Пьезоэлектрическая форсунка, устройство, принцип работы
Пьезофорсунка – самое совершенное устройство впрыска топлива, устанавливаемое на дизельные двигатели с системой Common rail в настоящее время.
Преимуществом пьезофорсунок является быстрота их срабатывания – до 4х раз быстрей обычных электромагнитных инжекторов, и как следствие возможность многократного впрыска топлива в течение одного такта, а также гораздо более точная дозировка впрыскиваемого топлива.
Устройство пьезофорсунки
Все эти преимущества стали возможны благодаря использованию обратного пьезоэффекта в управлении форсункой, основанного на изменении размера пьезокристалла под действием напряжения.
Информация из Википедии: Пьезоэлектрический эффект — эффект возникновения поляризации диэлектрика под действием механических напряжений (прямой пьезоэлектрический эффект). Существует и обратный пьезоэлектрический эффект — возникновение механических деформаций под действием электрического поля.
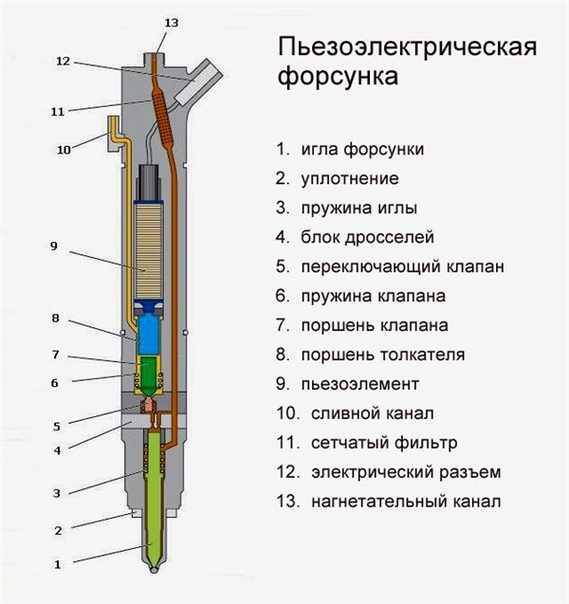
Конструкция пьезоэлектрической форсунки схематично показана на рисунке:
1. игла распылителя
2. огнеупорная шайба
3. пружина иглы распылителя
4. блок дросселей
5. переключающий клапан
6. пружина клапана
7. поршень клапана
8. поршень толкателя
9. пьезоэлемент
10. канал обратки
11. микрофильтр
12. электрический разъем форсунки
13. канал подачи топлива
Как и в обыкновенной CR форсунке, пьезоэлектрической форсунке используется гидравлический принцип: В закрытом состоянии инжектора – игла остается посаженой на седло, за счет высокого давления.
Количество впрыскиваемого топлива определяется двумя факторами: длительностью управляющего сигнала на пьезоэлемент и давлением топлива в рампе создаваемого наосом и регулируемого дозирующим клапаном.
В самое ближайшее время в 2015 году, в BOSCH Дизель Сервисах «БЕЛАВТОДИЗЕЛЬ», будет доступна возможность диагностики и восстановления пьезофорсунок BOSCH.
Форсунка Википедия
Типичная топливная электромеханическая форсунка в виде электромагнитного клапана с тянущим приводомФорсу́нка (от англ. force-pump — нагнетательный насос) — устройство с одним или несколькими калиброванными отверстиями Форсунки обеспечивают равномерность подачи топлива и более полное его сгорание[1]. Управляется электромагнитным клапаном или механически.
Форсунки обеспечивают равномерность подачи топлива и более полное его сгорание[1]. Управляется электромагнитным клапаном или механически.
Используется для распыления топлива (мазута, дизельного топлива, бензина), например в инжекторных системах подачи топлива, осуществляют распыление за счёт высокого давления топлива (несколько атмосфер для подачи бензина или газа при распределённом впрыске в коллектор и сотни — тысячи атмосфер для непосредственного впрыска бензина или дизтоплива) [4].
В форсунках для мойки автомобилей используется давление 10—20 МПа (100—200 бар)[5].
История
Первая работоспособная форсунка была предложена Александром Ильичом Шпаковским в 1864 году. Затем большую роль сыграла форсунка, созданная в 1880 году инженером Владимиром Григорьевичем Шуховым[6]. Форсунка Шухова благодаря технологичности, простоте конструкции и легкости изготовления получила широкое распространение[7].
Применение
Применение форсунок[8][9][10]:
- сжигание жидкого топлива[1]
- увлажнение воздуха в вентиляционных устройствах[1]
- борьба с пылью
- покрытие материалов
- очистка и охлаждение газов
- противопожарная защита
- очистка и мойка
- проведение тестов на герметичность
Виды форсунок
Виды форсунок[11][1]:
- механические;
- электромагнитные
- пьезоэлектрические
- гидравлические
По принципу распыливания жидкости форсунки делятся на механические (жидкость с высокой скоростью вытекает в газовую среду), пневматические или паровые (жидкость с малой скоростью подаётся в движущийся поток газа), а также комбинированного типа, так называемые воздушно-механические или паро-механические и с предварительной газификацией[7]/ Различают такие форсунки: струйные, вихревые и центробежные[1].
