________
| | | |
| 9 | 2 | 3 1/2 | 300
Больше 9.......... | 16 | 3 | 4 | 500
Более 16 ......... | 19 | 4 | 5 | 610
Более 19 ......... | 24 | 5 | 5 1/2 | 740
Более 24 ......... | 30 | 6 | 6 1/2 | 1,040
Более 30 ......... | 36 | 6 | 7 | 1,200
_________________ | ____________ | ______________ | _______________ | ________
Потери на входе = 0,15 скоростного давления для конического взлета; 0,65
скоростное давление для прямого взлета.РИСУНОК G-5 КОЖУХ ДЛЯ ПОЛИРОВКИ ИЛИ ШЛИФОВАНИЯ КОЛЕСА
(Для Рисунка G-5 нажмите здесь)
Потери на входе = 0,45 скоростного давления для конического взлета.
РИСУНОК G-6 ВЫПУСК ОДНОШПИНДЕЛЬНОЙ ДИСКОВОЙ ШЛИФОВАЛЬНОЙ МАШИНЫ ГОРИЗОНТАЛЬНЫЙ
СОЕДИНЕНИЯ КАПОТА И ОТВЕТВИТЕЛЬНОЙ ТРУБЫ
(Для Рисунка G-6 нажмите здесь)
_______________________________________________________________
| |
Диаметр D в дюймах | Выхлоп E | Объем
_____________________________________ | диам. | измученный
| | дюймы | в 4500
Мин. | Максимум. | | фут / мин
| | | фут (3) / мин
_____________________ | _______________ | ___________ | _____________
| | |
| 12 | 3 | 220
Более 12 ............. | 19 | 4 | 390
Более 19 ............. | 30 | 5 | 610
За 30 ............. | 36 | 6 | 880
_____________________ | _______________ | ___________ | _____________
ПРИМЕЧАНИЕ: Если шлифовальные круги используются для шлифования дисков,
вытяжки должны соответствовать прочности конструкции и материалам, как
описано в 9.1.
Потери на входе = 0,45 скоростного давления для конического взлета.
РИСУНОК G-7 ВЫПУСК ДВУХШПИНДЕЛЬНОГО ДИСКОВОГО ГОРИЗОНТАЛЬНОГО ДИСКОВОДА
СОЕДИНЕНИЯ КАПОТА И ОТВЕТВИТЕЛЬНОЙ ТРУБЫ
(Для Рисунка G-7 нажмите здесь)
_____________________________________________________________________
| | |
Диаметр диска.дюймы | | Объем |
| Выхлоп E | истощены |
____________________________ | __________________ | в | Примечание
| | | | 4,500 |
Мин.
| измученный
| | дюймы | в 4500
Мин. | Максимум. | | фут / мин
| | | фут (3) / мин
_____________________ | _______________ | ___________ | _____________
| | |
| 12 | 3 | 220
Более 12 ............. | 19 | 4 | 390
Более 19 ............. | 30 | 5 | 610
За 30 ............. | 36 | 6 | 880
_____________________ | _______________ | ___________ | _____________
ПРИМЕЧАНИЕ: Если шлифовальные круги используются для шлифования дисков,
вытяжки должны соответствовать прочности конструкции и материалам, как
описано в 9.1.
Потери на входе = 0,45 скоростного давления для конического взлета.
РИСУНОК G-7 ВЫПУСК ДВУХШПИНДЕЛЬНОГО ДИСКОВОГО ГОРИЗОНТАЛЬНОГО ДИСКОВОДА
СОЕДИНЕНИЯ КАПОТА И ОТВЕТВИТЕЛЬНОЙ ТРУБЫ
(Для Рисунка G-7 нажмите здесь)
_____________________________________________________________________
| | |
Диаметр диска.дюймы | | Объем |
| Выхлоп E | истощены |
____________________________ | __________________ | в | Примечание
| | | | 4,500 |
Мин. | Максимум. | Нет | | фут / мин. |
| | Трубы | Dia. | фут (3) / мин |
_________________ | __________ | _______ | __________ | ___________ | _________
| | | | |
| 19 | 1 | 5 | 610 |
Старше 19 лет......... | 25 | 1 | 6 | 880 | Когда
| | | | | ширина "W"
| | | | | разрешения,
| | | | | выхлоп
| | | | | каналы
| | | | | должен
| | | | | быть как
| | | | | около
| | | | | самый тяжелый
| | | | | шлифование
| | | | | в качестве
| | | | | возможный.Более 25 ......... | 30 | 1 | 7 | 1,200 |
Более 30 ......... | 53 | 2 | 6 | 1,770 |
Более 53 ......... | 72 | 4 | 8 | 6,280 |
_________________ | __________ | _______ | __________ | ___________ | __________
Потери на входе = 0,45 скоростного давления для конического взлета.
