ВАЛ — это… Что такое ВАЛ?
валёр — валёр … Русское словесное ударение
валёр — валёр, а … Русский орфографический словарь
валёк — валёк … Словарь употребления буквы Ё
валёр — валёр … Словарь употребления буквы Ё
валёр — валёр/ … Морфемно-орфографический словарь
Вал — Вал: Земляной вал искусственная насыпь, оборонительное сооружение. Змиевы валы древние оборонительные валы по берегам притоков Днепра. Траяновы валы система древних валов на Украине, в Молдавии и Румынии. Петров вал на… … Википедия
ВАЛ — Вал: Земляной вал искусственная насыпь, оборонительное сооружение. Змиевы валы древние оборонительные валы по берегам притоков Днепра. Траяновы валы система древних валов на Украине, в Молдавии и Румынии. Вал Адриана укрепление из камня и… … Википедия
 — Вал: Земляной вал искусственная насыпь, оборонительное сооружение. Змиевы валы древние оборонительные валы по берегам притоков Днепра. Траяновы валы система древних валов на Украине, в Молдавии и Румынии. Вал Адриана укрепление из камня и… … Википедия
— Вал: Земляной вал искусственная насыпь, оборонительное сооружение. Змиевы валы древние оборонительные валы по берегам притоков Днепра. Траяновы валы система древних валов на Украине, в Молдавии и Румынии. Вал Адриана укрепление из камня и… … Википедиявал — 1. ВАЛ, а, предлож. о вале, на валу; мн. валы; м. 1. Длинная земляная насыпь, гряда земли (оборонительного или хозяйственного назначения). Крепостной, городской в. Оборонительный в. В. для защиты от паводка. 2. обычно мн.: валы, ов. Высокая волна … Энциклопедический словарь
ВАЛ — муж. (нем. Wall, Welle? валять (валить)? Рейфа производит от ваять, ошибочно) земляная насыпь грядой или гребнем, для укрепления и защиты места от неприятеля, раскаты, или от воды, или замест ограды, насыпь; обычно вдоль вала, снаружи, бывает ров … Толковый словарь Даля
Валё — Валё, Пер Пер Фредрик Валё (швед. Per Fredrik Wahlöö, 1926 1975) шведский писатель, мастер детективного жанра. Содержание 1 Биография 2 Библиография … Википедия
Содержание 1 Биография 2 Библиография … Википедия
Валы — это… Что такое Валы?
В. (ситцепечатные). — В настоящее время узорчатая расцветка тканей, или приготовление так называемых ситцев, производится если не исключительно, то почти исключительно при помощи ситцепечатных машин, главная работающая часть которых — медные валы с вырезанным на них углубленно-тонкими штрихами узором. В. делаются литыми из желтой или красной меди, с полым цилиндрическим каналом внутри, так что толщина стенок вала около дюйма с четвертью. Длина валов 2½—3 фута; окружность 18—20 дюймов. Узор на валах делается двумя способами: 1) или он выдавливается хорошо закаленным стальным штампом, на котором он сделан рельефно, 2) или узор вытравляется кислотой. Первый способ дает более отчетливый узор и употребляется преимущественно в тех рисунках, где много мелких и тонких штрихов. Изготовление узора по этому способу начинают с того, что снимают на отдельный кусок бумаги повторяющуюся часть рисунка или так называемый  Раппорт) и тщательно определяют размеры его; затем приготовляют стальной валик таких размеров, чтобы раппорт укладывался по его окружности один или во всяком случае целое число раз. Этот валик покрывается сеткой, выдавливаемой на особом станке; сетка делит всю поверхность валика на определенное число мелких квадратиков и называется пико. По набитому пико, гравер, смотря в лупу, резцом вырезывает узор. Таким образом получается маленький валик, на котором повторяющаяся часть узора вырезана углубленно, и этот валик закаливается. Закаливание производится в железном стакане, внутренний диаметр которого немного больше валика; в промежуток между валиком и стенками засыпается костяной уголь. Накаливание продолжается час-полтора. Раскаленный докрасна валик опускается в воду обыкновенной температуры, при этом и происходит закалка.
Раппорт) и тщательно определяют размеры его; затем приготовляют стальной валик таких размеров, чтобы раппорт укладывался по его окружности один или во всяком случае целое число раз. Этот валик покрывается сеткой, выдавливаемой на особом станке; сетка делит всю поверхность валика на определенное число мелких квадратиков и называется пико. По набитому пико, гравер, смотря в лупу, резцом вырезывает узор. Таким образом получается маленький валик, на котором повторяющаяся часть узора вырезана углубленно, и этот валик закаливается. Закаливание производится в железном стакане, внутренний диаметр которого немного больше валика; в промежуток между валиком и стенками засыпается костяной уголь. Накаливание продолжается час-полтора. Раскаленный докрасна валик опускается в воду обыкновенной температуры, при этом и происходит закалка.
Подготовленный таким образом валик называется маткой и служит для выдавливания узора на другом валике (на котором узор выйдет уже, конечно, рельефным), который называется малетой или рельефом, и делается обыкновенно такого размера, что узор матки укладывается на нем 6—7 раз. Выдавливание производится на станке и продолжается около ½ часа, причем мастер с помощью лупы следит, правильно ли идет выдавливание и достаточно ли рельефно оно производится. Малета с рельефным узором тоже закаливается и по закалке служит для выдавливания узора на медном печатном валу, окружность которого подбирается так, чтобы малета ложилась на его поверхности ровно 2 раза, и на котором, следовательно, рисунок выйдет углубленно. Если печатаемый узор состоит из нескольких красок, то понятно, что для каждой краски должна быть особая матка, малета и печатный вал.
Выдавливание производится на станке и продолжается около ½ часа, причем мастер с помощью лупы следит, правильно ли идет выдавливание и достаточно ли рельефно оно производится. Малета с рельефным узором тоже закаливается и по закалке служит для выдавливания узора на медном печатном валу, окружность которого подбирается так, чтобы малета ложилась на его поверхности ровно 2 раза, и на котором, следовательно, рисунок выйдет углубленно. Если печатаемый узор состоит из нескольких красок, то понятно, что для каждой краски должна быть особая матка, малета и печатный вал.
Другой способ гравирования узора на валу — химический, вытравкой. Для этой цели отшлифованный вал покрывается особой мастикой (см. Мастика), в состав которой входят воск, смолы и скипидар. Доброкачественность мастики имеет очень большое значение. Мастика должна так плотно прилегать к металлу, чтобы вытравляющая жидкость не проникала между ней и металлической поверхностью, легко чертиться, не давая трещин и зазубрин, и должна противостоять действию вытравляющей жидкости, разбавленной кислоты. Слегка нагретый вал покрывают тонким и ровным слоем мастики и, когда она застынет, вычерчивают на валу контуры узора и затем погружают вал в азотную кислоту. Эта последняя растворяет медь в тех местах, где мастика счищена, т. е. по контурам узора. Через некоторое время вал вынимают и промывают водой и если узор еще недостаточно углублен, то его вторично погружают в азотную кислоту [Этот способ вытравки ведется в сущности точно так же, как для получения травленых медных досок для гравюры, известных под названием офорт (см. это слово). — Δ .]. Гравирование узора по мастике прежде, да и теперь, на небольших фабриках производится вручную; для этого узор снимается на тонкую папиросную бумагу, которой вал и обклеивается. Затем гравер выдавливает на мастику через бумагу резцом контуры узора, снимает бумагу и прочищает нанесенные контуры до металлической поверхности вала, после чего вал относится в травильное отделение, где и подвергается действию разбавленной азотной кислоты. Чаще, однако, теперь гравирование узора на валу, покрытом мастикой, производится при помощи особого аппарата, пантографа (см.
Слегка нагретый вал покрывают тонким и ровным слоем мастики и, когда она застынет, вычерчивают на валу контуры узора и затем погружают вал в азотную кислоту. Эта последняя растворяет медь в тех местах, где мастика счищена, т. е. по контурам узора. Через некоторое время вал вынимают и промывают водой и если узор еще недостаточно углублен, то его вторично погружают в азотную кислоту [Этот способ вытравки ведется в сущности точно так же, как для получения травленых медных досок для гравюры, известных под названием офорт (см. это слово). — Δ .]. Гравирование узора по мастике прежде, да и теперь, на небольших фабриках производится вручную; для этого узор снимается на тонкую папиросную бумагу, которой вал и обклеивается. Затем гравер выдавливает на мастику через бумагу резцом контуры узора, снимает бумагу и прочищает нанесенные контуры до металлической поверхности вала, после чего вал относится в травильное отделение, где и подвергается действию разбавленной азотной кислоты. Чаще, однако, теперь гравирование узора на валу, покрытом мастикой, производится при помощи особого аппарата, пантографа (см. Пантограф), дающего возможность легко и с большой точностью переводить узор на вал с цинкового листа, на котором он предварительно вычерчивается. Травление валов производится всегда в особом помещении, снабженном хорошей вентиляцией, так как при этом выделяется много азотноватых паров. Иногда вместо одной разбавленной азотной кислоты берут для травления смесь разбавленных азотной и уксусной кислот с винным спиртом. В многовальных ситцепечатных машинах, с помощью которых печатается узор в несколько красок, порядок постановки валов определяется для каждого узора вперед, так как валы должны быть неодинакового диаметра, обыкновенно первый вал делается на 2 мм тоньше 2-го, второй на 1 мм тоньше третьего, четвертый, пятый и шестой, если машина шестивальная, делаются уже одинакового диаметра. Эта разница в диаметре трех первых валов необходима потому, что печатаемая ткань, проходя расстояние между первым и вторым валом в натянутом состоянии, несколько вытягивается и, следовательно, поверхность, которую придется набивать второму, увеличится, а следовательно, и печатающей вал должен иметь большую поверхность.