Принцип действия и область применения
Механические форсунки условно делятся на прямого действия и центробежные. Форсунки прямого действия применяются, главным образом, в двигателях внутреннего сгорания. Топливо в них подается со значительно бо́льшим давлением (иногда свыше 100 МПа), чем в центробежных. В центробежных форсунках топливо под давлением (в основном 0,6—6 МПа) закручивается в каналах или вихревой камере и выбрасывается через сопло. Форсунки центробежного типа различаются конструкцией, существуют форсунки с обратным сливом жидкого топлива, с регулируемой площадью закручивающих отверстий, многосопельные, ротационные и другие. Для лучшего диспергирования обычно создаются высокие скорости движения жидкости, что ведёт к уменьшению диаметра выходных отверстий сопел и тангенциальных отверстий вихревых камер, поэтому механические форсунки требовательны к чистоте топлива [7].
В пневматических (паровых) форсунках диспергирование в основном производится газовой струей. Имеют более громоздкие коммуникации, сложное хозяйство, но менее требовательны к обработке деталей и чистоте топлива[7].
Имеют более громоздкие коммуникации, сложное хозяйство, но менее требовательны к обработке деталей и чистоте топлива[7].
Пневматические форсунки высокого напора бывают прямоструйными и центробежными. Давление газа составляет как правило 0,3—0,7 МПа, иногда и более. Часто используется пар давлением 0,3—1,2 МПа, иногда до 2,5 МПа. Среди прямоструйных форсунок выделяют так называемые эжекционные форсунки, широко применяемые в энергетике и промышленных печах. Форсунки центробежного типа применяются в камерах сгорания газовых турбин
Конструкция
Форсунки имеют разнообразные конструкции. Конструкция форсунок зависит от целей, для которых они предназначены[1].
Наиболее важным элементом форсунки является сопло. Как правило, форсунка состоит из одного, реже двух каналов. По первому на выход подаётся распыляемая жидкость, по второму жидкость, пар, газ, который служит для распыления первой жидкости. Чистая, качественная форсунка даёт конусообразный распыл, а факел получается ровный и непрерывный[12].
Основные характеристики
Основные характеристики[13][14][15]:
- давление начала впрыска (регулируется, для механических форсунок)
- динамический диапазон работы и минимальная цикловая подача топлива
- время открытия и закрытия (задержка) форсунки
- угол конуса распыливания и дальнобойность факела топлива
- величина распыляемых частиц и распределения топлива в факеле
Форсунка дизельного двигателя
Устройство форсунки автомобиля «КрАЗ-255»[16]:
- Корпус.
- Гайка распылителя.
- Распылитель.
- Игла.
- Уплотнительные шайбы.
- Штифт.
- Шток.
- Тарелка.
- Пружина.
- Регулировочный винт.
- Гайка.
- Контргайка.
- Колпачок.
- Штуцер.
- Втулка.
- Фильтр.
- Уплотнитель штуцера.
Принцип действия форсунки автомобиля «КрАЗ-255»:
Топливо поступает под давлением в кольцевую камеру, образованную между корпусом распылителя и иглой. За счёт давления топлива игла поднимается и сжимает пружину, при этом открываются сопла распылителя, и через них топливо впрыскивается в цилиндр. При снижении давления игла опускается за счёт пружины и собственной массы, закрывает сопла, прекращая впрыск топлива (его давление зависит от сжатия пружины регулировочным винтом).
За счёт давления топлива игла поднимается и сжимает пружину, при этом открываются сопла распылителя, и через них топливо впрыскивается в цилиндр. При снижении давления игла опускается за счёт пружины и собственной массы, закрывает сопла, прекращая впрыск топлива (его давление зависит от сжатия пружины регулировочным винтом).
См. также
Число Воббе
Примечания
- ↑ 1 2 3 4 5 6 7 Форсунка // Большая политехническая энциклопедия : более 7000 словарных статей / [авт.-сост. Рязанцев В. Д.]. — М.: Мир и образование, 2011. — 700 с. — ISBN 978-5-94666-621-3.
- ↑ форсунка // Большой толковый словарь русского языка / Российская академия наук, Институт лингвистических исследований ; [гл. ред. С.А. Кузнецов]. — СПб.: Норинт, 1998.

