Изготовление шатунов — Энциклопедия по машиностроению XXL
На фиг. 319—324 приведены рабочие чертежи деталей машин. На фиг. 324 показан рабочий чертеж штампованного шатуна трактора. На этом чертеже имеются необходимые для изготовления шатуна технологические надписи, а у размеров указаны числовые величины предельных отклонений по системе допусков и посадок. [c.128]Основным материалом для изготовления шатунов являются высококачественные тер- [c.121]
Для изготовления шатунных болтов двигателей внутреннего сгорания должна быть применена высококачественная сталь. Марка стали назначается по указанию завода-изготовителя, а при отсутствии этих данных — в соответствии с типом и напряжённостью работы двигателя. [c.379]
В правилах технической эксплоатации установок с двигателями внутреннего сгорания рекомендуются следующие марки сталей для изготовления шатунных болтов
 379]
379]Коленчатый вал (рис. 184) изготавливают из стальных поковок или отливают из высокопрочного чугуна. Шатунные шейки в стальных коленчатых валах после механической обработки термически обрабатывают для придания им соответствующей твердости, затем шлифуют в установленный размер и получают требуемую чистоту поверхности. В валах, отлитых из высокопрочного чугуна, шейки шлифуют и полируют. Точность изготовления шатунных шеек очень высока. В коленчатом валу поршневого компрессора имеются коренные шейки 7 и 11, вращающиеся в подщипниках 5 (подшипники являются опорами вала), шатунные шейки 4 и 10, на которые [c.271]
Какие марки металла идут для изготовления шатунов и шатунных болтов Какую документацию выдают при отпуске этих деталей потребителю [c.111]
В металл, применяемый для изготовления шатунов мощных двигателей, иногда вводят молибден (до 0,4%) или ванадий (до 0,15%) для повышения прочности и вязкости. [c.60]
Заготовку после нагрева до температуры начала ковки штампуют в спаренном одноручьевом открытом штампе, установленном на штамповочном молоте с массой падающих частей 1,2 т. При этом методе штамповки, заменившем изготовление шатуна в многоручьевом штампе из сортового проката, значительно увеличилась производительность молота, улучшилось качество поковок и сократился расход металла. Штамповка одной детали в многоручьевом штампе длилась 22—24 секунды и требовала 25 ударов молота, а при штамповке из фасонной прокатной заготовки продолжительность штамповки стала 12—14 секунд и завершается она
[c.276]
При этом методе штамповки, заменившем изготовление шатуна в многоручьевом штампе из сортового проката, значительно увеличилась производительность молота, улучшилось качество поковок и сократился расход металла. Штамповка одной детали в многоручьевом штампе длилась 22—24 секунды и требовала 25 ударов молота, а при штамповке из фасонной прокатной заготовки продолжительность штамповки стала 12—14 секунд и завершается она
[c.276]
Особое внимание при изготовлении шатунов обращается на параллельность осей поршневой и шатунных головок, перпендикулярность их стержню, на точность и чистоту обработки рабочей поверхности вкладышей и на расточку постелей для них в кривошипной головке. Благодаря этому выдерживается точная цилиндрическая форма подшипника и равномерный зазор по окружности, что является весьма важным для получения жидкостного трения и для обеспечения при соблюдении ряда дополнительных условий минимального износа подшипников и шеек вала.
Выбрать сталь для изготовления шатунов обоих типов, привести химический состав, режим термической обработки, микроструктуру и механические свойства в готовом изделии. [c.379]
[c.379]
Материалом для изготовления шатунов служат конструкционные стали 40, 45, ЗОХ и др. [c.208]
Назначение. Для изготовления шатунов и коленчатых валов дизелей Л бО, М3 и М4 методом горячей обработки. [c.319]
Перспективно использование порошков титана и его сплавов для изготовления тяжелонагруженных деталей. Высокие механические свойства порошковых изделий на основе титана (ов — = 650- -900 МПа, б = 8-ь16 %) позволили применить их для изготовления шатунов автомобильных двигателей. Это дало возможность существенно уменьшить массу, снизить инерционные силы и повысить мощность двигателя. Из порошков титана организовано серийное производство деталей типа втулок, крышек, труб, для химического и пищевого машиностроения, приборостроения и др. [c.254]
На фиг. 78, в представлен штамп для изготовления шатуна. Протяжной ручей 8 штампа предназначен для предварительного уменьшения сечения обычно он расположен в левой стороне
[c.235]
Протяжной ручей 8 штампа предназначен для предварительного уменьшения сечения обычно он расположен в левой стороне
[c.235]
Вследствие наличия значительных переменных нагрузок для изготовления шатуна следует применять материалы с высоким пределом выносливости.
Баббит Б83 применяют для изготовления шатунного и коренных подшипников [c.77]
В. ТЕХНИЧЕСКИЕ УСЛОВИЯ НА ИЗГОТОВЛЕНИЕ ШАТУНОВ [c.236]
МАТЕРИАЛ И ИЗГОТОВЛЕНИЕ ШАТУНОВ [c.219]
Основным материалом для изготовления шатунов авиационных двигателей являются хромоникелевые стали (см. табл. б). [c.219]
Вес штампованной заготовки шатуна превышает вес изготовленного шатуна в 2—3 раза. [c.219]
Допустим, что он имеет первичные ошибки АК — изготовления кривошипа длиной А1 — изготовления шатуна длиной / [c.49]
В марку углеродистой качественной конструкционной стали входят цифры 05, 10, 15, 20, 25 и т.
К точности изготовления элементов шатунов предъявляются следующие требования- [c.424]
Сталь 20Х применяют при изготовлении шатунов, валика кардана, корпуса золотниковой коробки, золотников, штоков нульуста-новителя и гидроусилителя, а также зубчатых колес шестеренного насоса. [c.426]
Для изготовления деталей повышенного класса точности рекомендуются соответствующей точности токарно-винторезные станки.
Материалом для изготовления шатунов чаще всего являются углеродистая сталь с пределов прочности 50 кПмл1 согласно SN 41 1.500, SN 41 1600, углеродистая качественная сталь— SN 41 2040, SN 41 2050, SN 41 2060 или легированная сталь с пределом прочности = 70 1 0 кГ/мм- и с пpeдeлo i текучести [c.572]
Шатуп подвержен воздействию переменных по величине газовых сил, действующих вдоль шатуна, а также переменных по величине и направлению инерционных сил, нагружающих шатун как в продольном, так и в поперечном направлении. Материал шатуна работает на усталость. Для изготовления шатунов обычно применяются стали 40, 45, 40X и 40ХН Шатуны мало-напряженных двигателей делают из Ст.5 для изготовления очень напряженных шатунов иногда применяют сталь 18Х2Н4ВА. Конструкция шатуна зависит
[c.279]
Материал шатуна работает на усталость. Для изготовления шатунов обычно применяются стали 40, 45, 40X и 40ХН Шатуны мало-напряженных двигателей делают из Ст.5 для изготовления очень напряженных шатунов иногда применяют сталь 18Х2Н4ВА. Конструкция шатуна зависит
[c.279]
Шатунные болты или шпильки нагружаются усилием затяжки и дополнительной переменной силой, вызываемой силами инерции поступательно движущихся масс. Штифтовое сочленение нагружено силами инерции, заставляющими штифты работать на срез. Для изготовления шатунных болтов применяют следующие стали 40, 40Х, 20ХНЗА, 37ХНЗА и др.
Методом электрошлакового переплава получают высококачественные высоколегированные стали типа 18Х2Н4МА для изготовления шатунов и коленчатых валов дизелей (с. 319), шарикоподшипниковую сталь ШХ15СГ для изготовления крупногабаритных подшипников подвижного железнодорожного состава (с.
 324). ЭШП применяется в производстве быстрорежущей стали. Уменьшение величины карбидов и карбидной ликвации приводит к повышению стойкости режущего инструмента.
[c.312]
324). ЭШП применяется в производстве быстрорежущей стали. Уменьшение величины карбидов и карбидной ликвации приводит к повышению стойкости режущего инструмента.
[c.312]Разъемных головок следует по возможности избегать по причине их дороговизны и бесполезности. Если головка шатуна вилкообразная, то цапфа или укре-гмяется в вилке с обеих сторон (фиг. 208), или же вилка снабжена подшипниками (фиг. 210, вверху, вилкообразная головка судовых машин), что значительно удорожает изготовление шатуна, но зато уменьшает строительную длину машины (см.. рейцкопфы , фиг. 195) [c.411]
Г. Е. Мажарова и Б. Б. Чечулин исследовали [119, с. 42] технологические особенности процесса изготовления шатунов дизельных двигателей из сплавов титана ВТ5 и ВТЗ-1. Показана возможность изготовления титановых шатунов на промышленном оборудовании, применяемом для штамповки стальных заготовок. При этом отмечено, что замена стали 45Г17103 титаном марки ВТБ позволяет не только получить пригодные для двигателей детали, но и повысить в 6—10 раз производительность ковочного оборудования, уменьшить на 10—15% расход металла, идущего в облой, улучшить условия механической обработки.
Для изготовления шатунов быстроходных двигателей и компрессоров применяют углеродистые стали марок 35, 45, легированные стали марок 40Х, 38ХА, химический состав и механические свойства которых приведены в табл. 33 и 34. [c.118]
При изготовлении шатунных болтов пз легированных сталей обязательна термическая обработка, в результате которой достигается предел прочности до 90 кПмм при относительном удлинении (при 5-кратной длине образца) не менее 11%. Механические свойства термически обработанных образцов приведены в табл. 36.
[c.122]
36.
[c.122]
Одинаковые и близкие по конфигурации и размерам детали на разных предприятиях изготовляются по разным технологическим процессам, трудоемкость по этим технологическим процессам весьма различна. Так например, трудоемкость изготовления шатуна компрессора при изготовлении из штампованной заготовки составляет 275 мин., а при изготовлении из кованой заготовки — 521 мин., или в 1,9 раза больше трудоемкость же изготовления шатуна бензинового двигателя в поточном производстве, имеющего несколько меньшие размеры, составляет 20 мин., или в 13,7 раза меньше. Подобных примеров молприменением различных процессов обработки, различного оборудования и технологической оснастки для обработки одинаковых деталей и большими колебаниями серий выпускаемых деталей отдельными предприятиями. [c.13]
Назначение в авто-тракторостроении для изготовления шатунов, валов (карданных и др.), червяков и т. п. в вагоностроении— для изготовлевия осей. Применяется после улучшения или нормализации.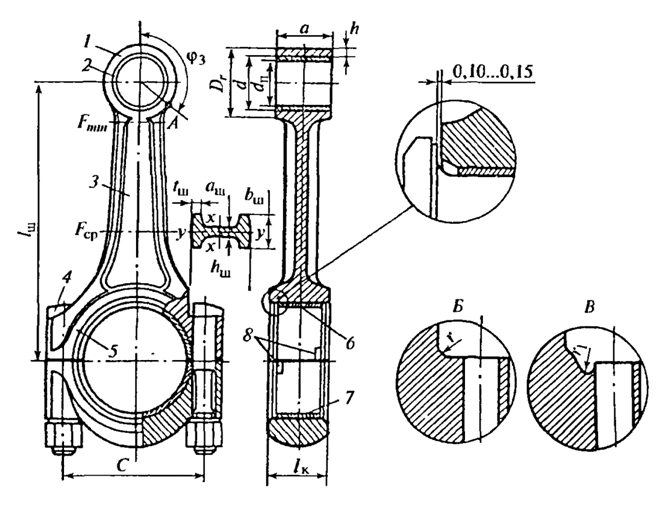 [c.732]
[c.732]
Материалами для изготовления шатунов служат Хромоникель-волы гра-мовые стали 18ХНВА и др. [c.233]
При изготовлении шатунов очень важно обеспечить правильное расположение всех симметричных поверхностей относительно плоскостей симметрии и полудать равномерную толщину стенок в головках шатунов, стенок ребер и т. д. [c.239]
Толщина выпускаемых биметаллических полос установлена в соответствин с требованиями производства вкладышей на тракторных заводах. Изготовление шатунных и коренных вкладышей из стале-алюми-ниевой полосы толщиной 3,2 6,85 мм производится путем штамповки с последующей минимальной механической обработкой [3, 6]. [c.249]
Шатун поршня двигателя (Часть1). — Автомастер
Шатун поршня двигателя (Часть1).
- Подробности
Шатун поршня в двигателе внутреннего сгорания играет очень важную роль, он является соединяющим звеном цепочки: поршень — коленчатый вал. Он преобразует вращение коленвала в поступательные движения поршня. При работе двигателя шатун испытывает на себе переменные циклические нагрузки, поэтому одной из важных характеристик отвечающих за его ресурс, является усталостная прочность.
Он преобразует вращение коленвала в поступательные движения поршня. При работе двигателя шатун испытывает на себе переменные циклические нагрузки, поэтому одной из важных характеристик отвечающих за его ресурс, является усталостная прочность.
Усталостная прочность шатуна достигается изготовлением его из правильно подобранного материала, удачной конструкции и соблюдении всех технологий.
Для изготовления шатунов применяют стали с содержанием углерода 0,3 — 0,45%:
- марганцовистые;
- хромистые;
- хромоникелевые;
- хромомолибденовые.
Шатун состоит из стержня, нижней и верхней головки по краям. Через поршневой палец на верхней головке крепится поршень, на нижней, которая является разъемной — коленчатый вал.
Заготовки шатунов получают штамповкой в несколько этапов с промежуточной термообработкой. Это дает высокую вязкость и пластичность при невысокой твердости.
При проектировании двигателя, в шатун закладывается высокая прочность его конструкции путем снятия или максимального уменьшения напряжений в опасных местах.
Для придания прочности конструкции должны быть выполнены следующие условия:
- Переход между верхней головкой и стержнем должен быть максимально широким, в идеальном случае он должен равняться радиусу верхней головки.
- Стержень должен расширяться к нижней головке.
- Середина крышки нижней головки должна иметь большое сечение.
- Площадки под болты и гайки нижней головки не должны ослаблять конструкцию.
Для надежной работы шатуна, должен обладать высокой прочностью не только сам шатун, но и болты, соединяющие две половинки его нижней головки. Так как болты, как и сам шатун подвержены цикличным нагрузкам. Для придания прочности их изготавливают из стали с низким содержанием углерода 0.3%. Резьба на болтах не нарезается, а накатывается, так как катаная резьба прочнее нарезной на 20-30%. Шаг резьбы на болтах: чаще всего М8х1, М9х1 и М10х1, реже применяется М10х1.25, еще реже М8х0.75.
Для центрирования крышек применяются разные варианты.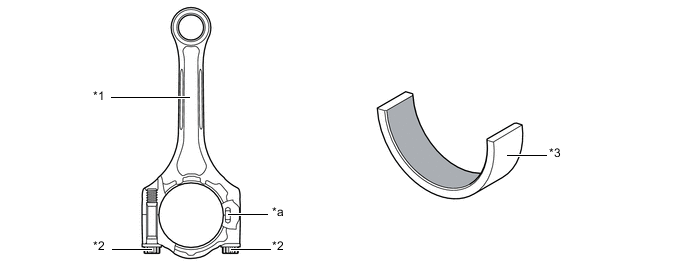
На большинстве двигателей применяются шатуны с плоским стыком крышки, так как его нижняя часть беспрепятственно проходит сквозь цилиндр (при установке на двигатель поршня и шатуна в сборе). Но встречаются двигатели, где это сделать проблематично, например, на некоторых дизельных двигателях, где шатун из-за больших нагрузок на него выполнен массивнее. При плоском стыке нижняя головка может не пройти в цилиндр, поэтому на таких двигателях делают косой стык по треугольным или прямоугольным шлицам.
Из-за облегчения центрирования нижней крышки по отверстиям на последних двигателях VOLVO, а также ALFA ROMEO применена конструкция с треугольными шлицами на прямом стыке. У них есть один минус, при разрушении шатунного вкладыша, такие шатуны гораздо сложнее в ремонте.
На некоторых последних двигателях именитых марок BMW и FORD применяются “колотые” шатуны. У таких шатунов стыком разъема крышки является хрупкий излом. Огромным преимуществом такой конструкции шатунов является высокая точность отверстия нижней головки, она составляет порядка 0. 001-0.002 мм. Но при этом они обладают большим минусом, они практически не ремонтопригодны.
001-0.002 мм. Но при этом они обладают большим минусом, они практически не ремонтопригодны.
Шатун является довольно точной деталью. Основной параметр закладывается в параллельности осей верхней и нижней головки. Здесь его точность должна лежать в пределах 0.02 — 0.03 мм на расстоянии 100 мм. В одном двигателе шатуны могут отличаться по массе не более чем на 1% от массы шатуна.
Для уравновешенности всей кривошипно-шатунной системы необходимо провести развесовку шатунов и поршней. Так вот, когда речь идет о развесовке шатунов, то их вес учитывается по отдельности. Для уравновешенности коленчатого вала учитывается вес только нижней головке шатуна, так как именно она совершает вращательное движение и должна быть уравновешенна противовесом коленчатого вала.
Масса нижней его части может быть определена путем ее взвешивания, когда верхняя головка находится на шарнирной опоре.
Масса верхней его части определяется аналогично, только в этом случае на весах взвешивается его передняя часть, а задняя часть находится на шарнирной опоре.
В сумме оба веса должны дать общую массу шатуна.
В следующей части статьи шатун поршня двигателя мы поговорим о верхней головке шатуна.
Шатун двигателя внутреннего сгорания | ЖЕЛЕЗНЫЙ-КОНЬ.РФ
Шатун не только воспринимает от поршня силу давления газов при рабочем ходе и передаёт её коленчатому валу, но и перемещает поршень при вспомогательных процессах. Шатун совершает сложное плоскопараллельное движение: движется вдоль цилиндра возвратно-поступательно, а также качается относительно оси поршневого пальца. Воспринятая поршнем сила давления газов сжимает шатун в процессе рабочего хода и в конце такта сжатия, в то время как инерционные нагрузки стремятся оторвать поршень от коленчатого вала и растягивают его. Помимо этого, знакопеременное качательное движение формирует силу инерции, которая изгибает шатун в плоскости его качания.
Конструктивное исполнение шатуна и применяемые для его изготовления материалы должны обеспечивать максимальную жёсткость при минимальных массогабаритных характеристиках. К основным элементам шатуна относятся: поршневая (верхняя) головка (2) [рис. 1], стержень (5) шатуна, кривошипная (нижняя) головка (6).
К основным элементам шатуна относятся: поршневая (верхняя) головка (2) [рис. 1], стержень (5) шатуна, кривошипная (нижняя) головка (6).
Рис. 1. Шатун с поршнем. Дизельный двигатель Д-240.
1) – Отверстие в верхней головке шатуна;
2) – Верхняя головка шатуна;
3) – Поршневой палец;
4) – Втулка;
5) – Стержень шатуна;
6) – Нижняя головка шатуна;
7) – Вкладыши;
8) – Крышка нижней головки шатуна;
9) – Гайка;
10) – Стопорная шайба;
11) – Болт.
Конструкция верхней головки шатуна определяется не только габаритами поршневого пальца, который соединяет шатун с поршнем, но и способом крепления данного пальца в поршне. Широкое распространение в автомобильных и тракторных двигателях нашли неразъёмные верхние головки с плавающими поршневыми пальцами. В поршневые головки запрессовываются (с некоторым натягом) бронзовые либо биметаллические втулки. Отличные результаты даёт использование биметаллических втулок из стальной трубы либо полосы с плакированным слоем (толщина 0,3-0,5 мм) бронзы БрОФ 6,5-0,15.
Верхняя головка шатуна имеет длину меньше на 2-4 мм, чем расстояние между торцами бобышек поршня, за счёт чего исключается возможность трения головки шатуна о бобышки поршня. Расположенное в верхней головке шатуна, а также в его втулке отверстие (1) предназначено для подвода к поверхности поршневого пальца масла. Данные отверстия для смазывания поршневых пальцев предусмотрены в шатунах двигателей ЗМЗ-53, ЗИЛ-130 и прочих.
Сечение стержней шатунов автомобильных и тракторных двигателей – двутавровое. С целью обеспечения равнопрочности шатуна (4) по длине прочность сечения увеличивается от верхней головки к нижней [рис. 2]. Как правило, стержень шатуна симметричен относительно продольной оси кривошипной (нижней) головки (двигатели Д-240, А-01, ЗИЛ-130, А-41, Д-144). В отдельных случаях он смещён по отношению к кривошипной головке, за счёт чего обеспечивается уменьшение расстояния между осями цилиндров, а также длины двигателя (при двухпролётных валах). Асимметричные стержни шатунов применяются в двигателях СМД-60, ЗМЗ-53, ЯМЗ.
