Сварочный аппарат своими руками, сварочный трансформатор
Сварочные работы в домашних условиях давно стали обычным делом. Доступность аппаратов и расходных материалов, возможность недорого обучиться на курсах сварщиков, различные методички для получения самостоятельных навыков. Все эти факторы дают возможность сэкономить на оплате труда профессионального сварщика, и повысить оперативность работ.
Однако, если внимательно изучить рынок сварочных аппаратов, выясняются неприятные моменты:
- Качественные сварочники имеют высокую стоимость, выгоднее несколько раз нанять специалиста (если, конечно, вы не занимаетесь этими работами постоянно).
- Доступные по цене агрегаты имеют ряд недостатков: низкая надежность, плохое качество шва, зависимость от питающего напряжения и типа расходников.
Отсюда вывод: если необходимо высокое качество оборудования по доступной цене, придется сделать сварочный аппарат из доступных материалов своими руками.
Прежде чем рассматривать варианты самодельных сварочников, разберем принцип их работы
В основе работы любого агрегата лежит закон Ома. При неизменной мощности, имеется обратная зависимость между током и напряжением. Для нормальной работы требуется сила тока 60–150 А. Только в этом случае металл в зоне сварки будет плавиться. Представим себе сварочный аппарат, который работает напрямую с напряжением 220 вольт. Для достижения требуемой силы тока, потребуется мощность 15–30 кВт. Во-первых, для этого надо будет прокладывать отдельную линию энергоснабжения: большинство вводов в жилые помещения ограничены техническими условиями на уровне 5–10 кВт. Кроме того, для такой силы тока потребуется проводка сечением не менее 30 мм². Варить придется с соблюдением мер защиты при работе в электроустановках до 1000 вольт: резиновые боты, перчатки, ограждение рабочего места, и прочее.
Разумеется, обеспечить такие условия в реальности невозможно.
Поэтому любой сварочный аппарат преобразует напряжение (в сторону понижения): на выходе получаем искомый ток при сохранении разумной мощности.
Оптимальное значение напряжения — 60 вольт. При сварочном токе 100 А, это вполне приемлемые 6 кВт мощности. Как преобразовать напряжение?
Существуют четыре основных типа сварочных аппаратов
- Трансформатор. Устройство работает на переменном токе. Основной узел ничем не отличается обычного блока питания: на входе 220 вольт, на выходе требуемые 60 вольт. За счет возможности механического перемещения вторичной обмотки по сердечнику, меняется значение рабочего тока.Преимущества: простота и дешевизна конструкции, ремонтопригодность.Недостатки: большие размер и вес, переменный ток приводит к нестабильному формированию сварочного шва, для работы требуется высокая квалификация специалиста.
- Выпрямитель. По сути, это тот же трансформатор, только с диодным (тиристорным) выпрямителем в цепи вторичной обмотки.После преобразования напряжения на трансформаторе (с традиционным механическим регулятором силы тока), вторичное переменное напряжение выпрямляется одним из способов. В примитивных (недорогих) конструкциях применяется диодный мост. Более продвинутые схемы работают на тиристорной схеме, с возможностью регулировки параметров.Преимущества: стабильные параметры сварки, возможность работать с различными металлами, не требуется высокая квалификация мастера.Недостатки: более высокая стоимость, сложность в ремонте и обслуживании.Некоторые мастера переделывают простейший трансформаторный сварочник в аппарат постоянного тока. Для этого необходимо лишь собрать мощный выпрямитель, и подключить его к выходу вторичной обмотки. Для этого потребуются мощные диоды (собираем мост) и радиаторы для рассеивания тепла.
Общий недостаток рассмотренных схем — зависимость выходных параметров от качества электросети. Если есть просады напряжения (при сварке — это нормальное явление), меняются характеристики выходных напряжения и тока. За счет этого страдает качество сварочного шва. Поэтому ручная регулировка силы тока (перемещением обмоток) обязательна.

- Полуавтомат. Это продвинутый вариант выпрямителя, с устройством механической подачи сварочной проволоки в зону работ. Сварка производится в среде инертного газа, для выполнения работы требуется газовый баллон.Преимущества: качественный шов, нет необходимости в специальной подготовке мастера. Недостатки: требуется дополнительное оборудование (газовый баллон), высокая стоимость.
- Инвертор. На сегодняшний день самый распространенный сварочник среди любителей. В качестве преобразователя напряжения используется инверторный блок питания с ШИМ управлением. Эта технология на сегодняшний день стала доступной, что положительно сказывается на стоимости. Преимущества: работать с аппаратом может даже начинающий сварщик, компактные размеры, малый вес. Недостатки: не слишком высокая надежность, сложность в ремонте.

