Аппарат для сварки пластмассы
Мир самоделок
Рейтинг: 5 / 5
Устройство для сварки пластмасс, чертежи которого размещены ниже, сделано в судомодельном кружке под руководством В. С. Цибизова. Прибор предназначается для сварки пластических масс: полиэтилена, полистирола, винипласта и других полимеров, имеющих низкую температуру плавления. Сварка производится горячей струей воздуха, вытекающей из сопла.
Температура плавления некоторых пластмасс: полиэтилен — 105-120°С, полистирол — 107-120°С, органическое стекло — 110-113°С, винипласт — 112-120°С. Сварное соединение пластмассовых деталей более прочно, чем, скажем, на клею или заклепках.Прибор несложен в изготовлении: он может быть сделан в любой мастерской. Подаваемая насосом струя воздуха проходит через кожух, где находится раскаленная спираль, намотанная на керамическую трубку. Выходя из сопла под давлением, воздух нагревается до температуры, необходимой для плавления пластмассы. Регулируется она с помощью реостата, включенного в электрическую цепь.
Для подачи воздуха под давлением можно использовать автомобильный насос, соединенный тройником с футбольной камерой. Камера (ресивер) обеспечивает равномерный выход воздуха. Можно также применить компрессор в комбинации с ресивером.
Размеры спирали зависят от типа проволоки. Электрическую часть нагревателя: трансформатор, реостат, спираль — предлагаем рассчитать самим. Рекомендуется рабочее напряжение — 120 в, мощность — 300—400 вт, материал обмотки — нихром.Порядок сборки воздушного нагревателя таков. На керамическую трубку наматывается спираль, один конец которой проходит внутри керамической трубки и на выходе соединяется с электрическим проводом. К задней крышке кожуха привинчивается другая трубка. Провод вместе с ней заключен в деревянную ручку. Корпус кожуха, внутри которого находится асбестовая прокладка, закрепляется на задней крышке. Сопло соединяется на резьбе с насадкой и передней крышкой кожуха, на трубку надевается резиновый шланг для подачи воздуха.
Сваривать пластмассу можно двумя способами — прутковым, при котором соединяемые детали сваривают присадочным прутком, и без прутковым (контактная сварка), при котором соединяемые детали нагревают выше температуры текучести и сваривают путем сжатия нагретых поверхностей.
mir-samodelok.ru
Сварка пластмасс и пластмассовых конструкций оборудованием leister (ляйстер)
Сварка, при производстве емкостей, таких как воздоходувы, гальванованны и бассейны, является наиболее надежным способом соединения термопластичных листовых материалов. В результате сварочного процесса достигается монолитное, то есть цельное соединение. Сварка пластмассовых конструкций и пластиковых изделий может осуществляться одним из следующих способов:
с помощью горячего газа (воздуха) и присадочного прутка
при помощи экструзионной сварки с использованием нагретого элемента.
В первом случае сварка пластмасс осуществляется посредством горячего газа, нагревающего поверхность рабочего материала и присадочного прутка. В процессе его приложения, осуществления давления и последующего остывания получается цельное монолитное пластмассовое изделие. Оборудование для сварки полимерных материалов LEISTER (ЛЯЙСТЕР) – это ручные мощные и надежные сварочные аппараты, с возможностью электронной регулировки температуры воздуха от 20 и вплоть до 700 С. Благодаря большому разнообразию аксессуаров и насадок для сварки, сварка пластмасс, а также, сварка и восстановление пластмассовых автодеталей осуществляется с высокой эффективностью. В итоге мы получаем монолитное изделие и сварочный шов очень высокого качества.
Благодаря большому разнообразию аксессуаров и насадок для сварки, сварка пластмасс, а также, сварка и восстановление пластмассовых автодеталей осуществляется с высокой эффективностью. В итоге мы получаем монолитное изделие и сварочный шов очень высокого качества.
Экструзионная сварка используется для соединения листов из ПВХ, полипропилена или полиэтилена большой толщины с последующим изготовлением конструкций из них. В этих случаях экструзионная сварка является более эффективной и надежной, чем сварка, осуществляемая посредством горячего воздуха и присадочного прутка. В процессе экструзионной сварки на разделанный и прогретый горячим воздухом шов, наносится пруток или гранулы, расплавленные в сварочном ручном экструдере. Компания LEISTER предлагает широкий ассортимент аппаратов: миниэкструдеры, мощные шнековые аппараты, оборудование для систем горячего воздуха.
www.leister-russia.ru
Сварочные экструдеры и термофены для сварки пластиковых конструкций
Всевозможные полимерные материалы все чаще находят применение в современном жизни, они активно используются как в промышленности, так и в быту. Полимерные материалы обладают существенно лучшими характеристиками относительно материалов традиционных, таких как сталь, бетон и дерево.
Полимерные материалы обладают существенно лучшими характеристиками относительно материалов традиционных, таких как сталь, бетон и дерево.
ПЭНД, ПЭВД, ПП (полипропилен), ПЭ (полиэтилен), непластифицированный ПВХ, ПА, ПВДФ и прочие полимеры получили широкое распространение в различных отраслях машиностроения и строительства, в производстве различных емкостей, резервуаров, бассейнов, труб, листов, гальванических ванн, септиков, воздуховодов, сложных объемных конструкций, а также при изготовлении и ремонте пластиковых автомобильных деталей.
Самым надежным методом соединения листовых термопластичных материалов, а чаще всего листового полипропилена, является сварка – технологический процесс, при котором обеспечивается монолитность (неразъемность) соединения. Швейцарская компания LEISTER (Ляйстер) – мировой лидер по разработке аппаратов для сварки термопластов — производит ручные сварочные аппараты горячего воздуха и сварочные экструдеры для выполнения самого широкого круга сварочных задач, возникающих в процессе производства разнообразных конструкций.
В программе LEISTER представлены ручные сварочные аппараты различной мощности и с различными системами управления, со встроенной и с отдельной подачей воздуха. Для решения задач по сварке сложных крупногабаритных изделий или трубопроводных систем LEISTER предлагает ручные сварочные экструдеры различных классов производительности – от 0,8 до 6 кг/час. Также предлагаются все аксессуары, необходимые для осуществления сварочного процесса — насадки быстрой сварки различных конфигураций, сварочные насадки для реализации различных форм экструзионного сварочного шва, вентиляторы различных классов для подачи воздуха на один или несколько ручных сварочных аппаратов и многое другое.
Благодаря своим уникальным техническим характеристикам, выдающейся надежности и продуманной до мелочей эргономике все ручные аппараты и сварочные экструдеры LEISTER применяются фактически во всех отраслях производства по всему миру. Сварочное оборудование LEISTER позволяет получить качественный, отвечающий всем международным техническим требованиям и стандартам, шов.
Ждем Вас в демонстрационных залах центрального и региональных представительств ОЛЬМАКС, представительства компании LEISTER (Ляйстер, Швейцария) в России. Технические специалисты выполнят квалифицированный подбор оборудования, проведут демонстрационные работы, окажут любую информационную поддержку по всему спектру оборудования LEISTER (Ляйстер, Швейцария) для ручной и экструзионной сварки всевозможных конструкций из листовых термопластичных материалов; сварки и восстановления пластмассовых автодеталей; укладки напольных покрытий и сварки коммерческого линолеума; сварки технических ПВХ тканей и пленок из различных материалов при изготовлении различных тентовых и рекламных конструкций и много другого.
www.leister. ru
ru
Аппарат для сварки пластмассовых труб враструб Rothenberger Roweld P 125
Аппарат для сварки пластмассовых труб враструб Rothenberger Roweld P 125 (Ротенбергер Ровелд П 125) со встроенной электронной регулировкой температуры предназначен для муфтовой сварки труб из ПЭ, ПП, ПВДФ и ПБ Ø 16 – 125 мм, а также для ручной сварки встык. Применяется в строительстве и промышленности при обустройстве внутренних коммуникаций отопления и водоснабжения.