Асимметричные стержни шатунов применяются в двигателях СМД-60, ЗМЗ-53, ЯМЗ.
Рис. 2. Кривошипно-шатунный механизм дизельного двигателя СМД.
1) – Шкив коленчатого вала;
2) – Шестерня привода масляного насоса;
3) – Коленчатый вал;
4) – Шатун;
5) – Втулка верхней головки шатуна;
6) – Поршень;
7) – Стопорное кольцо;
8) – Поршневой палец;
9) – Расширитель;
10) – Поршневое маслосъёмное кольцо;
11) – Поршневые компрессионные кольца;
12) – Вкладыши коренных подшипников;
13) – Упорные полукольца;
14) – Маховик коленчатого вала;
15) – Гайка;
16) – Фланец крепления маховика;
17) – Маслоотражатель;
18) – Шестерня привода газораспределения;
19) – Масляная полость шатунной шейки;
20) – Шатунный болт;
21) – Крышка нижней головки шатуна;
22) – Вкладыш шатунного подшипника;
23) – Противовес;
24) – Маслоотражатель.
В стержнях шатунов дизельных двигателей (А-41, Д-144, А-01М, СМД-60, ЯМЗ) выполнен канал (5) [рис. 3, а)] для подвода смазки от нижней головки шатуна непосредственно к поршневому пальцу. Поступающее по сверлению в стержне шатуна масло (применительно к двигателям Д-160 и Д-144) также используется для охлаждения днища поршня.
3, а)] для подвода смазки от нижней головки шатуна непосредственно к поршневому пальцу. Поступающее по сверлению в стержне шатуна масло (применительно к двигателям Д-160 и Д-144) также используется для охлаждения днища поршня.
Рис. 3. Поршень двигателя внутреннего сгорания.
а) – Поршень дизельного двигателя А-41;
1) – Днище поршня;
2) – Камера сгорания;
3) – Уплотняющая часть поршня;
4) – Юбка (направляющая часть) поршня;
5) – Канал в стержне шатуна;
6) – Шатун;
7) – Втулка верхней головки шатуна;
8) – Бобышка поршня;
9) – Канавка для маслосъёмного кольца;
10) – Поршневой палец;
11) – Стопорное кольцо;
12) – Канавки для компрессионных колец;
13) – Кольцевая канавка;
14) – Отверстие для стока масла;
б) – Головки поршней;
1) – Д-21А1, Д-144;
2) – А-41, СМД-60, А-01, двигателей семейства КамАЗ и ЯМЗ;
3) – Д-160, Д-240;
в) – Поршень бензинового двигателя ЗМЗ-53.
Кривошипная (нижняя) головка шатуна является его наиболее сложным конструктивным элементом. Помимо высокой жёсткости для надёжной работы шатунных вкладышей она также должна иметь минимальные массогабаритные характеристики (для снижения инерционных сил), плавные переходы (чтобы избежать концентрации напряжений) и обеспечивать возможность монтажа/демонтажа шатуна через цилиндр двигателя. Широкое распространение получили шатуны, имеющие кривошипную головку с прямым плоским разъёмом под прямым углом (90 градусов) к главной оси шатуна [рис. 4, а)]. Данные шатуны устанавливаются в двигатели ЗМЗ-54, КамАЗ, ЗИЛ-130, Д-240 и прочие.
Рис. 4. Конструктивные схемы нижних головок шатунов.
а) – Головка шатуна с прямым плоским разъёмом;
б) – Головка шатуна с косым разъёмом;
в) – Головка шатуна с фиксацией крышки треугольными шлицами;
г) – Головка шатуна с фиксацией крышки призонными штифтами;
д) – Схема для определения распрямления вкладыша;
е) – Схема для определения выступания вкладыша;
Dn – Диаметр постели;
2uo – Суммарное распрямление;
Т – Сжимающая сила;
Δh – Выступание;
R – Нагрузка на торец вкладыша;
ж) – Шатунный вкладыш:
1) – Плоскость разъёма;
2) – Внутренняя поверхность вкладыша;
3) – Наружная цилиндрическая поверхность вкладыша;
4) – Торец вкладыша;
5) – Фиксирующий ус;
6) – Основа вкладыша;
7) – Промежуточный технологический слой;
8) – Скос;
9) – Антифрикционное покрытие;
10) – Смазочное отверстие;
S – Толщина вкладыша;
f – Глубина скоса;
k – Высота скоса;
α – Угол расположения смазочного отверстия.
В нижней головке шатунов бензиновых двигателей ЗМЗ-53 и ЗИЛ-130 имеется небольшое отверстие, которое отвечает за периодическое фонтанирование масла, подводимого к шатунному подшипнику. Данное масло смазывает не только зеркало цилиндра, но и кулачки распределительного вала, а также толкатели.
В некоторых двигателях, имеющих увеличенные размеры шатунной шейки, кривошипные головки выполняются с косым разъёмом с целью удобства демонтажа. Плоскость разъёма располагается под углом 55 градусов к главной оси шатуна. В данном случае стыковые поверхности [рис. 4, б) и в)] изготавливают не только плоскими (дизельный двигатель СМД-60), но и шлицевыми (дизельные двигатели А-01, ЯМЗ, А-41).
Шатуны современных двигателей выполняются из углеродистых либо легированных сталей посредством горячей штамповки с дальнейшей механической обработкой рабочих поверхностей. Чтобы достичь высоких прочностных характеристик шатуны подвергаются термообработке (нормализация, закалка, отпуск). Также широкое применение в обработке поверхностей шатунов нашла дробеструйная обработка, цель которой – повышение усталостной прочности.
Также широкое применение в обработке поверхностей шатунов нашла дробеструйная обработка, цель которой – повышение усталостной прочности.
Кривошипная головка шатуна изготавливается разъёмной для возможности соединения её с коленчатым валом. Съёмная часть данной головки называется крышкой и выполняется из того же материала, что и сам шатун. Верхняя часть кривошипной головки и крышка обрабатываются совместно, вследствие чего перестановка крышки с одного шатуна на другой запрещена. Поверхности обеих половин кривошипной головки шатуна имеют одинаковые номера либо метки спаренности, используя которые производят соединение крышки с шатуном и шатуна с поршнем соответствующего цилиндра.
17*
Похожие материалы:
Какой шатун выбрать
В этом посте речь пойдет о шатунах, из чего изготавливают и какие выбрать для своего проекта
Шатуны испытывают самые большие нагрузки в двигателе. Поэтому нужно серьезно подойти к необходимой прочности шатуна. Шатуны изготавливают из: порошкообразных металлов, сплавов сталь, алюминия, титана, сплавов стали и алюминия. Болты шатуна также испытывают огромные напряжения, и они должны соответствовать прочности самого шатуна. Как все мы знаем, если шатун ломается, то это приводит к серьезным последствиям для всего двигателя. Поэтому следует тщательно выбирать шатун относительно поставленных задач.
Шатуны изготавливают из: порошкообразных металлов, сплавов сталь, алюминия, титана, сплавов стали и алюминия. Болты шатуна также испытывают огромные напряжения, и они должны соответствовать прочности самого шатуна. Как все мы знаем, если шатун ломается, то это приводит к серьезным последствиям для всего двигателя. Поэтому следует тщательно выбирать шатун относительно поставленных задач.
Шатуны изготавливают из разных материалов и разных форм. Старые шатуны производились из чугуна. В более продвинутых двигателях использовали шатуны из сплавов стали. Сегодня, множество производителей предлагают шатуны из порошкообразных металлов, алюминиевых сплавов, титана и об этом поговорим дальше.
Порошкообразно-металлические шатуны
Порошкообразно-металлические шатуны сделаны похожим способом как ковка или литье. Специализированная порошкообразная смесь сплавов помещается в форму, нагревают до температур плавления и спекания порошкообразной смеси, затем форма попадает под пресс. Такой технологический процесс позволяет получить удивительно прочные детали. Затем деталь обрабатывается, она изначально имеет почти необходимую форму что снижает затраты на обработку.
Такой технологический процесс позволяет получить удивительно прочные детали. Затем деталь обрабатывается, она изначально имеет почти необходимую форму что снижает затраты на обработку.
Нижнюю часть шатуна переламывают, место слома имеет не ровную поверхность, это позволяет более точно позиционировать детали относительно друг друга в собранном состоянии.
Крышка шатуна соответствует нижней головки шатуна, когда эти детали собраны и стянуты болтами то места разрыва не видно невооруженным взглядом. Точность стыковки влияет на положение всего шатуна на шейке коленвала, долговечность вкладышей и не создается лишняя нагрузка на шатунные болты. В отшлифованных поверхностях крышки шатуна и нижней части шатуна, стянутых болтами во время работы возникает напряжение сдвига приводящее к увеличению нагрузки на шатунные болты особенно на больших оборотах, в следствии чего происходит удлинение болта, увеличение зазора, повышенный и не равномерный износ шатунных вкладышей не говоря уже о возможном масляном голодании.
Хотелось бы отметить еще вот что, в случае если вкладыш провернет, то ремонт такого шатуна окажется практически невозможным. Иногда достаточно будет заново отшлифовать посадочное место вкладыша под увеличенный размер вкладыша. Найти в продаже подходящий вкладыш под ремонт практически невозможно на большинстве двигателей. Но в случае если расточкой не удается выполнить ремонт и будет необходимость точить место стыковки шатунной крышки, то это уже невыполнимо, так как слом не ровный и придется убрать достаточно много металла и после придания окружности посадочного места вкладыша на шатунной крышке останется совсем мало металла что недопустимо.
Стянуты болтами, место разрыва почти не видно.
Шатуны из сплавов стали
Стальные шатуны изготавливают из легированной стали. Стальной слиток обычно нагревается приблизительно до 2200 градусов и помещают в пресс форму и под действием огромного давления получается кованная заготовка шатуна, имеющая большую прочность благодаря ковке, напряжения и выравнивания молекул стали, в отличие от просто отлитой. Стоит отметить что при такой формовке горячая заготовка имеет размер ощутимо больший чем требуется из за температурного расширения металла и после остывания она уменьшается. В результате наблюдается неточность изготовления и может быть ощутимый разброс в размерах
Стоит отметить что при такой формовке горячая заготовка имеет размер ощутимо больший чем требуется из за температурного расширения металла и после остывания она уменьшается. В результате наблюдается неточность изготовления и может быть ощутимый разброс в размерах
Отштампованная заготовка имеет много лишнего метала который необходимо отрезать, стачивать, еще нужно точно соблюдать вес каждой детали. Конечно же это лишние затраты обусловленные технологическим процессом изготовления.
В дальнейшем почти готовые заготовки отправляются в печь для отпуска (снижения внутренних напряжений в металле) и закалки. В итоге это увеличивает стойкость к появлению микро трещин и повышает прочность шатуна.
Выполняется проверка качества и конечная механическая обработка, шатун считается готовым.
Алюминиевые шатуны
Изготавливают алюминиевые шатуны обычно из 7075 или 7075-T6 алюминиевых сплав, по прочности впереди всех сталей. Многие думают, что алюминий недостаточно прочный и быстро стареет, устает, теряет прочность. Но это не верно. Алюминиевые шатуны могут и используются в автоспорте.
Многие думают, что алюминий недостаточно прочный и быстро стареет, устает, теряет прочность. Но это не верно. Алюминиевые шатуны могут и используются в автоспорте.
Достоинство алюминиевого сплава в том, что он может иметь очень плотную молекулярную структуру. Во время производственного процесса алюминий нагревается приблизительно до 700 градусов и затем подвергается ковке под большим давлением. Это увеличивает плотность металла. Имеет небольшой вес по сравнению со сталью.
Шатуны из титана
Титан имеет невероятную прочность по отношение к весу. На пример, полностью титановый шатун может быть легче, головки шатуна из стали. Уменьшение веса позволяет достигать больше оборотов двигателя и при этом уменьшить паразитную массу увеличив запас прочности. Шатуны из титана очень дорогие, как и их производство.
Такие шатуны уменьшают вращающуюся массу, которая ощутимо проявляет себя на 5000 об/мин или около этого. В спорте использование титановых шатунов еще оправдывается, но для уличного тюнинга это пустая трата денег. Кроме того, титан является хрупким материалом, который чувствителен к царапинам. Маленькие царапины на поверхности могут в дальнейшем вырасти в трещины и вовсе сломать шатун.
Кроме того, титан является хрупким материалом, который чувствителен к царапинам. Маленькие царапины на поверхности могут в дальнейшем вырасти в трещины и вовсе сломать шатун.
Относительные затраты на материалы
Изготовленные из стали вполне подходят для подавляющего большинства гоночных и уличных двигателей. Там, где необходимо уменьшить вращающиеся массы рекомендуется использовать шатуны из алюминиевых сплавов
Для двигателей нацеленный на серьезный спорт с высокими оборотами двигателя можно рассмотреть вариант с титановыми шатунами. При длительных нагрузках на высоких оборотах такие шатуны требуют более частой замены и соответственно больше вложений.
Титановые шатуны стоят очень дорого чтобы использовать их в малом спорте, и тут можно рассмотреть вариант алюминиевых шатунов, достаточно легкие и менее дорогие, но значительно дороже стальных. Так же стоит учитывать, что алюминиевые шатуны намного толще, объемнее и требуют больше места в блоке цилиндров и поршне что может оказаться неподходящим вариантом в некоторых двигателях.
Узлы и детали дизельного двигателя. Компоненты системы Часть 3
Подшипники
Как уже упоминалось, коленчатый вал в дизельном двигателе BMW устанавливается в подшипники с обеих сторон шатунной шейки. Эти коренные подшипники удерживают коленчатый вал в блок-картере. Нагруженная сторона находится в крышке подшипника. Здесь воспринимается сила, возникающая в процессе сгорания.
Для надежной работы двигателя требуются малоизнашивающиеся коренные подшипники. Поэтому используются вкладыши подшипников, поверхность скольжения которых покрыта специальным подшипниковым материалам. Поверхность скольжения находится внутри, т. е. вкладыши подшипников не вращаются вместе с валом, а закреплены в блок-картере.
Малый износ обеспечивается в том случае, если поверхности скольжения разделяются тонкой масляной пленкой. Значит, должна быть обеспечена достаточная подача масла. Идеально это осуществляется с ненагруженной стороны, т. е. в данном случае со стороны постели коренного подшипника. Смазка моторным маслом происходит через смазочное отверстие. Круговая канавка (в радиальном направлении) улучшает распределение масла. Однако, она уменьшает поверхность скольжения и, тем самым, увеличивает действующее давление. Точнее говоря, подшипник делится на две половинки с меньшей несущей способностью. Поэтому масляные канавки обычно находятся только в ненагруженной зоне. Моторное масло, кроме того, охлаждает подшипник.
Смазка моторным маслом происходит через смазочное отверстие. Круговая канавка (в радиальном направлении) улучшает распределение масла. Однако, она уменьшает поверхность скольжения и, тем самым, увеличивает действующее давление. Точнее говоря, подшипник делится на две половинки с меньшей несущей способностью. Поэтому масляные канавки обычно находятся только в ненагруженной зоне. Моторное масло, кроме того, охлаждает подшипник.
Подшипники с трехслойным вкладышем
Коренные подшипники коленчатого вала, к которым предъявляются высокие требования, часто выполняются, как подшипники с трехслойным вкладышем. На металлическое покрытие подшипников {например, свинцовистая или алюминиевая бронза) на стальной вкладыш дополнительно гальванически наносится слой баббита. Это дает улучшение динамических свойств. Прочность подобного слоя тем выше, чем тоньше слой. Толщина баббита составляет ок. 0,02 мм, толщина металлического основания подшипника — между 0,4 и 1 мм.
Подшипники с напылением
Другим типом подшипников коленчатого вала является подшипник с напылением. При этом речь идет о подшипнике с трехслойным вкладышем с напыленным на поверхность скольжения слоем, выдерживающим очень высокие нагрузки. Такие подшипники находят применение в высоконагруженных двигателях.
Подшипники с напылением по свойствам материала очень твердые. Поэтому такие подшипники, как правило, используются в местах, в которых имеют место самые большие нагрузки. Это значит, что подшипники с напылением устанавливаются только с одной стороны (со стороны давления). С противоположной стороны всегда устанавливается более мягкий подшипник, а именно подшипник с трехслойным вкладышем. Более мягкий материал такого подшипника в состоянии вбирать из детали частицы грязи. Это чрезвычайно важно для предотвращения его повреждения.
При вакуумировании отделяются мельчайшие частицы. С помощью электромагнитных полей эти частицы наносятся на поверхность скольжения подшипника с трехслойным вкладышем. Такой процесс называют напылением. Напыленный слой скольжения отличается оптимальным распределением отдельных составляющих.
Такой процесс называют напылением. Напыленный слой скольжения отличается оптимальным распределением отдельных составляющих.
Подшипники с напылением в районе коленчатого вала устанавливаются в дизельных двигателях BMW с максимальной мощностью и в ТОР-вариантах.
Рис. 27 — Подшипники с напылением
1- Стальной вкладыш
2- Свинцовистая бронза или высокопрочный алюминиевый сплав
3- Напыленный слой
Осторожное обращение с вкладышами подшипников имеет большое значение, т. к. очень тонкий металлический слой подшипника не в состоянии компенсировать пластическую деформацию.
Подшипники с напылением можно различить по выбитой букве „S» на обратной стороне крышки подшипника.
Упорный подшипник
Коленчатый вал имеет только один упорный подшипник, который часто называют центрирующим или упорным подшипником. Подшипник удерживает коленчатый вал в осевом направлении и должен воспринимать силы, действующие в продольном направлении. Эти силы возникают под действием:
Эти силы возникают под действием:
- шестерни с косыми зубьями для привода масляного насоса;
- привода управления сцеплением;
- ускорения автомобиля.
Упорный подшипник может иметь форму подшипника с буртиком или составного подшипника с упорными полукольцами.
Упорный подшипник с буртиком имеет 2 шлифованные опорные поверхности для коленчатого вала и опирается на постель коренного подшипника в блок-картере. Подшипник С буртиком — это одночастная половинка подшипника, с плоской поверхностью, перпендикулярной или параллельной оси. На более ранние двигатели устанавливалась только одна половинка подшипника с буртиком. Коленчатый вал имел осевую опору только 180°.
Составные подшипники состоят из нескольких деталей. При такой технологии на обеих сторонах устанавливается по одному упорному полукольцу. Они обеспечивают стабильное, свободное соединение с коленчатым валом. Благодаря этому упорные полукольца подвижны и прилегают равномерно, что уменьшает износ. В современных дизельных двигателях для направления коленчатого вала устанавливаются две половинки составного подшипника. Благодаря этому коленчатый вал имеет опору 360°, что обеспечивает очень хорошую устойчивость к осевому перемещению.
В современных дизельных двигателях для направления коленчатого вала устанавливаются две половинки составного подшипника. Благодаря этому коленчатый вал имеет опору 360°, что обеспечивает очень хорошую устойчивость к осевому перемещению.
Важно, чтобы обеспечивалась смазка моторным маслом. Причиной отказа упорного подшипника, как правило, является перегрев.
Изношенный упорный подшипник начинает шуметь, прежде всего, в районе демпфера крутильных колебаний. Другим симптомом могут быть неисправности датчика коленчатого вала, что у автомобилей с автоматической коробкой передач проявляется через жесткие толчки при переключении передач.
Шатуны с подшипниками Общая информация
Шатун в кривошипно-шатунном механизме соединяет поршень с коленчатым валом. Он преобразует прямолинейное движение поршня во вращательное движение коленчатого вала. Кроме того, он передает силы, возникающие при сгорании топлива и действующие на поршень, от поршня на коленчатый вал. Т. к. он является деталью, которая испытывает очень большие ускорения, то его масса оказывает непосредственное влияние на мощность и плавность работы двигателя. Поэтому при создании максимально комфортно работающих двигателей придается большое значение оптимизации массы шатунов. Шатун испытывает нагрузки сил воздействия газов в камере сгорания и инерционных масс (включая свою собственную). На шатун действуют переменные нагрузки сжатия и растяжения. В высокооборотных бензиновых двигателях нагрузки растяжения являются определяющими. Кроме того, вследствие боковых отклонений шатуна возникает центробежная сила, которая вызывает изгиб.
