Балансировка маховика на шиномонтажном станке
Супер Ручная Балансировочная Машина и Шиномонтажный Станок
Basic Полуавтоматический шиномонтажный станок с высоким соотношением цены, диапазон блокировки от 10 ”до 21”.
1.Для автомобильных салонов с полным обслуживанием, которые обслуживают современные колеса на заказ.
2. Конструкция рычага для наружного зажима до 21 ”
3.Прочный гранулятор с усилием 2500 кг для размещения больших колес / шин.
4. Высокопроизводительная головка для монтажа / демонтажа с прорезью для железных шин, предназначенная для низкопрофильных шин.
5.Стандартная система безопасности накачивания обеспечивает обод во время накачивания для безопасности.
Нажмите здесь для получения дополнительной информации !!!
Нажмите здесь для получения дополнительной информации !!!
Qingdao Yijiaan Промышленно-торговая компанияООО является современным предприятием, специализирующимся на проектировании и производстве грузоподъемного оборудования с 2008 года, расположенным в городе Джимо, городе Циндао, недалеко от порта Циндао и аэропорта Циндао, что обеспечивает нам удобную транспортировку.
Мы специализируемся на поставках высококачественной продукции и качественном обслуживании наших клиентов. Основными видами продукции являются подъемная платформа, ремонтная мастерская и автомобильная стоянка. Подъемная платформа может быть спроектирована в соответствии с вашими требованиями, которая известна на рынке в настоящее время.
Наша компания имеет современное оборудование, завершенный процесс, конкурентоспособный дизайн, высококачественный контроль, разумную цену и строгие сроки поставки, чтобы удовлетворить ваши различные требования.наша продукция экспортируется в более чем 200 стран и регионов, таких как Америка, Европа, Корея, Япония, Россия и т. д., наш бренд «Qite» принят клиентами во всем мире.
Если вы заинтересованы в более подробной информации о нашей компании и продукции, пожалуйста, не стесняйтесь обращаться к нам в любое время. Для нас большая честь быть на службе у вас все время.
спасибо и всего наилучшего.
Нажмите здесь для получения дополнительной информации !!!
R76ATR Шиномонтажный станок — Шиномонтажное оборудованиеКонструкция шиномонтажного станка с наклонной башней и системой Power Assist
Когда дело касается ремонта шин, Ranger R76ATR имеет все необходимое для более быстрой и быстрой замены шин, даже при работе с непростыми алюминиевыми колесами. Чрезвычайно простые в использовании, регулируемые зажимы RimGuard ™ простираются на 10-30 дюймов, а наклонно-откидная башня экономит значительное время при загрузке нового комплекта колес — больше не нужно настраивать головку утки в соответствии с диаметром каждого колеса.Вспомогательная башня помогает менять низкопрофильные и рабочие поверхности (все с жесткой боковой стенкой) и удерживает борт в центре капли, защищая шину. Центрирующий конус дополнительно помогает при внешнем зажиме, а специализированная комбинация блюдце / ролик предлагает еще одну линию защиты от упрямых бус.
Чрезвычайно простые в использовании, регулируемые зажимы RimGuard ™ простираются на 10-30 дюймов, а наклонно-откидная башня экономит значительное время при загрузке нового комплекта колес — больше не нужно настраивать головку утки в соответствии с диаметром каждого колеса.Вспомогательная башня помогает менять низкопрофильные и рабочие поверхности (все с жесткой боковой стенкой) и удерживает борт в центре капли, защищая шину. Центрирующий конус дополнительно помогает при внешнем зажиме, а специализированная комбинация блюдце / ролик предлагает еще одну линию защиты от упрямых бус.
Наш самый специализированный, универсальный шиномонтажный станок
Эргономичные органы управления разумно размещены, чтобы минимизировать чрезмерное достижение, ходьбу или изгиб, что приводит к увеличению числа рабочих мест в день и увеличению прибылиДругие функции, позволяющие сэкономить время, включают в себя многопрофильный инструмент для перемещения по центру, вспомогательные ролики для верхней части борта, диск для подъема нижней части борта и нейлоновое устройство для блокировки колес без царапин. Эти важные инструменты для шинного цеха предназначены для значительного сокращения усилий, повышения безопасности и снижения утомляемости оператора. Большой 30-дюймовый поворотный стол оснащен регулируемыми зажимами для колес RimGuard ™ из закаленной стали. Они обеспечивают внутреннюю прижимную емкость 9 ”- 28” и внешнюю прижимную емкость 10 ”- 30”.
Эти важные инструменты для шинного цеха предназначены для значительного сокращения усилий, повышения безопасности и снижения утомляемости оператора. Большой 30-дюймовый поворотный стол оснащен регулируемыми зажимами для колес RimGuard ™ из закаленной стали. Они обеспечивают внутреннюю прижимную емкость 9 ”- 28” и внешнюю прижимную емкость 10 ”- 30”.
Электрический поворотный стол
Электрический вращающийся привод с высоким крутящим моментом имеет увеличенную скорость и реверсивное направление для более быстрого снятия и установки шин.Регулируемая скорость дает низкопрофильным и равномерно расположенным бусам время для отдыха и снижает риск повреждения шин.
Регулируемые колесные зажимы RimGuard ™
Прочные регулируемые фиксаторы колес RimGuard ™ изготовлены из закаленной стали и подходят для колес диаметром от 9 до 30 дюймов и оснащены внутренними и внешними зубьями с несколькими зубьями и вертикальными монтажными болтами, которые делают замену быстрой и простой.
Улучшенное позиционирование зажима
Универсальное расположение зажима позволяет улучшить контроль при зажиме колес.Расположите зажимы именно там, где они вам нужны, во всем диапазоне зажимов. Нет необходимости в зажимах для полного цикла.
Упрощенная смазка шариков
Геометрическая столешница облегчает смазку бусин. Операторы могут визуально проверить нижний борт во время монтажа шин и накачивания.
Дизайн для дробления бисера
Совершенно новая и запатентованная конструкция выключателя шариков включает двусторонние пневматические ускорители для молниеносной скорости выключателя шариков в обоих направлениях.Корпус цилиндра из 100% нержавеющей стали больше не беспокоит загрязнение влагой в результате коррозии. Другие эксклюзивные конструктивные особенности включают многоосный регулируемый нож для многоугловой шины, большую ось с двумя фланцами, которая исключает изгиб лопасти и преждевременный выход из строя, а также регулируемые настройки ножей, которые помогают приспособиться к большему разнообразию комбинаций шин и колес.
Улучшенное лезвие для дробления бусин
Улучшенное лезвие для дробления шариков отличается прочной рамной конструкцией коробки, которая увеличивает механическую прочность, а также срок службы и общую производительность.Большой резиновый упор обеспечивает плавный возврат, что помогает снизить ударную нагрузку и минимизировать износ пневматического цилиндра, направляющих и связанных с ними движущихся частей.
Сбалансированный маховик
Сбалансированный маховик уменьшает вибрации во время работы, а также нагрузку на машину в целом. В сущности, хорошо сбалансированные маховики обеспечивают бесперебойную работу наших шинных чейнджеров в течение многих лет без необходимости технического обслуживания.
Простое педальное управление
Вместо тяжелого, неуклюжего чугуна мы изготавливаем наши ножные педали из кованой стали, которые достаточно долговечны для ежедневного использования в быстро меняющихся магазинах и шинных центрах.Пружинный возврат с защелкивающимся движением обеспечивает чрезвычайно точную и безопасную работу, а клапаны управления ножной педалью снабжены многозвенными соединениями стержней для обеспечения свободного перемещения поршня и точного двустороннего управления.
Конструкция буксировочной башни с правой стороны
Вспомогательная опора с правой стороны оснащена многопрофильным инструментом для перемещения по центру, который удерживает упорные боковые стенки в центральной части колеса для быстрого и точного монтажа. Один подъемный диск для нижних бортов можно использовать для снятия упорных нижних бортов или для поднятия шин для размещения инструмента.Вспомогательный ролик с верхним бортом для снижения мощности помогает удерживать сложные верхние борта при снятии и установке жестких боковинных шин. Эти важные инструменты для шиномонтажа значительно сокращают усилия, необходимые для замены сложных низкопрофильных шин, и помогают снизить утомляемость оператора. Передний спусковой механизм и шарнирный рычаг позволяют изменять конфигурацию шин и колес. Усиленная трехфланцевая чугунная вспомогательная башенная каретка оснащена линейными подшипниками для работы без технического обслуживания.
Наклонная башня
Ranger использует конструкцию башни с наклоном назад для этого устройства для смены шин, поскольку башня с наклоном назад обеспечивает больший дорожный просвет, а также облегчает снятие и накачку шин. Если вы используете одинаковые комплекты шин и колес, то на возвратной башне останется головка с пневматической блокировкой инструмента, что позволит выполнить более быструю настройку при следующей работе.
Если вы используете одинаковые комплекты шин и колес, то на возвратной башне останется головка с пневматической блокировкой инструмента, что позволит выполнить более быструю настройку при следующей работе.
Усовершенствованная система приводных ремней
Приводной ремень на шиномонтажном устройстве R76ATR выполнен с выпуклыми боковыми стенками, которые несут конструкцию и рассеивают напряжение (износ) по всей конструкции агрегата. Масло, погода, возраст и т. Д. Не влияют на характеристики ремня, поскольку гибкие шнуры и крышки с гибким переплетением всегда защищают систему.
Пневматические цилиндры из нержавеющей стали и алюминия
Все пневматические цилиндры предотвращают чрезмерную вибрацию устройства смены шин, снижая трение и увеличивая срок службы оборудования. Подушки в конце хода включены для продления срока службы всех уплотнений, а также износостойкой ленты и поршневых штоков. И, конечно же, вся система цилиндров на шиномонтажном устройстве является самосмазывающейся и не требует технического обслуживания в течение всего срока эксплуатации.
Многофункциональная головка для монтажа и демонтажа
Равномерная форма головки крепления / демонтажа из закаленной стали позволяет изменять функции без перемещения головки инструмента.Чрезвычайно гладкая поверхность мягко скользит по бусам шин во время монтажа / демонтажа и предотвращает дорогостоящее повреждение шин. Кроме того, нейлоновая головка инструмента входит в стандартную комплектацию. Защитите дорогие легкосплавные диски и диски ваших клиентов от царапин и повреждений при монтаже с помощью нашей прочной нейлоновой головки инструмента, которая входит в стандартную комплектацию.
Пружинный инструментальный вал
Во избежание повреждения колес на головках инструментов Ranger для монтажа / демонтажа предусмотрены горизонтальные опорные рычаги выносных опор из закаленной стали, а также жесткий 45-миллиметровый пружинный шестигранный вертикальный инструментальный вал.Эти стандартные функции удерживают инструментальную головку в точном положении, которое вы установили во время обслуживания.
Направляющие подшипники для всех движущихся частей
Ranger уделяет особое внимание всем движущимся частям наших шинных чейнджеров. Линейные направляющие подшипники позволяют легко регулировать как вертикальные, так и горизонтальные настройки колес. Закаленная нижняя направляющая ролика горизонтального рычага помогает поддерживать равномерный темп колебательных движений рычага. Прочные резиновые упоры обеспечивают безопасный возврат во время операций наклона назад и уменьшают ударную нагрузку.Износ направляющих башен и других движущихся частей минимален.
Шинный насос с педальным управлением
Шиномонтажные станки требуют двух рук для работы, поэтому мы освобождаем обе ваши руки благодаря нашему простому в использовании надувному колесу. Клапан сброса давления воздуха встроен в агрегат, что позволяет при необходимости сбросить давление в шинах.
ТурбоБласт ™ для сидения с бусинами
Система посадки бортов Ranger TurboBlast ™ эффективно стреляет воздушным потоком между шиной и ободом, таким образом быстро устанавливая борта, не нанося ущерба конструкции шины. Для более контролируемого выпуска воздуха в системе предусмотрен нейлоновый выпускной цилиндр с контурным выступом, который фиксируется на ободе.
Для более контролируемого выпуска воздуха в системе предусмотрен нейлоновый выпускной цилиндр с контурным выступом, который фиксируется на ободе.
Зажимы для мотоциклов (опция)
Если ваш магазин обслуживает мотоциклы или вы хотите расширить свой бизнес, Ranger предлагает дополнительную серию зажимов поворотного стола, специально разработанных для обслуживания колес и шин мотоциклов.
, Хорошее Качество Колесо Балансировочный Станок Цена Cwtc233gbхорошее качество балансировочный станок для смены колес CWTC233GB
цены на смены шин используется для смены шин для продажи цены для смены шин для продажи для смены шин для продажи
Описание продукта
цены для смены шин используется для смены шин для продажи цены для смены шин используются для шин машина для смены на продажу
Характеристика:
1. Двойная структура шкафов.2. Цилиндр для дробления бисера 2500 кг
3. Конструкция задней наклона колонны
4. Пневматическая горизонтальная и вертикальная система блокировки рычага.
Пневматическая горизонтальная и вертикальная система блокировки рычага.
Спецификация:
Внешний зажим: 11 ‘- 21’ ‘
Внутренний зажим: 13′ — 23 »
Макс. ширина колеса: 13 »
Макс. диаметр колеса: 39 »
Рабочее давление воздуха: 8-10бар
Вес при транспортировке: 260 кг
Варианты напряжения: 110 В / 60 Гц 1PH
220 В / 50 Гц / 60 Гц 1PH
380 В / 50 Гц 3PH
Размер упаковки: 970 * 770 * 1000 мм
цены на шиномонтажный станок использованный шиномонтажный станок для продажи цены на шиномонтажный станок использованный шиномонтажный станок на продажу
Особенности продукта
цены на шиномонтажный станок использованный шиномонтажный станок на продажу цены на шиномонтажный станок использованные шины Чейнджер машина для продажи цены Чейнджер используется б / у шиномонтажный станок для продажи шиномонтажный станок цены б / у шиномонтажный станок на продажу
Стандартные аксессуары
Опциональные аксессуары
цены
б / у шиномонтажный станок для продажи цены на шиномонтажный станок б / у шиномонтажный станок для продажи цены на шиномонтажный станок б / у шиномонтажный станок для продажи шин шиномонтажный станок б / у шиномонтажный станок для продажи
колесный балансировщик
шиномонтажный станок цены б / у шиномонтажный станок для продажи шин цены б / у шиномонтажный станок для продажи шиномонтажный станок
Другие сопутствующие товары:
б / у шиномонтажный станок б / у шиномонтажный станок для продажи Китай vatop новый продукт
Наши услуги
Гарантия: 1 год будет предлагаться
Упаковка и доставка
Информация о компании
,Балансировка коленчатого вала с маховиком.
 Эффективна ли балансировка коленвала в домашних условиях? Признаки и причины разбалансировки
Эффективна ли балансировка коленвала в домашних условиях? Признаки и причины разбалансировкиДля экономии затрат, идущих на техническое обслуживание в автосервисе, можно выполнять балансирование коленчатого вала в условиях гаража. В статье описываются варианты, как можно проводить балансировку коленвала своими руками.
[ Скрыть ]
Зачем нужна балансировка коленчатых валов?
При дисбалансе коленчатого вала неравномерно распределяется масса вдоль и поперек оси, то есть нарушается баланс: один край легче другого. В основном причиной поперечного дисбаланса является износ деталей вала при продолжительной эксплуатации.
Балансировка коленвала проводится, чтобы снизить нагрузку и вибрации на узлы силового агрегата. Эта операция дает возможность поднять производительность двигателя, продлить срок эксплуатации. В основном балансировка необходима для изношенных элементов двигателя, но встречаются случаи, когда в балансировке нуждается новый автомобиль.
Определить, нужна ли балансировка коленвала, можно по поведению ручки переключения передач: она начинает болтаться при передвижении на холостом ходу. То же самое касается двигателя: если на холостом ходу мотор работает с рывками.
Причины появления неполадок могут быть разные:
- некачественное изготовление сопряженных деталей;
- неоднородность материала, который использован для коленчатого вала;
- люфты, возникшие в результате нарушения зазоров между сопряженными элементами;
- некачественная сборка;
- неточное центрирование;
- естественный износ.
После замены маховика или его зубчатого венца, корзины сцепления необходимо отбалансировать коленвал. Если не выполнить эту процедуру, то даже при небольших скоростях мотор начнет вибрировать из-за нарушения баланса.
Где отбалансировать коленвал – варианты ремонта
Отбалансировать коленчатый вал можно двумя способами:
Процедура балансировки своими руками
Балансировку можно выполнить в автосервисе, где, естественно, процедура будет проведена более точно, либо в собственном гараже.
Приспособление
В первую очередь нужно сварить рамку, которая служить будет основой станка. Размеры рамки и приспособления зависят от длины коленчатого вала. Для изготовления нужна профильная труба и уголок. После изготовления рамки и затирки швов, в двух уголках рамки и в середине противоположной трубы, нужно просверлить отверстия для трех шпилек. К отверстиям приваривают гайки с диаметром внутренней резьбы равным диаметру шпилек, которые изготавливаются из железных прутов.
Перед балансировкой рамку нужно выставить с помощью уровня строго горизонтально. Это легче сделать, если она будет стоять на трех штырях, чем на четырех. После регулировки на приваренные гайки сверху следует накрутить контргайки. Далее нужно сделать недалеко от каждого угла рамки отверстия для 4 прутов диаметром 14-16 мм, которые будут исполнять роль стоек.
Теперь нужно взять 4 уголка шириной 2-4 см и длиной около 30 см и просверлить в них отверстия диаметром, соответствующим диаметру стоек. На каждую пару стоек надевается уголок ребрами вверх. Уголки нужно приварить. Получается приспособление напоминающее турник с брусьями: напротив друг друга устанавливаются стойки в виде буквы «П». На эти стойки будет устанавливаться коленчатый вал. Таким образом, станок для балансировки коленвала готов.
Последовательность действий
Балансировка коленчатого вала с помощью устройства, сделанного своими руками, состоит из следующих шагов:
- В первую очередь нужно выставить станок строго горизонтально. Для этого уровень укладывается сначала на одну перекладину-уголок. Затем следует подкручивать шпильки-стойки, пока уголок не будет расположен строго горизонтально. Далее уровень поворачиваем перпендикулярно, кладем его на два уголка-перекладины одновременно и крутим шпильку, высверленную посередине трубы.

- Когда станок выставлен, на него можно устанавливать коленчатый вал в сборе с комплектующими. Если присутствует дисбаланс, вал начнет проворачиваться по уголку, пока самая тяжелая точка не окажется в нижней точке. Этот дисбаланс (перевес) нужно ликвидировать.
- Для устранения перевеса нужно убрать лишнюю часть металла в нижней (тяжелой) точке маховика. Определить точный вес металла, который нужно высверлить, можно с помощью небольших магнитиков. Их нужно цеплять на противоположной – легкой стороне маховика. Цеплять магнитики следует до тех пор, пока коленвал в сборе с деталями не будет переворачиваться, а будет лежать неподвижно.
- Добившись неподвижного положения коленчатого вала, нужно снять магнитики и взвесить их на весах. Это и будет тот вес, который нужно убрать, чтобы устранить дисбаланс.
- Теперь с маховика снимается столько стружки, чтобы ее вес был равен весу магнитов, которые мы перед этим взвешивали. Под приспособлением нужно постелить ветошь, чтобы собрать и взвесить стружку. Высверливать приходится порой несколько отверстий, так как одного диаметром 7-8 мм обычно не достаточно. Главное, не высверлить больше, чем нужно, иначе придется сверлить маховик с противоположной стороны.
- Если тяжелая точка приходится на какую-то деталь маховика, которая менялась, например, шкив. То высверливать нужно эту деталь. Если менялась корзина сцепления, то в ней удаляется лишний металл около отверстий ее крепления.

 Под приспособлением нужно постелить ветошь, чтобы собрать и взвесить стружку. Высверливать приходится порой несколько отверстий, так как одного диаметром 7-8 мм обычно не достаточно. Главное, не высверлить больше, чем нужно, иначе придется сверлить маховик с противоположной стороны.
Под приспособлением нужно постелить ветошь, чтобы собрать и взвесить стружку. Высверливать приходится порой несколько отверстий, так как одного диаметром 7-8 мм обычно не достаточно. Главное, не высверлить больше, чем нужно, иначе придется сверлить маховик с противоположной стороны.С данным приспособлением, изготовленным своими руками, можно легко отбалансировать коленчатый вал. Конечно, без специального оборудования достичь точности трудно, зато можно сэкономить на посещении автосервиса.
Видео «Балансировка коленчатого вала»
В этом видео демонстрируется, как правильно отбалансировать коленвал.
У электродвигателя с идеальной балансировкой ось инерции ротора должна совпадать с осью вращения. Но довольно часто во время эксплуатации агрегата возникает дисбаланс, появляются посторонние шумы и повышенная вибрация. Эти признаки говорят о необходимости проведения процедуры балансировки электродвигателя.
Эти признаки говорят о необходимости проведения процедуры балансировки электродвигателя.
Ротор двигателя является сложной конструкцией состоящей из нескольких элементов. Каждый из них наделен своей плотностью, вероятными микродефектами и различными отклонения. Все это может стать причиной дисбаланса, значение которого может достичь критических показателей. Тогда выполнение балансировки электродвигателя становится единственным условием для продления срока эксплуатации агрегата.
Ротор или якорь двигателя можно балансировать двумя способами:
· в динамическом режиме;
· в статическом режиме.
Возникающие во время вращения ротора инерционные силы и инерционные моменты сил, вызванные дисбалансом, зависят от угловой скорости. Исходя из этого, для электродвигателей с тихим ходом применяют балансировку в статическом режиме, а быстроходные агрегаты балансируют в динамическом режиме.
Статическая балансировка имеет несколько минусов, среди которых: длительность процедуры, большое количество измерений и вычислений. Но главным недостатком балансировки электродвигателя в статическом режиме является недостаточно точное снижение показателя дисбаланса.
Но главным недостатком балансировки электродвигателя в статическом режиме является недостаточно точное снижение показателя дисбаланса.
Но профессионалы знают, как выполнить балансировку с максимальной точностью, поэтому, если возникает необходимость в такой процедуре, то рекомендуется обращаться к опытным специалистам своего дела.
Наша компания выполняет качественную балансировку любых видов электродвигателей. Услуги мы предоставляем по приемлемым ценам и в самые короткие сроки. Звоните по нашему телефону, указанному на сайте, мы будем рады Вам помочь!.
Наши возможности
Динамическая балансировка вертикальных и горизонтальных роторов и валов
Балансировка в собственных опорах на предприятии Заказчика
Балансировка на станках
Диагностирование причин препятствующих балансировке
Выявление причин неисправности оборудования
Результат балансировки оборудования
Уменьшение вибрации и повышенных нагрузок
Увеличение срока службы подшипников, муфт и уплотнений
Снижения вероятности аварийного выхода оборудования из строя
Сокращение потребления электроэнергии
После проведения балансировки, все результаты оформляются в виде протокола балансировки, отражающий название оборудования, класс точности, геометрические параметры, поле допуска, а также начальный и конечный уровень дисбаланса.
Этапы балансировки
Замер исходной вибрации
Установка пробного груза с известной массой
Повторный замер вибрации
Расчет корректирующего груза и угла к установке Установка груза на ротор (либо удаление металла)
Новый замер вибрации до достижения результата
Наши видео Балансировки:
При эксплуатации электрических двигателей, вращающиеся детали, в частности вал, может получить различные дефекты и повреждения. Это может быть дефект шейки вала или его искривление, вал может «просесть», если чрезмерно затянуты роторные пластины и некоторые другие повреждения.
После проведения любого ремонта на электрических машинах, в обязательном порядке выполняется балансировка валов. Эта процедура может быть проведена в статическом или динамическом режиме. Для тихоходных машин обычно выполняют статическую балансировку, а на агрегатах с высоким показателем хода – динамическую балансировку.
Для балансировки используют специальные станки, в которые помещается вал двигателя. Работа довольно трудоемкая и ответственная, поэтому выполнить ее самостоятельно качественно вряд ли получится. Выполнение данной задачи лучше доверить профессионалам, имеющим достаточный опыт и навык в проведении процедуры.
Работа довольно трудоемкая и ответственная, поэтому выполнить ее самостоятельно качественно вряд ли получится. Выполнение данной задачи лучше доверить профессионалам, имеющим достаточный опыт и навык в проведении процедуры.
Для статической балансировки используют специальный станок с призмами, установленными на опорной конструкции. Вал укладывается на рабочие поверхности призм, далее определяют место установки груза на одном конце детали для уравновешивания. Тем самым устраняется статический дисбаланс. После этого выполняется балансировка вала по установленным правилам.
Во время динамической балансировки уравновешивающие грузы устанавливаются на двух торцах вала. Быстроходные валы имеют на каждом конце свое биение, которое вызывается дисбалансом. Далее мастер выполняет балансировку до максимального снижение показателей дисбаланса.
Наша компания выполняет услуги по балансировке валов электродвигателей любых типов. Работу мы производим качественно, быстро и недорого! Позвоните нашим специалистам, если Вам необходимо выполнить балансировку, они с радостью ответят на все Ваши вопросы!
Балансировка вентиляции электродвигателей
Динамическая балансировка системы вентиляции электродвигателя является одной из многих операций, выполняемых для дальнейшей бесперебойной работы вращающегося механизма. Такую балансировку выполняют либо на специальных станках для балансировки, либо на собственных опорах двигателя.