- ↑ форсунка // Толковый словарь русского языка : в 4 т. / гл. ред. Б. М. Волин, Д. Н. Ушаков (т. 2—4) ; сост. Г. О. Винокур, Б. А. Ларин, С. И. Ожегов, Б. В. Томашевский, Д. Н. Ушаков ; под ред. Д. Н. Ушакова. — М. : Государственное издательство иностранных и национальных словарей, 1940. — Т. 4 : С — Ящурный. — Стб. 1105.
- ↑ Форсунка двигателя внутреннего сгорания (неопр.). www.auto-infosite.ru. Дата обращения: 8 декабря 2017.
- ↑ Форсунки для АВД моек высокого давления (рус.). ХимПрофи. Дата обращения: 8 декабря 2017.
- ↑ Распыливание жидкостей / В. А. Бородин, Ю. Ф. Дитякин, Л. А. Клячко, В. И. Ягодкин. — М.: Машиностроение, 1967. — 263 с.
- ↑ 1 2 3 4 5 Распыливание жидкости форсунками / Л. А. Витман, Б. Д. Кацнельсон, И. И. Палеев ; Под ред.
- ↑ Spraying Systems Co. Системы распыления для охлаждения и кондиционирования газов от компании Spraying Systems Co. (неопр.). www.sprayrus.ru. Дата обращения: 8 декабря 2017.
- ↑ Системы и способы охлаждения заготовки (неопр.). steeltimes.ru. Дата обращения: 8 декабря 2017.
- ↑ Форсунки и распылительные системы Lechler (рус.). kraftlog.ru. Дата обращения: 8 декабря 2017.
- ↑ Что такое форсунка и какие они бывают? (рус.). Дата обращения 8 декабря 2017.
- ↑ Виды и конструкция форсунок систем впрыска (неопр.). avtodisel.ru. Дата обращения: 8 декабря 2017.
- ↑ Характеристики форсунок системы Common Rail — Denso (рус.). www.denso-am.ru. Дата обращения: 8 декабря 2017.
- ↑ Как выбрать газовые форсунки? Какие газовые форсунки лучше купить? | ГБОшник (рус. ). gboshnik.ru. Дата обращения: 8 декабря 2017.
- ↑ Ilya Serb — www.insar.me. Топливные форсунки: типы, теория, чистка (рус.). www.ej9.ru. Дата обращения: 8 декабря 2017.
- ↑ (авто-эксперт), Евгений. Устройство форсунки дизельного двигателя (рус.) (4 февраля 2016). Дата обращения 8 декабря 2017.

 ). gboshnik.ru. Дата обращения: 8 декабря 2017.
). gboshnik.ru. Дата обращения: 8 декабря 2017.Форсунка — Википедия
Материал из Википедии — свободной энциклопедии
Типичная топливная электромеханическая форсунка в виде электромагнитного клапана с тянущим приводомФорсунка, инжектор — механический распылитель жидкости или газа, управляемый электромагнитным клапаном или механически.
Используется для распыления топлива (мазута, дизельного топлива, бензина), например в инжекторных системах подачи топлива, осуществляют распыление за счёт высокого давления топлива (несколько атмосфер для подачи бензина или газа при распределённом впрыске в коллектор и сотни — тысячи атмосфер для непосредственного впрыска бензина или дизтоплива)[1].
В форсунках для мойки автомобилей используется давление 100—200 бар[2].
Конструкция[3]
Наиболее важным элементом форсунки является сопло.
Как правило, форсунка состоит из одного, реже двух каналов. По первому на выход подаётся распыляемая жидкость, по второму жидкость, пар, газ, который служит для распыления первой жидкости. Чистая, качественная форсунка даёт конусообразный распыл, а факел получается ровный и непрерывный.
Основные характеристики[4][5][6]
- давление начала впрыска (регулируется, для механических форсунок)
- динамический диапазон работы и минимальная цикловая подача топлива
- время открытия и закрытия (лаг) форсунки
- угол конуса распыливания и дальнобойность факела топлива
- величина распыляемых частиц и распределения топлива в факеле
Виды форсунок[7]
- механические;
- электромагнитные
- пьезоэлектрические
- гидравлические
- борьба с пылью
- увлажнение
- покрытие материалов
- очистка и охлаждение газов
- противопожарная защита
- очистка и мойка
- проведение тестов на герметичность
Форсунка дизельного двигателя[11]
Устройство форсунки автомобиля «КрАЗ-255»:
- Корпус.
- Гайка распылителя.
- Распылитель.
- Игла.
- Уплотнительные шайбы.
- Штифт.
- Шток.
- Тарелка.
- Пружина.
- Регулировочный винт.
- Гайка.
- Контргайка.
- Колпачок.
- Штуцер.
- Втулка.
- Фильтр.
- Уплотнитель штуцера.