Т. к. он является деталью, которая испытывает очень большие ускорения, то его масса оказывает непосредственное влияние на мощность и плавность работы двигателя. Поэтому при создании максимально комфортно работающих двигателей придается большое значение оптимизации массы шатунов. Шатун испытывает нагрузки сил воздействия газов в камере сгорания и инерционных масс (включая свою собственную). На шатун действуют переменные нагрузки сжатия и растяжения. В высокооборотных бензиновых двигателях нагрузки растяжения являются определяющими. Кроме того, вследствие боковых отклонений шатуна возникает центробежная сила, которая вызывает изгиб.
Особенностями шатунов являются:
- двигатели М47/ М57/ М67: части подшипников на стержне шатуна выполняются в виде подшипников с напылением;
- двигатель М57: шатун такой же, как у двигателя М47, материал С45 V85;
- двигатель М67: трапециевидный шатун с нижней головкой, выполненной методом разлома, материал С70;
- M67TU: толщина стенок вкладышей шатунных подшипников увеличена до 2 мм.
 Шатунные болты впервые устанавливаются с герметиком.
Шатунные болты впервые устанавливаются с герметиком.
 Шатунные болты впервые устанавливаются с герметиком.
Шатунные болты впервые устанавливаются с герметиком.Шатун передает усилие и дниже-ние oт поршня на коленчатый вал. Шатуны сегодня изготавливают из ковкой стали, а разъем на большой головке делают методом разлома. Разлом, кроме прочего, имеет те преимущества, что плоскости разьема не требуют дополнительной обработки и обе части точно позиционируются относительно друг друга.
Конструкция
Шатун имеет две головки. Через малую головку шатун соединяется с поршнем с помощью поршневого пальца. Из-за боковых отклонений шатуна во время вращения коленчатого вала он должен иметь возможность вращаться в поршне. Это осуществляется с помощью подшипника скольжения. Для этого в малую головку шатуна запрессовывается втулка.
Через отверстие в этом конце шатуна (со стороны поршня) к подшипнику подводится масло. Со стороны коленчатого вала находится большая разъемная головка шатуна. Большая головка шатуна разделяется для того, чтобы шатун можно было соединить с коленчатым валом. Работа этого узла обеспечивается подшипником скольжения. Подшипник скольжения состоит из двух вкладышей. Смазочное отверстие в коленчатом вале обеспечивает подшипник моторным маслом.
Работа этого узла обеспечивается подшипником скольжения. Подшипник скольжения состоит из двух вкладышей. Смазочное отверстие в коленчатом вале обеспечивает подшипник моторным маслом.
На следующих рисунках показана геометрия стержней шатунов с прямым и косым разъемами. Шатуны с косым разъемом применяются в основном в V-образных двигателях.
V-образные двигатели вследствие больших нагрузок имеют большой диаметр шатунных шеек. Косой разъем позволяет сделать блок-картер компактнее, т. к. при вращении коленвала он описывает меньшую кривую в нижней части.
Рис. 28 — Шатун трапециевидной формы
1- Поршни
2- Поверхности, передающие силы
3- Поршневой палец
4- Стержень шатуна
Шатун трапециевидной формы
В случае трапециевидного шатуна малая головка в поперечном сечении имеет форму трапеции. Это значит, что шатун становится тоньше от основания, прилегающего к стержню шатуна, к концу у малой головки шатуна. Это позволяет дополнительно уменьшить массу, т. к. с „ненагруженной» стороны экономится материал, в то время как на нагруженной стороне сохраняется полная ширина подшипника. Кроме того, это позволяет уменьшить расстояние между бобышками, что, в свою очередь, уменьшает прогиб поршневого пальца. Другое преимущество — отсутствие смазочного отверстия в малой головке шатуна, т. к. масло поступает через скошенную боковину подшипника скольжения. Вследствие отсутствия отверстия исключается его отрицательное влияние на прочность, что позволяет сделать шатун в этом месте еще тоньше. Таким образом не только экономится масса, но и получается выигрыш в пространстве поршня.
Это позволяет дополнительно уменьшить массу, т. к. с „ненагруженной» стороны экономится материал, в то время как на нагруженной стороне сохраняется полная ширина подшипника. Кроме того, это позволяет уменьшить расстояние между бобышками, что, в свою очередь, уменьшает прогиб поршневого пальца. Другое преимущество — отсутствие смазочного отверстия в малой головке шатуна, т. к. масло поступает через скошенную боковину подшипника скольжения. Вследствие отсутствия отверстия исключается его отрицательное влияние на прочность, что позволяет сделать шатун в этом месте еще тоньше. Таким образом не только экономится масса, но и получается выигрыш в пространстве поршня.
Рис.29 Шатун с косым разъемом
1- Смазочное отверстие
2- Подшипник скольжения
3- Стержень шатуна
4- Вкладыш подшипника
5- Вкладыш подшипника
6- Крышка шатуна
7- Шатунные болты
Изготовление и свойства
Заготовка шатуна может быть выполнена различными способами.
Горячая штамповка
Исходным материалом для изготовления заготовки шатуна служит стальной стержень, который нагревается прим. до 1250-1300 «С. Прокаткой осуществляется перераспределение масс в сторону головок шатуна. При образовании основной формы во время штамповки за счет лишнего материала образуется облой, который затем снимается. При этом также проде-лываются отверстия головок шатуна. В зависимости от легирования стали после штамповки свойства улучшаются с помощью термической обработки.
Литье
При литье шатунов используется модель из пластмассы или металла. Эта модель состоит из двух половинок, которые вместе образуют шатун. Каждая половинка формуется в песке, так что соответственно получаются обратные половинки. Если их теперь соединить, получается форма для отливки шатуна. Для большей эффективности в одной литейной форме отливают рядом друг с другом много шатунов. Форма заполняется жидким чугуном, который затем медленно остывает.
Обработка
Независимо от того, как были изготовлены заготовки, они обрабатываются резанием до окончательных размеров.
Для обеспечения равномерной работы двигателя шатуны должны иметь заданную массу в узких пределах допуска. Раньше для этого задавались дополнительные размеры на обработку, которые затем при необходимости фрезеровались При современных способах изготовления технологические параметры контролируются настолько точно, что это позволяет изготавливать шатуны в допустимых пределах по массе.
Обрабатываются лишь торцевые поверхности большой и малой головок и сами головки шатуна. Если разъем головки шатуна выполняется резанием, то поверхности разъема необходимо обрабатывать дополнительно. Внутренняя поверхность большой головки шатуна после этого высверливается и хонингуется.
Выполнение разъема методом разлома
В этом случае большая головка делится в результате разлома. При этом заданное место разлома намечается кернением протяжкой или с помощью лазера. Затем головка шатуна зажимается на специальной оправке из двух частей и разделяется запрессовкой клина.
Затем головка шатуна зажимается на специальной оправке из двух частей и разделяется запрессовкой клина.
Для этого необходим материал, который ломается, не вытягиваясь перед этим слишком сильно (деформация < 30 мм). С помощью продувки сжатым воздухом с поверхности разлома удаляются посторонние частицы.
При разломе крышки шатуна, как в случае стального шатуна, так и в случае шатуна из порошковых материалов, образуется поверхность разлома. Такая структура поверхности точно центрирует крышку коренного подшипника при установке на стержень шатуна.
Разлом имеет то преимущество, что не требуется никакой дополнительной обработки поверхности разъема. Обе половинки точно совпадают друг с другом. Позиционирование с помощью центрирующих втулок или болтов не требуется. Если крышка шатуна перепутана стороной или устанавливается на другой стержень шатуна, структура разлома обоих частей разрушается, и крышка не центрируется. В этом случае необходимо заменить весь шатун на новый.
Резьбовое крепление
Резьбовое крепление шатуна требует особого подхода, т. к. оно подвергается очень высоким нагрузкам.
Резьбовые крепления шатунов подвергаются при вращении коленвала очень быстро изменяющимся нагрузкам. Т. к. шатун и болты его крепления относятся к подвижным деталям двигателя, их масса должна быть минимальной. Кроме того, ограниченность места требует компактного резьбового крепления. Отсюда следует очень высокая нагрузка на резьбовое крепление шатуна, которое требует особенно осторожного обращения.
Подробные данные по резьбовым креплениям шатунов такие, как резьба, порядок затяжки и т. п. см. TIS и ЕТК.
При установке нового комплекта шатунов:
шатунные болты можно затягивать при установке шатуна только один раз для проверки зазора подшипника и затем при окончательной установке. Т. к. шатунные болты уже трижды затягивались при обработке шатуна, они уже достигли своей максимальной прочности при растяжении.
Если шатуны используются еще раз, а заменяются только шатунные болты: шатунные болты нужно затянуть еще раз после проверки зазоров подшипников, снова ослабить и затянув в третий раз довести до максимальной прочности при растяжении.
Если шатунные болты затягивались не менее трех раз или более пяти раз, это ведет к повреждению двигателя.
Нагрузка
Максимальная нагрузка на резьбовое крепление шатуна имеет место при максимальной частоте вращения без нагрузки, например, в режиме принудительного холостого хода. Чем больше частота вращения, тем выше действующие силы инерции. В режиме принудительного холостого хода топливо не впрыскивается, т. е. сгорание отсутствует. В рабочем такте не поршни воздействуют на коленчатый вал, а наоборот. Коленчатый вал тянет поршни против их инерции вниз, что ведет к нагрузке шатунов на растяжение. Эта нагрузка воспринимается резьбовым креплением шатунов.
Даже при таких условиях нужно, чтобы в разъеме между стержнем шатуна и крышкой не образовывалось зазора.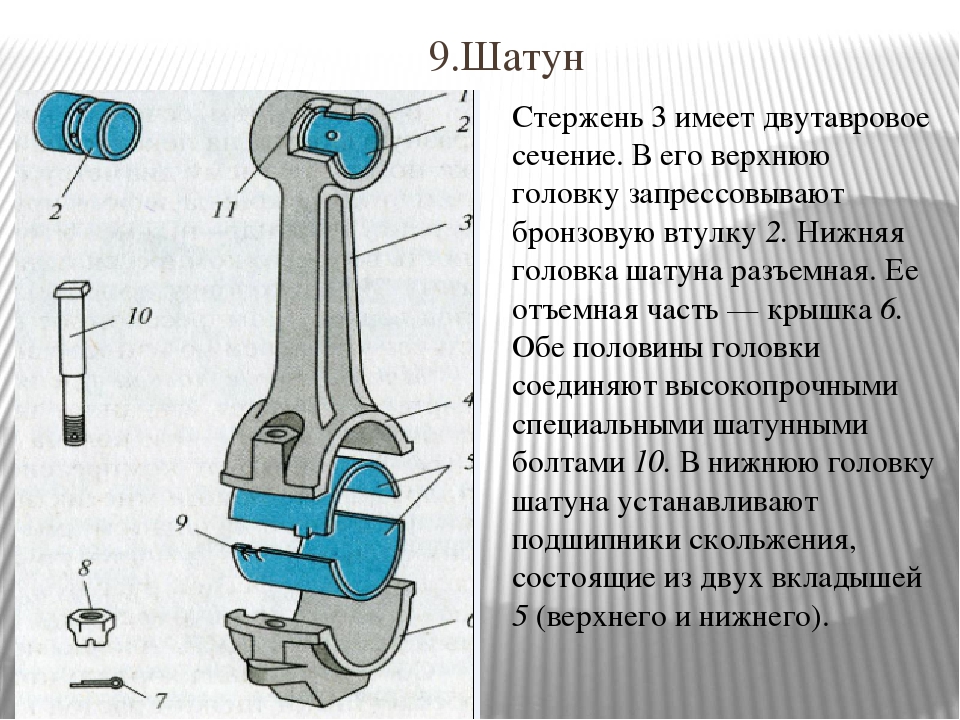 По этой причине шатунные болты при сборке двигателя на заводе затягиваются до предела текучести. Предел текучести означает: болт начинает пластически деформироваться. При продолжении затяжки усилие прижима не увеличивается. При сервисном обслуживании это обеспечивается затяжкой с заданным моментом и на заданный угол.
По этой причине шатунные болты при сборке двигателя на заводе затягиваются до предела текучести. Предел текучести означает: болт начинает пластически деформироваться. При продолжении затяжки усилие прижима не увеличивается. При сервисном обслуживании это обеспечивается затяжкой с заданным моментом и на заданный угол.
Поршень с кольцами и поршневым пальцем
Поршни преобразуют давление газа, возникающее при сгорании, в движение Форма днища поршня является определяющей для смесеобразования. Поршневые кольца обеспечивают тщательное уплотнение камеры сгорания и регулируют толщину масляной пленки на стенке цилиндра.
Общая информация
Поршень — это первое звено в цепи деталей, передающих мощь двигателя. Задача поршня состоит в том, чтобы воспринять возникающие при сгорании силы давления и передать их через поршневой палец и шатун на коленчатый вал. Т. е. он преобразует термическую энергию сгорания в механическую энергию. Кроме того, поршень должен вести верхнюю головку шатуна. Поршень вместе с поршневыми кольцами должен препятствовать выбросу из камеры сгорания газов и расхода масла, и делать это надежно и при всех режимах работы двигателя. Имеющееся на поверхностях контакта масло помогает герметизации. Поршни дизельных двигателей BMW изготавливаются исключительно из алюминиево-кремниевых сплавов. Устанавливаются так называемые автотермические поршни со сплошной юбкой, у которых включенные в отливку стальные полоски служат для уменьшения установочных зазоров и регулирования количества тепла, выделяемого двигателем. Для подборки материала в пару к стенкам цилиндров из серого чугуна на поверхность юбки поршня наносится слой графита (методом полужидкостного трения), благодаря которому уменьшается трение и улучшаются акустические характеристики.
Поршень вместе с поршневыми кольцами должен препятствовать выбросу из камеры сгорания газов и расхода масла, и делать это надежно и при всех режимах работы двигателя. Имеющееся на поверхностях контакта масло помогает герметизации. Поршни дизельных двигателей BMW изготавливаются исключительно из алюминиево-кремниевых сплавов. Устанавливаются так называемые автотермические поршни со сплошной юбкой, у которых включенные в отливку стальные полоски служат для уменьшения установочных зазоров и регулирования количества тепла, выделяемого двигателем. Для подборки материала в пару к стенкам цилиндров из серого чугуна на поверхность юбки поршня наносится слой графита (методом полужидкостного трения), благодаря которому уменьшается трение и улучшаются акустические характеристики.
Механическая нагрузка
Возрастающие мощности двигателей увеличивают требования к поршням. Для разъяснения нагрузки на поршень приведем следующий пример: двигатель M67TU2 ТОР имеет частоту вращения, ограничиваемую регулятором, 5000 об/мин. Это значит, каждую минуту поршни 10000 раз проделывают путь вверх и вниз.
Это значит, каждую минуту поршни 10000 раз проделывают путь вверх и вниз.
Как часть кривошипно-шатунного механизма поршень испытывает нагрузки:
- сил давления газов, образующихся при сгорании;
- подвижных инерционных деталей;
- силы бокового увода;
- момента в центре тяжести поршня, который вызван расположением поршневого пальца со смещением относительно центра.
Силы инерции движущихся возвратно-поступательно деталей возникают вследствие движения самого поршня, поршневых колец, поршневого пальца и детали шатуна. Силы инерции возрастают в квадратичной зависимости от частоты вращения. Поэтому в высокооборотных двигателях очень важна малая масса поршней вместе с кольцами и поршневыми пальцами. В дизельных двигателях днища поршней подвергаются особенно большой нагрузке вследствие давления воспламенения, достигающего 180 бар.
Отклонение шатуна создает боковую нагрузку поршня перпендикулярно к оси цилиндра. Это действует так, что поршень соответственно после нижней или верхней мертвой точки прижимается от одной стороны стенки цилиндра к другой. Такое поведение называется сменой прилегания или сменой стороны. Для уменьшения шумов в поршнях и износа поршневой палец часто располагается со смещением от центра прим. 1-2 мм (дезаксиально), Благодаря этому возникает момент, который оптимизирует поведение поршня при смене прилегания.
Это действует так, что поршень соответственно после нижней или верхней мертвой точки прижимается от одной стороны стенки цилиндра к другой. Такое поведение называется сменой прилегания или сменой стороны. Для уменьшения шумов в поршнях и износа поршневой палец часто располагается со смещением от центра прим. 1-2 мм (дезаксиально), Благодаря этому возникает момент, который оптимизирует поведение поршня при смене прилегания.
Термическая нагрузка
Очень быстрое превращение запасенной в топливе химической энергии в термическую ведет при сгорании к экстремальным температурам и увеличению давления. В камере сгорания возникают пиковые температуры газа до 2600 °С. Большая часть этого тепла передается стенкам, ограничивающим камеру сгорания. Снизу камеру сгорания ограничивает днище поршня. Остальное тепло выбрасывается вместе с отработавшим газом.
Тепло, образующееся при сгорании, передается через поршневые кольца стенкам цилиндра и затем охлаждающей жидкости. Остальное тепло через внутреннюю поверхность поршня отдается смазочному или охлаждающему маслу, которое через масляные форсунки подается на эти нагруженные места. В сильно нагруженных дизельных двигателях в поршне имеется дополнительный смазочный канал. Небольшая часть тепла при газообмене передается поршнем холодному свежему газу. Термическая нагрузка распределяется по поршню неравномерно. Самая высокая температура на верхней поверхности днища составляет ок. 380 °С, она уменьшается к внутренней стороне поршня. На юбке поршня температура прим. 150 °С.
Остальное тепло через внутреннюю поверхность поршня отдается смазочному или охлаждающему маслу, которое через масляные форсунки подается на эти нагруженные места. В сильно нагруженных дизельных двигателях в поршне имеется дополнительный смазочный канал. Небольшая часть тепла при газообмене передается поршнем холодному свежему газу. Термическая нагрузка распределяется по поршню неравномерно. Самая высокая температура на верхней поверхности днища составляет ок. 380 °С, она уменьшается к внутренней стороне поршня. На юбке поршня температура прим. 150 °С.
Такой нагрев ведет к расширению материала и создает опасность задира поршня. Различное тепловое расширение компенсируется соответствующей формой поршня (например, овальным поперечным сечением или коническим поясом поршневых колец).
Конструкция
У поршня различают следующие основные области:
- днище поршня;
- пояс поршневых колец с каналом охлаждения;
- юбка поршня;
- бобышка поршня.

В дизельных двигателях BMW в днище поршня имеется полость камеры сгорания. Форма полости определяется процессом сгорания и расположением клапанов. Область пояса поршневых колец является нижней частью так называемого огневого пояска, между днищем поршня и первым поршневым кольцом, так же как и перемычка между 2-м поршневым кольцом и маслосъемным кольцом.
Рис.31 — Поршень
1- Днище поршня
2- Канал охлаждения
3- Вставка для поршневых колец
4- Канавка 1-го поршневого уплотнительного кольца
5- Канавка 2-го поршневого уплотнительного кольца
6- Юбка поршня
7- Поршневой палец
8- Бронзовый подшипник поршневого пальца
9- Канавка маслосъемного кольца
ОЦЕНКА ПРОЧНОСТИ ШАТУНОВ С РАЗЛИЧНЫМ ПОПЕРЕЧНЫМ СЕЧЕНИЕМ СТЕРЖНЯ
Полная библиографическая ссылка: Яманин А. И. ОЦЕНКА ПРОЧНОСТИ ШАТУНОВ С РАЗЛИЧНЫМ ПОПЕРЕЧНЫМ СЕЧЕНИЕМ СТЕРЖНЯ / Александр Иванович Яманин, Владимир Анатольевич Жуков // Вестник Государственного университета морского и речного флота имени адмирала С. О. Макарова. — 2017. — №2(42). — C. 355-363. DOI: 10.21821/2309-5180-2017-9-2-355-363
И. ОЦЕНКА ПРОЧНОСТИ ШАТУНОВ С РАЗЛИЧНЫМ ПОПЕРЕЧНЫМ СЕЧЕНИЕМ СТЕРЖНЯ / Александр Иванович Яманин, Владимир Анатольевич Жуков // Вестник Государственного университета морского и речного флота имени адмирала С. О. Макарова. — 2017. — №2(42). — C. 355-363. DOI: 10.21821/2309-5180-2017-9-2-355-363
ОЦЕНКА ПРОЧНОСТИ ШАТУНОВ С РАЗЛИЧНЫМ ПОПЕРЕЧНЫМ СЕЧЕНИЕМ СТЕРЖНЯ
АннотацияФорсирование современных двигателей внутреннего сгорания сопровождается повышением нагрузок на основные детали. Шатун испытывает значительные знакопеременные нагрузки и относится к наиболее ответственным деталям двигателя. Надежность шатуна обеспечивается выбором материала, конструкцией и технологией изготовления. В статье содержится информация о применении для изготовления шатунов высокопрочных материалов, однако основным материалом шатунов остаются стали. Одной из важнейших конструктивных характеристик шатуна является форма сечения стержня. Наиболее типичными являются двутавровые сечения стержня. В последнее время появилась информация о разработке шатунов с Н-образной и Х-образной формами сечения стержня, а также двутавровом сечении с подкреплением. Статья посвящена оценке прочности шатунов, изготовленных из стали с различной формой сечения стержня. Оценка прочности производилась на основании анализа напряженно-деформированного состояния шатунов с использованием построенных твердотельных моделей с различной формой сечения стержня. В статье приведены твердотельная и конечно-элементная модели сборок кривошипно-шатунного механизма, которые использовались для численного моделирования напряженно-деформированного состояния шатуна при статическом нагружении максимальной газовой силой и максимальной силой инерции поступательно движущихся масс. В статье представлены в относительных величинах максимальные перемещения точек шатунов и эквивалентные напряжения при статическом сжатии и растяжении. Задача в динамической постановке решалась с использованием полноразмерных конечно-элементных моделей двухцилиндровых двигателей.