Любой из перечисленных аппаратов можно собрать самостоятельно. Проведем обзор технологий изготовления по моделям:
Трансформаторы (с выпрямителем или без него)
Сердце трансформатора — сердечник. Он набирается из пластин трансформаторной стали, изготовить которые вручную довольно проблематично. Правдами и неправдами исходный материал добывается на заводах, в строительных бригадах, на пунктах сбора металлолома. Полученная конструкция (как правило, в виде прямоугольника) должна иметь сечение не меньше, чем 55 см². Это довольно тяжелая конструкция, особенно после укладки обмоток.
При сборке обязательно надо предусмотреть регулировочный винт, с помощью которого можно двигать вторичную обмотку относительно неподвижной первички.
Чтобы не вдаваться в сложности расчетов сечения проводов, возьмем типовые параметры:
- сила тока на вторичке 100–150 А;
- напряжение холостого хода 60–65 вольт;
- рабочее напряжение при сварке 18–25 вольт;
- сила тока на первичной обмотке до 25 А.
Исходя из этого, сечение провода первички должно быть не менее 5 мм², если делать с запасом — можно взять провод 6–7 мм². Изоляция должна быть жаростойкой, из материала, не поддерживающего горение.
Изоляция должна быть жаростойкой, из материала, не поддерживающего горение.
Вторичная обмотка набирается из провода (а лучше медной шины), сечением 30 мм². Изоляция тряпичная. Пусть толщина вас не пугает, количество витков на вторичке небольшое.
Количество витков первичной обмотки определяется по коэффициенту 0.9–1 виток на вольт (для наших параметров).
Формула выглядит так:
W(количество витков) = U(напряжение) / коэффициент.
То есть, при напряжении в сети 200–210 вольт, это будет порядка 230–250 витков.
Соответственно, при напряжении вторички 60–65 вольт, количество ее витков составит 67–70.
С технической точки зрения трансформатор готов. Для удобства использования рекомендуется выполнить небольшой запас по вторичной обмотке, с несколькими ответвлениями (на 65, 70, 80 витках). Это позволит уверенно работать в местах с пониженным напряжением сети.
Прятать агрегат в корпус, или оставлять открытым — это вопрос безопасности использования. Типовой изготовленный сварочный трансформатор своими руками выглядит так:
Оптимальный материал для корпуса — текстолит 10–15 мм.
Добавляем выпрямитель
Самодельный мощный сварочный трансформатор с точки зрения схемотехники — обычный блок питания. Соответственно выпрямитель устроен так же просто, как в сетевом заряднике для мобильного телефона. Только элементная база будет выглядеть на несколько порядков массивнее.
Как правило, в простую схему из диодного моста добавляют пару конденсаторов, гасящих импульсы выпрямленного тока.
Можно собрать выпрямитель и без них, но чем ровнее ток, тем качественней получается сварочный шов. Для сборки собственно моста применяются мощные диоды типа Д161–250(320). Поскольку при нагрузке на элементах выделяется много тепла, его нужно рассеивать с помощью радиаторов. Диоды крепятся к ним с помощью болтового соединения и термопасты.
Разумеется, ребра радиаторов должны либо обдуваться вентилятором, либо выступать над корпусом. Иначе вместо охлаждения они будут греть трансформатор.
Иначе вместо охлаждения они будут греть трансформатор.
Мини сварочный трансформатор
Если вам не нужно варить рельсы или швеллера из стали 4–5 мм, можно собрать компактный сварочник для спайки стальной проволоки (изготовление каркасов для самоделок) или сварки тонкой жести. Для этого можно взять готовый трансформатор от мощного бытового прибора (идеальный вариант — микроволновка), и перемотать вторичную обмотку. Сечение провода 15–20 мм², потребляемая мощность не более 2–3 кВт.
Расчет схемы производится также, как и для более мощных агрегатов. При сборке выпрямителя можно использовать менее мощные диоды.
Микросварочник
Если сфера применения ограничена спайкой медных проводов (например, при монтаже распределительных коробок), можно ограничиться конструкцией размером с пару спичечных коробков.
Выполняется на транзисторе КТ835 (837). Трансформатор изготавливается самостоятельно. Фактически — это высокочастотный повышающий преобразователь.
В отличие от традиционных сварочников, в данной схеме используется высокое напряжение, до 30 кВ. Поэтому при работе следует соблюдать осторожность.