Производитель: ROTHENBERGER (РОТЕНБЕРГЕР) – Германия.
Преимущества аппарата для сварки пластмассовых труб враструб Rothenberger Roweld P 125:
- Дисковидный нагревательный элемент с 4-мя отверстиями для крепления нагревательных насадок различных размеров проверен по VDE и TUeV/GS
- Электронная регулировка и поддержание температуры согласно DVS, CEN, ISO
- Предохранение от случайного изменения установленной температуры
- Включатель / выключатель со световым индикатором контроля сети
- Световой индикатор для контроля нагрева, защита от перегрева
- Доступно крепление парных сарочных насадок для сварки враструб, а также плоских насадок для сварки встык
- Высококачественное антиприлипающее ПТФЭ-покрытие
- Одновременное крепление до 3-х сварочных насадок
- Работа на весу или крепление паяльника на верстаке при помощи струбцины
- Аппарат для сварки пластмассовых труб враструб Rothenberger Roweld P 125
- Нагревательные дорны / муфты (насадки) Ø 63, 75, 90, 110, 125 мм и плоские насадки 2 шт.

- Шестигранный ключ SW 5
- Цилиндрический винт
- Штифт
- Струбцина
- Опора

| Артикул | Наименование | Вес |
| 55536 | Плоская насадка для стыковой сварки Ø 160 мм, 2 шт. | 1,15 кг |
| 55524 | Струбцина | 0,45 кг |
| 55539 | Опора | 0,44 кг |
| 321215 | Шестигранный ключ SW 6 | 0,02 кг |
| 55549 | Штифт для насадок | 0,01 кг |
| 81957 | Шестигранный ключ SW 5, M 6 × 40 | 0,01 кг |
| 55555 | Ящик для хранения и транспортировки | 4,7 кг |
Нагревательные насадки:
| Артикул | Диаметр | Вес |
| 55585 | 16 мм | 0,06 кг |
| 55586 | 17 мм | 0,06 кг |
| 55587 | 18 мм | 0,08 кг |
| 55588 | 19 мм | 0,08 кг |
| 55589 | 20 мм | 0,08 кг |
| 55590 | 25 мм | 0,1 кг |
| 55591 | 32 мм | 0,17 кг |
| 55592 | 40 мм | 0,26 кг |
| 55593 | 50 мм | 0,37 кг |
| 55594 | 63 мм | 0,6 кг |
| 55595 | 75 мм | 0,89 кг |
| 55596 | 90 мм | 1,33 кг |
| 55597 | 110 мм | 2,07 кг |
| 55598 | 125 мм | 2,33 кг |
Цена и технические характеристики аппарата для сварки пластмассовых труб враструб Rothenberger Roweld P 125:
| Артикул | Модель | Материал труб | Диаметр труб | Тип насадок | Диаметр насадок | Мощность | Напряжение | Частота | Нагреватель | Регулятор температуры | Вес | Цена с НДС |
| 55546 | Rothenberger Roweld P 125 | ПЭ, ПП, ПВДФ, ПБ | 16 – 125 мм | Парные / плоские | 63, 75, 90, 110, 125 мм / 160 мм | 1300 Вт | 230 В | 50 / 60 Гц | Дисковидный | Микропроцессор | 7,5 кг |
 org/Offer»>
org/Offer»>%Запросить скидку!
Компания ПрофТехСнаб осуществляет продажу и доставку товара Аппарат для сварки пластмассовых труб враструб Rothenberger Roweld P 125 от производителя Rothenberger (Ротенбергер) — Германия во все регионы России. На сайте Вашему вниманию предложены отзывы, фото, описание и комплектация инструмента. На оборудование Rothenberger действует гарантия и сервисное обслуживание.
Оформить быстрый заказ
Аппарат для сварки пластмассовых труб враструб Rothenberger Roweld P 125 купить
Расcчитать стоимость доставки
Не является публичной офертой. Информация на нашем сайте носит исключительно информационный характер и ни при каких условиях материалы и цены, размещенные на сайте, не являются публичной офертой.
Сварка пластмассы и карманное устройство BondicEVO для этого
BondicEVO — карманный сварочный аппарат для сварки пластмассы, включая сварку в водной среде.
Если надо в доме произвести какой-то мелкий ремонт, чаще всего используется суперклей. С его помощью можно надежно соединить даже материалы, разные по составу.
К сожалению, этот клей не всегда является эффективным. Ведь у него есть ограничения, так как:
- Соединения не отличаются термостойкостью.
- Прочность на сдвиг желает быть лучше.
- Если клей не весь использовать, оставшийся в тюбике быстро засохнет.
И самый последний момент, про который не стоит забывать, заключается в том, что при неаккуратном использовании суперклея можно склеить свои пальцы. А такое бывает часто.
Учитывая все это, американский бренд Bondic предлагает новшество, которое совершенно лишено выше описанных недостатков. Речь идет про особый клей, который идет в комплекте со сварочным аппаратом для сварки пластмассы. В итоге получился необычный карманный сварочный аппарат для сварки пластмассы, и он получил название «жидко-пластиковый сварщик» BondicEvo.
Видеопрезентация сварочного аппарата для сварки пластмассы:
 youtube.com/embed/W8Brbqn_5aU?feature=oembed» frameborder=»0″ allowfullscreen=»»/>
youtube.com/embed/W8Brbqn_5aU?feature=oembed» frameborder=»0″ allowfullscreen=»»/>
По-своему устройству BondicEVO выглядит как игрушечный пистолет. У него имеется тонкая “игла”, через которую подается жидкий пластик. Пластик не застывает, пока не будет облучен ультрафиолетовыми лучами. Благодаря этому можно выбирать, сколько всего подавать на поверхность данного клеящего состава. Удается регулировать также время проведения данной операции.
Когда жидкий пластик нанесен, включается излучатель (он имеется в сварочном аппарате BondicEVO), и через 4 секунды скрепляющий состав затвердевает. Две склеиваемые поверхности надежно соединяются пластиковым веществом. Уникальность этой пластиковой сварки в том, что ее можно применять для соединения не только разного вида пластмассы, но также металла, стекла и других твердых поверхностей.