В последнее время появилась информация о разработке шатунов с Н-образной и Х-образной формами сечения стержня, а также двутавровом сечении с подкреплением. Статья посвящена оценке прочности шатунов, изготовленных из стали с различной формой сечения стержня. Оценка прочности производилась на основании анализа напряженно-деформированного состояния шатунов с использованием построенных твердотельных моделей с различной формой сечения стержня. В статье приведены твердотельная и конечно-элементная модели сборок кривошипно-шатунного механизма, которые использовались для численного моделирования напряженно-деформированного состояния шатуна при статическом нагружении максимальной газовой силой и максимальной силой инерции поступательно движущихся масс. В статье представлены в относительных величинах максимальные перемещения точек шатунов и эквивалентные напряжения при статическом сжатии и растяжении. Задача в динамической постановке решалась с использованием полноразмерных конечно-элементных моделей двухцилиндровых двигателей. В результате расчетов, выполненных с использованием программного продукта ANSYS/LS-Dyna, получены среднеквадратичные значения эквивалентных напряжений точек шатунов при динамическом нагружении. Значения напряжений приведены в статье в относительных величинах. Полученные результаты свидетельствуют, что прочностные характеристики шатунов с Н-образным профилем сечения стержня по сравнению с характеристиками шатунов с двутавровым профилем сечения стержня имеют незначительные преимущества. Шатуны с крестообразным профилем таких преимуществ не имеют.
В результате расчетов, выполненных с использованием программного продукта ANSYS/LS-Dyna, получены среднеквадратичные значения эквивалентных напряжений точек шатунов при динамическом нагружении. Значения напряжений приведены в статье в относительных величинах. Полученные результаты свидетельствуют, что прочностные характеристики шатунов с Н-образным профилем сечения стержня по сравнению с характеристиками шатунов с двутавровым профилем сечения стержня имеют незначительные преимущества. Шатуны с крестообразным профилем таких преимуществ не имеют.
двигатель внутреннего сгорания, шатун, материал, форма сечения стержня, твердотельная модель, конечно-элементная модель, численное моделирование, статическое и динамическое нагружение, перемещения точек, эквивалентные напряжения
Читать полный текст статьи: PDFСписок литературыСалтыков М. А. Прочность ДВС. Методы и средства обеспечения безопасности / М. А. Салтыков. — М.: Изд-во МГОУ, 1995. — Ч. 1. — 90 с.
А. Салтыков. — М.: Изд-во МГОУ, 1995. — Ч. 1. — 90 с.
Чайнов Н. Д. Конструирование двигателей внутреннего сгорания / Н. Д. Чайнов, Н. А. Иващенко, А. Н. Краснокутский, Л. Л. Мягков. — М.: Машиностроение, 2008. — 496 с.
Краснокутский А. Н. Оценка и сравнение долговечности шатунов из стали и титанового сплава высокофорсированного авиационного дизеля / А. Н. Краснокутский, А. О. Калинин // Наука и образование: научное издание МГТУ им. Н. Э. Баумана. — 2012. — № 8. — С. 30-32. DOI: 10.7463/0812.0475907.
Калинин А. О. Применение титановых сплавов для шатунов высокофорсированных авиационных дизелей / А. О. Калинин, А. Н. Краснокутский // Наука и образование: научное издание МГТУ им. Н. Э. Баумана. — 2011. — № 13. — С. 20-22.
Moldenhauer F. Verbesserungen bei bruchtrennfähigen Pleuelstangen durch neuen mikrolegierten Stahl / F. Moldenhauer // MTZ — Motortechnische Zeitschrift. — 2000. — Vol. 61. — Is. 4. — Pp. 244-245. DOI: 10.1007/BF03226567.
Neugebauer R. Halbwarm-Präzisionsschmieden eines Pleuels mit offenem Steg / R. Neugebauer, Hartwig, A. Wagner. — Düsseldorf: Verlag und Vertriebsgesellschaft, 2008. — 100 p.
Neugebauer, Hartwig, A. Wagner. — Düsseldorf: Verlag und Vertriebsgesellschaft, 2008. — 100 p.
Конкс Г. А. Мировое судовое дизелестроение. Концепции конструирования, анализ международного опыта / Г. А. Конкс, В. А. Лашко. — М.: Машиностроение, 2005. — 512 с.
Новиков Д. С. Вибрация автомобильного силового агрегата / Д. С. Новиков, А. И. Яманин // Труды НАМИ. — 2012. — № 250. — С. 50-61.
Косенок Б. Б. Синтез и исследование динамических характеристик перспективного кривошипно-шатунного механизма ДВС / Б. Б. Косенок, В. Б. Балякин, И. Н. Жильцов // Вестник машиностроения. — 2016. — № 10. — С. 47-50.
Вальехо Мальдонадо П. Р. Реализация процесса проектирования кривошипно-шатунного механизма ДВС в системе AUTODESK INVENTOR / П. Р. Вальехо Мальдонадо, Д. К. Гришин, В. А. Лодня // Вестник Российского университета дружбы народов. Серия: Инженерные исследования. — 2008. — № 2. — С. 85-89.
Чайнов Н. Д. Расчетно-экспериментальное обоснование прочности и надежности шатунов при создании и модернизации высокофорсированных двигателей / Н. Д. Чайнов, А. Б. Матисен // Наука и образование: научное издание МГТУ им. Н. Э. Баумана. — 2011. — № 12. — С. 7.
Д. Чайнов, А. Б. Матисен // Наука и образование: научное издание МГТУ им. Н. Э. Баумана. — 2011. — № 12. — С. 7.
Горшкалев А. А. Использование CAD/CAE-систем для расчета на прочность деталей кривошипно-шатунного механизма ДВС / А. А. Горшкалев, А. В. Кривцов, Е. А. Сайгаков, Д. В. Сморкалов // Вестник Самарского университета. Аэрокосмическая техника, технологии и машиностроение. — 2011. — № 3-4 (27). — С. 172-176.
Арпишкин А. Ю. Применение критериев многоосного усталостного разрушения к оценке выносливости шатуна / А. Ю. Арпишкин, Л. Л. Мягков // Сб. тезисов докладов международной научно-технической конференции «Двигатель-2017». — М.: МГТУ им. Н. Э. Баумана. — С. 24-25.
Яманин А. И. Виброактивность форсированного двигателя с продолженным расширением рабочего тела / А. И. Яманин, В. А. Жуков // Вестник Рыбинской государственной авиационной технологической академии им. П. А. Соловьева. — 2014. — № 2 (29). — С. 88-90.
Яманин А. И. Численное моделирование виброактивности поршневых двигателей с продолженным расширением рабочего тела / А. И. Яманин, В. А. Жуков // Двигатели внутреннего сгорания. — 2014. — № 1. — С. 27-31.
И. Яманин, В. А. Жуков // Двигатели внутреннего сгорания. — 2014. — № 1. — С. 27-31.
Жуков В. А. Анализ алгоритмов расчета кинематики кривошипно-шатунных механизмов с прицепными шатунами / В. А. Жуков, А. И. Яманин // Вестник Государственного университета морского и речного флота имени адмирала С. О. Макарова. — 2016. — № 2 (36). — С. 109-118. DOI: 10.21821/2309-5180-2016-8-2-109-118.
Яманин А. И. Расчет быстропеременных процессов в среде ANSYS/LS-DYNA / А. И. Яманин, В. Ф. Кутенев, Г. Г. Тер-Мкртичьян. — Ярославль: Изд-во ЯГТУ, 2011. — 92 с.
Яманин Александр Иванович — доктор технических наук, профессор
ФГБОУ ВО «ЯГТУ»Жуков Владимир Анатольевич — доктор технических наук, доцент
[email protected]. [email protected]
ФГБОУ ВО «ГУМРФ имени адмирала С. О. Макарова»конструкция, отличия и применяемость на двигатели Ваз.
 . Статьи компании «АвтоКлюч-63»
. Статьи компании «АвтоКлюч-63»Поршневая группа двигателя включает в себя: поршень, поршневые кольца и поршневой палец.
Общая конструкция поршневой группы сложилась еще в период появления первых двигателей внутреннего сгорания. С тех пор ни один из элементов поршневой группы не утратил своего функционального назначения.
Поршень, является наиболее важным элементом любого двигателя внутреннего сгорания.
Именно на эту деталь, выпадает основная нагрузка по преобразованию энергии расширяющихся газов в энергию вращения коленчатого вала. Свойства, которыми должен обладать поршень, трудно совместимы и технически тяжело реализуются.
Требования, которым должна соответствовать эта деталь:- температура в камере сгорания может достигать более 2000°С а температура поршня, без риска потери прочности материала, не должна превышать 350°С
- после сгорания бензино-воздушной смеси, давление в камере сгорания может достигать 80 атмосфер.
При таком давлении, оказываемое на днище усилие, будет составлять свыше 4-х тонн. Толщина стенок и днища поршня должна обеспечивать возможность выдерживать значительные нагрузки. Но любое увеличение массы изделия приводит к увеличению динамических нагрузок на элементы двигателя, что в свою очередь, ведет к усилению конструкции и росту массы двигателя;
- зазор между поршнем и поверхностью цилиндра должен обеспечивать эффективную смазку и возможность перемещения с минимальными потерями на трение. Но в тоже время зазор должен учитывать тепловое расширение и исключить возможность заклинивания.
- изготовление должно быть достаточно дешевым и отвечать условиям массового производства.
Очертания поршня за более сто пятидесятилетнюю историю двигателя внутреннего сгорания мало изменились.
В конструкции поршня можно выделить несколько зон, каждая из которых, имеет свое функциональное назначение:
1) Днище поршня – поверхность, обращенная к камере сгорания. Днище, своим профилем, определяет нижнюю поверхность камеры сгорания.
Днище, своим профилем, определяет нижнюю поверхность камеры сгорания.
Форма днища зависит от формы камеры сгорания, расположения клапанов, от особенности подачи топливо-воздушной смеси в камеру сгорания и объема самой камеры.
Днища разных моделей применяемых на двигателях ВАЗ приведены на рисунке:
Поршни ВАЗ 21213 и ВАЗ 21230 отличаются нанесенной маркировкой. Маркировка наносится на поверхность рядом с отверстием под поршневой палец. На поршне ВАЗ 21213 нанесены цифры -«213», на модели ВАЗ 2123 — «23».
На модели ВАЗ 21080, ВАЗ 21083, ВАЗ 21100 нанесена соответствующая маркировка — «08»,»083″, «10». Поршень 2108 имеет диаметр 76 мм , модели 21083 и 2110 — 82 мм.
Поршни ВАЗ 2112 и ВАЗ 21124, имеют соответствующую маркировку — «12»и «24» и отличаются глубиной выборки под клапана. Модели 21126 и 11194 отличаются диаметром.
2) Если углубления на днище увеличивают объем камеры сгорания, то для уменьшения объема применяют вытеснители. Вытеснителем называют объем металла, который находится выше плоскости днища.
Вытеснителем называют объем металла, который находится выше плоскости днища.
3) «Жаровым поясом» (огневым) называют расстояние от днища до канавки первого поршневого кольца. Чем ближе располагаются поршневые кольца к днищу, тем более высокой тепловой нагрузке они подвергаются, тем больше сокращается их ресурс.
4) Уплотняющий участок — это участок канавок, расположенных на боковой цилиндрической поверхности поршня. Канавки предназначены для установки поршневых колец. Поршневые кольца обеспечивают подвижное уплотнение. На всех моделях для двигателей ВАЗ, выполнены две канавки под компрессионные кольца и одна канавка под маслосъемное кольцо.
В канавке под маслосъемное кольцо есть отверстия, через которые отводится излишек масла во внутреннюю полость поршня. Уплотняющий участок выполняет еще одну очень важную функцию — через установленные поршневые кольца, осуществляется отвод значительной части тепла от поршня к цилиндру.
Если конструкция изделия не будет предусматривать эффективный отвод тепла от днища, то это приведет к его прогоранию.
По расчетам, через компрессионные кольца, передается до 60-70% выделенного тепла. Однако это требует плотного прилегания поршневых колец к цилиндру и к поверхностям канавок.
Для обеспечения работоспособности, торцевой зазор первого компрессионного кольца в канавке должен составлять 0,045-0,070 мм. Для второго компрессионного кольца зазор — 0,035-0,060 мм, для маслосъемного – 0,025-,0050 мм. Между внутренней поверхностью кольца и канавки должен быть радиальный зазор — 0,2-0,3 мм.
5) Головку поршня образуют днище и уплотняющая часть.
Расстояние от оси поршневого пальца до днища, называют компрессионной высотой поршня.
6) «Юбкой», называют нижнюю часть поршня. На этом участке находятся бобышки с отверстиями – место, куда устанавливается поршневой палец. Внешняя поверхность юбки, исполняет роль опорной и направляющей поверхности.
Внешняя поверхность юбки, исполняет роль опорной и направляющей поверхности.
Юбка обеспечивает соосность положения детали к оси цилиндра блока. Кроме того, боковая поверхность юбки участвует в передаче к цилиндру возникающих поперечных усилий.
На поверхность юбки (или на все изделие) могут наноситься защитные покрытия улучающие прирабатываемость и снижающих трение.
Покрытие слоем олова позволяет сгладить неточности профиля и предотвратить наволакивание алюминия на поверхности цилиндра. Могут применяться покрытия созданные на основе графита и дисульфида молибдена.
Другой способ, снижающий потери на трение – нанесение на юбке канавок специального профиля. Глубина канавок составляет 0,01-0,015 мм. При движении, канавки не только удерживают масло, но и создают гидродинамическую силу, которая препятствует контакту со стенками цилиндра.
Одним из факторов определяющих геометрию поршня, является необходимость снижения сил трения.
Для этого требуется обеспечение определенной толщины масляного слоя в зазоре между поршнем и стенками цилиндра.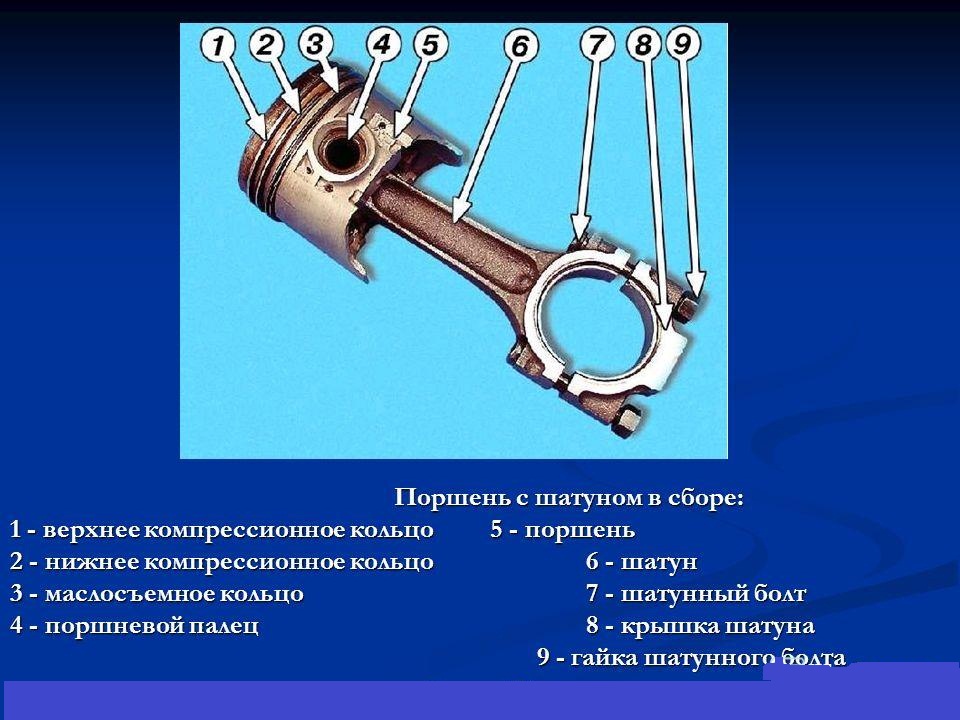 Причем маленький зазор повлечет за собой увеличение сил трения и как следствие повышение нагрева деталей и их ускоренный износ а возможно и заклинивание.
Причем маленький зазор повлечет за собой увеличение сил трения и как следствие повышение нагрева деталей и их ускоренный износ а возможно и заклинивание.
Слишком большой зазор, увеличит шумность двигателя, приведет к росту динамических нагрузок на сопрягаемые детали и будет способствовать их ускоренному износу. Поэтому величина зазора подбирается в соответствии с рекомендациями для конкретного типа двигателя.
В истории применения конструкций поршней для двигателей ВАЗ, просматриваются этапы влияния нескольких европейских конструкторских школ.
На первых моделях двигателей ВАЗ применяется «итальянская» конструкция. Поршни отличаются большой компрессионной высотой, широкой опорной поверхностью юбки. Поверхность изделия покрыта слоем олова.
В разработке последующих конструкций принимают участие немецкие компании. У поршней уменьшается компрессионная высота. На юбке применяется микропрофиль – специальный профиль канавок, для удержания смазки в зоне трения. Поршни моделей ВАЗ 21126 и ВАЗ 11194 получают Т-образный профиль и рассчитаны на установку «тонких» поршневых колец. Так внешне сравнивая модели от 2101 до 21126, можно получить представление об общих тенденциях совершенствования конструкции , основанных на новых научных разработках.
Так внешне сравнивая модели от 2101 до 21126, можно получить представление об общих тенденциях совершенствования конструкции , основанных на новых научных разработках.
В процессе работы, различные участки поршня нагреваются не равномерно, следовательно, и тепловое расширение будет больше там, где выше температура и больше объем металла. В связи с этим, на уровне днища размер выполняют меньшим, чем диаметр в средней части. Таким образом, в продольном сечении профиль будет коническим. Нижняя часть юбки тоже может иметь меньший диаметр. Это позволяет, при движении вниз, в пространстве между юбкой и цилиндром, создавать масляный клин, который улучшает центрирование в цилиндре.
Для компенсации тепловых деформаций, в поперечном сечении поршень выполнен виде овала. Это связано с тем, что в районе бобышек под поршневой палец сосредоточен значительный объем металла.
При нагреве, в плоскости поршневого пальца, расширение будет осуществляться в большей степени. Овальность и бочкообразность детали в холодном состоянии, позволяет иметь поршень, приближающийся к цилиндрической форме, при работающем двигателе.
Такая форма изделия создает сложности при контроле его диаметра. Фактический диаметр можно определить, только замеряя его в плоскости перпендикулярной оси отверстия под поршневой палец на определенном расстоянии от днища. При этом, для разных моделей это расстояние будет отличаться.
Тепловые нагрузки порождают еще одну проблему. Поршни изготавливают из алюминиевого кремнесодержащего сплава, а для блока цилиндров используют чугун. У этих материалов разная теплопроводность и разный коэффициент теплового расширения.
Это приводит к тому, что в начале работы двигателя, поршень нагревается и увеличивается в диаметре быстрее, чем увеличивается внутренний диаметр цилиндра. При и без того малых зазорах, это может приводить к повышенному износу цилиндров, а в худшем случае, к заклиниванию поршня.