Трансформатор мотаем на ферритовом стержне. Две первичные обмотки: коллекторная (20 витком 1 мм), базовая (5 витков 0.5 мм). Вторичная (повышающая) обмотка — 500 витков 0.15 проволоки.
Собираем схему, припаиваем по схеме резисторную обвязку (чтобы трансформатор не перегревался на холостом ходу), аппарат готов. Питание от 12 до 24 вольт, с помощью такого аппарата можно сваривать жгуты проводов, резать тонкую сталь, соединять металлы толщиной до 1 мм.
В качестве сварочных электродов можно использовать толстую швейную иглу.
Инвертор (импульсный блок питания для сварки)
Самодельный инверторный сварочный аппарат нельзя изготовить просто «на коленке». Для этого потребуется современная элементная база и опыт работы с ремонтом и созданием электронных устройств. Однако, не так страшна схема, как ее малюют. Подобных устройств сделано великое множество, и все они работают не хуже фабричных аналогов. К тому же, чтобы создать импульсный сварочный аппарат своими руками, не обязательно приобретать десятки дорогостоящих радиодеталей и готовых узлов. Большинство из них, особенно высокочастотные элементы для блока питания, можно позаимствовать у старых телевизоров или БП от компьютера. Стоимость близкая к нулю.
Подобных устройств сделано великое множество, и все они работают не хуже фабричных аналогов. К тому же, чтобы создать импульсный сварочный аппарат своими руками, не обязательно приобретать десятки дорогостоящих радиодеталей и готовых узлов. Большинство из них, особенно высокочастотные элементы для блока питания, можно позаимствовать у старых телевизоров или БП от компьютера. Стоимость близкая к нулю.
Рассматриваемый инвертор имеет следующие характеристики:
- Ток нагрузки на электродах: до 100 А.
- Потребляемая мощность от сети 220 вольт — не более 3.5 кВт (ток порядка 15 А).
На иллюстрации изображена готовая схема, которая неоднократно опробована многими домашними мастерами.
Конструктивно инвертор состоит из трех элементов:
- Блок питания для схемы преобразователя и управления. Выполнен на доступной элементной базе, с применением оптрона от старого блока питания компьютера. При самостоятельном изготовлении трансформатора стоимость практически нулевая: детали копеечные. Номиналы и названия радиоэлементов на иллюстрации.
- Блок задержки заряда конденсаторов (для стартовой дуги). Выполнен на базе транзисторов КТ972 (абсолютно не дефицит). Разумеется, транзисторы устанавливаются на радиаторы. Для коммутации достаточно обыкновенного автомобильного реле с токовой нагрузкой на контактах до 40 А. Для ручного управления установлены обычные защитные автоматы (пакетники) на 25 А. Выходные 300 вольт — холостой ход. При нагрузке напряжение 50 вольт.
- Трансформатор тока — самый ответственный узел. При сборке особое внимание следует обратить на точность катушек индуктивности. Некоторую подстройку можно выполнить с помощью переменного резистора (на схеме выделен красным цветом). Однако если параметры не буду согласованными, требуемой мощности дуги достичь не удастся.ШИМ реализуется на микросхеме US3845 (одна из немногих деталей, которую придется покупать). Силовые транзисторы — все те же КТ972 (973). Некоторые элементы на схеме импортные, однако их легко можно заменить на доступные отечественные, поискав аналоги на сайте datasheet.Высокочастотный блок выполнен из частей строчного трансформатора от телевизора.
 Некоторые элементы на схеме импортные, однако их легко можно заменить на доступные отечественные, поискав аналоги на сайте datasheet.Высокочастотный блок выполнен из частей строчного трансформатора от телевизора.
Некоторые элементы на схеме импортные, однако их легко можно заменить на доступные отечественные, поискав аналоги на сайте datasheet.Высокочастотный блок выполнен из частей строчного трансформатора от телевизора.На выход сварочного инвертора подключаются рабочие провода длиной не более 2 метров. Сечение не менее 10 квадратов. При работе с электродами до 2.5 мм, падение тока минимальное, шов получается гладкий и ровный. Дуга непрерывная, не хуже заводского аналога.
При наличии активного охлаждения (вентиляторы от того-же компьютерного блока питания), конструкцию можно компактно упаковать в небольшой корпус. Учитывая высокочастотные преобразователи, лучше использовать металл.
