окраска методом электроосаждения – ООО НПО «Лакокраспокрытие»
Уже более 50-ти лет в промышленной окраске металлических изделий применяется технология электроосаждения. С начала 1960-х годов, кода были изучены возможности нанесения электроосаждением водных растворов ЛКМ, получила развитие технология анодного электроосаждения (анафорез) и с середины 1970-х катодного электроосаждения (катафорез). В зависимости от назначения окрашиваемого изделия можно говорить о выборе метода анафореза или катафореза. Наиболее распространённая сфера применения окраски электроосаждением – катафорезное грунтование.
Катафорезное грунтование применяется во всех областях машиностроения, приборостроения, сельхозмашиностроения, в производстве бытовой техники и других отраслях.
Катафорезное грунтование имеет ряд существенных преимуществ:
· Максимальная механизация и автоматизация процесса окраски
· Очень высокая коррозионная защита.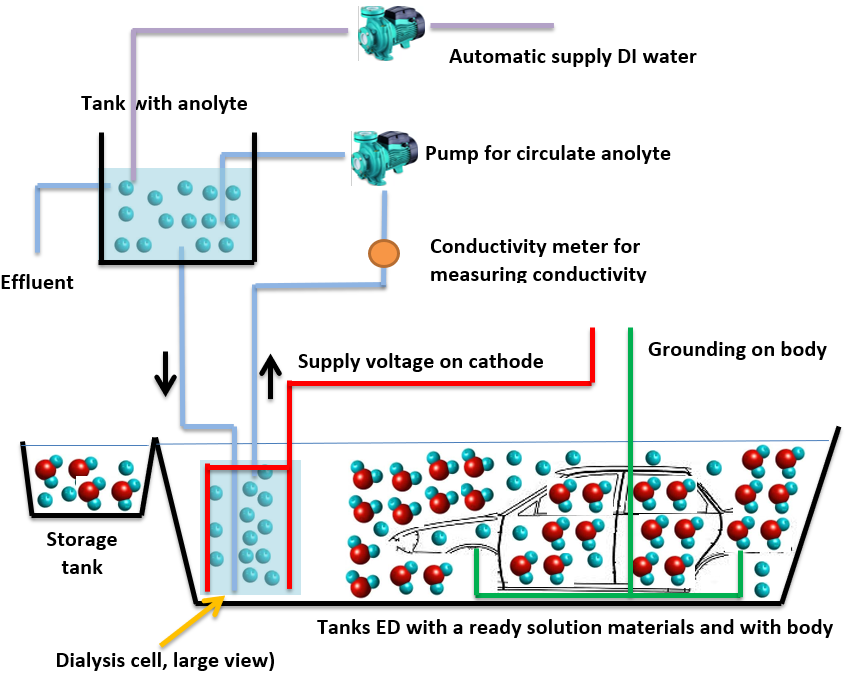 Более 1000 часов в камере соляного тумана
Более 1000 часов в камере соляного тумана
· Высокая твёрдость покрытия
· Высокая защита углов и кромок металла
· Окраска скрытых полостей изделий сложной конфигурации
· Высокая производительность
· Максимальная экономическая выгода
· Снижение вредных выбросов в окружающую среду
· В зависимости от назначения компонента возможно формирование финишного покрытия ЛКП
Недостатком можно назвать тот факт, что самостоятельное покрытие, полученное в результате катафорезного грунтования, не обладает достаточной защитой от ультрафиолетового излучения. Для этого большинство проектов окрасочных линий предусматривают технологию финишной окраски жидкими или порошковыми ЛКМ.
Важным этапом процесса катафорезного грунтования является подготовка поверхности. Выбор технологии подготовки поверхности определяется видом окрашиваемого металла и группой лакокрасочного материала, а также условиями эксплуатации окрашенного изделия. Для всех типов стали применяется фосфатирование, в некоторых случаях с травлением кислотным или нейтральным, для алюминия применяется обработка кислыми или щелочными растворами, для сплавов магния также фосфатирование и оксидирование. Тенденцией последних лет стало применение технологии нейтрального травления для удаления с поверхности стали окислов образованных после лазерного раскроя или сварки. В зависимости от требований к коррозионной стойкости ЛКП для стали применяется щелочное фосфатирование (железофосфатирование), цинкфосфатирование. Для компонентов с требованиями к ЛКП по коррозионной стойкости более 1000 часов в камере соляного тумана применяется цинкфосфатирование с пассивацией.
Выбор технологии подготовки поверхности определяется видом окрашиваемого металла и группой лакокрасочного материала, а также условиями эксплуатации окрашенного изделия. Для всех типов стали применяется фосфатирование, в некоторых случаях с травлением кислотным или нейтральным, для алюминия применяется обработка кислыми или щелочными растворами, для сплавов магния также фосфатирование и оксидирование. Тенденцией последних лет стало применение технологии нейтрального травления для удаления с поверхности стали окислов образованных после лазерного раскроя или сварки. В зависимости от требований к коррозионной стойкости ЛКП для стали применяется щелочное фосфатирование (железофосфатирование), цинкфосфатирование. Для компонентов с требованиями к ЛКП по коррозионной стойкости более 1000 часов в камере соляного тумана применяется цинкфосфатирование с пассивацией.
Процесс осаждения ЛКМ на подготовленную поверхность металла проводится в ванне электроосаждения. Сложный технологический процесс должен сопровождаться контролем следующих параметров:
Сложный технологический процесс должен сопровождаться контролем следующих параметров:
Постоянное перемешивание для предотвращения седиментации — осаждения пигментов и наполнителей в ванне, наполненной низковязким ЛКМ. Для предотвращения седиментации её содержимое нужно энергично перемешивать. Обычно это делают с применением внешнего контура с перекачивающими насосами и форсунками, расположенными на дне ванны. Требуется обеспечивать перемешивание 3-4 объёмов ванны в час.
Контроль концентрации ЛКМ ванны. При более низких концентрациях процесс электроосаждения может не проходить, а при более высоких могут возникать дефекты.
Контроль времени осаждения ЛКМ. В зависимости от используемых ЛКМ время осаждения влияет на толщину покрытия, но до определённых поставщиком грунтов пределах. При увеличении времени осаждения толщина покрытий возрастает до определенного предела. Дальнейшая выдержка окрашиваемых изделий в ванне практически не приводит к увеличению толщины, что связано с изолирующими свойствами осажденного покрытия.
Контроль кислотности (pH) ЛКМ. Для каждого ЛКМ определяется свой интервал и предел рН. Только при значениях в определённых пределах проходит нормальный процесс электроосаждения ЛКМ.
Контроль напряжения ванны. С ростом напряжения до определенного значения увеличивается скорость осаждения и толщина покрытия. При превышении этого значения на покрытиях возникают дефекты.
Контроль температуры ЛКМ. Для обеспечения высокого качества ЛКП температуру в окрасочной ванне необходимо поддерживать в строго ограниченном интервале. Контур охлаждения предотвращает повышение температуры в ванне, которое происходит за счёт электрического тока или за счёт окунания в ванну нагретых в процессе подготовки поверхности окрашиваемых деталей.
Ванна для окунания должна быть приспособлена к размерам и форме окрашиваемых деталей, а также к другим условиям. Она, как правило, защищена электроизоляционным слоем.
Установка катафорезного грунтования оснащена:
· Электродами для нанесения ЛКП
· Контурами для поддержания стабильности и качества ванны
· Системой подачи и пополнения ЛКМ
· Системой промывки и очистки
· Транспортной системой
· Системой энергоснабжения
· Системой аварийного энергоснабжения
· Системой фильтрации
· Системой диализа
· Системой ультрафильтрации
Система ультафильтрации. Основная цель ультрафильтрации — получение достаточного количества ультрафильтрата, чтобы уменьшить количество липкого нескоагулированного материала на стадии промывки. Ультрафильтрация может также быть использована для удаления различных низкомолекулярных загрязнений, которые скапливаются в жидкой среде окрасочной ванны.
После окраски изделия промывают. В современных установках промывка окрашенных деталей от захваченного материала осуществляется по каскадному принципу, т.е. многостадийная, с применением всё более чистой жидкости для промывки на каждой последующей стадии вплоть до ультрафильтрата. При получении высококачественных ЛКП обычно требуется окончательная промывка обессоленной водой.
После промывки детали обдувают горячим воздухом для удаления капель воды и подвергают горячей сушке. Режим сушки зависит от вида нанесенного лакокрасочного материала.
Транспортная система. При окрашивании электроосаждением транспортная система выполняет функцию как перемещения деталей, так и подачи энергии. Последнее может быть обеспечено через конвейер или посредством кабеля, подсоединённого к окрашиваемому объекту. Подключение к токопроводящему рельсу осуществляется через скользящие контакты.
Важным фактором при проектировании установки окраски электроосаждением является защита ванны от грязи и пыли, падающей с транспортной системы и попадающей из цеха.
Это лишь тезисное описание технологии и установки катафорезного грунтования. Проработка технологии и проектрирование специализированного оборудования требует высокой квалификации и многолетнего опыта работы в области производства окрасочных линий. НПО «Лакокраспокрытие», работающее в области промышленной окраски с 1960-го года, в партнёрстве с европейскими компаниями разрабатывает технологию, проектирует и производит оборудование катафорезного грунтования для окрасочных производств предприятий самых различных отраслей. Специалисты-технологи помогут подобрать и отладить процесс, наиболее полно отвечающий требованиям конкретного заказчика, включая выбор ЛКМ. НПО «Лакокраспокрытие» обеспечивает поставку «под ключ», обучение персонала и дальнейшее гарантийное и постгарантийное обслуживание оборудования для катафореза.
Вернуться в список
1.Cataphoresis – Paint Shop – Technology of the Automotive Industry
Copying text is allowed provided that the link to this content.
Slave Tools represents guides for doors, boot, hood, i.e. all the body elements have a slightly open position, so that the solution that will fall into the cavity of the elements will drain away from the body, and not accumulate in it, including to prevent defects.
i.e. by this operation the manufacturer saves the material (the used liquid is almost completely drained) when the body is transferred from one bath to the next. Accordingly, the amount of material transported inside the body to the next zone is minimized, thereby not mixing the chemical composition between the zones, which allows it to withstand a relatively high level of body coating quality. Its role as a drain hole is made and technical holes in the bottom of the body.
1.2. BodyWashBodyWash — pre-washing of the body before the main process of degreasing the surface is necessary to remove the lubrication of press production from the front and inner surfaces of the body, as well as dust, rubbish, debris, shavings, etc. after welding. This unit can be located both in the paint shop and in the welding shop.
after welding. This unit can be located both in the paint shop and in the welding shop.
BodyWash is a pass-through type booth with input and output. The body enters the booth, stops at the waiting point and for 2 minutes (the time is set according to the process), a slightly alkaline solution is supplied from all the sides of the body from a multitude of nozzles under pressure from 2 to 3 bar. After 2 minutes, the water supply is turned off. For draining the material from pockets and hidden body cavities, the conveyor system lifts the front or rear of the body to an angle of about 20-25 degrees.
- Pros: Used in factories with a high throughput of 40 to 50 bodies per hour;;
- Cons: High water consumption, the presence of a filtration system, maintenance of this washing (unit).
An alternative process of BodyWash is when all the elements after press shop are washed in separate small sinks or wiped with special solutions by hand, then the elements are put in containers for further transportation to the welding plant or warehouse.
- Pros: Used in factories with small or medium capacity from 10 to 25 bodies per hour;
- Cons: Not possible removal / degreasing with details after forging production in remote places.
In this case, BodyWash replaces the equipped post for manual labor, i.e. rubs the face surfaces and a high-power vacuum cleaner for cleaning inside the body.
We all know that, regardless of the subject of painting, one of the important factors is the preparation of the surface. quality depends on it, so BodyWash or degreasing zone is an integral part of the preparation process. In this case, poor-quality washing significantly affects the next stage, namely, contamination of the material in the zone (PТ).
Next, according to the technological route, the body is sent to the PT (Preparation Surface).
- Preparation of the body for the technological process of automatic transmissions – is the manual or automatic loading of the body onto a conveyor line, called the Shuttle or Sputnik.


PT consists of 2 stages
Stage 1 – degreasing the surface using the spray method.
The body passes through the tunnel and is pumped with water from the nozzles. The volume of such baths is about 15-30 m³, depending on the area of the body.
Stage 2 – degreasing the surface of the body by deep, i.e. the body is deeping completely in the solution and, when immersed, it slopes down and up so that no air bubbles form. The mandatory process at the time of lifting the body is irrigation.