РИСУНОК G-8 ТИПИЧНЫЙ КОЖУХ ДЛЯ РАБОТЫ С РЕМНЕМ
(Для Рисунка G-8 нажмите здесь)
Потери на входе = 0,45 скоростного давления для конического взлета.
| Максимум. | Нет | | фут / мин. |
| | Трубы | Dia. | фут (3) / мин |
_________________ | __________ | _______ | __________ | ___________ | _________
| | | | |
| 19 | 1 | 5 | 610 |
Старше 19 лет......... | 25 | 1 | 6 | 880 | Когда
| | | | | ширина "W"
| | | | | разрешения,
| | | | | выхлоп
| | | | | каналы
| | | | | должен
| | | | | быть как
| | | | | около
| | | | | самый тяжелый
| | | | | шлифование
| | | | | в качестве
| | | | | возможный.Более 25 ......... | 30 | 1 | 7 | 1,200 |
Более 30 ......... | 53 | 2 | 6 | 1,770 |
Более 53 ......... | 72 | 4 | 8 | 6,280 |
_________________ | __________ | _______ | __________ | ___________ | __________
Потери на входе = 0,45 скоростного давления для конического взлета.
РИСУНОК G-8 ТИПИЧНЫЙ КОЖУХ ДЛЯ РАБОТЫ С РЕМНЕМ
(Для Рисунка G-8 нажмите здесь)
Потери на входе = 0,45 скоростного давления для конического взлета. __________________________________________________________
|
| Объем выхлопа
Ширина ремня W. дюймы (сантиметры) | фут [1] / мин
_______________________________________ | __________________
|
До 3 ............................... | 220
От 3 до 5 ................................ | 300
От 5 до 7 ................................ | 390
С 7 по 9................................ | 500
С 9 по 11 ............................... | 610
С 11 по 13 .............................. | 740
_______________________________________ | __________________
Минимальная скорость в воздуховоде = 4500 футов / мин отвод, 3500
фут / мин основной.
Потери на входе = 0,45 скоростного давления для конического взлета;
Давление скорости 0,65 для прямого взлета.
__________________________________________________________
|
| Объем выхлопа
Ширина ремня W. дюймы (сантиметры) | фут [1] / мин
_______________________________________ | __________________
|
До 3 ............................... | 220
От 3 до 5 ................................ | 300
От 5 до 7 ................................ | 390
С 7 по 9................................ | 500
С 9 по 11 ............................... | 610
С 11 по 13 .............................. | 740
_______________________________________ | __________________
Минимальная скорость в воздуховоде = 4500 футов / мин отвод, 3500
фут / мин основной.
Потери на входе = 0,45 скоростного давления для конического взлета;
Давление скорости 0,65 для прямого взлета.
Круги алмазные шлифовальные для кромок стекла. Периферийные диски алмазные для станков с чпу
Алмазный диск для шлифовального станка с ЧПУ
Круглые диски
трапециевидные
Обрезка плоской кромки
Периферийные диски обычно устанавливаются на станках для снятия фасок, сдвоенных кромкообрезных станках, шлифовальных станках с ЧПУ и станках для обрезки прямых кромок. Наш ассортимент алмазных дисков на металлической связке отлично подходит для обработки стекла, кварца, камня и фарфора.