Принцип действия форсунки автомобиля «КрАЗ-255»:
Топливо поступает под давлением в кольцевую камеру, образованную между корпусом распылителя и иглой. За счёт давления топлива игла поднимается и сжимает пружину, при этом открываются сопла распылителя, и через них топливо впрыскивается в цилиндр. При снижении давления игла опускается за счёт пружины и собственной массы, закрывает сопла, прекращая впрыск топлива (его давление зависит от сжатия пружины регулировочным винтом).
Примечания
Ссылки
См. также
Число Воббе
Сопло
— перевод на итальянском языке — esempi inglese
В базе al termine ricercato questi esempi potrebbero context parole volgari.
В base al termine ricercato questi esempi potrebbero context parole colloquiali.
Насадка Extender контролирует клей и обеспечивает точечное нанесение для легкого использования.
Ugello Extender controlla colla e prevede l’applicazione puntuale для легкого использования.Камера и сопло имеют водяное охлаждение.
La camera e l ‘ ugello sono raffreddati ad acqua.В любом случае я бы не стал трогать насадку этого шланга.
In ogni caso, fossi in voi non toccherei la lancia di quella manichetta.Шланг 20 футов со съемной насадкой .
Una pompa da sei metri con la bocchetta staccabile.
Если в влезет в форсунку , температура должна сдвинуться.
Se si sale nella bocchetta , la temperatura dovrebbe muoversi.Используйте давление кислорода, рекомендованное для форсунки .
Использовать прессованный консигнант для ugello .Форсунка , армированная алюминием, делает качающийся дождеватель прочным и защищенным от поломки.
Gli ugelli rinforzati in alluminio rendono l’irrigatore osculante robusto e resistente.Получите универсальность с высоким расходом и широкий выбор форсунок .
Универсальность для высот и обширная гамма пикселей .
Расположите борт ближе к держателю с удлиненным соплом .
Erogazione della colla pi vicino al nastro trasportatore grazie all ‘ ugello allungato.Если в влезет в форсунку , температура должна сдвинуться.
Se si infila nell ‘ ugello , la temperatura varierà.Он берет насадку , чтобы промыть рану.
Ha preso l ‘ ugello per pulire la ferita.Отчетливый рисунок сопла с легким отпечатком.
Sì. Il segno unique di un ugello , una leggera impronta. Поверните его против часовой стрелки, пока не услышите, как газ выходит из сопла .
Откручиваем шланг от насадки и отходим обратно.
Svitate la manichetta dalla bocchetta e state indietro.Его цена около 4 тысяч рублей. Ковш имеет насадку для отжима.
Il suo prezzo è di около 4 mila. il secchio ha un ugello per girare.Мы предлагаем новейшую очищаемую форсунку конструкции с резьбой 10/24 «и 1/8».
Offriamo la tecnologia наиболее свежая в fatto di ugelli ripulibili con filettatura 10/24 «e 1/8».Подъемник из нержавеющей стали марки 304 и опорные втулки сопла
Manicotti base ugello e torretta in acciaio Inox 304 di tipo professionalaleОблицовочная головка YC52 — другое сопло концепция
Testa di riporto YC52 — Diversi Concetti di ugelloУплотнение из нержавеющей стали , форсунка Super Fast Clean
Гарантия в acciaio inox ugello Super Fast Clean Характерным расстоянием является диаметр сопла .
Материалы сопла — E3D-Online
Разработанная как единое сопло для всех ваших потребностей печати, сопло X сочетает в себе стойкость к истиранию сопел из закаленной стали, термостойкость сопел с медным покрытием и имеет полифобное покрытие, предотвращающее засорение внутренней части сопла и предотвратить прилипание нити к внешней стороне сопла.Идеальная насадка для волокон, таких как PEEK с наполнителем из углеродного волокна. В отличие от сопел конкурентов, устойчивых к абразивному износу при высоких температурах; Сопло X обладает той же проверенной внутренней геометрией, что и все другие наши сопла, что позволяет избежать проблем с чрезмерно высоким противодавлением.
68 HRC Инструментальная сталь
Тверже, чем наша нынешняя серия закаленных сталей. Супер стойкость к истиранию.
73 HRC никелирование методом химического восстановления.
гальваническое покрытие, которое делает его устойчивым к нагреванию, работающему при температурах 500 ° C +
Полифобное покрытие Покрытие WS2.
Действует так же, как зонт смывает воду, но с использованием полимеров для создания чего-то, что естественным образом отталкивает полимеры и предотвращает засорение лучше, чем когда-либо прежде.
Мы уверены, что при использовании с любыми имеющимися в продаже нитями эта насадка прослужит бесконечно долго. Поэтому мы рады предложить пожизненную гарантию; если вам каким-то образом удастся износить сопло, просто отправьте его нам, и мы заменим его бесплатно. Обратите внимание, что ограниченная гарантия распространяется только на износ .