Materials:
In step 1 and 2 apply alkaline degreasing solutions and amplifier (Useful active agent). These solutions are manufactured by Henkel, EKOHIM, Chemetall, PPG.
Concentration of solutions is selected individually for each line, depending on the body’s firing, according to GOST 9.402-2004 the metal surface before the PT is allowed to heal up to 3 g / m², often from 2-4 g / m². The main indicators for control are “Total Alkalinity” , the temperature of the solution (water), pH. Solutions in the bathrooms are prepared on PVC water.
The main indicators for control are “Total Alkalinity” , the temperature of the solution (water), pH. Solutions in the bathrooms are prepared on PVC water.
Washing of the body after the degreasing baths is an integral part of the APP and consists of 2 stages.
Stage 1 – washing the surface using the spray method, i.e. body passes through the tunnel and on it is applied water pressure of the nozzles. The volume of such baths is about 15-30 m³, depending on the area of the body.
Stage # 2 – flushing the surface of the body by deeping, i.e. the body is deep completely in the solution and, when immersed, it slopes down and up so that no air bubbles form. An obligatory process when lifting the body is irrigation.
The main indicators for monitoring are Conductivity S / cm, pH. Solutions in the bathrooms are prepared on PVC water.
In this case, the trajectory of the body tilt is an important part of the process, in view of the fact that the presence of bubbles is strictly unacceptable, it is the angle of inclination that can completely remove the bubbles from the body.
This animation shows the most technologically advanced version of the E-Shuttle 300 equipment from EISENMANN company
How does the presence of bubbles affect the quality? The bottom line is the following, this place on the body will not be further processed by the material, accordingly it will not have anti-corrosion resistance, moreover, rust is already formed in the zone of bubbles when interacting with chemistry. Such defects can be under the roof, hood. In view of this, at present, equipment suppliers offer more innovative dive methods, turning the roof down when the roof is dipped, this solution allows to remove defects and improve the body coverage. But, it does not apply to minibuses and large cars.
- Activation of the body surface before phosphating.
To improve the crystal formation in the phosphating bath, special additives are used – phosphatizing activators. Phosphate activators are added to the activation tank located in front of the phosphating bath. As insoluble compounds, titanium and manganese phosphate salts are deposited on the surface of the metal and serve as embryos during phosphating, which leads to densification of the phosphate layers and increase their cohesion.
As insoluble compounds, titanium and manganese phosphate salts are deposited on the surface of the metal and serve as embryos during phosphating, which leads to densification of the phosphate layers and increase their cohesion.
The small size of the crystals (less than 2-3 times) will be more homogeneous and will reduce weight, thereby contributing to poor adhesion.
The main indicators for monitoring are Conductivity S / cm, pH. The solution in the bath is prepared for the DI water.
- Phosphating of the body surface
This is a chemical process of interaction of phosphating with activation, as a result of which a chemically bound layer of rough crystals is formed on the surface.
Photo of phosphate crystals in 1000 fold magnification.
Phosphatization in turn is the basis of the cataphoretic coating.
In Process paint there is such a thing that they do not paint the body (metal), namely phosphate.
The application process is carried out by deeping the body in a bath and finding it in a solution according to the set time and parameters.
The following parameters of phosphate are monitored: Total acidity of solution (OK), free acidity of solution (SC), Zinc, Fluorides, Gas point, mass of phosphate.
To check, use plates and pass with the body on technology, then this plate is weighed on scales by an accuracy of 0.001. The amount of phosphate is determined by the supplier of materials, usually in the range of 2 to 4 g / m². The solution is prepared on DI water.
The life-sustainability (ability) of phosphate is 3 days, after this period the phosphate on the surface is destroyed as a result of lack of adhesion to the subsequent layers of the coats.
- Washing the body after phosphating the surface is an integral part of the PT and consists of 2 stages.
Stage 1 – washing the surface using the irrigation method, i.e. body passes through the tunnel and on it is applied water pressure of the nozzles. The volume of such baths is about 15-30 m³, depending on the area of the body.
Stage 2 – flushing the surface of the body by deeping, i. e. the body is deep completely in the solution and, when deeping, it slopes down and up so that no air bubbles form. An obligatory process when lifting the body is irrigation.
e. the body is deep completely in the solution and, when deeping, it slopes down and up so that no air bubbles form. An obligatory process when lifting the body is irrigation.
- The passivation stage is carried out both with immersion and irrigation.
This process forms a very thin layer of oxide layer on the metal. If this layer has a significant thickness, the adhesion strength of the coating to the surface of the product will be low. But with a small thickness and a certain layer structure, a good adhesion of the base metal to the coating (cataphoresis) is achieved and its porosity is reduced.
The video shows the technological process of passing the body on the line PT – ED:
1. 5. Cataphoresis primer (KTL, first primerl) / ED (English) / KTL (German) – “Heart” of the entire painting process and the anti-corrosion properties of the body.
5. Cataphoresis primer (KTL, first primerl) / ED (English) / KTL (German) – “Heart” of the entire painting process and the anti-corrosion properties of the body.Cataphoresis primer is a lead-free two-component coating (composed of Pasta and Emulsion) of a new generation. Cataphoresis has the following advantages: environmentally friendly material (lead-free, low VOC, no Cr), high penetration, low sedimentation at the bottom of the bath, low drying temperature, excellent corrosion resistance, low consumption and good oil resistance.
- A detailed description of the cataphoresis and anaphoresis is at this link.
- A detailed description of the anolyte process can be found at this link.
The process consists of 3 separate clouds combining 1 important process.
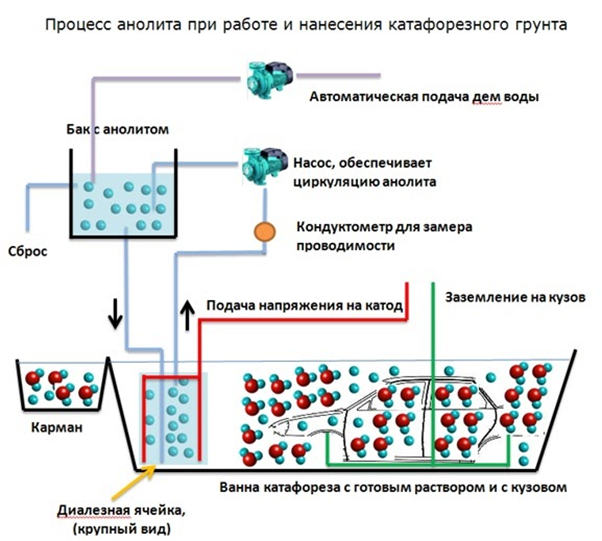
- The bath is usually 100 m³ for one body or 200-300 m³ for several. The bath is loaded with paste and emulsion in a ratio of 1: 5 or 1: 6 by volume, as well as various additives to improve the filling and smooth coating, an important indicator is the dry residue that remains on the body after high-temperature polymerization in the oven (drying). In the bath along the entire perimeter (left and right, as well as on the bottom) there are dialysis cells in which the rod “cathode” stands, with which the material in the bath is charged, tk. body has a “minus” as a result of the voltage is the process of depositing the material on the metal.
 In the bath along the entire perimeter (left and right, as well as on the bottom) there are dialysis cells in which the rod “cathode” stands, with which the material in the bath is charged, tk. body has a “minus” as a result of the voltage is the process of depositing the material on the metal.
In the bath along the entire perimeter (left and right, as well as on the bottom) there are dialysis cells in which the rod “cathode” stands, with which the material in the bath is charged, tk. body has a “minus” as a result of the voltage is the process of depositing the material on the metal.- Application parameters.
The temperature of the solution in the bath must be kept in the same range from 33 to 34 ° C
The residence time during the application of soil is usually not less than 120 seconds, optimal 180 sec
Voltage from 300 to 400 V
Current strength from 300 to 700 A
The thickness of the coating is from 20 to 30 microns, at some European plants the thickness is “laid” at least 35 microns.
This is done so that the thickness in the hidden cavities is higher, because the ratio of the front surface is 2-3 times larger relative to the inner one.
Cataphoresis primer has a tendency to progress, the main parameter is penetration into hard-to-reach places. Accordingly, each new type of coating is improved, it is logical that expensive soils are used in more expensive brands of cars, such as zinc-primed soils.
Accordingly, each new type of coating is improved, it is logical that expensive soils are used in more expensive brands of cars, such as zinc-primed soils.
Regardless of the country of production, similar coating materials are used, i.e. with localization, quality does not suffer.
In fact, it is the cataphoretic coating that we mean, at the time of buying a used car “broken” or not purchased transport. Because the absence of cataphoresis primer directly affects the quality of the paint coating and anti-corrosion resistance. The replacement of the body element with a new one without this coating is unacceptable.
For all the durability of the cataphoresis coating, an important component is the steel grade used, in the case of using cheap metals, the anticorrosive properties decrease.
- The process of returning material to the bath using UF Models. The formed coating on the body after the KTL process must necessarily be rinsed, in order to avoid such defects as roughness, foam marks, stains, and to minimize the transfer of material in the hidden cavities, for this purpose, the bodies are washed with ULTRAFILTRATE.

ULTRAFILTRAT – is a liquid (DI water) in which there are various impurities, including components of the previous stages of PT. The UF Module is a cylinder in which a huge number of cells, cells of the size of ultra (nano), they are divided into 2 components, one component of this material, it goes back to the bath, the other is ultrafiltrate, enters a bath or a body wash tank.
The applied (used) KTL primer is usually pale gray or pale brownish-green, designed for painting with subsequent layers.
Modern KTL coatings provide resistance in a salt fog chamber 1500 hours, similar to 6 years of operation under normal conditions. The required protection is the absence of through corrosion.
The check is carried out as follows:
The plates are passed through the body of the PT + ED + oven, after 72 hours of soaking, X- or T-cuts are made on the plates with a knife 1 mm thick, then placed in a salt spray chamber for 1500 hours.
Assessment of the condition: the thickness of the incision should not exceed a width of 2 mm after 1500 hours.
Method according to GOST 9.402 from 2004.
The Automotive Industry team is working on an independent project to test topcoat materials and anti-corrosion compounds.
This is how the KTL plates look after testing in the salt fog chamber for 1500 hours; the width of the X-shaped incision does not exceed 1 mm.
Coating with cataforesis, does not meet the quality standards. Thickness 17-19 microns
Coating with cataforesis, the quality is in accordance with the norms. The thickness is 20-22 microns.
Coating with cataforesis, the quality is in accordance with the norms. Thickness 18-20 microns.
Test of cataphoretic coating for strength through impact.
Quality complies with Adhesion 1 point
Coating quality does not meet the standards (delamination of metal)
2 colors of cataphoretic primer (gray / brown-green) under the condition of aging technology
Color cataphoretic primer superheated in the drying chamber, is subject to breakage.
Several options for automatic lines cataphoretic deposition of primer.
- The video is one of the first versions of the primary soil application line, the PTC line (Suspended Pusher Conveyor). The disadvantages of this installation: the appearance of sodiness on the roof of the body, only the predetermined trajectory of the body (it does not always allow to take out bubbles from under the roof, hood, trunk), respectively, a small angle of the body (about 40 degrees). Pros: cheap and easy to maintain this equipment.
- The second option from Dürr, is one of the first developments for the KTL line. Cons: setting the trajectory for only one type of body, a small angle of the body (about 40 degrees). At the moment, Dürr offers better settings, but they did not make it to the video.
- Third option from EISENMANN, installation of the Vario-Shuttle. Cons: Expensiveness of installation, the angle of inclination is not more than 100 degrees).
- The fourth option is also from EISENMANN, the E-Shuttle 300. It is considered the advanced equipment in this segment, the body is flipped 360 degrees, while allowing the body to move vertically. Above in the GIF animation is the installation work.
A bit of history. The P & F (Power & Free English version) conveyor variant is considered one of the first in the automotive industry, and was used at the FORD auto plant in 1913 to supply parts (generators) to the workplace. The conveyor type of the GNK (Freelander Conveyor), the same PGA (Suspended Load Conveyor), was borrowed in the food industry and used for hanging and transporting meat. Later it was modified in the PTC to work with heavier loads. On the photo is marked with a red line.
Later it was modified in the PTC to work with heavier loads. On the photo is marked with a red line.
At automobile factories of the world, technological equipment is often a weak part of the complexes, regardless of the purpose. The reason is the lack of proper maintenance, namely unskilled personnel (often), savings on spare parts.