Пантограф), дающего возможность легко и с большой точностью переводить узор на вал с цинкового листа, на котором он предварительно вычерчивается. Травление валов производится всегда в особом помещении, снабженном хорошей вентиляцией, так как при этом выделяется много азотноватых паров. Иногда вместо одной разбавленной азотной кислоты берут для травления смесь разбавленных азотной и уксусной кислот с винным спиртом. В многовальных ситцепечатных машинах, с помощью которых печатается узор в несколько красок, порядок постановки валов определяется для каждого узора вперед, так как валы должны быть неодинакового диаметра, обыкновенно первый вал делается на 2 мм тоньше 2-го, второй на 1 мм тоньше третьего, четвертый, пятый и шестой, если машина шестивальная, делаются уже одинакового диаметра. Эта разница в диаметре трех первых валов необходима потому, что печатаемая ткань, проходя расстояние между первым и вторым валом в натянутом состоянии, несколько вытягивается и, следовательно, поверхность, которую придется набивать второму, увеличится, а следовательно, и печатающей вал должен иметь большую поверхность.
Порядок постановки печатных валов определяется колористом (см. Колорист) заранее, еще до гравировки их, в зависимости от колеров, из которых состоит печатаемый узор. Обыкновенно предпочитают светлые краски ставить первыми, темные — последними. Это делается потому, что если печатный вал для нежного, например розового цвета, будет поставлен последним, то он, конечно, будет прижиматься своей гладкой поверхностью к ткани, набитой уже другими красками и так как они еще не засохли, то некоторое количество их пристанет с ткани к поверхности вала и передастся с него в ящик с розовой краской, нежный оттенок которой при этом значительно испортится.
А. П. Лидов. Δ.
Что такое вал электродвигателя?
 Самыми главными параметрами, по которым оценивается вал двигателя – это его диаметр и свободный вылет (часть вне корпуса). Внешне этот элемент напоминает стальной стержень с разной величиной диаметра по своей длине. Самая толстая его часть как раз находится в середине магнитопровода и испытывает наибольшие нагрузки, далее, через колена меньшего диаметра, на которых сидят подшипники к заданному расчётами диаметру выходного конца. Величина диаметра зависит от назначенных будущими условиями допустимых нагрузок, задаваемых двигателю при его создании.
Самыми главными параметрами, по которым оценивается вал двигателя – это его диаметр и свободный вылет (часть вне корпуса). Внешне этот элемент напоминает стальной стержень с разной величиной диаметра по своей длине. Самая толстая его часть как раз находится в середине магнитопровода и испытывает наибольшие нагрузки, далее, через колена меньшего диаметра, на которых сидят подшипники к заданному расчётами диаметру выходного конца. Величина диаметра зависит от назначенных будущими условиями допустимых нагрузок, задаваемых двигателю при его создании.
В зависимости от сферы применения самого двигателя, валы могут быть:
- цилиндрические – распространённые практически во всех сферах человеческой деятельности;
- конические – чаще всего встречаемые в крановых и экскаваторных электродвигателях.
Так же, в зависимости от назначения и функциональности двигателя, Вал может иметь различное число выходных концов – один или два. При этом в отношении второго варианта концы могут быть как одинакового диаметра, так и иметь различия. Такие валы применимы в трёхфазных электродвигателях как общепромышленного, так и специального назначения. Бывают случаи, когда один конец имеет цилиндрическую форму, а второй – коническую. Такая комбинация характерна для крановых электродвигателей, где в условиях одного устройства выполняются различные по направлению действий задачи. Поскольку второй конец вала всегда прикрыт колпаком, то вариант двигателя с двумя выходными валами всегда решается с заказчиком индивидуально.
При этом в отношении второго варианта концы могут быть как одинакового диаметра, так и иметь различия. Такие валы применимы в трёхфазных электродвигателях как общепромышленного, так и специального назначения. Бывают случаи, когда один конец имеет цилиндрическую форму, а второй – коническую. Такая комбинация характерна для крановых электродвигателей, где в условиях одного устройства выполняются различные по направлению действий задачи. Поскольку второй конец вала всегда прикрыт колпаком, то вариант двигателя с двумя выходными валами всегда решается с заказчиком индивидуально.
Главная задача вала, как известно – это передача усилия от электромотора, задавая требуемую частоту вращения механизмов, выполняющих определённую задачу. Используют для передачи шкивы, муфты или шпонки, если речь идёт о прямом участии двигателя, как, например, в современных стиральных машинах. Наша электротехническая компания по продаже автоматизированных приспособлений, узлов и аппаратов, а так же разнообразных комплектующих позаботилась о том, чтобы каждый электродвигатель, предлагаемый нами, был оснащён только качественным валом, изготовленным из высококачественной стали, прошедшей термическую и прочую обработку и имеет высокую степень допуска и точность изготовления.
Требования к валу
В электротехнической машине вал испытывает самую большую нагрузку, так как передаёт крутящий момент выполняющему определённую работу механизму. От показателей жёсткости и прочности так же будут зависеть качество работы электродвигателя, а значит и всего электрического агрегата. В зависимости от характера работы валы может отличаться конструктивными особенностями упоминаемых выше ступеней. По техническим требованиям валов должны соблюдаться следующие условия:
- для снижения возникающих напряжений переходы в диаметре выполняют максимально плавными;
- выполнение шпоночной канавки для валов большого диаметра, с целью крепления сердечника;
- материал изготовления – углеродистая сталь 45 либо сталь легированных марок с содержанием хрома, никеля и прочих, повышающих прочность и стойкость к нагрузкам элементов;
- обязательная нормализация заготовок валов в процессе термообработки;
- высокая точность ступеней под подшипники, соответствующая классу 2.

Выполнение данных требований позволяет купить электродвигатель с максимальной величиной прочности его рабочего элемента, приводящего в действие целые электротехнические машины, производственные линии, гидравлические, вентиляционные и обрабатывающие системы. Наша компания, имеющая достаточный опыт в данной сфере сотрудничает только с самыми ответственными зарубежными и отечественными изготовителями электродвигателей, чтобы предоставить покупателю высококлассную продукцию с большим эксплуатационным периодом в пределах различной степени возможных нагрузок.
Электродвигатели
Остались вопросы?
Специалисты ЭНЕРГОПУСК ответят на Ваши вопросы:
8-800-700-11-54 (8-18, Пн-Вт)
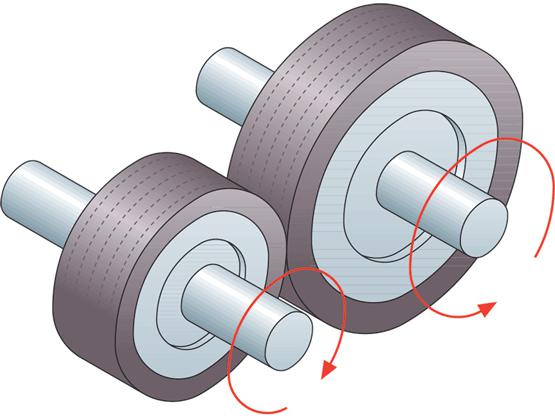
Классификация валов и осей машины, их применение
Классификация валов и осей строительной машины.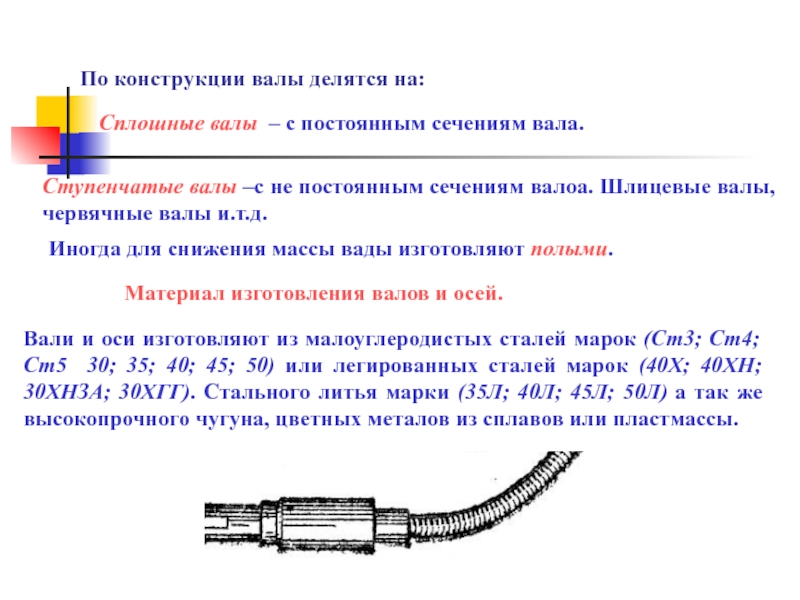 Какие виды валов применяются в машинах? Отличие обработки валов и осей, механизмы в виде спаренных валов.
