Что такое гильзовка блока цилиндров двигателя
Гильзовка и расточка блока цилиндров двигателя являются операциями, которые осуществляются в рамках выполнения капитального ремонта силового агрегата. Расточка цилиндра представляет собой устранение дефектов и восстановление необходимых параметров применительно к стенкам цилиндра путем снятия слоя металла с указанных стенок. Другими словами, цилиндр растачивается до определенного ремонтного размера, после чего туда устанавливается ремонтный поршень с ремонтными поршневыми кольцами. Гильзование блока цилиндров применяется в том случае, если стенки цилиндра имеют такие дефекты, глубина которых не позволяет устранить повреждения методом расточки цилиндра в последний ремонтный размер.
Рекомендуем также прочитать статью о том, что такое хонингование цилиндров. Из этой статьи вы узнаете о том, для чего нужен хон, а также как правильно делается хонинговка.Также блок гильзуют тогда, когда цилиндры уже были ранее расточены до максимального ремонтного размера.
Содержание статьи
Гильза цилиндра: что это такое
Гильза цилиндра фактически является съемной вставкой в блок цилиндров двигателя. Если иначе, гильза выполняет функцию стенок блока цилиндра, так как именно в ней движется поршень. От объема гильзы напрямую зависит и рабочий объем цилиндра. Установка гильзы в цилиндр называется гильзованием (гильзовкой) блока цилиндров. Сам процесс монтажа такой вставки является сложным, так как требует целого ряда подготовительных работ, а также наличия специального оборудования.
В списке основных требований к втулкам блока независимо от их типа находятся:
- стойкость к коррозии;
- устойчивость к механическим и температурным нагрузкам;
- прочность материала изготовления;
Еще для гильз, которые устанавливаются с уплотнителем, необходимо обеспечить нужные характеристики в том месте, где блок цилиндров стыкуется со втулкой. Во время подбора также обращают внимание на форму изделия (эллипсность и конусность), на толщину стенок. Также необходимо учитывать наличие или отсутствие допуска под дополнительную расточку гильзы после установки в блок.
Также необходимо учитывать наличие или отсутствие допуска под дополнительную расточку гильзы после установки в блок.
Как гильзуют блок цилиндров
Гильзование цилиндров является видом ремонта, который подходит для любого мотора. Как уже было сказано выше, блок цилиндров может быть гильзованным изначально, то есть с завода. Обычно такая конструкция предполагает «мокрую» гильзу и замену изношенных втулок на новые. Такой ремонт не является сложным по сравнению с другими видами гильзования, замену можно осуществить вручную, подобрав готовые ремонтные гильзы. Также не обязательно сразу менять втулки во всех цилиндрах, так как вполне можно заменить только один изношенный элемент. Достаточно проанализировать состояние всех гильз в блоке, промерив их нутромером.
В других случаях, когда речь идет о «сухой» гильзе для негильзованного блока, задача усложняется. В чугунные блоки устанавливаются втулки из легированного чугуна, для БЦ из алюминиевых сплавов используют гильзы на основе алюминия. В состав сплавов могут также входить различные дополнительные компоненты или же наноситься на стенки отдельно для того, чтобы создать определенное устойчивое покрытие на стенках цилиндров.
В состав сплавов могут также входить различные дополнительные компоненты или же наноситься на стенки отдельно для того, чтобы создать определенное устойчивое покрытие на стенках цилиндров.
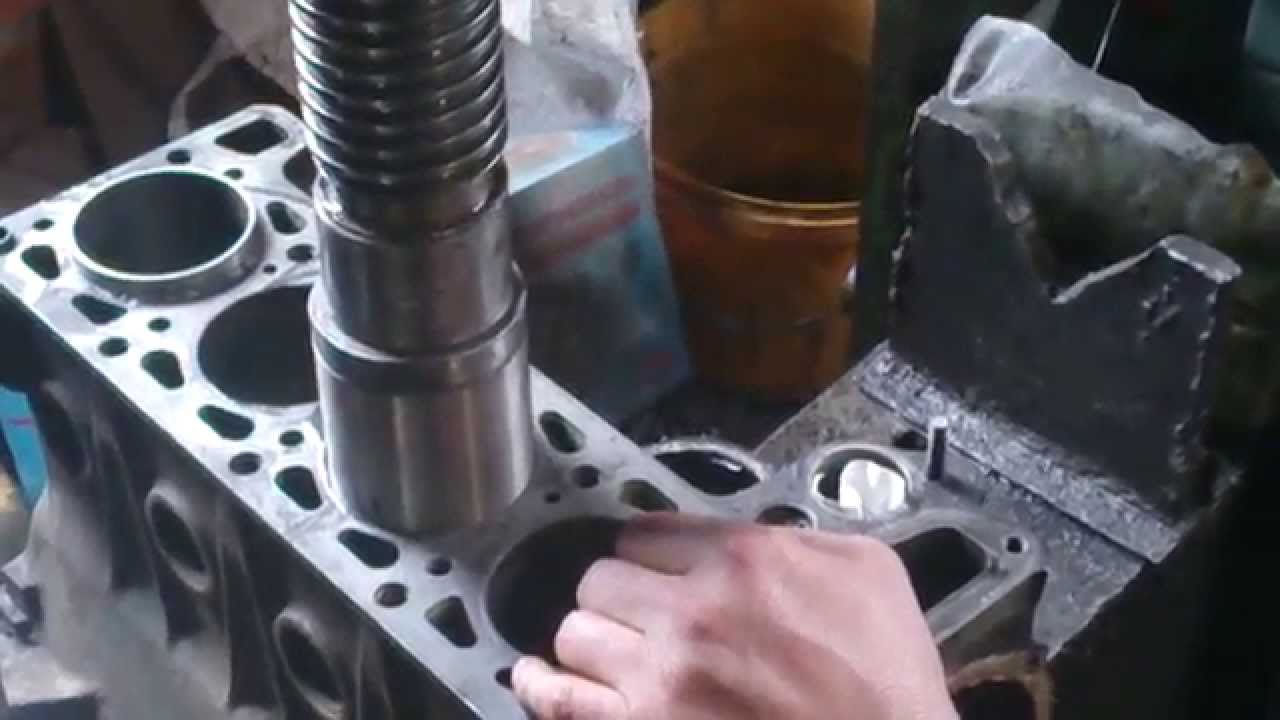
Для запрессовки втулки сначала осуществляется расточка цилиндров, во время которой специалист добивается создания правильной геометрии посадочных гнезд под гильзы. Даже малейшие отклонения от нормы недопустимы, так как, например, эллипс в гнезде после установки проявится и на поверхности самой гильзы. Другими словами, возникнет эллипсность уже загильзованного цилиндра, что не позволит поршню и кольцам нормально работать.
Сам процесс так называемого горячего гильзования блока цилиндров, который предполагает установку «сухой» гильзы, осуществляется следующим образом:
- блок цилиндров нагревается до температуры около 150 градусов по Цельсию;
- гильза перед установкой охлаждается в жидком азоте;
- затем гильзу обрабатывают специальным средством, которое не позволяет образовываться конденсату во время установки холодной втулки в горячий блок;
- далее втулку вставляют в посадочное гнездо;
Такой способ гильзовки блока считается оптимальным по качеству, так как удается достичь плотной посадки и необходимого натяга в том месте, где гильза соприкасается с блоком.
Добавим, что в определенных ситуациях, например, когда алюминиевый блок не растачивается перед установкой втулок, гильзы монтируют при помощи запрессовки. Главным отличием при таком монтаже является то, что в посадочное гнездо предварительно наносится герметик, после чего втулка запрессовывается в блок. Так выглядит процедура гильзования цилиндров в общих чертах. Если все операции были выполнены правильно и достигнуты необходимые параметры, качественно загильзованный блок цилиндров позволит эксплуатировать двигатель минимум 100-150 тыс. км. при условии правильного обслуживания и эксплуатации ДВС.
Тонкости и нюансы во время гильзовки блока
Начнем с блоков цилиндров, так как существуют чугунные и алюминиевые изделия, блоки могут быть цельными и с гильзой.
Нужно отметить, что современные ДВС многих производителей имеют алюминиевый блок цилиндров с сухими гильзами. В таких блоках поршень и поршневые кольца взаимодействуют с алюминиевыми стенками втулок, на которые также нанесено специальное покрытие для придания прочности и износостойкости. В зависимости от покрытия одни алюминиевые блоки допускают использование ремонтных поршней, а также возможна их гильзовка. Для решения задачи в продаже присутствуют алюминиевые гильзы.
Другой тип блоков из алюминия не предусматривает возможности поставить увеличенные поршни и кольца для ремонта, так как завод изготовитель не выпускает ремонтных деталей.
Единственным выходом в сложившейся ситуации можно считать установку чугунных гильз в алюминиевый блок цилиндров. Данный способ успешно практикуется мастерами по ремонту двигателей на территории СНГ. Главным условием является обеспечение правильного натяга между гильзой и блоком цилиндров, а также проведение комплексных замеров перед установкой втулок. Важно правильно подобрать тепловые зазоры, обеспечить необходимый отвод тепла.
Также следует учитывать некоторые особенности, например, при установке втулок только в один или два цилиндра. Если гильзовать один цилиндр, тогда в соседнем будет нарушена геометрия. Не меньше внимания уделяется и способу установки гильзы, так как метод запрессовки не всегда подходит. В таком случае используется способ свободной посадки холодной втулки в предварительно нагретый блок, используется герметик и т.д. Напоследок отметим, что качественный ремонт алюминиевого блока с использованием втулок из чугуна позволяет двигателю пройти около 150 тыс. км.
Если гильзовать один цилиндр, тогда в соседнем будет нарушена геометрия. Не меньше внимания уделяется и способу установки гильзы, так как метод запрессовки не всегда подходит. В таком случае используется способ свободной посадки холодной втулки в предварительно нагретый блок, используется герметик и т.д. Напоследок отметим, что качественный ремонт алюминиевого блока с использованием втулок из чугуна позволяет двигателю пройти около 150 тыс. км.
Читайте также
Гильзовка блока цилиндров при ремонте двигателя в компании Механика
Гильзовка блоков цилиндров гильзами из серого чугуна
(фото: гильзовка блоков цилиндров)
Если авто мастер поставил диагноз «нужна гильзовка блока цилиндров», что делать автовладельцу?
Почти каждый знает, как устроен двигатель внутреннего сгорания. Для совсем непосвященных — маленький ликбез:
Для совсем непосвященных — маленький ликбез:
Есть блок цилиндров, есть цилиндры, внутри цилиндров движутся поршни, их поступательное движение под действием энергии, полученной при воспламенении топливной смеси преобразуется во вращательное движение коленчатого вала, посредством кривошипно-шатунного механизма.
Каждый поршень, передав свое усилие на коленчатый вал, возвращается в исходное положение, и все начинается сначала. Такой цикл повторяется многократно миллионы раз.
Давление и температура и нагрузки внутри цилиндров очень высоки, и постепенно стенки цилиндров и поршни изнашиваются. И тогда цилиндрам требуется ремонт, а поршни подлежат замене.
Блоки цилиндров (далее БЦ) бывают с т.н. «мокрыми» гильзами и «сухими». А бывают и вообще без гильз, когда цилиндр выполнен прямо в блоке. Блок цилиндров с «мокрыми» гильзами сконструирован так образом, что сменная гильза непосредственно омывается охлаждающей жидкостью, в БЦ с «сухими» гильзами последняя полностью находится в теле блока цилиндров и непосредственно с охлаждающей жидкостью не контактирует.
Расточка или гильзовка?
В большинстве случаев, восстановление цилиндров ограничивается «расточкой» т.е. цилиндр растачивается до ремонтного размера (установленного заводом изготовителем), а изношенные поршни заменяются ремонтными (соответствующего, увеличенного диаметра).
Если выработка в цилиндрах настолько велика, что цилиндр не выходит в ремонтный размер или нужных ремонтных поршней не выпускают, то применяется гильзовка блока цилиндров.
На этом ликбез мы завершаем и переходим к теме, обозначенной в заголовке.
Блоки с сухими гильзами могут быть выполнены из чугуна или алюминия
Чугунные блоки цилиндров
БЦ гильзованные «с завода». В этом случае заводские гильзы выпрессовывают или вырезают на расточном станке и устанавливают (запрессовывают) в цилиндры, промышленно выпускаемые для данного двигателя или специально изготовленные гильзы с натягом (0,05-0,8 мм), которые затем растачивают и хонингуют.
БЦ с цилиндрами без гильз. Цилиндры растачивают, запрессовывают гильзы с натягом (0,05-0,08 мм), затем уже гильзы растачивают в необходимый размер и хонингуют.
Цилиндры растачивают, запрессовывают гильзы с натягом (0,05-0,08 мм), затем уже гильзы растачивают в необходимый размер и хонингуют.
БЦ с токостенными стальными гильзами. Тонкостенные стальные гильзы устанавливаются в посадочные места БЦ с зазором 0,01-0,03 мм. Такие гильзы производятся полностью готовыми и не требуют расточки и хонингования. После удаления старых гильз контролируется геометрия посадочных мест и новые гильзы устанавливаются без применения пресса.
Алюминиевые блоки цилиндров
Встречается (в основном) 4 вида алюминиевых БЦ: Гильзованные чугунными гильзами «с завода», алюсиловые БЦ (весь блок состоит из алюминиево-кремниевого сплава), БЦ с никасиловым покрытием цилиндров (в н.в. не применяется), БЦ с плазменным напылением на железной основе. Существуют различные методы ремонта перечисленных БЦ. В данной статье мы рассказываем только о гильзовке чугунными гильзами.
Алюминиевые БЦ гильзованные «с завода» чугунными гильзами. Технология гильзовки в целом схожа с применяемой при гильзовке чугунных БЦ гильзованных «с завода». Чугунные гильзы вырезают на расточном станке, устанавливают новые гильзы, затем их растачивают и хонингуют, но вот в установке гильз есть принципиальное отличие. В алюминиевый цилиндр гильзы нельзя устанавливать при помощи пресса, поэтому применяется горячая посадка. Блок разогревают в печи, а гильзы, охлажденные при помощи жидкого азота, устанавливают в цилиндры без помощи пресса.