Такую балансировку выполняют либо на специальных станках для балансировки, либо на собственных опорах двигателя.
Для чего делается балансировка вентиляции
Балансировке подлежат все вращающиеся механизмы, а также их элементы по отдельности. В случае некачественной балансировки, двигатель может начать вибрировать, шуметь, терять мощность, увеличивать расход электроэнергии или топлива. Это приводит к выходу из строя отдельных частей электродвигателя или его целиком.
При возникновении во вращающейся системе несимметричности (смещение оси вращения) или иначе говоря — дисбаланса, тут же возникают неприятности, обусловленные увеличением вибрации. Чем выше скорость вращения, тем более явными становятся проявления дисбаланса.
Услугу — «балансировка системы вентиляции», предоставляет наша компания! В нашем штате только высококвалифицированные специалисты, способные выполнить данную задачу быстро и качественно.
Если Вы желаете как можно реже и платить за ремонт электродвигателей, то необходимо соблюдать эксплуатационные правила для данных устройств:
* Балансировка вентиляции электродвигателя должна выполняться своевременно;
* Постоянно следите за исправностью оборудования;
* Электродвигатель должен эксплуатироваться с параметрами, соответствующими техническому паспорту агрегата;
* Повышенные вибрационные явления приводят к дополнительным нагрузкам на весь двигатель или отдельные его детали.
Если Вам необходима балансировка системы вентиляции электродвигателя, то наберите номер телефона, указанный на нашем сайте. Мы выполним данную работу качественно и в срок, а двигатель после балансировки вентиляции будет работать исправно долгие годы!
Балансировка вращающих деталей
Наша организация занимается динамической балансировкой систем вентиляции, якорей электродвигателей, шкивов, валов, крыльчаток и других вращающихся деталей как на своих опорах так и на балансировочных станках.
Для чего нужна балансировка
Балансировка — родное слово как для автомобиля, так и любого другого оборудования с вращающимися деталями. Этой операции подвергаются все вращающиеся детали. Маховик, коленвал, сцепление, карданные валы, колеса, шкивы, вентиляторы и т.д. Всё и не перечислить. И стоит тут схалтурничать, как дисбаланс немедленно заявит о себе выматывающими душу тряской, вибрациями, шумами, быстрым износом подшипников потерей мощности, повышенным потреблением электроэнергии или расходом топлива и т. д.. Что приводит к преждевременному износу и поломке других деталей, а в некоторых случаях и всего оборудования.
д.. Что приводит к преждевременному износу и поломке других деталей, а в некоторых случаях и всего оборудования.
Дисбаланс возникает, если вращающаяся система хоть немного несимметрична. Стоит чуть сместить ось вращения от центра детали или сделать эту деталь хоть на доли миллиметра некруглым (или просто неоднородным по плотности) — дисбаланс со своими спутниками тряской, вибрациями и износом тут как тут. Проявляется он, правда, с ростом скорости вращения. Для примера: при скорости 100 км/ч и наличии дисбаланса в 15-20 г на колесе размером 14 дюймов нагрузка на диск будет подобной ударам по нему трехкилограммовым молотком с периодичностью 800 раз в минуту.
И так вывод!
1. Хотите меньше и реже платить за ремонт, соблюдайте правила эксплуатации промышленного оборудования. Делайте балансировку вовремя.
2. Оборудование должно быть исправно, а параметры его работы — соответствовать техническим паспортам. Вращающиеся узлы машин (валы, шкивы, вентиляторы и т. д.) должны быть отбалансированны как в виде отдельных деталей, так и в сборе.
д.) должны быть отбалансированны как в виде отдельных деталей, так и в сборе.
3. Вибрация деталей вызывает дополнительные нагрузки на саму деталь и на сопряженные с ней детали.
ГОСТ 12.2.003-91 ССБТ. Оборудование производственное. Общие требования безопасности
1.1. Производственное оборудование должно обеспечивать безопасность работающих при монтаже (демонтаже), вводе в эксплуатацию и эксплуатации как в случае автономного использования, так и в составе технологических комплексов при соблюдении требований (условий, правил), предусмотренных эксплуатационной документацией.
Примечание. Эксплуатация включает в себя в общем случае использование по назначению, техническое обслуживание и ремонт, транспортирование и хранение.
2.1.2. Конструкция производственного оборудования должна исключать на всех предусмотренных режимах работы нагрузки на детали и сборочные единицы, способные вызвать разрушения, представляющие опасность для работающих.
2.1.11.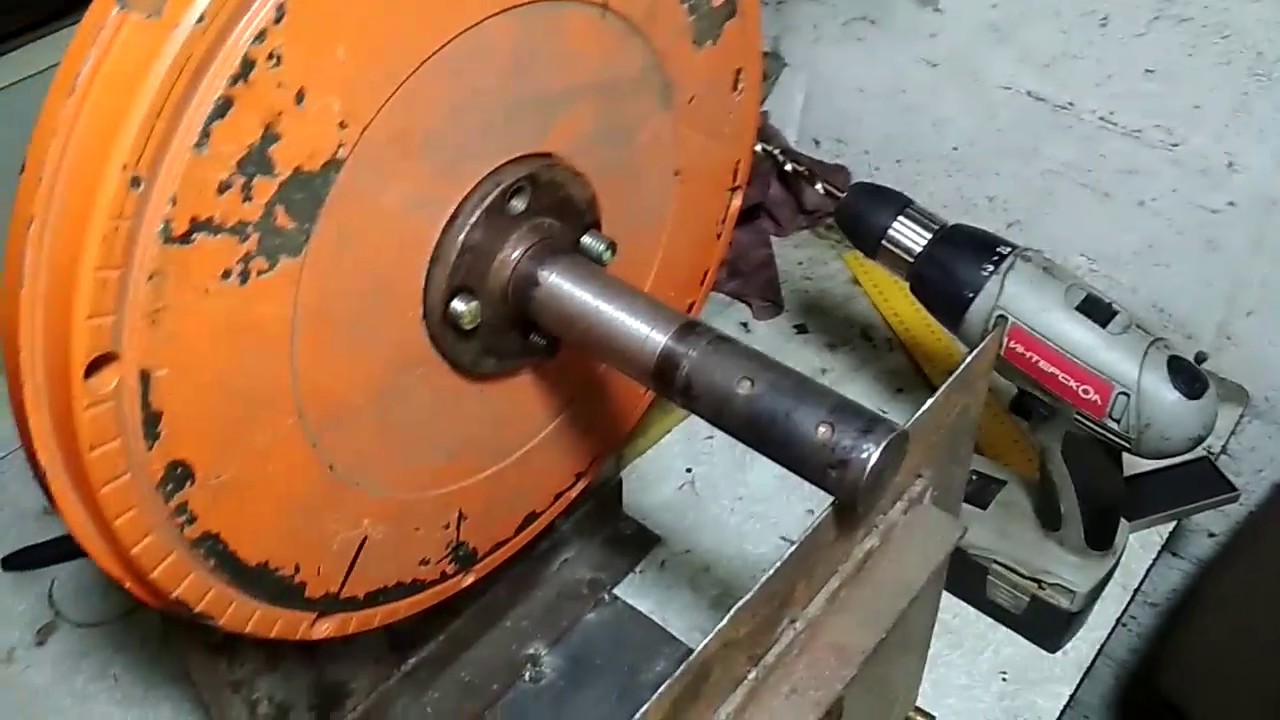 Конструкция производственного оборудования, приводимого в действие электрической энергией, должна включать устройства (средства) для обеспечения электробезопасности.
Конструкция производственного оборудования, приводимого в действие электрической энергией, должна включать устройства (средства) для обеспечения электробезопасности.
2.1.13. Производственное оборудование, являющееся источником шума, ультразвука и вибрации, должно быть выполнено так, чтобы шум, ультразвук и вибрация в предусмотренных условиях и режимах эксплуатации не превышали установленные стандартами допустимые уровни.
Коленчатый вал, являясь одним из важнейших конструктивных элементов силового агрегата любого автомобиля, производится с применением достаточно сложных технологий. Неизбежность присутствия в данном процессе технологических допусков и погрешностей, а также неоднородность используемых при этом материалов в совокупности с зазорами в сопряжениях деталей и узлов нарушают (пусть и незначительно) одно из его главных эксплуатационных условий – сбалансированность.
Как определить потребность коленчатого вала в балансировке. Главными симптомами, помогающими с большой долей уверенности установить наличие «болезни», являются значительные колебания силового агрегата и рычага переключения передач при движении автомобиля в режиме «холостого хода».
И тогда приходится прибегать к выполнению такого действия, каковым является балансировка коленчатого вала. Она (балансировка) заключается в подборе дополнительных масс, или уравновешивающих грузов, а также съеме металла в плоскостях расположения этих грузов со стороны, диаметрально противоположной. Эти мероприятия производятся в специальных зонах коленчатого вала, называемых балансировочными участками.
Виды балансировки коленавала
В настоящее время применяют два основных вида балансировки:
Динамическую , обеспечивающую высокую точность и требующую применения специальных станков.
Статическую . Этот вид балансировки используют для деталей, выполненных в форме диска и имеющих следующее соотношение диаметра (D) и длины (L): D>L.
Балансировка коленчатого вала, имеющего несимметричное (например,V-образное) исполнение или нечетное количество цилиндров, отличается определенными особенностями, поскольку моментальная составляющая таких валов достаточно высока и способна сорвать его с опор крепления.
Избежать этого поможет установка втулок-компенсаторов, обладающих выверенной до одного грамма массой, на шатунные шейки. В случае отсутствия данных параметров в специальных разделах технико-эксплуатационной документации силового агрегата, они рассчитываются дискретно. Для этого существуют индивидуальные методики.
Следующим моментом, требующим достаточно ясного понимания, является определение случаев, вызывающих необходимость балансировки коленвала:
Установка нештатных или выполнение облегчающих мероприятий на штатных шатунно-поршневых группах.
Проведение работ по правке деформированных коленчатых валов.
Замена маховика. Здесь следует оговориться, что в данном случае динамическая балансировка не всегда обязательна. В некоторых случаях достаточно выполнения лишь балансировки статического типа.
Итак, считаем установленным, что балансировка незеркальносимметричных коленчатых валов, частным случаем которых является и V-образный коленвал, требует использования компенсирующих втулок (нередко изготовленных по специальному заказу), создающих имитацию динамического воздействия аналогичного воздействию шатунно-поршневых групп.
Насколько важна своевременная балансировка коленчатого вала
Подавляющее большинство специалистов в качестве ответа на этот вопрос приводят следующие доводы:
Балансировка коленчатого вала, если она выполняется в условиях гаража, может потребоваться тем, кто желает максимально изучить свой автомобиль и недоверчиво относится к специалистам автосервиса. Далее мы рассмотрим некоторые нюансы, с которыми вы можете столкнуться, занимаясь данным вопросом.
Зачем нужна балансировка коленвала?
Как одна из основных деталей двигателя внутреннего сгорания оказывает значительное влияние на другие элементы системы, поэтому, чтобы снизить вибрации и прочие механические нагрузки, выполняется механическая операция под названием балансировка. Вследствие этого повышается надёжность, производительность и работоспособность коленчатого вала. Естественно, в проведении данной операции нуждаются уже достаточно проработавшие механизмы, но, как показывает практика, случается и так, что дисбаланс наблюдается в автомобилях, которые только приобретены в салоне.
Как же понять, что вам предстоит балансировать коленчатый вал, и стоит ли уже закатывать рукава? Для этого есть следующие признаки. Во-первых, обратите внимание на селектор переключения передач в момент работы двигателя на холостых оборотах, он начинает дёргаться. Так же себя ведёт и двигатель, так что загляните под капот своего автомобиля, чтобы убедиться в этом.
Касательно причин подобного поведения, их может быть несколько. Не исключён, на самом деле, и такой банальный вариант как допущенные погрешности во время изготовления на заводе сопряжённых деталей. Не лучшим образом влияет неоднородный состав материалов, из которых произведены элементы коленчатого вала. В сопряжённых узлах могут увеличиваться зазоры, что приводит к появлению люфта. Несоосность размещения деталей, некачественный монтаж и недостаточное центрирование – также причины разбалансировки коленвала.
Но не стоит обходить стороной и естественный износ коленчатого вала, который ещё никогда положительно не сказывался на жизненном цикле детали.
Где отбалансировать коленвал?
Существует два способа балансировки коленчатого вала.
1. Статический метод – менее точный. В данном случае применяются специальные ножи, на которые и укладывается деталь. Коленвал начинают вращать, и по его положению в этот момент определяется степень дисбаланса. Если верхняя часть детали по массе меньше нижней, то на неё прикрепляют грузики и производят замеры, догружая по мере достижения равновесия. И только после этого на противоположной стороне просверливают отверстия для противовеса.
2. Метод динамической балансировки коленчатого вала. Чтобы осуществить её, нужно воспользоваться специальным оборудованием. Коленчатый вал крепится на плавающие постели и раскручивается до необходимых оборотов. Световой луч, направленный на коленвал, сканирует его и находит самую тяжёлую точку, провоцирующую тряску. Далее она выводится на экран. Чтобы достичь баланса, нужно сделать немного – избавиться от лишнего веса в данной точке.
Балансировка коленвала в домашних условиях
Зачастую балансировка коленчатого вала в домашних условиях выполняется с маховиком. Нужно также определить наиболее тяжёлую точку. Сделать это можно следующим образом: установите две пластины в форме буквы «Т», выставите по уровню и сверху положите на них деталь. При дисбалансе коленвал начнёт скатываться до тех пор, пока его наиболее тяжёлая точка не окажется снизу. Таким образом, и определяется та область, в которой находится место, с которого нужно снять немного металла, и повторять так нужно до тех пор, пока не будет достигнута полная балансировка.
Если говорить об автомобилях, которые ещё находятся на гарантии, то лучше прибегать к методу модульной сборки.
В таком случае все элементы коленчатого вала балансируются по отдельности, а не в сборе. Такую процедуру лучше доверить хорошим специалистам, ведь гарантия – это то, что даётся только один раз, и этим не нужно пренебрегать.
Помните, что не столь важно место проведения балансировки коленчатого вала; главное, что эта процедура значительно увеличивает ресурс и мощность силового агрегата и в целом автомобиля.
К сожалению, вопросы балансировки коленчатого вала (маховика, корзины сцепления, демпфера) в доступной литературе практически не раскрыты, а если что и можно найти, то это ГОСТы и научная литература. Однако осмысление и понимание того, что там написано, требует определенной подготовки и наличия самого балансировочного станка. Это, естественно, отбивает у автомехаников все желание разобраться с этими вопросами с точки зрения ремонта ДВС. В этой короткой статье мы попытаемся раскрыть вопросы балансировки с позиции автомеханика, не вдаваясь в сложные математические расчеты и больше акцентируя внимание на практическом опыте.
Итак, наиболее частый вопрос возникающий при ремонте двигателя: нужно ли проводить балансировку после шлифовки коленчатого вала?
Для этого мы покажем все этапы балансировки коленчатого вала, которые выполняются в нашей фирме при ремонте коленчатого вала. В качестве примера возьмем коленчатый вал двигателя МВ 603.973. Это рядный 6 цилиндровый дизельный двигатель. Допустимый дисбаланс завода изготовителя на данный вал 100 гмм. Много это или мало? Что будет если дисбаланс будет меньше или больше данной цифры? Эти вопросы мы не будем рассматривать в этой статье, а опишем их позже. Но можно с уверенностью говорить, что завод изготовитель берет эти цифры не с потолка, а проводит достаточное количество экспериментов для того, чтобы найти компромисс между допустимым значением дисбаланса для нормальной эксплуатации двигателя и себестоимостью производства для обеспечения данного допуска. Просто для сравнения, допустимый дисбаланс завода изготовителя на коленчатый вал двигателя ЗМЗ 406 360 гмм. Чтобы легче представить и понять эти цифры, вспомним простую формулу из курса физики. Для вращательного движения сила инерции равна:
Допустимый дисбаланс завода изготовителя на данный вал 100 гмм. Много это или мало? Что будет если дисбаланс будет меньше или больше данной цифры? Эти вопросы мы не будем рассматривать в этой статье, а опишем их позже. Но можно с уверенностью говорить, что завод изготовитель берет эти цифры не с потолка, а проводит достаточное количество экспериментов для того, чтобы найти компромисс между допустимым значением дисбаланса для нормальной эксплуатации двигателя и себестоимостью производства для обеспечения данного допуска. Просто для сравнения, допустимый дисбаланс завода изготовителя на коленчатый вал двигателя ЗМЗ 406 360 гмм. Чтобы легче представить и понять эти цифры, вспомним простую формулу из курса физики. Для вращательного движения сила инерции равна:
m – неуравновешенная масса, кг;
r – радиус ее вращения, м;
w – угловая скорость вращения, рад/с;
n – частота вращения, об/мин.
Итак, подставляем цифры в формулу и принимаем частоту вращения от 1000 до 10 000 об/мин, получаем следующее:
F1000 = 0. 1х 0,001х(3,14х1000/30)2= 1,1 Н
1х 0,001х(3,14х1000/30)2= 1,1 Н
F2000 = 0.1х 0,001х(3,14х2000/30)2= 4,4 Н
F3000 = 0.1х 0,001х(3,14х3000/30)2= 9,9 Н
F4000 = 0.1х 0,001х(3,14х4000/30)2= 17,55 Н
F5000 = 0.1х 0,001х(3,14х5000/30)2= 27,4 Н
F6000 = 0.1х 0,001х(3,14х6000/30)2= 39,5 Н
F7000 = 0.1х 0,001х(3,14х7000/30)2= 53,8 Н
F8000 = 0.1х 0,001х(3,14х8000/30)2= 70,2 Н
F9000 = 0.1х 0,001х(3,14х9000/30)2= 88,9 Н
F10000 = 0.1х 0,001х(3,14х10000/30)2= 109,7 Н
Все конечно понимают, что этот мотор никогда не выйдет на частоту вращения 10 000 об/мин, но этот простенький расчет сделан для того, что бы «почувствовать» цифры и понять как важна балансировка при увеличении частоты вращения. Какие можно сделать предварительные выводы? Во первых, вы «почувствовали», что такое дисбаланс 100 гмм, ну и, во вторых, убедились, что это действительно достаточно жесткий допуск для данного двигателя, и нет никакой необходимости делать этот допуск жестче.
Теперь давайте покончим с цифрами и наконец-то вернемся к этому валу. Данный вал был предварительно отшлифован и после попал к нам на балансировку. И вот какие результаты мы получили при измерении дисбаланса.
Данный вал был предварительно отшлифован и после попал к нам на балансировку. И вот какие результаты мы получили при измерении дисбаланса.
Что обозначают эти цифры? На данном рисунке мы видим, что дисбаланс на левой плоскости равен 378 гмм, и дисбаланс на правой плоскости равен 301 гмм. То есть условно можно принять, что общий дисбаланс на вал получается 679 гмм, что почти в 7 раз превышает допуск, заложенный заводом изготовителем.
Вот фото этого вала на станке:
Сейчас конечно Вы начнете во всем обвинять «криворукого» шлифовщика или плохой станок. Но давайте вернемся опять к простеньким расчетам и попробуем понять, почему так получается. Для простоты расчета примем вес вала 20 кг (этот вес очень близок к истине для 6 цилиндрового коленчатого вала). Вал имеет остаточный дисбаланс допустим 0 гмм (что является полной утопией).
И так теперь шлифовщик этот вал прошлифовал в ремонтный размер. Но при установке вала он сместил ось вращения от оси инерции всего на 0,01 мм (чтобы проще понять — у шлифовщика не совпала старая и новая ось вращения всего на 0,01 мм), и мы получили сразу же дисбаланс в 200 гмм. А если учесть, что у заводского вала всегда присутствует дисбаланс, то картина будет еще хуже. Поэтому те цифры, что мы получили, не являются из ряда вон выходящими, а являются нормой после шлифовки вала.
А если учесть, что у заводского вала всегда присутствует дисбаланс, то картина будет еще хуже. Поэтому те цифры, что мы получили, не являются из ряда вон выходящими, а являются нормой после шлифовки вала.
А если учесть, что не всегда завод изготовитель выдерживает свои же допуска, то обвинения в адрес шлифовщика или станка просто отпадают. Только не надо теперь стоять над шлифовщиком и требовать, что бы он выставлял вал с микронной точностью, все равно это не принесет желаемого результата. Единственным правильным выходом из данной ситуации является обязательная балансировка коленчатого вала после его шлифовки. Традиционно балансировку коленчатого вала выполняют высверливанием противовеса (иногда правда приходится утяжелять противовесы, но это достаточно редкий случай).
Остаточный дисбаланс по левой плоскости 7 гмм и 4 гмм по правой плоскости. То есть общий дисбаланс на вал 11 гмм. Такая точность делалась специально, чтобы показать возможности данного станка и, как вы поняли теперь, необходимости выполнять такие требования при балансировке после шлифовки вала нет. Требований завода изготовителя вполне достаточно. Итак, с валом мы закончили, и, естественно, возникает вопрос, а нужно ли балансировать передний демпфер (шкив), маховик, корзину сцепления. Обратимся опять к ремонтной литературе. Что рекомендует тот же ЗМЗ, например, на допустимый дисбаланс этих деталей? На шкив передний с демпфером 100 гмм, на маховик 150 гмм, на корзину сцепления 100 гмм. Но есть очень важное примечание.
Требований завода изготовителя вполне достаточно. Итак, с валом мы закончили, и, естественно, возникает вопрос, а нужно ли балансировать передний демпфер (шкив), маховик, корзину сцепления. Обратимся опять к ремонтной литературе. Что рекомендует тот же ЗМЗ, например, на допустимый дисбаланс этих деталей? На шкив передний с демпфером 100 гмм, на маховик 150 гмм, на корзину сцепления 100 гмм. Но есть очень важное примечание.
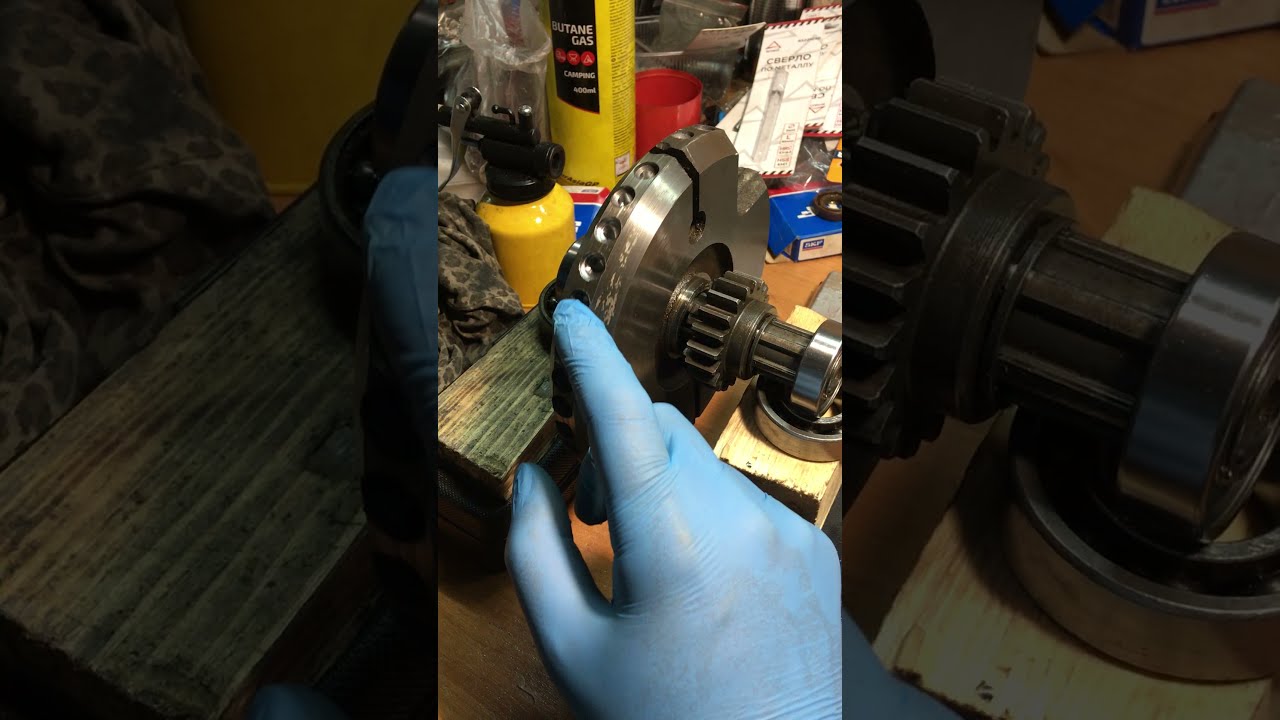
Все эти детали балансируются отдельно от вала (то есть на оправках), и коленчатый вал в сборе на современных моторостроительных заводах в серию не балансируется. То есть Вы понимаете, что при установке вышеперечисленных деталей на коленчатый вал остаточный дисбаланс естественно изменится, так как совпадение осей вращения практически невозможно. Ниже представлены фото балансировки данных деталей.
Опять же, как показала практика, эти детали вносят ощутимый вклад в дисбаланс коленчатого вала, и, как показал наш опыт, дисбаланс каждой из этой детали существенно перекрывает допуски на остаточный дисбаланс. Так, цифра 150-300 гмм является «нормой» для переднего шкива (демпфера), для маховика 200-500 гмм, и 200-700 гмм для корзины сцепления. И это относится не только к российскому автопрому. Как показал наш опыт, примерно эти же цифры получаются и у зарубежного автопрома.