Qualified personnel in this field are rare, and not always responsible, which makes the producer dependent. In defense of the automaker, it must be said that training and staff development is mandatory, but at the same time an expensive exercise.
It is logical that these factors reduce the resource of the equipment itself and increase the number of stops (downtime) with the time of production.
It should be noted that the quality of the coating also depends on the operability of the equipment, i.e. as a result of downtime, the technical process is disrupted, and the following types of defects are formed, for example:
- Stopping (as a rule) for more than 6 minutes in the phosphatizing bath, as a result of the reaction of the acid to the body, the process of “eating” the metal begins and its thinning occurs.
- Stopping (as a rule) for more than 6 minutes in the phosphatizing bath, as a result of the reaction of the acid to the body, the process of “eating” the metal begins and its thinning occurs.

- Time delays after the phosphate bath without subsequent washing cause corrosion on the inner surface of the roof, bonnet. If you do not remove the corrosion with citric acid, the consumer will get rust after a certain period of time. In this case, the removal of rust by citric acid is not part of the technical process, but is used out of the public, because the admission of this defect sentences the body to write-off in recycling.
- The downtime of the equipment when the body is immersed in the bath of the cataphoresis affects the thickness of the coating (depending on the moment the power is cut off on the equipment). But, it is worth noting that the shutdown of equipment at the time of immersing the body, with the immersion is incomplete and then a long stop in 100% of cases leads to write-offs in recycling.
- As a result of the defective (including not cleaned) dialysis cells of the KTL bath, a difference in the thickness of the cataphoretic coating of the right and left side of the body is observed.

After passing through all stages of PT and KTL, the body in manual or automatic mode is reloaded from the satellite (shuttle) at a discount, because Further the body will pass all stages on the floor conveyor.
1.6. Oven KTLConsists of 2 or 3, and sometimes from 4 separate stages. The number of stages is calculated at the design stage and depends on the speed of the body through the furnace, the “polymerization window”, the metal capacity of the body (mass and dimensions). Each stage is a unit in which there is a separate (independent) burner operating on gas fuel, heats the air to a predetermined temperature and is supplied by fans to its stage, before that hot air passes through 2 stages of purification with the help of heat resistant filters.
Example of temperatures in each stage:
1 -180 °С
2 -190 °С
3 -200 °С
Temperature control on the metal body is carried out using the Grand and DataPack. Special sensors are installed on the body, (floor, door, roof, torpedo) and passed through the furnace. Then the device records the temperature on each element. If necessary, an adjustment is made in each stage.
Then the device records the temperature on each element. If necessary, an adjustment is made in each stage.
The main factor and indicator in the color of the bodies is that you create technological parameters for heating the metal, and it in turn polymerizes all the necessary layers of paintwork.
Window Drying for KTL primer – “White field” – this is the optimal hit in the specification.
Also, a quick soil polymerization test is an Acetone test.
Acetone test to test the polymerization of cataphoretic (KTL) coatings, the most important process in coloring, in the case of a non-dried coating, the complex will separate from the ED coating, as well as an accelerated process of corrosion development.
1. General information and place of application
The process of cross-linking in the cataphoresis occurs due to the chemical reaction of the reactive groups and, thus, depends on the drying conditions employed. A sufficient degree of cross-connection is necessary for good mechanical / technological characteristics and for protection against corrosion. This method is necessary to test the cross-linking of dried cataphoresis with methyl isobutyl ketone and / or acetone.
A sufficient degree of cross-connection is necessary for good mechanical / technological characteristics and for protection against corrosion. This method is necessary to test the cross-linking of dried cataphoresis with methyl isobutyl ketone and / or acetone.
Application: Cataphoresis
Attention: Wear protective gloves and perform the test under the hood!
2. Материалы
- 1 standard painted test plate
- Wrapping
- Methyl isobutyl ketone
- Acetone
3. Sampling
Before taking the sample, the test substance must be mixed to obtain a homogeneous mass. The sample must represent the test product. The sample quantity should be sufficient for two step analysis.
4. Procedure
Since the solvents used in the test are very dangerous, the analysis must be carried out under the hood!
Dry the cataphoresis under the necessary conditions (temperature, time). Wear protective gloves, soak a piece of wrapping paper in one of the solvents.
Wear protective gloves, soak a piece of wrapping paper in one of the solvents.
To check the resistance to solvents, rub the test plate with solvent-soaked paper (20 double strokes by hand), pressing with one hand on the plate as far as possible. Make sure the paper contains enough solvent to wet the plate. Wet the paper in the solvent before each new plate.
Perform a test with methyl isobutyl ketone and acetone on the outer surface of the test plate.
5. Evaluation
When the cataphoresis dries on the surface (after 30 minutes), evaluate the appearance of the test area by comparing it with the corresponding sample plates. Evaluate the plate using the following scale:
0 = there are no changes on the surface at all
1 = the coating layer is slightly damaged, the first visible changes on the surface
2 = clear swelling of the coating, no delamination
3 = stratification of the coating
A detailed description of Cataphoresis and Anatophera can be found at this link.
In oven body can not be more than a given time, this period is also calculated for each production separately, the approximate residence time is 30-40 minutes. Downtime beyond the normative time affects the quality, in the case of a long time in the drying chamber (more than 20 minutes in excess of the set time), the coating becomes brittle, so a car that has received even a slight damage will get a crack on coating. The movement inside the drying chamber takes place through the means of the floor conveyor line (extremely rarely on the hanging line, mainly lines on obsolete installations), while using an inappropriate type of oil to lubricate the moving parts of the conveyor leads to craters on the body surface, a similar defect requires additional grinding body, in some cases there is a write-off in the final marriage.
In conclusion, it is worth noting that each production site affects the quality of the coating, the specified limits in the process of applying one of the important layers (cataphoretic primer) are rather narrow, and small deviations affect further the performance characteristics. Such industrial processes on a large scale can only afford large manufacturers, because the maintenance of such a complex is expensive, in view of this, the sites that are not loaded with production of cars are unprofitable. For example, the content of only chemistry at this facility during the weekend of the month (6-8 days) with a productivity of 16-21 body / hour, subject to a working week of 5 days / 2 shifts in monetary terms, is approximately 300 thousand rubles.
Such industrial processes on a large scale can only afford large manufacturers, because the maintenance of such a complex is expensive, in view of this, the sites that are not loaded with production of cars are unprofitable. For example, the content of only chemistry at this facility during the weekend of the month (6-8 days) with a productivity of 16-21 body / hour, subject to a working week of 5 days / 2 shifts in monetary terms, is approximately 300 thousand rubles.
At the following technological stages of painting the body, information will be available on the repair grounds capable of conditionally replacing the production site with a cataphoretic coating if it is damaged to metal.
Катафорез
«Производство по окраске изделий катафорезным грунтом методом»
- Огромный потенциал автомобильного рынка нашей страны привлекает любого производителя. В результате постоянно растет борьба за потребителя. В результате на первое место выходят требования, которые предъявляет потребитель к автомобилю, который он хочет приобрести. На что обращаем мы внимание при взгляде на новый автомобиль? На качество окрашенной поверхности кузова, на долговечность данного покрытия. Каждый потребитель надеется на то, что приобретенный автомобиль прослужит длительное время не потеряв своего внешнего вида.
- Состояние наших дорог их качество, поведения участников движения приводит к тому, что огромное количество автомобилей попадает в дорожно-транспортные происшествия, Редкий автомобиль за время своей эксплуатации не попадает в аварию. Для каждого водителя повреждение автомобиля создает огромные проблемы, получение страховки, ремонт. Ремонт лицевой детали влечет за собой огромное количество негативных факторов, а именно; ремонтная деталь подвергается коррозии в период первого года эксплуатации. С чем же это связанно?
- Что же мы имеем если автомобиль в процессе эксплуатации попал в аварию и требуется ремонт или замена лицевой детали. Даже на самой современной станции технического обслуживания окраска ремонтной детали включает в себя следующие этапы представленные на схеме тех. процесса.
 На что обращаем мы внимание при взгляде на новый автомобиль? На качество окрашенной поверхности кузова, на долговечность данного покрытия. Каждый потребитель надеется на то, что приобретенный автомобиль прослужит длительное время не потеряв своего внешнего вида.
На что обращаем мы внимание при взгляде на новый автомобиль? На качество окрашенной поверхности кузова, на долговечность данного покрытия. Каждый потребитель надеется на то, что приобретенный автомобиль прослужит длительное время не потеряв своего внешнего вида. процесса.
процесса. 1. удаление транспортировочного грунта Химическим и механическим способом
2. окраска эпоксидным грунтом
3. окраска эмалью
- Наиважнейшей задачей, стоящей перед специалистом в области кузовного ремонта автосервисного предприятия, является точное воссоздание заводского покрытия, с присущими ему свойствами и качествами. Только тогда проведенный ремонт не вызовет нареканий со стороны клиента, а восстановленное покрытие прослужит долго.
- Напомним, что лакокрасочное покрытие служит в первую очередь для защиты кузова автомобиля от агрессивных воздействий, для создания надежного барьера от механических и химических повреждений. В настоящее время, пожалуй, до 90 % кузовов всех автомобилей выполнено из черной стали холодного проката. Остальные — это преимущественно та же черная сталь, но в большинстве случаев анодированная цинком при помощи электролитического нанесения оксидной пленки.
- Давайте рассмотрим технологический процесс окраски кузова вновь выпускаемого автомобиля. Как мы видим технологический процесс окраски это сложный включающий в себя большое число стадий обработки и подготовки кузова, а так же совокупность огромного качества факторов влияющих на качество выпускаемой продукции (качество материалов, состояние оборудования, состояние воздушной среды в камере окраски).
 Как мы видим технологический процесс окраски это сложный включающий в себя большое число стадий обработки и подготовки кузова, а так же совокупность огромного качества факторов влияющих на качество выпускаемой продукции (качество материалов, состояние оборудования, состояние воздушной среды в камере окраски).
Как мы видим технологический процесс окраски это сложный включающий в себя большое число стадий обработки и подготовки кузова, а так же совокупность огромного качества факторов влияющих на качество выпускаемой продукции (качество материалов, состояние оборудования, состояние воздушной среды в камере окраски). Линия АПП
1-я стадия обезжиривание моющим составом
2-я стадия обезжиривание моющим составом с добавлением активатора
3-я стадия промывка водой
4-я стадия фосфатирование
5-я стадия промывка
6-я стадия пассивация
Окраска в ванне катафорез
Струйная промывка в 5-и стадийном тоннеле промывки
Сушка в тоннеле при температуре 2000С в течении 30мин.
Окраска эпоксидным грунтом и эмалью.
- Как видим при ремонтных работах не проводится следующие стадии обработки: фосфатирование, пассивация, нанесение катафорезного грунта. Именно те этапы которые обеспечивают основную коррозионную защиту кузова. В результате ремонтная деталь, как указано выше оказывается подвержена коррозии в первый год эксплуатации после ремонта.
- На фото представлен автомобиль ВАЗ 2105, на котором после ДТП произведена замена переднего левого крыла. Через 1,5 года на данном автомобиле проявилась коррозия металла. Причиной данного дефекта является отсутствие защитного покрытия, и образование зонального скопления влаго конденсата в скрытой полости крыла.
- Коррозией называют разрушение твердых тел, вызванное химическими и электрохимическими процессами, развивающимися на поверхности тела при его взаимодействии с внешней средой.
- Возникающая на металле ржавчина — слой частично гидратированных оксидов железа — за короткое время приводит кузов в негодность. Чтобы противостоять ее образованию, путем нанесения оксидной пленки создается гальваническая пара. При этом металл выступает в роли отрицательного элемента гальванопары — катода — и не коррозирует, уступая эту прерогативу аноду.
- Если взглянуть на электрохимический ряд напряжений металлов (рис. 1), где все металлы расположены слева направо в порядке понижения «благородности», то мы увидим, что справа наиболее близко к железу стоит цинк. Этим и обусловлена так называемая оцинковка кузова. Чем дальше друг от друга в ряду напряжений находятся два металла, тем быстрее разрушается менее благородный (т. е. стоящий справа), являющийся анодом гальванопары. Поэтому разрушение цинка спасает железо от коррозии. Покрыв же кузов, например, золотом (ох как будет дорого!), мы получим совершенно противоположный эффект.