Для решения этой проблемы, во время отливки поршня, в тело заготовки внедряют специальные стальные или чугунные элементы, которые сдерживают резкое изменение диаметра. Для уменьшения теплового расширения и отвода тепла, на некоторых типах двигателя, используются системы подачи масла во внутреннюю полость поршня.
Для уменьшения теплового расширения и отвода тепла, на некоторых типах двигателя, используются системы подачи масла во внутреннюю полость поршня.
Поршневой палец обеспечивает шарнирное соединение поршня и верхней головки шатуна. Во время работы двигателя, на поршневой палец воздействуют значительные переменные силы. Палец и отверстия под палец должны сопрягаться с минимальным зазором, обеспечивающим смазку.
На двигателях ВАЗ используется два типа шарнирного соединения «поршень-палец-шатун». На поршнях моделей 2101, 21011, 2105, 2108, 21083 – палец устанавливается в верхней головке шатуна по плотной посадке, исключающей его вращение. Отверстие в поршне под поршневой палец выполнено с зазором, обеспечивая свободное вращение.
В дальнейшем от этой схемы отказались и перешли на схему с «плавающим» пальцем. На поршнях моделей 21213, 2110, 2112, 21124, 21126, 11194, 21128 – палец устанавливается с минимальным зазором и в головке шатуна, и в отверстиях поршня. Для исключения осевого смещения пальца, в поршне, в отверстиях под поршневой палец устанавливаются стопорные кольца. Во время работы, у пальца есть возможность проворачиваться, обеспечивая равномерный износ поверхностей.
Для исключения осевого смещения пальца, в поршне, в отверстиях под поршневой палец устанавливаются стопорные кольца. Во время работы, у пальца есть возможность проворачиваться, обеспечивая равномерный износ поверхностей.
Для обеспечения надежной смазки пальцев, в бобышках предусмотрены специальные отверстия.
По результатам фактического замера отверстия под поршневой палец, поршням присваивается одна из трех категорий(1-я, 2-я, 3-я). Разница в размерах для категорий составляет — 0,004мм. Номер категории клеймится на днище.
Для обеспечения необходимого зазора, поршневые пальцы, по наружному диаметру подразделяются на три класса. Отличие в размерах составляет — 0,004 мм. Маркировка класса производится краской по торцу пальца: синий цвет — первый класс, зеленый — второй, красный — третий класс. При сборке, поршню первой категории должен подбираться палец первого класса и т.д.
Особенностью работы шатунного механизма, является то, что до достижения верхней мертвой точки, поршень прижат к одной стороне цилиндра, а после прохождения ВМТ – к другой стороне цилиндра. При приближении к верхней мертвой точке, на поршень действует максимальная нагрузка, следовательно растет сила давления на палец. Возрастающие силы трения препятствуют повороту поршня на пальце. При таких условиях поворот может происходит скачкообразно, со стуком о стенку цилиндра.
При приближении к верхней мертвой точке, на поршень действует максимальная нагрузка, следовательно растет сила давления на палец. Возрастающие силы трения препятствуют повороту поршня на пальце. При таких условиях поворот может происходит скачкообразно, со стуком о стенку цилиндра.
Для того, чтобы снизить динамические нагрузки и шум, применяют поршни со смещенным отверстием под поршневой палец. Ось отверстия смещена в горизонтальной плоскости от оси поршня. В работающем двигателе это приводит к возникновению момента силы, который облегчает преодоление сил трения.
Такое конструктивное решение позволяет добиться плавности, при смене точек контакта поршня с цилиндром. На такие изделия обязательно наносится метка для правильной ориентации при его установке. Однако, чем больше будет износ цилиндров и юбки, тем в большей степени будет проявляться стук в цилиндре.
Существуют поршни, в которых применяется не только горизонтальное смещение оси пальца, но и вертикальное. Такое смещение ведет к уменьшению компрессионной высоты. Поршни, с дополнительным смещением оси отверстия под палец вверх, применяются для тюнинговой доработки двигателя. В качестве основной характеристики для таких поршней используется величина смещения, указывающая на сколько смещен центр отверстия под палец, по сравнению со стандартным изделием.
Такое смещение ведет к уменьшению компрессионной высоты. Поршни, с дополнительным смещением оси отверстия под палец вверх, применяются для тюнинговой доработки двигателя. В качестве основной характеристики для таких поршней используется величина смещения, указывающая на сколько смещен центр отверстия под палец, по сравнению со стандартным изделием.
На рынке продаж, поршень представлен значительным количеством отечественных и иностранных производителей. Независимо от производителя, они должны соответствовать требованиям, рассчитанным для конкретной модели двигателя. Поршни, входящие в комплект, не должны отличаться по массе более чем на ±2,5 грамм. Это позволит снизить вибрации работающего двигателя. Для розничной сети, в комплекты подбираются поршни одной весовой группы. В случае необходимости можно осуществить подгонку поршня по массе.
Зазор между цилиндром и поверхностью поршня должен соответствовать величине установленной для данной модели двигателя. Поршни номинального размера по своему диаметру относят к одному из пяти классов. Различие между классами составляет 0,01 мм.
Различие между классами составляет 0,01 мм.
Классы маркируются на днище буквами — (А, В, С, D, Е). В качестве запасных частей поставляются поршни классов — А, С, Е. Этих размеров достаточно, чтобы осуществить подбор деталей для любого блока цилиндров и обеспечить необходимый зазор.
Поршни ВАЗ 11194 и ВАЗ 21126 имеют только три класса (A, B, C) с размерным шагом — 0,01 мм.
Кроме номинальных размеров, изготавливаются поршни 2-х ремонтных размеров, с увеличенным наружным диаметром на 0,4 и 0,8 мм. Для распознавания, на днищах ремонтных изделий ставится маркировка: символ «треугольник» соответствует первому ремонтному размеру(с увеличением наружного диаметра на 0,4 мм), символ «квадрат» — увеличение диаметра на 0,8 мм. До 1986 г. ремонтные размеры отличались от современных. Так для двигателя 2101 существовало три ремонтных размера: на 0,2 мм., 0,4 мм., 0,6 мм; для двигателя 21011 два размера: 0,4 мм. и 0,7 мм.
Применяемость моделей поршней на различных двигателях Ваз:
В качестве материала для изготовления поршней применяются сплавы алюминия. Использование кремния в составе сплава, позволило снизить коэффициент теплового расширения и увеличить износостойкость. Сплавы, где содержание кремния может достигать 13%, называют – эвтектическими. Сплавы с более высоким содержанием кремния относят к заэвтектическим сплавам. Повышение процента содержания кремния улучшает теплопроводные характеристики, однако приводит к тому, что при охлаждении в сплаве происходит выделение кремния в виде зерен размером 0.5-1.0 мм. Это приводит к ухудшению литейных и механических свойств. Для улучшения физико-механических свойств, в сплавы вводят легирующие добавки меди, марганца, никеля, хрома.
Использование кремния в составе сплава, позволило снизить коэффициент теплового расширения и увеличить износостойкость. Сплавы, где содержание кремния может достигать 13%, называют – эвтектическими. Сплавы с более высоким содержанием кремния относят к заэвтектическим сплавам. Повышение процента содержания кремния улучшает теплопроводные характеристики, однако приводит к тому, что при охлаждении в сплаве происходит выделение кремния в виде зерен размером 0.5-1.0 мм. Это приводит к ухудшению литейных и механических свойств. Для улучшения физико-механических свойств, в сплавы вводят легирующие добавки меди, марганца, никеля, хрома.
Существует два основных способа получения заготовки поршня.
Отливка в кокиль – специальную форму, является более распространенным способом. Другой способ — горячая штамповка (ковка). После этапов механической обработки, изделие подвергают термической обработке для повышения твердости, прочности и износостойкости, а также для снятия остаточных напряжений в металле.
Структура кованого металла позволяет повысить прочностные характеристики изделия. Но есть существенные недостатки кованых изделий классической конструкции( с высокой юбкой)– они получаются более тяжелыми. Кроме того, в кованных деталях, невозможно использовать термокомпенсирующие кольца или пластины. Увеличенный объем металла ведет к увеличенной тепловой деформации и необходимости увеличивать зазор между поршнем и цилиндром. И как следствие – повышенный шум, износ цилиндров, расход масла. Применение кованых поршней оправдано в тех случаях, когда большую часть времени двигатель автомобиля эксплуатируется на предельных режимах.
В современном конструировании поршней, наблюдаются следующие тенденции: уменьшение веса, использования «тонких» поршневых колец, уменьшение компрессионной высоты, использование коротких поршневых пальцев, применение защитных покрытий. Все это, нашло свое применение, в конструкции Т-образных поршней. Наименование конструкции обусловлено схожестью профиля детали с буквой «Т». На этих изделиях, юбка уменьшена и по высоте и по площади направляющей части. В качестве материала для изготовления таких поршней используется заэвтектический сплав, с большим содержанием кремния. Поршни Т-образной конструкции практически всегда изготавливаются горячей штамповкой.
На этих изделиях, юбка уменьшена и по высоте и по площади направляющей части. В качестве материала для изготовления таких поршней используется заэвтектический сплав, с большим содержанием кремния. Поршни Т-образной конструкции практически всегда изготавливаются горячей штамповкой.
Принятие разработчиками решения о применении той или иной конструкции поршня всегда предшествует расчет и глубокий анализ поведения всех узлов шатунно-поршневой группы. Детали современных двигателей рассчитаны на пределе возможностей конструкции и материалов. В таких расчетах предпочтение отдается конструкциям с минимальной стоимостью обеспечивающих утвержденный ресурс и не более. Поэтому любое отклонение от штатных режимов работы двигателя ведет к сокращению ресурса тех или иных деталей и узлов.
Технология шатуна: кованые и стальные стержни
Возможно, ни одна часть двигателя не подвергается такому напряжению, как шатуны. Разработанные для передачи линейного движения и энергии, производимой в камере сгорания, во вращательное движение коленчатого вала, шатуны также служат ключевым компонентом в управлении теми же событиями и изменяют долговечность и срок службы двигателя.
«Комплект стержней должен быть адаптирован к двигателю и потребностям клиента», — говорит Керри Новак из Crower.
Комплект стержней должен быть адаптирован к двигателю и потребностям клиента. -Керри Новак, Crower
Несмотря на то, что для изготовления шатунов используются разные материалы, это обсуждение будет сосредоточено на стали, особенно на заготовке и кованой стали 4340. За советом экспертов мы связались с некоторыми из ведущих представителей удилищной промышленности, в том числе с Новаком из Крауэра, Дэвидом Личем из Lunati, Аланом Дэвисом из Eagle Specialty Products и Майклом Токарчиком из Мэнли. Мы также обратились к Брайану Нилену из Late Model Engines за дополнительной информацией.
Понимание напряжений в стержнях
Шатуны подвергаются как сжимающим, так и растягивающим усилиям в течение 720 градусов четырехтактного цикла сгорания. На такте сжатия давление внутри цилиндра увеличивается, давя на шток. В зависимости от степени сжатия вашего двигателя, сумматоров мощности и т. Д. Это давление может расти быстро и круто.
В зависимости от степени сжатия вашего двигателя, сумматоров мощности и т. Д. Это давление может расти быстро и круто.
Степень сжатия, давление наддува, угол опережения зажигания, перекрытие распределительных валов, мощность, крутящий момент, частота вращения двигателя и многие другие факторы влияют на нагрузку на шатуны.
На стороне сгорания стержень должен выдерживать резкое и резкое изменение направления в дополнение к давлению, создаваемому горящими и расширяющимися газами сгорания. Эту нагрузку на шток можно рассчитать, умножив площадь отверстия (квадрат радиуса отверстия, умноженный на пи) на давление в цилиндре. Например, отверстие диаметром 4 дюйма будет иметь площадь поверхности 12,566 дюйма. При давлении в камере 1000 фунтов на квадратный дюйм совокупное давление на стержень в этой точке сгорания будет 12566 фунтов на квадратный дюйм.И не забывайте, что свеча сработает незадолго до того, как поршень достигнет верхней мертвой точки, а это означает, что шток все еще находится на подъеме при воспламенении горючей смеси, что еще больше увеличивает давление в цилиндре, которое шток должен преодолевать.
Эта точка цикла сгорания также поднимает проблему преждевременного зажигания, детонации и пропусков зажигания. Зная, что давление в цилиндре увеличивается после воспламенения топливовоздушной смеси, предварительное зажигание увеличивает нагрузку на шток раньше, дополнительно нагружая его сжимающей силой.Если событие предварительного воспламенения является сильным или достаточно частым, стержень может быть нагружен сверх его предела.
Двутавровая балка и двутавровая балка
Стержни с двутавровой балкойбыли созданы по необходимости во время Второй мировой войны, когда произошли отказы стержней в истребителях, когда летчики-истребители союзников использовали закись азота для увеличения скорости отрыва во время собачьих боев.
Есть постоянные споры о том, что лучше, двутавровая балка или двутавровая штанга. Стержни двутавровых балок обычно более жесткие и могут лучше распределять нагрузки и сжимающие силы, приложенные к ним. Они могут быть идеальными для низкооборотных двигателей с сумматорами мощности. У этой улучшенной силы есть компромиссы. Стержни двутавровой балки могут быть тяжелее, иногда на 100 граммов больше, чем сопоставимая двутавровая балка, и требуют большего зазора, что следует учитывать при использовании кривошипов толкателя и кулачков большого диаметра. Они также требуют дополнительной обработки в процессе производства, что увеличивает их расходы.
Они могут быть идеальными для низкооборотных двигателей с сумматорами мощности. У этой улучшенной силы есть компромиссы. Стержни двутавровой балки могут быть тяжелее, иногда на 100 граммов больше, чем сопоставимая двутавровая балка, и требуют большего зазора, что следует учитывать при использовании кривошипов толкателя и кулачков большого диаметра. Они также требуют дополнительной обработки в процессе производства, что увеличивает их расходы.
могут снизить вес и обеспечить дополнительный зазор при небольшом снижении прочности. Эта потеря прочности минимальна в стержнях двутавровой балки высокого класса, если используемые материалы такие же, как у сопоставимой двутавровой балки.В конструкцию может быть добавлен дополнительный материал для дальнейшего усиления двутавровой балки, но в некоторых случаях это может привести к тому, что общий вес приблизится к весу сопоставимой двутавровой балки. Двутавровые балки обычно предпочтительны для приложений с более высокими оборотами.
Учитывая напряжение этих событий, можно было предположить, что такт выпуска будет легче всего на шатуне. Цель состоит в том, чтобы просто переместить поршень, чтобы протолкнуть отработанные газы через открытый выпускной клапан. Это, по сути, самое опасное время во всем процессе сгорания для шатуна.Как объясняет Майкл Токарчик из Manley: «Причина, по которой в этом цикле не происходит буферизации давления в цилиндре». Во многих распределительных валах, имеющих хотя бы некоторые типы перекрытия впускных и выпускных клапанов, отсутствует демпфирующее давление, замедляющее поршень.
Когда кривошип снова совершает поворот через верхнюю мертвую точку, инерционные силы продолжают приводить поршень в движение вверх. Это конец такта выпуска и начало такта впуска. В этот момент стержень подвергается растяжению.Большой конец должен совпадать с кривошипом и начинать движение в обратном направлении, в то время как меньший конец должен оставаться с поршнем и продолжать движение вверх. По словам Токарчика, именно здесь Мэнли видит больше всего отказов в шатунах.
По словам Токарчика, именно здесь Мэнли видит больше всего отказов в шатунах.
Во время всех этих изменений направления оба конца штока находятся под напряжением, что в конечном итоге может привести к овальному отверстию подшипников или полному выходу из строя.
Производственный процесс
Сегодня для изготовления высокопроизводительных шатунов используются два производственных процесса: ковка и заготовка.Оба процесса имеют уникальные плюсы и минусы, и оба позволяют получить очень прочный готовый продукт при использовании качественных производственных процессов и материалов.
Ковка
Ковка — это производственный процесс, в котором используются штампы инструментов, воздействие высоких температур и давления. Матрица по сути является негативом стержня, похожим на пресс-форму. Заготовку из металла нагревают до температуры, при которой она становится ковкой, а затем вдавливают в матрицу с помощью высокого давления, что часто называют ударом молотка. Металл принимает форму необработанного шатуна, который затем поступает на окончательную обработку.Это включает в себя обрезку и калибровку стержня для торцевой крышки, сверление отверстий для болтов стержня и запрессовку втулок. Стержни также могут быть сняты напряжения, подвергнуты термообработке и точно настроены на нужный вес.
Металл принимает форму необработанного шатуна, который затем поступает на окончательную обработку.Это включает в себя обрезку и калибровку стержня для торцевой крышки, сверление отверстий для болтов стержня и запрессовку втулок. Стержни также могут быть сняты напряжения, подвергнуты термообработке и точно настроены на нужный вес.
Слева: необработанная поковка от Eagle Specialty Products перед окончательной обработкой. Справа: Готовый кованый стержень с двутавровой балкой Eagle, готовый к отправке.
Выравнивание зерен является ключевым фактором прочности кованых стержней. «Процесс горячей штамповки также сжимает и правильно выравнивает зернистую структуру металла для повышения прочности», — поясняет Lunati’s Leach.
«Кованая деталь прессуется таким образом, чтобы волокна металла были выровнены, чтобы лучше выдерживать нагрузки, которым они подвергаются», — повторяет Дэвис из Eagle, добавляя, что шерсть вокруг большого конца стержень дополнительно увеличивает его общую прочность.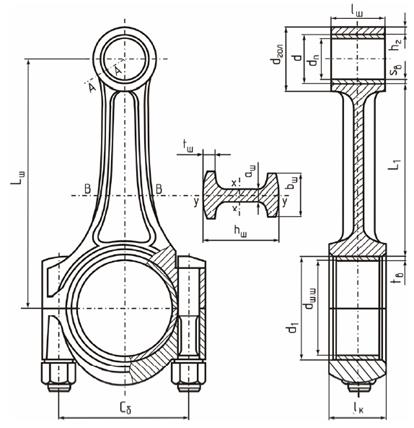
Пожалуй, самым большим недостатком кованых стержней является их первоначальная стоимость производства. Производство штампов может стоить десятки тысяч долларов, причем для каждой конструкции требуется специальный штамп. Эти матрицы со временем изнашиваются и подлежат замене.Для внесения изменений в конструкцию требуется либо новая матрица, либо изменение процесса окончательной обработки. Хотя ковка обеспечивает повышенную прочность, она также лучше всего подходит для крупносерийного производства, чтобы компания могла получить рентабельную окупаемость инвестиций.
Заготовка
Шатуны для заготовок изготовлены из цельного куска плоской кованой стали. Они проектируются с использованием компьютерной программы типа CAD, а затем индивидуально вырезаются из материала заготовки с помощью водяной струи или другого станка с ЧПУ.
«Вы можете изготовить шатун в соответствии с условиями применения, то есть шатуны можно адаптировать к конкретным потребностям каждого двигателя», — говорит Новак. Благодаря такой гибкости, небо буквально является пределом того, что можно спроектировать и произвести.
Благодаря такой гибкости, небо буквально является пределом того, что можно спроектировать и произвести.
Слева: бланк стержня Crower Billet. Справа: Готовый стержень двутавровой балки Crower.
Поскольку процесс производства стержней-заготовок не зависит от переоборудования инструментов или новых штампов, конструкции можно легко изменить, чтобы учесть изменения в требованиях к прочности, весу, длине стержня, диаметру кривошипа и пальца, смазке и т. Д.
«Мы можем взять удочку из нашей конструкции Maxi-Light, которая может выдерживать 450 лошадиных сил, и, используя эту базовую удочку в качестве чертежа, спроектировать удочку, которая может иметь такие же размеры, специально адаптированные для приложений, которые вырабатывают более 2000 лошадиных сил», — говорит Новак.
Гибкость производства штанг для заготовок позволяет производить все, от штанги для мотоциклов до высокопроизводительных двигателей V8 и даже высокопроизводительных дизелей для больших буровых установок.
Такие быстрые производственные возможности позволяют производителям стержней для заготовок изготавливать стержни для снегохода или мотоцикла вплоть до дизельного двигателя большой установки на одном и том же оборудовании.
Обратной стороной заготовки по сравнению с поковкой является зернистая структура прутка. Поскольку стержень для заготовки вырезается из плоской стали, зерно не закручивается и не течет вокруг большого конца стержня, как в кованых изделиях. При использовании стержня для заготовки зерно остается прямым или вертикальным по всей длине стержня.