Какие виды валов применяются в машинах? Отличие обработки валов и осей, механизмы в виде спаренных валов.
Виды валов
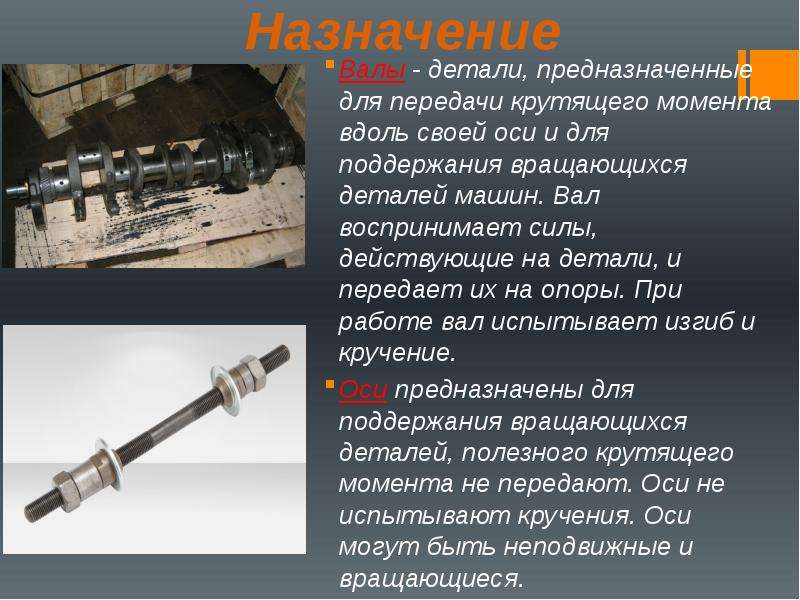
Оси — поддерживают вращающиеся части машин. Они могут быть вращающимися и неподвижными.
Валы — не только поддерживают, но и передают вращение.
Бывают: прямые, кривошипные и коленчатые.
Валы рассчитывают на одновременное действие крутящего и изгибающего моментов.
Оси рассчитывают только на изгиб.
- вал с прямой осью;
- коленчатый вал;
- гибкий вал;
- карданный вал.
Виды осей
- неподвижные;
- подвижные.
Оси и валы отличаются от прочих деталей машины тем, что на них насаживаются зубчатые колёса, шкивы и другие вращающиеся части. По условиям работы оси и валы отличаются друг от друга.
Осью называют деталь, которая лишь поддерживает насаженные на неё детали. Ось не испытывает кручения, поскольку нагрузку на неё идёт от расположенных на ней деталей. Она работает на изгиб и не передаёт вращающий момент.
Она работает на изгиб и не передаёт вращающий момент.
Что же касается вала, то он не только поддерживает детали, но и передаёт момент вращения. Поэтому вал испытывает как изгиб, так и кручение, иногда также сжатие и растяжение. Среди валов выделяют торсионные валы (или просто торсионы), которые не поддерживают вращение деталей и работают исключительно на кручение. Примеры — это карданный вал автомобиля, соединительный валик прокатного стана и многое другое.
Виды концов валов
- конический;
- цилиндрический.
Участок в опоре вала или оси называется цапфой, если воспринимает радиальную нагрузку, или пятой, если на него осуществляется осевая нагрузка. Концевая цапфа, принимающая радиальную нагрузку, называется шипом, а цапфу, находящуюся на некотором расстоянии от конца вала, называют шейкой. Ну а та часть вала или оси, которая ограничивает осевое перемещение деталей, называется буртиком.
Посадочная поверхность оси или вала, на которую, собственно, и устанавливаются вращающиеся детали, часто делают цилиндрическими и реже — коническими, чтобы облегчить постановку и снятие тяжёлых деталей, когда требуется высокая точность центрирования. Поверхность, обеспечивающая плавный переход между ступенями, носит название галтели. Переход может выполняться с использованием канавки, которая делает возможным выход шлифовального круга. Концентрация напряжения может быть уменьшена за счёт уменьшения глубины канавок и увеличения закругления канавок и гантелей, насколько возможно.
Поверхность, обеспечивающая плавный переход между ступенями, носит название галтели. Переход может выполняться с использованием канавки, которая делает возможным выход шлифовального круга. Концентрация напряжения может быть уменьшена за счёт уменьшения глубины канавок и увеличения закругления канавок и гантелей, насколько возможно.
Чтобы сделать установку вращающихся деталей на ось или вал проще, а также предотвратить травмы рук, торцы делают с фасками, то есть немного обтачивают на конус.
Виды осей и валов
Ось может быть вращающейся (например, ось вагона) или не вращающейся (например, ось блока машины для подъёма грузов).
Пример валов на мяльной машине
В качестве хорошего примера использования различных видов валов и осей можно привести мяльную машину. В ней действительно совмещается большое количество этих деталей и наглядно можно все рассмотреть.
Ну а вал может быть прямым, коленчатым или гибким. Прямые валы распространены шире всего. Коленчатые находят применение в кривошипно-шатунных передачах насосов и двигателей. Они преобразовывают возвратно-поступательные движения во вращательные, либо наоборот. Что касается гибких валов, то они являются, по сути, мног заходными пружинами кручения, витыми из проволок. Их используют, чтобы передавать момент между узлами машины, если они при работе меняют положение относительно друг друга. И коленчатые, и гибкие валы классифицируются как специальные детали и изучаются на специальных учебных курсах.
Коленчатые находят применение в кривошипно-шатунных передачах насосов и двигателей. Они преобразовывают возвратно-поступательные движения во вращательные, либо наоборот. Что касается гибких валов, то они являются, по сути, мног заходными пружинами кручения, витыми из проволок. Их используют, чтобы передавать момент между узлами машины, если они при работе меняют положение относительно друг друга. И коленчатые, и гибкие валы классифицируются как специальные детали и изучаются на специальных учебных курсах.
Чаще всего ось или вал имеют круглое сплошное сечение, но могут они иметь и кольцевое поперечное сечение, которое позволяет уменьшить общую массу конструкции. Сечение некоторых участков вала может иметь шпоночную канавку или шлицы, а может быть и профильным.
При профильном соединении детали между собой скрепляются с помощью контакта по круглой не плавной поверхности и могут, помимо крутящего момента, передавать и осевую нагрузку. Несмотря на надёжность профильного соединения, его нельзя назвать технологичным, так что применение у них ограничено. Шлицевое же соединение классифицируют по форме профиля зубьев — оно может быть прямобочным, эвольвентным или треугольным.
Шлицевое же соединение классифицируют по форме профиля зубьев — оно может быть прямобочным, эвольвентным или треугольным.
Последнее обновление: 2 августа 2021 в 12:11
Загрузка…
Что такое вал шестерни?
Вал шестерни представляет собой узел, состоящий из отдельных двух элементов, объединенных в единый механизм с функциями вала и шестерни. Вал шестерни служит для передачи момента вращения с одного вала на другой путем зацепа зубчатых колес между собой. Монолитная конструкция такого узла имеет значительный недостаток и может лишь в два раза превышать диаметр самого вала, в то время как способ устройства шестерни насадкой позволяет увеличить этот показатель в несколько раз.
Прочны, но подвержены износу
При изготовлении вала шестерни применяются только качественные высокопрочные материалы, но это не является гарантией долговечности, поскольку данная деталь является быстро изнашиваемой. Постоянная работа в качестве ведущей степени передачи крутящего момента от одного вала к другому приводит к износу материала и это никак не связано с неверными расчетами и недостатками производства. Только постоянные максимальные нагрузки являются причиной быстрого износа вала шестерни, поэтому имеется необходимость периодической его замены.
Постоянная работа в качестве ведущей степени передачи крутящего момента от одного вала к другому приводит к износу материала и это никак не связано с неверными расчетами и недостатками производства. Только постоянные максимальные нагрузки являются причиной быстрого износа вала шестерни, поэтому имеется необходимость периодической его замены.
Изготовление и виды вал-шестерен
Степень износа напрямую зависит и от способа крепления шестерни на валу, по этому критерию можно выделить основные два вида:
— монолитная вал-шестерня, изготавливаемая одним производственным циклом;
— отдельно изготавливаемая вал-шестерня, которая насаживается на вал и фиксируется выбранным типом соединения (способ горячей насадки, шлицевой и др.).
Более надежным вариантом является первый вид, он более прочен, но о его основном недостатке писали выше (превышение над диаметром вала возможно всего в два раза). Зачастую, требуется возможность движения шестерни по валу, что возможно только в сборных конструкциях. При этом появляется возможность использовать различные диаметры и формы шестерни. Этот вид соединения наиболее практичен и широко применим, неоспоримым его преимуществом является возможность замены только изношенной части.