Это уникальный метод сварки пластмассы и соединения других подобных материалов. Ведь поверхность здесь не надо зачищать, чтобы она была идеально ровной.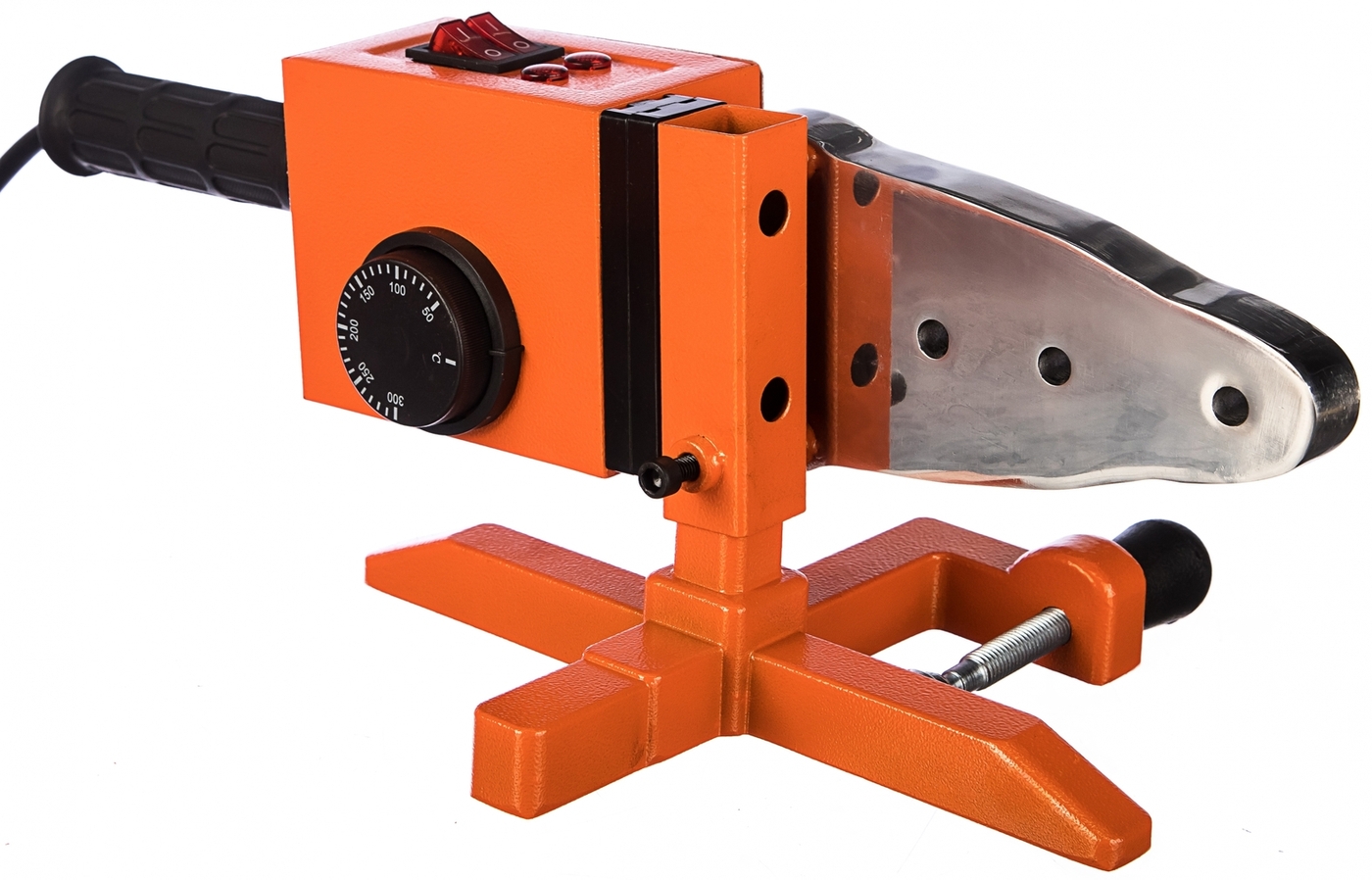 Она может быть и шероховатой. Важно и то, что такая сварка пластмассы выдерживает большой перепад температур, начиная от -40 и заканчивая +150°C. Но и это еще не все, у этого метода сварки пластмассы имеется еще одно несомненное достоинство: соединять разные материалы можно даже в воде.
Она может быть и шероховатой. Важно и то, что такая сварка пластмассы выдерживает большой перепад температур, начиная от -40 и заканчивая +150°C. Но и это еще не все, у этого метода сварки пластмассы имеется еще одно несомненное достоинство: соединять разные материалы можно даже в воде.
Если необходимо соединить цветной материал так, чтобы не было заметно шва, в клеящее вещество добавляется порошкообразный краситель. В этом случае получается цветной клей. Краситель можно подбирать по цвету. Таким способом удается наращивать сломанные предметы. Это очень удобно, если необходимо отреставрировать что-то в доме.
Излишки клеящего состава убираются при помощи острого ножа или наждачной бумаги. У этого метода сварки пластмассы и других материалов есть один недостаток, про который необходимо помнить: им надо осторожно пользоваться на улице. Ни в коем случае нельзя допускать того, чтобы на жидкий пластик, который нанесен уже на поверхность, попадали солнечные лучи. В этом случае он через 3-4 секунды застынет. Сварочный аппарат BondicEVO в скором времени поступит в продажу.
В этом случае он через 3-4 секунды застынет. Сварочный аппарат BondicEVO в скором времени поступит в продажу.
Цена на карманные сварочные аппараты для сварки пластмасс компании Bondic начинаются от 16.99$.
Контакты:
как и чем проводится, особенности процесса, плюсы и минусы
Для того, чтобы соединять конструкции из полимерных материалов (например, полипропиленовые), используется ультразвуковая сварка пластмасс.
Этот метод уменьшает расходы, увеличивает эффективность и улучшает качество готового изделия, поэтому так обширно применяется в промышленности.
Эта статья написана в помощь тем, кто решил узнать о сварке ультразвуком пластмасс и ряде моментов, связанных с ней (оборудование, достоинства, недостатки).
Содержание статьиПоказать
Как это работает?
 youtube.com/embed/FX2QhAEVQQI?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/FX2QhAEVQQI?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Что такое ультразвуковая сварка пластмасс? Если по-простому, это процесс, в котором происходит превращение механических колебаний, созданных специальным оборудованием, в тепло, энергия которого образует сварочный шов.
Иными словами, происходит трансформация энергии (механическая переходит в тепловую), поэтому подобный процесс можно назвать «использованием энергии преобразования».
В процессе ультразвукового сваривания пластмасс можно выделить 2 этапа: соединения деталей и образования шва.
Первый этап представляет собой воздействие на детали на молекулярном уровне: тепло, сформировавшееся в результате трансформации механической энергии, точечно фокусируется в месте будущего скрепления материалов.
Происходит увеличение показателя движения молекул пластмассы. Из-за этого начинается оплавление и соединение элементов конструкции. Второй этап представляет собой остывание мест сварки пластмассы и формирование крепкого шва.
Второй этап представляет собой остывание мест сварки пластмассы и формирование крепкого шва.
Так вкратце можно описать принцип работы этого метода. Подробнее этот материал приводится в следующем разделе.
Как образуется шов?
Работа с металлом не похожа на сварку ультразвуком. Для второй не понадобятся привычные по работе с металлом расходные материалы (проволока, стержни электродов и пр.) и высокое температурное воздействие.
Зато потребуются механическое влияние на место формирования шва и энергия ультразвуковых колебаний.
Образование колебаний начинается с подсоединения генератора к ультразвуковому сварочному аппарату для пластмассы. Преобразователь трансформирует колебания одного вида в другие (ультразвуковые в механические).
Следом происходит подключение колеблющегося параллельно будущем шву волновода.
Он позволяет локально сфокусировать энергию в конкретной точке и создаёт два типа давлений: статическое и динамическое. Они приложены к детали под углом в 90°, и у каждого из них своя роль.
Они приложены к детали под углом в 90°, и у каждого из них своя роль.
Первое отвечает за получение прочного шва, а второе — за достижение уровня температуры, оптимальной для работы с разными типами пластика и пластмасс.
Технически, возможности этого метода позволяют скреплять пластмассу с деталями различного состава, главное условие — чтобы материал выдерживал воздействие ультразвука.
В теории возможно соединение пластмассы с металлом, несмотря на разницу их температур плавления.
Характеристики оборудования
Перед работой рекомендуется изучить характеристики оборудования и те показатели, которые поддаются регулированию.
В соответствии с тем, какие параметры Вам нужны, Вы можете изменять следующие значения:
- Давление ультразвуковой сварки (оно же статистическое).
- Длительность импульса.
- Давление волновода на материал.
- Количество колебаний в единицу времени (частота).
- Размах колебаний торца волновода.
- Дополнительные: температурный режим прогрева материала, параметры, зависящие от характеристик самих деталей (например, размера и/или формы) и прочее.
Параметры из пунктов 1-5 связаны друг с другом. Более того, от них зависит скорость ультразвуковой сварки, её время, прочность и качество готового шва.
Параметры оборудования для сваривания пластмасс ультразвуком коррелируют с составом материала и видом предполагаемого шва. Они индивидуальны для каждого случая. Набор различных параметров представляет собой так называемый режим сварки.
В промышленности он устанавливается на основании проведения набора специальных исследований.
Они проходят следующим образом: в лабораторных условиях мастера осуществляют сварку различных конструкций и определяют характеристики образовавшегося шва.
К исследуемым параметрам относятся: прочность соединения, его надёжность и герметичность. Очевидно, что сварщикам, которые используют подобный метод в домашних условиях, такие исследования ни к чему.