Гальваническая медь обеспечивает повышенную теплопроводность. Используемое никелевое покрытие имеет низкую поверхностную энергию, что снижает адгезию пластика и может увеличить скорость потока. Медный сплав также лучше работает при более высоких температурах, чем другие сопла. Отлично подходит для липких материалов, таких как TPU и PET-G, а также для экстремальных температурных полимеров, таких как Ultem.
Отлично подходит для липких материалов, таких как TPU и PET-G, а также для экстремальных температурных полимеров, таких как Ultem.
Универсальный, недорогой, отлично подходит для печати на материалах, не содержащих абразивных материалов. Латунь обладает прекрасным балансом свойств; теплопроводный, обрабатывает точно и легко даже с очень маленькими соплами (см. [V6 0.Форсунки высокой точности 15 мм]), не подвержены коррозии и образованию ям, поэтому сохраняет гладкую поверхность для аккуратной укладки экструдированной нити.
Уязвим к абразивной эрозии более экзотическими нитями, такими как материалы с углеродным волокном, материалы с металлическим порошком и светятся в темноте. Может быть поврежден в результате неприятного удара головой о такие предметы, как бульдожьи зажимы и стекло. Использование металлической щетки на латунном сопле со временем вызовет износ.
Разработан, чтобы противостоять истиранию материалов, наполненных абразивными частицами, которые действуют на сопло как жидкая наждачная бумага. Углеродное волокно является особенно абразивным и хорошо известным примером, для которого идеально подходят эти форсунки. Материалы, наполненные металлическими порошками, также могут быть абразивными, как и светящиеся в темноте пигменты. Сопла из закаленной стали практически не подвержены износу и должны служить столько же, сколько и ваш принтер. Сопла из закаленной стали также очень устойчивы к повреждению в результате таких вещей, как врезание в стекло, зажимы для бульдогов или травмы, когда вам слишком лень найти гаечный ключ правильного размера на 7 мм и вместо этого использовать плоскогубцы, мы знаем, что вы это делаете.Вы можете использовать металлическую щетку, чтобы очистить затвердевшую насадку, не повредив ее.
Углеродное волокно является особенно абразивным и хорошо известным примером, для которого идеально подходят эти форсунки. Материалы, наполненные металлическими порошками, также могут быть абразивными, как и светящиеся в темноте пигменты. Сопла из закаленной стали практически не подвержены износу и должны служить столько же, сколько и ваш принтер. Сопла из закаленной стали также очень устойчивы к повреждению в результате таких вещей, как врезание в стекло, зажимы для бульдогов или травмы, когда вам слишком лень найти гаечный ключ правильного размера на 7 мм и вместо этого использовать плоскогубцы, мы знаем, что вы это делаете.Вы можете использовать металлическую щетку, чтобы очистить затвердевшую насадку, не повредив ее.
Закаленная сталь имеет несколько меньшую теплопроводность, чем латунь, однако в нашем тестировании это не оказало заметного влияния на фактическую производительность и скорость печати. Вероятно, потому что ограничивающим фактором является проводимость нити, а не сопла. Если вы испытываете недостаточную экструзию при переходе с латуни или меди, мы рекомендуем вам немного увеличить температуру печати, пока результаты не станут приемлемыми.Закаленные сопла хрупкие, сломать их очень сложно, но если вы справитесь, они скорее треснут, чем деформируются. Сопла из закаленной стали настолько твердые, что могут порезать и повредить даже стеклянные печатные поверхности, если их с силой протащить по поверхности.
Если вы испытываете недостаточную экструзию при переходе с латуни или меди, мы рекомендуем вам немного увеличить температуру печати, пока результаты не станут приемлемыми.Закаленные сопла хрупкие, сломать их очень сложно, но если вы справитесь, они скорее треснут, чем деформируются. Сопла из закаленной стали настолько твердые, что могут порезать и повредить даже стеклянные печатные поверхности, если их с силой протащить по поверхности.
См. Это сообщение в блоге E3D для получения дополнительной информации о соплах из закаленной стали: https: //e3d-online.com/blog/2015/09/09/i …
Они предназначены для особых применений по многочисленным просьбам определенных клиентов, обычно там, где есть пищевые или медицинские потребности, а два других сплава неприемлемы по нормативным причинам.Мы не подтверждаем и не обещаем, что эти форсунки подходят для этих применений, поскольку это зависит от конкретной машины и процесса каждого пользователя. Нержавеющая сталь несколько более устойчива к истиранию и неправильному обращению, чем латунь, но не лучше, чем закаленная. Нержавеющая сталь может быть полезна для некоторых очень необычных химически агрессивных материалов.