- Практически в настоящее время состояние на рынке кузовных запчастей по качеству продукции предлагаемой потребителю можно охарактеризовать представленной фотографией:
- Попытки найти детали прошедшие полный цикл обработки на рынке запасных частей результатов не дают. С чем это связанно? Технологически процесс обработка деталей для нанесения фосфатной пленки и окраски катафорезным грунтом требует дорогостоящего оборудования, наличия специалистов имеющих опыт обслуживания данного оборудования и ведения технологических процессов. Все это приводит к тому, что окраска катафорезным грунтом деталей не проводится
- Катафорез — водно-щелочная грунтовая краска которая основываясь на электроэхимических процессах образовывает плёнку на металлических поверхностях.
- Превосходства катафорезного покрытия:

 Этим и обусловлена так называемая оцинковка кузова. Чем дальше друг от друга в ряду напряжений находятся два металла, тем быстрее разрушается менее благородный (т. е. стоящий справа), являющийся анодом гальванопары. Поэтому разрушение цинка спасает железо от коррозии. Покрыв же кузов, например, золотом (ох как будет дорого!), мы получим совершенно противоположный эффект.
Этим и обусловлена так называемая оцинковка кузова. Чем дальше друг от друга в ряду напряжений находятся два металла, тем быстрее разрушается менее благородный (т. е. стоящий справа), являющийся анодом гальванопары. Поэтому разрушение цинка спасает железо от коррозии. Покрыв же кузов, например, золотом (ох как будет дорого!), мы получим совершенно противоположный эффект.
— получение однородной толщины и вида плёнки в каждой точке.
— превосходное покрытие острых углов, сторон и сплавных секторов с закрытой объёмностью
— обеспечение сопротивления против высокой корозии
— высокий темп производства
— очень низкий уровень потерь (практически 0%)
— низкий уровень загрязнения окружающей среды
— низкий риск возникновения пожара и вреда здоровью
- В настоящее время ООО «ТЕРМИНАЛ» провело работы по проверке возможности нанесения катафорезного покрытия на детали различной формы и конфигурации. Разработало чертежи оборудования по нанесению катафорезного покрытия .
ООО «ТЕРМИНАЛ» провело основные стадии НИКОР:
- Были проведены разработки и экспериментальные работы по окраски пробных изделий катафорезным грунтом ассиметричными токами, разработан проект линии по окраски предлагаемым способом, разработана технология нанесения покрытия по предлагаемому методу, проведены переговоры с поставщиками материалов и потребителями продукции. Проработана проектно сметная документация необходимая для реализации проекта . Частично закуплено и смонтировано оборудование для проведения работ.
- Суть процесса: Нанесение катафорезного грунта предназначено для защиты деталей от коррозии и является основным защитным покрытием кузовов автомобилей в процессе их производства. Нанесение катафорезного покрытия значительно увеличивает коррозионную стойкость детали, использование ассиметричного тока позволяет получить покрытие с повышенной механической стойкостью. Пример: окрашенное крыло автомобиля ВАЗ 2110 без катафорезного покрытия выдерживает до сквозной коррозии в камере соленого тумана не более 120ч, использование катафорезного покрытия повышает стойкость данного крыла до 1 500ч.
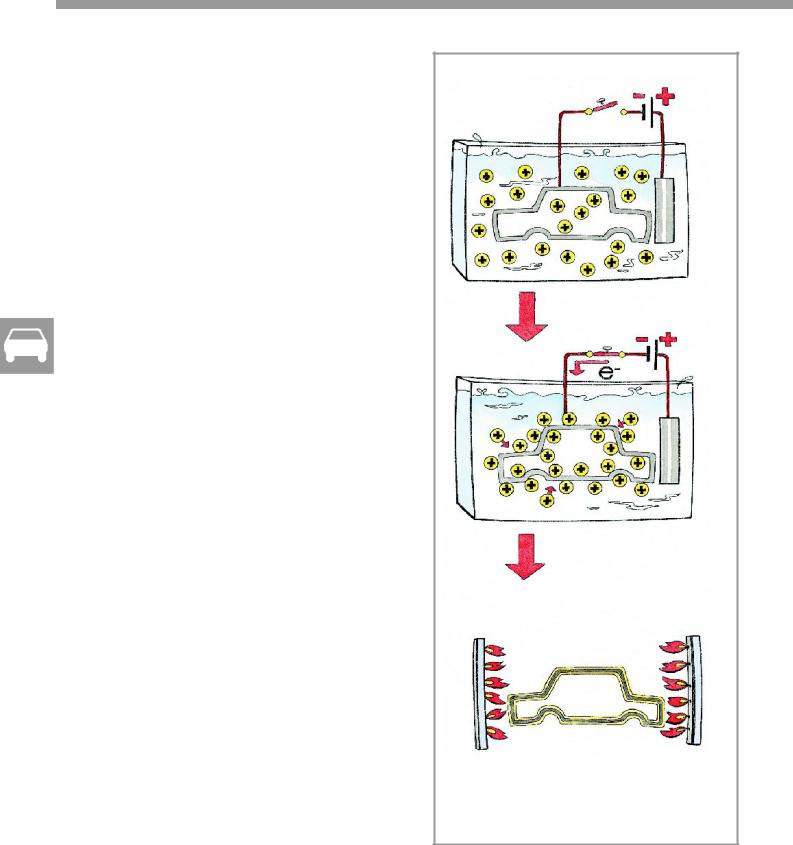
- Нанесение катафорезного покрытия осуществляется методом электроосождения в ванне погружения. Где катодом является окрашиваемая деталь, анод электрод установленный на борту оборудования. При электроосаждении происходит диффузия (внедрение) частиц грунта на поверхность окрашиваемой детали, что обеспечивает повышенную прочность поверхностной пленки грунта и высокую коррозионную защиту детали. Деталь поступившая на установку нанесения катафорезного покрытия (после обработки на агрегате подготовки поверхности) погружается в ванну и подвергается воздействию электрического тока, которое (воздействие) разделяется на несколько этапов. Этапы подробно описаны в разработанном тех. процессе окраски.
- Вновь организуемое предприятие предлагает к реализации продукцию окрашенную катафорезным грунтом ассиметричным током, повышенной коррозионной стойкости и с повышенной стойкостью к механическим воздействиям. Приоритетным направление для предприятия будет являться окраска катафорезным грунтом кузовных деталей автомобилей, предложения по которым в настоящий момент на рынке запчастей отсутствует. Ориентация на данный вид продукции связано с значительным развитием рынка запчастей в Тольятти и близостью главного производителя запчастей ОАО «АВТОВАЗ». Кроме того разработанное оборудование позволяет окрашивать любые изделия (даже сложной формы) общей площадью поверхности до 4м2. В дальнейшем в качестве примера будет рассматриваться вариант окраски крыла автомобильного автомобиля ВАЗ 2110.
- Предлагаемый вариант окраски показан на рис 1 , фосфатный слой наносится с внешней и внутренней стороны а также во всех скрытых сечениях, в дальнейшем наносится катафарезный слой методом электроосаждения
- Преимуществом данной технологии является повышение коррозионной стойкости изделий на всех жизненных циклах продукции, низкий расход материала, окраска скрытых полостей изделий, недоступных традиционным методам окраски. Нанесение покрытия электроосаждением повышает сопротивление механическим воздействиям на покрытие (сдиры, сколы, царапины) при одновременном сохранении высокой агдезии покрытия с металлом изделия и следующими слоями ЛКМ
- Ежедневно только в Самарской области происходит порядка 600 дорожно-транспортных происшествий с материальным ущербом (данные ГИБДД Самарской обл.). Если принять, что в ДТП происходит повреждение как минимум 2-ух автомобилей в результате требуют ремонта минимум 2 детали на автомобиле – получаем количество деталей подлежащих ремонту в результате ДТП – 1200шт в день. Принимая условно, что парк автомобилей ВАЗ составляет порядка 65% и количество деталей подлежащих замене составляет 50%. Получаем, что потребность в запчастях подлежащих замене и требующих катафорезного покрытия составит 390 шт. в день только по Самарской обл. Количество субъектов федерации составляет -83шт Легко посчитать, что приблизительная потребность в продукции составит 9 079 785 кв.м покрытий в год
- На разработанном оборудовании ООО «ТЕРМИНАЛ» возможна обработка аллюминевого профиля для производства окнных конструкций и шкафов купе.
- Большинство производителей предлагают алюминиевый профиль, обработанный методом анодировки с последующим нанесением декоративного покрытия Технология получения катафорезного покрытия заключается в проведении двух стадийной обработки алюминиевого профиля вместо традиционно используемой производителями одно стадийной обработки. При этом вторая стадия, заключающаяся в нанесении на поверхность профиля слоя водорастворимых лаков, придает ему повышенные технические характеристики,
- Катафорезная обработка представляет собой более совершенный метод обработки алюминиевого профиля по сравнению с анодировкой более высокое качество цвета.
- *Цвет профиля приобретает глубину и большую равномерность, начинает «играть» на свету;
- *более высокая устойчивость к механическим повреждениям. Катафорезный способ обработки позволяет получать декоративные покрытия более высокой плотности. Покрытие устойчиво к царапинам, которые могут возникнуть в процессе сборки или эксплуатации шкафа-купе;
- *более высокая стойкость к химическим воздействиям. Покрытия профиля имеет повышенную стойкость к коррозии и воздействию химических веществ. Благодаря этому профиль не темнеет под воздействием кислорода, для его чистки можно использовать любые виды моющих веществ, в том числе абразивы.
- А с введением с 2010г правительством России запретительных пошлин на импортный анодированный профиль данное направление может рассматриваться как приоритетное. В настоящее время в нашей стране анодированием аллюминиевого профиля занимается только 2 предприятия и на рынке ощущается большой дефицит данного продукта и резкий рост цен на предварительно обработанный профиль
 Проработана проектно сметная документация необходимая для реализации проекта . Частично закуплено и смонтировано оборудование для проведения работ.
Проработана проектно сметная документация необходимая для реализации проекта . Частично закуплено и смонтировано оборудование для проведения работ. Деталь поступившая на установку нанесения катафорезного покрытия (после обработки на агрегате подготовки поверхности) погружается в ванну и подвергается воздействию электрического тока, которое (воздействие) разделяется на несколько этапов. Этапы подробно описаны в разработанном тех. процессе окраски.
Деталь поступившая на установку нанесения катафорезного покрытия (после обработки на агрегате подготовки поверхности) погружается в ванну и подвергается воздействию электрического тока, которое (воздействие) разделяется на несколько этапов. Этапы подробно описаны в разработанном тех. процессе окраски.РАЗНИЦА МЕЖДУ КАТАФОРЕЗОМ И АНАФОРЕЗОМ | СРАВНИТЕ РАЗНИЦУ МЕЖДУ ПОХОЖИМИ ТЕРМИНАМИ — НАУКА
В ключевое отличие между катафорезом и анафорезом заключается в том, что катафорез — это электрофорез катионов, а анафорез — это электрофорез анионов. Электрофорез — это аналитический метод, который м
В ключевое отличие между катафорезом и анафорезом заключается в том, что катафорез — это электрофорез катионов, а анафорез — это электрофорез анионов.
Электрофорез — это аналитический метод, который мы можем использовать для анализа образца, используя электрические свойства химических веществ, присутствующих в этом образце. В этом методе мы можем наблюдать движение диспергированного растворенного вещества в анализируемой среде. Следовательно, это важно при определении движения химических частиц относительно среды.
1. Обзор и основные отличия
2. Что такое катафорез
3. Что такое анафорез
4. Сравнение бок о бок — катафорез и анафорез в табличной форме
5. Резюме
Что такое катафорез?
Катафорез — это электрофорез катионов. Это означает, что этот аналитический метод предполагает движение катионов (электрически положительно заряженных ионов) к катоду. Этот процесс важен при нанесении покрытий на металлы, чтобы получить поверхность с высокой устойчивостью к атмосферным воздействиям.
Кроме того, этот метод в основном используется в деталях рулевого управления и подвески, где катафорез используется как процесс нанесения гальванического покрытия краской на различные компоненты рулевого управления. Кроме того, этот тип покрытия может улучшить антикоррозионные свойства этих металлических деталей, и обычно это стандартный метод для автомобильных деталей, где нам нужна полная и оптимальная защита от ржавчины.
Кроме того, катафорез использует электрический ток для нанесения краски на деталь или собранное изделие. Этот метод может покрывать даже сложные металлические детали и собранные изделия с учетом конкретных требований в соответствии с характеристиками металлической детали. Следовательно, этот метод используется в различных приложениях, таких как сельскохозяйственное оборудование, бытовая техника, автомобили, автомобильные детали, морские компоненты, трансформаторы, металлическая офисная мебель и садовое оборудование.