При этом появляется возможность использовать различные диаметры и формы шестерни. Этот вид соединения наиболее практичен и широко применим, неоспоримым его преимуществом является возможность замены только изношенной части.
Полный цикл производства включает в себя трудоемкие процессы, такие как нарезка и фрезеровка зубьев, их шлифовка и полировка. Здесь не обойтись без специализированного оборудования: изготовление шестерен под силу лишь фирмам, оснащенным такими материально-техническими ресурсами, а также имеющими в своем штате специалистов узкопрофильного направления (токарного, фрезерного). Особенно нуждаются в постоянном применении валов-шестерен в различных приводных механизмах и редукторах.
Что такое вал-шестерни: виды, функции и защита от износа
Вал шестерню можно смело назвать узлом, так как в одном соединении собраны два самостоятельных элемента. Данный узел позволяет объединить функции вала и функции шестерни в единый механизм. При монолитной конструкции шестерня может только в два раза превысит по диаметру вал, насадная шестерня лишена этого недостатка и может в несколько раз превышать диаметр вала. Вал шестерни изготавливаются из прочных материалов, что позволяет их эксплуатировать в условиях повышенных оборотов и нагрузок.
При монолитной конструкции шестерня может только в два раза превысит по диаметру вал, насадная шестерня лишена этого недостатка и может в несколько раз превышать диаметр вала. Вал шестерни изготавливаются из прочных материалов, что позволяет их эксплуатировать в условиях повышенных оборотов и нагрузок.
Прочны, но от нагрузок изнашиваются
Вал шестерни изготавливаются из высокопрочных материалов, и являются ведущими ступенями передачи крутящего момента от вала к валу, однако несмотря на это они считаются недолговечными, проще говоря быстро изнашиваемыми запчастями. Связано это не с недостатками производства или неверными расчетами, связано это прежде всего с максимально возможными нагрузками, которые испытывают эти детали. Поэтому описания работы грузоподъемных механизмов, редукторов, приводных систем делают акцент на своевременную замену вал-шестерни в случае необходимости, для предотвращения аварийной остановки и длительного простоя этих систем.
Виды вал-шестерен
Износ вал-шестерни также будет зависеть от варианта закрепления шестерни на валу. Выделяют два основных вида этих изделий именно по методике закрепления:
- Непосредственно вал-шестерня. Деталь монолитна и изготавливается в едином цикле;
- Шестерня изготавливается отдельно и насаживается на вал, фиксируется одним из возможных видов соединения. К примеру, шлицевым или горячей насадкой.
Безусловно первый вариант считается наиболее прочным, жестким с высокой степенью надежности. Однако существует необходимость и в соединениях вала и шестерни, при этом расчет производится на возможность движения шестерни по валу. Сборные конструкции позволяют не только применять шестерни различных диаметров, но и форм. Возможны узлы как с прямозубыми, так и с коническими шестернями. Данный тип соединения считается более практичным, так как замене подлежит только наиболее быстро изношенная часть.
Что такое вал шестерни?
Вал-шестерня является основным приводным элементом большинства узлов зубчатой передачи. Вал передает входной сигнал ведущего вала или кривошипа остальным зубчатым колесам для выполнения работы, для которой предназначена зубчатая передача. Вал-шестерня может передавать это движение привода линейному зубчатому колесу или прямолинейному коническому зубчатому колесу, такому как дифференциал автомобиля. Вал-шестерни и связанные с ними ведущие шестерни, как правило, представляют собой цельные узлы, изготовленные из одного куска стальной заготовки. Вал-шестерни может проходить через несколько опорных подшипников вдоль своих маршрутов и, как правило, будет иметь выходное уплотнение в случаях применения маслонаполненных коробок передач.
Большинство узлов зубчатой передачи передают механическое вращательное воздействие на выход с повышенной или пониженной скоростью или крутящим моментом. Они также позволяют регулировать направление входа, чтобы приводить элементы под прямым углом. Большинство входных приводов снабжены приводным валом или кривошипно-шатунным механизмом. Типичные примеры этих входов включают приводной вал и дифференциал автомобиля и механизм привода рыболовной катушки. Оба принимают входной сигнал от ведущего вала или кривошипа барабана и передают вращательное движение ряду зубчатых колес через вал-шестерню. Следовательно, вал-шестерня образует первую ступень зубчатой передачи.
Вал-шестерни обычно оснащен одной или несколькими шестернями, которые передают вход привода на остальную часть редуктора. Большинство валов и шестерен представляют собой цельные детали, изготовленные из одной стальной заготовки. Это увеличивает прочность вала и его способность поглощать значительный крутящий момент, приложенный к нему во время работы. К сожалению, это обычно означает, что изношенная или сломанная шестерня требует замены как шестерни, так и вала.
К сожалению, это обычно означает, что изношенная или сломанная шестерня требует замены как шестерни, так и вала.
Эти валы, как правило, довольно короткие, охватывают только промежуток между входом в коробку передач и первыми передачами в поезде. В некоторых конструкциях зубчатой передачи вал будет проходить через подшипник или втулку, которая поддерживает вал и уменьшает трение. В герметичных коробках передач, которые работают в масляной ванне, вал шестерни будет снабжен масляным уплотнением там, где он выходит из коробки передач. Более простые приводы с открытым приводом, такие как ручные устройства открывания дверей и кривошипы насоса, имеют открытые узлы вал-шестерня с шестерней, которые полагаются на ручную точечную смазку. В некоторых зубчатых передачах вал-шестерня в сборе будет изготовлен из более твердого материала, чем зубчатые колеса, которые он приводит в движение, так как передаточные числа коробки передач означают, что они испытывают более высокие скорости контакта зубчатое колесо-шестерня.
ДРУГИЕ ЯЗЫКИ
Валы: определение, типы и применение
Что такое вал?Вал определяется как вращающийся элемент машины, обычно круглой формы в поперечном сечении, который используется для передачи энергии от одной части к другой или от машины, вырабатывающей энергию, к машине, которая поглощает энергию.
Вал является важным элементом машин. Они поддерживают вращающиеся детали, такие как шестерни и шкивы, и сами поддерживаются подшипниками, установленными в жестком корпусе машины.
Валы выполняют функцию передачи мощности от одного вращающегося элемента к другому, поддерживаемому им или соединенному с ним. Таким образом, они подвергаются воздействию крутящего момента из-за передачи мощности и изгибающего момента из-за реакций на элементы, которые ими поддерживаются.
Валы следует отличать от осей, которые также поддерживают вращающиеся элементы, но не передают мощность.
Валы всегда имеют круглое поперечное сечение и могут быть сплошными или полыми. Валы бывают прямыми, коленчатыми, гибкими и шарнирно-сочлененными.Прямые валы чаще всего используются для передачи энергии.
Валы бывают прямыми, коленчатыми, гибкими и шарнирно-сочлененными.Прямые валы чаще всего используются для передачи энергии.
Такие валы обычно проектируются как ступенчатые цилиндрические стержни, то есть они имеют различный диаметр по длине, хотя валы постоянного диаметра было бы легко изготовить. Ступенчатые валы соответствуют величине напряжения, которое изменяется по длине.
Кроме того, валы с одинаковым диаметром несовместимы со сборкой, разборкой и техобслуживанием, такие валы усложнили бы крепление установленных на них деталей, особенно подшипников, которые имеют ограничение от скольжения в осевом направлении.
При определении формы ступенчатого вала следует иметь в виду, что диаметр каждого поперечного сечения должен быть таким, чтобы каждая деталь, установленная на вал, имела удобный доступ к своему гнезду.
Материал, используемый для вала s Материал, используемый для обычных валов, — это низкоуглеродистая сталь. Когда требуется высокая прочность, используется легированная сталь, такая как никелевая, никель-хромовая или хромованадиевая сталь. Валы обычно формируются горячей прокаткой и доводятся до нужного размера путем холодного волочения или точения и шлифования.
Валы обычно формируются горячей прокаткой и доводятся до нужного размера путем холодного волочения или точения и шлифования.
Материал, используемый для валов, должен иметь следующие свойства:
- Он должен иметь высокую прочность.
- Он должен иметь хорошую механизацию.
- Он должен иметь низкий коэффициент чувствительности.
- Он должен иметь хорошие свойства термообработки.
- Он должен обладать высокими износостойкими свойствами.
В качестве материала для изготовления обычных валов используется углеродистая сталь марок 40 C8, 45 C8, 50 C4 и 50 C12.
Производство вала tsВалы обычно изготавливаются горячей прокаткой и подготавливаются к формованию путем холодного волочения или точения и шлифования.Холоднокатаные валы прочнее горячекатаных валов, но имеют более высокие остаточные напряжения.
Остаточное напряжение может вызвать деформацию валов при механической обработке, особенно при прорезании пазов или шпонок. Валы большего диаметра обычно кованые и им формуют токарный станок.
Валы большего диаметра обычно кованые и им формуют токарный станок.
Валы в основном делятся на два типа:
- Трансмиссионные валы используются для передачи энергии между источником и машиной, поглощающей мощность.например, промежуточные валы, трансмиссионные валы и все заводские валы.