Чугунные гильзы вырезают на расточном станке, устанавливают новые гильзы, затем их растачивают и хонингуют, но вот в установке гильз есть принципиальное отличие. В алюминиевый цилиндр гильзы нельзя устанавливать при помощи пресса, поэтому применяется горячая посадка. Блок разогревают в печи, а гильзы, охлажденные при помощи жидкого азота, устанавливают в цилиндры без помощи пресса.
Алюсиловые БЦ. Технология схожа с гильзовкой чугунных блоков без гильз. Разница, как и в п.п. 2.1, в способе установки (также применяется горячая посадка).
БЦ с никасиловым покрытием или плазменным напылением на железной основе гильзуются по той же технологии, что и БЦ из алюсила.
(фото: гильзовка блоков цилиндров)
Различают гильзовку БЦ с верхним и с нижним упором (гильзовка без упора, когда гильза держится в цилиндре только за счет натяга является неправильной и не надежной). В случае гильзовки с верхним упором гильза изготавливается (или используется готовая) с буртом, а в БЦ вырезается посадочное место под бурт. В случае гильзовки с нижним упором (применяется, когда гильзовка с верхним упором невозможна, например, цилиндры расположены так близко, что нет места для буртов) используется прямая цилиндрическая гильза, а при расточке цилиндра под запрессовку гильзы в нижней его части оставляется пояс металла для упора гильзы.
В случае гильзовки с нижним упором (применяется, когда гильзовка с верхним упором невозможна, например, цилиндры расположены так близко, что нет места для буртов) используется прямая цилиндрическая гильза, а при расточке цилиндра под запрессовку гильзы в нижней его части оставляется пояс металла для упора гильзы.
В финале необходимо оговориться, что если гильзовка чугунных БЦ является штатной операцией, то гильзовка алюминиевых БЦ чугунными гильзами большинством производителей не рекомендована. Однако, наработанный многолетний опыт нашей компании доказывает, что после гильзовки чугунными гильзами алюминиевые БЦ, естественно при соблюдении технологии сборки и правил эксплуатации двигателя успешно «ходят» долгие годы и не вызывают проблем.
Гильзовка
Гильзовка. Стоимость в Центр МОТОР1. Гильзовка блока цилиндров или замена на новый двигатель («шорт-блок», блок цилиндров)?
«Двигатель «одноразовый», ремонтировать нельзя, только менять (двигатель в сборе, «шорт-блок» или блок цилиндров)…» – чаще всего такое можно услышать про алюминиевые блоки современных двигателей «Форд», «Тойота», «Хонда», «Мазда», «Нисан», «Сузуки», «Субару», «Мицубиси», «Вольво», «Ауди», «Фольксваген», «Опель» (да и весь «Дженерал Моторс»), «БМВ», особенно про блоки цилиндров с «никасилевым» покрытием («nicasil») или «алюсилевые» («alusil») (другое название: силумалевые – «silumal»).
Аргумент такой – гильзовка чугунными гильзами алюминиевого блоа цилиндров не предусмотрена заводом-изготовителем и поэтому такой блок работать не будет, гильзовка невозможна. Между тем, сами фирмы так не считают, например в «БМВ» совершенно спокойно перешли с никасилевого покрытия на двигателях серии M52 на чугунные залитые гильзы на двигателях серии M54 (и продолжают их использовать в дизельных двигателях серии N57), а на двигателях серии N52 применяют технологию заливки алюсилевого блока гильз в магниевый блок цилиндров, «Ауди», «Фольксваген» и «Хонда» также используют все эти варианты (в последнее время, кстати, все чаще применяются именно чугунные гильзы).
Причины отказа от гильзвки блока чугунными гильзами: снижение стоимости изготовления и уменьшение веса, простота переработки при утилизации. На то, что при этом уменьшается ресурс (двигатель с чугунными гильзами намного жестче и дольше сохраняет геометрию цилиндров), изготовитель редко обращает внимание (кстати, переход с никасилевого покрытия на двигателях серии М52 на чугунные гильзы в двигателях серии М54 у «БМВ» был вызван именно многочисленными нареканиями на малый ресурс).
Между прочим, стоит это иметь в виду при покупке контрактного двигателя б/у: прошло время чугунных «миллионников», сейчас уже хорошо, если двигатель с алюминиевым блоком выхаживает 200 тыс. километров. «Форд», «Тойота», «Хонда», «Мазда», «Нисан», «Сузуки», «Субару», «Мицубиси», «Вольво», «Ауди», «Фольксваген», «Опель» (да и весь «Дженерал Моторс») спокойно используют чугунные гильзы в алюминиевых блоках уже много лет, при этом для большинства двигателей расточка под ремонтные поршни не предусмотрена (многие даже разбирать нельзя – только замена «шорт-блока»). Между тем абсолютно все блоки можно отремонтировать при помощи гильзовки блока без ухудшения их потребительских качеств, и прилично сэкономив.
2. Некоторые особенности гильзовки алюминиевых блоков цилиндров.
Гильзы с буртами или без?
Основная проблема при гильзовке алюминиевого блока цилиндров чугунными гильзами – разный коэффициент расширения алюминия и чугуна. Чтобы компенсировать ослабление посадки гильзы в блоке при нагреве двигателя до рабочих температур гильза изначально устанавливается в блок с большим натягом, а чтобы исключить возможность подвижности гильзы в цилиндре даже при больших перегревах гильза выполняется с буртом (с «шляпкой»), которая зажимается между блоком и головкой (см. рис.1).
рис.1).
Если устанавливать гильзу без бурта (см. рис.2), то гарантировать, что она не сдвинется после гильзовки, невозможно (кстати, такое часто случалось со старыми бензиновыми двигателями V-8 «Ленд-Ровер»).
Особенности гильзовки
А как с поршневыми кольцами – ведь материал цилиндра поменялся?
Теперь о том, что касается взаимозаменяемости поршневых колец для различных блоков. Есть простые правила:
— кольца для «никасила» не подходят для чугунных гильз (слишком мягкие, быстро стираются), требуется подбор колец от двигателей с чугунными цилиндрами (возможно, с доработкой канавок под кольца на поршнях)
— кольца для «алюсила» вполне можно использовать для чугунных гильз.
А что такое вообще — «никасил» и «алюсил» («силумал»)?
Немножко подробнее о том, что такое «никасил» и «алюсил», а также общие мысли о расходе масла современными двигателями:
«никасил» — очень твердое и тонкое (0,2…0,3 мм толщиной) гальваническое покрытие на стенках цилиндра (внешне блестящее, с рисками от хонинговки – очень похоже на обычную чугунную гильзу). Вся проблема в том, что при истирании (а такое не редкость, например, на турбодизелях 2,5 л «Фольксваген-Транспортер», «Фольксваген-Туарег») происходит моментальный прихват поршня к стенкам цилиндра и заклинивание двигателя. Кроме того, нередки случаи, когда никасилевое покрытие внешне выглядит идеально, но при этом оказывается вмятым в стенки цилиндра (особенно в верхней части цилиндра, где поршень «перекладывается»). Цилиндричность нарушается, поршни и поршневые кольца перестают нормально работать – отсюда повышенный расход масла и стуки (особенно на «холодную»). «Никасил» полностью удаляется при расточке блока под гильзы.
Вся проблема в том, что при истирании (а такое не редкость, например, на турбодизелях 2,5 л «Фольксваген-Транспортер», «Фольксваген-Туарег») происходит моментальный прихват поршня к стенкам цилиндра и заклинивание двигателя. Кроме того, нередки случаи, когда никасилевое покрытие внешне выглядит идеально, но при этом оказывается вмятым в стенки цилиндра (особенно в верхней части цилиндра, где поршень «перекладывается»). Цилиндричность нарушается, поршни и поршневые кольца перестают нормально работать – отсюда повышенный расход масла и стуки (особенно на «холодную»). «Никасил» полностью удаляется при расточке блока под гильзы.
«Алюсил» («силумал») — специальный алюминиевый сплав, из которого сделан цилиндр (внешне матовый и гладкий). Есть два варианта: весь блок цилиндров сделан из такого сплава или же блок из более дешевого (или более легкого (например, магниевого) – смотря какие цели ставятся) материала гильзуется гильзами из «алюсила».
Вся хитрость в том, что алюминий почти полностью химически удаляется с поверхности специальной пастой при окончательной обработке цилиндра, поршневые кольца скользят по микрочастичкам кремния, а в микропорах между ними задерживается масло, исключая сухое трение (в чугунных цилиндрах для этого на стенки при окончательной обработке наносят специальные риски – процесс хонингования). И здесь есть проблема – как исключить прихват поршней к стенкам цилиндров? Раньше юбки поршней подвергали «железнению» (покрытию частичками железа), можете сами проверить – к поршням таких двигателей, например, как «Мерседес-Бенц» серии М116, М117, М119, М120, «БМВ» серии М70, М72, притягивается магнит, покрытие было очень стойким к истиранию.
И здесь есть проблема – как исключить прихват поршней к стенкам цилиндров? Раньше юбки поршней подвергали «железнению» (покрытию частичками железа), можете сами проверить – к поршням таких двигателей, например, как «Мерседес-Бенц» серии М116, М117, М119, М120, «БМВ» серии М70, М72, притягивается магнит, покрытие было очень стойким к истиранию.
Сейчас технологии шагнули далеко вперед, поэтому используется покрытие, подобное «тефлону» (да-да, как на сковородках!). И все бы хорошо, только современные двигатели очень любят кушать масло (расход в 1..1,5 л на 1000 км уже официально считается дилерами нормой). На это тоже есть свои причины: все производители очень озабочены снижением механических потерь, поэтому усилие разжима поршневых колец делают все меньше и меньше, кольца оставляют больше масла на стенках (кстати, постоянный долив масла позволяет дилерам еще и увеличить межсервисные интервалы до его замены).
Получается следующая цепочка: масло сгорает – образуется нагар – абразивные частицы нагара стирают покрытие на поршнях (так же, как стирается покрытие на сковородках) – происходит прихват поршня к стенкам цилиндра – задиры, разрушение. Например, этим страдают бензиновые двигатели 4,8 л «Порше-Кайен» (у нас были экземпляры с пробегом всего около 70 000 км).
Например, этим страдают бензиновые двигатели 4,8 л «Порше-Кайен» (у нас были экземпляры с пробегом всего около 70 000 км).
Гильзовка V-образного блока ( за 1 цилиндр)
Гильза цилиндра является составной частью блока. Это — снимающаяся металлическая вставка, в которой расположен поршень. Рабочий объем двигателя определяется объемом этой детали.
Периодически ее нужно ремонтировать, как и любую другую механическую составляющую двигателя. Ремонт этой детали – гильзование — процесс достаточно сложный и требует опыта и специальных знаний. Гильзовка, расточка или хонингование выполняются на специальном оборудовании в ремонтных мастерских. Этот вид работ выполняется тогда, когда цилиндры изношены настолько, что превышены все предусмотренные производителем ремонтные размеры, или изготовитель сам рекомендует выполнить такой ремонт.
Ремонтировать эту составляющую двигателя нужно в сроки, прописанные производителем, или тогда, когда у автомобиля большой пробег и износ. Чтобы правильно определить сроки ремонта, нужно знать марку и модель автомобиля, иметь данные о стандартном пробеге.
Чтобы правильно определить сроки ремонта, нужно знать марку и модель автомобиля, иметь данные о стандартном пробеге.
Гильзовка блока делается следующим образом:
- Для блоков цилиндров из чугуна используются чугунные гильзы
- Для алюминиевых блоков – мы также используем чугунные гильзы
Этапы работы по гильзовке блоков:
Сначала растачиваются цилиндры, эту работу должны проводить специалисты, так как должна быть четко соблюдена геометрия гнезд под гильзы. Если эти правила не будут соблюдены, то эллипс цилиндра передастся гильзе, поршень начнет работать неправильно, что повлечет за собой достаточно много неприятностей. Сама гильзовка блока цилиндров (гильзовка алюминиевых блоков) начинается после того, как сделана расточка под необходимый размер с соответствующей шероховатостью стенок цилиндра для лучшей теплоотдачи. Существует метод горячего гильзования, который основывается на учете разницы температур блока и гильзы. Гильзу монтируют в цилиндр блока, предварительно обработав раствором и охладив в жидком азоте. Блок нагреваем до 150 С.
Гильзу монтируют в цилиндр блока, предварительно обработав раствором и охладив в жидком азоте. Блок нагреваем до 150 С.
При грамотном и правильном подходе после гильзования блока двигатель вашего авто прослужит еще многие годы.
Телефон: +7-920-941-05-03; +7-906-614-09-69
Пожалуйста, скажите, что узнали номер на СКИДКОМ
Показать телефонНаши возможности (Работы по блоку цилиндров двигателя)
Гильзовка является достаточно сложным процессом монтажа ремонтных гильз в блоки цилиндров. Грамотно произведенная процедура позволяет значительно увеличить срок эксплуатации двигателя. Так же наша компания имеет большой опыт работы гильзовке с использованием комплектующих компании Darton.
Darton это американская производственная компания, которая с 1978 года успешно занимается изготовлением мокрых и сухих гильз для гоночных автомобилей и тюнинга,
считается на современном рынке безусловным лидером. Darton производит детали для двигателя Nissan, Subaru, GM, Honda, Ford, Suzuki, Toyota и многих других.
Гильзовка блоков, производимая нашими высококлассными специалистами — это всегда качество и экономия Ваших средств.
Darton производит детали для двигателя Nissan, Subaru, GM, Honda, Ford, Suzuki, Toyota и многих других.
Гильзовка блоков, производимая нашими высококлассными специалистами — это всегда качество и экономия Ваших средств.
Гильзовка блоков гильзами Darton – это усложненный процесс гильзовки, связанный со своими особенностями. По данным работам мы имеем огромный опыт.
Если же клиенту требуется просто восстановить в номинальный размер цилиндры или отремонтировать один поврежденный цилиндр с последующей расточкой и хонинговкой всех цилиндров в ремонтный размер, то мы рекомендует уже отработанную технологию гильзовки блока цилиндров.
Очень часто гильзовка блока цилиндров является единственным выходом в создавшейся ситуации из-за отсутствия ремонтных поршней,
сильного износа или повреждений блока. Мы устанавливаем как готовые гильзы, так и изготовленные нашими специалистами ремонтные гильзы из специальных сплавов чугуна.
Мы устанавливаем как готовые гильзы, так и изготовленные нашими специалистами ремонтные гильзы из специальных сплавов чугуна.