Поскольку прутковые заготовки часто производятся небольшими партиями или в нестандартных конфигурациях, может потребоваться больше времени на создание дизайна, настройку станка и окончательную чистовую обработку. Из-за дополнительных трудозатрат и меньшего производственного цикла заготовки стержней могут быть дороже, чем кованые стержни из того же материала.
Материалы
Прочность прутка в кованой или заготовке во многом определяется используемыми материалами. Когда дело доходит до дрэг-рейсинга и уличных гонок, производители двигателей сделали сталь предпочтительным материалом для большинства применений.
Почему сталь
Не вся легированная сталь 4340 одинакова. Поэтому очень важно знать сталелитейный завод, точный сплав материала и иметь дело только с самыми уважаемыми поставщиками металла. -Дэвид Лич, Лунати
Раньше в двигателях с высокими оборотами использовался алюминий или другие экзотические материалы для придания стержням высокой прочности и легкого веса.Однако по мере роста затрат и изменения конструкции двигателей строители вернулись к производству стали.
Брайан Нилен из Late Model Engines (LME) объясняет: «Вес под булавкой на запястье не так важен, как вес над ним». Это лишь одна из причин, по которой многие гонщики и производители двигателей возвращаются к стали. Стоимость, долговечность и долговечность — вот некоторые из других.
Еще один важный фактор — клиренс. В высокоскоростных гоночных двигателях, таких как Pro Stock, стабильность клапанного механизма становится все более важной.Правила Pro Stock допускают больший диаметр распредвала, а кулачки с большим отверстием обеспечивают более высокий подъем клапана в дополнение к повышению жесткости и устойчивости клапанного механизма. Дополнительный материал, необходимый для алюминиевых стержней, часто влияет на зазоры между стержнем и распределительным валом. Благодаря использованию высокопрочного стального стержня можно без помех использовать большие отверстия для кулачков.
В высокоскоростных гоночных двигателях, таких как Pro Stock, стабильность клапанного механизма становится все более важной.Правила Pro Stock допускают больший диаметр распредвала, а кулачки с большим отверстием обеспечивают более высокий подъем клапана в дополнение к повышению жесткости и устойчивости клапанного механизма. Дополнительный материал, необходимый для алюминиевых стержней, часто влияет на зазоры между стержнем и распределительным валом. Благодаря использованию высокопрочного стального стержня можно без помех использовать большие отверстия для кулачков.
Использование высококачественной стали 4340 обязательно для обеспечения максимально прочного шатуна.
Наиболее распространенным типом стали, используемой для высокопроизводительных шатунов, является хромомолибденовая сталь 4340.4340 имеет предел прочности на разрыв 145 000 фунтов на квадратный дюйм. Его твердость, пластичность и другие свойства будут варьироваться в зависимости от применяемой термической обработки. 4340 также может называться сталью авиационного или авиационного качества.
4340 также может называться сталью авиационного или авиационного качества.
Весь процесс производства стали также определяет прочность этих материалов. Простое обозначение стали 4340 не обязательно означает, что два поставщика стали производят конечный продукт в соответствии с одними и теми же стандартами или с использованием одинаковых процессов.
«Не вся легированная сталь 4340 одинакова», — говорит Лич.«Поэтому очень важно знать сталелитейный завод, точный сплав материала и иметь дело только с самыми уважаемыми поставщиками металла».
Качественные болты шатуна также имеют решающее значение для прочности шатуна.
Термическая обработка, волочение, твердость, пластичность и структура зерна — все это играет жизненно важную роль в качестве стали, тем самым влияя на конечные характеристики шатуна.
Болты тяги
Все производители стержней подчеркивают важность болтов для стержней.Ни один другой крепеж в автомобиле не подвергается такому напряжению, как болт тяги.
«Назначение болта штока — сохранить круглое отверстие и поддерживать надлежащую предварительную нагрузку на стыке корпуса и крышки — в верхней мертвой точке во время такта выпуска», — говорит Токарчик из Мэнли.
Это момент, когда стержневой болт подвергается наибольшей нагрузке и часто случаются отказы стержневого болта. Как объяснялось ранее, такт сгорания создает нагрузку на болты штока, но инерционные события, происходящие в верхней мертвой точке во время такта выпуска, могут привести к большим потерям.
Строители должны следовать инструкциям производителя стержневых болтов при установке.
«Существует множество изобретений для стержневых болтов, а некоторые производители двигателей даже разработали свои собственные. Дело в том, что вы должны придерживаться того, что рекомендует производитель стержневого болта для смазки и процедуры затяжки, и не отклоняться от этого », — говорит Дэвис.
Выбор стержня
Выбор подходящего шатуна для вашего применения так же важен, как и выбор правильного распределительного вала.Это также связано с процессом, в котором вы должны знать несколько вещей о своей комбинации, прежде чем принимать решение. Посоветуйтесь с изготовителем двигателя и его производителем.
«Когда мы проектируем кованую деталь, мы хотим сделать ее достаточно прочной, чтобы выдержать то, что, как мы ожидаем, будут использовать наши клиенты. Он также должен быть достаточно легким, чтобы работать в нужном диапазоне оборотов », — говорит Дэвис.
Есть несколько факторов, которые, по мнению опрошенных, следует учитывать при выборе штанг.Помимо основных характеристик двигателя, таких как ход и рабочий объем, вам также необходимо знать следующее:
В конце концов, если ваши компоненты не достигают тех уровней мощности, которые они видят, не имеет значения, кто ваш производитель двигателей. -Брайан Нилен, LME
- Масса поршневого пакета (поршень с кольцами)
- Рабочие об / мин
- л.с.
- Крутящий момент
- Тип блока
- Материал кривошипа
- Степень сжатия
- Головки
- Характеристики кулачка
- Масса автомобиля
- Передаточное число
Выбор стержня в конечном итоге сводится к тому, чтобы полагаться на производителя и производителя двигателя, которые предоставят надлежащий комплект для конкретного применения двигателя.Нилен говорит нам: «В конце концов, если ваши компоненты не соответствуют тем уровням мощности, которые они видят, не имеет значения, кто ваш производитель двигателей». Выбор подходящего шатуна для двигателя поможет обеспечить наилучшие возможные результаты в день гонки, а также продлит срок службы этого двигателя.
Шатун: типы, функции, материалы и проблемы
Шатун: типы, функции, материалы и проблемы Что такое шатун?Шатун: типы, функции, материалы и проблемы: — Коленчатый вал , который должен проявлять свойства высокой прочности, низкой инерционной массы и однородности массы со всеми другими шатунами, прикрепленными к коленчатому валу.Сцепление коленчатого вала осуществляется с помощью цельного опорного подшипника с половинными вкладышами, который вставлен с обеих сторон разъемного большого конца. Соединение с поршнем в основном осуществляется через поршневой палец из довольно твердой стали через корпус поршня.
Большие концы шатуна в большинстве случаев имеют прямую резьбу, так что разрезная часть может быть прикреплена во время сборки с коленчатым валом. Материал соединительных стержней включает сталь порошковой металлургии, которой придана первоначальная форма, которая затем кована до конечного размера, в котором средой являются углеродистые стали, и, как обнаружено, развивают превосходную прочность либо за счет отдельных процессов термообработки, либо за счет управления ковкой. шаг.
Что касается гоночных двигателей, то для шатунов могут использоваться титановые сплавы, чтобы обеспечить высокое отношение прочности к массе детали.
Функция шатунаПервый паровой или атмосферный двигатель был впервые обнаружен в 1712 году, в котором использовалась цепная передача, а не шатун, поскольку его поршень отвечал за создание силы только в одном направлении. В то время как большинство паровых двигателей среди них имеют двойное действие, и сила сохраняется в обоих направлениях, что приводит к использованию шатуна.Конкретное расположение выполнено для большого блока подшипников скольжения, который также называют крейцкопфом, с шарниром внутри поршня и шатуном, который расположен вне цилиндра и требует уплотнения вокруг штока поршня. ( Функция шатуна )
Шатун двигателя внутреннего сгорания включает большой конец и малый конец стержня. Маленький конец прикреплен к поршневому пальцу, который также называют поршневым пальцем или пальцем для запястья, который может поворачиваться в поршне.В то время как на другом конце большой конец соединяется с шатунной шейкой с помощью подшипника скольжения, который уменьшает трение, однако в двигателях меньшего размера используется подшипник качения, который помогает избежать необходимости в насосной системе смазки. В подшипнике на большом конце шатуна просверлено точечное отверстие, так что смазочное масло может брызгать на упорную сторону стенки цилиндра для смазывания хода поршней и поршневых колец.( Функция шатуна )
Шатун также вращается на обоих концах, так что угол между шатуном и поршнем можно изменять, когда шток перемещается вверх и вниз и вращается вокруг коленчатого вала. ( Функция шатуна )
Материал, используемый в шатунеМатериалы, которые используются для изготовления шатуна, широко варьируются, включая такие материалы, как углеродистая сталь, спеченный металл на основе железа, микролегированная сталь и графитовый чугун.Шатуны в серийных автомобильных двигателях чаще всего изготавливаются из стали. В большинстве высокопроизводительных применений используются соединительные стержни из заготовок, которые вырабатываются из цельной металлической заготовки вместо литья или ковки.
Другие материалы — это те, которые включают алюминиевый сплав, который можно использовать для обеспечения легкости, а также для поглощения сильных ударов за счет долговечности. Помимо этого, титан также является довольно дорогим вариантом, который снижает вес, в то время как, с другой стороны, чугун дешевле и имеет очень низкую производительность, например, скутеры.
Радиальные двигатели используются с шатунами типа «ведущий-ведомый», причем самый верхний поршень на анимации сопровождается ведущим стержнем и прямым креплением к коленчатому валу. Все остальные оставшиеся поршневые пальцы прикрепляют свои шатуны к кольцам, которые расположены по краю ведущего штока.
Многоблочные двигателиМногорядные двигатели включают в себя много цилиндров, как двигатель V12, в которых очень мало места, доступного для многих шатунных шейок коленчатого вала ограниченной длины.Самое простое решение, которое применялось в большинстве двигателей дорожных автомобилей, заключается в том, чтобы каждая пара цилиндров использовала общую шейку кривошипа, которая создает качающуюся пару. Шатуны «ведущий-ведомый» включают в себя один или несколько кольцевых штифтов, которые соединены с большими концами ведомых штоков на других цилиндрах.
Недостатком штоков «ведущий-ведомый» является то, что ход ведомых поршней будет немного длиннее по сравнению с ведущим поршнем, что, как обнаружено, увеличивает количество вибраций в V-образных двигателях.Самый сложный пример шатунов ведущий-ведомый — это 24-цилиндровый экспериментальный авиационный двигатель Junkers Jumo 222, который был разработан во время Второй мировой войны. Этот двигатель включает шесть рядов цилиндров, каждый из которых имеет четыре цилиндра на ряд. Каждый слой из шести цилиндров находится с помощью одного главного шатуна, а остальные пять цилиндров — с помощью подчиненных стержней. Было построено почти 300 испытательных двигателей, но двигатель не был запущен в серийное производство.
Штанги вилочного ножа (раздельные штанги шатуна)Штанги с лезвиями вилки также широко известны как штанги с раздельными шатунами, которые использовались в двигателях мотоциклов V-twin и авиационных двигателях V12. В основном для каждой пары цилиндров шток вилки разделен на две части на большем конце, а шток ножа противоположного цилиндра делается тонким, чтобы соответствовать зазору вилки. Такое расположение помогает удалить качающуюся пару, которая возникает, когда пары цилиндров смещены вдоль коленчатого вала.
Одним из наиболее популярных вариантов конструкции подшипника шатуна является шток вилки, чтобы иметь одну широкую опорную втулку, охватывающую всю ширину штока, а также центральный зазор. Затем шток лопасти косвенно перемещается по шатунной шейке за пределы этой втулки. Это приводит к тому, что два стержня колеблются взад и вперед, которые отвечают за уменьшение сил на подшипник и поверхность скорости. Кроме того, движение подшипника также становится возвратно-поступательным, а не непрерывным, что оказывается более сложной проблемой в случае смазки.
Типы шатунаШатуны также называются Conrod, которые бывают разных типов в зависимости от типа материала, из которого они сделаны. Итак, вот несколько различных типов шатунов, которые доступны и о которых обязательно нужно знать:
1. Заготовки шатунов : ( Типы шатунов )Шатуны для заготовок относятся к станку, который изготавливается из цельного куска стали или алюминия.Он сравнительно легче, прочнее и долговечнее по сравнению с другими видами шатунов. Эти шатуны обычно используются для высокопроизводительных транспортных средств, в которых изделие разработано для уменьшения концентраторов напряжений и облегчения его превращения в естественную зернистость материала заготовки.
2. Литой стержень : ( Типы шатуна )Литые шатуны — это те шатуны, которые более предпочтительны для производителей, поскольку они способны выдерживать нагрузку стандартного двигателя.Ориентировочная стоимость производства этих шатунов значительно ниже, но в то же время они не могут использоваться в приложениях с высокой мощностью в диапазоне от 450 до 6000 об / мин. Обнаружена литая шатуна с заметным швом посередине, который позволяет отличить ее от других кованых шатунов.
3. Кованый стержень : ( Типы шатуна )Кованые стержни — это те соединительные стержни, которые сделаны ковкой или путем придания зерну выбранного материала формы стержня.Чаще всего используется стальной сплав или алюминий, в зависимости от требуемых свойств.
Производители кованых стержней используют различные типы стальных сплавов, хрома и никелевых сплавов, конечный продукт которых не является хрупким. Никель или хромовый сплав отвечают за увеличение прочности шатуна.
Проблемы шатунаОбнаружены проблемы с шатунами при работе, поскольку они испытывают различные уровни напряжений в камере сгорания.Большинство из этих проблем устранено, тогда как некоторые, с другой стороны, требуют полной замены шатуна. Шток растягивается и сжимается, что приводит к поломке шатуна, что может полностью повредить двигатель. Итак, ниже перечислены неисправности, которые могут произойти в шатуне:
1. УсталостьЭто одна из основных причин поломки шатуна. В основном это происходит в старых двигателях. Процесс сжатия и растяжения стержня происходит тысячи раз в минуту, что в конечном итоге приводит к износу детали, пока она не сломается.Недостаток масла и наличие грязи в двигателе могут быть одной из основных причин усталости.
2. ГидрозамокСостояние гидрозатвора возникает, когда вода проникает в камеру поршня и приводит к деформации шатуна. Это состояние возникает, когда автомобиль проезжает затопленную улицу. Даже небольшое количество воды в цилиндре может вызвать стук или постукивание, которые легко устранить. Принимая во внимание, что если в цилиндре обнаружено много воды, будет использовано все пространство для времени искры, что может привести к изгибу или разрыву штока цилиндра.
3. Превышение оборотовПревышение оборотов относится к типу неисправности, которая возникает в основном в новых и высокопроизводительных двигателях. Если тахометр показывает красный цвет, это указывает на состояние шатуна, которое, по всей видимости, находится в опасности. Это может произойти из-за сил, действующих на шатун, которые резко увеличиваются при высоких оборотах.
4. Отказ штифтаПоршневой палец — это поршневой палец, который соединен с шатуном внутри поршня, что может привести к поломке.В некоторых двигателях это может привести к катастрофическому отказу двигателя, когда шатун входит в блок двигателя или когда коленчатый вал согнут.
Источник изображения: — Bikesmedia, Pngio, Costex
Шатуны: выбор материалов (4)
В прошлом месяце мы более подробно изучили использование титана для шатунов, а в этом месяце мы кратко рассмотрим использование стали, которая во многих случаях остается предпочтительным материалом для шатунов.Стальных стержней предлагает гораздо больше производителей шатунов, чем из любого другого материала. Титан определенно растет, и, возможно, наступит время, когда сталь станет материалом «в меньшинстве». Одной из причин того, что сталь остается популярной, является цена на сырье — оно остается заметно дешевле титана. Еще одна важная причина — знакомство поставщиков со стальными стержнями. Многие имеют большой опыт в производстве стальных шатунов и не хотят подвергать риску свою заработанную тяжелым трудом репутацию, разрабатывая надежную конструкцию титановых шатунов.
Итак, есть ли аргументы в пользу использования стали в качестве материала шатуна, кроме как по экономическим причинам или из-за незнания новых материалов? В некоторых случаях ответ — да. Ранее мы рассмотрели некоторые недостатки титана; Можно сказать, что постоянное притяжение стали частично связано с недостатками титана.
Разумеется, сталь не страдает какими-либо проблемами, связанными с поверхностью титана. Истирание, процесс, при котором холодная сварка материала вызывает заедание, не влияет на сталь, но может стать серьезной проблемой для титана.Истирание может повлиять на резьбу, поэтому установка шатунов может быть очень чувствительной к этому эффекту в титановых шатунах. Мы знаем, что болт шатуна является одним из наиболее нагружаемых компонентов гоночного двигателя и, следовательно, одним из самых важных. Отказ шатуна часто приводит к катастрофе в гоночном двигателе, что приводит к обширным (и дорогостоящим) повреждениям. Другая область, в которой может пострадать титан, — это малый конец. Титановые шатуны могут истираться во время установки малой концевой втулки, и это истирание может привести к возникновению напряжений.Сталь не страдает этой проблемой, поэтому нет необходимости беспокоиться при установке втулки или при повторной установке втулки шатунов. В связи с тем, что поверхность титана может быть повреждена даже при низких уровнях напряжения, за титановыми шатунами необходимо тщательно ухаживать и обращаться с ними. Стальные стержни в этом отношении не так чувствительны.
Использование стали имеет некоторые преимущества, и их нельзя недооценивать. Жесткость стали намного выше, чем у титана, и это может быть полезно при проектировании шатуна.Он также напрямую используется для снижения уровня циклических напряжений в крепежной детали шатуна. Как мы проиллюстрировали в печатном выпуске журнала Race Engine Technology (RET 41, сентябрь / октябрь 2009 г.), отношение жесткости болта к жесткости соединения вместе с рабочими нагрузками определяет уровень амплитуды напряжения в креплении. В этом контексте более высокая жесткость соединительных компонентов является предпочтительной.
Недостатком стали по сравнению со всеми другими «основными соперниками» является ее плотность.При плотности 7,85 г / см 3 он почти на 80% плотнее, чем обычный титановый шатунный сплав. В большинстве случаев это серьезный дефицит. Однако, пытаясь уменьшить подачу мощности, некоторые разработчики гоночных двигателей начали серьезно относиться к стали, потому что она предлагает способ увеличить инерцию двигателя. Люди вставляли стальные шатуны в двигатели, изначально оснащенные титановыми шатунами, исключительно для того, чтобы контролировать подачу мощности.
Автор Уэйн Уорд.
Как собрать гоночные двигатели: Руководство по шатунам
Если не считать длины хода, шатуны являются одним из основных настраиваемых компонентов в двигателе для соревнований. Поскольку длина штока (от центра к центру) изменяется, она влияет на движение поршня, так что его можно использовать в качестве основного компонента настройки. Влияя на ускорение и скорость поршня, он определяет скорость, с которой создается разница между атмосферным давлением (над карбюратором) и давлением в цилиндре во время такта впуска.Соответственно, это влияет на основные факторы, влияющие на поперечные сечения впускного и выпускного трактов по уравнению VE, синхронизацию клапана и оптимальную точку воспламенения. Более быстрое воздействие атмосферного давления улучшает наполнение цилиндра и, следовательно, VE, при условии, что размеры впускного тракта и время срабатывания клапана надлежащего размера и синхронизированы.
Этот технический совет взят из полной книги «КОНКУРСНОЕ ДВИГАТЕЛЬНОЕ СТРОИТЕЛЬСТВО». Подробное руководство по этой теме вы можете найти по этой ссылке:
УЗНАТЬ БОЛЬШЕ ОБ ЭТОЙ КНИГЕ
ПОДЕЛИТЬСЯ СТАТЬЕЙ: Пожалуйста, не стесняйтесь делиться этой статьей на Facebook, на форумах или в любых клубах, в которых вы участвуете.Вы можете скопировать и вставить эту ссылку, чтобы поделиться: https://musclecardiy.com/performance/how-to-build-racing-engines-connecting-rods-guide/
Правильный зазор со стороны штока важен для обеспечения адекватного давления масла и целостности гидродинамического масляного клина на подшипнике. При слишком большом зазоре утечка масла становится чрезмерной, и клин начинает терять свою эффективность в поддержании кривошипа в масляной пленке. Слишком маленький зазор может привести к нежелательному контакту между поверхностью кривошипа и штоком, а также к повышенной температуре масла из-за ограниченного отвода воздуха из подшипников.