Однако можно провести тестирование в минимальном объёме, потренировавшись перед началом работ на ненужных деталях. На собственном опыте оптимальный режим сварки пластмасс ультразвуком подбирается гораздо увереннее.
Категории сварки
Известно несколько вариантов классификаций сварки пластмасс ультразвуком. Каждая из них включает несколько пунктов. Ниже приведены наиболее популярные.
- Классификация по подаче энергии:
- Односторонняя (применяется для соединения толстостенных конструкций).
- Двусторонняя (оптимальна для тонкостенных деталей, но требует добавочного охлаждения).

- Классификация по передвижению волновода:
- Непрерывное (скорость движения волновода не изменяется со временем).
- Прерывное (движения с заранее известными временными промежутками).
- Классификация по движению вдоль шва:
- Ручное (сила, направляющая аппарат, сосредоточена в руках мастера).
- Механическое (сварочный аппарат перемещается вдоль шва автоматически, по ранее сформированным параметрам. Менее сфокусированный, чем ручной, но даёт возможность поменять направление сварного соединения).
- Классификация по типу сварки:
- Контактная (шов формируется по уложенным внахлёст конструкциям. Подходит для деталей толщиной 2 миллиметра и меньше).
- Передаточная (формирование механических колебаний проводится в установленные точки на деталях в таких количествах, чтобы гарантировать равномерное распространение волны ультразвука и, как следствие, прочность и качество соединения. Используется при сварке деталей толще 2 миллиметров, пластмасс с акустическими свойствами, мягких пластмасс, которые предварительно замораживаются, а также для выполнения стыковых швов у изделий из поликарбоната, полистирола и полиамида).
 Используется при сварке деталей толще 2 миллиметров, пластмасс с акустическими свойствами, мягких пластмасс, которые предварительно замораживаются, а также для выполнения стыковых швов у изделий из поликарбоната, полистирола и полиамида).
Используется при сварке деталей толще 2 миллиметров, пластмасс с акустическими свойствами, мягких пластмасс, которые предварительно замораживаются, а также для выполнения стыковых швов у изделий из поликарбоната, полистирола и полиамида).+ и —
Рассмотрим достоинства и недостатки ультразвуковой сварки пластмасс. К числу первых относятся:
- Не нужно приобретать расходные материалы, растворители или клей, из-за чего снижается риск неблагоприятного воздействия на организм мастера.
- Возможность соединить пластмассы любого состава.
- При правильном выставлении режима сварки шов получается почти что невидимым.
- Высокая производительность при довольно скромных затратах.
- Швы получаются устойчивыми и герметичными на деталях любого состава.
- Можно не проводить предварительную очистку поверхностей конструкций.
- Шов в принципе не может перегреться, так как тепло фокусируется точечно.
- При работе не образуются радиопомехи по причине того, что напряжение не достигает поверхности деталей.
- Сварочные работы не требуют особых условий. Достаточно обеспечения электричеством.
- Особенности оборудования позволяют проводить работы разного масштаба, от мелкого ремонта крошечных деталей и до непрерывной сваркой промышленных конструкций.
- Возможность осуществления нескольких задач одновременно. К примеру, сварка пластмасс + покрытие полимерным напылением или сварка + резка.

Несмотря на невероятное количество достоинств, способ сварки далеко не идеален. На это есть свои причины:
- Нет унифицированного метода проверки качества сварного шва, что чревато получением некачественного соединения.
- Низкая мощность работы предполагает необходимость подачи энергии в двустороннем режиме.
Да, минусов у такого метода немного. Однако все преимущества работают только тогда, когда выбран оптимальный режим ультразвуковой сварки. Поэтому новичку рекомендуется приобретать аппарат с автоматическим выстраиванием режима.
В помощь начинающим мастерам, которые собираются вручную настраивать режим, приведена информация об оптимальных параметрах в удобном формате таблицы.
По мере накопления опыта в деле ультразвуковой сварки можно будет выставлять режим без её помощи.
Сварочные аппараты
В составе аппарата для ультразвуковой сварки пластмасс выделяют:
- Инструмент для сварки.
- Волновод.
- Преобразователь (магнитострикционный или пьезокерамический).
- Опора.
- Генератор волн.
- Дополнительная комплектация (с функцией управления параметрами процесса — автоматического или ручного. Рекомендуется к приобретению для выполнения качественных работ с формированием шва максимальной прочности).
Рассмотрим строение и функции основных узлов ультразвукового сваривания более подробно.
Генератор производит волны ультразвука с заданной скоростью и в последующем трансформирует их в механическую энергию (для этого используется также и преобразователь в аппаратах с двусторонней подачей энергии) с прежней частотой.
С его помощью возможно определение способа отправки энергии ультразвука.
Исходя из его названия, преобразователь обеспечивает превращение энергии из одного вида в другой. Его присутствие в оборудовании обуславливает потребность в перманентном охлаждении (воздушном, водном).
Следующее звено в конструкции — трансформатор колебаний. Он расположен между волноводом и преобразователем, предназначен для синхронизации их работы и может увеличивать размах колебаний с торцовой части волновода.
Сам же волновод отвечает за передачу механических колебаний и формирование давления в заданных точках. Вместо него может использоваться акустический преобразователь.
Фиксацией деталей занимается опора. Иногда возможно её применение в роли ещё одного волновода.
Постскриптум
 youtube.com/embed/Wy5KefNhAO8?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/Wy5KefNhAO8?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>После прочтения этой статьи не вызывает сомнений тот факт, что сварка ультразвуком пластмасс представляет собой высокотехнологичный процесс скрепления полимерных материалов.
Эффективность её (особенно при использовании механического управления процессом) обуславливает высокое качество шва, которое не стоит рядом с другими способами соединения деталей.
Никто не отменяет того факта, что для выполнения соединений идеального качества необходимо много тренироваться.
Представляется возможным интуитивное выполнение работ, когда практикующий мастер на основании опыта осознает, где и каким образом необходимо совершить то или иное действие.
Однако даже длительно работающим сварщикам иногда приходится совершать ошибки в этом деле, после которых их работа приобретает действительно профессиональный характер.
Всем начинающим мастерам рекомендуется хотя бы попробовать выполнить соединения посредством ультразвуковой сварки.
Считается, что этот метод обладает огромными возможностями. Здесь, в комментариях, профессионалы могут подсказать начинающим мастерам какие-либо аспекты ультразвуковой сварки.
Желаем удачи в обучении этому методу соединения конструкций!
Как правильно выбрать аппарат для сварки труб из пластика?
Аппараты для сварки враструб широко используются в строительстве, при прокладке трубо- и газопроводов, других коммуникаций. Кроме того, их активно применяют и при выполнении бытовых работ, когда возникает необходимость соединить полипропиленовые трубы или фитинги определенного диаметра.
На современном рынке представлены аппараты для сварки труб различных производителей и технических характеристик. Безусловно, это разнообразие на руку покупателям, однако оно заметно осложняет процесс выбора и приобретения нужного инструмента. Так на что же необходимо в первую очередь обращать внимание при выборе аппарата для сварки?
Так на что же необходимо в первую очередь обращать внимание при выборе аппарата для сварки?
Определяем мощность нагревателя
Одним из наиболее важных технических параметров любого аппарата для сварки враструб является мощность его нагревателя. У разных аппаратов она может колебаться в пределах от 500 до 1300 Вт. Чтобы выбрать аппарат оптимальной мощности, вам нужно четко знать, для сварки труб какого диаметра вы будете его использовать. При этом следует руководствоваться следующим правилом: минимальная мощность нагревателя аппарата должна быть равна 10-кратному значению диаметра трубы или фитинга. Иными словами, сварить трубу диаметром 50 мм можно аппаратом с нагревателем мощностью не менее 500 Вт. Соответственно для сварки труб диаметром 70 мм потребуется аппарат с нагревателем мощностью не менее 700 Вт.