Так, цифра 150-300 гмм является «нормой» для переднего шкива (демпфера), для маховика 200-500 гмм, и 200-700 гмм для корзины сцепления. И это относится не только к российскому автопрому. Как показал наш опыт, примерно эти же цифры получаются и у зарубежного автопрома.
И есть обязательно еще один очень важный момент: после балансировки деталей по отдельности надо провести балансировку в сборе, но она должна делаться на последнем этапе. Предварительная балансировка по отдельности является также обязательной. Это надо для того, чтобы в случае, если выйдет из строя маховик или сцепление, Вам не пришлось снимать колено для повторной перебалансировки.
Итак, вот, что мы получаем окончательно при балансировке в сборе.
Итоговый дисбаланс коленчатого вала в сборе 37 гмм.
При этом следует учесть, что вес вала в сборе был около 43 кг.
Но, выполнив балансировку коленчатого вала в сборе, не стоит забывать о развесовке поршней и шатунов. Причем развесовку шатунов надо делать не просто по весу, а развесовку по центру масс, так как разница в весе этих деталей также вносит свой вклад в дисбаланс двигателя и строго регламентируется заводом изготовителем.
И вот, что хотелось бы отметить в заключении: очень многие автомеханики, прочитав эту статью, скажут, что это все ерунда. Что они собрали не один десяток моторов, и что все они без балансировки прекрасно работают, и они будут правы- действительно работают. Но давайте вспомним, сколько приходилось видеть моторов, которые работали …. при поломанных направляющих, со стертыми кулачками распредвала, с фрезерованными по плоскости ГБЦ выше нормы в 2-3 раза, с изношенными цилиндрами в 0,3 мм, с неправильно установленными поршнями- этот список можно продолжать до бесконечности.
У каждого, наверно, найдется парочка своих примеров, когда двигатель работал вопреки всем законам. Зачем хонинговать цилиндры, ведь раньше только точили и все работало? или: Зачем пользоваться хон-брусками, когда можно обычной шкуркой нанести сетку? Зачем «ловить» эти сотки, ведь это и так работает? Так почему, следуя одним требованиям завода изготовителя, пренебрегают другими? Только не надо думать, что, выполнив балансировку коленчатого вала в сборе и развесовку поршней и шатунов, Вы получите «чудо», что у Вас штатный мотор от Ваза по характеристикам станет, как мотор от болида Формулы 1. Этого у Вас не произойдет то же. Ведь балансировка — это один из кирпичиков, который вместе с выполнением остальных требований по ремонту дает Вам уверенность в том, что отремонтированный Вами двигатель отработает как минимум ресурс нового двигателя. И чем больше мотористов будут следовать требованиям автопроизводителей при ремонте двигателя, тем меньше будет автолюбителей, которые считают, что двигатель после капитального ремонта больше 50-70 тыс. км не работает.
Этого у Вас не произойдет то же. Ведь балансировка — это один из кирпичиков, который вместе с выполнением остальных требований по ремонту дает Вам уверенность в том, что отремонтированный Вами двигатель отработает как минимум ресурс нового двигателя. И чем больше мотористов будут следовать требованиям автопроизводителей при ремонте двигателя, тем меньше будет автолюбителей, которые считают, что двигатель после капитального ремонта больше 50-70 тыс. км не работает.
Нужна ли балансировка коленчатого вала?
Балансировка коленвала в гаражных условиях: эффективность и руководство
При дисбалансе коленчатого вала неравномерно распределяется масса вдоль и поперек оси, то есть нарушается баланс: один край легче другого. В основном причиной поперечного дисбаланса является износ деталей вала при продолжительной эксплуатации.
Балансировка коленвала проводится, чтобы снизить нагрузку и вибрации на узлы силового агрегата. Эта операция дает возможность поднять производительность двигателя, продлить срок эксплуатации. В основном балансировка необходима для изношенных элементов двигателя, но встречаются случаи, когда в балансировке нуждается новый автомобиль.
В основном балансировка необходима для изношенных элементов двигателя, но встречаются случаи, когда в балансировке нуждается новый автомобиль.
Балансировка коленвала в гараже
Определить, нужна ли балансировка коленвала, можно по поведению ручки переключения передач: она начинает болтаться при передвижении на холостом ходу. То же самое касается двигателя: если на холостом ходу мотор работает с рывками.
Причины появления неполадок могут быть разные:
- некачественное изготовление сопряженных деталей;
- неоднородность материала, который использован для коленчатого вала;
- люфты, возникшие в результате нарушения зазоров между сопряженными элементами;
- некачественная сборка;
- неточное центрирование;
- естественный износ.
Где отбалансировать коленвал – варианты ремонта
Отбалансировать коленчатый вал можно двумя способами:
 При этом тяжелая сторона опущена вниз. Легкая часть уравновешивается с помощью грузов, которые крепятся на край легкой стороны. Затем с помощью специальных ножей снимается металл с тяжелой части, пока не опустится нагруженная часть.Шлифовка коленчатого вала
При этом тяжелая сторона опущена вниз. Легкая часть уравновешивается с помощью грузов, которые крепятся на край легкой стороны. Затем с помощью специальных ножей снимается металл с тяжелой части, пока не опустится нагруженная часть.Шлифовка коленчатого валаЗагрузка …
Процедура балансировки своими руками
Балансировку можно выполнить в автосервисе, где, естественно, процедура будет проведена более точно, либо в собственном гараже. Для проведения процедуры в домашних условиях нужно изготовить специальное приспособление – станок, на который будет устанавливаться маховик. Сложного ничего нет. Сделать такой станок своими руками сможет даже человек, неимеющий слесарного опыта.
Приспособление
В первую очередь нужно сварить рамку, которая служить будет основой станка. Размеры рамки и приспособления зависят от длины коленчатого вала. Для изготовления нужна профильная труба и уголок.
После изготовления рамки и затирки швов, в двух уголках рамки и в середине противоположной трубы, нужно просверлить отверстия для трех шпилек.
К отверстиям приваривают гайки с диаметром внутренней резьбы равным диаметру шпилек, которые изготавливаются из железных прутов.
Самодельный станок для балансировки
Перед балансировкой рамку нужно выставить с помощью уровня строго горизонтально. Это легче сделать, если она будет стоять на трех штырях, чем на четырех.
Обратите внимание
После регулировки на приваренные гайки сверху следует накрутить контргайки. Далее нужно сделать недалеко от каждого угла рамки отверстия для 4 прутов диаметром 14-16 мм, которые будут исполнять роль стоек.
Длина прутов должна быть одинаковой – примерно 250 мм.
Теперь нужно взять 4 уголка шириной 2-4 см и длиной около 30 см и просверлить в них отверстия диаметром, соответствующим диаметру стоек. На каждую пару стоек надевается уголок ребрами вверх. Уголки нужно приварить.
Получается приспособление напоминающее турник с брусьями: напротив друг друга устанавливаются стойки в виде буквы «П». На эти стойки будет устанавливаться коленчатый вал.
Таким образом, станок для балансировки коленвала готов.
Последовательность действий
Балансировка коленчатого вала с помощью устройства, сделанного своими руками, состоит из следующих шагов:

 Высверливать приходится порой несколько отверстий, так как одного диаметром 7-8 мм обычно не достаточно. Главное, не высверлить больше, чем нужно, иначе придется сверлить маховик с противоположной стороны.Процедура балансирования на СТО
Высверливать приходится порой несколько отверстий, так как одного диаметром 7-8 мм обычно не достаточно. Главное, не высверлить больше, чем нужно, иначе придется сверлить маховик с противоположной стороны.Процедура балансирования на СТОС данным приспособлением, изготовленным своими руками, можно легко отбалансировать коленчатый вал. Конечно, без специального оборудования достичь точности трудно, зато можно сэкономить на посещении автосервиса.
Видео «Балансировка коленчатого вала»
В этом видео демонстрируется, как правильно отбалансировать коленвал.
Балансировка коленвала в домашних условиях – как освоить? + видео
Балансировка коленвала в домашних условиях может понадобиться тем, кто очень хочет полностью узнать свой автомобиль и не доверяет специалистам на СТО. Ниже будут рассмотрены все нюансы, связанные с этим вопросом.
Ниже будут рассмотрены все нюансы, связанные с этим вопросом.
Балансировка коленчатых валов является ничем иным, как механической операцией, вследствие которой значительно снижаются вибрации и прочие виды нагрузок на элементы двигателя.
Это позволяет повысить его надежность, работоспособность и производительность.
Безусловно, чаще всего в подобной операции нуждаются уже изношенные механизмы, хотя бывают случаи, когда дисбаланс наблюдается и в новеньком автомобиле, только что приобретенном из салона.
Понять то, что вам светит балансировка коленвала своими руками, и пора засучить рукава, можно по следующим признакам. Прежде всего, обратите внимание на ручку переключения передач во время движения на холостом ходу, она начинает болтаться. Точно также себя будет вести и сам двигатель, так что не забудьте заглянуть под капот своего «железного коня».
Что же насчет причин подобного поведения, так их может быть несколько. Среди них нельзя исключить и возможные погрешности, допущенные во время изготовления сопряженных деталей.
Кроме того, не самым лучшим образом сказывается неоднородность материалов, из которых изготовлены элементы коленчатого вала.
Появлению люфта также способствуют увеличенные зазоры в сопряженных узлах, их несоосность, некачественный монтаж и, конечно же, недостаточно точное центрирование.
Где отбалансировать коленвал – варианты ремонта
Есть два способа, как отбалансировать коленвал. Первый – статический, он является менее точным. В этом случае используются специальные ножи, на которые и устанавливается деталь.
А дисбаланс определяется по ее положению во время вращения. Если верхняя часть коленвала легче нижней, то на нее крепят грузики и производят такие замеры и догрузку до достижения равновесия.
Важно
И только после этого на противоположной стороне высверливаются отверстия для противовеса.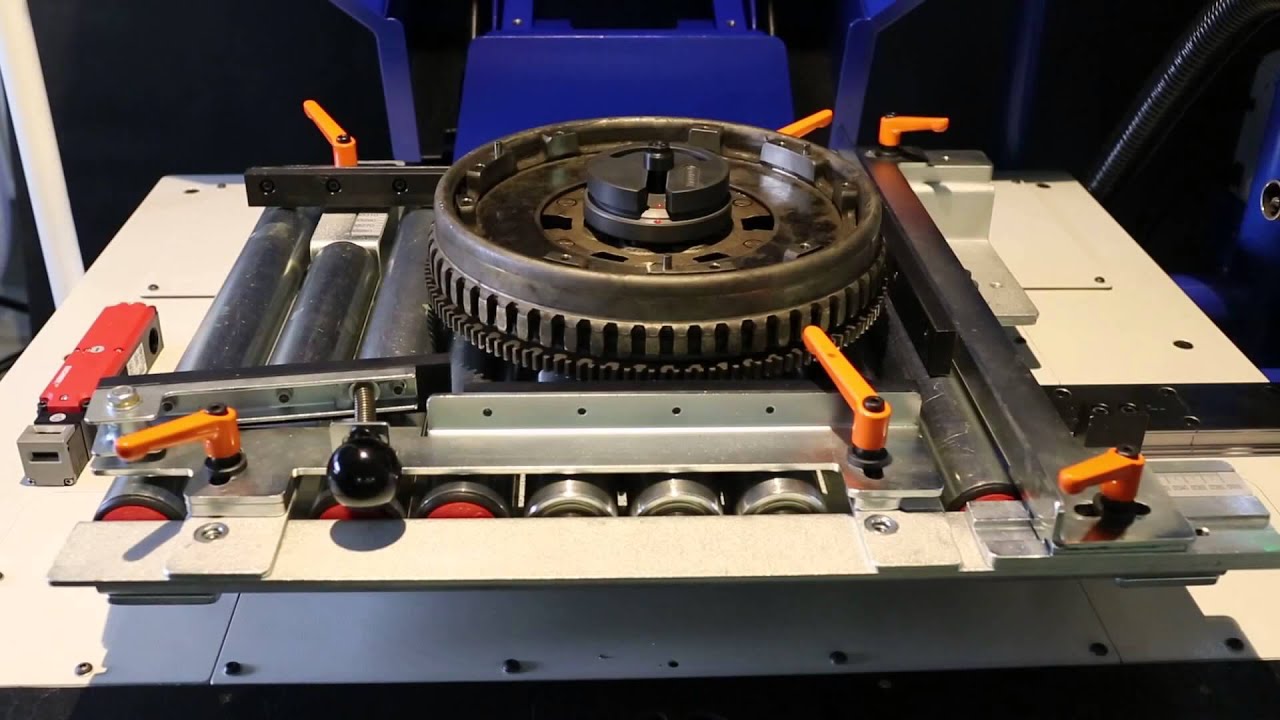
Второй вид – динамическая балансировка коленчатого вала. Для ее осуществления необходимо специальное оборудование. Коленчатый вал устанавливается в плавающие постели и раскручивается до нужных оборотов. Световой луч находит и сканирует наиболее тяжелую точку, которая провоцирует тряску, и выводит ее на экран. А для достижения баланса дело остается за малым – удалить с нее лишний вес.
Балансировка коленвала в домашних условиях
В основном, в домашних условиях осуществляется балансировка коленвала с маховиком. Для этого также необходимо определить самую тяжелую точку.
Делается это следующим образом: устанавливаются две Т-образные пластины, естественно по уровню, и сверху на них кладется деталь. В случае дисбаланса коленчатый вал будет катиться, пока его наиболее тяжелая точка не окажется в нижнем положении.
Таким образом, определяется место, с которого необходимо снять немного металла. Повторять эту процедуру следует до достижения полного равновесия.
Если же речь идет о новых автомобилях, то в этом случае нужно прибегнуть к методу модульной сборки, когда все элементы проходят балансировку по отдельности, а не в сборе.
Но осуществление данной процедуры лучше доверить профессионалам, тем более что, в основном, такие машины состоят на гарантийном обслуживании, и пренебрегать им не стоит.
Не столь важно, где отбалансировать коленвал, главное помните, что данная процедура позволит значительно увеличить ресурс и мощность движка, да и авто в целом.
Балансировка коленчатого вала — Community «Автотюнинг» on DRIVE2
И так друзья новый этап в сборке двигателя. На днях с Костяном 754 наконец то доехали и сделали балансировку коленвала.И скажу Вам что делали её не зря.
балансировка показала не маленькие отклонения от нормы, особенно это касалось маховика и корзины сцепления, но и сам коленвал был не без греха.Но в итоге всё исправили, и вывели практически в ноль.
Доволен как слон)) теперь низ мотора полностью готов к сборке. для тех кто не знает что это такое и для чего это нужно прилагаю инфу по этому вопросу.
для тех кто не знает что это такое и для чего это нужно прилагаю инфу по этому вопросу.
Совет
Дисбаланс — одно из самых опасных явлений, которое действует на все вращающиеся детали в автомобиле, в том числе и коленчатый вал.
Его внешними признаками являются повышенные вибрации, которые при разной частоте вращения могут усиливаться или уменьшаться.
Эти проявления вызывают дополнительные нагрузки на детали, ослабляют крепеж, что ведет к ускоренному износу и поломкам. Кроме того, они чрезвычайно вредны для здоровья водителя и пассажиров.
Среди основных причин появления дисбаланса можно назвать:
неточность изготовления деталей;неоднородность материала детали;неточное центрирование сопряженных деталей;увеличенные зазоры в сопряжениях деталей и узлов и несоосность их монтажа;деформации валов при механической и термической обработке, а также из-за повреждений в процессе эксплуатации.
Наибольший вклад вносят несбалансированные детали большого диаметра, вращающиеся с большой угловой скоростью. На практике ими становятся колеса, карданный вал, сцепление или гидротрансформатор автоматической трансмиссии, маховик и коленчатый вал.
На практике ими становятся колеса, карданный вал, сцепление или гидротрансформатор автоматической трансмиссии, маховик и коленчатый вал.
Так что же что такое дисбаланс? У любой вращающейся детали по той или иной причине центр массы находится не на оси вращения, а смещен от неё на расстояние R (так называемый эксцентриситет). В этом случае имеется дисбаланс, равный произведению массы детали M на величину эксцентриситета R.
При массе детали М=1 кг и эксцентриситете R=3 мм дисбаланс будет равен 3000 гмм. При вращении детали будет возникать центробежная сила F, вызывающая вибрацию. Эта сила пропорциональна дисбалансу и квадрату угловой скорости детали, а также зависит от жесткости соответствующего узла.
Поэтому с теоретической точки зрения балансировка состоит в том, чтобы создать у детали дисбаланс, равный по величине (модулю) и противоположный по знаку исходному дисбалансу.
Обратите внимание
Сумма этих дисбалансов (результирующий дисбаланс) будет равна нулю, а значит наша деталь сбалансирована, и при вращении вибрации не будет.
Существуют два способа балансировки: статическая и динамическая. При первом способе не нужно вращать деталь — достаточно лишь качнуть ее. Второй способ применяется в случае более сложной неуравновешенности — так называемая моментная балансировка. При этом на деталь действует не одна сила F, а несколько.
Поскольку силы приложены не в одной плоскости, то при вращении детали будет возникать момент, стремящийся повернуть ось вращения детали. Этот момент будет вращаться синхронно с деталью, что также приведет к появлению сильной вибрации, причем очень опасной.
На практике статический или моментный дисбаланс никогда не применяются в чистом виде — только их сочетание.
При динамической балансировке нужно вращать балансируемую деталь и находить как минимум пару “тяжелых” мест и корректировать их.
 Этот способ требует применения специальных станков.
Этот способ требует применения специальных станков.Существует несколько вариантов динамической балансировки, и для каждого — свой станок. Но при любом способе важно установить деталь так, чтобы ось ее вращения точно совпадала с осью вращения в том узле, где она должна работать.
Все вышесказанное в полной мере относится и к коленчатым валам.
Кстати, на автосборочных или авторемонтных предприятиях степень дисбаланса коленчатых валов определяют именно таким способом. А избавляются от этого явления путем снятия (высверливания или срезания) металла со щек или противовесов.
Следует учесть, что балансировка коленвалов обычно производится в сборе с маховиком и ведущим диском (“корзиной”) сцепления. Вал устанавливается на станок подобно тому, как он установлен на автомобиле, закрепляется, и оператор осуществляет первый пуск.
Важно
При вращении возникают центробежные силы от “тяжелых мест”, датчики, установленные в опорных модулях станка, воспринимают эти силы, а датчик положения дает информацию о мгновенном положении вала. При первом пуске определяется исходное состояние вала, то есть величина и фаза дисбалансов.
При первом пуске определяется исходное состояние вала, то есть величина и фаза дисбалансов.
Затем устанавливается масса и положение “тяжелых мест”. Оператору остается только высверлить лишний металл. После этого вал повторно проверяется, и, если дисбаланс находится в поле допуска, вал можно снимать со станка.
Как ни странно, при составлении перечня операций по механообработке, обязательных при капитальном ремонте двигателя, такая процедура, как балансировка коленчатого вала, для многих автовладельцев и даже механиков остается под вопросом. Стоит ли тратить деньги?
Безусловно! Смотрите сами: коленчатый вал весом 20 кг, получив эксцентриситет всего е=0,1 мм за счет прогиба вала, биения посадочного места под маховик, неправильной шлифовки, замены элементов, влияющих на дисбаланс (противовесы, поршни, шатуны, маховик, “корзина” сцепления) и при частоте вращения 6000 об./мин.
создает центробежную силу, равную 7729 H (или 788 кг).
Эта нагрузка через опоры силового агрегата передается на кузов и шасси, приводя к таким негативным последствиям, как: — увеличенный расход топлива; — падение “полезной” мощности; — уменьшение ресурса двигателя и других агрегатов; — повышенные вибрации и шум, которые плохо влияют на пассажиров и груз.
Качественная балансировка деталей увеличивает ресурс мотора как минимум на четверть, снижает расход топлива и уменьшает шум.
Как правило, коленчатые валы двигателей хороших зарубежных производителей тщательно балансируются на заводе методом модульных сборок. То есть все детали (коленвал, маховик, сцепление, передний шкив и пр.) соосны, сбалансированы сначала по отдельности, а потом и в сборе.
Это дает возможность заменить любую составляющую без последующей балансировки. К слову, коленвалы массой до 10 кг имеют после балансировки остаточный дисбаланс не более 15-30 г.
Совет
Однако после любых механических повреждений, при шлифовке после деформации, при каком-либо “вмешательстве” в узлы (облегчение противовесов, маховика и т. д.) коленвалы требуют обязательной балансировки. А коленвалы отечественных производителей необходимо балансировать практически в любом случае.
Все равно — новые они или уже поработавшие. Причем в худшую сторону отличаются валы ЗМЗ и при их балансировке иногда приходится браться не за дрель, а за “болгарку”, снимая “лишний” металл чуть ли не килограммами!
Модульные сборки требуют особого подхода. Проводя балансировку таких валов заново, приходилось сверлить отверстия в маховике напротив заводских! В этом случае балансировка одного лишь маховика ничего не даст.
Проводя балансировку таких валов заново, приходилось сверлить отверстия в маховике напротив заводских! В этом случае балансировка одного лишь маховика ничего не даст.
Скорее всего, после коррекции он, будучи установлен на старый вал, даст еще большую вибрацию. Если же поменять маховик на новый, то последствия могут быть и вовсе непредсказуемы. Поэтому балансировать отдельные детали этого узла — дело неблагодарное.
Для получения оптимального результата лучше не пожалеть сил и денег и отбалансировать весь коленвал методом модульных сборок.
Всем спасибо за внимание! “мне нравится” и “рекомендую” конечно же приветствуются!
Готов ответить на возникшие у Вас вопросы!)
И совсем забыл сказать что балансировка делалась при 8 тыс. об. в мин. Так что при этих оборотах дисбаланса не будет.
в мин. Так что при этих оборотах дисбаланса не будет.
Как балансировать коленвал?
Балансировка коленчатого вала, если она выполняется в условиях гаража, может потребоваться тем, кто желает максимально изучить свой автомобиль и недоверчиво относится к специалистам автосервиса. Далее мы рассмотрим некоторые нюансы, с которыми вы можете столкнуться, занимаясь данным вопросом.
Зачем нужна балансировка коленвала?
Коленчатый вал как одна из основных деталей двигателя внутреннего сгорания оказывает значительное влияние на другие элементы системы, поэтому, чтобы снизить вибрации и прочие механические нагрузки, выполняется механическая операция под названием балансировка.
Вследствие этого повышается надёжность, производительность и работоспособность коленчатого вала.
Естественно, в проведении данной операции нуждаются уже достаточно проработавшие механизмы, но, как показывает практика, случается и так, что дисбаланс наблюдается в автомобилях, которые только приобретены в салоне.
Обратите внимание
Как же понять, что вам предстоит балансировать коленчатый вал, и стоит ли уже закатывать рукава? Для этого есть следующие признаки. Во-первых, обратите внимание на селектор переключения передач в момент работы двигателя на холостых оборотах, он начинает дёргаться. Так же себя ведёт и двигатель, так что загляните под капот своего автомобиля, чтобы убедиться в этом.
Касательно причин подобного поведения, их может быть несколько. Не исключён, на самом деле, и такой банальный вариант как допущенные погрешности во время изготовления на заводе сопряжённых деталей. Не лучшим образом влияет неоднородный состав материалов, из которых произведены элементы коленчатого вала.
В сопряжённых узлах могут увеличиваться зазоры, что приводит к появлению люфта. Несоосность размещения деталей, некачественный монтаж и недостаточное центрирование – также причины разбалансировки коленвала.
Но не стоит обходить стороной и естественный износ коленчатого вала, который ещё никогда положительно не сказывался на жизненном цикле детали.
Где отбалансировать коленвал?
Существует два способа балансировки коленчатого вала.
1. Статический метод – менее точный. В данном случае применяются специальные ножи, на которые и укладывается деталь.
Коленвал начинают вращать, и по его положению в этот момент определяется степень дисбаланса. Если верхняя часть детали по массе меньше нижней, то на неё прикрепляют грузики и производят замеры, догружая по мере достижения равновесия.
И только после этого на противоположной стороне просверливают отверстия для противовеса.
2. Метод динамической балансировки коленчатого вала. Чтобы осуществить её, нужно воспользоваться специальным оборудованием.
Коленчатый вал крепится на плавающие постели и раскручивается до необходимых оборотов. Световой луч, направленный на коленвал, сканирует его и находит самую тяжёлую точку, провоцирующую тряску. Далее она выводится на экран.
Чтобы достичь баланса, нужно сделать немного – избавиться от лишнего веса в данной точке.
Балансировка коленвала в домашних условиях
Зачастую балансировка коленчатого вала в домашних условиях выполняется с маховиком. Нужно также определить наиболее тяжёлую точку. Сделать это можно следующим образом: установите две пластины в форме буквы «Т», выставите по уровню и сверху положите на них деталь.
При дисбалансе коленвал начнёт скатываться до тех пор, пока его наиболее тяжёлая точка не окажется снизу.
Таким образом, и определяется та область, в которой находится место, с которого нужно снять немного металла, и повторять так нужно до тех пор, пока не будет достигнута полная балансировка.