Наш ассортимент алмазных дисков на металлической связке отлично подходит для обработки стекла, кварца, камня и фарфора.
| Обрезные диски с закругленными / трапециевидными / плоскими краями | |||
| Диаметр (мм) | Толщина (мм) | Отверстие | Размер зерна |
| 100,150,175,200 | 3 | 22.12.32 | |
| 4 | 22.12.32 | 100 # / 120 # / 150 # / 170 # / 200 # / 240 # / 320 # / 400 # | |
| 5 | 22.12.32 | 100 # / 120 # / 150 # / 170 # / 200 # / 240 # / 320 # / 400 # | |
| 6 | 22.12.32 | 100 # / 120 # / 150 # / 170 # / 200 # / 240 # / 320 # / 400 # | |
| 8 | 22.12.32 | 100 # / 120 # / 150 # / 170 # / 200 # / 240 # / 320 # / 400 # | |
| 10 | 22.12.32 | 100 # / 120 # / 150 # / 170 # / 200 # / 240 # / 320 # / 400 # | |
| 12 | 22. 12.32 12.32 | 100 # / 120 # / 150 # / 170 # / 200 # / 240 # / 320 # / 400 # | |
| 15 | 22.12.32 | 100 # / 120 # / 150 # / 170 # / 200 # / 240 # / 320 # / 400 # | |
| 19 | 22.12.32 | 100 # / 120 # / 150 # / 170 # / 200 # / 240 # / 320 # / 400 # | |
| 20 | 22.12.32 | 100 # / 120 # / 150 # / 170 # / 200 # / 240 # / 320 # / 400 # | |
| Алмазный диск OG 2OG 30G | |||
| Диаметр (мм) | Толщина (мм) | Диаметр (мм) | Толщина (мм) |
| 100 | 3 | 150 | 3 |
| 100 | 4 | 150 | 4 |
| 100 | 5 | 150 | 5 |
| 100 | 6 | 150 | 6 |
| 100 | 8 | 150 | 8 |
| 100 | 10 | 150 | 10 |
| 100 | 12 | 150 | 12 |
| 100 | 15 | 150 | 15 |
| 100 | 19 | 150 | 19 |
| 100 | 20 | 150 | 20 |
Наши бесцентровые шлифовальные диски состоят из металлической основы и алмазных сегментов, полученных спеканием алмазного порошка и металлической основы при высокой температуре и высоком давлении.
При установке на угловую шлифовальную машину наши алмазные круги могут шлифовать стекло на стабильной высокой скорости. Наши алмазные диски не скалываются, не ломаются и не перегреваются даже при работе без водяного охлаждения. Они обеспечивают гибкое измельчение и более длительный срок службы, чем сопоставимые продукты. Для шлифования материалов с повышенной твердостью рекомендуется использовать диски с меньшим размером алмазного зерна.
Приложение
Периферийные диски подходят для резки и шлифования плоского стекла, матового стекла, стекла с пескоструйной обработкой, гофрированного стекла, армированного стекла, изоляционного стекла, многослойного стекла и стеклоблоков.Тонкость фильтрации алмазных зерен на дисках варьируется от 80 до 150, поэтому стекло не будет повреждено.
Для резки гранита, базальта, известняка, доломита, песчаника и мрамора мы рекомендуем использовать диски с размером зерна от 36 до 60. Алмазные диски с этими параметрами будут резать камень на высокой скорости без трещин и трещин.
При работе с керамикой, силикатными изделиями, кремниевыми пластинами мы рекомендуем использовать алмазные диски с размером зерна от 80 до 120.
Среди прочего, наши периферийные диски можно использовать для шлифования алюминия и нержавеющей стали.
| Чашечные диски | |
| Диаметр | 100 мм |
| Кукуруза | 80 # -320 # |
| Спецификации заказчика | |
Отличительные особенности:
Предназначен для всех этапов шлифования кромок листового и многослойного стекла.
При выборе периферийных алмазных кругов учитывайте:
- тип и завод производитель оборудования для обработки стекла
- технические характеристики алмазных периферийных кругов
- желаемый профиль кромки обработанного стекла
- толщина стекла
- желаемое качество обработки
- , используется ли охлаждающая и смазочная жидкость в технологическом процессе
Трапециевидный профиль непрерывный 1DD Huater
Применение: Круги алмазные сплошные предназначены для прямого и криволинейного шлифования кромки «трапециевидного» стекла.