Тип терморегулятора
Также необходимо обращать внимание и на тип терморегулятора аппарата. Существует две разновидности терморегуляторов – микропроцессорные и с термостатом. Для бытового использования лучше подходят модели с термостатом. Они отличаются достаточно высокой точностью регулирования, обладают надежной защитой от неконтролируемого нагрева. Большинство аппаратов с термостатом относится ко 2-му классу электробезопасности и сравнительно недорого стоит. Модели с микропроцессорными терморегуляторами считаются профессиональными и в большей степени предназначены для работы на крупных строительных объектах.
Антиприлипающее покрытие
При выборе аппарата для сварки пластиковых труб следует расспросить у продавца и о свойствах покрытия той или иной модели. Оно обязательно должно быть антиприлипающим, в противном случае аппарат доставит вам массу хлопот в эксплуатации. Разумеется, материалы изготовления покрытия должны быть высококачественными и самыми современными.
Вспомогательные элементы
Очень важно, чтобы аппарат для сварки враструб был по-настоящему функциональным и удобным в работе. Для этого, к примеру, в нем должна быть предусмотрена возможность крепления опоры или струбцины. Наличие этих вспомогательных элементов существенно упрощает сварку, особенно на труднодоступных участках. Кроме того, рекомендуется выбирать аппараты со световым индикатором электросети, позволяющим контролировать ее параметры.
Комплект поставки
Наконец, стоит обращать внимание и на комплект поставки. И производители, и продавцы сварочного оборудования предлагают самые разнообразные комплекты, в которые помимо самого аппарата могут входить те или иные дополнительные элементы. Целесообразнее всего выбирать комплекты, в которые входят сменные нагревательные насадки. Кроме того, желательно, чтобы в комплекте были предусмотрены монтажные инструменты и уже упомянутые опоры (струбцина). Для переноски и хранения аппарата нужно использовать специальный металлический кейс, который также должен быть в базовом комплекте.
Надеемся, что наши рекомендации помогут вам выбрать надежный и современный аппарат для сварки враструб, который прослужит долгие годы.
Эффективный и мощный аппарат для сварки пластмасс
Alibaba.com предлагает широкий выбор надежных, эффективных и модернизированных. Аппарат для сварки пластмасс для всех видов сварки. Эти. Аппарат для сварки пластмасс широко используется в коммерческом и промышленном секторах благодаря своим обширным возможностям и превосходной точности, удовлетворяя самые разные требования. Эти машины сертифицированы и испытаны группами строгого контроля качества и уполномоченными регулирующими органами, чтобы гарантировать оптимальную производительность продуктов.Покупайте эти продукты в проверенных и надежных магазинах. Аппарат для сварки пластмасс продавцов и поставщиков на сайте.Блестящий и качественный. Аппарат для сварки пластмасс , доступный на объекте, изготовлен из материалов, обладающих высокой производительностью и экологичностью. Эти устройства прочны благодаря своему материалу и могут выдерживать грубое обращение, ежедневное использование или любые другие внешние воздействия. Эти. Аппарат для сварки пластмасс доступен как в полуавтоматическом, так и в автоматическом вариантах, в зависимости от ваших требований и моделей.Объединение основных технологий в один продукт — эти. Аппарат для сварки пластмасс предлагает более высокую степень автоматизации.
На Alibaba.com вы можете выбирать из различных вариантов. Аппарат для сварки пластмасс доступен в различных формах, размерах, цветах, характеристиках и мощностях в зависимости от выбранной модели. Эти выдающиеся. Аппарат для сварки пластмасс Аппараты сертифицированы и оснащены мощными ультразвуковыми рогами. Компактные размеры вместе с защитными каркасами делают это. Аппарат для сварки пластмасс отлично подходит для коммерческого использования и отличается большей универсальностью.
Alibaba.com предлагает полную линейку доменов. Аппарат для сварки пластмасс вариантов, которые могут соответствовать вашим требованиям и бюджету, чтобы сэкономить ваши деньги. Эти продукты имеют сертификаты ISO, CE, SGS для обеспечения лучшего качества. Вы можете размещать OEM-заказы вместе с индивидуальной упаковкой, приобретая их оптом.
Wegener Welding LLC — Оборудование для производства пластмасс, экструдер для пластмасс
Сварка пластмасс — это единственный вид деятельности Wegener Welding.Wegener Welding — международный поставщик высококачественного сварочного, технологического и испытательного оборудования. Обслуживая многие сегменты индустрии сварки пластмасс, мы предлагаем сварочные аппараты горячим воздухом, аппараты для экструзии пластмассы, аппараты для сварки пластмассовых листов, аппараты для гибки пластмассовых листов, аппараты для стыковой сварки пластмассовых труб, ленточные пилы для пластмассовых труб, аппараты для сварки плавлением пластиковых труб, аппараты для сварки пенопластом и многочисленные специализированные сварщики. для рынка термопластов. Линейки продуктов наших партнеров Wegener International, Hürner и Buckleys образуют всеобъемлющий источник уникального в отрасли оборудования для сварки и испытаний пластмасс.
Станки
Машины для стыковой сварки, Сварка на гибочных машинах, Машины для специальной продукции
Оборудование
Экструзионные сварщики, сварщики горячим газом, клиновые сварщики, испытатели для проверки качества
Машины специальные
Машины специальные
По индивидуальному заказу и в зависимости от продукта
решений
Специализированное обучение
Индивидуальный тренинг по сварке термопластов
Сервис
Поддержка США / Канады
ввод в эксплуатацию на месте
Служба запасных частей
Наши проверенные временем аппараты для сварки фильтров и фильтрующих материалов уникальны во всем мире.Полный спектр тестеров искры переменного тока, детекторов точечных отверстий и выходных отверстий постоянного тока, а также кабельных тестеров дополняет наши предложения продукции. Последним дополнением к нашей линейке испытательного оборудования являются электронные детекторы утечек для проверки целостности и векторного картирования непроводящей гидроизоляции и кровельных мембран.
Наряду с разнообразной сварочной продукцией мы предлагаем нашим клиентам отличный сервис. Благодаря круглосуточной доступности, доставке деталей в тот же день, обученным на заводе техническим специалистам и экстренным арендодателям Wegener стремится удовлетворить все ваши потребности.
Понимание потребностей клиентов и их правильное выполнение
Мы чувствуем себя обязанными соблюдать этот девиз, начиная с первых переговоров и заканчивая послепродажным обслуживанием.
служба.
Просто сообщите нам, что вам нужно, мы с нетерпением ждем вашего запроса!
Ваша команда в WEGENER Welding
Аппараты и компоненты для лазерной сварки пластмасс от ProByLas.
Другими важными преимуществами являются отсутствие вибраций, которые могут повредить электронику, и значительно сниженный риск образования частиц в процессе сварки, особенно по сравнению с ультразвуковой или вибрационной сваркой.
Благодаря небольшому расходу энергии на сварку и отсутствию использования растворителей, как в случае с клеями, эта технология снижает воздействие на окружающую среду.
Все типы процессов лазерной сварки пластмасс
Обладая широким ассортиментом оптики, мы можем применять и поставлять нашим клиентам все методы лазерной сварки:
- Обработка контура точечной оптикой с пирометром или без него для бесконтактного измерения температуры,
- квазиодновременный процесс с помощью оптики сканера и датчиков на зажимном узле для измерения разрушения во время сварки,
- одновременный процесс с помощью специальной оптики, формирующей лазерный луч по контуру сварного шва, например, кольцевая оптика, линейная оптика, площадная оптика или дифракционная оптика (DOE),
- круговая сварка радиальной оптикой или вращением заготовки под точечной оптикой,
- Сварка шаровой оптики с местным временным зажимом для пленок, технических тканей или тонких пластин
- сварка маски с помощью линейной оптики, проходящей через теневую маску над областью сварного шва.
Модульный и компактный настольный станок S под ключ
Turnkey S по своей гибкости уникален на рынке небольших компактных машин. Конфигурация машины может быть выбрана в зависимости от свариваемых деталей, а также в соответствии с требованиями клиента.