- Валы станка являются неотъемлемой частью самого станка. например, коленчатый вал
- Полуоси используются в транспортных средствах.
- Вал шпинделя — это вращающийся вал с приспособлением для удержания инструмента или заготовки.
Стандартные размеры трансмиссионных валов :
- от 25 до 60 мм с шагом 5 мм
- от 60 до 110 мм с шагом 10 мм
- 110 мм до 140 мм с шагом 15 мм и
- от 140 мм до 500 мм с шагом 20 мм
- Стандартная длина валов составляет 5 м, 6 м и 7 м.
Стандартные размеры машинных валов :
- До 25 мм с шагом 0,5 мм
- Система вала менее подвержена заклиниванию.
- Меньше обслуживания, чем цепная система, когда к приводному валу прикреплена труба.
- Полый вал имеет меньший вес, чем сплошной вал, при такой же передаче крутящего момента.
- У полого вала внутренняя форма полая, поэтому материалов требуется меньше.
- Вал более прочный и имеет низкую вероятность выхода из строя.
- Высокий полярный момент инерции
- Высокая прочность на скручивание
- Потери мощности из-за слабого сцепления.
- Валы могут вибрировать во время вращения.
- Издает постоянный шум
- Расходы на техническое обслуживание и производство были высокими.
- Процесс изготовления сложный.
- Время простоя увеличилось из-за механических проблем.
- Использование эластичных муфт, таких как муфта с листовой пружиной, может вызвать потерю скорости между валами.
- Изменить скорость оказалось не так-то просто.
- Капание масла с верхнего вала.
Прочтите также
Часто задаваемые вопросы.
1. Что такое вал?Вал — это вращающийся элемент машины с длинной рукоятью копья или подобного оружия, обычно круглой формы в поперечном сечении, который используется для передачи мощности от одного вращающегося элемента к другому, поддерживаемому им или соединенному с ним.
2. Какие бывают типы вала? Типы валов:
1. Передаточные валы используются для передачи энергии между источником и машиной, поглощающей мощность. например, промежуточные валы, трансмиссионные валы и все заводские валы.
2. Машинные валы являются неотъемлемой частью самого станка. например, коленчатый вал
3. Полуоси используются в транспортных средствах.
4 . Вал шпинделя — это вращающийся вал с приспособлением для удержания инструмента или заготовки.
Вал определяется как вращающийся элемент машины, обычно круглого сечения, который используется для передачи энергии от одной части к другой или от машины, которая вырабатывает энергию, к машине, которая поглощает энергию.
ПО ТЕМЕОпределение вала и примеры — Биологический онлайн-словарь
Вал
1. Тонкий гладкий стержень стрелы; следовательно, стрелка. Его сон, его пища, его питье — он лишен, Этот тощий он восковой и сухой, как древко. (Чосер) Древко состоит из трех основных частей: стела несвежая, перья и голова. (Ascham)
2. Длинная рукоять копья или аналогичного оружия; следовательно, само оружие; все, что расценивается как древко, которое можно бросить или метнуть; как, лучи света. И гром, крылатый красной молнией и безудержной яростью, возможно, израсходовал свои древки. (milton) Некоторые литературные занятия. . . Были атакованы всеми стрелами насмешек. (В.Knox)
3. То, что в некоторой степени напоминает стержень или рукоять стрелы или копья; длинная тонкая часть, особенно цилиндрическая.
(Наука: ботаника) А именно: (а) Стебель или средняя жилка пера. Шест или язык транспортного средства; а также жижа.
Часть подсвечника, поддерживающая его ветви. Сделай светильник из чистого золота. . . Его древко, его ветви, его чаши, его ручки и его цветы должны быть из одного и того же. (Пример Xxv. 31)
Рукоятка или рукоять некоторых инструментов, инструментов и т. Д., Таких как молоток, кнут и т. Д.
Столб, особенно Maypole.
Тело колонны; цилиндрический столб между капителью и основанием. Также
f46
часть дымохода над крышей. А также шпиль шпиля.
Колонна, обелиск или другой памятник в форме шпиля или колонны. «Жажда времени и природа нежно щадят Вал, который мы поднимаем к тебе.
(Наука: машинное оборудование) »(Emerson) Цельный или полый цилиндр или стержень, имеющий одну или несколько цапф, на которых он опирается и вращается, и предназначенный для того, чтобы нести одно или несколько колес или других вращающихся частей и передавать мощность или движение; как вал паровой машины.
4. (Наука: зоология) Колибри (Thaumastura cora) с двумя хвостовыми перьями рядом со средними, очень длинными у самца; также называется кора колибри.
5. Ср. G. Schacht.
(Наука: химия) Подобная колодцу выемка в земле, перпендикулярная или почти такая, сделанная для достижения и подъема руды, для подъема воды и т. Д.
6. Длинный проход для впуска или выпуска воздуха; воздушный вал.
7. Камера доменной печи. Линия шахты, топки, в виде дымохода, который загружается вверху и отводится внизу.
Происхождение: OE. Вал, штырь, AS. Sceaft; сродни D. Schacht, OHG. Scaft, G. Schaft, Dan. & Sw. Рукоять Skaft, рукоять, исель. Skapt, и, вероятно, L. Scapus, Gr, посох. Наверное, изначально, бритый или гладкий стержень. Ср. Scape, Scepter, бритье.
Вал — Деталь клюшки — Иллюстрированное определение и руководство
Вал — это часть клюшки, которая соединяется с головкой клюшки. Он расположен посередине клюшки, между рукояткой и головой. Захват закрывает верхнюю часть вала, а нижний конец вставляется в головку клюшки через шланг.
Разнообразие уровней изгиба
Предлагаются валы различных уровней изгиба для обеспечения различных скоростей поворота.
Игроки в гольф с высокой скоростью поворота предпочитают жесткие валы или даже в некоторых случаях более жесткие. Игроки в гольф со средней скоростью поворота будут отдавать предпочтение обычным валам, и, наконец, те, у кого более медленные, предпочтут гибкие или более гибкие валы.
Жесткий вал будет направлять мяч на более низкую траекторию полета, а гибкий (или старший) вал будет направлять его на более высокий участок полета, при прочих равных условиях.
Подробнее о : Как настроить жесткость стержня путем захвата
Функция вала
Действуя как рычаг, стержень позволяет гольфисту отбивать мяч на большом расстоянии, просто используя вращение его тела (бедер, плеч и рук).
Расстояние между игроком в гольф и мячом — через стержень — это то, что позволяет увеличить силу, действующую на мяч для гольфа.
Вообще говоря, чем длиннее вал, тем больше рычаг и тем большее расстояние может пройти мяч.
Общий вид
Как и в большинстве рукояток для гольфа, валы также имеют коническую форму.
Это означает, что они шире в верхней части возле рукоятки и постепенно уменьшаются в диаметре по мере приближения к головке клюшки.
В то время как на графитовых валах этот процесс абсолютно плавный, уменьшение ширины заметно в различных металлах за счет четкого уменьшения диаметра через равные промежутки времени.
Разнообразие точек отрыва
Помимо того, что они предлагаются с различными уровнями изгиба, валы также предлагаются с различными точками отрыва.
Точка изгиба — или профиль изгиба — относится к области вала, где он изгибается больше всего.
Вал с высокой точкой удара будет больше всего изгибаться в более высокой точке, чем середина, и должен помочь отправить мяч на более низкую скорость полета мяча. И наоборот, мяч с низкой точкой удара будет больше всего изгибаться ниже середины вала и поможет отправить мяч на более высокий полет.
Длина вала
Вал также различается по длине; у водителя обычно самая длинная, а у клюшки самая короткая.Для клюшек, расположенных в их середине, как правило, длина стержня будет уменьшаться по мере увеличения чердака. Так, например, утюг 5 будет немного длиннее, чем утюг 6, который будет длиннее, чем утюг 7, и так далее.
По мере того, как игрок в гольф приближается к мячу, увеличивается и его способность контролировать направление мяча при прочих равных условиях. Среди прочего, это объясняет, почему гольфист обычно более точен, используя 9-айрон, который имеет более короткий стержень, чем с драйвером, который является самым длинным.
Фитинг по индивидуальному заказу
Кроме того, длину рукояти можно точно отрегулировать, если гольфист решит купить клюшки, подогнанные по индивидуальному заказу.
Например, высокий игрок в гольф — скажем, 6 футов 3 дюйма — может счесть более удобным использовать клюшки, рукоятки которых на 0,5–1 дюйм длиннее, чем размеры по умолчанию.
И наоборот, игрок в гольф с чрезвычайно высокой скоростью поворота может обнаружить, что он может лучше контролировать своего водителя, если он оснащен валом, который короче, чем обычно. Более короткая штанга поместит его ближе к мячу для большего контроля за счет немного меньшего рычага и, в конечном итоге, меньшего расстояния.