Где купить
Максимально быстро приобрести прибор можно в ближайшем специализированном магазине. Оптимальным же, по соотношению цена-качество, остаётся вариант покупки в Интернет-магазине АлиЭкспресс. Обязательное длительное ожидание посылок из Китая осталось в прошлом, ведь сейчас множество товаров находятся на промежуточных складах в странах назначения: например, при заказе вы можете выбрать опцию «Доставка из Российской Федерации»:
Итог
Чем сложнее самодельный сварочный аппарат, тем ощутимей экономия. Именно простые трансформаторы обходятся дороже, по причине использования дорогостоящей меди в обмотках или трансформаторного железа. Импульсные блоки питания, особенно при наличии в запасе старых деталей от типовых электроприборов, обходятся практически бесплатно.
Видео по теме
Сварка — своими руками | Мастер
Сварка в домашнем хозяйстве дело нужное, а иногда просто необходимое. Но необходимость эта может возникать редко, а все равно — без сварки никак. Можно просто купить сварочный аппарат, сейчас всего в продаже навалом, только не всегда это финансово целесообразно. Хорошая сварка стоит хороших денег. Второй путь — сделать сварку самостоятельно. Конструкция классической сварки несложная и не требуется экзотических деталей и больших навыков при изготовлении.
Хорошая сварка стоит хороших денег. Второй путь — сделать сварку самостоятельно. Конструкция классической сварки несложная и не требуется экзотических деталей и больших навыков при изготовлении.
Самостоятельно сделать можно и инверторный сварочный аппарат, но это далеко не всем под силу, дорого, трудоемко и наверное нецелесообразно. Никто не разрабатывает и не изготавливал сварочный инвертор ради экономии средств. Все что предлагают на различных сайтах силовой электроники, не говоря уже о сайтах сварщиков, это все не более чем чьи-то амбиции…
Там народ делится на тех кто пытается удовлетворить собственные амбиции и изготовить инвертор, и на тех, кто им мешает своими советами, так как вторые вообще ни чего ни когда не строили, и не собираются строить, в большинстве своем. Те кто строит, конечно-же это творческие люди и заслуживают внимания. Но не один из них не сможет создать инверторный сварочный аппарат дешевле, чем сможет купить в магазине. Имеется ввиду все временные и прямые материальные затраты. А вот сделав самостоятельно обычную сварку, экономия получаеся солидная.
Вначале кратко рассмотрим принцип и теорию сварочного аппарата.
Основным элементом сварочного аппарата является трансформатор, предназначенный для питания сварочной дуги, собственно преобразующий сетевое переменное напряжение и обеспечивающий необходимую величину и качество сварочного тока. В простейшем случае, наиболее распространенном среди самодельных конструкций, источником питания сварочной дуги является только один трансформатор, без каких-либо дополнительных элементов. Заключенный в корпус источник питания, оборудованный всем необходимым дополнительным оборудованием: соединительными проводами и клемами, выключателями и внешними движками регуляторов, с установленными рукоятками для переноски, а для большего удобства и колесиками, представляет из себя уже полностью завершенную конструкцию — сварочный аппарат, сделанный своими руками.
Сварочный трансформатор понижает сетевое, как правило, однофазное напряжение 220 В до необходимого для сварки значения — 50.. .80 В. Работает сварочный трансформатор в специфических условиях — дуговом режиме — режиме практически максимальной отдачи мощности. Поэтому сварочные трансформаторы должны быть построены таким образом, чтобы могли безболезненно переносить протекание больших токов, в бытовых конструкциях до 200 А. Сюда же следует приобщить вибрации и возможность перегрева — тоже следствие высокой развиваемой мощности.
Конструкции типовых сварочных трансформаторов весьма разнообразны, часто в их устройство заложены нераздельные элементы, предназначенные для регулирования тока. Разнообразие самодельных сварочных трансформаторов еще большее, так как в их конструкциях часто встречаются решения нестандартные, а то и уникальные вообще — приемы, не нашедшие применения в трансформаторах больше нигде. С другой стороны, самодельные конструкции трансформаторов максимально просты: практически никогда не содержат в себе дополнительных элементов для регулирования тока, свойственных промышленным образцам, таких как использование части магнитопровода трансформатора с дополнительным регулируемым реактивным сопротивлением и передвигающихся обмоток. Регулирование силы сварочного тока в данном случае может осуществляться путем переключения витков катушек или с помощью внешних, существующих отдельно от трансформатора специальных устройств.