Важно понимать, что и ускорение, и скорость поршня равны нулю в ВМТ и НМТ. Во всех промежуточных точках ускорение и скорость определяются длиной штанги. Для любой заданной длины штока поршень достигает максимальной скорости в точной точке хода относительно угла поворота кривошипа, когда ось штока находится под углом 90 градусов к ходу кривошипа (обычно, но не ограничиваясь этим, угол поворота кривошипа составляет примерно 70-75 градусов). . Эта точка представляет собой самую высокую степень воздействия падения давления в цилиндре и тесно связана с синхронизацией впускных клапанов для оптимального наполнения цилиндра.
Длина стержня как элемент настройки
В некоторой степени более длинные штоки эффективно замедляют скорость прихода и отхода поршня как в ВМТ, так и в НМТ. Это часто называют временем выдержки поршня, и было проведено любое количество динамометрических испытаний магазина, чтобы доказать, что это не приводит к значительному изменению пиковой мощности. Но они упускают из виду суть. Реальная ценность настройки длины штанги реализуется при формировании диапазона мощности в соответствии с требованиями к характеристикам конкретного приложения.Как правило, длина шатуна может использоваться для увеличения или расширения диапазона оборотов между пиковой мощностью и пиковым крутящим моментом. Это важная функция для согласования характеристик двигателя с автомобилем и его специфическими гоночными требованиями.
Примером может служить использование более длинного стержня (и совместимых размеров впуска) в сверхскоростном тракте или в системе Бонневилля для смещения пикового крутящего момента ближе к пиковому значению мощности, чтобы более эффективный крутящий момент был приложен в конкретном рабочем диапазоне оборотов. При более медленном выходе поршня из ВМТ, более высокое давление сгорания прикладывается к поршню на большем числе градусов коленчатого вала.
Многие строители согласны с тем, что длина штанги должна быть в 1,7–1,9 раза больше заданной длины хода. Поскольку более длинный шток немного увеличивает время пребывания поршня, он также дает больше времени для того, чтобы давление сгорания достигло поршня, прежде чем оно будет применено к рабочему такту; следовательно, в наиболее желательном для применения диапазоне прикладывается больший крутящий момент. Также обычно признается, что более длинные стержни имеют тенденцию давать немного большую мощность в большинстве высокоскоростных приложений, в то время как более короткие стержни имеют тенденцию увеличивать крутящий момент на нижнем конце из-за более быстрого ускорения поршня и связанной с этим более высокой энергии порта.
Поршень с более коротким штоком быстрее достигает ВМТ и не задерживается надолго, прежде чем быстро отходит. Это полезно в некоторых видах гонок. Поршень быстрее достигает максимальной скорости и при меньшем угле поворота коленчатого вала, что снижает воздействие объема цилиндра в точке максимального перепада давления. Для обеспечения оптимальной эффективности в этих условиях требуется соответствующая синхронизация впускных клапанов. Поскольку поршень быстрее достигает максимальной скорости, впускной клапан можно открыть раньше, чтобы воспользоваться преимуществом разницы давлений в цилиндре.В этот момент открывается меньший общий объем цилиндра, но при раннем инициировании потока поршень гонится по каналу по мере увеличения объема. Это обычно называют более сильным натягиванием поршня на заряд из-за его повышенного ускорения.
Определение требований к синхронизации кулачков для ситуаций, подобных этой, стало еще проще, теперь, когда средний строитель имеет доступ к мощному программному обеспечению для моделирования двигателя на базе ПК, которое иллюстрирует любой заданный угол поворота коленчатого вала для синхронизации событий клапана.Например, более агрессивное действие комбинации коротких стержней подразумевает возможность учитывать немного большие размеры впуска и выпуска (площадь поперечного сечения) для впускного коллектора и коллекторов без ущерба для жизненно важной энергии порта. Моделирование на ПК может подтвердить это. В некоторых случаях вы можете быть ограничены определенной комбинацией коллектора и / или коллектора, фиксированные размеры которой соответствуют определенной длине стержня, которую можно определить с помощью тщательного компьютерного моделирования. Учитывая низкую стоимость существующих программ моделирования, нет разумного оправдания тому, чтобы заранее не смоделировать эти концепции на вашем ПК.
Оптимизация длины штока дополнительно раскрывает особенности настройки, которые могут улучшить эффективность сгорания и уменьшить количество отрицательной работы, выполняемой на поршне до ВМТ. С более длинным штоком мгновенное повышение давления в цилиндре, приближающееся к ВМТ, происходит быстрее и сильнее и обычно требует меньшего времени зажигания в зависимости от эффективности камеры. По мере уменьшения момента зажигания отрицательная работа (поршень борется с повышением давления сгорания перед ВМТ) уменьшается, в то время как увеличенное время выдержки обеспечивает больший рост давления на поршень после ВМТ (положительная работа).
Длина шатуна — один из фундаментальных элементов настройки любого спортивного двигателя. Он регулирует степень воздействия атмосферного давления внутри цилиндра, тем самым влияя на общий объемный КПД (VE) двигателя.
В этой штанге двутавровой балки Scat используются высокопрочные 12-гранные хромомолибденовые ARP-болты. В большинстве гоночных удилищ используются только болты, а не комбинации гаек и болтов. Это снижает вес головного болта. Прочность на растяжение болта составляет 220 000 фунтов на квадратный дюйм.
В этом примере показаны смазочные отверстия с двумя штифтами с каждой стороны стержневой балки. Некоторые строители все еще просверливают отверстие в верхней части, но эта практика, похоже, вышла из моды.
Конструкция, состоящая только из болтов, обеспечивает более плавный переход от стержневой балки. Это устраняет потенциальные подъемники напряжения, которые обычно встречаются на плоских поверхностях, которые обычно устанавливают головки болтов стержня.
Большая фаска на корпусе шейки шатуна предназначена для размещения больших радиусов галтелей на большинстве гоночных коленчатых валов.Обратите внимание, что вкладыш подшипника имеет соответствующую фаску.
Длина штока также влияет на выбор поршня в той степени, в которой она определяет высоту пальца (высоту сжатия) и, во многих случаях, окончательное расположение пакета колец. Это важное соображение, поскольку для разных гонок требуется разное размещение кольцевых пакетов для решения проблем, связанных с горением и нагревом (см. Главу 5). Более длинные штоки имеют тенденцию к уменьшению высоты штифта и часто требуют опорной планки масляного кольца, потому что отверстие под штифт заходит на канавку масляного кольца.Это увеличивает вес кольцевого пакета, но большинство производителей считают, что преимущество более длинного штока и соответствующей конфигурации поршня перевешивает любые потери массы, по крайней мере, в тех случаях, когда более длинный шток положительно влияет на позиционирование диапазона мощности.
Помимо создания большего времени для повышения давления сгорания и приложения большего крутящего момента к кривошипу, более длинный шток увеличивает скорость горения из-за повышенной плотности заряда. Следовательно, разделение числа оборотов между пиковым крутящим моментом и пиковой мощностью уменьшается, эффективно концентрируя больше крутящего момента в более узком диапазоне, что приносит пользу некоторым приложениям, таким как двигатели Bonneville, овальные спидвеи и дрэг-рейсинги, которые работают в узком диапазоне оборотов с соответствующим образом подобранной трансмиссией и задней частью. конечная передача.Кроме того, более длинные штоки обычно требуют соответствующей регулировки впускного коллектора, чтобы приспособиться к более медленному движению поршня вокруг ВМТ. Это часто включает в себя впускные направляющие немного меньшего размера (площадь поперечного сечения) для сохранения энергии порта и в некоторых случаях продвижение кулачка для дальнейшего увеличения крутящего момента.
Хотя замедление кулачка для увеличения мощности на высокой скорости является традиционно принятой практикой, она не принимает во внимание положительные эффекты настройки длины стержня в определенных областях применения. Здесь опять же, компьютерное моделирование часто указывает неожиданные пути к наиболее эффективному сочетанию фаз газораспределения и размеров впускного и выпускного тракта для данной длины штока.
Наконец, обратите внимание, что более длинный шток и соответствующая более высокая высота пальца обычно отражаются в более коротком и легком поршне, что снижает возвратно-поступательный вес.
На другом конце спектра для шоссейных гонщиков и некоторых приложений кольцевых гусениц часто бывает выгодно исследовать более короткие штанги и связанную с ними более высокую энергию порта, что может оказаться полезным для некоторых приложений, которые ограничены с точки зрения коллекторов или фаз газораспределения. и добиваются большего крутящего момента на поворотах.В то время как более короткий стержень подвергает меньший начальный объем цилиндра падению давления, он способствует увеличению скорости порта, что способствует эффективному наполнению цилиндра. Это требует других фаз газораспределения, чем то, что подходит для более длинного штока, особенно когда это касается точки закрытия впуска. Поскольку мгновенное повышение давления больше с более длинным штоком, можно эффективно использовать более позднее закрывающееся впускное отверстие, чтобы получить дополнительное время для наполнения цилиндра.
И наоборот, более высокая энергия порта более короткого штока обеспечивает превосходную эффективность заполнения, но требует более раннего закрытия впуска из-за более медленного повышения давления в цилиндре и сокращения времени выдержки в ВМТ.Это имеет тенденцию к увеличению крутящего момента раньше в диапазоне оборотов и сдвигает пики дальше друг от друга. В качестве бонуса более высокая энергия порта часто способствует улучшенному отклику дроссельной заслонки. Конечно, с более короткими стержнями поршень имеет тенденцию опережать фронт пламени примерно после 30 градусов от ВМТ, поэтому важно выбрать камеру сгорания с более быстрым сгоранием и соответствующее топливо для ее размещения.
Материалы шатуна
Основными факторами, влияющими на конструкцию шатуна, являются экстремальные силы инерции и давление в цилиндре, определяемые максимальной частотой вращения двигателя, геометрией вращающегося узла и весом.Повышенные обороты двигателя, рабочий объем, масса компонентов и давление срабатывания — все это определяет конструктивные характеристики, заложенные в гоночные удилища. На них дополнительно влияет динамическая нагрузка трансмиссии, такая как пробуксовка колес или винты с обгонной муфтой (вне воды) в случае применения на море. Тем не менее, поломки шатунов сегодня менее распространены, чем в прошлом. Причины включают в себя превосходные материалы, точную подготовку и сборку, а также улучшенный контроль таких факторов, как время зажигания, подавление детонации и защита от превышения числа оборотов.Механические проблемы, такие как жесткость поршневого пальца, смазка и зазоры подшипников, также способствуют снижению общего напряжения в шатуне.
В современном производстве шатунов преобладают два материала: алюминий и кованая сталь. Алюминиевые стержни в основном используются в профессиональных соревнованиях по дрэг-рейсингу, где циклы нагрузки и жизненного цикла относительно короткие, а снижение веса благоприятно сказывается на кратковременном ускорении крутящего момента в узких диапазонах мощности. Их применение расширилось в последние годы, но за исключением дрэг-рейсинга, большинство гоночных приложений все еще полагаются на стальные или титановые стержни.В целях данного обсуждения я сконцентрируюсь на этих основных типах с кратким вниманием к другим материалам.
В высокопрочных крепежных изделиях между головкой и резьбовой частью имеется отшлифованная область с перемычкой для обеспечения надлежащего растяжения болта во время окончательной затяжки.
Точно подогнанные заглушки, как на этом стержне с двутавровой балкой Scat, обеспечивают точное выравнивание крышки и предотвращают смещение крышки при тяжелых условиях эксплуатации или детонации.
Инновационный соединительный стержень Ultra-LiteScat имеет отверстие в балке чуть выше шатуна.Это обеспечивает значительное снижение веса, и инженеры определили, что в прочности нет компромисса.
Низшие классы часто указывают заводские кованые стержни, хотя в некоторых случаях используется сжатый порошковый металл вместе с техникой растрескивания, основанной на OEM, которая физически ломает большой конец стержня пополам по предварительно нанесенной линии. Это создает уникальное совпадение неровных поверхностей излома, которые правильно сочетаются только между исходными половинками с трещинами. Это полезный метод, который обеспечивает абсолютно точное выравнивание крышки стержня и сопротивление движению.Он успешно используется в довольно мощных производственных двигателях, но пока еще не получил широкого распространения в двигателях для соревнований, хотя производители стержней послепродажного обслуживания теперь предлагают технологию стержней с трещинами.
Использование сжатых порошковых металлических стержней этого типа обычно безопасно до примерно 500 л.с. в серийно выпускаемых модифицированных уличных двигателях, но наиболее серьезные конкурентные двигатели полагаются на алюминиевые или кованые и стальные послепродажные стержни различной конфигурации.
Алюминиевые стержни
Алюминиевые гоночные удилища выкованы из термообработанного алюминиевого сплава 7075 T6, который имеет предел прочности на разрыв 83 000 фунтов на квадратный дюйм.Они примерно на 65 процентов легче стальных стержней, но имеют лишь половину прочности стали. К сожалению, значительная часть преимущества в весе приносится в жертву, потому что алюминиевые стержни должны использовать увеличенный объем для сохранения прочности. Соответственно, часто требуются модификации блока, чтобы приспособить больший физический размер большинства алюминиевых шатунов.
Во многих случаях направляющие масляного поддона должны быть отшлифованы для обеспечения зазора штока, и необходимо следить за тем, чтобы большая часть не касалась распредвала.Увеличенный размер штока занимает больше места в картере и по-разному влияет на парусность картера. Для алюминиевых стержней требуется нижний стержневой подшипник со штифтами для обеспечения правильного выравнивания стержневого подшипника и защиты от проворачивания подшипника.
Эти удилища в основном используются для дрэг-рейсинга с высокими оборотами, где их меньший вес дает преимущество при переходном ускорении. Они обладают превосходными демпфирующими качествами, которые полезны для противодействия детонации, но их срок службы относительно невелик из-за повышенной тенденции к более тяжелой работе из-за многократного растяжения и сжатия.Если вы собираетесь использовать алюминиевые стержни, обратите внимание на следующие требования:
- С учетом повышенного коэффициента растяжения
- Изменить блок для зазора
- Проверка зазора распределительного вала
- Используйте правильные шарнирные подшипники
- Обращаться осторожно, чтобы не порезать поверхность
- Точно установите штифты и обеспечьте достаточную смазку штифтов
- Замените штанги после 50-60 прогонов, чтобы предотвратить поломку
- Подумайте, как более массивная форма стержня влияет на ветер
Стальные стержни
Стальные стержниявляются наиболее широко используемыми из-за их размерной стабильности и исключительной долговечности.Большинство стальных шатунов изготавливаются из легированной стали 4130 или 4340. Гоночные стержни обычно изготавливаются из сертифицированного производителем авиационного качества, раскисленного угольной дугой сплава E4340, который имеет предел прочности на разрыв до 186 000 фунтов на квадратный дюйм. Хотя обычно рассчитывается путем деления максимальной нагрузки на исходную площадь поперечного сечения компонента, предел прочности на растяжение можно рассматривать как величину силы, необходимой для разрыва стержня на балке.
Начало повышения давления сгорания (отрицательная работа или крутящий момент) в некоторой степени действует как амортизатор для поршня, когда он приближается к ВМТ, таким образом, он помогает поглощать силы и перегрузку, которые возникают, когда поршень меняет направление в ВМТ. .Эта подушка предотвращает свободный ход поршня через ВМТ и имеет тенденцию смягчать перегрузку при реверсировании поршня, потому что поршень фактически работает против некоторого давления в цилиндре в этот момент — еще один тонкий баланс, который влияет на чистый крутящий момент.
Во всех двигателях предусмотрен зазор между поршнем и головкой блока цилиндров для компенсации растяжения штока в ВМТ. Степень растяжения или эластичности определяется частотой вращения двигателя, весом поршня, соотношением стержней и характеристикой материалов шатуна, известной как модуль упругости.Проще говоря, «модуль» описывает коэффициент нагрузки, указывающий на известный диапазон характеристик деформации для данного материала, в результате чего деформированная часть возвращается к своей исходной форме при снятии нагрузки. Разрушение детали обычно происходит при превышении модуля упругости при повторяющейся нагрузке. Либо шток постоянно растягивается, вызывая контакт поршня с головкой блока цилиндров и последующий отказ, либо зазор между поршнем и головкой недостаточен, чтобы приспособиться к известному модулю упругости основного материала штока.В этом случае также происходит контакт поршня с головкой, обычно с крупной бойней.
Стальные стержни растягиваются меньше, чем алюминиевые. Соответственно, оба типа имеют предпочтительный диапазон зазора, который учитывает известные или (в некоторых случаях) ожидаемые факторы растяжения.
Общепринятый минимальный зазор между поршнем и головкой для алюминиевых шатунов составляет около 0,055 дюйма в зависимости от частоты вращения двигателя и динамики соответствующих компонентов. Чем ближе вы его побрите, тем больше вы столкнетесь с отказом компонентов в случае чрезмерного увеличения оборотов или другой неожиданной неисправности.Это не означает, что многие строители не подбрасывают их достаточно близко, чтобы оставить очевидные следы на верхних частях поршней, там, где они слегка целовались с головкой. Если вы видите это, вы должны рассматривать это как проблему не только из-за несоответствующего контакта компонентов, но и из-за воздействия, которое оказывает на кольцевое уплотнение, и потери давления в цилиндре, которая может произойти из-за разгрузки кольца из-за неожиданного сотрясения. .
Стальные стержни обычно допускают зазор между поршнем и головкой около.035 дюймов, но это часто увеличивается на 0,010 до 0,015 дюйма для приложений с высокими оборотами или тех, которые используют легкие кривошипы, которые более склонны к отклонению хода кривошипа как в радиальном направлении, так и вдоль направления движения поршня.
Характеристики стержневой активности
Помимо проблем с растяжением стержней, строители также учитывают характеристики материала стержней при нагрузке сжатия, особенно в условиях детонации, которая может сломать слишком жесткий стержень или многократно забить подшипники стержня до точки отказа.В то время как отказ подшипника обычно происходит при сжимающей нагрузке, большинство отказов стержня на самом деле происходит при растягивающей нагрузке, когда стержень разрывается на части при реверсировании поршня в ВМТ, особенно на такте выпуска, где нет противоположного давления для смягчения перехода. Чаще всего это происходит примерно на 1–1 / 2 дюйма вниз по балке от штифта. Или он выходит из строя в точке шарнира, где луч расширяется до конца. Отказы болтов штанги случаются редко, если не применяется неправильный крутящий момент и / или растяжение болта.
Чаще всего шатун все еще прикреплен к коленчатому валу с разрывом при растяжении на балке. Учтите также, что парные стержни на общем ходу кривошипа имеют возможность передавать эффекты детонации (через распределение нагрузки) в одном цилиндре на соседний стержень, что может вызвать чрезмерное напряжение или временные проблемы со смазкой, которые могут раскрутить подшипник или заедать стержень. .
Также мало сомнений в том, что штоки поглощают радиальный прогиб коленчатого вала и некоторую степень вибрационного воздействия при циклической нагрузке.Это может не проявиться на динамометрическом стенде, но в конце длинной прямой дистанции, после 250 кругов или непосредственно перед 5-мильным маркером на длинной трассе в Бонневилле, напряжение на штанге может проявиться. Это опровергает важность надлежащего демпфирования коленчатого вала и точной балансировки или (во многих случаях) избыточной балансировки для плавной работы двигателя в пределах эффективного рабочего диапазона (RPM) отдельного двигателя.
Еще одна проблема, вызывающая беспокойство, — это соотношение между штоком и поршневым пальцем. Даже самые лучшие удилища можно распустить из-за неосторожной установки штифта или неправильного выбора штифта.Хотя для предотвращения дребезжания поршня по пальцу желательны более узкие зазоры, изгибающие силы вызывают повреждение пальца, которое может разрушить поршень или сломать шток. Модуль упругости поршневого пальца должен быть достаточным, чтобы противостоять изгибу вдоль оси пальца, а также радиальной деформации в отверстии пальца, когда палец временно приобретает яйцевидную форму и заедает отверстие пальца или втулку штока, часто с неприятными последствиями.
Чрезмерный изгиб вдоль оси штифта обычно приводит к заеданию штифта в маленьком конце стержня.Даже если состояние недостаточно серьезное, чтобы вызвать заклинивание пальца, оно приводит к дополнительному сопротивлению трения и повышению температуры, что со временем может привести к выходу пальца из строя. Для решения проблем с поршневыми пальцами могут быть предприняты многочисленные шаги, особенно в высокоскоростных двигателях с большой мощностью, где деформация пальцев более распространена.