Станок может поставляться с различными системами перемещения и мощностью лазера. Если система включает сервооси для контурной обработки, то может быть обслужена рабочая зона 100×150 мм. С помощью дополнительной оси Z можно сваривать трехмерные контуры.
При квазиодновременной сварке с оптикой сканера можно покрыть область сварки 100 × 100 мм.
Зажимное устройство может поставляться с разной высотой, адаптированной к свариваемым деталям, а также с дополнительными датчиками для контроля процесса и качества. Для подачи и извлечения заготовок из станка можно выбрать выдвижной ящик или поворотный делительно-поворотный стол.
Рабочая станция M под ключ для больших пластиковых деталей
Turnkey M основан на той же модульной конструкции, что и Turnkey S.Он подходит для больших заготовок, которые не подходят для установки под ключ S.
Под ключ M, оборудованный для контурной обработки с сервоосями, может покрывать области сварки до 500 мм x 400 мм. Благодаря оптике сканера для квазиодновременного процесса доступны детали размером до 350 мм x 350 мм.
Комплектующие Modula для специального машиностроения
Если детали слишком велики для «под ключ» M или готовые к использованию машины не могут соответствовать требованиям, мы также предоставляем все необходимые модули для лазерной сварки пластмасс отдельно для конкретного машиностроения.
В этом ассортименте компонентов Modula мы предлагаем различные лазерные устройства, оптику, зажимные устройства и системы перемещения. Управляющий логический процессор и пользовательский интерфейс находятся внутри лазерного блока, поэтому специальному машиностроителю требуется только создание безопасного для лазера корпуса и перемещение заготовок в станок и из него.
Поддержка от лабораторных испытаний до послепродажного обслуживания
Мы не только поставляем оборудование, но и поддерживаем наших клиентов на протяжении всего жизненного цикла сварочного аппарата и приваренных к нему пластмассовых деталей.
В нашей прикладной лаборатории мы проверяем свариваемость пластмассовых материалов и испытываем детали-прототипы, чтобы подтвердить выполнимость, прежде чем вкладывать средства в оборудование.
Кроме того, может быть предложено мелкосерийное производство, если, например, требуется большее количество деталей для углубленного тестирования или валидации медицинского устройства.
Во время послепродажного обслуживания регулярное техническое обслуживание и устранение неисправностей, если необходимо, помогают клиенту поддерживать время безотказной работы. Также возможна модернизация станков для получения новых или дополнительных деталей.
Официальные документы
Модульные решения для лазерной сварки пластмасс
Пластиковые детали для сварки имеют большое разнообразие форм и геометрий.
Пресс-релизы
Презентация на ТЕХНОЛОГИЧЕСКОМ ПАРКЕ TALK PLUS
Мы рады сообщить, что ТЕХНОПАРК Люцерн пригласил нас, один из четырех стартапов, на…
Ссылки на компании
Сварка пластмасс — палка, инжекция, экструзия, плавление, вращение, ультразвуковая
Шесть основных методов сварки пластмасс, которые распространены в сегодняшней производственной среде: сварка палкой, литьевая сварка, экструзионная сварка, сварка плавлением, центробежная сварка и ультразвуковая сварка. Сварка. У каждого из этих методов есть своя рыночная ниша, основанная на особенностях каждого типа сварки.
Сварка палкой сегодня очень распространена в магазинах и требует только ручного сварочного аппарата горячим воздухом и сварочного стержня или стержня из того же материала. По мере того, как горячий воздух нагревает поверхность двух соединяемых частей, оператор также нагревает конец стержня, а затем медленно направляет наконечник сварочного аппарата и пластиковый сварочный стержень по шву и прижимает сварочный стержень. вниз в горячий шов, чтобы завершить сварку. Сварка палкой может быть немного медленной, но может дать одни из самых красивых сварных швов для деталей, внешний вид которых является проблемой.
Сваркапод давлением и сварка экструзией очень похожи в том, что они предварительно нагревают сварочный стержень или пластмассовые гранулы, а затем проталкивают расплавленный пластик в шов или вдоль него, чтобы создать соединение. Эти методы обычно используются для материалов большего размера и толщины, где требуется большая прочность сварного шва, таких как глубокие резервуары, водные и химические лотки, а также футеровки кузова коммерческих грузовиков. Эти сварные швы не так красивы, как сварные швы, но очень прочные.
Сварка плавлением — это метод соединения, при котором края обеих соединяемых деталей нагреваются одновременно с помощью термоэлемента с тефлоновым покрытием.Когда детали готовы, стержень втягивается, и две части прижимаются друг к другу, пока они не остынут. Сварка плавлением является быстрой и эффективной для длинных прямых сварных швов, но из-за того, что необходимое оборудование очень дорого, многие магазины не могут предложить сварку плавлением.
Процесс центробежной сварки включает создание тепла от трения в шве двух частей, которые должны быть соединены, буквально вращая одну или обе части, когда они соприкасаются. Когда части станут мягкими, их прижимают друг к другу, пока они не остынут для прочного соединения.Спиновая сварка обычно используется для небольших деталей, отлитых под давлением. В то время как простая ручная дрель может использоваться для изготовления центробежных сварных швов для любителей или прототипов, обычно создается специальный инструмент, позволяющий центробежному сварочному аппарату захватывать две части и прикладывать необходимое количество силы в тот момент, когда пластик нагревается и достаточно мягкий, чтобы склеить.
Последний упомянутый метод сварки пластмасс — ультразвуковая сварка. Ультразвуковая сварка использует высокочастотные звуковые волны для вибрации двух частей, пока они не соединятся.Шов обычно производится за одну-пять секунд. Благодаря быстрому циклу сварки Sonic Welding может быть достаточно эффективным и экономичным для производства в больших количествах. Ультразвуковые сварочные аппараты дороги, и обычно для каждой отдельной детали требуется специальный рог, поэтому, если не будет большого количества одинаковых деталей, это может быть дорого. Ультразвуковые сварные швы могут быть почти незаметными на некоторых деталях или очень заметными на других, например, при сварке типичного U.S. Почтовая служба пластиковая почтовая корзина.
Ультразвуковая сварка и сварка пластмасс — Midwest Engineered Systems
Midwest Engineered Systems может автоматизировать процессы сварки пластмасс в любой ситуации. От небольших автономных систем до крупных роботизированных интегрированных процессов — MWES индивидуально проектирует каждую систему сварки пластмасс в соответствии с вашими конкретными технологическими потребностями. Опираясь на обширные знания, опыт и сертификаты, наши опытные профессионалы могут предоставить специализированные услуги, независимо от того, нужна ли вам пластиковая деталь, изготовленная на заказ, или ремонт на месте вашей текущей системы сварки пластмасс.Автоматизированные системы для сварки пластмасс предлагаются в различных диапазонах возможностей в зависимости от ваших потребностей в сварке пластмасс, независимо от того, просты ли детали или имеют сложную геометрию.
MWES имеет опыт интеграции, включая сварку маятниковой сваркой и скоростную сварку.
Ультразвуковая сварка
Сварка ультразвуком — это процесс соединения термопластов или металлов с использованием тепла, создаваемого механическими воздействиями с высокой частотой. Вырабатывается высокочастотная электрическая энергия, которая преобразуется в это высокочастотное механическое движение.Приложенная сила используется в сочетании с механическим движением для создания теплового трения на сопрягаемых поверхностях или на стыках металлов или термопластов. Это тепловое трение заставляет детали плавиться вместе, образуя молекулярную связь, которая усиливается, когда материалы снова остывают. В случае металлов тепловое трение повышает температуру металлических поверхностей примерно до одной трети от их точки плавления. Вместо того, чтобы плавить металлы, тепловое трение удаляет пленки и оксиды металлов с металлических поверхностей, позволяя атомам металла перемещаться между поверхностями и сплавлять металлы вместе.