Процедура проходит в несколько этапов:
- промеры деталей и дефектация
- расточка блока под гильзы
- изготовление гильз
- установка гильз в блок цилиндров
- опрессовка блока цилиндров
- обработка плоскости(фрезеровка) блока цилиндров
- хонинговка цилиндров
Качество выполняемых процедур зависит от нескольких показателей:
- опыт мастеров
- наличие современного ремонтного оборудования
- выходной контроль
Гильзовка блока цилиндров — Motor-Doctor Ростов-на-Дону
Гильзовка блока цилиндров операция не требующая много действий, но если хочешь чтобы было качественно, надо приложить не мало усилий, знаний, средств, чтобы был хороший результат. Для того чтобы разобраться в этом вопросе, для начала рассмотрим основные типы гильз, которые существуют на двигателях внутреннего сгорания.
Для того чтобы разобраться в этом вопросе, для начала рассмотрим основные типы гильз, которые существуют на двигателях внутреннего сгорания.
В зависимости от способа охлаждения гильзы цилиндра двигателя с водяной рубашкой бывают двух типов: «сухие» и «мокрые». В зависимасти от материала различают чугунные, стальные, алюсиловые и никосиловые гильзы. В случае установки «мокрых» гильз, вся гильзовка сводится к демонтажу старой гильзы (в некоторых случаях выпрессовке), очистке посадочного места, и установке новой гильзы (в некоторых случаях запрессовке). При установке стальной гильзы, операция сводится к такому же перечню работ, и обычно трудностей не вызывает. Специального оборудования и навыков требует случай с чугунной или алюминиевой гильзой «сухого» типа. Именно этот вариант гильзовки мы рассмотрим более подробно.
Гильзовка блока цилиндровНеобходимость работы по гильзовке возникает в следующих случаях:
- выработка в гильзе цилиндра превышает максимальный ремонтный размер для данной модели.

- данная модель двигателя не имеет ремонтных размеров поршней.
- выявленные повреждения на гильзе не допускают обработку в ремонтный размер.

Блоки цилиндров, которые приходится гильзовать, можно разделить еще на два варианта: блок изготовленный с изначально вставной гильзой и блоки в которых гильза является единым целым с остальной частью блока, так называемый моноблок. При вставной гильзе удаляется старая гильза, выпрессовуется или вырезается (выбор способа удаления определяется в каждом конкретном случае), очищается посадочное место, и устанавливается новая гильза. Такой вариант возможен в случае если посадочные места гильзы имеют правильную геометрию и имеются гильзы соответствующих размеров, в противном случае процедура соответствует технологии гильзования моноблока.
Гильзовку блока, не имеющего вставных гильз, следует начинать с выбора ремонтных гильз. При выборе ремонтных гильз следует учесть: поверхность гильзы должна соответствовать нужному классу точности, то есть 8-10, по внутреннему размеру гильза должна иметь допуск для будущей расточки, длина гильзы должна соответствовать блоку, также необходимо учесть наличие либо отсутствие верхнего бурта.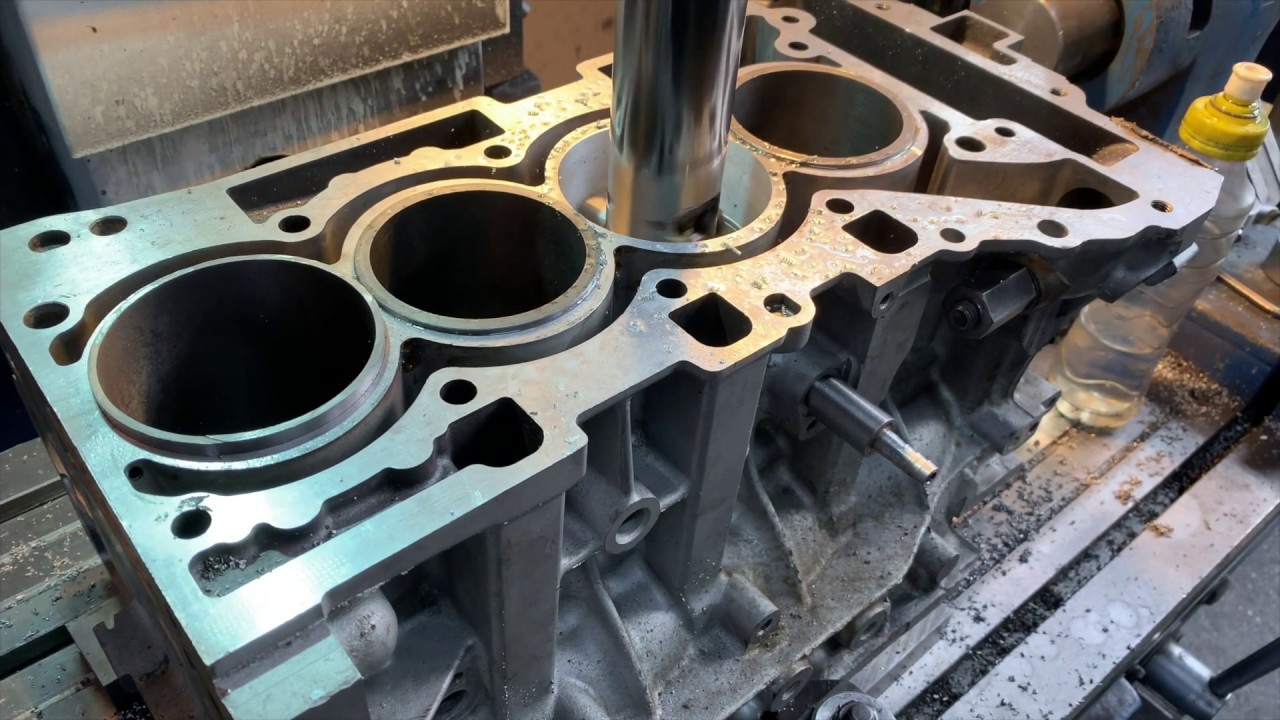 К тому же ее форма должна иметь нужные параметры, а именно: ее конусность не может быть больше 0,02 миллиметра, а разность толщины стенки – 0,01 миллиметра. Данный процесс проводится с проверкой всех гильз. Диагностика позволяет выявить, какие из них следует заменить.
К тому же ее форма должна иметь нужные параметры, а именно: ее конусность не может быть больше 0,02 миллиметра, а разность толщины стенки – 0,01 миллиметра. Данный процесс проводится с проверкой всех гильз. Диагностика позволяет выявить, какие из них следует заменить.
Следующим этапом гильзования является расточка цилиндров под подходящий размер. Это процедура, требующая высокой точности и опыта.
Многие источники рекомендуют после этого выполнить хонинговку гнезд, для улучшения точности и чистоты поверхности. Однако хотелось бы сказать о том, что в большинстве случаев невозможно правильно сделать хонингование по всей поверхности посадочного места. Обычно это обусловлено тем, что процедура хонингования не позволяет обрабатывать поверхности до упора, то есть для качественной обработки всей поверхности хонингованием, необходима возможность выхода брусков хонинговальной головки ниже обрабатываемой части. Такая возможность отсутствует в случае установки гильзы на нижний бурт, а также в случае определенным образом расположенных бугелей коленчатого вала. Как показала практика, большинство автомобильных мехобработчиков использует просто чистовую расточку посадочной поверхности. Далее следует этап самой гильзовки. Для этого используется метод горячего гильзования, или метод запрессовки гильз. Первый способ основывается на температурной разнице блока и гильзы; блок цилиндров нагревается до температуры около 120 °C, вторая подвергается обработке специальным составом, что позволяет избежать конденсации при монтаже, охлаждается в жидком азоте и вставляется в блочное отверстие. Такое красивое описание этой процедуры можно очень часто встретить на просторах интернета и даже классической литературы по ремонту автомобилей. Хочу сразу, как реальный практик заявить: это бред и полный идиотизм описанный теоретиками, которые сами этой работой никогда не занимались. В реальных условиях, охлажденная гильза, при соприкосновении с блоком почти моментально принимает его температуру и вам реально приходиться запрессовывать одну горячую деталь в другую горячую деталь.
Как показала практика, большинство автомобильных мехобработчиков использует просто чистовую расточку посадочной поверхности. Далее следует этап самой гильзовки. Для этого используется метод горячего гильзования, или метод запрессовки гильз. Первый способ основывается на температурной разнице блока и гильзы; блок цилиндров нагревается до температуры около 120 °C, вторая подвергается обработке специальным составом, что позволяет избежать конденсации при монтаже, охлаждается в жидком азоте и вставляется в блочное отверстие. Такое красивое описание этой процедуры можно очень часто встретить на просторах интернета и даже классической литературы по ремонту автомобилей. Хочу сразу, как реальный практик заявить: это бред и полный идиотизм описанный теоретиками, которые сами этой работой никогда не занимались. В реальных условиях, охлажденная гильза, при соприкосновении с блоком почти моментально принимает его температуру и вам реально приходиться запрессовывать одну горячую деталь в другую горячую деталь. То есть та же запрессовка, но обе детали 120 градусов, согласитесь не очень удобно. Дальше, что такое «специальный составов, что позволяет избежать конденсации»? Я лично такого не знаю, не смотря на свой многолетний опыт работы в автомобильной мехобработке. Кроме того, при таком способе гильзовки, после охлаждения, гильзы поднимаются с посадочных мест (на профессиональном языке «подскакивают») и далее требуется их допрессовать. Эта процедура выглядит крайне ужасно, либо гильза добивается кувалдой, либо на прессе нагнетается нагрузка до того момента, пока гильза со звуком выстрела не проваливается на место. В общем такой способ здоровья вашему блоку не прибавит.
То есть та же запрессовка, но обе детали 120 градусов, согласитесь не очень удобно. Дальше, что такое «специальный составов, что позволяет избежать конденсации»? Я лично такого не знаю, не смотря на свой многолетний опыт работы в автомобильной мехобработке. Кроме того, при таком способе гильзовки, после охлаждения, гильзы поднимаются с посадочных мест (на профессиональном языке «подскакивают») и далее требуется их допрессовать. Эта процедура выглядит крайне ужасно, либо гильза добивается кувалдой, либо на прессе нагнетается нагрузка до того момента, пока гильза со звуком выстрела не проваливается на место. В общем такой способ здоровья вашему блоку не прибавит.
Второй способ установки, холодная запрессовка, выглядит не так эффектно как первый, здесь огня и пара с треском вы не увидите. Он очень прост и надежен. Для этого надо точно соблюсти рекомендации по натягам и чистоте поверхности сопрягаемых деталей. Дальше на любом прессе, с помощью специальных наставок, тихо и спокойно гильза задавливается в блок.
Дальнейший процесс обработки заключается в расточке и хонинговании установленных гильз под размер поршня. Эта операция будет рассмотрена мной в статье «Расточка блока цилиндров».
Описанный процесс является одним из самых ответственных видов работ производимых при капитальном ремонте двигателя и является крайне ответственной работой.
У нас в компании Мотор-Доктор, данный вид работы выполняется с отличным качеством, на современном уровне и только профессиональными мастерами без всяких цирковых спецэффектов.
Есть вопросы? звони!
(988)-561-72-65
(919)-895-89-06
Расточка блока цилиндров — технологический процесс
НАШИ УСЛУГИ ПО РАСТОЧКЕ И ГИЛЬЗОВКЕ БЛОКОВ ЦИЛИНДРА
1.
ПРОВЕРКА БЛОКА НА ГЕРМЕТИЧНОСТЬ . Выдавливает антифриз из системы охлаждения – значит, есть трещина в блоке или ГБЦ. Поэтому необходимо проверить сначала головку блока цилиндров, а потом сам блок.
2.
РАСТОЧКА БЛОКА.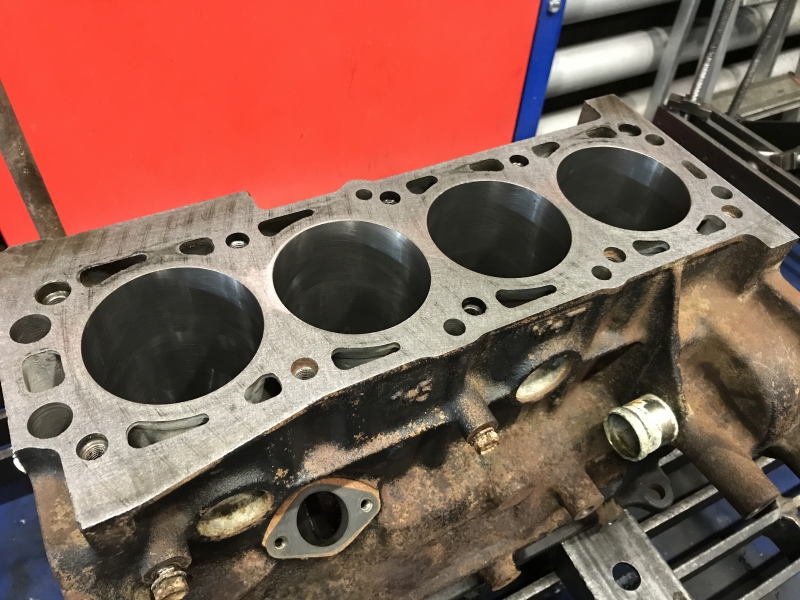 Необходимость расточки блока обуславливается выработкой в цилиндрах: глубокие задиры, эллипсность, конусность. Как следствие потеря компрессии.
Необходимость расточки блока обуславливается выработкой в цилиндрах: глубокие задиры, эллипсность, конусность. Как следствие потеря компрессии.
3.
ГИЛЬЗОВКА БЛОКА ЦИЛИНДРОВ. Некоторые блоки подразумевают ремонт путем замены или установки гильз. Гильзовка блока цилиндров производится методом охлаждения гильзы в жидком азоте и нагревом самого блока цилиндров. Мы всегда хонингуем цилиндр перед запрессовкой гильз. Это необходимо для лучшей теплоотдачи гильзы и блока, и обязательное условие правильной гильзовки блока цилиндров.
4.
ХОНИНГОВКА ЦИЛИНДРОВ БЛОКА оставляет на стенках блока цилиндров определенные «царапины» с характерным углом наклона рисунка. Благодаря этой сложной операции на стенках блока цилиндров образуется масленая пленка, это снижает износ поршневых колец в разы. Мы СТРОГО соблюдаем технологию и рекомендации разработанные известной мировой фирмой KOLBENSCHMIDT. Хонингование проводится в 3 этапа: сначала черновое, потом чистовое, а затем плосковершинное.