В зависимости от используемого для сварки типа тока, различают сварочные аппараты постоянного и переменного тока. Сварочные аппараты с использованием малых постоянных токов применяют при сварке тонколистового металла, в частности, кровельной и автомобильной стали. Сварочная дуга в этом случае более устойчива и при этом сварка может происходить как на прямой, так и на обратной полярности, подаваемого постоянного напряжения. На постоянном токе можно варить электродной проволокой без обмазки и электродами, которые предназначены для сваривания металлов при постоянном или переменном токе. Для придания горения дуги на малых токах желательно иметь на сварочной обмотке повышенное напряжение холостого хода Uхх до 70…75 В. Для выпрямления переменного тока, как правило, используют мостовые выпрямители на мощных диодах с радиаторами охлаждения
Для придания горения дуги на малых токах желательно иметь на сварочной обмотке повышенное напряжение холостого хода Uхх до 70…75 В. Для выпрямления переменного тока, как правило, используют мостовые выпрямители на мощных диодах с радиаторами охлаждения
Мощность сварочного трансформатора в ваттах рассчитывается как
Ртр=25* Iсв , где Iсв — сварочный ток в амперах.
Далее определяют сечение магнитопровода в кв. см:
S>0,015P где Р — в ваттах.
Для магнитопроводов, отличных от тороидального, следует увеличить сечение в 1,3 — 1,5 раза.
Затем вычисляют в мм диаметр провода первичной обмотки:
d1>1,13(P/2000)2
Диаметр провода вторичной обмотки в мм вычисляют по формуле:
d2>1,13(I/j)2 где j — плотность тока в А/мм2.
При токе I, меньшем 100А, принимают j равной 10 А/мм2; при токе менее 150А — 8 А/мм2; при токе менее 200А — 6 А/мм2. Если используют некруглый провод, его площадь сечения должна быть равна площади сечения круглого. В рассчёте принято, что среднее суммарное время горения дуги не превышает 20% от среднего суммарного времени пауз между периодами горения дуги(ПВ<20%).
Количество витков на вольт можно рассчитать по формуле :
W=S/50 где S — площадь сечения магнитопровода ,см2.
Далее делится своими наработками инженер В. Котлер
Речь пойдет о самостоятельной постройке сварочного трансформатора. Сам я их построил несколько десятков, и думаю что мои советы могут оказаться полезными, в особенности тем, кто взялся за это в первый раз.
Начнем с самого простого варианта — использования готовых деталей. Вообще, считается высоким классом инженерного мастерства, если ваш проект был сконструирован из всех деталей «с полки» , т.е. тех, которые имеются в наличии и их не надо производить. Если у Вас есть возможность найти какой нибудь достаточно крупный трансформатор или несколько одинаковых помельче — это может быть хорошим заделом. Совершенно ясно , что такой трансформатор сходу варить не будет и его придется доработать до приемлемых характеристик. Начнем с того , что трансформатор должен весить хотя бы 12-15 килограмм, никак не меньше , единственным исключением может оказаться тороидальный трансформатор, например ЛАТР , но все равно менее 9 кг — ничего хорошего ждать не приходится. Если вес найденного Вами трофея меньше чем упоминалось — то таких нужно пару одинаковых или искать чего нибудь потяжелее.
Если у Вас есть возможность найти какой нибудь достаточно крупный трансформатор или несколько одинаковых помельче — это может быть хорошим заделом. Совершенно ясно , что такой трансформатор сходу варить не будет и его придется доработать до приемлемых характеристик. Начнем с того , что трансформатор должен весить хотя бы 12-15 килограмм, никак не меньше , единственным исключением может оказаться тороидальный трансформатор, например ЛАТР , но все равно менее 9 кг — ничего хорошего ждать не приходится. Если вес найденного Вами трофея меньше чем упоминалось — то таких нужно пару одинаковых или искать чего нибудь потяжелее.