Если говорить об автомобилях, которые ещё находятся на гарантии, то лучше прибегать к методу модульной сборки. В таком случае все элементы коленчатого вала балансируются по отдельности, а не в сборе.
Важно
Такую процедуру лучше доверить хорошим специалистам, ведь гарантия – это то, что даётся только один раз, и этим не нужно пренебрегать.
Помните, что не столь важно место проведения балансировки коленчатого вала; главное, что эта процедура значительно увеличивает ресурс и мощность силового агрегата и в целом автомобиля.
Балансировка коленвала
Коленчатый вал, являясь одним из важнейших конструктивных элементов силового агрегата любого автомобиля, производится с применением достаточно сложных технологий.
Неизбежность присутствия в данном процессе технологических допусков и погрешностей, а также неоднородность используемых при этом материалов в совокупности с зазорами в сопряжениях деталей и узлов нарушают (пусть и незначительно) одно из его главных эксплуатационных условий – сбалансированность.
Как определить потребность коленчатого вала в балансировке. Главными симптомами, помогающими с большой долей уверенности установить наличие «болезни», являются значительные колебания силового агрегата и рычага переключения передач при движении автомобиля в режиме «холостого хода».
И тогда приходится прибегать к выполнению такого действия, каковым является балансировка коленчатого вала.
Она (балансировка) заключается в подборе дополнительных масс, или уравновешивающих грузов, а также съеме металла в плоскостях расположения этих грузов со стороны, диаметрально противоположной.
Эти мероприятия производятся в специальных зонах коленчатого вала, называемых балансировочными участками.
Виды балансировки коленавала
В настоящее время применяют два основных вида балансировки:
- Динамическую, обеспечивающую высокую точность и требующую применения специальных станков.
- Статическую. Этот вид балансировки используют для деталей, выполненных в форме диска и имеющих следующее соотношение диаметра (D) и длины (L): D>L.
Балансировка коленчатого вала, имеющего несимметричное (например,V-образное) исполнение или нечетное количество цилиндров, отличается определенными особенностями, поскольку моментальная составляющая таких валов достаточно высока и способна сорвать его с опор крепления.
 youtube.com/embed/iVhR7-A4Q4A?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/iVhR7-A4Q4A?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Избежать этого поможет установка втулок-компенсаторов, обладающих выверенной до одного грамма массой, на шатунные шейки. В случае отсутствия данных параметров в специальных разделах технико-эксплуатационной документации силового агрегата, они рассчитываются дискретно. Для этого существуют индивидуальные методики.
Следующим моментом, требующим достаточно ясного понимания, является определение случаев, вызывающих необходимость балансировки коленвала:
- Установка нештатных или выполнение облегчающих мероприятий на штатных шатунно-поршневых группах.
- Проведение работ по правке деформированных коленчатых валов.
- Замена маховика. Здесь следует оговориться, что в данном случае динамическая балансировка не всегда обязательна. В некоторых случаях достаточно выполнения лишь балансировки статического типа.
Итак, считаем установленным, что балансировка незеркальносимметричных коленчатых валов, частным случаем которых является и V-образный коленвал, требует использования компенсирующих втулок (нередко изготовленных по специальному заказу), создающих имитацию динамического воздействия аналогичного воздействию шатунно-поршневых групп.
Насколько важна своевременная балансировка коленчатого вала
Подавляющее большинство специалистов в качестве ответа на этот вопрос приводят следующие доводы:
- Увеличение мощности силового агрегата (10-15%).
- Предотвращение перерасхода автомобильного топлива (до 5%).
- Продление эксплуатационного ресурса автомобиля в целом, и двигателя в частности.
- Минимизация вибрационных процессов в совокупности со значительным снижением уровня шума в салоне транспортного средства.
- Предотвращение возникновения подтеканий в зоне заднего сальника.
Самостоятельная балансировка коленчатого вала дома
Следующим животрепещущим вопросом, касающимся балансировки коленвала, является наличие возможности выполнения данной процедуры в домашних условиях (в гараже). Как правило, в этих условиях выполняют балансировку коленчатого вала с маховиком. Порядок выполнения выглядит следующим образом:
Как правило, в этих условиях выполняют балансировку коленчатого вала с маховиком. Порядок выполнения выглядит следующим образом:
- при помощи уровня устанавливаем две Т-образные пластины;
- укладываем на них коленчатый вал;
- коленвал, имеющий дисбаланс, скатится по пластинам до момента перехода самой тяжелой его точки в нижнее положение;
- эта точка, определяет место, с которого следует снять небольшую часть металла;
- затем еще раз укладываем коленвал на пластины;
- операцию повторяем до момента достижения полного равновесия.
Балансировка коленчатых валов
При конструировании коленчатого вала так подбирают его форму, чтобы он был уравновешен, т. е. ось вращения вала является главной центральной осью инерции.
Однако в процессе изготовления коленчатого вала вследствие неизбежных технологических погрешностей и неоднородности материала указанное условие нарушается и любой реальный коленчатый вал всегда в той или иной мере неуравновешен.
Для устранения неуравновешенности подбирают дополнительные массы (уравновешивающие грузы) так, чтобы после закрепления их на коленчатом валу центробежные силы этих масс уравновешивали центробежные силы приведенных (неуравновешенных) масс.
Совет
Часто вместо установки уравновешивающего груза снимают металл в той же плоскости, в которой должен быть расположен груз, но с диаметрально противоположной стороны. В конструкции коленчатых валов предусматриваются для этого специальные (балансировочные) участки.
Процесс предварительного подбора уравновешивающих грузов и их последующее закрепление на коленчатом валу или, что то же самое, снятие металла с балансировочных участков коленчатого вала,называется балансировкой.
Различают два вида балансировки: статическую и динамическую.
Статическая балансировка применяется в основном для деталей дисковой формы, когда диаметр балансируемой детали больше ее длины. Во всех остальных случаях применяют динамическую балансировку.
Динамическая балансировка обеспечивает большую точность уравновешенности, чем статическая. Поэтому даже детали дисковой формы, к которым предъявляются повышенные требования в отношении уравновешенности, подвергают динамической балансировке.
Динамическая балансировка проводится на специальных балансировочных станках, обычно представляющих собой системы с одной степенью свободы, подвижные части которых колеблются вокругнеподвижнойоси,определяемойконструкциейстанка.
На раме 1 станка на стойках 4 устанавливают балансируемую деталь 5.Рама связана со станиной неподвижным шарниром 2, вокруг которого она может поворачиваться, и упругой опорой 3. Вследствие этого рама может вращаться только вокруг горизонтального шарнира 2. Положение детали на раме относительножесткойопоры можно изменять.
Балансировку детали производят в плоскостях 7—7 и 77—77 в два этапа. На первом этапе плоскость 7—7 проходит через ось неподвижного шарнира 2 и балансировку производят в плоскости 77—77; на втором этапе плоскость 77—77 проходит через ось неподвижного шарнира 2 и балансировку проводят в плоскости 7—7.
Деталь приводится во вращение с помощью специального привода. Шкив 8, сидящий на валу электродвигателя 9, связан непрерывной лентой 10 со шкивом 11, закрепленным на стержне, который может поворачиваться вокруг оси, совпадающей с осью электродвигателя. Натяжение ленты регулируют, перемещая шкив 11 по стержню 6.
Обратите внимание
Для уравновешивания стержня со шкивом на стержне закреплен груз 7, положение которого фиксируется стопорным винтом. Если при включенном электродвигателе движущуюся ленту прижать к поверхности детали с помощью рукоятки 12, то вследствие трения между лентой и деталью последняя также начнет вращаться.
При достижении деталью требуемой угловой скорости с помощью рукоятки 12 привод отводят от детали.
При вращении детали центробежные силы приведенных масс оказывают динамическое воздействие, вызывая колебания рамы 1 на пружинной опоре 3.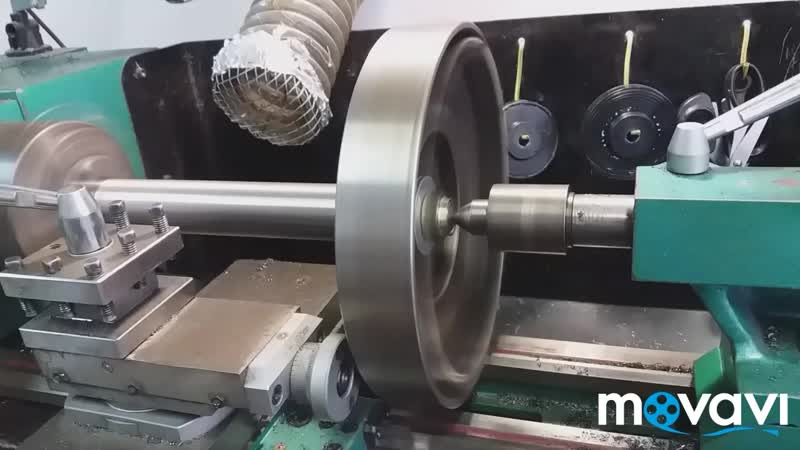 Амплитуда колебаний зависит от степени неуравновешенности детали, упругих свойств опоры 3 и режима работы.
Амплитуда колебаний зависит от степени неуравновешенности детали, упругих свойств опоры 3 и режима работы.
Наибольшего значения амплитуда достигает на резонансных режимах: чем меньше жесткость опоры, тем больше амплитуда. При уменьшении жесткости опоры 3 снижается частота собственных колебаний и поэтому резонансные колебания могут возникнуть при небольшой угловой скорости детали.
Балансировку проводят или на резонансном режиме или при угловых скоростях, значительно больших резонансных.
Для полного уравновешивания детали необходимо опытным путем определить массу и положение уравновешивающих грузов в плоскостях, т. е. найти диаметральные плоскости, в которых эти грузы надо установить и определить их статические моменты относительно оси вращения детали.
Для решения этих двух задач применяют специальную измерительную аппаратуру, устанавливаемую на балансировочных станках. В ряде современных балансировочных станков устанавливается счетно-решающее устройство.
С помощью этого устройства можно определить положение уравновешивающего груза, массу которого подбирают последовательными пробами, ориентируясь на показания приборов.
Если станок применяется для балансировки одной определенной детали в крупносерийном или массовом производстве, то создают тарировочные графики для разметки шкалы измерительных приборов, по показаниям которых сразу находят массууравновешивающихгрузов.
Важно
При балансировке V-образных двигателей их рассматривают состоящими из двух цилиндровых отсеков. На каждый отсек приходится один кривошип с двумя шатунами, смещенными по оси шатунной шейки.
Для динамической уравновешенности коленчатого вала в период балансировки на шатунные шейки устанавливают грузы, равные по величине массам возвратно-движущихся частей одного отсека и двум вращающимся массам шатунов всборе.
Дисбаланс вала с маховиком для двигателя ЗИЛ-130 не превышает 70 Г-см, а для двигателя КДМ-46—не более 126 Г — см при числе оборотов 100 в минуту.
Балансировка коленчатого вала, прихоть или необходимость?
При выборе операций по механической обработке, обязательных при проведении капитального ремонта двигателя, такая необходимость как балансировка коленчатого вала двигателя, для многих клиентов, остается под вопросом.
Стоит ли тратить деньги на эту дорогую операцию? Попробуем ответить на этот вопрос. По данным д-ра тех. наук проф. В. А. Щепетильникова «…надлежащая балансировка деталей автомобиля удлиняет срок службы на 25…100%, повышает полезную мощность на 10%».
Несложно посчитать, что при частоте вращения n=6000об/мин коленчатый вал весом 20кг.
, получив эксцентриситет массы всего е=0,1мм (за счет прогиба вала, биения посадочного места под маховик, не правильной шлифовки, замены элементов, влияющих на дисбаланс (противовесы, поршни, шатуны, маховик, корзина сцепления) и т. д.), создаёт центробежную силу эквивалентную 788кг веса. Эта разрушительная сила распределяется на опоры и приводит:
• к повышенному расходу топлива;
• падению мощности;
• снижению ресурса работы двигателя и других агрегатов автомобиля;
• повышенной вибрации и шуму в салоне, что вызывает дискомфорт и усталость, как водителя, так и пассажиров.
«Это всё теория, скажете Вы…»- поэтому позволим себе привести более веские аргументы, исходя из нашей практики. Безусловно, коленчатые валы двигателей, хороших зарубежных производителей тщательно балансируются на заводе методом модульных сборок. Т.е. все детали (коленвал, маховик, сцепление, передний шкив…
) соосны относительно друг друга, отдельно сбалансированы, что даёт возможность заменить любой из узлов без последующей балансировки. Например, коленвалы массой до 10кг. имеют после балансировки остаточный дисбаланс не более 15-30гр. (здесь необходимо сказать, что на балансировочном стенде ‘Шенк’ специалисты нашего предприятия могут улучить этот результат до 1-5гр.).
Однако такие валы требуют обязательной балансировки после механических повреждений, при шлифовке после деформации, также при каком либо вмешательстве в конструктивные особенности узлов (облегчение противовесов, маховика и т.д.).
При всём уважении к отечественной автомобильной промышленности и автопрому ближнего зарубежья, валы наших производителей необходимо балансировать в 99% случаев. Вообще же, что касается новых моторных запчастей, то тут замечена характерная особенность: самый худший сюрприз для балансировщика – это именно новый коленвал.
Вообще же, что касается новых моторных запчастей, то тут замечена характерная особенность: самый худший сюрприз для балансировщика – это именно новый коленвал.
На некоторых “уникальных” валах завода ЗМЗ дисбаланс, как минимум, на порядок превышает всяческие существующие нормы. Извините, что не можем Вам привести максимальные значения. Дело в том, что наш станок не воспринимает дисбаланс более 700 гр.*см. При этом на экране компьютера высвечивается “ERROR” – ошибка.
И пусть нас простит американская техника – оператор в настройках не ошибся… Ошибкой является сама деталь установленная на станок. О модульных сборках речи вообще не идет.
Совет
Проводя перебалансировку таких валов, приходилось сверлить отверстия в маховике напротив заводских! Из этого следует, что либо заводская коррекция сделана “для галочки“, либо вся задняя часть узла вала, включая задние противовесы, сам маховик и кожух сцепления сбалансировались за счёт маховика! Очевидно, что в обоих случаях балансировка одного лишь маховика на калибровочном (идеально сбалансированном) валу или на балансировочной оправке ничего не даст. Если маховик не менялся, то после коррекции масс он, будучи установлен на старый вал, даст, скорее всего, ещё большую вибрацию, чем до балансировки. Если же производилась замена маховика на новый, то последствия и вовсе непредсказуемы: вибрацию будет создавать дисбалансированный коленчатый вал. Таким образом, балансировать отдельные детали узла коленчатого вала – дело очень рискованное, если не сказать – безнадёжное. Но, возможно, у нас также выпускаются хорошо сбалансированные отдельно взятые коленчатые валы, маховики, корзины сцепления? Справедливости ради нужно отметить – Да. Бывают. Попадаются. Примерно один на пятьдесят. Стоит ли рассчитывать на такое везение? Не лучше ли не пожалеть сил и отбалансировать весь узел коленчатого вала методом модульных сборок? Особое внимание стоит уделить балансировке V-образных и других несимметричных коленчатых валов, к ним относятся валы рядных двигателей с непарным количеством цилиндров. Если поставить такой вал на балансировочный станок, мощная моментная составляющая сорвёт его с опор при первых же оборотах.
Если маховик не менялся, то после коррекции масс он, будучи установлен на старый вал, даст, скорее всего, ещё большую вибрацию, чем до балансировки. Если же производилась замена маховика на новый, то последствия и вовсе непредсказуемы: вибрацию будет создавать дисбалансированный коленчатый вал. Таким образом, балансировать отдельные детали узла коленчатого вала – дело очень рискованное, если не сказать – безнадёжное. Но, возможно, у нас также выпускаются хорошо сбалансированные отдельно взятые коленчатые валы, маховики, корзины сцепления? Справедливости ради нужно отметить – Да. Бывают. Попадаются. Примерно один на пятьдесят. Стоит ли рассчитывать на такое везение? Не лучше ли не пожалеть сил и отбалансировать весь узел коленчатого вала методом модульных сборок? Особое внимание стоит уделить балансировке V-образных и других несимметричных коленчатых валов, к ним относятся валы рядных двигателей с непарным количеством цилиндров. Если поставить такой вал на балансировочный станок, мощная моментная составляющая сорвёт его с опор при первых же оборотах. . Дело в том, что масса противовесов у V-образных валов неразрывно связана с массой шатунно-поршневых групп двигателя. Необходимы компенсирующие втулки строго (с точностью до 1гр.) рассчитанной массы. Масса эта может быть приведена в технической документации на двигатель, или должна быть рассчитана по специальной методике: 100% вращательной массы (нижняя головка шатуна + вкладыши) и процент возвратно-поступательной составляющей (верхняя головка шатуна + поршень + кольца + палец + замки) от 0 до 100%. К сожалению, данные о компенсирующих втулках для импортных коленвалов могут быть определены только расчетным путём. Очевидно, что сам расчет и изготовление втулок займёт как минимум неделю времени, да и специалистов, которые могут это сделать можно сосчитать по пальцам. Наша методика и оснастка станка позволяет сбалансировать несимметричный вал в течении суток.
. Дело в том, что масса противовесов у V-образных валов неразрывно связана с массой шатунно-поршневых групп двигателя. Необходимы компенсирующие втулки строго (с точностью до 1гр.) рассчитанной массы. Масса эта может быть приведена в технической документации на двигатель, или должна быть рассчитана по специальной методике: 100% вращательной массы (нижняя головка шатуна + вкладыши) и процент возвратно-поступательной составляющей (верхняя головка шатуна + поршень + кольца + палец + замки) от 0 до 100%. К сожалению, данные о компенсирующих втулках для импортных коленвалов могут быть определены только расчетным путём. Очевидно, что сам расчет и изготовление втулок займёт как минимум неделю времени, да и специалистов, которые могут это сделать можно сосчитать по пальцам. Наша методика и оснастка станка позволяет сбалансировать несимметричный вал в течении суток.
И всё же старайтесь избегать каких-либо вмешательств в конструктивные особенности узлов (облегчение, тюнинг…), а при замене элементов шатунно-поршневой группы, маховика, переднего шкива, настоятельно рекомендуем проконсультироваться у специалистов.
Проводя постоянный мониторинг среди наших клиентов, воспользовавшихся услугами по балансировке, констатируем факты:
• после балансировки коленчатого вала двигателя ЗМЗ-402 такое частое явление, как подтекание набивки заднего сальника исчезает навсегда.
• мощность двигателя повышается на 10-15%.
• двигатель устойчиво работает на всех режимах и холостом ходу.
• снижается расход топлива на 5-10%.
• пропадает вибрация.
В наше время высоких скоростей каждый автомобилист отлично знает и понимает насколько важна балансировка колес автомобиля, и что эта операция необходима практически после каждого посещения шиномонтажа. Но, к сожалению, далеко не каждый знает, что не менее важна балансировка коленчатого вала при капитальном ремонте двигателя внутреннего сгорания.
Делайте выводы господа автомобилисты!
Балансировка коленвала после капитального ремонта
Правильная балансировка коленвала продлевает срок эксплуатации двигателя автомобиля более чем на 25%. И это вовсе не рекламный ход, а результаты исследований, которые проводили многие производителя автомобилей и станции сервисного обслуживания.
Кроме того, она еще и увеличивает его мощность.
Естественно, что на новом автомобиле делать балансировку коленвала вряд ли кому-то придет в голову — она обычно делается при капитальном ремонте двигателя, когда коленвал растачивается под ремонтный размер вкладышей.
Если же этого не делать, то во время вращения коленчатого вала возникает разрушительная сила, которая приводит к довольно негативным последствиям, а именно:
Что касается иностранных производителей, то у них балансировка коленвалов осуществляется обязательно и очень тщательно способом модульной сборки.
Это значит, что абсолютно все детали — передний шкив, сцепление, маховик, коленвал — относительно друг друга являются соосными и балансируются отдельно, что позволяет в любое время заменить данный узел и не выполнять балансировку после замены.
Что касается отечественных производителей, то здесь, как это ни прискорбно, балансировка коленвала требуется более чем в 90% случаев. Исключение составляют только новые модели ВАЗа, да и то далеко не во всех случаях.
Следует отметить, что производить балансировку коленвала настоятельно рекомендуется только в сборе с маховиком. В противном случае результат может быть даже хуже, чем до вмешательства.
Если отбалансировать один вал, а маховик оставить неизменным, то после его установки вибрация будет еще сильнее. Если же на сбалансированный вал установить новый маховик, то вибрация будет создаваться за счет коленвала.
Следовательно, балансировать отдельные детали коленчатого вала — дело достаточно рискованное, а во многих случаях и вовсе безнадежное.
Особое внимание необходимо уделять правильной балансировке коленвала V-образного двигателя или несимметричных валов, то есть, с непарным количеством цилиндров. Дело осложняется тем, что у них масса противовесов связана с весом шатунно-поршневой группы, поэтому необходимо использовать компенсирующие втулки, подобранные с точностью до одного грамма.
Обратите внимание
Следует сказать, что балансировка коленвала — дело ответственное, поэтому делать ее должны квалифицированные специалисты на специальном оборудовании.
Вообще, постарайтесь избегать кардинального вмешательства в важные конструктивные узлы двигателя, а в случае выполнения капитального ремонта и замены любых деталей шатунно-поршневой группы, переднего шкива или маховика лучше заранее проконсультироваться со специалистом.
Балансировка коленчатого вала
⇐ ПредыдущаяСтр 5 из 16Следующая ⇒
Простейшая, но вполне удовлетворительная балансировка коленчатого вала производится по эмпирической формуле:
Х = А(0,45 ÷ 0,6) + В(0,45÷0,6) – В,
Где, А = вес поршня + вес пальца + вес поршневых колец + вес стопорных колец + вес шайб + вес подшипника;
В — 0,336 от веса головки шатуна (рис. 50).
Производя простейшие вычисления, получим чистый вес балансировочного груза X. Например:
Вес поршня =140 г
Вес пальца = 30 г
Вес колец =5 г;
Вес стопорных колец =1 г;
В = 168 : 0,336 = 50 г;
X = 176 • 0,5 + 50 • 0,5 — 50 = 53 г.
Получив нужный балансировочный вес, установить коленчатый вал на балансировочные ножи или призмы, или во вращающиеся центры. Подвесить балансировочный груз
к головке шатуна (рис. 51).
Путем снятия металла (высверливания) из щек коленчатого вала у нижней головки шатуна добиться статического равновесия. Коэффициент балансировки К = (0,45÷0,6) выбирается в зависимости от ожидаемых под нагрузкой оборотов двигателя). Например, для оборотов коленчатого вала 6000—6500 об/мин этот коэффициент берется равным 0,5.
Чем выше обороты коленчатого вала, тем коэффициент балансировки берется большим (для n =8000 об/мин, К = (0,55 — 0,57).
Произведя один раз статическую балансировку коленчатого вала на картере двигателя, записать балансировочный вес, он же вес поршня в сборе. При последующих сменах поршня его вес подгонять под балансировочный вес коленчатого вала.
Выносной маховик балансируется отдельно, а общая балансировка проверяется в сборе. Надев выносной маховик на конус шейки коленчатого вала и хорошо затянув гайку крепления, проверить балансировку. При неправильной балансировке двигателя появляется вибрация.
КАРТЕР ДВИГАТЕЛЯ
Картер двигателя должен быть целым (без трещин, раковин, обрывов ушек крепления, вмятин) с соосными и неразбитыми отверстиями под подшипники валов, с хорошими резьбами под болты затяжки и крепления деталей, с ровными, притертыми плоскостями разъема половинок и горловины.
Уплотнительные прокладки картера рекомендуется смазать тугоплавким солидолом, смазкой I—13 и др. Не оправдано применение для этой цели нитрокраски и бакелитового
Важно
лака, так как при разборках спортивного двигателя очистка и подготовка плоскостей разъёма доставляет много хлопот.
Наружную поверхность картера двигателя желательно покрасить в черный цвет для лучшего охлаждения. Все стенки кривошипной камеры полируются, острые кромки
закругляются.
Перепускные каналы. Рабочая смесь, попав через впускное окно в картер двигателя после предварительного сжатия, направляется в перепускные каналы.
На спортивных высокофорсированных двигателях последних лет широкое применение нашла новая схема трех-четырех – и пятиканальной продувки.
Скорость газа, проходящего через перепускные каналы, очень высока, и важно, чтобы продувочные каналы оказывали минимальное сопротивление по всей длине.
Основное правило для любого перепускного канала — сечение входа в перепускной канал должно быть примерно в два раза больше, чем сечение выхода из перепускного канала (рис. 52).
Все радиусы закруглений в перепускных каналах желательно делать плавными, особенно на выходе в цилиндр. Внутренний радиус поворота колен устанавливается примерно равным 20 мм, это лучший минимальный радиус.
Наружный радиус колен делают равным 80 % от суммы внутреннего радиуса и высоты сечения выхода. Это обеспечивает минимальное сопротивление потока при изменении направления.
В нижнем колене сечение входа равно сечению выхода, но можно делать большим сечение входа.
Полное совпадение продувочных каналов в цилиндре и картере обязательно. Нужно также следить, чтобы продувочные каналы были на одном уровне с наружным диаметром щек коленчатого вала.