5.
ШЛИФОВАНИЕ БЛОКА ЦИЛИНДРОВ. В результате работы двигателя и его перегрева может деформироваться плоскость, прилегающая к головке БЦ. Это может стать причиной попадания газов в масляную рубашку или охлаждения, а также антифриза в масло и наоборот.
СРЕДНЕЕ ВРЕМЯ РЕМОНТА БЛОКА ЦИЛИНДРОВ СОСТАВЛЯЕТ: расточка — 1-2 дня, гильзовка 2-3 дня, гильзовка V-образного блока 3-5 дней. Дело в том, что для точных измерений блок (желательно с поршнем) должны принять комнатную температуру от +16С до +22С — только это занимает примерно 4-8 часов.
ТОЧНОСТЬ — ЗАЛОГ ПРАВИЛЬНОЙ РАБОТЫ БЛОКА ЦИЛИНДРОВ И ПОРШНЕЙ!
Рассмотрим сегодня обработку самой большой детали в двигателе и самых больших заблуждений при его ремонте, это блок цилиндров и поршневая группа. От этого узла в большей мере зависит ресурс всего мотора в целом. Расточка цилиндров в ремонтный размер требуется при превышении максимально допустимого износа, для каждого двигателя указывается в инструкции по эксплуатации, обычно составляет 0. 03-0.05 мм эллипсности и конусности и 0.1мм износ в верхней части цилиндра. В большинстве двигателей предусмотрено как минимум два ремонтных размера, а многие современные иномарки ни одного. Основной задачей расточки является:
03-0.05 мм эллипсности и конусности и 0.1мм износ в верхней части цилиндра. В большинстве двигателей предусмотрено как минимум два ремонтных размера, а многие современные иномарки ни одного. Основной задачей расточки является:
1. Получить отверстие заданного размера с конусностью и эллипсностью не более 0.01мм.
2. Гарантировать перпендекулярность оси отверстия оси коленвала.
3. Обеспечить необходимую чистоту поверхности с заданным микрорельефом.
Миф первый: блок можно не растачивать, а сразу отхонинговать в размер.
Расточка блока необходима, поскольку цилиндры могут быть изношенны неравномерно, да и блок в процессе длительной эксплуатации пусть немного, но деформируется. Более того, при изготовлении блока не всегда соблюдаются необходимые технологические требования, что приводит, например, к непараллельности осей цилиндров. Подобная картина, кстати, не только у блоков отечественных автомобилей, но и у известных иномарок.Таким образом, благодаря расточке цилиндра можно выправить геометрию самого «кривого» блока — сделать оси цилиндров взаимно параллельными. Кроме того, здесь же решается еще одна задача — оси цилиндров приводятся в перпендикулярное положение к оси постели коленчатого вала (образующее отверстий подшипников коленчатого вала).
Кроме того, здесь же решается еще одна задача — оси цилиндров приводятся в перпендикулярное положение к оси постели коленчатого вала (образующее отверстий подшипников коленчатого вала).
Изначальная причина — качество самого чугуна, исходного материала. Я не делал ни металлографию, ни исследования химического состава, но о снижении качества могу судить по тому, как обрабатывается данный блок. При расточке двух-трех блоков 15-летней давности твердосплавный резец требует заточки после каждых 2–3 блоков. Блоки моложе 7 лет можно растачивать и смену, и две, и три, а инструмент при этом не испытывает никаких затруднений чугунина сейчас стала попроще, помягче. Налицо явное снижение ресурса блока и мотора в целом.
Миф второй: чем зазор меньше тем лучше.
При кажущейся простоте достичь хорошего результата удается далеко не всегда и очень часто по причине одного из самых устойчивых мифов «поршень должен опускаться в цилиндр с небольшим усилием, а вы расточили так, что он туда падает». Прочитаем, инструкцию по ремонту, там сказано, что при расточке необходимо обеспечить гарантированный зазор между юбкой поршня и стенкой цилиндра не менее 0.05 мм и скажите мне за что должен зацепится поршень? А на исправном оборудовании попасть в размер в 0.01 мм не составляет труда так, что претензии о проваленных размерах не обоснованы. Занижение монтажного зазора намного хуже, чем его увеличение. А прибавим к этому нестабильное качество поршней отечественного производства.
Прочитаем, инструкцию по ремонту, там сказано, что при расточке необходимо обеспечить гарантированный зазор между юбкой поршня и стенкой цилиндра не менее 0.05 мм и скажите мне за что должен зацепится поршень? А на исправном оборудовании попасть в размер в 0.01 мм не составляет труда так, что претензии о проваленных размерах не обоснованы. Занижение монтажного зазора намного хуже, чем его увеличение. А прибавим к этому нестабильное качество поршней отечественного производства.
Отечественных производителей много, но проблемы у всех сходные. Первая — плохое качество материала. Практически всегда в сплаве повышенное содержание железа и низкое — кремния. Часто заготовки не проходят цикл термообработки — искусственного ста рения. В процессе эксплуатации такие поршни неизбежно подвергаются деформации, их «ведет». Следовательно, их ни в коем случае нельзя монтировать в цилиндры с минимально разрешенным зазором. И даже установка с монтажным зазором в 7–8 соток для многих отечественных поршней не гарантия от теплового прихвата, а клиент требует обеспечить плавное, беззазорное перемещение поршня в расточенном цилиндре. Вот и оказывается расточник между двух огней с одной стороны недовольный клиент, с другой, инструкция. Невдомек горе ремонтнику, что если расточник пойдет у него на поводу, то работать двигатель плохо, но недолго, но недолго, что необходимый зазор в цилиндре всё равно появится, но уже в результате износа и со значительным нарушением геометрии цилиндра, а возможно и с задирами, что отрицательно скажется на ресурсе. Все наверное слышали рассказы бывалых о том «как хорошо двигатель собрали целый час таскали машину чтобы крутится начал».
Вот и оказывается расточник между двух огней с одной стороны недовольный клиент, с другой, инструкция. Невдомек горе ремонтнику, что если расточник пойдет у него на поводу, то работать двигатель плохо, но недолго, но недолго, что необходимый зазор в цилиндре всё равно появится, но уже в результате износа и со значительным нарушением геометрии цилиндра, а возможно и с задирами, что отрицательно скажется на ресурсе. Все наверное слышали рассказы бывалых о том «как хорошо двигатель собрали целый час таскали машину чтобы крутится начал».
Наиболее типичная операция, выполняемая практически в любой мастерской – расточка цилиндра до следующего ремонтного размера поршня. Расточка блока под установку гильз – уже следующая по сложности операция, при этом необходимо обеспечить требуемый натяг при посадке гильзы не менее 0.04-0.05 мм и чистоту поверхности блока для лучшего теплоотвода, гильзу в блок необходимо садить при помощи жидкого азота, зазор в поршневой увеличить ещё на пару соток, а плоскость блока обработать на фрезерном или шлифовальном станке.
Миф третий: поверхность цилиндра после обработки должна быть гладкой и блестящей.
При ремонте деталей двигателя и, в частности, блока цилиндров нет неответственных операций, однако финишная обработка особенно важна. Хонингование является именно такой финишной операцией, от качества и точности которой во многом зависит ресурс работы двигателя. При ремонте блока цилиндров необходимо выдержать целый ряд допусков формы и расположения поверхностей. Расположение и прямолинейность осей цилиндра осуществляется с помощью расточки, а круглость, цилиндричность, формирование микрорельефа и обеспечение определенной структуры металла на его поверхности достигается только хонингованием.
Хонингование (англ. Honing) — отделочная обработка внутренних цилиндрических поверхностей деталей мелкозернистым абразивным инструментом в виде брусков, смонтированных на хонинговальной головке (хоне). Абразивные бруски прижимаются к обрабатываемой поверхности, а сама хонинговальная головка, закрепленная в шпинделе хонинговального станка, совершает вращательное и возвратно-поступательное движения.
При этом микропрофиль поверхности цилиндра, зависит от характеристик применяемых абразивных брусков и режимов хонингования, в том числе от частоты вращения хонголовки, скорости ее вертикальной подачи, давления брусков на стенки, а также свойств и количества смазки, подаваемой в зону резания.
После расточки для хонингования должно оставаться не меньше 0.08 мм в противном случае остается слой деформированного материала, который негативно сказывается на долговечности поршневой группы, многие расточники пренебрегают этим правилом в силу природной лени или незнания элементарной технологии обработки.
Бруски для хонигования бывают абразивные и алмазные, первых хватает на 30-40 блоков, работать с ними сложнее, но правильнее, алмаз практически вечен, но есть проблема.
Алмаз – мелкая и не очень острая частица, и когда эти частицы плотно друг с другом связаны, для обработки отверстия требуется очень большое давление. Из-за этого алмаз «рвет» поверхность, в зоне резания под воздействием высоких температур образуются твердые частицы которые изнашивают поршень и кольца, а выступающий на поверхность чугуна графит закатывается в глубь образуя так называемую жестяную рубашку, поэтому непосредственно после хонингования с поверхности нужно удалить остатки металла щеткой. По возможности надо использовать керамические бруски для хонингования, поскольку благодаря эффекту самозатачивания они производят нарезку чище, чем инструмент с алмазной кромкой. Если использовать абразивные (не алмазные) бруски, то в большинстве случаев, хонингование происходит в два этапа.
По возможности надо использовать керамические бруски для хонингования, поскольку благодаря эффекту самозатачивания они производят нарезку чище, чем инструмент с алмазной кромкой. Если использовать абразивные (не алмазные) бруски, то в большинстве случаев, хонингование происходит в два этапа.
Большую часть припуска снимают брусками с относительно крупным абразивом. При этом цилиндр должен приобрести правильную форму. После такой обработки микрорельеф поверхности цилиндра представляет собой чередование высоких острых выступов и глубоких впадин. Съем металла при хонинговании не должен быть меньше чем глубина неровностей оставшихся от резца при растачивании. Согласно справочникам шероховатость поверхности после чистового растачивания составляет Ra, мкм 25 — 12.5 значит чтобы удалить следы обработки резцом а заодно и деформированный слой чугуна надо не менее 0.05 — 0.08 мм.
Обработку продолжают брусками с более мелким абразивом. Микрорельеф поверхности по завершении этапа представляет собой чередование впадин (причем глубина впадин тоже чередуется) и относительно «плоскости» выступов. Таким образом, достигается увеличение площади опорной поверхности цилиндра. Большое значение имеет угол под которым пересекаются риски на поверхности цилиндра он должен составлять Ð 30°-60° . В этих микровпадинах задерживается масло необходимое для смазки колец, а бывалый клиент поводив по цилиндру пальцем утверждает, что цилиндр должен быть гладким и блестящим, а вы мне его весь исцарапали.
Таким образом, достигается увеличение площади опорной поверхности цилиндра. Большое значение имеет угол под которым пересекаются риски на поверхности цилиндра он должен составлять Ð 30°-60° . В этих микровпадинах задерживается масло необходимое для смазки колец, а бывалый клиент поводив по цилиндру пальцем утверждает, что цилиндр должен быть гладким и блестящим, а вы мне его весь исцарапали.
И так, подведем итоги поверхность цилиндра после РАСТОЧКИ и хонингования абразивными брусками НЕ ДОЛЖНА БЫТЬ ГЛАДКОЙ и главное, ЗАЗОР ДОЛЖЕН БЫТЬ ДОСТАТОЧНЫМ для нормальной работы двигателя.
Картина, как видим, безрадостная — в основном для тех механиков, которые стремятся во что бы то ни стало сделать в цилиндрах минимально возможные зазоры. Такие специалисты предпочитают измерять зазоры «голыми руками», поэтому нормальный зазор воспринимают весьма своеобразно: «прослабили», поршень ведь «болтается»! А как же ему не болтаться? Ведь во всех точках на боковой поверхности поршня, кроме, разумеется, тех мест, где его размер максимален, зазор за счет овальности и бочкообразности поршня будет больше номинального. Причем на верхней части, в зоне канавок под кольца, а также в направлении оси пальца, зазор между поршнем и цилиндром превышает номинальный в 10-15 раз!
Причем на верхней части, в зоне канавок под кольца, а также в направлении оси пальца, зазор между поршнем и цилиндром превышает номинальный в 10-15 раз!
Завершающей операция промывка блока от стружки и остатков абразива. Забудьте о бензине и керосине, промывать следует горячим раствором соды, иначе удалить абразив из поверхности цилиндра невозможно и он будет медленно, но верно изнашивать поршень и кольца. После промывки продуть каналы смазки и охлаждения и можно собирать двигатель.
НАШИ ПРЕИМУЩЕСТВА
| СОВРЕМЕННОЕ ОБОРУДОВАНИЕ | |
| Все работы выполняются на дорогом специализированном оборудовании, которое не допускает ошибок | |
| ВЫГОДНЫЕ ЦЕНЫ | |
| Мы предлагаем доступные цены для всех владельцев авто и СТО, поэтому наши услуги востребованы. | |
| ОГРОМНЫЙ ОПЫТ | |
За время работы нашей фирмы, мастера осуществили починку более тысячи блоков цилиндров. | |
При помощи чего проводится расточка
Расточка и хонинговка проводятся при помощи разных станков. Для каждого такого спецоборудования требуется свой специалист, который научен, проводить расточку моторов. Итак, рассмотрим несколько вариантов расточных механизмов для автомобильных блоков цилиндров.
Пожалуй, самые распространенными являются вертикально-расточные станки для расточки блока цилиндров. Популярными они сталь, за счет того, что простые в работе и обслуживании, а также стоимость относительно других довольно низкая. Для примера приведем станок 2Е78П и его конструкцию.
- Шпиндель 0,48 мм — 2Е78П.71.000
- Шпиндель 0,78 мм — 2Е78П.72.000
- Шпиндель 0,120 мм — 2Е78П.73.000
- Шпиндель универсальный — 2Е78П.74.000
- Шпиндель специальный — 2Е78П.75.000
- Пульт управления — 2Е78П.83.000
- Электроаппаратура панели — 2Е78П.81.000
- Колонна — 2Е78П.30.000
- Стол — 2Е78П.40.000
- Основание 2Е78П. 10.000
- Отсчетное устройство — 2Е78П.40.020
- Коробка скоростей и подач — 2Е78П.50.000
- Шпиндельная бабка — 2Е78П.23.000
- Электрооборудование сценка — 2Е78П.80.000
- Панель пульта — 2Е78П.82.000
- Пульт управления — 2Е78ПН.83.000
- Электроаппаратура панели — 2Е78ПН.81.000
- Основание — 2Е78ПН.10.000
- Электрооборудование станка — 2Е78ПН.80.000
- Панель пульта — 2Е78ПН.82.000
 10.000
10.000Следующим вариантом является — координатно-расточные станки. Эти стенды считаются точным оборудованием, что позволяет достаточно точно провести операции по растачиванию главного силового агрегата автомобиля.