При выборе поршней важно работать в тесном сотрудничестве с поставщиком поршней, чтобы обеспечить наилучшую возможную конфигурацию пальца (см. Главу 5). Желательно сделать вывод как можно более легким, но не за счет искажения вывода.Увеличенная толщина стенки часто используется вместе с сужающимся внутренним диаметром, который утолщается к центру штифта и опирается на внутренние выступы штифта, которые позволяют иметь более короткий общий штифт.
Производители поршнейимеют дело с этим регулярно и обычно имеют хорошее решение, если вы можете предоставить точную информацию о длине хода, типе и длине штока, материале коленчатого вала и штока, материале втулки пальца и ожидаемой скорости двигателя. В частности, производители теперь предлагают алмазоподобные покрытия и другие способы нанесения покрытий, которые значительно уменьшают заедание отверстия пальца.Эти покрытия имеют очень низкий коэффициент трения (в сочетании с правильным хонингованием отверстия под палец), что может практически устранить проблемы со пальцами запястья. Это особенно верно в случаях, когда используются масленки для пальцев на блоке для обеспечения дополнительной смазки пальцев и охлаждения поршня.
Зазор между штоком и поршнем
Одним из факторов, который может способствовать отказу двигателя, является зазор между верхней частью шатуна и нижней стороной верхней части поршня.Это особенно заметно на гоночных поршнях с низкой высотой сжатия, обусловленной большей длиной штока. В этом случае шток перемещается высоко в поршне и имеет больше шансов столкнуться с нижней частью поверхности деки, форма которой часто повторяет верхнюю часть поршня для достижения однородной толщины. Форма малого конца штока и его толщина над отверстием под палец также влияют на это соотношение.
Для обеспечения достаточного рабочего зазора необходимо тщательно проверить каждый узел штока и поршня.К счастью, в большинстве гоночных поршней используются плавающие штифты, которые позволяют легко проверить этот зазор перед сборкой. Есть два места, где шток может задевать нижнюю часть поршня. Во-первых, верхняя часть штока соприкасается с нижней стороной поршневой платформы. Второй — это верхний радиус по обе стороны от отверстия для пальца штока, где может возникать столкновение с радиусом выступа поршневого пальца и деки поршня.
Чтобы проверить эти зазоры, нанесите воронение на нижнюю часть поршня и внутренний радиус выступов штифта.
Последовательность — ключ к затяжке болтов стержня. На их растяжение до нужных характеристик сильно влияет используемый смазочный материал. Некоторые производители по-прежнему используют обычное моторное масло, но большинство используют смазочные материалы, такие как Ultra-Torque от ARP, который специально разработан для обеспечения постоянной нагрузки и точного растяжения.
Измерьте расстояние между упорными поверхностями со стороны шейки штока, чтобы определить доступный боковой зазор штока. Сравните этот размер с общей шириной обоих стержней.
Измеритель натяжения болтов стержня ARP — один из важнейших инструментов в арсенале производителя двигателей. Используйте его при изменении размеров штоков, установке штанг с новыми болтами, выполнении окончательной сборки штоков в двигателе и проверке состояния болтов после разборки двигателя. Удобный язычок для пальца позволяет легко вставить инструмент между ходами кривошипа во время сборки двигателя.
Комбинированное измерение обоих стержней сравнивается с измерением между упорными поверхностями на каждой стороне шейки стержня для определения бокового зазора стержня.Это также можно проверить, вставив соответствующий щуп между стержнями во время сборки макета.
Присоедините шток к поршню, соблюдая правильную ориентацию, и поверните шток в обе стороны, пока он не коснется внутренней части юбки. Сдвиньте поршень вправо и влево и повторите, приближая к каждому выступу пальца. Снимите штифт и стержень и проверьте посинение на наличие следов контакта. При выполнении этой операции внимательно наблюдайте при ярком свете, поскольку зазор может быть недостаточным, даже если он физически не указывает на контакт с воронением.Вам потребуется минимальный зазор не менее 0,050 дюйма, что можно проверить, пропустив большую изогнутую канцелярскую скрепку между поршнем и штоком. Если вы заметите следы и / или недостаточный зазор со скрепкой, вы сможете увеличить зазор, слегка отшлифуя нижнюю часть поршня.
Обязательно проверьте толщину деки поршня перед выполнением этой операции. Если вы наблюдаете натяг на выступах штифта, вы часто можете снять фаску на маленьком конце штока, чтобы получить зазор. Многие производители шатунов предлагают сужение малого конца для решения этих проблем.Обязательно перепроверьте зазор после выполнения любой из этих работ. Если вы модифицируете штангу, убедитесь, что вы повторно проверили малый концевой груз для правильной балансировки.
Написано Джоном Бэктелом и опубликовано с разрешения CarTechBooks
ПОЛУЧИТЕ СДЕЛКУ НА ЭТУ КНИГУ!
Если вам понравилась эта статья, вам понравится вся книга. Нажмите кнопку ниже, и мы отправим вам эксклюзивное предложение на эту книгу.
Алюминий против стали | Алюминиевые шатуны по индивидуальному заказу
На протяжении десятилетий алюминиевые шатуны изготавливались из поковок, пластин и профилей, обрабатываемых соответствующим образом.Для сравнения мы будем говорить о поковках и прессованных изделиях, поскольку они имеют относительно одинаковую структуру зерна и характеристики материала. У каждого процесса есть свои плюсы и минусы. В случае поковок у вас есть стоимость штампа, которая учитывается в цене каждой окончательной поковки, тогда как с экструзией этого не происходит. Но когда дело доходит до механической обработки, поковка имеет меньшее значение, чем экструзия, поскольку для начала у вас уже есть общая форма стержня. С настоящим прутком для заготовки, изготовленным методом экструзии, у вас будет намного больше обработки и больше брака, что приведет к более высокой стоимости из-за отходов материала и дополнительного времени на обработку.Во всех смыслах и целях эта стоимость примерно равна стоимости кристалла, если только вы не работаете в производственных масштабах, таких как OEM. Оглядываясь на поковку, как мы уже упоминали, вы ограничены двумя факторами: размерно поковка будет работать только для X различных шатунов, а во-вторых, с поковкой вы должны сделать штамп для каждого. новая поковка, ограничивающая возможность изготовления шатунов. Кроме того, вы должны изготавливать поковки в больших количествах, и, как правило, у вас есть большое время, связанное с доставкой алюминия на штамповщик, а затем с изготовлением поковок.Затем поковки подвергаются термообработке. Требуется много времени и доставка деталей еще до того, как можно будет приступить к обработке. В случае стержня заготовки, изготовленного методом экструзии, окончательные характеристики сплава уже определены после термообработки, а в случае алюминиевых шатунов R&R в заготовке сплав предварительно снят с напряжений, что позволяет получить более стабильный стержень при наименее размерно говоря. Экструзии хранятся под рукой различной толщины и стандартной длины, обычно от 10 до 12 футов, а затем нарезаются до грубой длины для механической обработки.С помощью этого процесса можно сделать любой стержень, который только можно вообразить. Если подходящей толщины нет в наличии, ее можно заказать у поставщика алюминия всего за 2-3 недели. Всего за один день необработанный экструзионный профиль может быть преобразован в набор стержней для заготовок посредством многоступенчатого процесса, в котором экструзия разрезается, облицовывается, зазубривается, просверливается и нарезается резьбой, а затем подвергается механической обработке в то, что станет конечным продуктом, a нестандартная заготовка алюминиевого шатуна. Затем штанги крепятся соответствующими болтами штанги ARP, а затем отправляются по линии для окончательного хонингования и установки штифта.По большей части процесс такой же с кованым стержнем, но опять же, отличается механическая обработка тем, что она занимает больше времени. Благодаря усовершенствованию возможностей обработки на более быстрых и жестких обрабатывающих центрах это время минимизировано. Благодаря этим возможностям любой шатун теперь может быть изготовлен по индивидуальному заказу за небольшую плату или бесплатно по сравнению с кованым стержнем, который ограничен в том, для каких приложений они доступны. Эти же процессы применяются к шатунам из стали и титана, поскольку есть производители, которые используют оба процесса с одинаковыми результатами.
Arrow Precision // Шатуны
Вес. Сила. Баланс. Предпосылки выступления на соревнованиях стальной удочки. Благодаря достижениям в области технологий и автоматизации теперь возможно достичь всех трех вместе в одном стержне.
Гибкий производственный процесс позволяет Arrow Precision изготавливать различные количества стержней от прототипов до крупносерийного производства. Опытные инженеры и дизайнеры помогут вам с проверенными и проверенными проектами для обеспечения согласованности или создадут выигрышный дизайн, который повысит производительность и поможет вашей команде в первую очередь.
Каждая удочка, которую мы производим, создается с одинаковой тщательностью и вниманием к деталям, независимо от того, нужна ли вам одна удочка или несколько тысяч.
ШАТУНЫ СТАЛЬНЫЕ
Стальные шатуныArrow Precision можно найти практически на всех аренах автоспорта, а также в самых престижных автомобилях мира.
Наши стальные шатуны полностью обрабатываются на заводе из поковок 817M40 двойного переплавления на воздухе. Все стержни подвергаются дробеструйной обработке с использованием нашего автоматизированного процесса для повышения усталостной прочности и долговечности.Стержни уравновешиваются встык в согласованные комплекты двигателей и на 100% имеют трещины магнитофлюкс, обнаруженные до окончательной проверки КИМ в нашем отделе контроля температуры.
Наша команда разработчиков тесно сотрудничает с каждым клиентом, используя новейшие технологии CAD CAM, чтобы оптимизировать каждую конструкцию, будь то полностью трехмерный прототип для оригинального приложения или изготовленные на заказ стержни для полных гоночных приложений.
Для заказчиков с особенно высокими требованиями мы разработали нашу сталь марки M2000 с пределом прочности на разрыв более 2000 МПа и высокой усталостной прочностью.Тщательная разработка и контроль химического состава материалов и термической обработки привели к превосходному балансу механических свойств, пригодных для использования в наиболее нагруженных гоночных двигателях.
В процессе проектирования мы тесно сотрудничаем с ARP, чтобы выбрать наиболее подходящий крепеж для каждого проекта.
Помимо серийного производства на заказ, мы также имеем на складе широкий ассортимент стержней для многих популярных гоночных двигателей, как современных, так и винтажных.
M2000
Arrow Precision создали будущее шатунов высокого класса.Эта поистине захватывающая разработка устранила рыночный разрыв в технически совершенном и, что еще более важно, финансово жизнеспособном продукте.
Мы рады объявить о представлении концепции усовершенствованного высокопроизводительного шатуна нового поколения. Качество этой продукции превосходит все известные имеющиеся имущественные балансы выпускаемых в настоящее время шатунов.
Наш новый материал M2000 был разработан как сверхвысокопрочный стальной шатунный материал с номерами выше 2000MP.Кроме того, он сохраняет пластическое удлинение и имеет твердость сердцевины до 59 ° C по шкале Роквелла.
Многие стали с таким уровнем прочности не подходят для шатунов из-за их высокой чувствительности к надрезам, особенно в области резьбы. Однако тщательный выбор химии и практики термообработки привел к превосходному балансу механических свойств и жестким допускам для требовательных приложений. Этот материал особенно подходит для применения в условиях высоких нагрузок, когда может возникать деформация штока, например, в двигателях с принудительной индукцией.В качестве альтернативы можно использовать высокую усталостную прочность для уменьшения массы компонентов.
Еще одним преимуществом системы является исключительная устойчивость к размягчению по сравнению с обычными сталями для цементации гильз. Компоненты могут работать при температуре выше отпуска стали, особенно в узком конце, где в некоторых случаях это может привести к преждевременным выходам из строя. Это не так для M2000.
M2000 никогда ранее не использовался для изготовления шатунов; это совершенно уникальный продукт.
* нажмите здесь, чтобы получить дополнительную техническую информацию о материале M2000
ТИТАНОВЫЕ ШАТУНЫ
30% экономия веса
Титан 6AL-4V
с покрытием CrN
Сбалансированность в пределах грамма
На грани высочайшей производительности водителям и инженерам нужны все преимущества. Титановые шатуны Arrow Precision сочетают в себе прочность титана для экономии веса с надежностью, которая обычно присуща конструкции стальных стержней, которые обычно на 30% легче, чем стальные аналоги.
Традиционно заедание между вкладышами подшипников и корпусом шатуна является проблемой для титановых стержней, однако компания Arrow разработала уникальный производственный процесс для решения этой проблемы. Кроме того, нанесено покрытие CrN для предотвращения износа упорной поверхности.
Когда дело доходит до проектирования с максимальной производительностью, Arrow Precision — ваш надежный партнер. Полный контроль со стороны клиента и гибкий производственный процесс позволяют нам тесно сотрудничать с вашей командой при разработке и производстве удилищ, выигравших чемпионаты.
Титановые шатуныArrow Precision покрыты нитридом хрома (CrN), нанесенным методом физического осаждения из паровой фазы (PVD).
Покрытие CrN образует тонкий износостойкий слой на рабочих поверхностях стержня, который значительно увеличивает срок службы компонентов по сравнению с деталями без покрытия, обеспечивая износостойкий слой между стержнем и соседними с ним компонентами.
СОЕДИНИТЕЛЬНЫЕ ШТАНГИ, МНОЖЕСТВЕННЫЕ
Цельные стержни с разъемным кривошипом со сверхвысокими характеристиками, разработанные для облегчения стали, но сохраняющей ее прочность.
Инновации в термообработке и материалах заключаются в наших трех типах неразъемных стержней. Для конструкций с гильзой на большом конце и бронзовым плавающим малым концом наши никель-хромированные поковки EN24 обеспечивают прочность и долговечность. Мы также можем предложить конструкцию с футеровкой из титана 6AL-4V, очевидным преимуществом которой является снижение массы. Для версий без футеровки мы используем науглероженную сталь, а шатун подвергается термообработке только в необходимых областях, что придает конструкцию и прочность стержню с футеровкой, но делает его на 20% легче.
Нажмите здесь, чтобы просмотреть наши шатуны на складе
Шатуны — типы, которые вы можете выбрать
Шатуны — одни из самых важных компонентов вашего двигателя и наиболее важные элементы при настройке двигателя. Поскольку они подвергаются экстремальным нагрузкам, они должны выдерживать большую нагрузку, когда вы повышаете производительность своего автомобиля. Чтобы они выдерживали соответствующую нагрузку, производители соперничают друг с другом, чтобы добиться лучшего дизайна и выбрать лучшие материалы.Вот почему на рынке представлены очень разные типы шатунов. Каждая конструкция имеет свои преимущества и недостатки и предназначена для разных приложений. Есть также несколько мифов, связанных с шатунами. Какие бывают типы шатунов и чем они годятся, вы узнаете здесь.
Что такое шатуны и для чего они нужны?
Шатуны являются важными и сильно нагруженными компонентами вашего двигателя. Они расположены между поршнями и коленчатым валом и преобразуют линейное движение (вверх и вниз) поршней во вращательное движение коленчатого вала.В этом процессе на шатуны действуют большие силы: от сильного нагрева до давления, растягивающих и поперечных сил. Они также подвержены изгибу и короблению. Стандартные шатуны не подходят для тюнингованных автомобилей и могут быстро оторваться от нагрузки. Чтобы этого не произошло, были разработаны высокопроизводительные шатуны из более прочных материалов и с поперечным сечением, отличным от серийных моделей. Это означает, что вы в безопасности со своим усиленным двигателем и вам не нужно беспокоиться о серьезном повреждении двигателя.
Конструкция шатуна
Шатун состоит из стержня шатуна, который соединяет малый конец шатуна с большим концом шатуна. Маленький конец сидит на поршневом пальце, а большой конец — на коленчатом валу. Сам шатун может иметь разные поперечные сечения, которые определяют соответствующий тип шатуна, например, двутавровая, двутавровая или двутавровая.
Для установки большой конец головки отделяется от коленчатого вала и устанавливается на шатунную шейку с помощью подшипника скольжения.На малом конце находится поршневой палец и втулка подшипника. Для оптимальной смазки через шатун обычно просверливают масляный канал, через который смазываются поршни.
Способ разъема шатуна также может быть разным: есть прямолинейные шатуны и диагонально разъемные шатуны (последние, например, в дизельных двигателях).
Процедуры разделения также различаются: стержни могут быть треснутыми (сломанными) или размолотыми / шлифованными. При растрескивании штоки поршней сначала изготавливаются как одно целое, а затем в них делается насечка.Затем они ломаются до заданной точки разрыва с надрезом (растрескиваются). Этот тип разделения обеспечивает особенно большую передачу усилия, так как шатун и крышка шатунного подшипника точно подогнаны друг к другу. Чтобы обеспечить точную совместимость, шатун и крышка шатунного подшипника всегда должны использоваться вместе и не подлежат замене по отдельности.
Из какого материала изготавливаются шатуны?
Шатуны изготавливаются из разных материалов.Поскольку они должны быть очень легкими и очень прочными, с одной стороны, спеченные металлы и высококачественный алюминий особенно хорошо подходят. Хотя алюминиевые шатуны очень легкие и стабильные, у них более короткий срок службы, чем у стальных шатунов. В редких случаях из титана изготавливают и шатуны. В зависимости от материала шатуны бывают коваными, литыми или фрезерованными из цельного металла.
Какие бывают типы шатунов?
Шатун двутавровой балки
Шатуны двутавровой балки получили свое название из-за сходства с заглавной буквой «I», когда их разрезают на части.Шатуны с двутавровой балкой являются наиболее распространенным типом шатунов и, следовательно, наиболее часто используются в серийном производстве. Они дешевы в производстве и обычно выдерживают больше, чем им действительно нужно в стандартных двигателях. Стандартные шатуны с двутавровой балкой часто тяжелее, чем с двутавровой балкой. Однако с нашим высокопроизводительным стальным шатуном двутавровой балки (как в этом наборе для 1.8T) это обобщение неприменимо. Они очень легкие и часто выдерживают до 1000 л.с., что в основном связано с тем, что они выточены из прочной высокопрочной стали.
Шатун с двутавровой балкой
Шатуны с двутавровой балкой в поперечном сечении напоминают заглавную букву «H», от которой они и получили свое название. Они разработаны для двигателей, которые работают с большой мощностью на низких оборотах: обычно это двигатели с турбонаддувом или компрессором. Они оптимально выдерживают давление при сжатии. Одним из примеров этого является наш шатун H-образной балки для 2,5-литрового TFSI, как и в Audi RS3.
Х-образная балка, поперечная балка
Шатуны с Х-образной балкой — последнее достижение производителей шатунов.Они похожи на своего рода гибрид двутавровой балки и двутавровой балки и сочетают в себе лучшие свойства своих предшественников. Эти шатуны имеют большое поперечное сечение, благодаря чему напряжение распределяется по всему шатуну. Благодаря их высокой жесткости и трещиностойкости, а также минимальному весу они в основном созданы для гонок. Вы можете получить шатун BAR-TEK с X-образной балкой для своего 2.0L TFSI, например, в комплекте.
Какие шатуны для какого двигателя?
Раньше было правило: при чрезмерном напряжении шатуны могут легко разорваться, так как сила действует линейно.Насколько велика сила натяжения шатуна, зависит, прежде всего, от его поперечного сечения и материала. В двигателях с наддувом, в которых на шатуны действуют силы сжатия, дело обстоит иначе. Здесь шатуны изгибаются, поскольку эти силы не линейны. Форма шатуна играет здесь большую роль: шатун с двутавровой балкой легче своего аналога с двутавровой балкой и может лучше минимизировать эти силы. Поэтому он более прочен при воздействии сил сжатия и, следовательно, лучше подходит для двигателей с наддувом.
Теперь мы можем производить шатуны различного сечения и из различных материалов для всех областей применения. Таким образом, шатун двутавровой балки не обязательно лучше или хуже, чем стержень другой формы. Все зависит в первую очередь от дизайна и материала.
Поэтому при выборе шатунов обращайте внимание на то, на какой уровень производительности они рассчитаны. Также обратите внимание на материал и не используйте шатуны плохого качества.Они могут быстро порваться или погнуться, что приведет к выходу из строя всего двигателя.
Заключение
В прошлом форма шатуна играла гораздо большую роль, чем сегодня. Теперь важно, из какого материала изготовлен шатун и как он был сконструирован. В любом случае вы всегда должны полагаться на оригинальные высококачественные шатуны, чтобы не повредить двигатель. Это особенно верно, когда вы повышаете его производительность.