Нержавеющая сталь может быть полезна для некоторых очень необычных химически агрессивных материалов.
| HotEnd | Материал | Размер сопла | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 0,15 | 0,25 | 0,30 | 0,35 | 0.40 | 0,50 | 0,60 | 0,80 | 1,00 | 1,20 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| V6 | Латунь | ✔ | ✔ | ✔ | 9018 ✔801 9018 ✔801 9018 9018 ✔801 9018 9018 ✔801 9018 9018 ✔80||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Медь | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ✔ | ✔ | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Нержавеющая сталь | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Закаленная сталь | ✔ | 902 22✔ | ✔ | ✔ | ✔ | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Циклоп | Латунь | ✔ | ✔ | ✔ | ✔ | 9018 9018 9018 ✔✔ | 9018 9022 ✔✔ | 9018 9022 — E3D-Online|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 15-миллиметровые высокоточные сопла обязательно доставят вам удовольствие. Это не так просто использовать, как другие наши стандартные насадки, поэтому мы не рекомендуем их новичкам. Если вы хотите попробовать свои силы в печати с высокой детализацией, но все же хотите иметь простое в использовании сопло, то сопла 0,25 мм и, в некоторой степени, 0,3 мм позволят вам почувствовать особые требования к печати с высокой детализацией.
15-миллиметровые высокоточные сопла обязательно доставят вам удовольствие. Это не так просто использовать, как другие наши стандартные насадки, поэтому мы не рекомендуем их новичкам. Если вы хотите попробовать свои силы в печати с высокой детализацией, но все же хотите иметь простое в использовании сопло, то сопла 0,25 мм и, в некоторой степени, 0,3 мм позволят вам почувствовать особые требования к печати с высокой детализацией. Детали, напечатанные с помощью больших сопел (0,8 мм и выше), как правило, обладают невероятной прочностью по сравнению с обычными отпечатками. Широкое сопло также позволяет печатать гораздо более толстые слои, значительно сокращая общее время печати (подробнее см. В нашей публикации в блоге Volcano). Если скорость является вашим приоритетом №1, мы рекомендуем использовать Volcano с нитью 1,75 мм, так как нить имеет меньшую тепловую массу (из-за меньшей площади поперечного сечения) и поэтому нагревается быстрее в зоне плавления. Вопрос в том, сможет ли ваш экструдер не отставать? Вулкан имеет 0.Сопло 8 мм в стандартной комплектации, но может достигать 1,2 мм для очень больших и заметных слоев. Мы думаем, что при таком размере слои имеют определенную эстетическую привлекательность.
Детали, напечатанные с помощью больших сопел (0,8 мм и выше), как правило, обладают невероятной прочностью по сравнению с обычными отпечатками. Широкое сопло также позволяет печатать гораздо более толстые слои, значительно сокращая общее время печати (подробнее см. В нашей публикации в блоге Volcano). Если скорость является вашим приоритетом №1, мы рекомендуем использовать Volcano с нитью 1,75 мм, так как нить имеет меньшую тепловую массу (из-за меньшей площади поперечного сечения) и поэтому нагревается быстрее в зоне плавления. Вопрос в том, сможет ли ваш экструдер не отставать? Вулкан имеет 0.Сопло 8 мм в стандартной комплектации, но может достигать 1,2 мм для очень больших и заметных слоев. Мы думаем, что при таком размере слои имеют определенную эстетическую привлекательность.
| Экструдер | |||
|---|---|---|---|
| Диаметр сопла | 0,15 мм | ||
| Множитель экструзии | 1,00 | ||
| Ширина экструзии1 | 0,18 мм | 9018 0,018 Расстояние1,00 мм | |
| Расстояние дополнительного отвода | 0. 00 мм 00 мм | ||
| Вертикальный подъем втягивания | 0,00 мм (важно для уменьшения вибрации и вертикального натяжения) | ||
| Скорость втягивания | 30,0 мм / с | ||
| Без выбега | |||
| 3 слоя сверху, снизу и по бокам напечатаны наизнанку | |||
| Высота первого слоя | 160% | ||
| Ширина первого слоя | 120% | ||
| Скорость первого слоя | 50% | Заполнение | |
| Процент внутреннего заполнения | 25% | ||
| Перекрытие контура | 15% | ||
| Ширина экструзии заполнения | 100% | ||
| Минимальная длина | .00 мм (может быть меньше из-за хорошей способности перекрытия) | ||
| Печать разреженного заполнения каждого слоя | |||
| Опора (при необходимости) | |||
| Опора в процентах заполнения | 30% | ||
| Нет дополнительного расстояния для накачивания | |||
| Нет плотных поддерживающих слоев | |||
| Поддерживайте каждый слой | |||
| Горизонтальное смещение от детали | 0,30 мм | ||
| Верхнее вертикальное разделение | 1 слой | ||