Для наглядного примера возьмем стенд 2Л450АФ4.
- I — станина
- II — стойка
- III — блок направляющих
- IV — шпиндельная коробка
- V — шпиндель
- VI — пульт управления
- VII — стол и салазки
- VIII — механизм предварительного набора координат
- IX — привод перемещения стола
- X — привод перемещения салазок
- XI — коробка скоростей
Последняя группа станков для расточки блока цилиндров — горизонтально-расточные. Это самый дорогой вариант, который представляет собой возможность растачивать двигатель не только горизонтально, но и вертикально. Так, В этом случае можно даже проводить процесс шлифовки поверхности блока. Ярким представителем данной категории является — AMC-SCHOU L 2500.
Это самый дорогой вариант, который представляет собой возможность растачивать двигатель не только горизонтально, но и вертикально. Так, В этом случае можно даже проводить процесс шлифовки поверхности блока. Ярким представителем данной категории является — AMC-SCHOU L 2500.
| ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ | Станок L 2500 V | |
| Максимальная длина блока | мм | 2540 |
| Максимальное расстояние от встроенных параллелей до борштанги | мм | 850 |
| Шпиндельные скорости | об/мин | 750 |
| Быстрая подача в обе стороны | мм/мин | 1000 |
| Переменная подача в обе стороны | мм/мин | 1000 |
| Скоростная подача в обе стороны | мм/мин | 1000 |
| Максимальный ход борштанги | мм | 680 |
| Двигатели станка | ||
| Шпиндельный двигатель | кВт | 1. 5 5 |
| Двигатель подачи шпинделя | кВт | 0.37 |
| Размеры | ||
| Высота | мм | 2200 |
| Полная длина | мм | 5100 |
| Полная ширина | мм | 800 |
| Требуемое рабочее место | мм | 7600×800 |
| Вес NETTO приблизительно. | кг | 2700 |
| Вес с упаковкой приблизительно (деревянная паллета) | кг | 3140 |
| Объем упаковки | куб.м | 12.82 |
Ремонт коленвала
Ремонт или замена коленчатого вала — процесс трудоемкий. Как правило, он требует практически полной разборки двигателя, осмотра и дефектовки всех его узлов и механизмов. Коленчатый вал снимают и измеряют осевые биения. В случае допустимой выработки поверхности шеек и шатунов коленчатого вала пришлифовывают под ремонтные размеры подшипников. Постель с выработкой тоже подлежит механической обработке с «одной установкой» на специальном станке. Расточка коленвала позволяет установить вкладыш следующего ремонтного размера.
Расточка коленвала позволяет установить вкладыш следующего ремонтного размера.
Проточка постели коленчатого вала
Шлифовка коленчатого вала
Размеры шеек имеют ремонтные допуски. Простая шлифовка коленвала не поможет в случае, если износ или повреждения слишком сильные. Коленчатый вал — деталь недешевая, а если речь идет, например, о крупногабаритной сельхозтехнике, сумма будет внушительной. Даже сильно изношенные поверхности трения можно восстановить. Толщина выработки компенсируется с помощью наплавки электросваркой под флюсом, плазменного напыления твердых сплавов, газотермичекого напыления и др. Затем коленвал шлифуется, «доводится» до необходимых ремонтных размеров. Это технологически сложный процесс, его лучше доверить специалистам.
Автоматизированное газо-термическое напыление шеек и балансиров коленчатого вала
Качественно выполненное восстановление и шлифовка коленвала может обеспечить 100% ресурса его работы. Следует учитывать, что с увеличением ремонтного размера коленчатый вал может сместиться со своего заводского посадочного места. Потребуется точная установка коленвала с подборкой вкладышей. Коленвал с критическими повреждениями или осевым искривлением придется поменять.
Потребуется точная установка коленвала с подборкой вкладышей. Коленвал с критическими повреждениями или осевым искривлением придется поменять.
Как проверить коленвал? Опытные автомобилисты могут определить характерный стук коленчатого вала на слух, используя медицинский стетоскоп. При плановых ТО можно снять поддон, визуально осмотреть коленчатый вал на предмет трещин и сколов и с помощью щупа выполнить контроль зазоров между полукольцами.
Замер осевых смещений коленвала с помощью щупа
Комплект измерительных стальных пластин щупов
Повышенное содержание металлической стружки в фильтре и поддоне указывает на износ пар трения. В таких случаях нужно срочно найти причину образования такой стружки.
Диаметр шеек коленвала можно измерить обычным микрометром. Параметры разбалансировки, биений и осевых люфтов коленчатых валов определяют с помощью специальных индикаторов. Для этого нужно либо разместить вал на специальный стенд или станок, либо установить индикатор с магнитным штативом на блок двигателя. Замер выполняется при вращении.
Замер выполняется при вращении.
Это интересно: Датчик ДПКВ в системе электронного распределения впрыска
Стенд с установленным индикатором часового типа для замера биений коленчатого вала
Индикатор часового типа, установленный на блок двигателя
Для определения зазора между шейками коленчатого вала и подшипниками применяют калиброванную пластиковую проволоку и бумажный шаблон со специальной шкалой. Способ довольно прост и доступен. Кусочек проволоки устанавливают на обезжиренную поверхность шейки коленчатого вала. Для ее фиксации можно применить небольшое количество густой смазки. Затем шейка накрывается подшипником и крышкой. Крышки обтягиваются, проволока внутри раздавливается на плоскости шейки (резьбовые соединения нужно затягивать динамометрическим ключом). Болты раскручивают и снимают крышку. Далее остается измерить ширину расплющенной полоски шаблоном. Значение будет соответствовать достаточно точному значению зазора.
Измерение зазоров между шейкой и подшипником с помощью калиброванной проволоки и шаблона
Замена коленвала
Итак, как снять коленвал? Для этого потребуется полная разборка двигателя. Для замены необходимо:
Для замены необходимо:
- стандартный набор инструментов;
- динамометрический ключ;
- фиксатор коленвала MR 1-233.
Снятие коленвала возможно выполнить после демонтажа двигателя и установки его на ремонтный стенд, узлов ГРМ, оборудования двигателя, ГБЦ, шатунов и поршней.
Схема сборки и установки в блок двигателя коленчатого вала Skoda OCTAVIA TDI 1996-2002 г.в 1,9,1315,17 — болты крепежные, 3 — фланец, передний прижимной, 4 — вкладыш подшипника, 5 — звездочка цепной передачи, 6 — коленчатый вал, 7 — вкладыш подшипника, 8 — полукольца коленвала, 10 — крышка подшипника, 11 — установочный штифт, 12 — колесо датчика, 2 — уплотнительное кольцо (сальник), 14 — маховик и ведущий диск, 16 — промежуточная пластина, 18 — уплотнительная прокладка (с сальником).
Неисправности коленчатых валов
Рассмотрим типичные неисправности коленчатых валов:
- течи сальников коленчатого вала;
- «масляное голодание» рабочих поверхностей;
- механические повреждения коленчатых валов;
- естественный физический износ;
- ненормальный повышенный физический износ.

Как правило, первое, с чем сталкиваются автомобилисты, — это течь масла из-под резиновых уплотнений (сальников коленвала). Это широко распространенная проблема на двигателях с пробегом. Подтекающий сальник требует замены. В некоторых случаях замена масла на более вязкое поможет остановить течь на какое-то время.
Сальник коленвала требующий замены
Это интересно: Механическая коробка передач, принцип работы
Для коленчатых валов, как и для других деталей двигателя, наиболее опасно «масляное голодание». Причиной может быть поломка маслонасоса, забитый канал подачи масла, низкий уровень масла в двигателе. Это приводит к повышенному трению подшипников, нагреванию элементов. Дальнейшая эксплуатация двигателя в таком режиме приведет к его перегреву, полному заклиниванию и к капитальному ремонту. «Клин» на ходу может привести к критическим повреждениям вала или других узлов двигателя.
Вода и топливо попадая в масло меняют его хим. состав и степень вязкости. Причиной может быть значительный износ цилиндропоршневой группы, нарушенная структура прокладок, микротрещины в блоке двигателя или ГБЦ.
состав и степень вязкости. Причиной может быть значительный износ цилиндропоршневой группы, нарушенная структура прокладок, микротрещины в блоке двигателя или ГБЦ.
Повреждения шейки шатуна по причине отсутствия смазки
Со временем шейки и подшипники подвергаются износу, увеличивается допустимый зазор, появляется люфт коленвала, это приводит к возрастанию вибраций, двигатель начинает «стучать». Характерный стук двигателя — критичный сигнал. При его появлении необходимо прекратить движение и срочно обратиться в автосервис. Если коленчатый вал разбалансирован или смонтирован неправильно, может возникнуть повышенный ненормальный износ контактных поверхностей.
Motoproduct
Переборка и ремонт двигателей. Проточка коленвалов от мотоциклов и квадроциклов. Проточка коленвалов от автомобилей. Изготовление шатунных вкладышей. Возможно (не всегда) изготовление коренных вкладышей. Полировка шатуна. Другие работы по двигателям и ремонту.
Проточка коленвалов от автомобилей. Изготовление шатунных вкладышей. Возможно (не всегда) изготовление коренных вкладышей. Полировка шатуна. Другие работы по двигателям и ремонту.
Стоимость работ:
Переборка двигателя Замена поршневых колец Диагностика коленвала и блока Комплексные работы по ремонту коленвала — 1 уровень (1 шатун) Комплексные работы по ремонту коленвала — 2 уровень (2 шатуна)Комплексные работы по ремонту коленвала — 3 уровень (3-4 шатуна) Изготовление поршня Изготовление поршневых колец Гильзовка одного цилиндра Проточка шатунной шейки коленвала* Проточка коренной шейки коленвала* Изготовление шатунного вкладыша* Изготовление коренного вкладыша* Шлифовка шатуна* *делается только в комплексе работ
| от 20 000.00 р. от 5 000.00 р. 1 500.00 р.от 10 000.00 р. от 14 000.00 р. от 18 000.00 р. от 3 500.00 р. от 2 500.00 р. от 8 000.00 р. индивидуально индивидуально индивидуально индивидуально индивидуально |
Внимание: мы выполняем работы по ремонту коленвалов только комплексно. Комплекс, как правило, включает в себя проточку коленвала, замеры, а затем изготовление ремонтных вкладышей, ремонт шатуна и восстановление геометрии. Работы по отдельному изготовлению вкладышей по Вашим размерам или отдельной шлифовке шатуна не производятся. Будьте внимательны! Важно: мы можем изготовить новые ремонтные вкладыши и проточить коленвал, что позволит Вам избежать дорогостоящей покупки нового коленвала.
Комплекс, как правило, включает в себя проточку коленвала, замеры, а затем изготовление ремонтных вкладышей, ремонт шатуна и восстановление геометрии. Работы по отдельному изготовлению вкладышей по Вашим размерам или отдельной шлифовке шатуна не производятся. Будьте внимательны! Важно: мы можем изготовить новые ремонтные вкладыши и проточить коленвал, что позволит Вам избежать дорогостоящей покупки нового коленвала.
Единые телефоны сервисных : +7 многоканальный +7 ….многоканальный +7 +7 +7 (901) 564-74-72
Режим работы сервисных центров:
| ПН ВТ-ПТ СБ ВС | выходной 12:00-20:00 14-00-18:00 выходной |
Внимание: Вы всегда можете договориться с нами на более позднее принятие или выдачу техники. Вы очень важны нам и мы сделаем всё, чтобы Вам было удобно.
Адреса сервисных :
Мотопродукт-Рябиновая г. Москва, ул. Рябиновая, 34а ТО, ремонт, восстановление радиаторов, восстановление пластика и др.
Мотопродукт-Кутузовский г.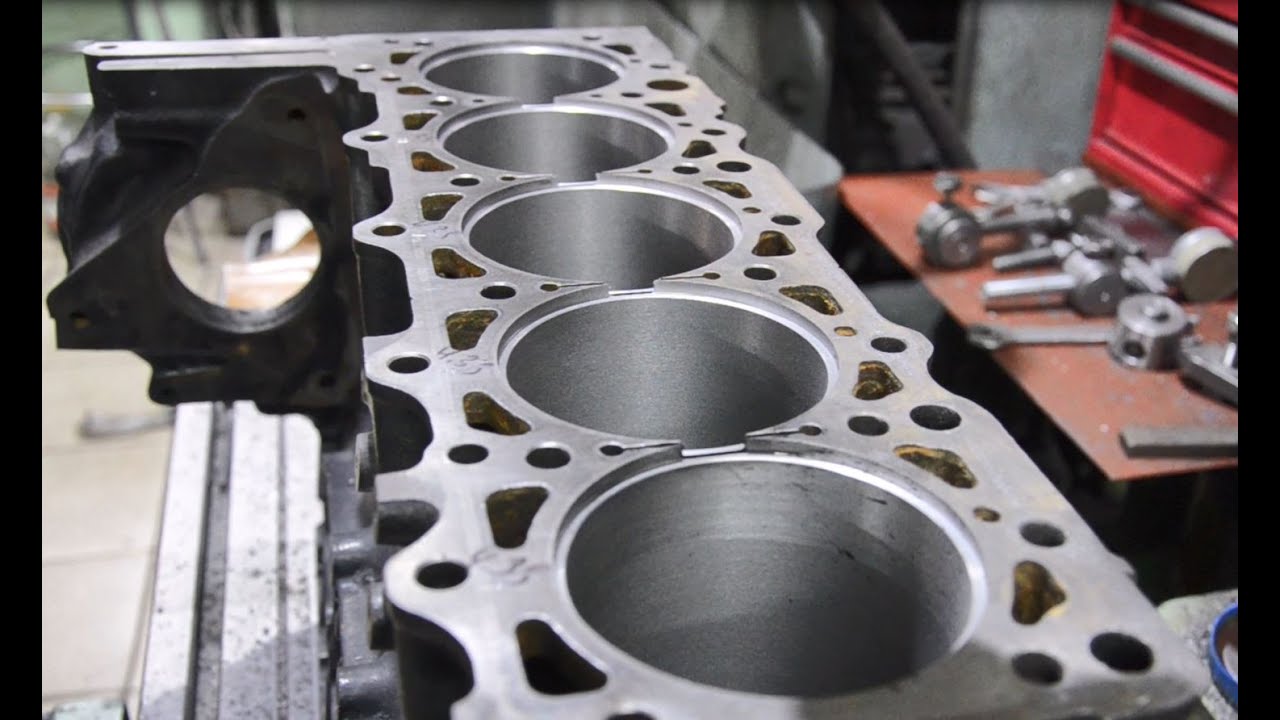 Москва, Кутузовский проезд, 16 Ремонт амортизаторов, правка рам, восстановление дисков и др.