Технические характеристики
| Толщина стекла, мм | Наружный диаметр, d, мм | Посадочное отверстие, h, мм | Высота круга, t, мм | Толщина алмазного слоя x, мм | Зерно |
|---|---|---|---|---|---|
| 3 | 150 | 22 | 4 | 2,5 | 150 |
| 3 | 150 | 22 | 4 | 2,5 | 240 |
| 4 | 150 | 22 | 5 | 2,5 | 100 |
| 4 | 150 | 22 | 5 | 2,5 | 240 |
| 5 | 150 | 22 | 6 | 2,5 | 100 |
| 5 | 150 | 22 | 6 | 2,5 | 240 |
| 6 | 150 | 22 | 7 | 2,5 | 100 |
| 6 | 150 | 22 | 7 | 2,5 | 240 |
| 8 | 150 | 22 | 9 | 2,5 | 100 |
| 8 | 150 | 22 | 9 | 2,5 | 240 |
| 10 | 150 | 22 | 11 | 2,5 | 100 |
| 10 | 150 | 22 | 11 | 2,5 | 240 |
| 12 | 150 | 22 | 13 | 2,5 | 100 |
| 12 | 150 | 22 | 13 | 2,5 | 240 |
Сегмент трапециевидного профиля 1DD Huater
Применение: Круги алмазные сегментные предназначены для прямого и криволинейного шлифования кромки «трапеции» многослойного стекла.
Периферийные алмазные круги имеют алмазный слой из фракции алмаза, смешанной только на металлической основе
После обработки периферийными алмазными кругами кромка стекла или зеркала становится шлифованной, но матовой. Матовая кромка стекол и зеркал снимается обработкой кромки периферийными полировальными кругами.
Технические характеристики
Карандашный профиль сплошной 1FF Huater
Заявка:
Периферийные алмазные круги имеют алмазный слой из фракции алмаза, смешанной только на металлической основе.
После обработки периферийными алмазными кругами кромка стекла или зеркала становится шлифованной, но матовой. Матовая кромка стекол и зеркал снимается обработкой кромки периферийными полировальными кругами.
Технические характеристики
| Толщина стекла, мм | Наружный диаметр, d, мм | Посадочное отверстие, h, мм | Высота круга, t, мм | Толщина алмазного слоя x, мм | Зерно |
|---|---|---|---|---|---|
| 3 | 150 | 22 | 4 | 2,5 | 150 |
| 3 | 150 | 22 | 4 | 2,5 | 240 |
| 4 | 150 | 22 | 5 | 2,5 | 100 |
| 4 | 150 | 22 | 5 | 2,5 | 240 |
| 5 | 150 | 22 | 6 | 2,5 | 100 |
| 5 | 150 | 22 | 6 | 2,5 | 240 |
| 5 | 175 | 22 | 6 | 2,5 | 180 |
| 6 | 150 | 22 | 7 | 2,5 | 100 |
| 6 | 150 | 22 | 7 | 2,5 | 240 |
| 6 | 175 | 22 | 7 | 2,5 | 180 |
| 8 | 150 | 22 | 9 | 2,5 | 100 |
| 8 | 150 | 22 | 9 | 2,5 | 240 |
| 10 | 150 | 22 | 11 | 2,5 | 100 |
| 10 | 150 | 22 | 11 | 2,5 | 240 |
| 12 | 150 | 22 | 13 | 2,5 | 100 |
| 12 | 150 | 22 | 13 | 2,5 | 240 |
Сегмент профиля карандаша 1FF Huater
Применение: Круги алмазные сплошные предназначены для прямого и криволинейного шлифования кромки «карандаша» многослойного стекла.
Периферийные алмазные круги имеют алмазный слой из фракции алмаза, смешанной только на металлической основе.
При обработке кромки многослойного стекла или при большом удалении стеклянного слоя используются сегментированные алмазные периферийные круги. Сегментированная структура алмазного слоя и подача охлаждающего и смазывающего раствора увеличивают срок службы алмазных кругов.