| Максимальный вылет | 45 градусов | ||
| Скорости | |||
| Скорость печати по умолчанию | 30. 0 мм / с 0 мм / с | ||
| Пониженная скорость | 75% | ||
| Пониженная скорость сплошного заполнения | 80% | ||
| Опорная конструкция Пониженная скорость | 80% | ||
| 80% | |||
| X80 | |||
| Скорость оси Z | 16,7 мм / с | ||
| HotEnd | Материал | Размер сопла | |||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 0,15 | 0,25 | 0,30 | 0.35 | 0,40 | 0,50 | 0,60 | 0,80 | 1,00 | 1,20 | ||||||||
| V6 | Латунь | ✔ | ✔ | 9018 ✔801 9018 ✔801 9018 ✔801 9018 9018 ✔80 ✔ 9018 ✔80 ✔ ✔||||||||||||||
| Медь | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | 9018 ✔ 9018 9018 ✔ Закаленная сталь 9018 ✔ 9018 9018 ✔ ✔ | ✔ | ✔ | ✔ | ||||||
| Нержавеющая сталь | ✔ | ✔ | ✔ | 9022 9022 9018 Volano 9022 9022 9018 Volano 9022 9018 | ✔ | ✔ | ✔ | ✔ | |||||||||
| Закаленная сталь | ✔ | ✔ | ✔ | ✔ | ✔ | ||||||||||||
| Медь | ✔ | ✔ | ✔ | 9018 9018 9018 9018 9018 9018 9018 9018 9018 9018 9018 9018 9018 9018 9018✔ | ✔ | ✔ | ✔ | ✔ | ✔ | ✔ | |||||||
Все о соплах 3D-принтеров (I): Классификация и
Одно из больших сомнений, которое возникает у пользователей 3D-печати, — это , какие существуют различия между несколькими типами сопел , доступными на рынке, какие из них использовать в каждом случае, и какие советы по использованию и обслуживанию следует учитывать. В этой и двух других статьях мы постараемся объяснить и ответить на все те вопросы, которые возникают по поводу сопел экструдеров 3D-принтеров FDM / FFF.
В этой и двух других статьях мы постараемся объяснить и ответить на все те вопросы, которые возникают по поводу сопел экструдеров 3D-принтеров FDM / FFF.
Классификация сопел 3D принтеров
При классификации насадки мы будем учитывать две основные характеристики: материал л и выходной диаметр .
Выходной диаметр
В пределах диаметра есть широкий диапазон мер от 0,20 мм (хотя уже есть около 0.Сопла 15 мм и 0,10 мм) до 1,2 мм.
Материал
Сопла из латуни : это наиболее часто используемый материал для сопел экструдеров, поскольку он обладает высокой теплопроводностью и стабильностью, помимо простоты обработки и экономичной цены. Его основным недостатком является быстрый износ абразивных материалов , содержащих волокна.
Изображение 1: Сопло из латуни E3D-Online. Источник: E3D-Online
Сопла из закаленной стали : Чтобы решить эту проблему быстрого износа латунных сопел, появляются сопла из закаленной стали, до 10 раз более износостойкие и сохраняющие те же качества. К недостаткам этих насадок относится более низкая теплопередача, и, поскольку они содержат свинец, их не рекомендуется использовать для изготовления деталей, контактирующих с кожей или продуктами питания.
К недостаткам этих насадок относится более низкая теплопередача, и, поскольку они содержат свинец, их не рекомендуется использовать для изготовления деталей, контактирующих с кожей или продуктами питания.
Изображение 2: Закаленная сталь с соплом E3D-Online. Источник: E3D-Online
Сопла из нержавеющей стали : этот материал имеет твердость , превосходящую латунь , и имеет то преимущество, что он не содержит свинца — материала, который не допускается для изготовления деталей, контактирующих с кожей или продуктами питания.По этой причине сопла из нержавеющей стали подходят для 3D-печати нитями, одобренными для этих применений, так что готовые детали не теряют одобрение согласно правилам FDA .
Изображение 3: Сопло из нержавеющей стали E3D-Online. Источник: E3D-Online
Форсунки Ruby : Olsson Ruby — это специальная форсунка, изготовленная из латунной форсунки с инкрустированным наконечником из рубина . Эта комбинация идеальна для обеспечения стабильной температуры, почти бесконечной прочности и непревзойденной точности печати .
Эта комбинация идеальна для обеспечения стабильной температуры, почти бесконечной прочности и непревзойденной точности печати .
Изображение 4: Сопло Olsson Ruby. Источник: Olsson Ruby
Рекомендации по выбору насадки для 3D-принтера
После того, как представлены типы выходного диаметра и материалы форсунок, мы рекомендуем, чтобы каждый пользователь выбирал свою форсунку в соответствии со своими потребностями, учитывая следующие рекомендации:
- Если используется обычных материалов , таких как PLA или ABS, а также детали промежуточных размеров, идеальным вариантом является использование латунного сопла 0.40 мм . Если вы хотите изготовить маленьких деталей с большим количеством деталей, мы рекомендуем латунное сопло 0,25 мм , а для противоположного случая — больших деталей — латунное сопло 0,8 мм .