Подробнее: Детали гольф-клуба
АнглийскийСуществительное( en имя существительное )
Ли С. Лэнгстон, журнал = ( American Scientist ) Адаптируемая газовая турбина, проход = Турбины существуют уже давно — ветряные мельницы и водяные колеса — ранние примеры. Название происходит от латинского « turbo», что означает «вихрь », и, таким образом, определяющим свойством турбины является то, что жидкость или газ вращают лопасти ротора, который прикреплен к валу , который может выполнять полезные функции. Работа.}}
Примечания по использованиюВ раннем современном английском языке древко относилось ко всему корпусу длинного оружия, так что «древко» стрелы состояло из его «наконечника», «несвежего» или «украсть» и «оперения». empenne как «Я [[перо, fether a shafte, я возлагаю привязь на кражу». Со временем это слово стало использоваться вместо бывшего «несвежий» и утратило свое первоначальное значение.Синонимы* черствый, stail, steal, stele, steel ( стрелы, копья) * шахта ( подземный вертикальный ход )Глагол( en глагол )
| АнглийскийЭтимология 1( этил ) беседка, из ( этил ).Альтернативные формы* беседка ( в основном британский )Существительное( существительное )Связанные термины* древесный * древовидный * древесный * arbor vitae * траваЭтимология 2От ( этил )Существительное( существительное ) |
вал — определение и значение
Устройство может быть названо электрической муфтой, которая может быть устроена по-разному, и детали ее действия не важны в описании, так что следует иметь в виду, что каждый раз, когда проходит зазубрина при повороте вала на натягивая или ослабляя шнуры, прикрепленные к острию карандаша, импульс электричества посылается на электромагнит и якорь, что позволяет соответствующему колесу и его валу повернуть одну ступеньку или столько зубцов, сколько проходит передающий вал_.
Пар, сталь и электричество
Официальные лица говорят, что буровая установка, пробуренная в спасательной шахте , сейчас находится в пределах 100 метров от того места, где находятся горняки.
Чиновникиговорят, что спасательная шахта может добраться до чилийских шахтеров к субботе
Убедитесь, что вал чистый (они также продают очиститель, в который можно окунуть валы).
Я очень усердно занимался оперением за последние 3 года, когда у меня был лук.
Убедитесь, что вал чистый (они также продают очиститель, в который можно окунуть валы).
Я очень усердно занимался оперением за последние 3 года, когда у меня был лук.
Fortrex поставляется с валом длиной от до 62 дюймов; 80 или 101 фунт тяги; 24- или только 36 вольт.
Электрический троллинговый двигатель Minn Kota Fortrex
Должностные лица говорят, что дрель, совершающая побег, , шахта , уже через несколько дней добирается до людей.
Президент Чили: «Спасение шахтеров очень близко»
Мы не знаем, спускаемся ли мы на первый этаж или в подвал, или весь лифт шахта пуст, и мы обречены на гибель.
Цитаты, которые должны нас беспокоить
Тем не менее, в этом году был один прорывный инди-фильм, который, к нашему удивлению, получил шахту от Академии: «(500) дней лета».«
Отказ от номинации «(500) дней лета» на «Оскар» »Блог MTV Movies
После того, как шахта будет завершена и оснащена надлежащим оборудованием, бойцов по одному помещают в металлическую капсулу.
Президент Чили: «Спасение шахтеров очень близко»
Fortrex поставляется с валом длиной от до 62 дюймов; 80 или 101 фунт тяги; 24- или только 36 вольт.
Электрический троллинговый двигатель Minn Kota Fortrex
Что такое ремонт вала? — Определение из Corrosionpedia
Что означает ремонт вала?
Ремонт вала — это ремонт вала, когда он изношен по механическим, гидравлическим или экологическим причинам. Вал может быть поврежден из-за трения металла о металл. Он также может быть поврежден из-за воздействия агрессивной жидкости. Изношенный или поврежденный вал требует срочного ухода и ремонта, в противном случае это приведет к выходу насоса из строя или отказу машины.Причины изношенного вала могут быть исследованы с помощью механизма усталости и перегрузки.
Вал можно отремонтировать с помощью технологии лазерной наплавки и процесса напыления. Ремкомплекты валов также подходят для ремонта изношенных валов. Это помогает избежать закалки вала.
Corrosionpedia объясняет ремонт вала
Ремонт сильно изношенных валов предотвращает простои и затраты на лом. Валы сильно изношены в следующих случаях:
- Обработка с недопустимой нагрузкой приводит к ослаблению компонентов
- Осевая нагрузка, превышающая исходные расчеты
- Недостаточный натяг или несоответствующие нагрузки приводят к вращению подшипников
- Использование валов в неблагоприятных условиях окружающей среды и при более высоких рабочих температурах
Материал вала не является полностью хрупким или пластичным.Практически во всех двигателях, редукторах и валах вентиляторов используются низко- или среднеуглеродистые стали и относительно пластичные материалы. Следовательно, недопустимая перегрузка этих материалов вызывает их скручивание и деформацию. Хотя хрупкие изломы машинных валов случаются очень редко, редко какая-либо часть машинного вала подвергается закалке для снижения скорости износа.
Теперь технология лазерной наплавки используется для ремонта самых разных валов. При лазерной наплавке он создает металлургическую связку, которая не поднимается и не отслаивается в экстремальных условиях эксплуатации.Раньше валы ремонтировали методом распыления, который также имеет характеристики «механического связывания».
Ремкомплекты валов полезны при ремонте изношенных валов. Эти комплекты представляют собой тонкостенные гильзы из нержавеющей стали. Они не требуют модификации существующих размеров уплотнения. Необходимые инструменты входят в комплект для установки на вал.
Правка коленчатого вала
Изогнутый вал может возникнуть в результате повреждения во время транспортировки, монтажа или эксплуатации.При правильном применении методы правки вала иногда можно использовать для восстановления поврежденного вала.
Из-за различных задействованных переменных коррекция изгиба вала может быть не только наукой, но и искусством. Каждое приложение уникально и требует индивидуального рассмотрения.
Оглавление:
Что такое гнутый вал?
В идеально прямом валу центры каждого поперечного сечения вала от конца до конца вала лежат на прямой линии.Если это не так, вал погнут.
В изогнутом валу ось вала отличается от оси вращения. Диапазон орбиты или вращения, вызванный изгибом вала, определяется как биение вала и обычно измеряется в терминах «TIR» (общее показание индикатора).
Рис. 1. Определения биения вала.
Каковы последствия эксплуатации единицы оборудования с коленчатым валом? Их несколько, в том числе …
- Несоосность вала
- Вибрация оборудования из-за дисбаланса
- Повреждение подшипников, уплотнений и муфт
- Контакт и возможное заедание с поверхностями с малым зазором
- Усталость материала
Что вызывает изгиб валов? Изгиб вала может быть вызван одним или несколькими из следующих факторов…
Механическая перегрузка:
- Повреждения при монтаже или неправильном обращении
- Удар во время работы
- Несоосность станка
- Неравномерная обработка
- Вибрация при транспортировке
- Неправильное обращение с материалом при термообработке, прокатке, ковке, снятии термического напряжения
- Повышенная температура во время работы
Вал, который изначально является прямым, может изгибаться из-за напряжений, вызванных тяжелой усадкой с сопряженными компонентами, например, с турбинным колесом.
Изогнутые валы, вызванные напряжениями при сборке, обычно не исправляются простой правкой самого вала. Сборка должна быть проанализирована как единое целое и, соответственно, исправлена. Иногда требуется изменение посадки между валом и его сопрягаемыми компонентами для достижения необходимой прямолинейности.
Какой метод правки коленчатого вала лучше всего?
К сожалению, на этот вопрос нет простых ответов. Успешный ремонт по правке вала зависит от нескольких взаимосвязанных факторов, в результате чего метод, который успешен в одном случае, может не подходить для другого.
В целом можно с уверенностью сказать, что лучший метод — это тот, который требует наименьшего количества корректировок для достижения желаемого допуска прямолинейности, который добавляет наименьшее дополнительное напряжение к валу.
Желательно попытаться внести как можно меньше корректировок для достижения желаемого результата. Чем больше раз отклоняется вал, тем выше вероятность того, что индуцированные напряжения в материале вызовут больше проблем, чем решат.
При идеальном процессе правки изогнутого вала ремонт ослабляет напряжения в волокнах материала, которые изначально вызвали изгиб вала. Если процесс восстанавливает деформированные волокна материала вала до их первоначального состояния до изгиба, шансы на долгосрочный успешный результат высоки. Однако на практике это может быть сложно.
На практике процесс правки изогнутого вала иногда просто создает дополнительные напряжения в материале, которые противодействуют напряжениям материала, вызвавшим первоначальный изгиб. В результате волокна материала вала, которые изначально вызвали изгиб вала, остаются в напряженном состоянии после завершения ремонта
Выпрямленный таким образом вал сначала может быть прямым.Однако долгосрочный успех «сбалансированных напряжений» сомнительный и непредсказуемый, поскольку эти материальные напряжения могут со временем ослабиться.
Чтобы определить подходящий подход для конкретного приложения, полезно рассмотреть и оценить факторы, обсуждаемые в следующем разделе.
Какие факторы определяют возможность успешного ремонта правки коленчатого вала?
В связи с срочностью простоя оборудования может возникнуть соблазн начать процесс ремонта без полного понимания проблемы или рассмотрения последствий предлагаемого исправления.Однако стоит потратить несколько минут на то, чтобы правильно оценить ситуацию, чтобы определить, уместен ли выбранный образ действий.