После обработки периферийными алмазными кругами кромка стекла или зеркала становится шлифованной, но матовой.Матовая кромка стекол и зеркал снимается обработкой кромки периферийными полировальными кругами.
Технические характеристики
Компания «Стеклокомплект» уже более 10 лет продает со своего склада высококачественный инструмент из стекла, который в основном используется на заводах и в мастерских для работы со стеклом и зеркалами. Компания Стеклокомплект предлагает широчайший ассортимент стекольного инструмента, а именно:
Инструмент для резки стекла Kedalong (KD), Terui (Китай) и Bohle (Германия). Это алмазные резцы и быстрорезы по стеклу, стеклобойки (стеклообои), линейка с присосками, линейка без присосок, квадрат без гипотенузы, квадрат с гипотенузой, резец овальный, плоскогубцы, стрелка компаса. резак (стеклорез с присоской), пинцет для мозаики, стеклобой. Если вам нужен профессиональный алмазный стеклорез, у нас есть самый широкий их ассортимент — bohle silberschnitt, toyo tc17, tc10, tc600 и др. Мы всегда рады продемонстрировать вам наши инструменты для обработки стекла, стекольное оборудование и найти идеальный вариант, полностью отвечающий вашим запросам.Быстрый резак для резки стекла очень удобен при резке листов стекла, обычно он может заменить линейку для резки стекла и стеклорез. Мы предлагаем устройства для быстрой резки стекла от таких компаний, как B ohle, K edalong и Terui. Не забывайте, что жидкость для резки стекла требуется при использовании резака для быстрого резки и стеклореза, без нее вы испортите головку и сделаете резку стекла очень неудобной. Кроме того, компания Стеклокомплект предлагает в наличии: пробковые прокладки, стеклянные измерительные приборы, стеклянные линейки, стеклянный угольник, стеклянные циркули и многое другое.
Это алмазные резцы и быстрорезы по стеклу, стеклобойки (стеклообои), линейка с присосками, линейка без присосок, квадрат без гипотенузы, квадрат с гипотенузой, резец овальный, плоскогубцы, стрелка компаса. резак (стеклорез с присоской), пинцет для мозаики, стеклобой. Если вам нужен профессиональный алмазный стеклорез, у нас есть самый широкий их ассортимент — bohle silberschnitt, toyo tc17, tc10, tc600 и др. Мы всегда рады продемонстрировать вам наши инструменты для обработки стекла, стекольное оборудование и найти идеальный вариант, полностью отвечающий вашим запросам.Быстрый резак для резки стекла очень удобен при резке листов стекла, обычно он может заменить линейку для резки стекла и стеклорез. Мы предлагаем устройства для быстрой резки стекла от таких компаний, как B ohle, K edalong и Terui. Не забывайте, что жидкость для резки стекла требуется при использовании резака для быстрого резки и стеклореза, без нее вы испортите головку и сделаете резку стекла очень неудобной. Кроме того, компания Стеклокомплект предлагает в наличии: пробковые прокладки, стеклянные измерительные приборы, стеклянные линейки, стеклянный угольник, стеклянные циркули и многое другое.
Отдельное внимание хотим уделить такому инструменту, как стеклянные присоски. Предлагаем присоски для стаканов Kedalong KD, Vitrododi, T alamoni, Bohle. Все они имеют металлический корпус, за исключением специальных моделей, сменных флажков, ящиков для хранения вещей, и прослужат вам долгие годы. Также хотим отметить, что у нас всегда есть вакуумные присоски для стекла с насосом и манометром, что очень удобно, ведь они помогают контролировать процесс подъема стекла без единого риска.
Другой очень важный вид инструментов — стеклянные круги.Наша компания готова предложить Вам круги для обработки стекла Belfortglass и Huater для любого парка оборудования по самым низким ценам. Мы всегда поддерживаем складскую программу алмазных дисков для стекла и дисков для полировки стекла. Также просим обратить внимание, что обычно в кружках компании покупают полировальный порошок оксид церия (порошок церия), который используется для полировки фаски стекла на станках.