Совет
Если каналы в картере стандартного исполнения оказываются ниже щек коленчатого вала, то, во избежание нежелательных завихрений, каналы нужно поднять до нужного уровня путем наварки или заполнения эпоксидной смолой с алюминиевым порошком или зачеканки медью, свинцом. Для гарантии накладки нужно закрепить дополнительно двумя-тремя винтами М3 х 0,5 к картеру. Все тщательно зачистить и заполировать.
Большое влияние на работу двигателя, на его мощность оказывает направление потока смеси на выходе из перепускного канала.
При продувке цилиндра рабочей смесью продувочный поток должен отвечать двум основным требованиям:
а) максимально очищать цилиндр от остатков продуктов сгорания;
б) обеспечивать минимальные потери свежего заряда в выпускную систему.
Картина продувки выглядит следующим образом: продувочные струи из продувочных каналов входят в цилиндр и направляются обычно в сторону, противоположную выпускному окну, соединяются между собой, образуя восходящий поток вдоль задней стенки цилиндра, продувочный поток достигает головки цилиндра, протекает вдоль
нее и опускается по передней стенке цилиндра к выпускному окну. Для хорошей очистки цилиндра от отработавших газов необходимо, чтобы восходящая часть потока составляла половину цилиндра, тогда его нисходящая часть будет продувать вторую половину.
Но такую картину продувки получить очень трудно, так как продувочный поток при различных оборотах двигателя имеет различные плотности и скорости по своему сечению. Максимальные плотность и скорость продувочного потока имеются у задней стенки цилиндра и снижаются в слоях, лежащих ближе к центру цилиндра.
В большинстве случаев при плохой продувке в центральной части цилиндра остаются не продутые, застойные и вихревые зоны. Из-за них часто наблюдаются прогары поршня и недобор максимальной мощности.
При двухканальной продувке получить правильный восходящий поток довольно трудно. Даже небольшие погрешности в геометрии каналов сразу же отражаются на правильности продувки.
Обратите внимание
Продувочная струя должна быть компактной и обладать достаточной энергией для того, чтобы вытеснить отработавшие газы и не смешаться с ними.
Поэтому, что очень важно, гидравлические потери в продувочных каналах должны быть сведены к минимуму.
Важное значение имеют радиусы каналов, особенно у внутренней и наружных стенок. С этой целью на многих двигателях выполнена отдаленная продувка.
Для получения правильного восходящего потока в последнее время с большим успехом изготовляются цилиндры с 3- и 4-канальной продувкой.
Продувочные струи этих каналов отжимают продувочный поток от задней стенки цилиндра, стабилизируют его, улучшают очистку центральных не продутых зон. Погрешности основных каналов выравниваются, продувка цилиндров улучшается, как следствие, повышается мощность двигателя.
Дополнительные продувочные каналы располагаются на задней стенке цилиндра со стороны впускного канала. Их размещение в цилиндре связано с определенными конструктивными изменениями.
У некоторых моделей мотоциклов поступление продувочной смеси в третий канал производится через отверстие в поршне, ниже поршневого кольца. Дополнительный
канал может быть выполнен на рабочей поверхности цилиндра в виде углубления клинообразной формы (ИЖ – «Юпитер»). В этом случае впускной канал смещен книзу,
Важно
юбка поршня удлинена. Третий и четвертый каналы можно выводить рядом с основными каналами, они должны огибать впускной канал и выходить на заднюю стенку цилиндра.
Основным правилом здесь является отдаление струи продуваемой смеси от выпускного окна, чтобы утечки были наименьшими, образование правильного восходящего потока (петли), собранность его, нерастекаемость и неомывание задней стенки цилиндра. И самое главное — полное вытеснение отработавших газов из цилиндра и полное
заполнение цилиндра свежей рабочей смесью.
Струя свежей смеси должна иметь возможно большее сечение и только тогда она не будет смешиваться с отработавшими газами, она должна быть компактной и правильно направленной.
Струя свежей смеси не должна встречать никакого препятствия, которое тормозило бы или отклоняло ее. В противном случае компактная струя разбивается. Хорошо
помогает дополнительная струя из третьего продувочного канала (а при 4-х и 5-ти еще лучше). Для получения компактной струн в продувочном канале колено перед продувочным окном должно быть тщательно изготовлено. Важнейшей частью канала является отводящая наружная стенка.
Направление струи после отклонения от стенки должно быть как можно более перпендикулярным по отношению к ней, и при входе в цилиндр должна быть еще небольшая направляющая часть, иначе у верхней кромки продувочного окна поток слегка расширяется. Обе боковые стенки препятствуют растеканию струи при ее повороте в колене.
Отводящая наружная стенка сама по себе также является препятствием, которое вызывает расширение потока. Если желаемое направление струи не перпендикулярно
к наружной стенке, то одна из боковых стенок должна ещё немного загибаться.
Задняя боковая стенка должна расширять струю в цилиндре, а передняя боковая стенка должна препятствовать расширению струи и движению ее к выпускному окну, дополнительно вытеснять струю в желаемом направлении.
Совет
На большинстве серийных двигателей угол выхода продувки равен 15 градусам. Лучшие результаты достигнуты при постепенном развороте продувки па выходе, начиная с 0 градусов у передней боковой стенки до 25 градусов у задней стенки продувочного окна.
Высота продувочного окна обычно берется равной примерно 20 – 25% хода поршня, выбирается в зависимости от первичной степени сжатии и требуемых максимальных
оборотов двигателя.
Чем выше давление продувки, тем больше высота продувочного окна. Оптимальная высота продувочного окна обычно подбирается на испытательном стенде. Ширина
перепускного окна берется примерно в два раза больше его высоты. Лучшая форма перепускного канала и окна— эллипсовидная с плавными радиусами.
Важным фактором, влияющим на работу двигателя, является использование полного сечения продувочного окна.
С этой целью в цилиндре с продувкой по гильзе нижнюю кромку окна необходимо опустить на 2—4 мм ниже мертвой точки поршня с тем, чтобы окно работало полным своим сечением (рис. 53,а).
В некоторой степени в этом случае облегчается работа верхнего поршневого кольца, так как нет удара о кромку окна в н. м. т.
Наиболее распространенные углы выхода продувки для малых классов мотоциклов приведены на рис. 53, б.
Обратите внимание
Для больших классов они могут быть другими. При работе двигателя происходит отклонение и расширение потоков к выпускному окну, так что всеми силами их нужно направить в противоположную от выпускного окна сторону.
Очень важно симметрично направить потоки, чтобы они могли опереться один на другой и образовать правильную петлю продувки.
При 3-канальной продувке угол выхода из третьего канала 45° для короткоходных двигателей и 60º для длинноходовых. Ширина третьего канала такая же, как и у любого из двух продувочных. При исполнении 4- и 5- канальной продувки дополнительные каналы обычно имеют небольшую ширину. Фаза открытия дополнительных каналов может быть равна фазе открытия основных, но лучше, когда их открытие немного
запаздывает на 1—2 мм. Углы выхода из дополнительных каналов подбираются с таким расчетом, чтобы выводящие из них потоки газа могли очистить непродуваемую центральную часть цилиндра (рис. 54). Это улучшает продувку цилиндра и увеличивает наполнение его свежей рабочей смесью.
ГОЛОВКА ЦИЛИНДРА
Конструкция головки цилиндров сильно влияет на работу двигателя, его мощность, охлаждение.
Она должна иметь герметичную камеру сгорания, большую площадь охлаждения, выраженную в сильно развитом оребрении, хорошо отводить тепло от камеры сгорания, должна быть достаточно жесткой и легкой, не деформироваться при нагревах.
Головка обрабатывается под посадочный буртик, нарезается полная резьба под свечи. Головка по посадочному буртику притирается к посадочной плоскости цилиндра.
Для уплотнения между цилиндром и головкой на буртик устанавливается прокладка из отожженной меди или алюминия толщиной 0,4—0,5 мм.
Широкая расстановка шпилек часто не обеспечивает хорошей затяжки головки и ее герметичности по посадочному месту. Для достижения хорошей равномерной затяжки головки рекомендуется устанавливать одну-две дополнительные шпильки.
В первую очередь—со стороны выпуска, так как при нагреве головки чаще всего пропуски газов бывают именно в этом месте (рис. 55).
Важно
Для лучшей передачи тепла от цилиндра к головке посадочный буртик на гильзе цилиндра и выточка под него в головке делаются обычно шириной 5—6 мм, а иногда до 10 мм, но обязательно с последующей притиркой и установкой прокладки.
Для хорошего охлаждения и отвода тепла от камеры сгорания и цилиндра головка выполняется из алюминиевого сплава с большим и хорошо развитым оребрением. Обычно размер головки больше размера ребер цилиндра. Ребра охлаждения на головке цилиндра располагаются веерообразно (см. рис. 55) для того, чтобы иметь направленный
поток холодного воздуха для охлаждения свечей и задних ребер головки.
Толщина металла в головке цилиндра над камерой сгорания должна быть не менее 10-12 мм. Для лучшего охлаждения головку цилиндра так же, как и весь двигатель, желательно покрасить в черный цвет (можно нитрокраской).
Различные формы камер сгорания позволяют доводить геометрическую степень сжатия до 15, не опасаясь детонации на бензине с октановым числом 90—98.
Чтобы головка цилиндра не коробилась при работе в напряженных тепловых режимах, в нижней части ее делаются ребра жесткости (рис. 56), а также предусматривается достаточная масса металла вокруг камеры сгорания.
Подбор наилучшей камеры сгорания для любого двигателя лучше всего производить на тормозном испытательном стенде.
На высокофорсированных кроссовых и других двигателях малых рабочих объемов в последнее время широкое применение получила камера сгорания со смещенной сферой — «жокейская шапочка» (рис. 57,а).
Для двигателей классов 250 и выше лучшие результаты даёт форма камеры сгорания полумесяц» (рис. 57,а) с небольшим завихрительным козырьком со стороны выпуска.
Совет
Диаметр и высота смещенной сферы камеры сгорания подбираются экспериментально.
Чаще всего диаметр смещенной сферы камеры сгорания равен 2/3 диаметра цилиндра, а при «полумесяце» 3/5 диаметра цилиндра.
Для меньшего нагарообразования внутренняя поверхность камеры сгорания должна быть чисто обработана и отполирована. Все острые кромки в камере сгорания следует скруглить радусом 1—3 мм.
ЦИЛИНДР
Для снижения веса мотоцикла, хорошего отвода тепла, а также легкости обработки цилиндр лучше всего изготовлять из алюминиевого сплава. Для охлаждения цилиндра должно быть сильно развитее оребрение его.
Задние ребра охлаждения делают больше, чем передние; расстояние между ними 12—15 мм. Толщина ребер охлаждения обычно 3—5 мм.
Для установки впускного и выпускного патрубков на рубашке цилиндра предусматриваются специальные приливы, максимальная высота которых 20 мм, а по длине и ширине они равны фланцам крепления впускного и выпускного патрубков плюс 5 мм на каждую сторону для удобства монтажа и демонтажа.
После литья плоскости крепления патрубков фрезеруются, производится разметка под шпильки крепления и окна, сверлятся 4—6 отверстий, и нарезается резьба под установку шпилек крепления патрубка.
Размер и диаметр шпилек крепления патрубков выбирается в зависимости от размеров цилиндра и фланцев крепления.
Чаще всего применяются шпильки длиной 20—30 мм с резьбой М6 X 1, но возможны и варианты шпилек М5Х0,8, М8 Х1, М8 X 1,25.
Обратите внимание
При расточке отверстия под гильзу следует учитывать, что запрессовывать гильзу нужно с определенным натягом, который выбирается в зависимости от линейного расширения материала цилиндра и его конструкции. Обычно натяг под запрессовку гильзы для алюминиевых цилиндров берется разным 0,8—0.15 мм от наружного диаметра гильзы.
Больший натяг делать не нужно, так как рубашка цилиндра может лопнуть или деформировать гильзу.
Окончив обработку цилиндра (расточку, подрезку, разметку, фрезеровку, подгонку, распиловку, зачистку), нужно обязательно произвести еще раз контрольный осмотр,
проверку всех размеров и совпадение с гильзой каналов, окон. Это делается при помощи отпечатков окон на тонкой бумаге и совмещения их с окнами в цилиндре. Убедившись в правильности всех размеров, можно приступать к запрессовке гильзы (гильза тоже должна быть полностью готова и окончательно проверена).
Гильза предварительно шлифуется, распиливаются окна в гильзе, затем вставляется в цилиндр и подгоняются все сопряжения каналов — цилиндр— гильза.
Это очень удобно, так как можно вынимать гильзу, допиливать до нужного размера, Снова вставлять в цилиндр, проверять совпадение окон гильзы с каналами цилиндра.
После окончательной подгонки всех сопряжении гильза меднится на нужный натяг и вставляется в нагретый цилиндр.
В результате лучшая подгонка и теплопередача от гильзы к цилиндру.
⇐ Предыдущая12345678910Следующая ⇒
Рекомендуемые страницы:
Оцените статью: Поделитесь с друзьями!Балансировка колес своими руками
Гармония и баланс нужны нашему автомобилю не только в смысле переносном, но и прямом. Без балансировки ни одна вращающаяся деталь не стане работать корректно, а в худшем случае, просто разнесет в щепки весь узел или агрегат, когда частота колебаний войдет резонанс с колебаниями других деталей. Поэтому конструкторы всячески стараются сбалансировать все вращающиеся детали. Это касается карданных валов, коленчатых валов, маховиков, полуосей и, конечно, колес.
Содержание:
- Что такое балансировка колес
- Зачем и как часто делать балансировку
- Виды дисбаланса
- Технология балансировки колес своими руками
Что такое балансировка колес
Если все остальные валы и вращающиеся детали работают в закрытом объеме и им абсолютно все равно, что происходит за пределами картера, блока или корпуса, то колесам приходится туго. Даже если шина в сборе с диском сбалансированы идеально, то в ходе эксплуатации с ними может произойти все что угодно, начиная от деформации и заканчивая налипанием грязи. Все это влияет на балансировку колеса. А что это вообще такое, балансировка?
Балансировка автомобильного колеса — это устранение разницы в радиальных массах. То есть, если колесо с одной стороны легче, а с другой тяжелее, то при вращении оно будет вибрировать. Чем выше скорость вращения, тем больше вибрация.
Зачем и как часто делать балансировку
Не нужно говорить, что постоянная вибрация на руле даже при самых минимальных скоростях просто неприемлема. Дисбаланс колес приводит к:
- ухудшению сцепления колеса с дорогой;
- быстрому износу резины, ходовой части и подвески автомобиля;
- резкому ухудшению управляемости;
- ухудшению работы тормозной системы.
Балансируют колеса при необходимости, при появлении вибраций, а также после замены покрышек, после их ремонта и вулканизации камер, после рихтовки или выкатки стальных дисков.
Кроме безопасности, уменьшения ресурса и высокого расхода топлива дисбаланс колес не приносит в салон автомобиля особенного комфорта. Поэтому балансировка колес своими руками должна стать привычной процедурой для каждого автомобилиста. Хотя бы для того, чтобы понять как и чем это делается.
Виды дисбаланса
А чтобы разобраться в способах балансировки, нужно знать врага в лицо, то есть дисбаланс. Учитывая нехитрые законы физики, можно догадаться, что дисбаланс может быть двух видов — динамическим и статическим.
- Статический дисбаланс возникает тогда, когда центр тяжести колеса смещается за пределы оси вращения. Самый простой вид дисбаланса и балансировка колес своими руками чаще всего направлена на устранение именно статического дисбаланса. Колесо вибрирует вверх/вниз.
- Динамический дисбаланс — это тот случай, когда поймать его можно только при вращении колеса, причем на довольно высоких оборотах, приближенных к условиям эксплуатации. Этот вид дисбаланса характеризуется смещением центра тяжести колеса не только за предел оси вращения, но и неравномерным смещением нескольких центров тяжести друг относительно друга в перпендикулярной плоскости. Колесо виляет и вибрирует. Схема объяснит это проще.
Выходит, что не зря на каждом шиномонтаже установлены стенды для балансировки колес, поскольку любая вулканизация — это хоть и минимальное, но смещение центра тяжести всего колеса, который необходимо в обязательном порядке балансировать. Цена балансировки колес на станке — копейки, но если ее не сделать, последствия могут быть самыми удручающими.
Технология балансировки колес своими руками
Самый простой и доступный способ статической балансировки доступен каждому, кто способен вывесить автомобиль на домкрат. Более того, проверять балансировку колес рекомендуется после каждой замены колеса, независимо от того, балансировалось оно раньше, или нет. А сделать это проще простого.
- Автомобиль вывешивается на домкрате, после чего одно из колес должно свободно вращаться на ступице.
- Колесо слегка прокручивается, если мешают тормозные колодки, нужно с ними договориться, чтобы они не мешали колесу вращаться совершенно свободно. То же самое касается и подшипника ступицы. Иногда возникает необходимость его отпустить, а после балансировки не забыть снова подтянуть.
- Колесо свободно прокручивается в одну сторону, мелом отмечается место, которое окажется внизу. Колесо прокручивается в другую сторону. Снова ставится соответствующая отметка. И так — несколько раз. Если отметки ни разу не совпали, статическая балансировка колесу на нужна.
- В противном случае, на диаметрально противоположной отметке стороне колеса, устанавливается грузик. Масса грузика подбирается эмпирическим путем, поскольку точный вес грузика на глаз установить невозможно. Это может только балансировочный стенд на шиномонтаже.
Поздравляем. Статическая балансировка одного из колес окончена, теперь можно приступать к балансировке остальных. По окончании нужно провести ходовые испытания. Как правило, несбалансированное колесо начинает вибрировать на скорости около 70-90 км/ч.
Кстати, простейший балансировочный станок можно собрать вокруг старой ступицы, в которой еще не погиб подшипник. Только установить самодельный стенд придется идеально ровно во всех плоскостях. Сбалансированных всем колес и приятных ощущений от вождения!
Читайте также Колеса низкого давления своими руками
Читайте также:
Шкивы Балансировка статическая — Энциклопедия по машиностроению XXL
Шкивы, маховики, зубчатые колеса и детали большого диаметра и веса, вращающиеся в машинах с большими скоростями, надо балансировать для того, чтобы массы их были уравновешены и не вызывали излишних колебаний работающей машины. Различают балансировку статическую и динамическую. Статической балансировкой называется процесс уравновешивания изделия в спокойном состоянии. Динамической же балансировкой называется такой процесс, который уравновешивает массу изделия при его вращении. [c.80]СНЯТИЯ небольшого количества материала (до 100 г) у ответственных деталей (диски паровых турбин) пользуются шлифовальными аппаратами. После устранения дисбаланса производят повторную (контрольную) балансировку. Статической балансировке подвергают детали, у которых диаметральные размеры превышают длину (маховики, диски, шкивы, рабочие колёса, пропеллеры, гребные винты и т. п.). [c.865]
При технологической обработку вращаюш,ихся деталей (шкивов, зубчатых колес, валов, барабанов, муфт и т. д.) тр дно получить их полную уравновешенность вследствие неоднородности материала (пустоты, раковины при отливке), некоторой неточности изготовления при отливке, механической обработке и сборке. Неуравновешенность вращающейся детали выражается в том, что центр тяжести детали не совпадает с осью вращения, а кроме того, эта ось вращения не является главной центральной осью инерции вращающейся детали. Самый процесс уравновешивания вращающейся детали называют балансировкой. Имеются два вида балансировки — статическая и динамическая. [c.257]
Восстановленные шкивы подвергают статической балансировке. Дисбаланс допускается 0,1…0,2 Н см. Чем выше частота вращения шкива, тем меньше допускается дисбаланс. Уравновешивают чугунный шкив высверливанием металла с нерабочей части, стальной — наплавкой металла. [c.232]
Отремонтированный вентилятор отдельно или в сборе со шкивом подвергают статической балансировке на универсальных балансировочных стендах или специальных приспособлениях. Допускаемый дисбаланс вентилятора зависит от марки двигателя и находится в пределах 0,1…0,2 Н-см. Уравновешивают вентилятор снятием металла с наружных или внутренних концов лопастей. [c.233]
Существуют два вида балансировки — статическая и динамическая. Обычно, если нет специальных указаний, для деталей, длина которых не превышает 2,5—3 диаметров (шкивы, маховики и т. д.), применяют статическую балансировку. Один из ви- [c.167]
Применяемый ремень должен строго соответствовать сечению канавки. В случае меньшего сечения ремень будет слабо сцепляться с боковыми сторонами канавки, пробуксовывать. Шкивы с предельно изношенной канавкой подлежат замене. При скорости передачи >5 м/с шкивы подвергают статической балансировке. Допускаемая величина дебаланса 6 ГС М при скорости 5— 10 м/с 3 гс-м ири скорости 10—15 м/с и [c.162]
Существуют два вида балансировки — статическая и динамическая. Обычно, если нет специальных указаний, для деталей, длина которых не превышает 2,5—3 диаметров (шкивы, маховики и т. д.), применяют статическую балансировку. Один из видов статической балансировки — балансировка шлифовального [c.284]
Статическая балансировка ротора. Этот вид балансировки преследует цель превращения оси вращения ротора в его центральную ось. Удалением избытка металла в более тяжелой части ротора или добавлением металла в более легкой его части добиваются безразличного равновесия ротора на роликах или горизонтально расположенных линейках, что служит признаком его статической уравновешенности (= 0). Статическая балансировка достаточна при малых угловых скоростях и небольших размерах вращающейся детали в направлении оси вращения (маховики, неширокие шкивы, зубчатые колеса). При деталях значительной длины и больших угловых скоростях (роторы турбин, электродвигателей и т. д.) статическая балансировка не гарантирует устранения динамических нагрузок на подшипники, а иногда даже увеличивает их. Кроме того, недостатком существующих способов статической балансировки является не всегда достаточная точность ее, обусловленная влиянием трения. [c.98]
Шкивы, работающие с окружной скоростью свыше 5 м/с, подвергаются статической балансировке. [c.101]
Статическая балансировка. В некоторых случаях оказывается достаточным обеспечить лишь выполнения условия (11,12) совпадение центра тяжести с осью вращения. В основном это допустимо в тех случаях, когда длина / ротора по оси вращения невелика, например при балансировке дисков, маховиков, шестерен, шкивов и т. п. Однако в этом случае надо быть уверенным в том, что плоскость симметрии детали строго перпендикулярна оси вращения вала. Если из-за неточности монтажа это условие будет нарушено, то появятся пара сил и динамическая неуравновешенность (рис. 242). [c.337]
Выявление статической неуравновешенности звеньев на практике осуществляется с помощью специальных балансировочных установок. На рис. 9.2, б изображена схема простейшей балансировочной установки. Подлежащее балансировке звено, например шкив ременной передачи, устанавливается на опоры установки так, чтобы он мог свободно поворачиваться вокруг оси вращения. Это достигается путем перекатывания вала шкива по горизонтальной опорной призме. После небольших покачиваний шкив остановится в положении, когде центр тяжести его S будет находиться в вертикальной плоскости /—/ ниже оси вращения О. Поэтому корректирующую массу следует поставить на линии /—/ выше оси вращения. Путем ряда попыток можно установить, какую корректирующую массу надо иметь, чтобы результирующая центробежная сила инерции шкива обращалась в нуль. При этом будет выполнено условие [c.189]
Динамическая балансировка. При уравновешивании сил инерции вращающихся роторов, имеющих небольшую длину по сравнению с размером диаметра (маховики, шкивы, зубчатые колеса и др.), можно ограничиться только статическим уравновешиванием. Однако при значительной длине роторов статическое уравновешивание является уже недостаточным, так как становится существенным влияние моментной неуравновешенности, которую методом статической балансировки обнаружить невозможно. [c.189]
Балансировку шкивов, установленных па вал со шпонкой, проводят иа балансировочных станках, обеспечивающих требуемую точность при статической балансировке в динамическом режиме. [c.461]
Принцип действия такого станка может быть показан на следующем примере станка для статической балансировки маховиков, шкивов, вентиляторов и т. п. (фиг. 117). [c.317]
Задачей статической балансировки является приведение центра тяжести на ось вращения, т. е. обращение оси вращения в центральную ось инерции. В этом случае при вращении детали не будет возникать суммарной центробежной силы, но может остаться пара сил инерции, зависящая от величины центробежных моментов инерции. Если деталь по длине имеет небольшие размеры, то величины этих пар сил инерции невелики, и поэтому можно бывает ограничиться одной статической балансировкой. Например, статической балансировкой можно ограничиться в случае таких деталей, как маховики, неширокие шкивы, зубчатые колеса и т. п. Но для барабанов, длинных трубчатых валов и роторов различного рода, если они имеют высокое число оборотов (например, турбинные роторы), необходима динамическая балансировка, задачей которой является обращение оси вращения в главную центральную ось инерции, т. е. такую, при вращении около которой в детали не возникает не только центробежной силы, но и пары сил инерции, зависящей от центробежных моментов инерции ее масс. К статической балансировке тихоходных деталей при- [c.193]
Для динамической балансировки шкивов с большой шириной обода в серийном и массовом производстве применяют специальные балансировочные станки. Статическую балансировку шкивов с узким ободом производят на специальных горизонтальных стендах с роликовыми или призматическими опорами или на специальных станках для статической балансировки. [c.162]
Технические условия на изготовление. Отверстие выполняется по 2-му классу точности, остальные размеры выдерживаются обычно по 3-му или 4-му классам. В шкивах, работающих на высоких оборотах, применяется динамическая балансировка, в остальных ограничиваются статической балансировкой. [c.516]
Статической балансировке подвергают детали, у которых диаметральные размеры значительно превышают длину (шкивы, маховики, диски, гребные винты, колеса машин и т. п.). [c.247]
Шкивы, работающие со скоростью свыше 5 м/с, должны подвергаться статической балансировке. Данные о допустимом дисбалансе в зависимости от окружной скорости шкива приведены ниже [c.507]
Статической балансировке подвергают окончательно обработанные детали, имеющие сравнительно большой диаметр и незначительную длину, маховики, шкивы, зубчатые колеса, роторы и т. п. [c.109]
Для изготовления шкивов обычно используют чугунное или стальное литье. В быстроходных передачах для снижения центробежных нагрузок применяют легкие сплавы. Все шкивы, вращающиеся с окружной скоростью более 5 м/с, подвергаются статической балансировке. [c.44]
Нормы точности статической балансировки шкивов для клиновых ремней [c.738]
Статическая неуравновешенность (рис. 5.5, а) наблюдается у дискообразных деталей малой длины (маховиков, нажимных и ведомых дисков сцеплений, чугунных шкивов и др.). Способы статической балансировки состоят в совмещении центра масс детали с осью ее вращения путем снятия излишнего металла или установки противовеса. Определяют направление дисбаланса — линию, которая проходит через ось вращения детали и центр неуравновешенной массы. Затем излишний металл снимают в удобном месте на этой линии, по одну сторону с неуравновешенной массой от оси вращения, или добавляют металл, если неуравновешенная масса находится по другую сторону от оси вращения детали. Масса т (в граммах) снимаемого (добавляемого) металла определяется по формуле [c.548]
Статической балансировке подвергают ряд деталей (шкивы, кольца, гребные винты и др.). На рис. 81, а изображен диск 2, [c.148]
Согласно техническим условиям, статической балансировке на призмах или ножах подвергаются шкивы коленчатого вала, [c.145]
Процесс балансировки состоит из двух частей определения места и величины дисбаланса и устранения дисбаланса. Для статической балансировки в мелкосерийном производстве применяют различные устройства. Простейшее из них (фиг. 168,а) состоит из двух стальных ножей 3, закрепленных на стойках 4. На ножи 3 кладется оправка 2 с деталью 1 типа шкива или маховика. Более точное устройство для статической балансировки (фиг. 168, б) имеет вместо ножей две пары закаленных роликов 1, свободно вращающихся в шарикоподшипниках. Деталь, повернутая от руки, постепенно останавливается в таком положении, при котором наиболее тяжелая часть ее будет находиться внизу. После этого [c.197]
В массовом производстве, например в автотракторостроении, для статической балансировки маховиков и шкивов применяется специальный станок, изображенный на фиг. 169, а. [c.197]
В некоторых случаях уравновешивается только главный вектор сил инерции Р, а величиной главного момента от пары сил инерции пренебрегают. Это допустимо при малой длине ротора (шестерни, шкивы, маховики) и невысокой угловой скорости вращения его. Такая балансировка называется статической. Обозначим координаты центра тяжести ротора х и у , а всю массу его — т , тогда мы имеем право записать, что [c.205]
Вращ-ающиеся детали, даже. если они по своей конструкции являются уравновешенными (маховики, шкивы, зубчатые колеса, гладкие валы), на деле вследствие некоторой неточности изготовления (например, в процессе отливки, токарной обработки), а также в силу неоднородности материала (пустоты и раковины в отливке) обнаруживают некоторую неуравновешенность, выражающуюся тем, что центр тяжести детали перестает находиться на оси вращения и центробежные моменты инерции масс /г и перестают обращаться в нуль, или ось вращения перестает быть главной центральной осью инерции детали. Возникает необходимость указанную неуравновешенность исправить искусственными мерами это исправление и носит название балансировки. Различают два рода балансировки — статическую и динамическую. [c.193]
Статическая балансировка. В 6.4 было ноказано, что для роторов с малыми размерами вдоль оси вращения (шкивы, маховики, диски и т. п.) допустимо ограничиться статической балансировкой. [c.217]
Технические требования 460, 461 — — клиноременных передач 464—488 — Нормы точности статической балансировки 486 — Предпочтительные расчетные диаметры п и> допустимые отклонения 484— Профиль капавок 485 — Разница в расчетных диаметрах многоканавочного шкива и расчетный диаметр меньшего шкива 484 — Технические требования 486 Шпонки — Выбор для ступенчатых валов 529 — Расчет 529 —призматические 521 — Размеры сечений и пазоБ 520 — Расчет 529 [c.559]
Балансировка и высверливание дисбаланса (динамическая или статическая в зависимости от технических условий) Шлифование выступающей части ступииы шкива, если предусматривается в сборе войлочное или кожаное уплотнение по выступающей части ступицы (после шлифования часто вводят полирование для лучшей работы и меньшего износа уплотнения) (фнг. 50, ж) [c.516]
Шкивы должны быть уравновешены статически или динамически, причем вид балансировки определяется окружной скоростью V шкива и отно1лением его (нири-ны в к диаметру О. [c.549]
Для шкивов и маховиков, работающих при большом числе оборотов, обязательна статическая балансировка, осуществляемая после полной обработки. Статической отбалансировкой до- [c.158]
Вибрацию автомата следует проверить во время его работы. К контрольным точкам А, Б, В, Г (см. рис. 49) приложить датчик универсального прибора модели УБП-1. Результаты измерений (амплитуды вибросмещений или частоты колебаний) отсчитываются по шкале прибора. Допустимая амплитуда вибросме-щеиий. в горизонтальной плоскости (в точках А и Б) составляет 0,007—0,010-мм, а электродвигателя 13 в плоскости, перпендикулярной опорной плите (в точках В и / ), — 0,015—0,020 мм. При больших значениях амплитуд необходимо статически отбалансировать планшайбу 6 шлифовального круга или шкив электродвигателя 13. Балансировку планшайбы выполнить по рекомендациям гл. V. [c.72]
Неудовлетворительная балансировка тормозного шкива приводит к дополнительным динамическим нагрузкам на валы и подшипники редуктора и двигателя. В унифицированных лебедках с фланцевым креплением двигателя нез-довлетвор -тельная балансировка вызывает вибрацию двигптеля и всего механизма. Чтобы обеспечить нормальную работу механизма, проверяют, правильно ли посажен тормозной шкив на вал Дьигателя (не высока ли шпонка и не сидит ли шкив на ней). Если шпонка высока, ее заменяют. Если шпонка нормальная, снимают тормозной шкив с вала и статически отбалансируют его. [c.533]
Как сбалансировать двигатель — основы балансировки двигателя
«В наши дни мир производительности полон крутых комбинаций двигателей, которые занимают больше страниц в каталогах коленчатых валов, чем когда-либо прежде. Мы говорим о 460 Ford с длинными рукавами, диких комбинациях Cleveland, необычных рядных шестицилиндровых двигателях и ударных неровностях для нового поколения двигателей GM Gen III. Все это на службе у подхода к силовому героизму «мое больше, чем твое». Но вся эта ажиотажная шумиха тоже может вызвать недоумение.