- Если используются абразивные материалы , содержащие волокна , такие как углеродное волокно PLA s Вам следует использовать сопло из закаленной стали диаметром 0,50 мм , никогда не меньшего диаметра, чтобы избежать засорения экструдера. Если длинные 3D-отпечатки сделаны с использованием очень абразивных материалов, рекомендуемая насадка — Olsson Ruby.
- Если для контакта с кожей и пищевыми продуктами используются материалы, одобренные , , единственная совместимая насадка для поддержания этого качества — это насадка из нержавеющей стали 0,40 мм . Для мелких и очень подробных деталей мы рекомендуем сопло из нержавеющей стали 0,25 мм и, в противоположном случае, сопло из нержавеющей стали 0,8 мм для крупных предметов.

| Материалы обычные | Материалы абразивные материалы | Материалы FDA | |
|---|---|---|---|
| Тип сопла | Латунь | Закаленная сталь Olsson Ruby | Нержавеющая сталь |
| Диаметр (мм) | 0.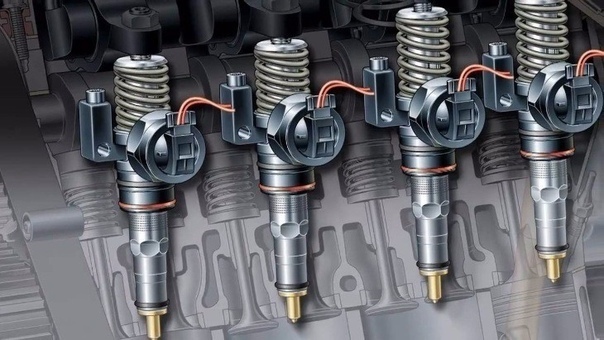 25 — 0,40 — 0,80 25 — 0,40 — 0,80 | 0,50 — 0,80 | 0,25 — 0,40 — 0,80 |
Таблица 1: Рекомендуемый диаметр сопла
После выяснения типов сопел необходимо принять во внимание очень важный параметр конфигурации 3D-печати, на который влияет этот компонент, например, высоту слоя . Этот параметр является ключевым для достижения правильной комбинации между окончанием и продолжительностью 3D-печати .
Для начала мы должны знать, что рекомендуемое максимальное значение для высоты слоя составляет 80% используемого выходного диаметра сопла . Чем ниже высота слоя, тем лучше отделка поверхности, но тем больше продолжительность печати и наоборот. В следующей таблице показаны рекомендуемые и максимальные значения для каждого выходного диаметра сопла.
| Диаметр выходное отверстие сопла | Высота слоя макс.  рекомендуется рекомендуется |
|---|---|
| 0.25 мм | 0,2 мм |
| 0,4 мм | 0,32 мм |
| 0,6 мм | 0,48 мм |
| 0,8 мм | 0,64 мм |
| 1 мм | 0,8 мм |
| 1,2 мм | 0,96 мм |
Таблица 2: Максимальная рекомендуемая высота слоя
Для того, чтобы этот параметр был эффективен на 100%, выравнивание и калибровка основания относительно сопла должны быть точными.Вы можете посетить нашу статью «Выравнивание и калибровка основания 3D-принтера», чтобы увидеть, как это делается.
В следующих двух статьях мы продолжим тему форсунок, объяснив, когда менять форсунку и как избежать и решить застревание в ней.
Не стесняйтесь оставлять свои рекомендации или вопросы в комментариях.
Похожие сообщения
Все о соплах для 3D-принтеров (II): Когда менять сопла
Все о соплах 3D-принтеров (III): Застревание сопла
Вы хотите получать подобные статьи на свою электронную почту?
Подпишитесь на нашу ежемесячную новостную рассылку, и каждый месяц вы будете получать по электронной почте последние новости и советы по 3D-печати.
* Регистрируясь, вы принимаете нашу политику конфиденциальности.
TrimNozzle.com — M.L. Компания Gatewood
- 1-800-788-9458
- Свяжитесь с нами
- Наше местонахождение
- Звоните: 1-800-788-9458
- Компания
- Карьера
- Пункты
Поиск.
Общие фильтрыТолько точное совпадение
Искать в названии
Искать в содержании
Искать в отрывке
Искать в комментариях
Фильтр по типу настраиваемого сообщения Поиск!- Продукты
- Форсунки обрезные
- Керамическое отверстие
- Диафрагма Pyrex
- Рубиновое отверстие
- Отверстие из нержавеющей стали
- ПЕРЕХОДНИКИ И ФИЛЬТРЫ
- ФОРСУНКИ

- Форсунки обрезные
 schema.org/SiteNavigationElement»> Дом
schema.org/SiteNavigationElement»> Дом