Преимущества ультразвуковой сварки заключаются в том, что они обеспечивают более низкие производственные затраты, они создают очень эффективное соединение с высококачественным уплотнением, не требующим присадок, и имеют более быстрое время сварки, чем большинство других традиционных сварочных процедур.
Сварка пластмасс
Сварка пластмасс — это сварка, при которой происходит сплавление двух совместимых друг с другом термопластов. Сварка пластмасс в принципе работает так же, как и сварка металлов.Процесс включает в себя доведение двух пластмассовых областей или поверхностей до точки плавления, а затем приложение силы для объединения пластмассы. Процесс сварки можно дополнить пластиковым присадочным стержнем, аналогичным свариваемым пластмассам.
Преимущества сварки пластмасс включают их универсальность и долговечность. Сварочные работы для пластмасс могут привести к созданию небольших сложных деталей или к созданию довольно больших пластиковых резервуаров, предназначенных для хранения химикатов.По сравнению со сваркой металлов сварные пластмассы имеют более низкие производственные затраты, более устойчивы к коррозии и их легче транспортировать.
Сварка маятникового типа
Маятниковая сварка— лучший выбор для коротких сварных швов, а также, когда сопрягаемые поверхности находятся в труднодоступных местах. Этот метод получил свое название от маятникового движения, которое используется для равномерного нагрева сварочного стержня и основного пластического материала. Одним из преимуществ маятниковой сварки является то, что оператор может контролировать поток материала во время процесса сварки, что позволяет получить более точный сварной шов.
Хорошая маятниковая сварка требует трех элементов; надлежащая температура, постоянная скорость сварки и равномерно распределенное давление на сварочный стержень. Все эти элементы вместе приводят к образованию пены на краях сварного шва, что означает, что сварной шов имеет хорошее проплавление и прочность. У сварного шва должно быть время остыть, прежде чем будут выполнены какие-либо обрезки или чистка, чтобы сварной шов полностью раскрыл свой потенциал прочности.
Скоростная сварка
Скоростная сварка наиболее эффективно применяется при сварке больших участков.Он получил свое название от того факта, что это, как правило, более быстрый процесс по сравнению с методом маятника. Процесс скоростной сварки наиболее подходит для соединения пластмасс в узких углах. Скоростная сварка похожа на паяльник по внешнему виду и мощности, с той лишь разницей, что для скоростной сварки используется подающая трубка для пластикового сварочного прутка.
Новые технологические достижения в оборудовании для сварки пластмасс для поддержки производителей медицинского оборудования
В последние десятилетия пластмассы сделали здравоохранение проще, менее трудным и сделали возможными новые методы и протезы.Поэтому для производителей медицинского оборудования и компонентов как никогда важно понимать некоторые из последних достижений в технологиях соединения или сварки пластмасс, которые могут помочь им в разработке новых продуктов.
Рис. 1 — Типичный график зависимости расстояния от времени для сервосварщика. Два новых технологических достижения в области оборудования для сварки пластмасс в поддержку производителей медицинского оборудования — это ультразвуковые сварочные аппараты с сервоприводом и недавнее внедрение двухмикронных лазеров для сварки оптически прозрачных пластиковых сборок.Ультразвуковые сварочные аппараты, в которых используется сервоуправляемое движение, по сравнению со сварочными аппаратами с пневматическим приводом, обеспечивают беспрецедентный контроль потока материала во время цикла сварки и приводят к значительному повышению повторяемости процесса. Недавнее внедрение двухмикронных лазеров в сварку пластмасс позволяет осуществлять строго контролируемое плавление по толщине незаполненных и оптически прозрачных пластиковых деталей без необходимости использования дорогостоящих добавок, чувствительных к лазерному излучению. Это привело к значительно улучшенному и упрощенному процессу лазерной сварки прозрачных полимеров, что делает этот наиболее передовой метод сборки доступным для производства медицинских устройств.
Системы ультразвуковой сварки с сервоприводом
Ультразвуковая сварка на протяжении десятилетий широко использовалась для соединения пластиковых компонентов в медицинских устройствах. Старые методы сварки пластмассовых компонентов с использованием ультразвуковых сварочных аппаратов с пневматическим приводом могут не обеспечить единообразия и качества для большинства современных сложных медицинских устройств и компонентов. Промышленность по сборке медицинских изделий требует наличия прочных деталей одинакового размера с хорошим внешним видом. Процесс, используемый для удовлетворения этих растущих требований, должен быть последовательным и повторяемым с течением времени.Технология ультразвуковой сварки с сервоприводом предназначена для удовлетворения этого спроса. Эта технология позволяет беспрецедентно контролировать поток материала во время цикла сварки и приводит к значительному повышению повторяемости процесса.
В процессе ультразвуковой сварки есть три основных параметра процесса, которые напрямую влияют на качество сварки: амплитуда, сила и продолжительность. Первый из этих параметров, амплитуда, долгое время контролировался путем выбора частоты, конструкции рупорного усилителя и модуляции электрического входа преобразователя.
Вторым из этих параметров, продолжительностью, можно было управлять только путем установки определенного времени сварки и без обеспечения контролируемого процесса с обратной связью. В 1988 году в ультразвуковом сварочном оборудовании произошла революция в связи с развитием дистанционной сварки, что позволило значительно улучшить поиск и устранение неисправностей и управление процессом.
Новый прецизионный метод дополнительного управления процессом был представлен в технологии ультразвуковой сварки с сервоприводом в 2009 году. Эта новая технология позволяет полностью контролировать поток материала в зоне плавления, напрямую контролируя скорость потока сжатого расплавленного материала.В последние годы было проведено множество исследований новых ультразвуковых сварочных аппаратов с сервоприводом. Каждое из этих экспериментальных исследований продемонстрировало уникальные преимущества использования ультразвуковых сварочных аппаратов с сервоприводом.
Расширенные возможности управления, предлагаемые системой с сервоприводом, в частности, возможность гарантировать присутствие расплавленного материала в зоне контакта перед приложением усилия сварки, позволяют пользователю контролировать распространение расплава на сопрягаемые поверхности на желаемую глубину.Это достигается путем программирования электрического сервопривода на удержание положения пресса на сборке в начале цикла сварки до тех пор, пока не будет обнаружено падение усилия. Когда величина падения силы достигает программируемого пользователем значения, выраженного в процентах, движение стопки вниз продолжается. Это падение силы указывает на наличие начального расплавленного слоя.
Другая важная особенность систем с сервоприводом позволяет контролировать скорость сварки, как показано на рисунке 1, напрямую управляя потоком сжатия расплавленного материала и вытесняя материал строго контролируемым образом, согласовывая скорость потока сжатия с скорость распространения расплава в объеме материала, что создает оптимальные условия для формирования сварного шва и снижает остаточные напряжения в сварном шве, связанные с высокой молекулярной ориентацией.
Эти уникальные функции управления процессом значительно отличаются от тех, что используются в пневматических сварочных аппаратах, которые могут оказывать только постоянное давление на сварной шов, независимо от фактического состояния материала в зоне сварки. Основываясь на предыдущих исследованиях, представленных на ANTEC в 2015 году, такой точный контроль процесса сварки приводит к повышению прочности и стабильности сварных узлов, созданных с помощью сварочных аппаратов с сервоприводом.
Преимущества ультразвуковой сварки с сервоприводом для медицинской промышленности
Ультразвуковые сварочные системы с сервоприводом имеют подтвержденный опыт обеспечения качественных результатов при сварке медицинских деталей, таких как клапаны, порты, фильтры, хирургические инструменты и устройства имплантации.Функции сервоуправления процессом подтверждают, когда материал в области соединения становится расплавленным, прежде чем подавать запрос прессу на начало участка обрушения сварного шва в цикле сварки. Это особенно важно при сварке небольших деталей и сборок, требующих герметичного уплотнения, поскольку это исключает риск деформации соединения из-за начала разрушения до того, как начнется плавление материала, что может привести к утечке и «холоду». -формованные »сварные швы.