Изготовители автомобилей известны тем, что покупают запчасти нетрадиционными способами, такими как обмены, распродажи магазинов и тайные сделки с хорошими парнями. Хотя цена обычно приемлемая, это также может привести к скрытым расходам, когда придет время балансировать вращающийся узел. Балансировка звучит просто, но, как мы обнаружили, есть много магазинов, которые все еще сверлят отверстия традиционным способом, когда применение нескольких простых приемов может упростить жизнь и сделать ее дешевле. Мы столкнулись с типичной проблемой веса, когда пришло время балансировать малоблочный строкер Ford 331ci.Старый грубоватый парень из местного магазина весов сказал: «Я не собираюсь уравновешивать это. Мне пришлось бы превратить его в кусок швейцарского сыра. Отнеси его в другое место…» Мы так и сделали и кое-чему научились. про балансировку двигателей в процессе.
Посмотреть все 15 фотографий Правильно сбалансированный высокопроизводительный коленчатый вал и вращающийся узел должны иметь вес менее 1 грамма, чтобы двигатель не страдал от проблем с долговечностью подшипников или коленчатого вала. Вопрос баланса
Перед тем, как углубиться в кастомные вещи, мы решили, что нам лучше освежить точную информацию о том, как именно сбалансированы оригинальные двигатели, и рассмотреть вопрос о внутреннем / внешнем балансе.Чтобы начать наше путешествие, мы решили поговорить с Томом Либом из Scat Crankshaft, который имеет большой опыт в области балансировки. Либ очень категорично относится к этому вопросу, потому что он видел практически все мыслимые вариации отказа коленчатого вала. Большинство из них не из-за плохого качества, как многие думают. Обычно двигатель либо злоупотреблял чрезмерными оборотами, либо неправильно балансировался, либо часто страдал от сочетания того и другого с неправильным использованием деталей.
Начнем с небольшого урока по конструкции коленчатого вала.Противовесы коленчатого вала предназначены для компенсации (или уравновешивания, если хотите) эффекта инерции относительно тяжелого поршня и шатуна, движущихся как вращательно, так и возвратно-поступательно (вверх-вниз) со скоростью. Вес поршневой и стержневой комбинации влияет на размер и размещение противовеса. Более длинный ход в сочетании с тяжелым поршнем, штифтом и кольцом требует большего противовеса (большей массы), чтобы уравновесить больший возвратно-поступательный вес. Большинство двигателей V-8 используют большие противовесы по направлению к передней и задней части коленчатого вала, оставляя центральную часть без противовесов.Это разделяет двигатель на переднюю и заднюю половины. Положение противовесов на всех 90-градусных коленчатых валах V-8 одинаковое. Высота противовеса, измеренная наружу от средней линии коленчатого вала, ограничена как блоком цилиндров, так и расположением нижней части цилиндров. Противовес, расположенный дальше от средней линии кривошипа, имеет больший балансирующий эффект, но он ограничен шириной картера блока. Груз, помещенный к обоим концам кривошипа, также имеет больший эффект и, следовательно, не должен быть таким большим, чтобы эффективно сбалансировать двигатель.Это делает рукоятку в целом легче.
Внутренний баланс против внешнего
Упаковка также является важным вопросом. Во время разработки малого блока 400ci главной инженерной проблемой было недостаточное пространство внутри картера малого блока для более крупных противовесов, требуемых сверхразмерным 4,125-дюймовым поршнем модели 400. Это было особенно сложно в задней части двигателя, потому что область заднего картера на маленьком блоке Chevy ограничена размещением масляного фильтра.Решение потребовало размещения внешних противовесов на гармоническом балансире и маховике / гибкой пластине. Одним из преимуществ внешних грузов является то, что они, как правило, легче, поскольку расположены на крайних концах коленчатого вала. Недостатком является то, что эти смещенные грузы передают свои крутящие силы обратно в коленчатый вал, что нехорошо. Та же самая ситуация происходит с Chevy с большим блоком 454ci, который также является единственным серийным большим блоком, в котором для балансировки двигателя используются внешние веса.
Форды с малым блоком всегда были сбалансированы внешне, но поскольку имя Ford является синонимом перемен, инженеры Blue Oval изменили величину внешнего баланса, когда двигатели трансформировались в цельное заднее основное уплотнение.Ранние малоблочные автомобили Ford использовали 28 унций дюймов в качестве внешнего веса, изменившись в 1981 году до 50 унций дюймов. Подобно мелкоблочным Chevys, детали могут заменяться между ранними и поздними двигателями, но для обеспечения плавной работы двигателя коленчатый вал, балансир и гибкая пластина / маховик должны находиться в одном и том же семействе балансира.
Bob Weight Blues
Когда дело доходит до любого вида покупки коленчатого вала или если вы планируете добавить набор новых облегченных поршней к существующему двигателю, балансировка этого вращающегося узла может оказаться сложной задачей.Одна из ссылок, с которой вы столкнетесь, — это что-то, что называется «вес боба». Эта спецификация относится к массе, расположенной на одной шейке коленчатого вала, которая включает в себя как возвратно-поступательные, так и вращающиеся части веса всего узла. Под вращающейся массой понимается масса нижней половины шатуна, прикрепленной к коленчатому валу. Возвратно-поступательный вес — это в основном все, от середины шатуна вверх, включая поршень, штифт и кольца.
Каждый высокопроизводительный коленчатый вал имеет определенное значение веса боба, например 1800 граммов. Грамм — это метрическая единица измерения, эквивалентная 11/428 унции. Вес боба в 1800 грамм — это, по сути, вес каждого противовеса. Однако вы не просто складываете все значения, чтобы определить вес боба. Формула: 100 процентов вращающегося веса плюс 50 процентов возвратно-поступательного веса.Давайте рассмотрим пример, чтобы увидеть, как это работает:
| Вращающийся вес (г) | Возвратно-поступательный вес (г) | |
| Подшипник стержня | 50 | |
| Шатун стержня | 420 | |
| Стержень малый | 180 | |
| Поршень | 450 | |
| Штифт | 80 | |
| Кольца | 38 | |
| Масло | 2 | |
| Итого | 470 | 750 |
Прежде чем идти дальше, помните, что у нас есть пара возвратно-поступательных грузов (два поршня) на шейку кривошипа.Математика выглядит так:
Половина возвратно-поступательного веса составляет 750/2 = 375 x 2 поршня на шейку = 750 граммов, а общий вращающийся вес составляет 470 x 2 = 940 граммов. Таким образом, 750 + 940 = 1690 граммов.
Если вес боба для вашего нового коленчатого вала превышает вес боба ваших новых шатунов, поршней и колец, то необходимо снять вес с коленчатого вала, чтобы сбалансировать сборку. Это относительно простая задача — просверлить несколько отверстий в противовесах коленчатого вала.Если значение веса боба для коленчатого вала меньше, чем для комбинации поршень-шатун, на коленчатый вал необходимо добавить металл Мэллори. Мэллори — очень плотный металл, более чем в два раза превышающий плотность стали. Пуля Мэллори диаметром 11/42 дюйма и длиной 31/44 дюйма весит 43 грамма. Проблема в том, что просверливание отверстия для установки Mallory в кривошипно удаляет примерно 24 грамма, так что чистый выигрыш составляет всего около 19 граммов. Таким образом, добавление 50 граммов может быть дорогостоящим, потому что металл Мэллори стоит недешево. Это также означает, что тщательное исследование вашего комплекта Stroker-Engine, чтобы избежать серьезных проблем с балансировкой головных болей и затрат, стоит затраченных усилий.
Многие производители автомобилей предпочитают собирать детали для строкера из разных источников, чтобы сэкономить деньги. Когда это может вызвать серьезные трудности, это когда несоответствующие компоненты собираются случайно, и балансировочный цех должен внести серьезные изменения в коленчатый вал, чтобы правильно сбалансировать двигатель. Простым способом избежать этой проблемы является покупка целого вращающегося узла из одних рук. Большинство этих комплектов ходовых поршней уже должным образом согласованы, поэтому для завершения окончательной балансировки необходимо выполнять только незначительные машинные работы, такие как сверление кривошипа.
Посмотреть все 15 фотоВот внешний вес балансира Professional Products для малогабаритного Ford. Чтобы уменьшить количество бурений, необходимых для уравновешивания этой комбинации, Ишиго снял часть веса с балансира.
Ярлык Custom Balance
Часто приложения для высокопроизводительного строкера могут быть немного сложными. В качестве примера мы работаем над сборкой малогабаритного двигателя Ford Stroker 331ci, который включает кривошип из кованой стали Scat, стержни с двутавровой балкой Scat и набор кованых поршней Mahle.Когда мы впервые собрали этот пакет, мы выбрали поршни Mahle из-за их высокого качества и легкого веса. К сожалению, это вызвало проблему, когда мы отнесли сборку в цех балансировки, потому что для балансировки двигателя с противовесов нужно было снять чрезмерный вес. Тогда мы обратились к Тому Либу из Scat за советом. Его предложение было простым: «Снимите вес с балансира и маховика». Это звучало легко, и он предложил показать нам, как это делается.
В Scat ведущий технический специалист компании Крейг Ишиго показал нам эту процедуру. Наша ситуация осложнялась тем, что специальный маховик, необходимый для двигателя, нельзя было использовать на динамометрическом стенде двигателя. Это означало, что Ishigo не мог снизить вес, просверлив маховик, потому что при тестировании двигателя на динамометрическом стенде использовался другой маховик со стандартным вылетом. После взвешивания всех компонентов выяснилось, что нужно удалить более 560 граммов (20 унций) из всей сборки.Это довольно много металла.
Ишиго говорит, что хотя электронный балансир может считывать каждый противовес индивидуально, он обычно рассматривает двигатель как переднюю половину и заднюю половину. Поскольку этот Ford является внешне сбалансированным двигателем, и необходимо было снять такой большой вес, первым шагом Ишиго было снятие 77 граммов смещенного груза с болтовым креплением в балансировщике Professional Products. Но для сохранения симметричности снятого веса спереди и сзади требовалось удалить металл с противовесов кривошипа с обоих концов.Итак, Ишиго установил кривошип на большом токарном станке и снял более 400 граммов с передней и задней части коленчатого вала. Количество снимаемого веса ограничивалось высотой шейки стержня на противоположной стороне противовесов. Когда токарный станок едва коснулся броска стержня, резание прекратилось. Затем он удалил дополнительный вес, просверлив несколько отверстий во всех противовесах. Ишиго решил просверлить три неглубоких отверстия в каждом противовесе, а не две глубокие, удалив еще 82 грамма сзади, что примерно аналогично 78 граммам, снятым с балансира.Ишиго говорит, что сверление нескольких отверстий безопаснее, потому что оно меньше по глубине, но сверление отверстий вдоль прямого пути дисбаланса также менее эффективно, чем удаление веса непосредственно на линии. Все сводится к тому, сколько веса нужно убрать. Мы сложили общий вес, снятый с рукоятки, и он составил чуть менее 1 фунта 4 унции. Хотя это не так много по сравнению с общим весом всего вращающегося узла, это все же приравнивается к более легкому корпусу, который немного быстрее вращается и помогает ускорению.
Посмотреть все 15 фотографий Большинство мастерских по балансировке не оснащены такими большими токарными станками, как этот в Scat, но это отличная альтернатива сверлению слишком большого количества отверстий в коленчатом валу.SBC Strokers Еще одна область потенциальной путаницы связана с чрезвычайно популярными компактными строкерами Chevy 383ci. Модель 383 была создана с коленчатым валом двигателя 400ci в блоке 350. Как упоминалось ранее, 400 был единственным малым блоком, который был сбалансирован внешне, и большинство 383 комплектов сохраняют эту функцию внешнего баланса.Но для более дорогих приложений, использующих коленчатый вал из кованой стали 4340, идеальным вариантом является внутренняя балансировка вращающегося узла для уменьшения прогиба коленчатого вала. Теперь давайте усложним эту задачу, используя цельный блок заднего главного уплотнения и кривошип. С кривошипом Lunati Sledgehammer и вращающимся узлом, это именно та комбинация, которая использовалась в малом блоке 383, который был нашим испытательным двигателем для гигантской истории испытаний деталей «Стоят ли детали премиум-класса такой цены?» в выпуске за сентябрь 2007 г.
Посмотреть все 15 фотографий Легко определить вес гибкой пластины на цельной гибкой пластине заднего главного уплотнения (стрелка).Это нужно будет удалить для гребка 383 с внутренней балансировкой. Обратите внимание, что несколько просверленных отверстий были необходимы для нулевой балансировки этого цельного маховика с задним основным уплотнением, который изначально был сконструирован для применения с внешней балансировкой.Поначалу это может показаться простым, поскольку вам не нужно использовать балансир со смещенным весом или гибкую пластину / маховик. Однако цельный задний фланец заднего главного уплотнения не позволяет компенсировать вес, который используется в двигателе с задним главным уплотнением, состоящим из двух частей. Чтобы учесть эту разницу в весе, все цельные гибкие пластины заднего главного уплотнения (и маховики) требуют смещения внешнего веса.Но с внутренне сбалансированной рукояткой этот вес не нужен. Таким образом, в случае гибкой пластины необходимо осторожно снять внешний вес. Для маховиков возможно изготовление маховика с нулевой балансировкой на заказ. Если у вас уже есть маховик, можно просверлить дополнительные отверстия, чтобы вернуть его в состояние нулевой балансировки. Если этого не сделать, двигатель будет испытывать вибрацию, которая в конечном итоге приведет к разрыву коренных подшипников и повреждению, которого можно легко избежать.
Руководство по балансировке • Muscle Car DIY
Для того, чтобы любой двигатель работал на максимальной мощности, все жизненно важные компоненты вращающегося узла должны быть сбалансированы.Вам необходимо выполнить процедуру балансировки после того, как все компоненты будут проверены для использования, и вся первичная обработка и установка будут выполнены. Не тратьте время и деньги на балансировку кривошипа до тех пор, пока не убедитесь, что вся обработка и пробная установка выполнены.
Этот технический совет взят из полной книги СОВРЕМЕННЫЕ МЕТОДЫ ПЕЧАТИ ДВИГАТЕЛЯ: ПРАКТИЧЕСКОЕ РУКОВОДСТВО ПО СОЗДАНИЮ ТОЧНЫХ ДВИГАТЕЛЕЙ. Подробное руководство по этой теме вы можете найти по этой ссылке:
УЗНАТЬ БОЛЬШЕ ОБ ЭТОЙ КНИГЕ
ПОДЕЛИТЬСЯ СТАТЬЕЙ: Пожалуйста, не стесняйтесь делиться этой статьей на Facebook, на форумах или в любых клубах, в которых вы участвуете.Вы можете скопировать и вставить эту ссылку, чтобы поделиться: https://musclecardiy.com/performance/how-to-blueprint-engines-balancing-guide/
Обсуждение балансировки двигателя в основном относится к балансировке коленчатого вала. Факторы, влияющие на балансировку коленчатого вала, включают весь вращающийся и возвратно-поступательный вес, поэтому для балансировки кривошипа вам также необходимо сбалансировать поршни и шатуны. Вращающийся вес включает коленчатый вал и большие концы шатунов, а также шатунные подшипники.Возвратно-поступательный вес включает небольшие концы шатунов, поршней, пальцев, фиксаторов пальцев и колец.
Этот балансир Pro-Bal оснащен подвесным ременным приводом, который контактирует с центральной главной шейкой кривошипа сверху.
При балансировке коленчатого вала обычно учитывают 100 процентов вращающегося веса и 50 процентов возвратно-поступательного веса. Отбалансировка — это подход, который учитывает более высокий процент возвратно-поступательного движения.Вместо того, чтобы взвешивать только один поршень, один шток и т. Д., Найдите время, чтобы взвесить каждый компонент, чтобы согласовать по весу все поршни и все штоки.
Следуйте основным рекомендациям по согласованию веса (используйте самый легкий поршень в качестве эталона и снимите вес со всех остальных поршней, чтобы он соответствовал, и т. Д.). Даже при выполнении внутренней балансировки не предполагайте, что демпфер или маховик нулевой балансировки фактически сбалансированы до нуля. Вращайте балансирующий демпфер и маховик независимо друг от друга, корректируя это при необходимости.Если случайно увлажнитель будет покрашен, поверните его снова после покраски, чтобы убедиться, что нет серьезных несоответствий толщины краски, влияющих на баланс.
Балансировка двигателя относится к балансировке коленчатого вала для компенсации возвратно-поступательных и вращающих сил, с которыми он сталкивается во время работы. Возвратно-поступательная сила представлена силами, которые идут вверх и вниз и действуют на ось коленчатого вала. Сюда входит вес, обеспечиваемый поршнями, поршневыми пальцами, поршневыми кольцами и замками пальцев.Вращающийся вес, прикрепленный к коленчатому валу, включает в себя большие концы шатунов, подшипники шатунов и количество масла, которое налипает на шатуны.
Хотя цель состоит в том, чтобы уравновесить коленчатый вал, вы должны сначала взвесить компоненты, прикрепляемые к коленчатому валу. Это означает, что каждый поршень и палец должны весить одинаково, все малые концы стержней должны весить одинаково, а все большие концы стержней должны весить одинаково. Дополнительные элементы, такие как стержневые подшипники, фиксаторы штифтов и кольца, производятся настолько последовательно, что, взвесив образец каждого из них, можно предположить, что остальные весят одинаково.
После того, как поршни согласованы по весу и штоки согласованы по весу, может быть создан грузоподъемный груз, который дублирует компоненты, прикрепленные к коленчатому валу. Затем этот грузик прикрепляется к коленчатому валу. Кривошип вращается на балансировочном станке, а затем вес снимается с противовесов коленчатого вала или добавляется к ним.
Цель состоит в том, чтобы устранить нежелательные силы на геометрической центральной линии коленчатого вала, создавая вращающийся и совершающий возвратно-поступательное движение пакет, который позволяет коленчатому валу работать как можно более плавно.
Внутренний баланс в сравнении с внешнимКоленчатые валы можно отрегулировать внутреннюю или внешнюю балансировку. В любом случае присоединяемые детали (поршни, шатуны и т. Д.) Сначала должны быть согласованы по весу. Когда коленчатый вал имеет внутреннюю балансировку, коррекция балансировочного веса выполняется на самом коленчатом валу, добавляя или снимая вес с его противовесов. Для этого требуются демпфер и маховик с нулевой балансировкой. Демпфер и маховик в этом примере спроектированы с нулевым балансом, поэтому ни один из них не влияет на балансировку коленчатого вала.Это одно из преимуществ внутреннего баланса. Демпфер и маховик могут быть заменены в будущем, что не повлияет на балансировку кривошипа.