Процесс катафореза включает предварительную обработку, при которой детали очищаются и покрываются фосфатом. Этот шаг важен, потому что он придает металлической детали желаемый вид. Чаще всего используются фосфаты железа и цинка. Метод предварительной обработки — окрасочная камера или погружение.
На втором этапе используются емкости для погружения, содержащие около 80% деионизированной воды и 20% твердых частиц краски. Вода действует как переносчик твердых частиц краски. Величина напряжения определяет толщину лакокрасочного покрытия во время катафореза. Следующий этап — полоскание. Твердые частицы смытой краски возвращаются в бак для окунания, обеспечивая оптимальную эффективность. После ополаскивания детали запекаются в печи, в которой краска отверждается для обеспечения максимальной производительности. Температура духовки зависит от системы, используемой для катафореза.
Что такое анафорез?
Анафорез — это электрофорез анионов. Это означает, что анафорез включает движение анионов к аноду. Он имеет множество применений в медицинских целях, таких как лечение кожи. Косметологи используют анафорез, чтобы облегчить глубокое очищение пор. В этом методе они используют гальванический ток для создания химических реакций, которые могут эмульгировать или разжижать кожный жир и остатки кожи. Эта процедура популярна для жирной кожи и кожи с акне, потому что эта методика помогает смягчить и расслабить остатки фолликула. Дезинкрустация — это конкретное название этого метода.
Дальнейшее объяснение этого процесса требует наличия электроотрицательного раствора на щелочной основе, который наносят на поверхность кожи. Этот раствор помогает смягчить кожный жир и фолликулы для глубокого очищения пор. После этого при проведении анафореза клиент (кожа которого подлежит очистке) держит положительный электрод, а косметолог держит отрицательный электрод на лице клиента. Затем активируется химическая реакция, которая может превратить кожный жир в мыло (омыление). Когда электрический ток взаимодействует с солевыми компонентами на коже, он создает гидроксид натрия (поскольку кожа в основном содержит хлорид натрия в качестве солевого компонента). Этот гидроксид натрия помогает растворять излишки масла, закупоренные поры и другие загрязнения на коже, а затем смягчает кожу.
В чем разница между катафорезом и анафорезом?
И катафорез, и анафорез являются разновидностями электрофореза. Ключевое различие между катафорезом и анафорезом заключается в том, что катафорез включает электрофорез катионов, тогда как анафорез включает электрофорез анионов. Кроме того, катафорез в основном используется для нанесения краски на поверхности металлических деталей, в то время как анафорез важен при лечении жирной кожи и кожи с акне. Итак, это еще одно существенное различие между катафорезом и анафорезом с точки зрения применения.
Ниже приводится краткое описание различий между катафорезом и анафорезом.
Резюме — катафорез против анафореза
И катафорез, и анафорез являются разновидностями электрофореза. Ключевое различие между катафорезом и анафорезом заключается в том, что катафорез включает электрофорез катионов, тогда как анафорез включает электрофорез анионов.
«Блеск и глянец». Катафорезное покрытие алюминиевого профиля
Глянец создает атмосферу роскоши и до неузнаваемости меняет даже привычные оттенки. Блестящие поверхности отражают свет и создают причудливую игру теней и полутонов. Главное, грамотно подобрать такие поверхности друг к другу и не переборщить в комбинации глянца с другими элементами в интерьере.
Глянцевые фасады кухонных гарнитуров, полированные поверхности столешниц, отражающие свет стеклянные двери шкафов давно стали привычными в наших квартирах. Однако заказчики с осторожностью относятся к глянцевым профиль-ручкам для шкафов-купе. Мешают навязанные стереотипы, что на гладких поверхностях остаются следы от пальцев: все, чего часто касаются руки, лучше делать из матовых материалов. Между тем, ухаживать за глянцевыми элементами просто, достаточно использовать обычные спреи и мягкие безворсовые салфетки. Зато не придется отказывать себе в элегантной детали, способной изменить интерьер.
Как получается придать алюминиевому профилю блестящую поверхность, и как подобрать вертикальные ручки для шкафа-купе любителям глянцевых интерьеров расскажем далее.
Насыщенное глянцевое покрытие алюминиевому профилю придает специальный многоступенчатый способ обработки. Катафорез до 20 мк обеспечивает стойкие антикоррозийные свойства алюминиевого профиля, поскольку все внешние, внутренние и скрытые поверхности покрываются равномерным слоем. Например, аналогичная технология используется в автопромышленности при обработке кузовов для получения эффекта «металлик».
В начале производственного процесса анодированный шкафной профиль дробеструится для равномерной матовости и гладкости. Это выглядит как чистка профиля потоком мелкой песчаной дроби.
Затем, если декор профиля должен имитировать цвет и текстуру древесины, термопереводом наносят рисунок. Проще говоря, делают аппликацию пленкой под действием высокой температуры.
Защитно-декоративной глянцевой катафорезное покрытие наносится в электрованне под действием тока. Частицы эпоксидного водорастворимого лака в химической реакции электрофореза осаждаются коллоидным налетом на поверхность алюминиевого профиля. В двух словах, без научных терминов, электрический ток заставляет растворенные в воде частицы лака приставать к поверхности профиля.
В завершении процесса профиль споласкивают в дистиллированной воде и закаливают в сушильной печи при температуре 180°С.
В результате процесса электрофореза получается ровное, гладкое, блестящее, прочное покрытие. Катафорез обеспечивает цветовую сочность серебристого «Хрома блестящего», желтого «Золота блестящего», зеленой «Шампани блестящей», коричневой «Бронзы блестящей» и экзотичного «Венге Блестящего» с рисунком. Единство цвета получается у всей системы алюминиевого профиля, включая горизонты и направляющие, которые более других элементов подвергаются трению и другим механическим нагрузкам.
Двери-купе в профиле катафорезных декоров выдержат все прикосновения в ходе многолетней эксплуатации: покрытие не сотрется, не потрескается, не поцарапается, не потемнеет, не окислится, не заржавеет в обычных условиях. Конечно, если не добиваться этого намеренно 🙂
В ассортименте компании 5 декоров алюминиевого профиля для изготовления дверей-купе. Ваш заказчик может выбрать одну из пяти конфигураций ручек в данных декорах, а также все прочие элементы «Системы алюминиевого профиля Premial®». В результате получится элегантный дизайн шкафа-купе.
Глянцевая поверхность может быть как доминантой интерьера, на фоне которой все остальные предметы выглядят подчеркнуто лучше, так и акцентом, завершающим штрихом. Особенно, если это профиль шкафа-купе.
Если выбрана нейтральная палитра без ярких красок, глянец выступить той самой изюминкой, которой всегда не хватает в монохромных интерьерах. Если наполнение дверей подчеркнуто однотонное, из одного материала, оживить и придать лоск шкафу поможет наш катафорезный профиль в одном из пяти декоров.
Отражая свет, любая глянцевая поверхность, будь то покрытие стен, мебельных фасадов, столешниц или аксессуаров, придаст комнате дополнительный объем и легкость. Вертикальный глянцевый профиль «вытягивает» комнату ввысь, если потолки низкие. Если комната небольшая, а шкаф-купе занимает много места, двери в катафорезном профиле визуально подчеркивают стройность и легкость конструкции.
Освежить и добавить современные акценты в классические интерьеры поможет профиль с золотой или зеленоватой глянцевой поверхностью. Он не изменит концепцию стиля, поскольку идеально подойдет по цвету, но его фактура придаст интерьеру новое звучание.
Блеск лакированных, сияющих поверхностей давно стал символом гламура. Наиболее выгодно глянец профиля шкафа-купе подчеркнут имитация кожи, текстура дерева, узоры шерстяных и шелковых тканей в наполнении дверей. Все это вполне в эстетике богатого гламурного интерьера.
Отделка глянцем – отличный способ отвлечь внимание. Глянцевый профиль визуально выйдет на передний план, будет восприниматься самым значимым элементом, даже если в остальном интерьере есть недоделки и заметные только вам недочеты.
Парадоксально, но глянец невероятно прост в уборке. На гладкой поверхности меньше задерживается пыль, а если поверхность с многоцветным рисунком, то и следы от пальцев не так заметны. Следы от капель, отпечатки и другие загрязнения более видны на светлом глянце и менее на цветном. Удалить их просто: распылите спрей со средством для стекол и глянцевых поверхностей, смахните грязь нетканой салфеткой.
Не бойтесь блестящих поверхностей: они красивы, не требуют больших трудов, подчеркивают нужные вам нюансы в дизайне комнаты и всегда будут в моде.
Ну и на десерт, рецепт красивой глянцевой глазури для торта или пирожных.
Ингредиенты:
- 20 г порошка желатина;
- 120 г кипяченной воды;
- 300 г глюкозы;
- 300 г сахарной пудры;
- 200 г сгущенного молока;
- 300 г шоколада;
- Пищевой краситель на выбор;
- Красные ягоды для украшения.
Приготовление:
- Размешайте желатин в воде;
- Вскипятите воду, сахар и глюкозу;
- Снимите сироп с огня и добавьте желатин;
- Добавьте сгущенное молоко;
- Залейте растопленным шоколадом, удалив поверхностные пузырьки воздуха;
- Нагрейте полученную смесь до 35°С.
Не бойтесь экспериментов, попробуйте глянец!
Гарантия от сквозной коррозии и программа «Предоплаченное ТО» для покупателей УАЗ ПАТРИОТ
Ульяновской автомобильный завод предоставляет гарантию от сквозной коррозии деталей кузова на обновленный УАЗ ПАТРИОТ, а также предлагает покупателям новую программу «Предоплаченное ТО».
Ульяновский автомобильный завод расширяет гарантийные обязательства на обновленные внедорожники УАЗ ПАТРИОТ и предоставляет покупателям гарантию от сквозной коррозии деталей кузова сроком на 6 лет или 130 000 км. пробега в зависимости от того, что наступит ранее. Расширенная гарантия действует при условии прохождения регулярных осмотров кузова в официальных дилерских центрах УАЗ в соответствии с положениями сервисной книжки.
Также для всех покупателей обновленной модели УАЗ ПАТРИОТ и УАЗ ПИКАП с 24 октября доступна новая уникальная программа «Предоплаченное ТО», позволяющая проходить техническое обслуживание автомобилей у официальных дилеров марки на более выгодных фиксированных условиях вне зависимости от возможного роста цен.
Программа включает в себя несколько вариантов, рассчитанных на различные годовые пробеги (от 20 000 до 100 000 км пробега в год), и позволяет клиентам проходить ТО с выгодой 10% или 15% в зависимости от выбранного пакета из 4-х или 6-ти технических обслуживаний. Срок действия программы составляет 3 и 5 лет или до достижения указанного пробега.
В зависимости от приобретенного пакета программы «Предоплаченное ТО» клиентам доступны такие дополнительные услуги, как бесплатная мойка автомобиля при каждом ТО, работы по шиномонтажу 2 раза в год, а также программа сервисной послегарантийной поддержки на двигатель сроком на 6 месяцев после окончания гарантии на автомобиль.
Директор по послепродажному обслуживанию ООО «УАЗ» Михаил Федорчук отметил: «Мы рассчитываем, что расширение гарантийного обслуживания на обновленные автомобили УАЗ ПАТРИОТ, а также новая сервисная программа будут способствовать поддержанию интереса и лояльности покупателей к бренду УАЗ. Кроме того, квалифицированное обслуживание на фирменном сервисе УАЗ с использованием оригинальных запчастей и материалов позволит клиентам получить ряд дополнительных выгод при дальнейшей эксплуатации и продаже автомобиля».
Стоит отметить, что для повышения коррозионной стойкости и улучшения технологии окраски автомобилей на Ульяновском автозаводе был реализован ряд мероприятий, в том числе осуществлен переход на новую технологию грунтования кузовов (катафорез). Это позволило улучшить коррозийную стойкость кузова в несколько раз за счет более высокой проникающей способности грунта, который за счет применения внешнего электрического поля покрывает все скрытые и труднодоступные полости, включая кромки деталей.
Также на предприятии модернизирован участок финишной окраски кузовов, где теперь применяется улучшенная технология с использованием лакокрасочных материалов повышенной устойчивости к повреждениям, значительно улучшена технология окраски таких элементов, как рама и некоторые элементы моторного отсека. Помимо этого, модернизация аппликационной системы нанесения краски позволила расширить цветовую гамму.