Москва, Кутузовский проезд, 16 Ремонт амортизаторов, правка рам, восстановление дисков и др.
Мотопродукт-Верейская г. Москва, ул. Верейская, 8/4 Ремонт передних вилок, подготовка для гонок и трека, ремонт и др.
Внимание: на все сервисные центры действует запись, пожалуйста позвоните перед приездом, т.к. на определённые работы может быть очередь.
Сервисные действуют при поддержке голландской компании Yacugar Suspension, итальянской компании Arrow Special Parts, шведской компании Ohlins, словенской компании Akrapovic и сертифицированы для установки запчастей данных производителей.
Типы и функции гильзы цилиндра
Типы и функции гильзы цилиндра Что такое гильза цилиндра? Типы и функции гильзы цилиндра: — Гильза цилиндра в основном имеет цилиндрическую форму. Он вставлен в блок двигателя и образует цилиндр. В составе внутренней части двигателя гильза цилиндра является очень важной частью. Слово «гильза цилиндра» популярно в Японии, однако в других странах оно также известно как гильза цилиндра.Когда двигатель работает, поршень сильно изнашивается. Гильзы цилиндров, таким образом, являясь внутренним металлическим компонентом, значительно сокращают износ поршня. Когда двигатель работает, поршень, а также поршневые кольца скользят с большой скоростью. Из-за этого в цилиндрической стенке двигателя создается высокое давление и высокая температура. Следовательно, для продления срока службы автобусов, грузовиков и т. Д. Используются чугунные цилиндры.
Слово «гильза цилиндра» популярно в Японии, однако в других странах оно также известно как гильза цилиндра.Когда двигатель работает, поршень сильно изнашивается. Гильзы цилиндров, таким образом, являясь внутренним металлическим компонентом, значительно сокращают износ поршня. Когда двигатель работает, поршень, а также поршневые кольца скользят с большой скоростью. Из-за этого в цилиндрической стенке двигателя создается высокое давление и высокая температура. Следовательно, для продления срока службы автобусов, грузовиков и т. Д. Используются чугунные цилиндры.
Причина использования чугунных цилиндров заключается в том, что они обладают прекрасными противоударными свойствами и, следовательно, оказываются очень эффективными при использовании для деталей цилиндров.Однако в последнее время все большую популярность приобретают алюминиевые сплавы из-за их небольшого веса. Более легкие двигатели сейчас предпочтительнее тяжелых. Но цилиндр из алюминиевого сплава страдает недостатком деформации во время работы, когда имеет место прямое скользящее движение поршня и поршневых колец. Также имеет плохую износостойкость. По этой причине цилиндры из чугуна до сих пор не вышли из моды и используются, прежде всего, в тяжелых автомобилях.
Также имеет плохую износостойкость. По этой причине цилиндры из чугуна до сих пор не вышли из моды и используются, прежде всего, в тяжелых автомобилях.
Гильза цилиндра — это центральная рабочая часть поршневого двигателя или насоса, пространство, в котором перемещается поршень.Проблема износа цилиндров значительна, и она была решена за счет использования гильз цилиндров. Гильзы цилиндров выполнены в виде цилиндров из специального сплава железа, содержащего кремний, марганец, никель и хром. Они отлиты центробежным способом. Сегодня гильзы цилиндров устанавливаются на двигатели легковых и грузовых автомобилей. Эти гильзы имеют масляную закалку и обеспечивают значительно более длительный срок службы двигателя.
1. Формирование поверхности скольжения Основная функция гильзы цилиндра — формирование поверхности скольжения для поршневых колец.Он служит внутренней стенкой цилиндра. Он также удерживает внутри себя смазочный материал. Еще одна важная функция — это отличная характеристика скользящей поверхности и эти четыре необходимые точки.
Еще одна важная функция — это отличная характеристика скользящей поверхности и эти четыре необходимые точки.
• Обладает высокими противозадирными свойствами.
• Меньший износ самой гильзы цилиндра.
• Меньший износ поршневого кольца партнера.
• Меньший расход смазки.
. Гильза цилиндра передает тепло охлаждающей жидкости.Он получает тепло от сгорания через поршень и поршневые кольца.
3. Уплотнение для сжатого газаУтечка сжатого газа, а также горючего газа предотвращается за счет уплотнения для сжатого газа.
Типы гильз цилиндров Типы и функции гильз цилиндров: В основном существует три различных типа гильз цилиндров: сухие, мокрые и оребренные. Каждый тип гильзы цилиндра работает по-своему.Однако основной принцип остается прежним — защита поршня от тепла и загрязнений. Гильзы цилиндров — это специально разработанные изделия. Они дорогие и требуют точного изготовления. Следовательно, они доступны только для специальных частей двигателя.
Следовательно, они доступны только для специальных частей двигателя.
Сухие гильзы выполнены в форме цилиндра с фланцем наверху, который удерживает его в блоке цилиндров. Вся внешняя поверхность сухих гильз упирается в отливку блока цилиндров и, следовательно, требует очень точной механической обработки снаружи.Таким образом, он не находится в прямом контакте с охлаждающей водой и, следовательно, известен как сухая футеровка. Его толщина колеблется от 1,5 мм до 3 мм. Он используется в основном для восстановления изношенных цилиндров.
2. Мокрая гильза (гильза с водяным охлаждением) Мокрая гильза составляет полный цилиндр цилиндра. Он снабжен фланцем вверху, который входит в канавку в блоке цилиндров. Внизу блока или гильзы выполнены канавки, обычно по три, в которые вставляются уплотнительные кольца из резины.Вкладыш находится в прямом контакте с охлаждающей водой, поэтому он известен как мокрый вкладыш.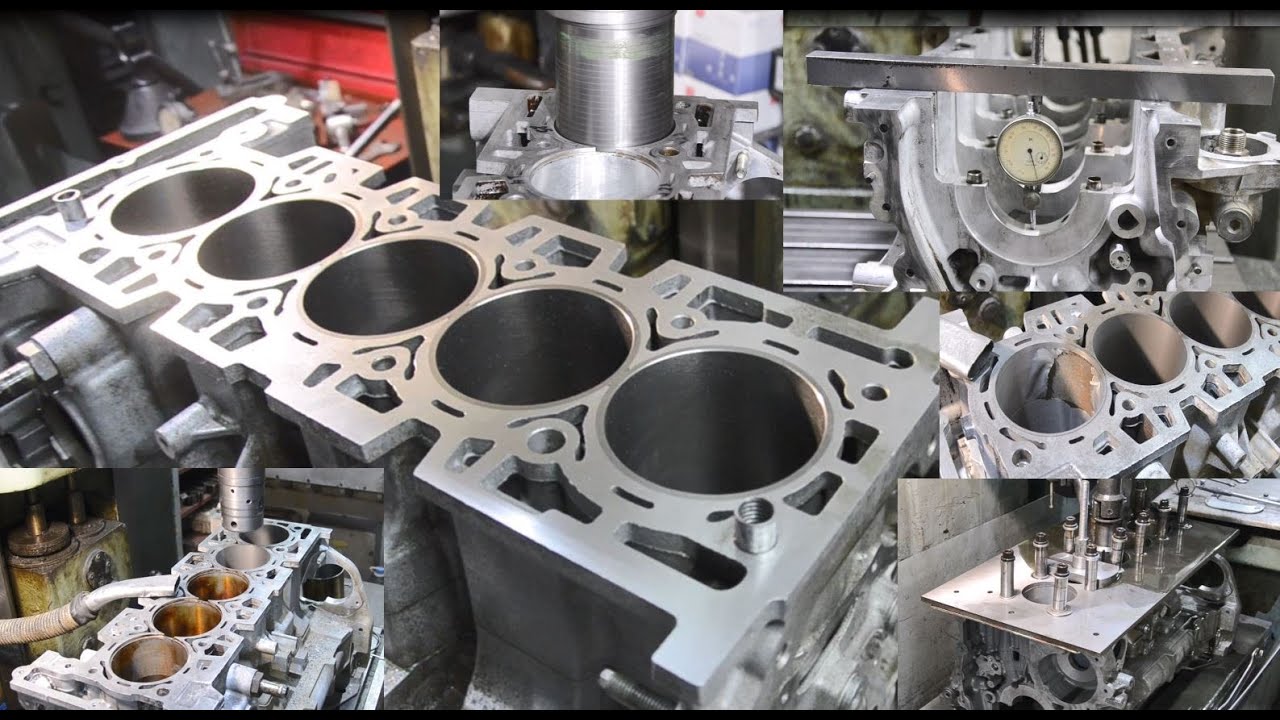 Наружная поверхность мокрой футеровки не требует точной обработки. Хедлайнеры статьи, чем сухие лайнеры, поскольку они варьируются от 1,5 мм до 6 мм.
Наружная поверхность мокрой футеровки не требует точной обработки. Хедлайнеры статьи, чем сухие лайнеры, поскольку они варьируются от 1,5 мм до 6 мм.
- Мокрая футеровка легко заменяется, и для этого не требуется никаких специальных инструментов или оборудования.
- Мокрая гильза снижает температуру поршня за счет прямого контакта с циркулирующей водой.
- Мокрая гильза должна обеспечивать герметичное соединение между отливкой цилиндра и гильзой, в то время как сухая гильза не требуется.
- Мокрая футеровка может расширяться без какого-либо сопротивления, поскольку она удерживается фланцем только вверху.
- Мокрая гильза потребовала простой конструкции блока цилиндров без какой-либо точной обработки внутренней поверхности блока цилиндров.
- Мокрая облицовка может быть обработана точно перед установкой, тогда как сухая облицовка не может быть обработана точно перед установкой из-за возникающих усадочных напряжений.
Для изготовления оребренных гильз цилиндров используется жаростойкий и устойчивый к загрязнениям металл. Гильзы цилиндров с оребрением, разработанные в первую очередь для двигателей с воздушным охлаждением, работают почти так же, как гильзы цилиндров с сухим двигателем. Оснащен крошечными ребрами, позволяющими поступающему воздуху втягиваться с большой силой для охлаждения цилиндра.
Что такое блок цилиндров и гильза цилиндра? Типы гильз
Надежность автомобильного двигателя зависит от правильной конструкции компонентов двигателя.Конструкционные детали зависят от напряжений и функции элементов.
Из этой статьи вы узнаете, что такое блок цилиндров или блок двигателя? Что такое гильза цилиндра? И типы гильз цилиндров.
Что такое блок цилиндров?
Все основные компоненты двигателя установлены на блоке двигателя или внутри него. Эти компоненты, включая отверстия цилиндров, обрабатываются очень точно. Они должны быть достаточно толстыми, чтобы выдерживать давление горящей топливной смеси.
Они должны быть достаточно толстыми, чтобы выдерживать давление горящей топливной смеси.
Необходимо обеспечить плотную посадку между основанием цилиндра и поршневыми кольцами, чтобы поршневые кольца могли герметизировать горючий газ.
Если цилиндр приобретает овальную форму из-за износа, часть газа выходит через поршневые кольца.
Утечка газа через поршневые кольца называется прорывом. Прорыв снижает эффективность двигателя. Отделка стенок цилиндра также влияет на кольцевое уплотнение.
Стенки цилиндра обработаны для получения очень гладкой поверхности.Специальные шлифовальные камни создают в стенках цилиндров небольшие канавки, в которые собирается масло.
Эти канавки помогают смазывать поршневые кольца и юбки поршней. Раньше большинство блоков цилиндров изготавливали из чугуна или серого чугуна, поскольку этот материал легко обрабатывать.
Алюминиевые поршни очень хорошо изнашиваются против чугунных стенок цилиндров. Основным недостатком чугуна является его вес, блоки двигателей теперь отливают из легкого алюминия.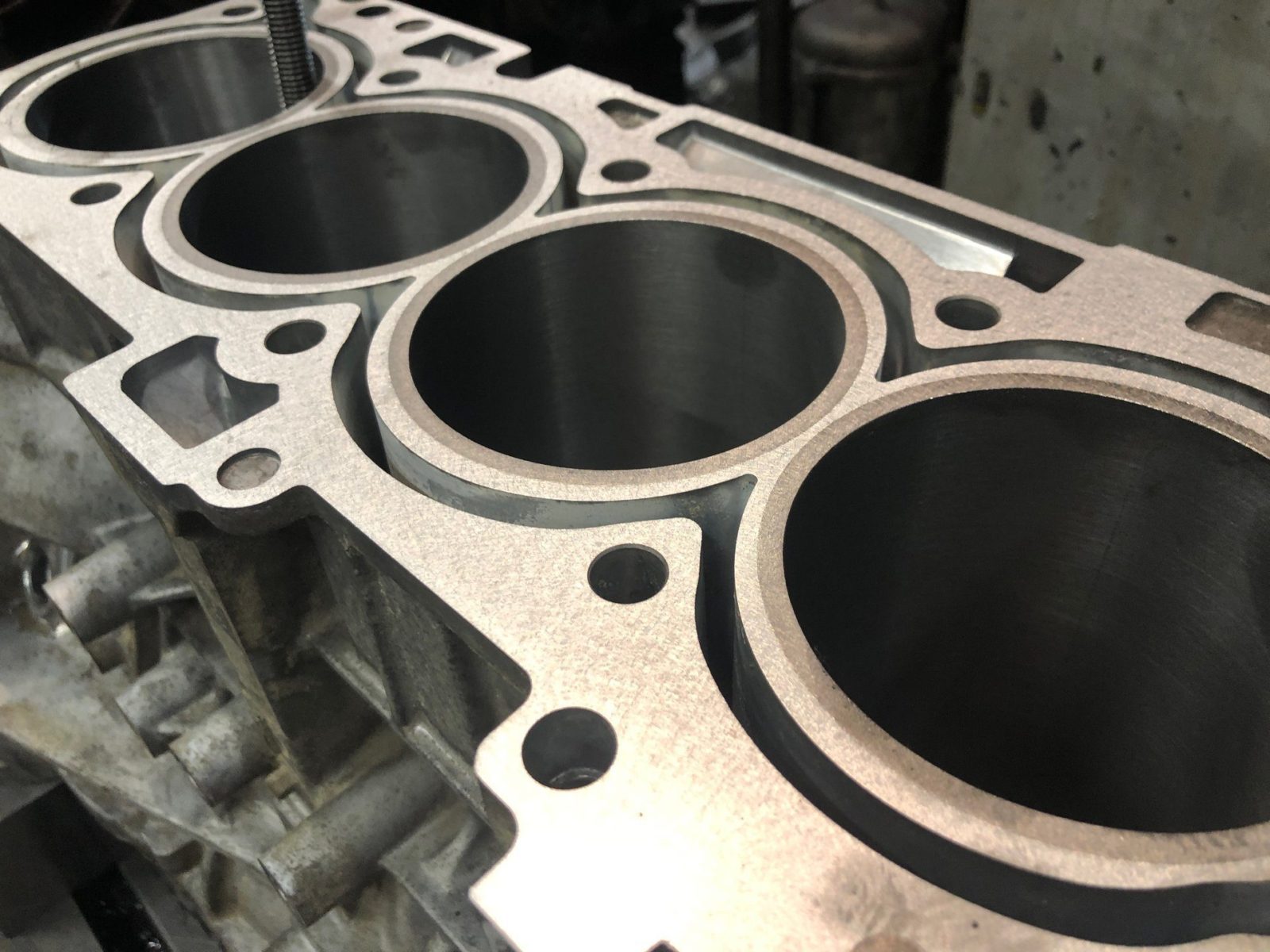
Алюминиевый блок весит намного меньше чугунного блока.Кожа алюминиевого поршня, трущаяся о стенку алюминиевого цилиндра, очень быстро изнашивается.