Важно четко понимать проблему перед запуском и не спешить при исправлении прямолинейности вала.
Успешный ремонт с правкой изогнутого вала иногда может быть трудоемким мероприятием, которое может потребовать нескольких итераций для достижения желаемого результата.
Некоторые из критериев, определяющих результат проекта правки изогнутого вала, включают…
Причина изгиба
Чтобы определить возможность успешной выпрямления изогнутого вала и выбрать подходящий метод ремонта, важно понять, почему изначально произошел сбой.
Валы, изогнутые в результате механической перегрузки , состояния , как правило, легче диагностировать и выпрямлять, чем изгибы других типов. У них также может быть более высокая вероятность постоянного успеха.
Однако, если изогнутый вал является результатом неравномерного ослабления внутренних напряжений внутри самого вала, процесс правки может занять очень много времени.Из-за внутренних напряжений вала процедура, выполняемая в одном месте, иногда может вызвать неожиданный изгиб в другом месте. Из-за непредсказуемых характеристик внутренних напряжений правка таких валов может быть временной с неопределенными долгосрочными результатами.
Тип гиба
Успех проекта по правке изогнутого вала зависит от типа изгиба, который необходимо исправить. Например, вал, имеющий прогиб в одном месте, легче отремонтировать, чем вал с множественными изгибами или вал, имеющий постепенное искривление по всей длине.Наиболее сложные для выпрямления типы изгибов — это те, в которых используется сочетание изгиба и скручивания.
Карта съемки изогнутого вала используется для определения типа изгиба, который необходимо выпрямить.
Материал вала
Материал, из которого изготовлен вал, является важным фактором, определяющим возможность успешного ремонта. Некоторые материалы по своей природе более стабильны, чем другие, и поэтому менее подвержены искажениям.Эти же материалы, как правило, более щадящие, поскольку они выпрямляются, и поэтому больше подходят для ремонта.
Материал вала имеет особое значение, если рассматривается один из методов термической правки. Нагревание отдельных участков вала имеет нежелательный побочный эффект, заключающийся в изменении твердости с нежелательным результатом образования твердых участков и возможного растрескивания под действием теплового напряжения.
У валов, изготовленных из углеродистой стали с низким и средним содержанием углерода (углерод от 0,10 до 0,50), меньше вероятность возникновения проблем, связанных с материалом, во время правки.Однако валы, закаленные или изготовленные из стали с высоким содержанием углерода, высоколегированной стали, нержавеющей стали или цветных металлов, необходимо оценивать в каждом конкретном случае.
Конструкция вала
Конструкция вала может включать такие элементы, как шпоночные пазы, конусы, выступы, резьба, отверстия и т. Д. В целом, чем больше количество конструктивных особенностей, тем сложнее может быть ремонт с правкой изгиба. Конструктивные особенности вала действуют как концентраторы напряжения. Помимо того, что они являются фактором, способствующим возникновению изгиба на начальном этапе, они также могут повлиять на успешность ремонта правки изогнутого вала.
Также следует учитывать отношение длины вала к диаметру. Конструкции с более короткой длиной и большим диаметром намного более стабильны, чем длинные и тонкие валы, например, используемые в турбинных насосах.
Применение вала
Важно учитывать тип применения , в котором используется вал, и последствия возможного отказа при определении целесообразности ремонта.
Например, вал, используемый в низкоскоростном, некритичном применении с малыми допусками, очевидно, имеет больший предел погрешности, чем вал, который используется в машине с высокой частотой вращения и малым зазором.
Стоимость простоя машины, а также стоимость труда по устранению повреждений — все это факторы, которые необходимо оценить.
Измерение прямолинейности вала
Каковы типичные допуски прямолинейности вала? Допуски различаются в зависимости от типа оборудования и его скорости вращения во время работы.
Стандартный промышленный допуск на прямолинейность вала составляет 0,001 дюйма / фут (.083 мм / м) длины для вращающегося оборудования общего назначения.
В других приложениях, таких как, например, высокоскоростной многоступенчатый насос, требуемая прямолинейность может составлять всего 0,005 дюйма (0,013 мм) в любой точке по длине вала.
Перед тем, как начать ремонт по правке, важно получить допуск по прямолинейности, рекомендованный производителем оборудования.
Что такое карта обследования изогнутого вала и чем она полезна в процессе правки вала? Карта обзора изогнутого вала — это инструмент для понимания типа изгиба , который необходимо выпрямить.Это также помогает идентифицировать место и величину изгиба. Эта информация помогает определить возможность выпрямления изогнутого вала, а также используется для выбора подходящего метода ремонта.
Не совершайте ошибку, начиная ремонт, не создав предварительно карту съемки. Первоначальное обследование перед началом коррекции используется для документирования исходного состояния изогнутого вала.
Какова процедура создания карты съемки изогнутого вала?
Рисунок 2.Типовая установка для исследования прямолинейности вала.
Процедура:
- Поддержите вал так, чтобы он мог свободно вращаться. Для этого вал может поддерживаться с помощью V-образных блоков, как показано на рисунке 2, или между центрами на токарном станке. В некоторых случаях вал может вращаться на месте в корпусе машины, поддерживаемом подшипниками скольжения.
- С помощью маркера с фломастером нанесите на вал « Rotation Reference Mark », как показано на Рисунке 2. Положение и ориентация маркировки произвольны, но после того, как она нанесена, повсюду используется одна и та же метка. процесс правки вала.
- С помощью фломастера нанесите на вал несколько равномерно расположенных « осевых референтных меток ». Количество осевых меток и расстояние между ними не являются критическими и могут варьироваться в зависимости от длины и диаметра вала.Осевые референтные метки используются на протяжении всего процесса.
- Поместите циферблатный индикатор над одной из осевых референтных меток, как показано на рисунке 2. Начиная с референтной метки вращения в положении 12:00, медленно вращайте вал. Во время вращения вала наблюдайте за всем диапазоном хода, измеряемым циферблатным индикатором, также известным как общее показание индикатора (TIR). В целях единообразия обычно полезно записывать величину отклонения вала , которая составляет половину полученного значения TIR.Например, если общее показание индикатора (TIR) составляет 0,004 дюйма (0,1 мм), зарегистрированное значение отклонения вала составляет 0,002 дюйма (0,05 мм).
- Расположив циферблатный индикатор, как описано в предыдущем шаге, обратите внимание на ориентацию контрольной метки вращения, которая соответствует «верхней» точке отклонения вала, измеренной циферблатным индикатором. Например, если циферблатный индикатор показывает, что его максимальное отклонение происходит, когда контрольная метка вращения находится в ориентации 3:00, запишите положение 3:00 на карте съемки.
- Повторите вышеуказанные шаги для каждого из местоположений осевой контрольной метки на валу, чтобы значение отклонения и ориентации было записано для каждого местоположения.
- Просмотрите карту съемки, чтобы определить, есть ли в данных тренд. Независимо от того, имеет ли вал изгиб, постепенный изгиб, простой изгиб в одном месте или, возможно, более одного изгиба, данные карты съемки должны помочь определить тип изгиба, присутствующего в валу.
- Определите место для выполнения коррекции выпрямления изогнутого вала. Лучшее место обычно — это единственная точка на валу, где происходит наибольший прогиб, и может не находиться в одном из ранее записанных мест. Просматривая карту съемки, переместите циферблатный индикатор в осевые точки, где тренд данных предполагает наибольшее отклонение. Методом проб и ошибок найдите место наибольшего прогиба и отметьте его.
Независимо от того, как поддерживается вал, важно, чтобы показания циферблатного индикатора были постоянными и повторяемыми.
Рекомендуется обновлять карту съемки на протяжении всего процесса правки, особенно в сложных проектах, где необходимо исправить несколько изгибов.
Когда ремонт будет завершен, полезно создать последнюю карту обследования, которая послужит окончательным отчетом о проверке прямолинейности вала.
В схеме, показанной на Рисунке 2, циферблатный индикатор расположен очень близко к V-образному блоку опоры вала. Какова цель чтения в этот момент? Разве биение, измеренное возле опоры вала, не должно всегда быть нулевым?
Да, в этой точке должен показывать ноль. Цель снятия показаний возле опоры вала — убедиться, что равно нулю.Если биение составляет , измеренное в этом месте, вероятно, это связано с неровностями в опоре вала или округлостью самого вала, а не из-за изгиба. Это применимо независимо от того, поддерживается ли вал в V-образных блоках, между центрами в токарном станке или каким-либо другим подшипниковым узлом.
Любые проблемы, связанные с биением опоры вала, необходимо решить, прежде чем приступить к созданию карты съемки. В противном случае эти ошибки исказят полученные данные отображения.
В схеме, показанной на Рисунке 2, не будет ли гравитация причиной провисания вала посередине? Повлияет ли провисание на данные карты съемки?
Да, вал будет провисать при опоре, как показано.Однако , если вал имеет одинаковое поперечное сечение, прогиб должен быть постоянным, поскольку он вращается во время процесса картирования. В этом случае прогиб из-за действия силы тяжести можно игнорировать при создании карты обзора.