Начнем с определения характеристик найденного Вами трансформатора. Во-первых давайте убедимся, что он может быть напрямую включен в сеть. Если на нем есть надпись или наклейка 220(230) Вольт — это уже пол дела — трансформатор явно сетевой и следовательно можно попытаться включить его означенными выводами в сеть. Если такой наклейки нет, то можно попробовать поискать при помощи омметра обмотку сделанную самым тонким проводом и с самым большим количеством витков, скорее всего она и есть сетевая или может быть рассчитана на более высокое напряжение (например 380 Вольт). В любом случае следует включить неизвестную обмотку на выход ЛАТРа и постепенно поднимая напряжение измерять ток в этой обмотке (лучше клещами). Если удалось поднять напряжение до 220 (230) Вольт и ток в обмотке не превысил 2 Ампера — это очень хорошо, обмотка расчитана на сетевое напряжение и у трансформатора нет коротких витков. Итак у нас в руках трансформатор, который можно включать в сеть и он весит 12 или более кг. Следующая стадия — проверим сечение провода найденной нами обмотки, для этого , если это возможно лучше всего замерить его диаметр штангель — циркулем и посчитать площадь по известной формуле. Если сечение выходит менее двух квадратных миллиметров — это мало, обмотка будет перегреваться и использовать ее для сварки нельзя. Неплохие результаты получаются с обмотками 3 и более квадратных миллиметра.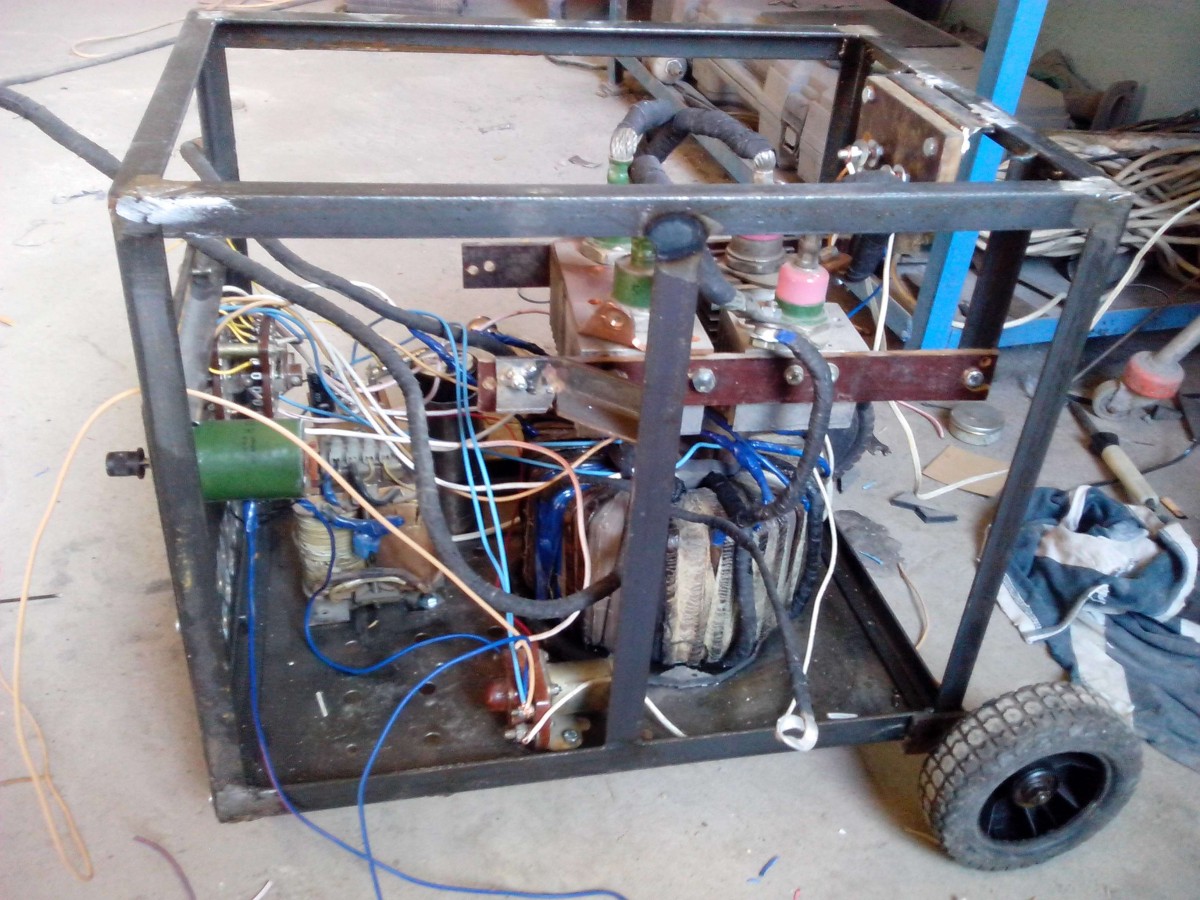 Исключение опять составит ЛАТР. Его обмотка тонковата , но т.к. намотана она прямо на массивный «бублик» в один слой то ее тепловой режим позволяет ее использование в режиме сварки. Если обмотка по какой то причине оказалась слишком тонкой или трансформатор при подключении к сети быстро разогревается — не отчаивайтесь у Вас в руках хороший сердечник и обмотки просто придется перемотать, это конечно больше работы чем планировалось , но тем не менее ее реально сделать в домашних условиях — поговорим об этом чуть позже , а пока вернемся к готовому исправному трансформатору сетевая обмотка которого в порядке.