Большинство алюминиевых блоков цилиндров оснащаются гильзами цилиндров из стали или чугуна с шаровидным графитом.
Что такое гильза цилиндра?
Гильза цилиндра — это втулка, в которой поршень двигателя совершает возвратно-поступательное движение. Срок службы цилиндра между расточками зависит от двух основных факторов:
(i) абразивного износа и
(ii) коррозии.
Истирание зависит от атмосферных условий и эффективности воздушного и масляного фильтров.Пыльный атмосферный воздух более вреден, так как увеличивает истирание в цилиндре.
Коррозия цилиндра возникает из-за коррозионных продуктов сгорания, которые образуются после сжигания топлива с воздухом.
Коррозия ускоряется при низкой температуре цилиндра из-за кислотосодержащей влаги на стенках цилиндра. Использование отдельных цилиндров или гильз, известных как гильзы цилиндра, обеспечивает долгий срок службы цилиндра.
Использование отдельных цилиндров или гильз, известных как гильзы цилиндра, обеспечивает долгий срок службы цилиндра.
Эти гильзы цилиндров изготовлены из высококачественного материала и устанавливаются в блок цилиндров.Вкладыши съемные и могут быть заменены в случае износа или повреждения.
Гильза цилиндра должна иметь хорошую износостойкость и способность удерживать масло для смазки поверхности между стенками и поршневыми кольцами.
Материал гильзы цилиндра.
Для гильзы цилиндра обычно используется хромоникелевое железо.
Используемое хромоникелевое железо содержит;
Углерод 3,5%;
Марганец 0,6%;
Фосфор 1,5%;
Сера 0.05%;
Кремний 2%;
Никель 2%; и
Хрома 0,7%.
Для повышения износостойкости гильзы упрочняются путем нагрева до 855-865 ° C в течение 30-40 минут, а затем закаливаются в масле.
За счет такой термической обработки срок службы гильзы увеличивается в три раза по сравнению с цилиндрами из серого или чугуна.
Типы гильз цилиндров.
Гильзы или гильзы цилиндров бывают двух типов:
1. Сухие гильзы.
2. Мокрая футеровка.
1. Сухие лайнеры. №
Сухие гильзы изготавливаются в виде бочки с фланцем наверху. Фланец удерживает гильзу в блоке цилиндров.
Гильза точно входит в цилиндр. Идеальный контакт гильзы с блоком цилиндров необходим для эффективного охлаждения гильзы.
Кроме того, давлению газа, силе поршня и ударной нагрузке во время сгорания противодействует общая толщина гильзы и цилиндра.
Следовательно, сухие футеровки более тонкие, имеют толщину стенок от 1,5 мм до 3 мм и используются в основном для восстановления изношенных футеровок.
Сухая футеровка не контактирует напрямую с охлаждающей водой.
2. Мокрые лайнеры.
Мокрая футеровка называется так, потому что охлаждающая вода контактирует с футеровкой. Эта гильза имеет вверху фланец, который входит в канавку, выполненную в блоке цилиндров.
Для предотвращения утечки охлаждающей воды в картер нижний конец мокрой гильзы герметизируется с помощью уплотнительных колец или колец сальника.
Поскольку мокрый хвостовик должен выдерживать давление газа, осевую и ударную нагрузку, толщина стенки хвостовика увеличивается и становится больше, чем у сухого хвостовика.
Обычно толщина стенки мокрой футеровки составляет от 3 до 6 мм. Внешняя сторона футеровки покрыта алюминием, чтобы защитить ее от ржавчины.
Мокрая футеровка охлаждается лучше, чем сухая. Он легко снимается, когда он изношен или поврежден.
Сравнение сухой и мокрой футеровки.
1. Мокрая гильза может быть легко заменена, тогда как сухая гильза требует специальных инструментов, поскольку она плотно прилегает к блоку цилиндров.
2. Мокрая футеровка должным образом охлаждается, поскольку она находится в прямом контакте с охлаждающей водой, тогда как сухая футеровка не вступает в прямой контакт с охлаждающей водой. Следовательно, рабочая температура сухой лайнера больше, чем влажного лайнера.
Следовательно, рабочая температура сухой лайнера больше, чем влажного лайнера.
3. Для мокрой гильзы необходимы герметичные соединения, чтобы охлаждающая вода не попадала в картер, тогда как для сухой гильзы такого требования нет.
4. Мокрый лайнер не требует аккуратной обработки снаружи, тогда как сухой лайнер требует аккуратной отделки.
5. Чистовая обработка мокрой футеровки может быть завершена перед сборкой, тогда как сухая футеровка требует отделки после сборки.
Вот и все, что касается блока цилиндров или блока цилиндров и гильзы цилиндров. Я надеюсь тебе это понравится. Пожалуйста, не забудьте поделиться им.
Спасибо!
A-trac Engineering Company — Блог
Прежде чем перейти к различным типам гильз цилиндров
, сначала давайте разберемся, что такое гильзы цилиндров? При рассмотрении частей двигателя транспортного средства гильза цилиндра или гильза является одним из наиболее важных элементов двигателя.
Это полое цилиндрическое отверстие, которое действует как кожух, в котором происходит сгорание топлива.
Гильза или гильза цилиндрапредставляет собой съемный цилиндрический компонент, который устанавливается в блоке двигателя и обеспечивает поверхность, на которой поршень совершает возвратно-поступательное движение внутри и выполняет его сжатие. Гильзы цилиндров можно легко заменить, когда они изнашиваются.
И из-за критического движения поршней во время работы гильзы цилиндров должны быть износостойкими и устойчивыми к коррозии.Это означает, что гильза цилиндра должна быть высокопрочной.
Материал, используемый в гильзах цилиндров:
Поскольку гильза цилиндра должна быть высокопрочной, гильзы цилиндра обычно изготавливаются из серого чугуна.
Как изготавливается гильза цилиндра?
Гильзы цилиндровобычно производятся с использованием процесса центробежного литья.
Серый чугун нагревается в индукционной печи, а расплавленный металл поступает на установку центробежного литья.
Постоянная форма непрерывно вращается вокруг своей оси с высокими скоростями по мере разливки расплавленного металла, заставляя металл равномерно распределяться по матрице.
Поскольку примеси легче железа, они вытесняются на поверхность отверстия под действием центробежной силы, а затем удаляются механической обработкой.
Полученная отливка имеет гораздо более мелкое зерно и не имеет раковин и пористости, чем при обычном процессе литья.
Коррозионная стойкость дополнительно повышается за счет добавления хрома.
Теперь давайте перейдем к основной цели этой статьи, а именно к объяснению различных типов гильзы цилиндра.
Типы гильзы цилиндра:
Гильзы цилиндровподразделяются преимущественно на 3 типа в зависимости от метода охлаждения.
Гильза цилиндра сухого типа:
Гильза цилиндра сухого типа является наиболее распространенным типом гильзы цилиндра. Он работает при высоком давлении и температуре и, следовательно, должен быть изготовлен из чугуна и керамико-никелевого покрытия, которые являются высококачественными материалами. Материал сухих футеровок
Он работает при высоком давлении и температуре и, следовательно, должен быть изготовлен из чугуна и керамико-никелевого покрытия, которые являются высококачественными материалами. Материал сухих футеровокСостав в основном включает чугун и керамико-никелевые соединения, что придает ему ряд свойств, которые недостижимы для мокрых футеровок
Блок цилиндров с сухими гильзами более прочен, чем его аналог, гильзы с мокрым покрытием.
Сухие лайнеры относительно тоньше, чем мокрые.
Сухая гильза не контактирует напрямую с охлаждающей жидкостью, но защищает поршень от износа и загрязнений.
Сухая гильза прилегает непосредственно к стенке рубашки охлаждения в блоке цилиндров.
Преимущество сухой гильзы цилиндра в том, что ее легко заменить и она не имеет проблем с водяной рубашкой. Сухие гильзы можно использовать практически во всех типах двигателей.
Недостаток сухой гильзы цилиндра состоит в том, что блок цилиндров, в который она устанавливается, сложен в изготовлении, а отвод тепла не очень эффективен.
Гильза цилиндра мокрого типа:
Цилиндры мокрого типа изготовлены из того же материала, что и гильзы цилиндров сухого типа.
Мокрые гильзы взаимодействуют с охлаждающей жидкостью двигателя непосредственно для защиты поршня.
Мокрые гильзы лучше отводят тепло и охлаждают, чем гильзы цилиндров сухого типа.
Мокрые гильзы могут иметь пространство для охлаждающей воды между блоком двигателя и гильзой, или они могут иметь встроенное охлаждение.
пассажей.
А в мокрых вкладышах, которые не имеют встроенных охлаждающих каналов, водяная рубашка образована вкладышем и отдельной рубашкой, которая является частью блока.
Статическое уплотнение должно быть предусмотрено как со стороны камеры сгорания, так и со стороны коленчатого вала цилиндров, чтобы предотвратить утечку охлаждающей жидкости в поддон масляного поддона или камеру сгорания.
Обычно уплотнение на стороне сгорания гильзы состоит либо из прокладки под фланцем, либо из механически обработанной посадки.
Стенка гильзы цилиндра должна быть достаточно прочной, чтобы выдерживать давление сгорания.
Преимущество лайнера мокрого типа в том, что он сравнительно прост в изготовлении, охлаждение является более эффективным, а продольные напряжения снимаются за счет теплового расширения футеровки.
Недостаток лайнеров мокрого типа в том, что их замена затруднительна и существует риск проблем с утечкой воды.
Гильза цилиндра с воздушным охлаждением или оребрением:
Гильзы цилиндровс воздушным охлаждением изготавливаются по специальной технологии формования корпуса с использованием износостойкого мелкозернистого чугуна, обеспечивающего длительный срок службы и эффективное охлаждение.
Как следует из названия, гильзы с воздушным охлаждением специально разработаны для двигателей с воздушным охлаждением. Вкладыши с воздушным охлаждением чаще всего используются в автомобилях.
Вкладыши с воздушным охлаждением чаще всего используются в автомобилях.
Работает так же, как сухая гильза цилиндра, но охлаждающей средой в этом сценарии является воздух.
Отвод тепла лайнера с воздушным охлаждением осуществляется в режиме принудительной конвекции с помощью ребер, нанесенных на его поверхность. Обычно материал оребрения имеет высокую теплопроводность.
Преимущество гильзы цилиндра с воздушным охлаждением / оребрением в том, что она устойчива к коррозии и имеет очень эффективное рассеивание тепла.
Недостаток гильзы цилиндра с воздушным охлаждением заключается в том, что она предназначена для поддержки двигателя с воздушным охлаждением и, таким образом, не может быть установлена в каком-либо механизме с охлаждающей жидкостью.
Вы можете узнать больше о том, как мы производим наши гильзы цилиндров, на сайте www. atracparts.com/cylinder-liners
atracparts.com/cylinder-liners
Гильзы цилиндров с огневым кольцом · Technipedia · Моторсервис
Рис. 10 Рис.9.Гильза цилиндра сначала вставляется в блок цилиндров без огневого кольца.Затем поршень и шатун вставляются в цилиндр и прикрепляются к коленчатому валу, как указано. Вставляя поршень, важно убедиться, что зажим поршневого кольца достаточно глубоко вошел в выемку для огневого кольца (рис. 10). Это гарантирует, что поршневые кольца не попадут в паз огневого кольца и не получат в результате повреждений. После установки поршня огневое кольцо вручную помещается в выемку. Что касается бывших в употреблении деталей, то слегка жесткое огневое кольцо можно осторожно забить в гильзу цилиндра, используя молоток и брусок (рис.9).
СИТУАЦИЯ
Чтобы продлить срок службы двигателей грузовых автомобилей и снизить вредные выбросы выхлопных газов, некоторые производители двигателей все чаще используют гильзы цилиндров с огневым кольцом.
ДИЗАЙН И ФУНКЦИЯ
Огневые кольца помещаются на верхнем конце гильз цилиндров в прямоугольную выемку. Во время монтажа огнестойкое кольцо вставляется в предназначенную для него выемку. Позже он удерживается на месте головкой блока цилиндров.
Огневое кольцо или маслосъемное кольцо предотвращают образование нагара твердого масла на верхней поверхности поршня. Это достигается за счет меньшего внутреннего диаметра огневого кольца по сравнению с диаметром отверстия цилиндра.