Методы правки изогнутого вала
Какие существуют типичные методы правки коленчатого вала? Их несколько, в том числе …
- Механическая правка вала
- Точечное выпрямление теплового вала
- Чеканка для правки вала
- Правка вала с противоположным нагревом и охлаждением
Механический метод правки вала
Что такое процедура ремонта для механической правки вала, также известная как «холодная правка вала»?
Рисунок 3.Настройка стандартного метода механической правки.
Процедура:
- Создайте карту обследования изогнутого вала, чтобы определить положение , и , необходимое количество коррекции изгиба.
- Установите изогнутый вал в подходящий пресс, как показано на Рисунке 3. Поверните вал так, чтобы «высокая сторона» изгиба с наибольшей величиной отклонения находилась непосредственно под плунжером пресса. Установите циферблатный индикатор, как показано на Рисунке 3, для контроля прогиба вала.
- Медленно приведите в действие пресс, чтобы приложить усилие к валу, контролируя величину отклонения по циферблатному индикатору. Чтобы почувствовать реакцию вала на исправление изгиба, рекомендуется работать постепенно, а затем откатывать пресс для наблюдения за результатом.
- Повторяйте процесс, пока не получите желаемую прямолинейность вала.
Обычно возникает «упругая отдача» материала при втягивании пресса. Методом проб и ошибок можно определить величину чрезмерной коррекции, которая необходима, чтобы обратить вспять изгиб вала.
Каковы преимущества и недостатки метода механической правки вала? Преимущества:
- Из всех процессов правки валов механический метод ближе всего к устранению основной причины проблемы для многих приложений. По этой причине механический метод часто считается подходом первого выбора.
- При правильной настройке цикл ремонта механическим способом может быть выполнен относительно быстро. Результаты можно отслеживать легко и непосредственно на протяжении всего процесса, наблюдая за показаниями циферблатного индикатора. Для данного вала величина требуемой коррекции относительно постоянна и воспроизводима.
- Поскольку метод механической правки вала не требует использования тепла, его можно использовать с более широким спектром материалов вала, чем процесс точечного нагрева.
- Метод механической правки вала требует наличия пресса соответствующей мощности для исправления изгиба вала. Для больших валов доступность подходящего пресса и погрузочно-разгрузочного оборудования может быть ограничением. По тем же причинам этот процесс может быть трудно выполнить, пока вал находится на месте.
Метод точечного выпрямления вала тепла
Какова процедура выпрямления изогнутого вала методом точечного нагрева?
Рисунок 4.Типовая установка для точечной правки вала с подогревом.
Процедура:
- Создайте карту обследования изогнутого вала, чтобы определить положение , и , необходимое количество коррекции изгиба. Поверните вал так, чтобы «высокая сторона» изгиба с наибольшей величиной была обращена вверх, как показано на рисунке 4. Успех метода правки вала точечным нагревом частично зависит от веса самого вала, который помогает исправить изгиб. .
- Расположите циферблатные индикаторы рядом с местом изгиба, как показано на Рисунке 4.Если вал поддерживается между центрами в токарном станке, немного ослабьте предварительный натяг в центре, чтобы вал мог изгибаться во время процесса правки вала без заедания.
- Работая быстро, нагрейте участок вала диаметром около 0,5–1 дюйма (12–25 мм) с помощью наконечника кислородно-ацетиленовой горелки. Цель состоит в том, чтобы добиться разницы температур или локальной горячей точки между обогреваемой областью и окружающей средой. Поэтому подайте тепло равномерно и равномерно, следя за индикаторами шкалы.
Очень важно следить за стрелочными индикаторами в течение всего процесса нагрева, так как все происходит быстро, обычно в течение нескольких секунд.
Когда вал нагревается, циферблатные индикаторы будут подниматься на вверх на , указывая на то, что величина изгиба составляет , увеличиваясь на , временно. Это желаемый результат, хотя он кажется нелогичным. - Когда циферблатные индикаторы покажут, что желаемое отклонение достигнуто, снимите нагрев и дайте валу остыть. Чтобы ускорить процесс, цикл охлаждения можно ускорить с помощью различных методов, таких как обливание вала водой, использование сжатого воздуха, системы распыления тумана или просто использование влажной губки или влажных тряпок.
Если вал выпрямляется в машине с системой охлаждающей жидкости на водной основе, ее также можно использовать для охлаждения вала, как показано здесь.
По мере охлаждения вала циферблатные индикаторы будут двигаться в противоположном направлении, как это было во время процесса нагрева. Продолжайте охлаждение, пока нагретая область не станет той же температуры, что и остальная часть вала.
- После завершения охлаждения измерьте величину изгиба, который теперь существует в области, которая была только что выпрямлена. Сравните это новое значение с предыдущим прогибом изгиба перед ремонтом.
Если улучшение изгиба не наблюдается после первого цикла ремонта, повторите процесс точечного нагрева, увеличивая вызванное нагревом прогиб с небольшими приращениями на 0,010-0,020 дюйма (0,25-0,50 мм) больше, чем используется в предыдущая попытка.
ПРИМЕЧАНИЕ: В любой момент, если необходимое количество тепла приводит к тому, что вал приобретает тусклый вишнево-красный цвет, не влияя на исправление изгиба, подход точечного нагрева не подходит в качестве метода ремонта для этого конкретного вала и необходимо использовать альтернативный процесс.
- Повторяйте процесс, пока не получите желаемую прямолинейность вала.
Важно сначала почувствовать реакцию вала на реверсирование изгиба.Во время первого цикла точечного нагрева нагрейте вал до тех пор, пока циферблатные индикаторы не покажут вызванное температурой отклонение, в три раза превышающее первоначальный изгиб.
Используя результаты первого цикла правки вала, отрегулируйте фактическую величину указанного теплового прогиба, требуемого для последующих циклов правки.
Если это кажется больше искусством, чем наукой … это так.
Правка вала точечным нагревом требует тщательного наблюдения и методики проб и ошибок.Однако, как правило, можно добиться хороших результатов путем методичного применения этого процесса.
Фото любезно предоставлено Machinist’s Inc.
ПРИМЕЧАНИЕ: Обязательно дайте валу полностью остыть перед выполнением измерений или дальнейших корректировок, потому что он будет продолжать двигаться в процессе охлаждения.
Как в принципе работает процесс правки вала точечным нагревом?
Опытные сварщики знакомы с деформацией металла, известной как «вытяжка» или «зона термического влияния», которая возникает в процессе сварки. При точечной выпрямлении вала термическим нагревом используется тот же принцип. Механика процесса следующая:
- Небольшая область нагревается быстро, так что материал в локальной области находится в размягченном, полупластичном состоянии, в то время как окружающий материал остается относительно холодным и твердым.
- Точечный материал расширяется при нагревании. Поскольку локально нагретая область окружена твердым (более холодным) материалом вала, тепловое расширение вызывает рост в единственном свободном доступном пространстве … по направлению к поверхности вала. Это расширение создает выступ на поверхности вала, характерный для процесса.
- Когда вал охлаждается, было бы естественно предположить, что материал на выступе вернется в исходное состояние до нагрева.На самом деле, наиболее быстро остывает обнаженная поверхность выпуклости — а в приподнятом состоянии затвердевает.
- Самый центр нагретого пятна остывает в последнюю очередь, и по мере охлаждения материал сжимается. На этом этапе процесса центральное пятно со всех сторон окружено материалом, который находится в более холодном, затвердевшем состоянии.
- Сужение центра создает в этом месте растягивающее напряжение, которое очень близко к пределу текучести материала.Локализованное растягивающее напряжение оказывает силу, которая тянет на окружающий материал и заставляет вал отклоняться.
На Рисунке 5 красные линии показывают силы вала, возникающие в результате локализованной области растяжения. При правильном выполнении в правильном месте силы натяжения могут тянуть вал к прямолинейности.
Рисунок 5. Вал с точечным нагревом.
Каковы преимущества и недостатки метода правки гнутого вала точечным нагревом? Преимущества:
- В методе используется доступное промышленное ремонтное оборудование.
- При необходимости процесс может выполняться на месте, где расположен вал, независимо от того, установлен ли он в оборудовании, в котором он работает, или в станке, таком как токарный станок.
- Процесс создает высокие нагрузки на материал в концентрированных областях. Напряжения со временем могут ослабнуть и повлиять на прямолинейность вала.
- Точечный нагрев может создать зону термического влияния, что нежелательно при сборке валов критического назначения.Тенденция к образованию локальных твердых участков или трещин от напряжения ограничивает материалы вала, подходящие для этого процесса.
- Точечный нагрев создает слегка приподнятую бугорку на материале вала в области, которая была нагрета. Перед использованием вала необходимо осторожно удалить удар, особенно если он расположен в области поверхности подшипника или уплотнения.
- Этот процесс может занять очень много времени. После каждого цикла нагрева вал необходимо полностью охладить до однородной температуры, прежде чем оценивать результаты.
- Нет точного метода определения количества необходимого тепла. Количество тепла, необходимое для каждого проекта, лучше всего определять методом проб и ошибок. Для достижения желаемого результата обычно требуется несколько итераций.