Напомним, в настоящий момент общее количество официальных дилерских центров УАЗ составляет уже 198 от Калининграда до самой восточной точки продаж — Анадырь.
Более подробную информацию можно узнать у официальных дилеров марки УАЗ на территории России, по горячей линии УАЗ: 8-800-100-00-42 (звонок по России бесплатный) или на сайте www.uaz.ru
Электрофорез | НПК «Промышленная комплектация»
Покрытия методом электрофореза очень экономичны и безопасны для окружающей среды.
Одна из самых передовых технологийдля обработки изделий из металла.
В настоящее время аналогов не существует.
Электрохимический процесс нанесения покрытия, при котором слой лака наносится на изделие под постоянным напряжением.
В зависимости от того, чем является окрашиваемая деталь, катодом или анодом в ванне, процессы разделяются на 2 типа: Анафорез и Катафорез.
Требования к проведению процесса:
- Токопроводящая поверхность обрабатываемого изделия
- В процессе окрашивания изделие погружается в окрасочную ванну= подготовленное изделие
Изделие должно пройти подготовку поверхности и быть устойчиво к температуре полимеризации до 200 °C.
Процесс катафореза
Включает следующие технологические этапы:
- Перемещение изделий
- Нанесение покрытия
- Утилизация жидких и газообразных отходов
- Приготовление деминерализованной воды
- Горячая вода(либо газ, либо эл-во, либо дизель) для нагрева ванны подготовки / охлажденная вода для ванны покрытия методом электрофореза.
Подготовка поверхности
Для чего она нужна?
Качественная подготовка поверхности обеспечивает адгезию краски к металлу и тем самым увеличивает срок службы покрытия.
• Обезжиривание поверхности, удаление солей, пыли, металлических частиц
• Создание условий для адгезии лакокрасочного покрытия
• Достаточная промывка, проводимость макс. 25 µS
Подготовка поверхности перед покрытием методом катафореза
Технологический процесс:
Для автомобильных деталей средней загрязненности без окалины
| Позиция | Стадия | Среда | Время (сек) | Темп. (оС) |
| 0 | Загрузка деталей | |||
| 1 | Обезжиривание | Обезжириватель | 160 | 60 |
| 2 | Предв-ная промывка | Техническая вода | 10 | 20 |
| 3 | Промывка | Техническая вода | 48 | 20 |
| 4 | Активация | Активатор поверхности | 48 | 20 |
| 5 | Фосфатирование | Цинк-фосфатирование | 144 | 55 |
| 6 | Предв-ная промывка | Техническая вода | 10 | 20 |
| 7 | Промывка | Техническая вода | 48 | 20 |
| 8 | Пассивация | Пассивирующий агент | 48 | 20 |
| 9 | Промывка деминерализованной водой | Деминерализованная вода | 40 | 20 |
| 10 | Окрашивание методом катафореза | Катафорезная краска | 180 | 30 |
| 11 | Промывка 1° | Рециркулирующий фильтрат | 30 | 30 |
| 12 | Промывка 2° | Чистый фильтрат(Cleanpermeate) + рама ультрафильтрата (UF frame) | 30+10 | 30 |
| 13 | Обдув | Воздух | ||
| 14 | Полимеризация | Горячий воздух | 1600 | 200 |
| 15 | Охлаждение | |||
| Разгрузка |
Подготовка поверхности с железо-фосфатированием– менее строгие требования к антикоррозийной стойкости- радиаторы, изделия белого цвета и другие мет изделия…
- Обезжиривание + железо — фосфатирование
- Промывка
- Промывка деминерализованной водой
Применение нано-технологий:
- Качественное обезжиривание
- Промывка деминерализованной водой
- Пассивация (температура окружающей среды) Нано-керамика
- Промывка деминерализованной водой
Высокое качество подготовки поверхности
Качество профиля поверхности оказывает значительное влияние на адгезию краски к поверхности детали. Для достижения наилучшего осаждения при катафорезе нам необходимо достичь равномерной поверхности профиля поверхности изделия.
Промывка
- Промывка изделий играет важную роль в технологии катафореза
- И значительно улучшает качество получаемого покрытия
- Перенос раствора функциональных ванн — минимизируется
- Эффективное распыление
- Стекание с изделия перед окрашиванием
Принципы электрофореза:
Окрашивание методом катафореза (электрофорез)- это окрашивание при постоянном токе (катафорез и анафорез)
Деталь погружается в окрасочную ванну и подключается в качестве катода (или анода)
Движущей силой является постоянный ток
Толщина слоя покрытия повышает устойчивость и уменьшает скорость осаждения
Толщина зависит в основном от установленного напряжения, температуры и времени
Электрически осажденный слой прочно прилипает к поверхности
Краска катионная, водорастворимая на эпоксидной основе, с низким содержанием летучих органических соединений (около 2%)
Слой краски полимеризуется при температуре около 165 -175°C
Преимущества электрофореза:
Минимальное воздействие на окружающую среду
Высокая коррозионная стойкость покрытия
Равномерное окрашивание по всей поверхности
Регулирование толщины
Высокая адгезия и механическая стойкость покрытия
Низкая интенсивность труда и низкие требования к обслуживающему персоналу
Нет образование капель(подтеков)
Опциональное верхнее покрытие различными типами красок
Безопасность
Небольшая продолжительность процесса
Основные требования
Требования к линии катафорезного осаждения:
- Нанесение на изделие покрытия желаемой толщины
- Предотвращение осаждения краски (пигмента)
- Поддержание температуры в ванне
- Автоматический контроль pH в ванне
- Промывка деталей ультрафильтратом краски с рециркуляцией краски с ванны катофореза
Основные схемы
Схема циркуляции краски
Схема промывки ультрафильтратом
Схема ультрафильтрации и уплотнения водой
Схема контроля pH
Схема подачи краски
Циркуляция краски необходима для:
Сохранение однородности краски,что предотвращает осаждение пигментов
Механическая фильтрация краски для удаления загрязнений
Регулировка температуры- предотвращает перегрев окрасочной ванны
Основные компоненты циркуляции краски:
Погружная ванна с переливным карманом и перемешивающими контурами
Циркуляционный насос
Установка фильтрации
Теплообменник
Струйная система
International Beauty Center, Inc
Cataphoresis
Катафорез — это электрическая процедура после эпиляции, которая успокаивает кожу и предотвращает инфекции. Его преимущества включают в себя:
Снимает покраснение, воспаление и раздражение при сужении сосудов
Восстанавливает естественный уровень pH кожи
Успокаивает кожу и оказывает бактерицидное действие для предотвращения инфекций
Способствует большему проникновению активных продуктов для повышения эффективности вашего лечения
Ускоряет процесс заживления кожи
Катафорез — это интегрированная опция в наших электролизных машинах, которая достигается нанесением ионизируемого продукта на кожу.Используя ионизируемые продукты, мы максимизируем эффект катафореза, а активные ингредиенты продукта проникают глубоко в кожу, обеспечивая наилучшие результаты. Покраснение, которое может быть вызвано электролизом, значительно уменьшается с помощью этого процесса, который уничтожает бактерицидные и бактерицидные области. Через 30–45 минут после катафореза ваша кожа станет практически нормальной.
В IBC мы стремимся проводить эффективное удаление волос, а с помощью катафореза мы также способствуем заживлению кожи, которая требуется после электролиза.Несмотря на свою эффективность, катафорез, к сожалению, не применяется в большинстве клиник. Наше использование катафореза является значительным преимуществом по сравнению с другими клиниками, которые его не предлагают.
В некоторых ситуациях катафорез противопоказан и его не следует проводить. Пожалуйста, дайте нам знать, если к вам относится какое-либо из следующих условий:
Болезнь сердца, кардиостимулятор или любой электронный или металлический имплант
Гемофилия
Эпилепсия
Вирусный гепатит или СПИД
Беременность
Аккутан
Раковые поражения
Отсутствие сенсорного восприятия или онемениеВернуться к ресурсам
Катафорез — это процесс, используемый для химии 11 класса коагуляции CBSE
Совет: Коллоиды представляют собой смесь очень маленьких частиц одного вещества, которые равномерно распределены по всему другому веществу.Вещества представлены в виде более крупных частиц, чем те, которые содержатся в растворе, но слишком малы, чтобы их можно было увидеть в микроскоп. Три формы, в которых существует все вещество, — твердое, жидкое, газообразное и коллоидные растворы могут быть комбинацией трех состояний. нерастворимые или растворимые частицы взвешены в другом веществе. Частицы дисперсной фазы имеют диаметр примерно \ [1 — {{}} 1000 \] нанометров.Электрофорез — это движение дисперсной частицы относительно жидкости под действием пространственно однородного электрического поля. Электрофорез положительно заряженных частиц называется катафорезом. Коллоидные частицы иногда несут электрический заряд. Наиболее важным свойством коллоидного раствора является то, что все взвешенные частицы обладают положительным или отрицательным зарядом. Отталкивание между одинаковыми зарядами отталкивается в частицах, чтобы предотвратить их агрегирование и осаждение под действием силы тяжести.Это придает устойчивость золь.
Коллоидные частицы могут приобретать заряд из-за присутствия определенных кислотных или основных групп в коллоидных растворах. Как мы знаем, катафорез — это процесс, используемый для коагуляции коллоидов, и его можно использовать для коллоидов, имеющих как положительный, так и отрицательный заряд. Лиофильные коллоиды — это раствор коллоидов, в котором диспергированные частицы обладают сильным сродством к дисперсной среде. Эти золи стабильны и обратимы.
Следовательно, катахрез также используется для лиофильных коллоидов.
Итак, правильный ответ — вариант D.
Примечание: Приготовление коллоидов; существует несколько методов, используемых для получения коллоидов, таких как химические методы, электрическая дезинтеграция, пептизация и т. д.
Очистка коллоидного раствора; это можно сделать в процессе диализа.
Есть некоторые свойства коллоидов; Эффект Тиндаля, броуновское движение, наличие заряда и т. Д.
Определение и синонимы слова cataphoresis в словаре английский языка
CATAPHORESIS — Определение и синонимы слова cataphoresis в словаре английский языкаEducalingo Файлы cookie используются для персонализации рекламы и получения статистики веб-трафика.Мы также делимся информацией об использовании сайта с нашими партнерами по социальным сетям, рекламе и аналитике.
Скачать приложениеeducationalingo
ПРОИЗВОДСТВО КАТАФОРЕЗА
ГРАММАТИЧЕСКАЯ КАТЕГОРИЯ КАТАФОРЕЗА
Катафорез — существительное .Существительное — это тип слова, значение которого определяет реальность. Существительные дают имена всем вещам: людям, предметам, ощущениям, чувствам и т. Д.ЧТО ОЗНАЧАЕТ КАТАФОРЕЗ НА АНГЛИЙСКОМ ЯЗЫКЕ?