Когда поршень проходит через верхнюю мертвую точку, огневое кольцо соскребает с поршня нежелательный масляный нагар и предотвращает образование отложений на верхней поверхности.
ПРОБЛЕМА И РЕШЕНИЕ
На гильзах цилиндров без огневого кольца, если двигатель используется в неблагоприятных условиях, на верхней поверхности поршня может образовываться твердый углеродный слой (рис.4 осталось). К неблагоприятным условиям эксплуатации относятся:
- частые поездки на короткие расстояния
- частый режим холостого хода
- работа двигателя с неудовлетворительным качеством топлива и масла
- отсутствие технического обслуживания автомобиля
На гильзах цилиндров без огневого кольца нанесен слой углерода на верхней поверхности поршня приводит к абразивному износу после относительно короткого срока службы (рис. 4, справа). Этот нежелательный преждевременный износ гильз цилиндров в сочетании с чрезмерным расходом масла можно предотвратить, используя гильзы цилиндров с огневым кольцом.
4, справа). Этот нежелательный преждевременный износ гильз цилиндров в сочетании с чрезмерным расходом масла можно предотвратить, используя гильзы цилиндров с огневым кольцом.
СНЯТИЕ ГИЛЬЗЫ ЦИЛИНДРА
Рис. 5Для снятия поршня необходимо сначала снять огневое кольцо с гильзы цилиндра. Для бывших в употреблении гильз цилиндров это нельзя сделать сразу вручную. Отложения между огневым кольцом и гильзой цилиндра приводят к тому, что огневое кольцо плотно застревает в своем креплении. При удалении дефектных гильз цилиндра огневое кольцо можно разрушить, используя долото, вставленное между огневым кольцом и гильзой цилиндра (рис.5).
Рис. 6 При повторном использовании гильзы цилиндра и огневого кольца поршень слегка перемещается вниз, вращая коленчатый вал, так что огневое кольцо становится доступным. Затем бывшее в употреблении поршневое кольцо диаметром, соответствующим диаметру цилиндра, вставляется в цилиндр под огневым кольцом (рис. 6).
6).
Вращение коленчатого вала заставляет поршень выдвигать огневое кольцо из гильзы цилиндра (рис. 8). Чтобы поршневое кольцо, используемое в качестве инструмента для снятия, не сжималось и не скользило по огневому кольцу, стыковой зазор необходимо перекрыть с помощью щупа при выдвижении огневого кольца (рис.7).
Если снимается только поршень, гильза цилиндра должна быть зафиксирована на месте, то есть прижата к ее гнезду. В противном случае поршень вытолкнет огневое кольцо и гильзу цилиндра из блока цилиндров.
Рис. 7 Рис. 8 Гильза цилиндра сначала вставляется в блок цилиндров без огневого кольца. Затем поршень и шатун вставляются в цилиндр и прикрепляются к коленчатому валу, как указано. При установке поршня необходимо убедиться, что зажим поршневого кольца достаточно глубоко вошел в выемку для огневого кольца (рис.10). Это гарантирует, что поршневые кольца не попадут в паз огневого кольца и не получат в результате повреждений. После установки поршня огневое кольцо вручную помещается в выемку. Что касается бывших в употреблении деталей, то слегка жесткое огневое кольцо можно осторожно забить в гильзу цилиндра, используя молоток и брусок (рис. 9).
Что касается бывших в употреблении деталей, то слегка жесткое огневое кольцо можно осторожно забить в гильзу цилиндра, используя молоток и брусок (рис. 9).
ИНСТРУКЦИЯ ПО УСТАНОВКЕ И ЭКСПЛУАТАЦИИ
- Поршни и гильзы цилиндров с огневыми кольцами должны продаваться в комплекте, чтобы предотвратить неправильное сочетание деталей и избежать проблем с зазором.
- Когда заменяется только поршень, важно убедиться, что он предназначен для использования с огневым кольцом (сравните диаметр верхней площадки со старой частью).
- При замене только гильзы цилиндра необходимо следить за тем, чтобы высота огневого кольца была меньше высоты верхней площадки поршня.
- Кольцо огня не может быть оставлено без внимания. Его всегда необходимо устанавливать так, чтобы двигатель достиг заданной компрессии и производительности.
- Огненные кольца изготавливаются симметрично, т.е.е. кольцо не имеет определенного направления установки.
- При доработке уплотнительной области блока цилиндров необходимо соблюдать или отрегулировать указанный размер выступа поршня, а также обеспечить, чтобы первое компрессионное кольцо не могло столкнуться с огневым кольцом.
- Огненные кольца не хонингованы по внутреннему диаметру.
- Не заменяйте гильзы цилиндров огневыми кольцами, если они не одобрены производителем.

ИНФОРМАЦИЯ О ДОСТАВКЕ
Гильзы цилиндров Kolbenschmidt всегда поставляются в виде полного комплекта, т.е.е. с огневым кольцом и уплотнительными кольцами. Огненные кольца не доступны по отдельности в качестве запасных частей.
Гильзы цилиндров — Нанесенные наноповерхности
Отверстия блока цилиндров в двигателях внутреннего сгорания, особенно в двигателях с алюминиевыми блоками, обычно не выдерживают длительного скользящего контакта с движущимся поршнем, поэтому должны быть усилены вставкой в виде гильзы цилиндра, сделанной из более прочного материала. Большинство гильз цилиндров сегодня изготовлено из чугуна. Внутренняя поверхность гильзы имеет особый рисунок хонингования, помогающий минимизировать трение и износ, предотвратить заедание поршня и снизить расход масла и утечку газа. Наиболее сильный износ кольца происходит около верхней мертвой точки гильзы, когда внутренние напряжения максимальны, а скорость поршня близка к нулю, что создает условия для разрушения масляной пленки.
Внутренняя поверхность гильзы имеет особый рисунок хонингования, помогающий минимизировать трение и износ, предотвратить заедание поршня и снизить расход масла и утечку газа. Наиболее сильный износ кольца происходит около верхней мертвой точки гильзы, когда внутренние напряжения максимальны, а скорость поршня близка к нулю, что создает условия для разрушения масляной пленки.
Трибокондиционирование гильз цилиндров позволяет значительно снизить трение в точках поворота в системе поршень / отверстие и в то же время улучшить уплотнение и снизить риск заклинивания поршня.Гильзы цилиндров с трибокондиционированием имеют более плоские выступы, что приводит к оптимальному распределению контактного давления между отверстием и поршневыми кольцами, а также имеет лучшее удержание масла по сравнению с гильзами обычного типа.
Трибокондиционирование гильз цилиндров выполняется с использованием стандартных хонинговальных станков с набором инструментов для трибокондиционирования, установленных на хонинговальной головке вместо хонинговальных брусков, и технологической жидкости, специально разработанной для переноса соответствующих химических прекурсоров. В настоящее время ANS работает в тесном сотрудничестве с ведущими мировыми производителями хонинговального оборудования для внедрения трибокондиционирования в массовое производство.
В настоящее время ANS работает в тесном сотрудничестве с ведущими мировыми производителями хонинговального оборудования для внедрения трибокондиционирования в массовое производство.
Влияние трибокондиционирования на профиль шероховатости поверхности и кривую опорной поверхности гильз цилиндров
(по Б. Жмуда, Трибология и смазочные технологии, 2011, стр. 42-49).
Влияние трибокондиционирования на трение кольцевых прокладок (по Б. Жмуда, Э. Томаник, Ф.-А. Ксавье, Третья международная конференция по трибологии, Лулео, Швеция, 19-21 марта 2013 г.).
Снижение износа поршневых колец за счет трибокондиционирования внутреннего диаметра цилиндра (по Б.Жмуд, Компонент автомобиля 5, 2012, стр. 18-21).
Гильзы цилиндров | Форум машиностроителя по моделям двигателя
Терри, я помогал себе в написании всех ваших замечательных постов, так что еще раз спасибо за то, что поделились. При измерении я установил калибр отверстия импровизированным, но повторяемым образом, измерив в 3 или 4 точках вдоль лайнера, а затем перпендикулярно этому, используя продольную линию фломастера. (Здесь я говорю о стадии притирки). Вопрос: у моего манометра шаг 0,0005 «. Кажется, что он вполне воспроизводим, но кто-то сказал мне, что это должен быть более тонкий диапазон.Сомневаюсь, что куплю новый, но было просто любопытно, чем вы измеряли?
(Здесь я говорю о стадии притирки). Вопрос: у моего манометра шаг 0,0005 «. Кажется, что он вполне воспроизводим, но кто-то сказал мне, что это должен быть более тонкий диапазон.Сомневаюсь, что куплю новый, но было просто любопытно, чем вы измеряли?
Re токарный станок, это расточная оправка, которую я использовал (самый большой хвостовик). Я не уделял особого внимания типу пластин CCMT и радиусу при вершине, потому что использовал тот же инструмент от сверления 5/8 (.625) до чистовой обработки .945. Фактически я использовал тот же самый между 12L14 и CI. Я подумал, что CI может его немного надеть, но пока все хорошо. Вы набрали довольно близкие цифры, можете ли вы что-нибудь посоветовать по этому поводу?
Ваш комментарий «периода отдыха» очень интересен.Фактически, это то, что я видел на 12L14 и доводил его до температуры, которая меня никогда не устраивала. Я еще не делал этого на CI, но сделаю сейчас. Я просто предположил, что «актерский состав» будет меньше искажать, но это больше наивно, выдавать желаемое за действительное и с моей стороны.
Я буду следить за вашими выводами из прочной стали. Вы думаете 1144? Какая толщина стен будет у Мерлина?
http://www.onlinemetals.com/merchant.cfm?pid=7644&step=4&showunits=inches&id=286&top_cat=0
Этот оригинальный дизайн лайнера требовал 0.039 «WT, но я изменил вещи, чтобы получить 0,065». На самом деле я тоже думал о 1144, но мне показалось, что он не был так популярен среди строителей ME по какой-то причине. Много похвал за использование на коленчатых валах, но меньше за гильзы для. Но я только что нашел ссылку 2007 года с комментарием Рона. Мой 12L14 показывает крошечные пятна ржавчины на моей скамейке. Меня беспокоит, что произойдет с двигателем, работающим на метаноле, несмотря на некоторую защиту от масляного покрытия.
Ребята: Сейчас я обрабатываю восемь гильз для моего Novi V-8.Я использую нержавеющую сталь 1144. Этот материал идеален. Он обрабатывается так легко и с такой превосходной обработкой, что я, вероятно, никогда больше не буду использовать чугун для футеровки. Свинцованная сталь была бы моим вторым выбором. Чугун грязный, и я всегда обращаюсь к окулисту, когда мне нужно его обработать. У меня опухают веки от пыли, независимо от того, какую защиту я использую. Полагаю, какая-то аллергия. Удачи. Рон Колонна
Свинцованная сталь была бы моим вторым выбором. Чугун грязный, и я всегда обращаюсь к окулисту, когда мне нужно его обработать. У меня опухают веки от пыли, независимо от того, какую защиту я использую. Полагаю, какая-то аллергия. Удачи. Рон Колонна
http://www.floridaame.org/cgi-bin/discus/discus.cgi? pg = prev & topic = 6 & page = 260
Покрытиядля высокопроизводительных гильз цилиндров
Покрытия для высокопроизводительных гильз цилиндров — ВезувийИспользование файлов cookie
Этот сайт использует файлы cookie. Продолжая просматривать сайт, вы соглашаетесь на использование файлов cookie. Для получения дополнительной информации о файлах cookie и о том, как ими управлять, см. Нашу политику в отношении файлов cookie.
Аналитические файлы cookie
Мы хотим установить файлы cookie Google Analytics, чтобы помочь нам улучшить наш веб-сайт, собирая и сообщая информацию о том, как вы его используете.Файлы cookie собирают информацию таким образом, чтобы никого напрямую не идентифицировать.
Покрытия для гильз цилиндров с высокими эксплуатационными характеристиками.
Вызов
Чугунные гильзы цилиндров требуются в более легких алюминиевых блоках цилиндров для обеспечения износостойкой поверхности поршней.Чтобы гарантировать отсутствие движения гильзы во время работы двигателя и обеспечить хорошую теплопередачу вдали от зоны сгорания, алюминиевый блок залит вокруг чугунной гильзы цилиндра, имеющей текстурированную внешнюю поверхность. Однако обработка канавок на поверхности гильзы для получения такой текстуры — дорогостоящий процесс.
Наше решение
Компания Foseco разработала процесс с использованием запатентованной технологии нанесения покрытий и центробежного литья для производства гильз с текстурированной поверхностью, которая позволяет расплавленному алюминию легко обтекать его — даже при использовании литья под низким давлением или под действием силы тяжести — при обеспечении надежного контакта с затвердевшим алюминием.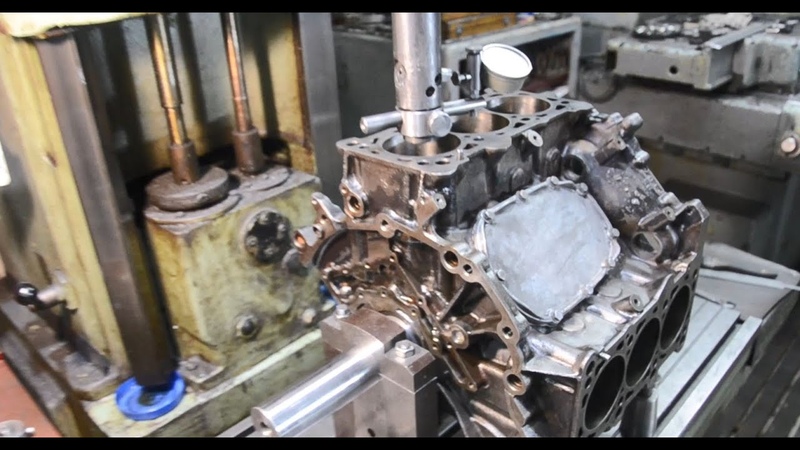
Преимущества
Это решение создает ценность для заказчика за счет исключения дорогостоящей обработки гильзы цилиндра. Кроме того, эти гильзы могут использоваться как для литья под низким давлением, так и для литья под давлением, позволяя производителям сохранять экономическую выгоду, связанную с гильзами в литом состоянии, при переходе на жесткие конструкции двигателей с закрытой декой. Это может привести к общему снижению веса и повышению температуры и давления сгорания, что повысит топливную экономичность автомобиля и снизит выбросы.
.