Если коленчатый вал предназначен для внешней балансировки, демпфер (или балансир) с отягощением и маховик с отягощением должны быть прикреплены к коленчатому валу во время уравновешивающего вращения. Затем вносятся исправления, добавляя или снимая вес на противовесах коленчатого вала.
Хотя новый коленчатый вал на вторичном рынке может быть отбалансирован на заводе, близком к нулю, это является только отправной точкой.Учтите массу всего, что висит на кривошипе: шатуны, подшипники штока, поршни, пальцы, фиксаторы пальцев и пакет поршневых колец. Любой кривошип должен быть уравновешен вращающимся и возвратно-поступательным весом для создания сбалансированной сборки. Независимо от происхождения кривошипа (OEM или вторичный рынок, новый или подержанный), весь вращающийся / возвратно-поступательный агрегат должен быть сбалансирован. Если в какой-то момент вы измените какие-либо компоненты массы-веса от ранее работающего двигателя (например, поршни или шатуны), кривошип должен быть повторно сбалансирован.
Два распространенных типа демпферов коленчатого вала: резиновые / эластомерные и вязкие. Балансир с демпфированием из эластомера / резины OEM-типа разработан для уменьшения гармоник коленчатого вала в предварительно заданном диапазоне частот. Вязкий демпфер имеет полость, частично заполненную вязким гелем, которая предназначена для поддержания баланса на всех оборотах двигателя.
Если вы балансируете внешне сбалансированный коленчатый вал, когда вам необходимо включить как маховик, так и демпфер на коленчатый вал во время балансировки, использование вязкого демпфера требует другого подхода.Поскольку вязкий демпфер постоянно работает для поддержания баланса, это может маскировать небольшой дисбаланс коленчатого вала. Если вязкий демпфер предназначен для использования на внешне сбалансированном коленчатом валу, он, вероятно, был спроектирован как состоящий из двух частей. Снимите вязкое уравновешивающее кольцо со ступицы и во время балансировки установите на коленчатый вал только ступицу.
Хотя некоторые двигатели оригинального оборудования были разработаны для внешней балансировки, внутренняя балансировка возможна для любого кривошипа. Торговое оборудование, необходимое для балансировки коленчатого вала, включает: цифровые весы профессионального уровня, которые используются для взвешивания отдельных деталей, включая поршни, пальцы, кольца, замки, штоки и подшипники штоков; опора шатуна, используемая совместно с цифровой шкалой; электронный балансир вращения коленчатого вала; подвесной сверлильный станок для сверления отверстий в противовесах; и набор баллончиков, которые используются для имитации веса поршней, шатунов и т. д.Добавьте ступицу адаптера маховика, чтобы можно было корректировать балансировку маховика, который обслуживался или находится под вопросом.
Весовое соответствиеПервым делом необходимо определить вес поршней и шатунов. Вам необходимо знать, сколько весит каждая деталь, чтобы создать карту веса штанги и убедиться, что все веса поршня и штока идентичны.
Ваши цифровые весы должны быть абсолютно чистыми. Проницательные производители двигателей всегда хранят пылезащитный чехол на весах, когда они не используются.Весы также должны быть расположены в месте, где нет движущегося воздуха. Эти весы настолько чувствительны, что легкий ветерок, вызванный открывающейся рядом дверью, может легко привести к ошибочным показаниям.
После нажатия кнопки ZERO для калибровки весов взвесьте каждый поршень и нанесите метку маркером. После того, как весь комплект поршней будет взвешен, вы затем исследуете комплект, чтобы найти варианты. Если веса не совпадают, самый легкий поршень становится точкой отсчета, поэтому вы удаляете материал из оставшихся поршней, чтобы сопоставить самый легкий.
Если необходимо снять груз, делайте это осторожно, чтобы не нарушить конструктивную целостность поршня. Когда поршень закреплен в специальных тисках для поршневого пальца, материал может быть удален (фрезерованием) с нижней стороны выступа пальца. Однако современные высококачественные поршни с высокими эксплуатационными характеристиками производятся с такой высокой степенью точности, что необходимость в корректировке веса возникает редко. Когда все поршни в наборе будут весить одинаково, запишите вес одного поршня в карточку груза.
Масса поршневого пальца
Затем запишите вес каждого поршневого пальца. Опять же, редко можно найти набор качественных поршневых пальцев, которые еще не соответствуют весу. Вам не следует рассматривать возможность модификации поршневого пальца, но если обнаруживается какое-либо небольшое отклонение в весе с комплектом поршней и набором пальцев, прежде чем пытаться уменьшить вес любого из поршней, вы можете попытаться сопоставить пальцы с поршнями, чтобы исправьте любое отклонение веса.
Смешивая и подбирая комбинации самого тяжелого и самого легкого, вы можете создавать наборы поршней и пальцев, которые создают точно подобранный общий вес.Если это так, то каждый штифт должен оставаться со своим поршнем до окончательной сборки.
Каждый компонент (штоки, подшипники штока, поршни, пальцы, замки и кольца) взвешивается на точных цифровых весах. Первым делом поместите вес весов на весы и тарируйте весы. Это вернет показание весов к нулю с голой подставкой, чтобы исключить вес подставки из уравнения. При взвешивании большого конца стержня стержень должен быть установлен так, чтобы центры отверстий были горизонтальными и параллельными (обратите внимание на уровень пузырьков на большом конце стержня).Маленький конец поддерживается на стойке за весами, а большой конец поддерживается на стойке, которая опирается на весы.
Вес шатуна
Затем взвесьте каждый шатун. Поместите специальную подставку для штанги, в которую помещается маленький конец штанги, на цифровые весы и ОТЛИЧИТЕ (ноль) ее, чтобы не учитывать или нивелировать вес этой подставки. Поместите другую подставку для прута рядом с весами (но не на них). Эта подставка поддерживает большой конец стержня. Каждая подставка регулируется по высоте.Установите штангу на стойки горизонтально и отрегулируйте так, чтобы центр большого конца был на одном уровне с центром малого конца. Отметьте и запишите вес малого конца.
Затем переверните стержень, чтобы взвесить головку. Опять же, стержень должен быть ровным. Конструкции подставок под штангу различаются; если на весы опирается другая подставка или элемент подставки, необходимо снова произвести ТАРИФИРОВАНИЕ весов, чтобы снизить вес подставки. Запишите вес шатуна.
После регистрации веса всех штанг сравните и определите, требуется ли корректировка веса.Сегодняшние высококачественные кованые и заготовочные прутки послепродажного обслуживания обычно очень хорошо согласованы по весу, поэтому, скорее всего, корректировка не требуется. Штанги OEM старой конструкции могут иметь утяжелители на малом конце и на крышке, что позволяет снимать материал. Сегодняшние стержни обычно не имеют этих выступов, и у вас может не быть доступного лишнего материала для удаления.
Если у вас есть набор стержней, не соответствующих по весу, вам лучше обратиться к производителю, чтобы обсудить проблему, что может означать замену на другой набор.После того, как все стержни будут взвешены и записаны, снимите подставку с весов и ОБНУЛИТЕ весы.
Взвесьте и запишите набор фиксаторов пальцев одного поршня (если у ваших поршней есть полностью плавающие пальцы). Взвесьте и запишите вес полного комплекта колец одного поршня (включая опорную планку маслосъемного кольца, если таковая имеется). Наконец, взвесьте и запишите вес пары вкладышей подшипника одной штанги.
имеют усиленные алюминиевые V-образные зажимы, которые крепятся вместе на шейках шатунов коленчатого вала.На каждой стороне V-образного зажима есть грузы. Половина веса штанги помещается на каждую сторону журнала. Используя информацию, записанную во время взвешивания компонентов, грузики собираются на цифровых весах для дублирования определенного веса. Общий вес груза должен соответствовать весу карты веса груза, которая включает в себя V-образные зажимы, отрегулированные веса и гайки, которые скрепляют половинки груза веса вместе.
Маленький конец стержня взвешивается так же, как и большой конец.Масштабируемая опорная стойка сначала тарируется, а штанга устанавливается горизонтально.
Регулировка
Вес регулируется путем добавления свинцовой дроби в стволы с крышками, которые крепятся к V-образным блокам, или путем добавления утяжеленных дисков на резьбовые стержни на V-образных зажимах (конструкции различаются). Чтобы создать грузоподъемность на V-8 или 90-градусном V-6, учитывается 100 процентов веса вращения стержня (большой конец стержня и подшипник стержня) и 50 процентов веса возвратно-поступательного движения, включая поршни, наконечники малых штоков, кольца, штифты и замки.Это означает, что оба больших конца штока и оба комплекта подшипников штока, но только один комплект поршень / палец / кольцо учитываются при возвратно-поступательном движении.
Каждый поршневой палец взвешивается и регистрируется. Наборы штифтов обычно весят одинаково. Однако, если присутствуют какие-либо небольшие отклонения, вы можете комбинировать или подбирать более легкие или более тяжелые штифты для поршней, чтобы создать комбинацию поршень / штифт, которая обеспечивает набор подходящего веса. Это может уменьшить или устранить необходимость в уменьшении веса поршней.
Если необходимо снять груз с поршня, материал может быть удален только из области, где прочность не снижается. Нижняя сторона выступов штифтов может иметь неглубокую точечную поверхность, или можно использовать радиальный резак для снятия одинакового веса с обоих выступов.
Учитывая высокое качество и единообразную точность производства современных поршней и штифтов послепродажного обслуживания, некоторые производители предпочитают просто взвешивать поршень / штифт и фиксировать вместе как единое целое.
Пакеты колец из одного набора весят одинаково, поэтому нет необходимости взвешивать весь набор колец. Взвесьте пакет для одного поршня (верхнее кольцо, второе кольцо и пакет масляных колец). Если для пакета маслосъемных колец требуется опорная шина, не забудьте включить опорную шину во взвешенную упаковку.
Образец карточки легкого веса. Это дает технику необходимую информацию для создания упоров. Эта информация должна храниться в файле на случай, если эта сборка потребует обслуживания в будущем.
Во время сборки гирей они взвешиваются на цифровых весах и регулируются (с использованием большего или меньшего количества гирь, чтобы соответствовать требуемому весу).
После того, как заполнена карта штанги, собираются отдельные штанги.
Для других конфигураций двигателя могут потребоваться другие процентные значения возвратно-поступательного движения. Производитель балансировочного оборудования обычно предоставляет справочную таблицу или записывает эту информацию в свое компьютерное программное обеспечение.
После определения общего веса штанги, веса подбираются таким образом, чтобы дублировать реальную возвратно-поступательную массу.
Отравление
50-процентный коэффициент обычно используется для большинства балансировочных работ. Но для определенных гоночных приложений с высокой степенью сжатия и / или высоким давлением в цилиндрах некоторые строители предпочитают немного перевесить, используя коэффициент 51%. Это добавляет немного больше веса противовесам коленчатого вала, что противодействует высокому сопротивлению сжатию.Это теоретически снижает отрицательный крутящий момент, создаваемый силой сжатия, способствуя дальнейшему уплотнению заряда воздух / топливо.
В некоторых случаях быстроходный гоночный двигатель может испытывать небольшую несбалансированную вибрацию при определенных оборотах. В этой ситуации может оказаться полезным небольшой перевес, если увеличить коэффициент возвратно-поступательного движения до 51 процента или более. При этом точка дисбаланса может быть перемещена в более низкий диапазон оборотов двигателя, что не критично для использования гоночного двигателя.Уравновешивание позволяет оптимизировать балансировку коленчатого вала в наиболее важном диапазоне оборотов двигателя (оптимальном уровне) для конкретного типа гонок.
Если вы балансируете рядный коленчатый вал с четырьмя цилиндрами, создавать балласты не нужно. Поскольку коленчатый вал имеет два противоположных хода, динамические силы имеют тенденцию компенсировать друг друга. Чтобы уравновесить коленчатый вал этого типа, вес всех поршней и шатунов должен соответствовать весу, как это обычно делается для двигателя V-образного типа. Без груза, прикрепленного к коленчатому валу, вращайте и уравновешивайте кривошип.
Установка
Коленчатый вал расположен на V-образных блоках балансира на передней и задней шейках коленчатого вала. У V-образных блоков есть нейлоновые трущиеся блоки для защиты основной поверхности шейки, которую необходимо слегка смазать перед установкой коленчатого вала. Балансиры устанавливаются на шейки шатунов коленчатого вала, при этом веса каждой шейки устанавливаются на 90 градусов друг от друга.
Пупыры также должны быть отцентрованы по ширине цапфы.Большинство спиновых балансиров имеют приводной ремень, который контактирует с центральной главной цапфой. Когда коленчатый вал оснащен опорными грузами, включается противовес для вращения кривошипа. Балансировочный станок отображает существующие тяжелые или легкие участки коленчатого вала относительно нуля и указывает, где необходимо удалить или добавить вес относительно передних и задних противовесов, а также радиальную точку противовесов.
Если необходимо снять груз, это делается путем просверливания для удаления материала с противовесов.Это может быть выполнено с помощью подвесного сверлильного станка, сверления внешних кромок противовеса или, как определено специалистом по балансировке, путем обработки материала с внешних поверхностей противовесов на прецизионном токарном станке.
Bobweights должны быть отцентрованы по ширине каждой шейки штанги. Чтобы сэкономить время на измерения, машинисты часто вставляют алюминиевую прокладку определенной толщины, чтобы избежать времени, необходимого для измерения центрирования груза.
Каждый грузик устанавливается стороной для груза под углом 90 градусов к каждой шейке удилища.
Пример легкого груза, центрированного по ширине цапфы.
Здесь показана распорка, вставленная с одной стороны груза. Когда груз на штанге прижат к распорке, половинки груза скрепляются вместе, а затем распорка удаляется.
Основания легкого грузаимеют V-образные прорези, которые упираются в шейку штанги. Каждый конец груза натягивается равномерно.
В зависимости от типа балансировочного станка на экране дисплея отображается информация о требуемом диаметре и глубине просверленного отверстия.
Если необходимо добавить вес, противовес коленчатого вала сначала просверливается до определенного диаметра и глубины, а затем заполняется вольфрамовой пробкой из тяжелого металла. Если пробка установлена на радиальном крае противовеса, техник затем приваривает пробку на месте, чтобы предотвратить ее выпадение из противовеса. Большинство специалистов по балансировке предпочитают сверлить и устанавливать вольфрамовую пробку горизонтально через поверхность противовеса, что исключает возможность случайного вылета пробки из-за центробежной силы.
Каждый раз, когда груз снимается или добавляется, коленчатый вал снова проверяется на вращение, чтобы проверить изменение баланса, поскольку изменение веса на одном конце кривошипа может повлиять на противоположный конец. В некоторых случаях может потребоваться до шести (или даже больше) корректировок баланса, когда техник гоняется за балансом.
Перед попыткой балансировки коленчатого вала всегда проверяйте коленчатый вал на предмет биения.Если он погнут (чрезмерное биение), балансировочный станок показывает значительную разницу в весе между передним и задним противовесами. Всегда проверяйте биение, прежде чем тратить время на попытки исправить баланс.
Проверьте ход коленчатого вала и убедитесь, что расстояние каждого хода (от центральной линии шейки шатуна до средней линии главной шейки) идентично. Это особенно важно, если коленчатый вал переточен. Небольшие различия в гребке влияют на баланс.
Балансировка — это последний этап подготовки коленчатого вала (помимо окончательной полировки шейки), поэтому убедитесь, что все обработки, которые могут повлиять на балансировку, уже выполнены.Сюда входит обработка коленчатого вала, обработка поршней, выбор подшипников штока и т. Д. Важно отметить, что любое изменение веса деталей, совершающих возвратно-поступательное движение, меняет общий баланс. Если во время ремонта вам потребуется заменить хотя бы один поршень, не предполагайте, что новый поршень весит столько же, сколько и оригинал, даже если он того же размера, типа и марки. Каждый раз при замене какой-либо части поршневого узла необходимо выполнить повторную балансировку коленчатого вала.
Когда необходимо снять груз с противовеса кривошипа, это делается на подвесном сверлильном станке.Некоторые балансировочные станки включают сверло, в то время как для других систем требуется отдельный сверлильный станок.
Если необходимо добавить вес к противовесу, это можно сделать на краю или на забое. Если к внешнему краю добавляется груз, необходимо приварить груз на месте, чтобы исключить возможность его выброса наружу. Если на лицо добавлен вес, подойдет пресс-посадка. Из-за необходимого расположения груза, показанного здесь, задний противовес был пробурен для доступа к целевому противовесу для бурения.Пули из тяжелого металла (вольфрам, также известный как металл Мэллори) запрессовываются в целевое отверстие. Опять же, техник обращается к таблице, в которой указаны диаметр и длина вольфрама, необходимые для определенного весового коэффициента (в граммах).
Монитор на экране этого балансира отображает все данные о весе, введенные техником.
Этот компьютерный балансир Hines предоставляет динамический график, показывающий место, необходимое для снятия или добавления груза, с точки зрения положения часов и глубины у противовеса.
Нажимной диск маховика или муфты для коленчатого вала с внутренней балансировкой должен иметь нулевой баланс сразу после установки. Но если цель состоит в том, чтобы следовать концептуальному подходу, не делайте этого предположения. Отдельно проверьте маховик (или гибкий диск) и нажимной диск сцепления и при необходимости откорректируйте баланс. Хотя приблизительное состояние балансировки маховика и / или нажимной пластины может быть достаточным для повседневного уличного вождения, при проектировании необходимо попытаться устранить все переменные и отклонения.
Однако не является критичным и часто непрактичным для достижения идеальной нулевой балансировки коленчатого вала на балансировочном станке. Даже движение и миграция перевязочного и цепляющего масла может немного изменить динамический баланс. Допускается балансировка коленчатого вала с точностью от 2 до 4 граммов. Тот факт, что вы можете достичь нулевого баланса на машине, не означает, что коленчатый вал будет испытывать нулевую балансировку во время работы двигателя. Быть реалистичным. Вы можете часами гоняться за нулевым балансом, часто без дополнительной выгоды.
Написано Майком Мавригианом и опубликовано с разрешения CarTechBooks
ПОЛУЧИТЕ СДЕЛКУ НА ЭТУ КНИГУ!
Если вам понравилась эта статья, вам понравится вся книга. Нажмите кнопку ниже, и мы отправим вам эксклюзивное предложение на эту книгу.
динамическая балансировка, колесо, маховик, онлайн
На этой странице показано, как динамически балансировать колесо или маховик без инструментов или электроники.
Безопасность прежде всего: Обязательно соблюдайте все обычные меры безопасности.Двигайтесь на безопасной скорости. Не позволяйте грузам слетать с колеса. Не терять одежда. Проверить целостность колеса. И т. Д.
1) Отметьте 3 примерно одинаковых места для грузов на ободе маховика. Промаркируйте точки 1, 2 и 3 противовеса (в любом порядке). Приготовьте ~ 20 противовесов примерно одинакового веса.
2) Присоедините противовес с количеством, указанным в первой строке в диалоговом окне выше.Тщательно посчитайте и убедитесь, что гири находятся в нужных местах. Не используйте более 10 гирь в любом из трех мест.
3) Прокрутите маховик. Каждый раз, когда вы вращаете во время балансировки, вращайте примерно с одинаковой скоростью.
4) Оцените колебание по шкале от 0 (нет) до 9 или более (сильно). Единица вашей шкалы колебания — не важна , но согласованность между каждым тестом важна. Убедитесь, что вы оцениваете величину колебания как можно точнее.Если у вас есть способ измерить колебание, это лучше — например, с помощью недорогой лазерной указки, отраженной от небольшого зеркала, прикрепленного к тому, к чему прикреплен маховик. Соблюдайте меры предосторожности, прилагаемые к лазеру.
5) Введите свой рейтинг колебания в синем поле и нажмите кнопку Balance . Повторяйте с шага 2, пока не найдете минимальное колебание. Обычно для завершения балансировки требуется от 10 до 15 циклов между этапами. Если изменение веса больше одного после 15 циклов, остановитесь, внимательно перечитайте эти инструкции и затем продолжайте с того места, где вы остановились (или начните заново).
Поздравляем! Ваш маховик или колесо теперь динамически сбалансированы! |
Наконечники маховика с динамической балансировкой
Вы также можете динамически балансировать с помощью сотовой карты. Пытаться несколько случайных конфигураций противовеса на карте — 3 цифры соответствуют количество гирь в точках 1, 2 и 3. Распечатайте карту и отметьте на ней величина колебания для каждой тестируемой комбинации.Постепенно сосредоточьтесь на лучшая область карты для исследования с наименьшим колебанием. Например, если у вас одинаковое колебание на 770 000 и 700, велика вероятность, что у вас будет минимальное колебание на 420.
В идеале вы должны использовать оба метода вместе — используйте первый метод, описанный выше, но задокументируйте комбинации и колебания на карте.
Заявление об отказе от ответственности в отношении динамической балансировки
eMachineShop и все, кто связан с нами каким-либо образом, являются не несет ответственности за использование вами этой информации.МАШИННЫЙ МАГАЗИН ЯВНО ОТКАЗЫВАЕТСЯ ОТ ВСЕХ ГАРАНТИЙ, ЯВНЫХ ИЛИ ПОДРАЗУМЕВАЕМЫХ, В ОТНОШЕНИИ ТОЧНОСТЬ ЛЮБОГО ПРЕДОСТАВЛЕННОГО СОДЕРЖАНИЯ ИЛИ СООТВЕТСТВИЯ ИНФОРМАЦИЯ ДЛЯ ЛЮБОЙ ЦЕЛИ.
Обработка деталей на заказ
Если вам нужны механические детали, изготовленные на заказ, — eMachineShop может помочь.
Просто загрузите наше бесплатное программное обеспечение САПР, спроектируйте свою деталь, получите мгновенную цену и нажмите, чтобы заказать!
Как генерировать бесплатную электроэнергию с помощью маховика
В этой статье мы исследуем концепцию маховика и узнаем, как его можно использовать для зарядки аккумуляторов, а также улучшить работу на уровне избыточности.
Что такое маховик
Согласно Википедии, маховик — это прядильная механизированная машина, используемая для накопления и высвобождения крутящего момента.
Маховики обладают инерцией, называемой «моментом инерции», которая поэтому сопротивляется изменениям скорости вращения, подобно тому как масса (инерция) автомобильной системы предотвращает ее ускорение.
Уровень мощности, удерживаемой в маховике, пропорционален квадрату его вращательного движения.
Энергия передается на маховик за счет использования крутящего момента, в результате чего увеличивается его скорость вращения и, как следствие, его накопленная мощность. С другой стороны, маховик производит собранную энергию за счет использования крутящего момента для физической нагрузки, что, в свою очередь, снижает скорость вращения маховика.
Типичные области применения маховика:
Обеспечение бесперебойной подачи энергии там, где источник энергии является прерывистым. В качестве иллюстрации в поршневых двигателях используются маховики, поскольку источник энергии и крутящий момент от этих двигателей нерегулярны.
Распределение энергии со скоростью, превышающей возможности постоянного источника энергии.
Это часто достигается за счет постепенного накопления энергии в маховике, а затем просто быстрой разрядки энергии со скоростью, превышающей возможности источника энергии.
Управление центровкой механизированного оборудования. В этом типе использования угловая скорость маховика специально передается в качестве крутящего момента на соединительную механизированную систему, в то время как энергия перемещается к маховику или от маховика, в результате чего соединительное оборудование перемещается в определенное ожидаемое положение.
Маховики идеально изготовлены из стали и перемещаются через специальные высококачественные подшипники; они обычно ограничиваются числом оборотов в несколько тысяч об / мин.
Ряд современных маховиков изготовлены из компонентов из углеродного волокна и оснащены магнитными подшипниками, что позволяет им вращаться со скоростью до 60 000 об / мин.
В приведенном выше обсуждении четко указано, что маховики обладают потенциалом для генерирования выходной мощности, которая может быть намного выше, чем входная, после того, как они были повернуты до некоторой заданной высокой скорости.
Из приведенного выше обсуждения мы можем сделать вывод, что с помощью маховика можно получить сверхмощный генератор электроэнергии без особых сложностей и скептицизма.
Рассмотрение маховика как эффективного генератора бесплатного электричества
В одном из своих предыдущих постов я обсуждал аналогичную концепцию с использованием маятника и пытался передать метод его использования для достижения пределов избыточности.
В этой статье мы увидим, как маховик можно использовать для выполнения результата избыточного единства и получить на 300% больше выходных данных, чем примененных входных данных.
На схеме ниже мы видим простой маховик с установленным двигателем:
Это можно рассматривать как ручной электрогенератор, использующий маховик, при этом маховик нужно время от времени толкать для поддержания постоянного вращения на присоединенном двигателе.
Провода двигателя могут быть соответствующим образом оконцованы батареей для получения предлагаемого бесплатного электричества от установки.
Преимущество этой установки заключается в том, что после того, как маховик вращается с заданным максимальным крутящим моментом, вращение может поддерживаться путем толкания маховика со значительно меньшим количеством энергии.
Несмотря на то, что описанная выше установка эффективна, она может выглядеть не слишком впечатляющей из-за необходимости постоянно находиться рядом с системой.