Электрофорез
Электрофорез — это движение диспергированных частиц относительно жидкости под действием пространственно однородного электрического поля.Это электрокинетическое явление впервые наблюдал в 1807 году Фердинанд Фредерик Ройсс, который заметил, что приложение постоянного электрического поля вызывает миграцию частиц глины, диспергированных в воде. В конечном итоге это вызвано наличием заряженной границы раздела между поверхностью частицы и окружающей жидкостью. Это основа для ряда аналитических методов, используемых в биохимии для разделения молекул по размеру, заряду или сродству связывания. Электрофорез положительно заряженных частиц называется катафорез , а электрофорез отрицательно заряженных частиц называется анафорез .СЛОВ, РИФМУЮЩИЕСЯ СО СЛОВОМ
lɛktrəʊfəˈriːsɪs
ˌɪmjʊnəʊɪˌlɛktrəʊfəˈriːsɪs
aɪˌɒntəʊfəˈriːsɪs
ˌfəʊtəʊfəˈriːss
Синонимы и антонимы слова cataphoresis в словаре английский языка синонимов
Перевод слова «катафорез» на 25 языков
ПЕРЕВОД КАТАФОРЕЗА
Узнайте, как можно перевести катафорез на 25 языков с помощью нашего многоязычного переводчика английского языка.Переводы катафореза с английского на другие языки, представленные в этом разделе, были получены путем автоматического статистического перевода; где основной единицей перевода является слово «катафорез» на английском языке.Переводчик английский —
китайский 电泳1325 миллионов говорящих
Переводчик английский —
испанский катафорез570 миллионов говорящих
Переводчик с английского на
хинди катафорез380 миллионов говорящих
Переводчик английский —
арабский رحلان مهبطي280 миллионов говорящих
Переводчик английский —
русский катафорез278 миллионов говорящих
Переводчик с английского на
португальский катафорез270 миллионов говорящих
Переводчик с английского на
бенгальский катафорез260 миллионов говорящих
Переводчик с английского на
с французского на катафора220 миллионов говорящих
Переводчик с английского на малайский
Катафорез190 миллионов говорящих
Переводчик английский —
немецкий Катафорез180 миллионов говорящих
Переводчик английский —
японский 電 気 泳 動130 миллионов говорящих
Переводчик английский —
корейский 영동85 миллионов говорящих
Переводчик с английского на
яванский Катафорез85 миллионов говорящих
Переводчик с английского на
вьетнамский катафорез80 миллионов говорящих
Переводчик с английского на
тамильский எதிர்மின்வாய்த்தொங்கலசைவு75 миллионов говорящих
Переводчик с английского языка на
маратхи कॅथापोरिसिस75 миллионов говорящих
Переводчик английский —
турецкий катафорез70 миллионов говорящих
Переводчик английский —
итальянский катафореси65 миллионов говорящих
Переводчик английский —
польский катафорези50 миллионов говорящих
Переводчик английский —
украинский катафорез40 миллионов говорящих
Переводчик с английского на
румынский катафорез30 миллионов говорящих
Переводчик английский —
греческий καταφόρηση15 миллионов говорящих
Переводчик с английского на
африкаанс катафорез14 миллионов говорящих
Переводчик с английского на
шведский катафорес10 миллионов говорящих
Переводчик с английского на
норвежский катафорез5 миллионов говорящих
Тенденции использования катафореза
ТЕНДЕНЦИИ ИСПОЛЬЗОВАНИЯ ТЕРМИНА «КАТАФОРЕЗ»
Термин «катафорез» обычно используется мало и занимает 137.097 позиция в нашем списке наиболее широко используемых терминов в словаре английского языка. На показанной выше карте показана частотность использования термина «cataphoresis» в разных странах. Тенденции основных поисковых запросов и примеры использования слова cataphoresis Список основных поисковых запросов, предпринимаемых пользователями для доступа к нашему онлайн-словарю английского языка, и наиболее часто используемых выражений со словом «катафорез».ЧАСТОТА ИСПОЛЬЗОВАНИЯ ТЕРМИНА «КАТАФОРЕЗ» ВО ВРЕМЕНИ
На графике показано годовое изменение частотности использования слова «cataphoresis» за последние 500 лет. Его реализация основана на анализе того, как часто термин «катафорез» появляется в оцифрованных печатных источниках на английском языке в период с 1500 года по настоящее время.Примеры использования в английской литературе, цитаты и новости о катафорезе
10 АНГЛИЙСКИХ КНИГ, КАСАЮЩИХСЯ
«КАТАФОРЕЗИСА» Поиск случаев использования слова катафорез в следующих библиографических источниках.Книги, относящиеся к катафорезу и краткие выдержки из них, чтобы представить контекст его использования в английской литературе.1
Методы удаления волос Миледи: подробное руководствоАнафорез следует применять с меньшей интенсивностью, чем катафорез . Анафорез не следует применять на хрупких и разорванных капиллярах. Катафорез . Также известный как «положительный поверхностный гальванизм», катафорез — это процесс использования…
2
Электроэпиляция: практический подходКатафорез закрывает поры и успокаивает нервные окончания. Катафорез В катафорез положительный полюс используется как активный электрод, т.е. электрод что создает действие. Положительный электрод, также обычно угольный валик, применено более …
Элизабет Картрайт, Гилл Моррис, Мишель Северн, 2001
3
Катафорез ; Или, электрическая медикаментозная диффузияВ этой исторической книге может быть множество опечаток и отсутствующий текст.Покупатели могут бесплатно скачать отсканированную копию оригинальной книги (без опечаток) у издателя. Не проиндексировано. Не проиллюстрировано. 1898. Отрывок: … ЧАСТЬ I. ИСТОРИЧЕСКАЯ.
Уильям Джеймс Мортон, 2009
Применение катафореза после лечения ускорит процесс заживления. Эритема пройдет за более короткий период времени и, кроме того, кожа будет восстановлен естественный pH-баланс.Действие электрода оказывает успокаивающее …
Это достигается за счет использования катафореза для увеличения «нормальной» концентрации второстепенная газовая составляющая в катодной области. Используя процедуры калибровки спектроскопического анализа образцов известных пропорций, Рисса и Дике …
6
Источники света и света: газоразрядные лампы высокой интенсивностиЭто явление называется катафорезом .Осевой катафорез происходит в разряде лампы, работающие от постоянного тока, вызывающие накопление активных вид возле катода. Этого можно избежать, работая с чередованием Текущий.
7
Белки V2A: химия, биологическая активность и методыХимия, биологическая активность и методы Ганс Нейрат. ЗАПИСАННЫЕ ЗНАЧЕНИЯ ТАБЛИЦА II или ИЗОЭЛЕКТРИЧЕСКИЕ ТОЧКИ, или НЕКОТОРЫЕ ПРОТЕОЛИТИЧЕСКИЕ ФЕРМЕНТЫ Изоэлектрический метод референсов буферная точка Пепсиноген Катафорез 3.6 —4.
8
Электромедицинские инструменты и управление ими, а также …642 16/0 trode, с платиновым наконечником, для стоматологического катафорез , фиг. 647710 No. 648. Чашечковый электрод для стоматологического катафореза , Фиг. 648 9/0 \ No. 652 No. 651. N0. 6 51. Большой фарфор. № 630. Сосуд стеклянный с угольным стержнем и крышкой из пористой глины, …
9
ЭлектробезопасностьЭто явление обычно упоминается в литературе как катафорез .5.12. Электрофорез. ( катафорез ). Любая мелкая частица или капля в электролитахе двойной слой на его поверхности, рис. 5.14, и в электрическом поле свободный заряд стремится …
10
Принципы и практика электрической эпиляцииКогда лечение будет завершено, катафорез может быть применен к площадь. Для этой процедуры клиенту передается отрицательный электрод.В положительный электрод, который может быть роликом из нержавеющей стали или угля, перемещается мягко более …
9 НОВОСТЕЙ, КОТОРЫЕ ВКЛЮЧАЮТ ТЕРМИН «КАТАФОРЕЗИС»
Узнайте, о чем говорит национальная и международная пресса и как термин катафорез используется в контексте следующих новостей.Секрет кожи знаменитостей: электродная маска для лица «Ганнибал Лектер»
Существует два процесса ионизации: Катафорез, , положительный ион, и анафорез, отрицательный ион.Положительное лечение вызывает … «Tech Times, 15 мая»
Oxley’s Furniture теперь дистрибьюторы UNOSIDER в Великобритании, производители…
Катафорез , гальванизация и покраска обеспечивают устойчивость беседок к атмосферным воздействиям и водонепроницаемость, а также в сочетании с итальянским … «PR Web, 14 июня»
Manitou представляет мобильные вилочные погрузчики
Поскольку мобильный вилочный погрузчик работает на открытом воздухе, лакокрасочное покрытие подвергается дробеструйной очистке и стадиям катафореза для поддержания его в рабочем состоянии… «SHD Logistics, 14 апр»
Новые центробежные насосы Rovatti SNE Exceed EN733
… конструкционный материал, который включает рабочие колеса из микролитой нержавеющей стали или углеродистой стали с электрохимическим покрытием (, обработанный катафорезом ), … «Impeller.net, 14 апреля»
2013 Предприимчивые женщины: Normajean Fusco
Equibal также производит антисептик финипил, который используется после эпиляции для уничтожения 99.999% микробов уменьшают отек и заменяют катафорез … «SalonToday, 13 сентября»
Grundfos представляет интеллектуальный линейный насос TPE3
TPE3 может не только претендовать на роль электронного эталона — разработчики думали очень практично: катафорез , поверхность … «Impeller.net, 13 апреля»
Домашний тренажерный зал Ferrari защищен от надоедливых окислителей
Если вам интересно, да, рама «подвергается антикоррозийной обработке катафорезом перед покраской» — так что все будет в порядке… «Gizmodo.com, 07 июля»
Интегрированная система крепления велосипедов Flex-Fix
от OpelТаким образом, стальные детали не только оцинкованы, но и загрунтованы с помощью катафореза и защищены эластичным верхним слоем, чтобы выдерживать годы … «Gizmag, Oct 06»
Ferrari представляет тренажер
… сами — и рамы станка проходят антикоррозионную обработку катафорезом перед окраской для долговечной отделки… «Гизмаг, 05 янв»
ССЫЛКА
«ОБРАЗОВАНИЕ. Cataphoresis [онлайн]. Доступно на
Произошла ошибка при настройке пользовательского файла cookie
Этот сайт использует файлы cookie для повышения производительности. Если ваш браузер не принимает файлы cookie, вы не можете просматривать этот сайт.
Настройка вашего браузера для приема файлов cookie
Существует множество причин, по которым cookie не может быть установлен правильно. Ниже приведены наиболее частые причины:
- В вашем браузере отключены файлы cookie. Вам необходимо сбросить настройки своего браузера, чтобы он принимал файлы cookie, или чтобы спросить вас, хотите ли вы принимать файлы cookie.
- Ваш браузер спрашивает вас, хотите ли вы принимать файлы cookie, и вы отказались. Чтобы принять файлы cookie с этого сайта, нажмите кнопку «Назад» и примите файлы cookie.
- Ваш браузер не поддерживает файлы cookie. Если вы подозреваете это, попробуйте другой браузер.
- Дата на вашем компьютере в прошлом. Если часы вашего компьютера показывают дату до 1 января 1970 г., браузер автоматически забудет файл cookie. Чтобы исправить это, установите правильное время и дату на своем компьютере.
- Вы установили приложение, которое отслеживает или блокирует установку файлов cookie. Вы должны отключить приложение при входе в систему или проконсультироваться с системным администратором.
Почему этому сайту требуются файлы cookie?
Этот сайт использует файлы cookie для повышения производительности, запоминая, что вы вошли в систему, когда переходите со страницы на страницу. Чтобы предоставить доступ без файлов cookie потребует, чтобы сайт создавал новый сеанс для каждой посещаемой страницы, что замедляет работу системы до неприемлемого уровня.
Что сохраняется в файле cookie?
Этот сайт не хранит ничего, кроме автоматически сгенерированного идентификатора сеанса в cookie; никакая другая информация не фиксируется.
Как правило, в файлах cookie может храниться только информация, которую вы предоставляете, или выбор, который вы делаете при посещении веб-сайта. Например, сайт не может определить ваше имя электронной почты, пока вы не введете его. Разрешение веб-сайту создавать файлы cookie не дает этому или любому другому сайту доступа к остальной части вашего компьютера, и только сайт, который создал файл cookie, может его прочитать.
Катафорез | Текнорот
Ванна для покрытия катодного металлаили электронное покрытие KTL было основным процессом окраски OEM в автомобильной промышленности.Teknorot — первый производитель послепродажного обслуживания в Турции, который применил этот процесс у себя. Этот опыт и наши химические ноу-хау позволяют соответствовать и даже превосходить результаты испытаний OEM (минимум 720 часов) в соответствии с испытанием в солевом тумане EN 50021. Технология электронного покрытия KTL обеспечивает следующие преимущества по сравнению с краской с электростатическим распылением.
- Закрытый химический процесс, обеспечивающий экологически безопасное решение для катирования.
- Возможность красить даже самые сложные геометрические объекты благодаря использованию ванны для нанесения покрытия.
- Лучшая адгезия к поверхности для получения превосходных результатов испытаний на поперечный разрез и удар.
Наши продукты описываются как запасные части, и они расположены под автомобилями, что исключает ежедневный визуальный контакт с пользователями. Этот вопрос играет ключевую роль в ответственности Teknorot перед своими клиентами за безопасность и качество запчастей. Как известно, детали подвески подвергаются воздействию множества различных сил и неблагоприятных дорожных условий (засоление дороги, дождь, удары камней, сцепление с дорогой и т. Д.). В результате Teknorot не только стремится производить продукцию из стандартных материалов и размеров, но также стремится улучшить жизненный цикл продукта и гарантировать более высокое качество за счет применения катафореза.
КАТАФОРЕЗИЧЕСКАЯ КРАСКАТехнологический процесс линии катафореза состоит из четырех основных этапов:
- Фаза очистки поверхности
- Фаза подготовки поверхности
- Фаза покрытия
- Фаза выдержки и печи
Чтобы связать покраску с утюгом, очистка поверхности должна производиться на высшем уровне.Эта фаза, состоящая из резервуаров для удаления масла и промывки, удаляет с детали такие негативные структуры, как масляная пленка, сварочные порошки, пыль и т. Д.