Отдельное внимание уделим переносным станкам для обработки стекла. Иногда у компании нет большого бюджета, им просто необходимо обработать стекло, и именно для таких случаев мы можем предложить вам переносные установки. Самым популярным из них является настольно-расточной станок Siste, он не занимает много места, стоит недорого, дополнительно требует только сверла по стеклу, которые всегда в наличии. Эти сверла для стекла должны быть длиной 75 ммG ½. Мы можем предложить Вам сверло по стеклу различного диаметра и ценового диапазона производства Италии, Китая и России. Также среди переносной техники особой популярностью пользуются шлифовальные машины для стекла.Мы можем предложить вам несколько производителей — Vitrododi Италия и Makita Japan. Любой такой станок для шлифования стекла работает с шлифовальными лентами. И, конечно же, нельзя не упомянуть портативный пескоструйный аппарат VIT-CAR Vitrododi Italy. Именно он позволяет быстро и удобно, без пескоструйной камеры, наносить на стекло самые разнообразные рисунки. Кроме того, обращаем ваше внимание на размещенный на нашем сайте видеофайл об этом пескоструйном аппарате. Для этой установки в обязательном порядке нужно покупать песок для пескоструйной обработки — оксид алюминия.Мы также продаем: электрические средства для удаления царапин, пневматические средства для удаления царапин, пилы для стекла и многое другое.
Для этой установки в обязательном порядке нужно покупать песок для пескоструйной обработки — оксид алюминия.Мы также продаем: электрические средства для удаления царапин, пневматические средства для удаления царапин, пилы для стекла и многое другое.
Компания Стеклокомплект продает не только инструменты для стекла, но и станки для стекла, а именно: станок для обработки кромок стекла, станок для обработки фаски, сверлильный станок для стекла, пескоструйный станок для стекла, станок для мойки стекла, станок для гидроабразивной резки стекла, станок для гибки стекла, фьюзинг стекла. , триплексные печи, столбовые краны.
Мы являемся эксклюзивным представителем в России итальянской фабрики по производству вакуумного оборудования Righetti.Фабрика Righetti более 20 лет производит вакуумные подъемники самого широкого ассортимента, а именно: вакуумный подъемник для стекла, вакуумный подъемник для металла, вакуумный подъемник для сэндвич-панелей, вакуумный подъемник для камня.
Компания «Стеклокомплект» всегда готова выслушать требования наших заказчиков и подобрать для них такой инструмент и оборудование для стекла, которые будут оптимальными по цене, служить и приносить прибыль долгие годы!
ЛЮБЫЕ РАЗМЕРЫ, НЕЗАВИСИМЫЕ УРОВНИ, ОБУЧЕНИЕ, ИНСТРУМЕНТЫ ДЛЯ ОБУЧЕНИЯ
ПРОДАЖА ШЛИФОВАЛЬНО-ПОЛИРОВАЛЬНЫХ дисков со скидкой до 70%
Glass Center и Glass Unit объединились в новый офис по адресу:
3-я Сэнди-стрит, 3,
Купим фацет, кромочный станок в любом состоянии.
Запчасти к любым станкам — ремни, редукторы, моторы, насосы и др.
Диагностика и ремонт любого оборудования для обработки стекла (кроме обрабатывающих центров).
Большой склад запчастей.
Квалифицированные специалисты по обслуживанию прошли обучение в Италии и Китае.
Выезд в любой регион.
Бесплатные консультации.
Приглашаем вас ознакомиться с нашими предложениями.Мы продаем оборудование и инструменты для обработки листового стекла с прошлого века.
В нашей стране также востребованы очень простые ручные станки и дорогие и редкие универсальные станки. Главное для клиента — сделать правильный выбор, исходя из своих желаний и возможностей. Этому посвящен наш сайт. Прочтите тексты в заголовках. Вы обязательно откроете для себя что-то интересное и неожиданное.
Мы не ставим задачу каким-либо образом заставить клиента покупать у нас, как того требуют обстоятельства.
Принимаем на продажу кромочные станки.
FORZA АЛМАЗНЫЕ И БАКЕЛИТОВЫЕ РОЛЛЫ
Оборудование для обработки стекла
Наша компания может изготовить для Вас оборудования для обработки стекла в кратчайшие сроки по низким ценам.