Использование маховика для выработки бесплатного электричества
В предыдущих разделах мы обсуждали, как можно использовать маховик для выработки избыточного электричества из накопленной потенциальной энергии, когда ему дают быстрое вращение с использованием внешней силы кручения. В следующих обсуждениях мы узнаем, как систему можно превратить в вечный двигатель без необходимости какого-либо внешнего вмешательства.
В нашем последнем обсуждении мы поняли естественную приписываемую сверхъединичность маховика и узнали, как его можно использовать как эффективную машину для выработки бесплатного электричества с помощью часто прикладываемой к нему внешней минимальной поддерживающей силы.
Однако, чтобы превратить маховик в бесплатный генератор электричества, почти вечный и автоматический без необходимости какого-либо ручного вмешательства, может быть использована следующая показанная умная идея.
Настройка цепи маховика
Если объяснение, приведенное в Википедии, считается правильным, то приведенная выше конструкция должна работать в соответствии с предлагаемой здесь концепцией избыточного единства.
На схеме выше мы видим правильно рассчитанные маховик, двигатель и схему аккумуляторной батареи.
Как это работает (Overunity)
На рисунке показан вид сверху на маховик, прикрепленный двигатель находится прямо под маховиком, показанный в виде пикселей.
Провода двигателя подключены к аккумулятору, который необходимо зарядить, через блокирующий выпрямительный диод (1N5408).Этот диод гарантирует, что напряжение от батареи остается заблокированным, в то время как энергия от двигателя может достигать батареи.
Также можно наблюдать транзисторную сеть PNP, база которой сконфигурирована с герконом.
Герконовый переключатель должен активироваться с помощью встроенного магнита, запечатанного на краю маховика.
Первоначально переключатель, соединенный последовательно с отрицательным проводом, остается выключенным, а маховик получает крутящий момент (крутящий момент) вручную или с помощью любых внешних средств.
A Как только это будет выполнено, переключатель сразу же переключается в положение ВКЛ.
Здесь предполагается, что размер маховика достаточно велик, так что действие «включить» (аккумулятор подключен) оказывает лишь незначительное сопротивление крутящему моменту маховика.
После выполнения вышеуказанного действия двигатель мгновенно начинает вырабатывать и подавать электричество в аккумулятор.
Также во время цикла вращения магнит, прикрепленный кромкой маховика, начинает периодически переключать соответствующий геркон.
Геркон, в свою очередь, переключает транзистор PNP с той же скоростью, создавая кратковременное короткое замыкание на диоде 1N5408, так что в эти моменты энергия батареи возвращается к двигателю для приложения к нему необходимого поддерживающего крутящего момента.
Конденсатор емкостью 2200 мкФ способствует этому и снижает нагрузку на батарею при каждом включении транзистора.
Теперь, поскольку геркон переключается только на долю времени каждого полного оборота маховика, за исключением этих периодов, оставшаяся часть периода вращения используется для выработки дополнительной дополнительной электроэнергии для батареи.
Это означает, что пока маховик вращается, только небольшая часть энергии батареи используется для поддержания ее оптимального крутящего момента, в то время как значительно большая часть ее энергии передается двигателю для генерации эквивалентного количества зарядного тока для батареи.
Вышеупомянутый сценарий обеспечивает идеальную самоподдерживающуюся систему маховика, которая становится способной генерировать бесплатное электричество в избытке, используемом буксирным колпаком в качестве его поддерживающего входа.
Показанный конденсатор емкостью 2200 мкФ может быть увеличен до некоторого более высокого значения, и, если возможно, можно попробовать суперконденсаторы для дальнейшего повышения эффективности системы.
Отзыв от г-на Марка Байамонте
Можно ли использовать трехфазный двигатель стиральной машины и как он будет подключен? Я дурачился с ветряной мельницей и заставил ее работать, но ветра не хватило. У вас отличные планы, и я хотел бы попробовать. Вот мой мотор.
Решение вопроса
Трехфазный двигатель может быть трудным и запутанным при подключении с показанной схемой маховика, потому что двигателю потребуется преобразование трехфазного постоянного тока в однофазное и прием постоянного тока в трехфазный от транзистора…
Окончательный дизайн маховика МаркаЯ построил маховик, и он работает! У меня был только 2200 мкФ 16 вольт. Я использовал мотор от беговой дорожки.
Какой конденсатор наибольшего размера я мог бы использовать? Большое тебе спасибо. Это первое, что я сделал вот так. Мне это очень понравилось.
Извините, я не начал дурачиться с такими вещами в более раннем возрасте. Еще раз спасибо за ваш дизайн и ваше время.
Марк Байамонте Эшли,
Pa USA
primoswilkesbarre @ gmail.com
Мой ответ
Замечательно, Марк, спасибо за обновление информации.
Емкость конденсатора не критична, однако большие значения могут помочь повысить эффективность системы, поэтому вы можете попробовать добавить еще пару 2200 мкФ параллельно.
С уважением
Swag
Несколько советов по оптимизации от г-на Тамала Индика
Я заметил большую разницу, установив конденсатор емкостью 4700 мкФ на клеммы двигателя, и скорость маховика значительно увеличилась.В то же время я проверил выход мотора, он составляет около 6,5 В. Я собираюсь вращать другой двигатель с помощью этого выходного тока и, используя этот отдельный двигатель, я могу создать хороший генератор, перемещая магниты на фиксированной катушке.
Я надеюсь использовать супермагниты типа N38 (диаметр 2 см, ширина 1 см) и калибр 20 катушек. Я могу сделать для этого сборку и прикрепить другое маховое колесо к валу, прикрепленному к этому отдельному двигателю, чтобы скорость увеличилась. . Тогда он будет генерировать ток более 12 В и около 2 А.Также я могу изменить количество ампер, подключив больше катушек. Затем я могу подать ток на батарею Dialog Router 7,4 В 1A, и она будет хорошо заряжаться.
Я думаю, что это хорошая модификация вашей схемы, и вместо того, чтобы передавать выходной ток батареи через выпрямитель, я собираюсь вращать другой отдельный двигатель этим током и, таким образом, запускать генератор и обеспечивать выход генератора. к батарее. Обратите внимание, что в настоящее время я использую Dialog Router 7,4 В 2 А с кассетным двигателем 6 В для вашей конструкции, и скорость маховика значительно увеличилась за счет подключения конденсатора 4700 мкФ к клеммам кассетного двигателя 6 В.
Это принесло некоторые успешные результаты. Я только что проверил зарядное устройство этого аккумулятора, это зарядное устройство 12В 1А. Надеюсь, мне удастся создать генератор, который будет обеспечивать 12В 1А.
Балансировка двигателя с Томом Либом от Scat Enterprises
Балансировка коленчатого вала — это всего лишь балансировка. Когда двигатель работает, существует множество различных сил, работающих друг против друга, которые должны работать в гармонии. К сожалению, многие энтузиасты редко задумываются о процессе балансировки.В конце концов, именно поэтому вы потратили лишние деньги на лучшие детали и использовали опытного производителя двигателей вместо того, чтобы делать это самостоятельно. Но суть в том, что если вы строите двигатель, наличие правильно сбалансированного вращающегося узла должно быть одной из самых важных вещей в вашем списке сборки.
Вы можете спросить себя, почему балансировка коленчатого вала так важна, или сказать, конечно, что балансировка кривошипа важна. Хотя это может быть очевидной необходимостью, вы можете не понимать логику, лежащую в основе этого, или много знать о самом процессе балансировки.Вот почему мы поговорили с Томом Либом, владельцем SCAT Enterprises, чтобы получить некоторое представление о балансировке коленчатого вала.
При балансировке коленчатого вала в противовесах можно просверлить отверстия для снятия веса или для заполнения тяжелым металлом для увеличения веса.
Основная конструкция коленчатого вала проста. Сначала посмотрим на журналы. Основные шейки — это места, где коленчатый вал «прикреплен» к блоку, а шейки шатунов — это места, где поршень и шток в сборе прикрепляются к коленчатому валу.Противовесы кривошипа предназначены для компенсации веса штока и поршня при вращении. Эти противовесы — это то место, где достигается баланс. На самом базовом уровне балансировка коленчатого вала сводит к минимуму внутреннюю вибрацию двигателя, но это игра на компромисс.
Когда двигатель работает и коленчатый вал вращается, шатун и поршень в сборе совершают возвратно-поступательное движение (перемещаются вверх и вниз). Балансировка коленчатого вала — это управление вращательным и возвратно-поступательным движением.При определении баланса необходимо учитывать оба направления движения. Но как достигается баланс?
Обычно это делается путем удаления или добавления металла к противовесам. Но, чтобы обрести равновесие, нужно знать легкий вес. Болты — это фактические грузы, которые прикрепляются к шейкам шатунов коленчатого вала при балансировке, чтобы имитировать вес узла штока и поршня. Когда грузики установлены, кривошип готов к вращению на балансировочном станке. Несмотря на то, что существуют простые формулы для расчета необходимого веса штанги, многие из них не учитываются.
Балансировка коленчатого вала — это управление вращательным и возвратно-поступательным движением. Коленчатый вал вращается, а шатун и поршневые узлы совершают возвратно-поступательное движение.
Работающий двигатель чрезвычайно динамичен. Из-за этого практически невозможно идеально сбалансировать коленчатый вал. Есть много факторов, которые вступают в игру, когда вы начинаете смотреть на силы, действующие на коленчатый вал, длину шатуна, трение в подшипниках, давление в цилиндре, фазировку противовеса, частоту вращения двигателя, трение кольца, длину хода, вторичные колебания, пары качания и статическая масса.Это все силы, которые машинист или производитель двигателей не могут учесть в процессе балансировки. Это «несовершенство» процесса заставило многих машинистов и производителей двигателей экспериментировать с различными стилями балансировки.
Не балансировать коленчатый вал — все равно что пасти муравьи. — Том Лейб, владелец SCAT Enterprises
Если вы говорите о стандартном двигателе для легкового автомобиля, который почти всегда будет работать в диапазоне низких оборотов и не будет развивать большую мощность, процесс балансировки не столь важен.Когда вы занимаетесь высокими оборотами и высокой мощностью, прецизионная балансировка — это все.
Для балансировки коленчатого вала требуется специальное оборудование и специально обученные механики или производители двигателей, которые понимают, что нужно делать и как это делать правильно. SCAT Enterprises имеет 10 балансировочных станков, которые работают по 10 часов в день. Ежедневно на предприятии SCAT выпускается 50-60 уравновешенных вращающихся узлов.
«Не балансировать коленчатый вал — все равно что пасти муравьи. Все внутри двигателя работает вместе, и если у вас есть цилиндры, которые борются друг с другом, у вас будут плохие вибрации.Это все сотрясет, — объяснил Том.
Балансировка — это игра чисел, и у большинства людей есть нереалистичные ожидания, связанные с этим процессом. Например, много раз люди ищут машиниста, который уравновесит вращающийся узел (штоки и поршни) с точностью до 1-2 граммов. К счастью, производитель обычно заботится об этом, когда штоки и поршни сгруппированы вместе.
«Дело в том, что поршни сбалансированы с точностью примерно до 2 граммов». Том продолжил: «Стержни сбалансированы с точностью плюс-минус 2 грамма, конец в конец.Большинство людей не знают, что такое на самом деле грамм. Один грамм равен 1/28 унции. Фактический вес грамма примерно равен весу долларовой банкноты. Когда люди говорят о балансировке с точностью до полграмма или балансировке до нуля, сделать это со стопроцентной точностью практически невозможно ».
«Есть смысл быть практичным, а есть смысл быть фанатичным. Ключ к балансировке — это равенство всех концов коленчатого вала. Если вы сбалансированы с точностью до грамма или двух, то все в порядке.”
Процесс обработки
Когда дело доходит до балансировки коленчатого вала, вы либо убираете, либо добавляете вес. Хотя это звучит просто и излечимо, обе ситуации требуют механической обработки кривошипа, что требует навыков и специального оборудования.
Если груз снимается, в противовесе просверливают или обрезают, чтобы облегчить его. Противовес можно просверлить в определенных местах, или коленчатый вал можно повернуть на токарном станке, а противовес можно обрезать для достижения баланса.Если повернуть кривошип на токарном станке можно разными способами, это лучший способ уменьшить вес. Резка удаляет массу, что изменяет инерционные характеристики. Это полезно в любое время, когда можно уменьшить общую вращательную массу. К сожалению, это не всегда вариант, поскольку во многих случаях необходимо снимать вес с определенного места.
Для обработки коленчатых валов требуется специальное оборудование, чтобы облегчить противовесы или подготовить их к работе с Мэллори (тяжелый металл).
Если вам нужно добавить вес, к противовесам нужно добавить металл.Для этого необходимо просверлить противовесы в определенных местах и вдавить в эти отверстия кусочки Мэллори. Мэллори — это вольфрам, который весит примерно вдвое больше стали. Это позволяет производителям двигателей добавлять очень определенные количества веса в точные места для достижения баланса.
Проблема с добавлением веса заключается в том, что перед добавлением веса необходимо удалить материал. Итак, гипотетически, если нужно добавить 28 граммов, 14 граммов будут удалены, чтобы добавить 28. Это дает вам прибавку в весе примерно на 14 граммов.
Хэви-метал (Мэллори) — это не что иное, как вольфрамовая сталь. Он весит примерно вдвое больше, чем обычная сталь. Это делает его отличным вариантом для увеличения веса коленчатого вала. Противовес обрабатывается, и кусок Мэллори вдавливается в отверстие. Это позволяет машинисту или изготовителю двигателя добавлять вес в очень точных местах.
Оператор также очень важен, помимо оборудования. Важно использовать машиниста, который понимает процесс балансировки и то, что необходимо делать.
«Когда коленчатый вал слишком тяжел в одном месте, это означает, что он слишком легкий в другом». Том продолжает: «Уметь смотреть на коленчатый вал и понимать, где находится этот вес, и принимать эти решения — не каждый может это сделать. Большинство проблем с балансировкой возникает из-за недостатка знаний или незнания того, как использовать оборудование ».
Внутренний Vs. Внешний
Когда дело доходит до двигателя внутреннего сгорания, бывают случаи, когда физическое пространство внутри двигателя ограничено.Иногда противовесы коленчатого вала просто не могут быть достаточно большими, чтобы уравновесить поршневой узел в пределах картера. Это заставляет производителей выполнять внешнюю балансировку некоторых двигателей. В этих случаях дополнительный вес добавляется к гармоническому противовесу и маховику или гибкой пластине, чтобы обеспечить необходимый противовес. Эти дополнительные веса эффективны при меньшем весе из-за их расположения на крайних концах коленчатого вала. Обратной стороной является менее точная работа по балансировке вращающегося узла.Эти грузы также оказывают на коленчатый вал собственное скручивающее усилие, которое может иметь отрицательное значение.
В конфигурации с внешней балансировкой к балансиру и маховику / гибкой пластине добавляются грузы для смещения коленчатого вала. Это делается в ситуациях, когда недвижимость внутри блока цилиндров не позволяет использовать достаточно большие противовесы, чтобы компенсировать вес шатунно-поршневых узлов.
«Внешний вес не поддерживается. Ограничивающим фактором становится число оборотов в минуту. Коленчатый вал с внешней балансировкой принимает вес при увеличении оборотов двигателя и в крайних случаях может вызвать смещение и поломку коленчатого вала », — пояснил Том.
По возможности внутренняя балансировка двигателя — лучший способ. Грузоподъемность каждого противовеса подобранная, чтобы соответствовать каждому набору штоков и поршней. Это обеспечивает максимально плавную работу в желаемом диапазоне оборотов. Это даст вам плавный ход двигателя с минимальной вибрацией. Минимальная вибрация обеспечивает долгий и бесперебойный срок службы.
Если вы сбалансированы с точностью до грамма или двух, то все в порядке. — Том Лейб
Независимо от того, собираете ли вы двигатель для легкой уличной езды или двигатель для гонок, точная и качественная работа по балансировке является ключевым моментом.Делайте домашнее задание и знайте, что входит в процесс. Если вы начинаете с новых деталей, SCAT предлагает настраиваемые предварительно сбалансированные вращающиеся узлы практически для любого уровня производительности. Ежедневно компания вытягивает и балансирует 50-60 вращающихся узлов. Каждый заказ индивидуален и сбалансирован для каждого клиента, поэтому вы знаете, что получаете отличные детали, которые собраны и сбалансированы правильно для вашего приложения. Не угадайте, когда дело доходит до самой важной части вашего двигателя. Пусть специалисты сделают это правильно с первого раза!
Полное руководство по началу работы
Автор Цукаса Азума
Последнее обновление 19 января 2021 г.
0 комментариев
Маховик в автомобиле имеет разные цели, включая хранение энергии для поддержания движения коленчатого вала и балансировка вращающихся узлов.Он обеспечивает мощность, плавно передавая энергию на трансмиссию. Узел сцепления помогает двигателю передавать мощность на трансмиссию.
Когда диск сцепления нажимает на маховик, возникает большое трение. Он цепляется за поверхность и помогает машине двигаться по дороге. Это сцепление начинает теряться при износе подкладки. Поэтому при замене нажимного диска люди часто спрашивают: « Как шлифовать маховик? »Итак, давайте обсудим процесс!
Как заменить маховик: полный осмотр и замена поверхностиКаждый маховик требует ремонта в определенный момент времени.Обычно люди предпочитают его при замене сцепления или нажимного диска. Масса маховика поглощает тепло, выделяемое при общей работе сцепления. Сцепление выделяет больше тепла, когда оно начинает проскальзывать или неправильно работать. На поверхности маховика также могут образоваться трещины и волдыри.
Итак, согласно советам экспертов по техническому обслуживанию, необходим тщательный осмотр маховика, чтобы найти повреждения и узнать его состояние. Ниже описаны два основных способа восстановления поверхности маховика.
Обрезка маховикаТормозной токарный станок необходим для начала резки. Процедуру нужно делать осторожно, потому что наладить маховик на токарном станке — дело непростое. Обратной стороной этого метода является то, что остаются неровные участки.
Поскольку токарный тормозной станок пропускает твердые участки, люди предпочитают снимать большое количество металла. Если вы хотите узнать «, как шлифовать маховик », вам необходимо знать как резку, так и методы шлифования.
В автомобилях с гидравлическими рычагами подшипник может двигаться ограниченно. Крайне важно понимать, что сцепление не отключается полностью, когда удаляется слишком много металла.
Маховик — важный компонент автомобиля. (Источник фото: autmexico)ПОДРОБНЕЕ
Шлифование маховикаЭто наиболее предпочтительный метод шлифовки маховиков. Для эффективного выполнения этой задачи требуется блочно-шлифовальный станок.По сравнению со специализированным шлифовальным станком для маховика, шлифовальное оборудование для головок и блоков требует большого времени на переналадку.
Обязательно проверьте, есть ли в механическом цехе специальный шлифовальный станок для ступенчатого маховика. Если нет, то поищите другой магазин, в котором есть оборудование определенного типа для работы.
Поддержание надлежащей высоты сцепления становится совершенно необходимым в случае ступенчатого маховика. Необходимо убедиться, что с обеих поверхностей снято одинаковое количество металла.Вы можете измерить его с помощью маховика глубиномера.
Резка и шлифовка помогают понять, как шлифовать маховик. (Источник фото: carus)Для достижения необходимой плоскостности при минимальном удалении металла специальный шлифовальный станок с маховиком эффективно удаляет твердые пятна и оставляет однородную поверхность. Обычно этот процесс занимает не более пяти минут. В процессе познания того, как шлифовать маховик , оборудование приобретает первостепенное значение. Фланец коленчатого вала помогает установить маховик и центрировать утопленный маховик.Мокрое шлифование камнями из карбида кремния помогает
А как насчет двухмассовых маховиков?В случае BMW, General Motors и Porsche с двухмассовым маховиком, шлифовка не требуется. Замена становится необходимой при износе двухмассового маховика.
На автомобилях Ford процесс шлифовки требует снятия болтов и отделения первичного и вторичного маховиков. Автомобильная компания Ford предлагает использовать новые болты при повторной сборке маховиков.
Для грузовых автомобилей Ford с дизельным двигателем на 7,3 л и дизельных двигателей GM на 6,5 л используются обычные неразъемные маховики для замены дорогостоящих двухмассовых маховиков. То же сцепление не годится для сплошных маховиков. Чтобы увеличить крутящий момент трансмиссии, они производят его, учитывая муфту большего диаметра.
Что следует учитывать при замене сцепления и маховика?При замене сцепления необходимо заменить все существенные детали в системе.Все, начиная с нажимного диска, диска сцепления и выжимного подшипника, требует замены. На некоторых автомобилях также необходимо заменить направляющий подшипник или втулку. Он работает путем выравнивания диска сцепления с маховиком. Это приведет к быстрому износу муфты и выжимного подшипника после износа. К серьезным последствиям относится проблема выключения сцепления.
Никакая индексация положения маховика на кривошипе не является обязательной при замене маховика на двигателе с внутренней балансировкой. Однако в случае двигателя с внешней балансировкой позиционирование указателя становится первоочередной задачей.Техника здесь заключается в том, чтобы отметить положение перед снятием и повторной установкой маховика на кривошип. Этот профессиональный совет поможет точно поддерживать баланс двигателя. Отметьте маховик, если вы не уверены, сбалансирован ли двигатель внутренне или внешне. Это поможет вам установить его в том же положении, в котором было раньше.
Заключительные ноты Отметьте положение перед снятием маховика с кривошипа. (Источник фото: hybridcars)Автомобильный маховик — неотъемлемая часть автомобиля.Принимая во внимание приведенную выше информацию, вам будет очень полезно узнать , как шлифовать маховик. Настоятельно рекомендуется обратиться за помощью к профессионалу, если вы новичок или ранее не выполняли шлифовку маховика.
REVCO Precision — Балансировочный и специальный станок
Часто задаваемые вопросы
В: Какие детали мне нужно принести, чтобы сбалансировать двигатель?
A: Для балансировки любого поршневого двигателя, независимо от его размера и конфигурации, нам потребуются; коленчатый вал, все поршни и пальцы, все шатуны, маховик, нажимной диск, если это механическая трансмиссия, и передний демпфер или шкив.Также для любого типа V-образного двигателя (V / 6, V / 8 и т. Д.) Нам потребуются поршневые кольца и шатунные подшипники.
Q: Можете ли вы сбалансировать только мой маховик и нажимной диск, не имея коленчатого вала?
A: В большинстве случаев да. У нас есть инструменты для балансировки маховика без коленчатого вала. Однако многие двигатели поздних моделей являются так называемыми «внешне сбалансированными», когда часть баланса коленчатого вала находится в маховике и демпфере. Эти детали должны быть сбалансированы на коленчатом валу, на котором они будут использоваться.Однако, если вы меняете маховик или демпфер на одном из этих двигателей, мы можем «сбалансировать новую деталь со старой, чтобы вся сборка оставалась сбалансированной.
Q: Можно ли уравновесить только коленчатый вал?
A: Большинство рядных или оппозитных 4- или 6-цилиндровых коленчатых валов можно сбалансировать отдельно. Почти все V / 6, V / 8 и т. Д. Должны быть сбалансированы по весу поршня и шатуна в сборе. Это рекомендуется только в том случае, если вы точно знаете, что штоки и поршни, которые вы собираетесь использовать, ранее были сбалансированы.
В: Можете ли вы сбалансировать мой гидротрансформатор?
A: Преобразователи крутящего момента для автоматических трансмиссий имеют внутри движущиеся статоры, что не позволяет им уравновесить их до наших нормальных допусков. Однако мы можем проверить баланс на них и, учитывая движущиеся части, сбалансировать их ближе, чем на заводе.
Q: Каковы ваши допуски балансировки и для каких оборотов это подходит?
A: Мы тщательно балансируем ВСЕ компоненты во ВСЕХ наших двигателях.5 граммов (то есть +/- 0,25 грамма), будь то уличный мотоцикл или гонка, получают одинаковое отношение. Большинство магазинов используют в лучшем случае допуск +/- 0,5 грамма, и у большинства нет точных весов и инструментов, которые у нас есть. Этот допуск более чем приемлем для двигателей, работающих от 10000 об / мин.
Еще одно замечание по этому поводу. Остерегайтесь многих магазинов, которые теперь даже не заботятся о балансировке шатунов и поршней, а просто взвешивают по одному из них, чтобы получить веса, необходимые для балансировки коленчатого вала. Задавайте вопросы перед тем, как отнести запчасти в любой магазин !!!
Q: Что такое балансирующий «процентный коэффициент» или «превышение баланса»?
A: Процент балансировки — это процентный коэффициент веса шатунов и поршней, используемый при определении веса, прикладываемого к коленчатому валу для его балансировки (вес боба).Этот коэффициент может широко варьироваться в зависимости от типа двигателя и области применения. Мы могли бы писать тома по этой теме и не охватывать все, и есть много информации, обсуждающей это, и столько же мнений по этому поводу. Для простоты скажем, что все распространенные двигатели V / 8 сбалансированы с коэффициентом 50%. Это предполагает, что возвратно-поступательная масса (поршни и т. Д.) Воздействует на коленчатый вал только половину времени. Чрезмерная балансировка увеличивает этот процент, скажем, до 52%. Иногда это делается для компенсации чрезвычайно высоких оборотов в минуту или определенных диапазонов оборотов и не рекомендуется без длительного динамического анализа и анализа вибрации.