Этап подготовки поверхностиЭта фаза существует для того, чтобы кристаллы ZnPO4 оставались на поверхности и обеспечивали связь между окраской и железом. Активационные резервуары состоят из резервуаров ZNPO4 и резервуаров для жидкой воды и грязи.
Фаза покрытияКогда на металлическую поверхность завершена необходимая подготовка, наносится краска на водной основе.Этот этап состоит из покраски и резервуаров ультрафильтрации.
Вспышка и фаза печиЭто фаза, на которой жидкие наросты в краске отделяются от нее в виде газа, и краска затвердевает после отверждения.
Центр катафореза ТекноротХимические пары проходят через приложение SCRUBBER. Химический материал улавливается этим паром и утилизируется путем рециркуляции обратно на очистные сооружения. Отработанный газ, очищенный в соответствии с экологическими стандартами, выбрасывается в атмосферу.Рециркуляцию тепла выполняет вытяжной шкаф духовки. Это предотвращает потенциальное негативное воздействие на окружающую среду. Линия катафореза Teknorot уникальна тем, что это единственная система среди других, которая не имеет отходов красочного шлама и имеет функцию самоочистки.
Утилизация тепла осуществляется из вытяжного шкафа печи. Тем самым предотвращается негативное воздействие на факторы окружающей среды в линии катафореза Teknorot A.Ş.
Вешалки, используемые в линии катафореза, не имеют дополнительных отходов очистки, так как они разработаны таким образом, что нанесенная краска не прилипает к ним.Эта особенность отличает систему от других систем нанесения покрытий. Поскольку все параметры ванны постоянно записываются и отслеживаются, катафорезная линия Текнорот не имеет претензий со стороны клиентов до сегодняшнего дня. Для проверки качества продукции проводятся поперечные и ударные испытания. При этом нанесении предоставляются значения толщины лакокрасочного покрытия 18–20 мкм и значения для испытания на коррозию в течение 720–1000 часов. Эти результаты испытаний соответствуют значениям OEM с высшей квалификацией.
Катафорез — краска на водной основеЭто разновидность электрохимического покрытия, которое наносится в жидком виде. Это приложение обеспечивает более высокие показатели защиты от коррозии и ударов по сравнению с электростатической пылью и электростатическими покрытиями мокрой краски.
Линии катафореза состоят в основном из резервуаров замкнутого цикла. Он интегрирован и работает с вспомогательной установкой, которая может питаться сама и держать химические отходы под постоянным контролем.Вот почему процент химических отходов ниже, чем при любом другом применении. Небольшое количество химических отходов и низкая стоимость эксплуатации системы делают ее более удобной в работе и экологически чистой.
Благодаря этому процессу не будет летящих частиц краски, которые могли бы вызвать потерю краски и неудобства на рабочем месте.
Текнорот всегда впереди…
ПоставкаPrestige | Каток — Hinkel Cataphoresis
Политика доставки
Мы рады предложить бесплатную доставку для всех заказов на сумму от 150 долларов США, если они отправляются в пределах континентальной части США.Заказы на сумму менее 150 долларов США получают фиксированную плату за доставку в пределах континентальной части США в размере 12 долларов США. Заказы, отправленные на Аляску, Гавайи, Пуэрто-Рико или за границу, могут потребовать дополнительных затрат на доставку.Политика возврата
Есть несколько предметов, которые нельзя вернуть в кредит:- По санитарным причинам лосьоны и жидкости возврату не подлежат.
- Товары, заказанные по специальному заказу или с прямой доставкой, подлежат возврату производителя и могут потребовать оплаты за возврат при возврате.
- Носители, такие как книги, экзамены, видео и компакт-диски, не могут быть возвращены, если они не повреждены.
- Все продажи являются окончательными через 30 дней после получения.
Я заказал некорректный товар
Предметы, отправленные вам по нашей ошибке, могут быть возвращены вам бесплатно при условии, что предмет не был открыт (то есть предмет должен быть в исходном неоткрытом состоянии). Просто свяжитесь с нами в течение 5 рабочих дней. Мы отправим вам предоплаченную этикетку для возврата, чтобы вы отправили обратно неправильные товары.Как только мы получим товар и подтвердим, что он находится в исходном состоянии и в оригинальной упаковке, мы завершим возврат и зачислим на ваш счет. Если вы хотите повторно заказать нужный товар, мы обработаем его как новый заказ, но не будем взимать плату за доставку.Никогда не получал предметы или полученный мной предмет был поврежден
Мы возьмем на себя полную ответственность за недоставленные или поврежденные посылки, если вы свяжетесь с нами в течение 5 рабочих дней с даты доставки, указанной перевозчиком. В случае повреждения при транспортировке сохраните поврежденные предметы и весь упаковочный материал, чтобы перевозчик мог их осмотреть и забрать.Свяжитесь со службой поддержки клиентов Prestige для получения дальнейших инструкций о том, как обращаться с этими возвратами.Товар, который я получил, был неисправен
Если элемент неисправен и на него распространяется гарантия производителя, обратитесь в службу поддержки клиентов Prestige для получения дополнительных указаний по управлению производственным процессом. Если товар неисправен и не покрывается специальной защитой, пожалуйста, свяжитесь со службой поддержки клиентов Prestige в течение 30 дней с даты доставки перевозчиком, чтобы получить предоплаченную этикетку возврата и номер разрешения на возврат.Как только мы получим товар на наш склад и подтвердим, что он неисправен, мы отправим вам замену бесплатно. Если вам требуется, чтобы товар был отправлен немедленно, мы потребуем оплатить замену товара кредитной картой. Как только мы получим возвращенный товар на наш склад и подтвердим, что он неисправен, мы вернем первоначальную стоимость покупки.Товар, который я получил, Мне больше не нужен
Если вы по ошибке заказали не тот товар или вам не понравился товар, вы можете связаться с нами и запросить возврат кредита на ваш счет.Запрос на кредит необходимо подать в течение 5 дней с момента получения товара и незамедлительно вернуть за ваш счет. Вам необходимо получить номер разрешения на возврат «RA» от нашей службы поддержки клиентов, который должен быть указан на этикетке с обратным адресом для получения кредита. Приложите копию счета-фактуры, объяснение возврата и номер RA. Возвращаемые товары должны быть чистыми, пригодными для перепродажи, в исходном состоянии в том виде, в котором они были отправлены, и может потребоваться плата за пополнение запасов. Кредит не будет предоставлен, если продукт или упаковка повреждены или изменены каким-либо образом.Если товары находятся не в оригинальной упаковке, но могут быть восстановлены, с них будет взиматься плата за восстановление в размере 25%. Если они не могут быть восстановлены до первоначального состояния, кредит не предоставляется. По специальным заказам возврат невозможен.В случае отказа в заказе
С клиентов, отказывающихся от заказов, взимается плата как за исходящую, так и за обратную доставку. Если по запросу Заказчика возвращенный заказ будет повторно отправлен, с Заказчика снова будет взиматься плата за фрахт. За отклоненные заказы также может взиматься плата за пополнение запасов.Разница между E-Coat и процессом катафореза
С 1989 года: образование, Алоха и
самое интересное, что вы можете получить в отделке
Проблема? Решение? Звоните прямо!
(один из очень немногих в мире сайтов без регистрации)
Обсуждение началось в 2000 г.
2000
«Гальваническое покрытие: руководство для отделочников»
by Electrocoat Association
из Abe Books
или
(аффил.
Чтобы свести к минимуму усилия по поиску и предложить несколько точек зрения, мы объединили ранее отдельные темы на этой странице. Пожалуйста, простите за любое повторение, несоблюдение хронологического порядка или то, что может выглядеть так, как будто читатели не уважают предыдущие ответы — этих других ответов на странице в то время не было 🙂
Катафорезная окраска
2000 г. В. Я связан с производителем стальной проволоки. Клиент спросил нас о KTL или катафорезной окраске.- Извините, этот запрос предложений устарел.
Просмотреть текущие запросы предложений
июнь 2008
«Справочник по технологии электроокрашивания»
от W. Machu
от Abe Books
или
(партнерская ссылка)
А. Привет, Мина. На самом деле никакой разницы; это просто семантика. E-coat — сокращение от электрофоретического покрытия. Катафорезное покрытие — это процесс электрофоретического покрытия, когда покрываемая деталь является катодной; анофоретическое покрытие — это процесс электрофоретического покрытия, при котором покрываемая деталь является анодной.- Извините, этот запрос предложений устарел
Просмотреть текущие запросы предложений
Чтобы свести к минимуму усилия по поиску и предложить несколько точек зрения, мы объединили ранее отдельные темы на этой странице. Пожалуйста, простите за любое повторение, несоблюдение хронологического порядка или то, что может выглядеть так, как будто читатели не уважают предыдущие ответы — этих других ответов на странице в то время не было 🙂
Катафорезная краска против электрофоретической краски
13 февраля 2013 г.В.
13 февраля 2013 г.
А. Привет, Анкур. Это сложная задача, но вот краткое введение —
Цинк можно наносить на стальные детали, чтобы обеспечить им катодную защиту (т. Е. Цинк защитит сталь, жертвуя собой). Цинковые покрытия можно наносить разными способами: горячее цинкование, гальваническое покрытие, механическое покрытие, нанесение покрытия методом центрифугирования, шерардирование, напыление пламенем и т. Д. Из этих различных способов гальваника обычно является наиболее экономичной и удовлетворительной, если покрытие составляет 8 микрон. диапазон.Ванна для цинкования может быть на кислотной или щелочной основе.
Zn-Fe представляет собой покрытие из сплава. Считается, что тщательно спроектированные покрытия из цинкового сплава, такие как Zn-Fe, Zn-Co, Zn-Ni и Sn-Zn, превосходят по характеристикам простое цинкование.
Электрофоретическая окраска (также называемая электрофоретическим лаком, электронным покрытием, гальваническим покрытием, электроокрашиванием) — это процесс нанесения органических покрытий (красок) в материале, весьма аналогичном гальванике. Заготовка может быть катодной (в этом случае покрытие можно назвать катафорезным, катодным электроосаждением или CED) или анодным (в этом случае процесс можно назвать анафорезом).
Информация о катафорезе
2 октября 2017 г.В. Всем привет,
Я провожу небольшое исследование процессов нанесения электронных покрытий и до сих пор не понимаю, почему все поставщики, которых я могу найти, предоставляют только черный или белый катафорез.
Я понял, что катафорез касается взвешенных органических частиц краски, которые будут электрически осаждаться на катоде (подложке).
Так это может быть какая-то краска или обязательно какая-то?
Кроме того, я убедился, что катафорез — хорошая грунтовка.
Октябрь 2017
А. Привет Людовик. Мы добавили ваш запрос в ветку по теме, которая может прояснить некоторые из ваших вопросов. Предлагаю вам свои книжные знания, но с надеждой, что читатель со значительным реальным опытом меня поправит 🙂
Большинство электрофоретических покрытий в наши дни являются катафоретическими, поэтому широко используется аббревиатура CED (катодные электроосажденные покрытия). Я не согласен с тем, что все покрытия CED бывают либо черными, либо белыми, но обычно наносят белые покрытия, а затем наносят «пост-красители», чтобы получить золото или другие цвета.Доступны эпоксидные, полиэфирные и, возможно, другие покрытия CED.
(покрытие CED с краской золотого цвета; та же деталь, другое освещение)
Обычные краски использовать нельзя, потому что этот процесс не похож на электростатическое напыление, где электричество используется только для притяжения краски; скорее электроны, идущие от катода, фактически преобразуют ионы краски в другой материал. Одна из прелестей этого процесса заключается в том, что эта преобразованная и нанесенная краска является изолирующей, которая направляет электричество на любую непокрытую область для получения гладкой, однородной поверхности с полным покрытием.
Покрытия CED являются очень хорошими грунтовками, потому что они обеспечивают полное покрытие, но некоторые покрытия CED являются окончательной отделкой или основой для полиуретановых лаков. Электрофоретическим лаком принято называть покрытия, когда они служат финишной отделкой.
Вопрос о том, может ли грунтовочное покрытие CED оставаться на поверхности в течение длительного времени и затем требовать только обезжиривания перед нанесением последующих слоев краски или порошкового покрытия, может рассматриваться с несколько неправильного направления.