Станки для обработки стекла установлены в нашем цехе, где вы можете ознакомиться с их работой и получить необходимую консультацию.
Наша компания производит станки для обрезки кромок стекла с ручной подачей — ленточные и дисковые.
Предлагаем шлифовальные и полировальные круги для стекольного оборудования российского и зарубежного производства.
Инструмент и принадлежности для стекольщиков (стеклорезы, стеклорезчики, кондукторы) постоянно в наличии; оборудование и станки для обработки стекла для малых и средних стекольных мастерских, сверлильные станки.
Пескоструйное оборудование
Матовое стекло — не последняя новинка. Способы матирования стекла известны давно, как и область применения — как правило, двери. Пескоструйное оборудование используется для производства матового стекла. Сам процесс довольно простой. Необходимо обработать поверхность стекла твердым материалом, в результате чего от поверхности стекла будут отделяться мелкие кусочки. Таким образом, стекло приобретает грубый и непрозрачный вид, что и требуется.
Пескоструйное оборудование используется для производства матового стекла. Сам процесс довольно простой. Необходимо обработать поверхность стекла твердым материалом, в результате чего от поверхности стекла будут отделяться мелкие кусочки. Таким образом, стекло приобретает грубый и непрозрачный вид, что и требуется.
Естественно, степень матирования зависит от размера частиц, ударяющихся о стекло, а также от силы удара. Таким образом, любые вариации в пескоструйной очистке сводятся только к двум параметрам: крупности абразива и давлению.Все остальное — для удобства и продуктивности. Самый простой вариант — ручное пескоструйное оборудование. Производительность невысока, но и стоимость невысока. Автоматическое пескоструйное оборудование намного дороже, но работает чище, производительность может составлять около 1 квадратного метра в минуту.
В нашей компании вы можете заказать пескоструйного оборудования производства Италия. Также вы можете заказать отечественное пескоструйное оборудование, собранное в нашей стране нашими мастерами, которое не только не проигрывает по качеству зарубежному, но и существенно выгоднее по цене.
Машины для мойки стеклопакетов, экструдеры, уплотнительный стол
Пробковые (пробковые) прокладки для транспортировки и хранения стекла.
Стекло — материал, который сложно перерабатывать. Очень твердый, хрупкий и тяжелый.
Инструмент для резки, шлифования, полировки, сверления — это отдельный тип инструмента, в отличие от инструмента для обработки металла, дерева или других более привычных материалов.
Для резки стекла я сейчас использую только твердосплавный ролик. Он надежнее алмаза, прочен, не такой хрупкий.. этот валик используется в виде стеклореза — для несложных, чаще бытовых работ. Для более быстрой резки появились быстрые резаки — приспособления, содержащие сам валик, емкость для масла и линейку с нанесенной шкалой. Таким образом, резак обходится без линейки, угольника, рулетки. Экономия времени, сил и денег.
Но резка стекла всегда в 2 этапа — сначала роликом протягивается полоса, а потом необходимо разбить стекло по линии этой полосы. Тонкое стекло можно разбить вручную, но есть много щипцов, бойков, стеклоломов разной конструкции.Они позволяют разбивать стекло по требуемой линии толщиной до 25 мм.
Тонкое стекло можно разбить вручную, но есть много щипцов, бойков, стеклоломов разной конструкции.Они позволяют разбивать стекло по требуемой линии толщиной до 25 мм.
Стекло нельзя носить даже с собой, как другие материалы. Есть специальный инструмент — присоски, которые фиксируют стекло в любом месте на поверхности, не касаясь края. В зависимости от веса стекла подбираются присоски разной грузоподъемности, вплоть до крановых присосок, способных поднять более тонны.
Сама обработка стекла — это сверление и шлифовка кромки, а также различных вырезов в стекле, если оно используется в строительных конструкциях.
Внешний вид сверл представляет собой цилиндр со слоем технического алмаза — так называемую «коронку». Диаметр цилиндра равен диаметру посадочного отверстия. Процесс обработки стекла сложен. Большое количество СОЖ, определенные усилия сверления, низкая скорость сверления.