Исключение опять составит ЛАТР. Его обмотка тонковата , но т.к. намотана она прямо на массивный «бублик» в один слой то ее тепловой режим позволяет ее использование в режиме сварки. Если обмотка по какой то причине оказалась слишком тонкой или трансформатор при подключении к сети быстро разогревается — не отчаивайтесь у Вас в руках хороший сердечник и обмотки просто придется перемотать, это конечно больше работы чем планировалось , но тем не менее ее реально сделать в домашних условиях — поговорим об этом чуть позже , а пока вернемся к готовому исправному трансформатору сетевая обмотка которого в порядке.
Давайте посмотрим, какие еще обмотки есть у нашего трансформатора, будем помечать все вторичные обмотки напряжение которых в пределах от 30 до 70 Вольт и при этом смотреть на толщину провода , которым они намотаны. Если обмотки медные — нам нужно получить сечение не менее 15 квадратных миллиметров при означенных напряжениях , если алюминиевые — не менее 20 квадратных миллиметров. Вообще, в трансформаторах закладывают сечение обмоток из расчета 3 Ампера на квадратный миллиметр медного провода, для сварочного аппарата можно несколько форсировать это значение и принять его 5 Ампер на квадратный миллиметр, тогда аппарат с сечением вторичной обмотки 15 квадратных миллиметров будет хорошо, «комфортно» тянуть ток 75-80 Ампер , почти без перекуров (электрод 2.5 мм) и 110-120 Ампер с низким ПВ , т.е. можно будет варить электродом 3.25 , но с перекурами на остывание аппарата. Если Вы твердо уверены , что варить электродами 3.25 Вам не придется и 2-2.5 мм это Ваши ходовые электроды , а работа не объемная , тут там прихватить, можно сказать что 12 квадратных миллиметров по меди хватит (Для алюминия нужно примерно в полтора раза больше, я не люблю алюминиевые обмотки — они дают очень уж мягкую характеристику, тем не менее дело вкуса). Следует обратить внимание, что если есть две(или больше)одинаковые обмотки каждая из которых недостаточного сечения их можно включать параллельно. Если наоборот есть несколько обмоток с подходящими сечениями(пусть даже не одинаковыми) и низкими напряжениями(они тоже могут быть разными) их можно включить последовательно. В последнем варианте больше всего будет греется обмотка с самым тонким сечением.
Если наоборот есть несколько обмоток с подходящими сечениями(пусть даже не одинаковыми) и низкими напряжениями(они тоже могут быть разными) их можно включить последовательно. В последнем варианте больше всего будет греется обмотка с самым тонким сечением.
Итак, у нас есть трансформатор у которого на выходе худо бедно имеется 40-70 Вольт , первичная обмотка имеет 3 квадратных миллиметра сечения и вторичная более 15 квадратных миллиметров. Если нет, и имеется только подходящая первичная — ничего, чуть позже мы обсудим как это поправить (ее придется намотать и об этом речь еще пойдет. Кстати если вышло все кроме напряжения на вторичной и есть место куда домотать провод — то можно попробовать это сделать в части, где будет обсуждаться наматывание вторичной обмотки упомянем и этот вариант). Надо отметить , что напряжения даны предельные, ниже 40 Вольт будет довольно трудно разжигать дугу , а выше 70 будет довольно трудно достигнуть хороших токов , да и вырастает опасность поражения электрическим током. Мой аппарат имеет 55 Вольт и иногда, по невнимательности , особенно при работе на солнышке или в мокрых варежках (чаще зимой) , схватившись за электрод, вспоминаешь о том , что с током не шутят. Первым делом припаиваем к соответствующим выводам трансформатора сетевой провод, его нужно взять хотя бы 2.5 квадратным миллиметра, лучше в двойной изоляции, если этот провод планируется для использования в конечной конструкции, предпочтение длинному проводу (хотя бы метров пять), т.к. чаще всего варить придется в месте , где розетка есть только в соседней комнате (имеется в виду подходящая розетка — обсуждалось в статье о выборе аппарата). Далее нужно подготовить сварочные кабели (нет , не подумайте , варить таким трансформатором нельзя , но попробовать необходимо). Если кабели вы хотите делать сразу в конечном варианте, то следует выбрать мягкие провода в резиновой изоляции длинной никак не короче двух — двух с половиной метров , а лучше и подлиннее( у меня 4 метра).