Способность системы обнаруживать присутствие расплавленного материала позволяет пользователю точно установить необходимую амплитуду, требуемую конкретными свойствами материала и конфигурацией детали, используя графические данные сварщика.Этот новаторский подход к настройке амплитуды позволяет пользователю применять именно то количество ультразвуковой энергии, которое необходимо для инициирования плавления, что позволяет избежать чрезмерного нагрева и разрушения материала в сварном шве. Это особенно важно для сборки фильтров, где чрезмерная амплитуда связана с крошечными отверстиями, возникающими в фильтрующем материале.
Кроме того, сервотехнология устраняет вариативность, связанную с компонентами пневматического пресса, что приводит к повышению повторяемости и точности процесса.Это снижает количество брака для производителей. Отсутствие сжатого воздуха помогает уменьшить фильтрацию воздуха в чистом помещении и значительно снижает общие производственные затраты.
Двухмикронные системы лазерной сварки для сварки прозрачного и прозрачного пластика
В общем, технология лазерной сварки зависит от прозрачности верхнего компонента для лазера и наличия поглощающего агента в нижнем компоненте. Эта конфигурация ограничивает применимость процесса для производства медицинских устройств, когда требуется сборка «прозрачное для прозрачного» или «прозрачное для окрашенного».Недавно лазерные сварщики успешно преодолели это препятствие, интегрировав недавно разработанный двухмикронный лазер. Этот тип лазера отличается значительно увеличенным поглощением прозрачными полимерами и обеспечивает строго контролируемый процесс плавления по всей толщине оптически прозрачных деталей. Это привело к значительно улучшенной и упрощенной технике лазерной сварки прозрачных полимеров для индустрии медицинского оборудования, которая теперь может полностью использовать преимущества этого передового процесса лазерной сборки.
Рис. 2 — Прозрачный прозрачный узел трубка-трубка и трубка-порт, сваренный лазерной сваркой, без каких-либо добавок, поглощающих лазер (сфотографировано в поляризованном свете под микроскопом). Доставка лазерного луча в этой системе объединяет как программируемый многоосевой сервопривод, так и сканирующую головку, поддерживаемую передовым программным обеспечением, которое гармонизирует действие обоих компонентов, перемещающих луч. Это обеспечивает точную и контролируемую подачу лазерного луча при сварке средних и крупных компонентов.
Преимущества двухмикронной лазерной сварки для медицинской промышленности
В настоящее время процесс сборки на основе лазерной сварки является наиболее передовой, гибкой и точной техникой сборки пластиковых компонентов.Этот процесс очень повторяемый и позволяет производителям производить сборки более высокого качества очень эффективным способом и снижает затраты, связанные с уровнем брака. Благодаря этим преимуществам лазерная сварка пластмасс широко применяется в автомобилестроении, производстве товаров народного потребления и во многих других отраслях промышленности. Однако внедрение этого процесса производством медицинских устройств до настоящего времени было очень ограниченным, поскольку процесс был основан на использовании либо технического углерода, либо дорогостоящих специально разработанных агентов, поглощающих лазерное излучение, чтобы сделать возможной лазерную сварку пластмасс.Этот новый метод позволяет соединять пластмассы без каких-либо дополнительных абсорбентов, что облегчает процесс сборки на основе лазерной сварки для производства медицинских устройств и дает все связанные с этим преимущества сборке медицинских устройств.
Рис. 3 — Система ультразвуковой сварки с запатентованной технологией Melt-Match® и рабочей ячейкой для лазерной сварки. Типичные области применения производителей медицинских устройств будут включать сварку компонентов медицинских устройств, изготовленных из полимеров без наполнителя, в том числе наиболее распространенных узлов, таких как трубка-трубка, трубка-порт (см. Рисунок 2) и детали между трубкой и крышкой, которые до тех пор, пока в последнее время не было возможности стыковать с помощью лазерной сварки.Фильтры крови, устройства для ухода за младенцами, компоненты медицинских приборов, лабораторная посуда, корпуса для хирургических устройств и электрические компоненты также можно сваривать с использованием этого эффективного метода соединения. Подводя итог, можно сказать, что любое медицинское устройство или компонент, отлитые из оптически прозрачного термопласта, можно сваривать без добавок, поглощающих лазер.
Независимо от того, имеют ли производители медицинских устройств крупносерийные линии автоматизации для производства простых узлов для одноразовых наборов для внутривенных вливаний или самые сложные и сложные медицинские устройства, изготавливаемые по индивидуальному заказу в виде отдельных единиц на пилотных заводах, этим производителям необходимо оборудование, которое обеспечивает им повторяемость, надежность и строгий контроль процесса.Поставщики решений по сборке пластмасс для индустрии медицинского оборудования сосредотачивают свои усилия на удовлетворении этих требований, разрабатывая самые передовые технологии сварки пластмасс. (См. Рис. 3)
Эта статья написана Алексом Савицки, доктором философии, главным инженером, Advanced Technologies, и Майком Люером, менеджером по технологиям приложений, Dukane Corporation, I.A.S. Дивизия, Сент-Чарльз, штат Иллинойс. Для получения дополнительной информации щелкните здесь .
Medical Design Briefs Magazine
Эта статья впервые появилась в апрельском выпуске журнала Medical Design Briefs за апрель 2016 года.
Прочитать больше статей из этого номера здесь.
Больше статей из архива читайте здесь.
ПОДПИСАТЬСЯ
10 лучших сварочных аппаратов Leister для пластмасс, проверенных и оцененных в 2021 году
Как купить лучший сварочный аппарат для пластика Leister
Вызывает ли вам стресс покупка аппарата best leister для сварки пластмасс ? Сомнения катятся по вашей голове и сбивают вас с толку? Мы знаем, как это бывает; Мы прошли весь путь исследования аппаратов для сварки пластмасс Leister, поскольку составили полный список лучших аппаратов для сварки пластмасс Leister, доступных на рынке в наши дни.Мы провели мозговой штурм по нескольким вопросам, которые могли бы иметь в виду большинство из вас.
Хотя здесь может быть больше, чем мы предлагаем, для вас важно убедиться, что вы провели эксклюзивное исследование этого продукта, прежде чем покупать его для себя. Вопросы могут включать:
- Стоит ли покупать сварочный аппарат Leister для пластика ?
- Каковы преимущества при покупке аппарата для сварки пластмасс от Leister?
- Какие факторы следует учитывать перед покупкой лучшего сварочного аппарата для пластика Leister ?
- Почему важно инвестировать в сварочный аппарат для пластика Leister, особенно в самый лучший?
- Какие аппараты для сварки пластмасс good leister доступны на современном рынке? Или какой лучший аппарат для сварки пластмасс Leister 2020, 2019?
И откуда бы вы взяли всю такую информацию? Мы уверены, что у вас может возникнуть еще много вопросов, и лучший способ утолить жажду — решить их все с помощью различных онлайн-ресурсов.Источниками могут быть все, что угодно, например интернет-форумы, сарафанное радио, рейтинговые сайты, руководства по покупке и обзоры продуктов. Перед покупкой аппарата для сварки пластмасс best leister необходимо провести тщательное исследование. Убедитесь, что вы читаете с высоконадежных, заслуживающих доверия веб-сайтов или любых других источников.
Мы предлагаем руководство по покупке аппарата для сварки пластмасс Leister, а также предоставляем 100% достоверную и объективную информацию. Мы используем большие данные и данные искусственного интеллекта для проверки информации.Как было сделано это руководство по покупке? У нас есть уникально разработанный набор алгоритмов, который позволяет нам составить список из 10 лучших аппаратов для сварки пластмасс , доступных на рынке в наши дни. Наша технология составления списка зависит от таких факторов, как:
- Стоимость бренда
- Характеристики и характеристики
- Стоимость продукта
- Отзывы и рейтинги клиентов
- Качество и надежность
Мы не забываем, что поддержание актуальности информации о продуктах является нашим приоритетом; поэтому мы постоянно обновляем наши веб-сайты.