В качестве инструмента для обработки используются шлифовальные, полировальные круги, в большинстве случаев это кромка стекла.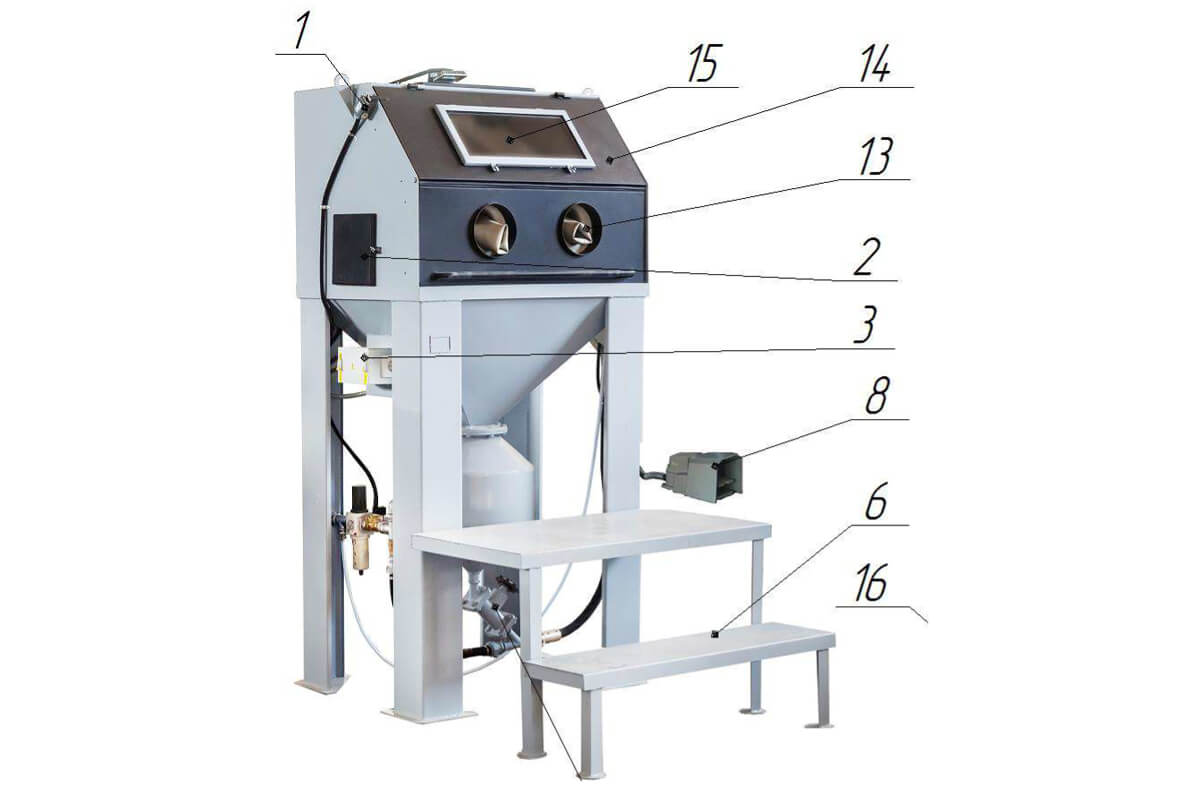 Есть разные формы, разное содержание. В зависимости от машины размеры, толщина алмазного слоя и состав алмазного слоя различаются.Разнообразие этих кружков, как и производителей, настолько велико, что выбор подходящего круга — занятие для квалифицированного пользователя.
Есть разные формы, разное содержание. В зависимости от машины размеры, толщина алмазного слоя и состав алмазного слоя различаются.Разнообразие этих кружков, как и производителей, настолько велико, что выбор подходящего круга — занятие для квалифицированного пользователя.
Все это лишь малая часть инструментов для обработки стекла , это можно продолжать долго, со временем технологии шагнули вперед, прогресс все больше автоматизирует обработку стекла. Появились обрабатывающие центры с ЧПУ, использующие различное приспособление, подбирая который центр решает огромный спектр задач. Оборудование чрезвычайно дорогое, из-за чего старый добрый стеклорез и гальваническое сверло в ручном сверле никогда не выйдет из повседневной жизни мастеров по стеклу.
.