Прищепку взять потуже — ее можно купить , она не дорогая, если нет , то можно использовать от автомобильных «прикуривателей» , но лучше взять специализированную, держатель надо купить и не выдумывать глупостей с «вилками» из арматуры и уголков. Если пока всего этого нет и кабели нужны только для испытания трансформатора , а нормальные будем делать потом, то подойдет и два куска многожильного медного провода в ПХВ изоляции , сечением не тоньше вторичной обмотки , вместо прищепки можно использовать столярный зажим , держак все равно нужен.
Аккуратно приматываем провода к вторичной обмотке, ничего не паяем — нам их сразу после пробы отсоединять. Берем кусок железки (толщиной миллиметра три, это может быть уголок , обрезок профиля, или водопроводной трубы), цепляем на него прищепку зажимаем в держатель электрод 2.5 мм и пробуем варить. Как правило промышленно исполненные трансформаторы имеют жесткую или пологопадающую вольт амперную характеристику, которая для сварки не подходит, это значит , что при возгорании дуги выходное напряжение не упадет до положенных 25-27 Вольт а будет пытаться удерживаться таким как оно было вами замерено и процесс горения будет проходить при большом токе сопровождаться характерным гулом и сильным разбрызгиванием, шов будет получаться с глубоким проваром или будут прожоги, реже случается что при касании электродом сразу падает пробка — ничего страшного, это тоже результат — он нас устраивает (излишне отмечать , что пробка должна быть хотя бы Ампер на 15). Если при испытании дуга горела без гула, а с потрескиванием , как жарящаяся яичница, и шов наварился ровным валиком — то Вам повезло , у Вашего трансформатора падающая вольт -амперная характеристика и электродом 2.5 мм можно варить ничего не переделывая , а для добавления тока придется включать в сварочную цепь емкости — о регулировке таким способом еще поговорим.
Итак у нас трансформатор с жесткой характеристикой (их еще называют с нормальным рассеянием), который для сварки без дополнительных переделок не пригоден , только для резки — это мы только что проверили.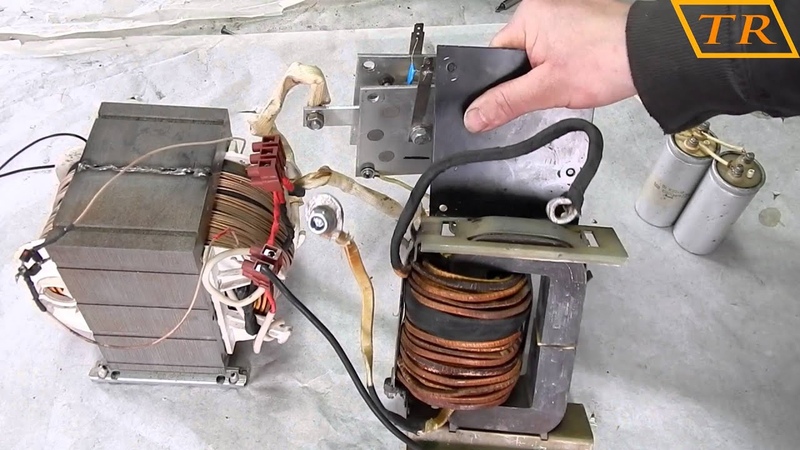 Для того, чтобы смягчить характеристику нашего трансформатора надо ввести в одну из его цепей сопротивление , активное или реактивное. Начнем с того , что ввод сопротивления в первичную цепь неизбежно понизит выходное напряжение на вторичной обмотке , и если до этого оно было 40-50 Вольт то после ввода сопротивления в первичную обмотку, разжигать дугу будет тяжело и следовательно такой вариант не рекомендуется , если же напряжение было 60-70 Вольт то это вполне работоспособный вариант. Активное сопротивление — это просто резистор , на котором выделится часть мощности в результате чего он будет греться. Аппарат с таким сопротивлением (его называют балластным) будет нормально работать , но будет неэкономичным в плане потребления и не эргономичным из-за сильного нагрева балласта. Основное преимущество такой конструкции в том что если балласт находится по первичной цепи , то для его исполнения подойдет кусок нихромовой проволоки от перегоревшего электрообогревателя. Варьируя длину нихромовой нити включенной в цепь трансформатора можно менять характеристику трансформатора и следовательно ток сварки. Я не стану распространяться о применении балластных сопротивления, техника довольно проста и каждый найдет свою методику. Вариант, который я рекомендую — введение индуктивного сопротивления во вторичную цепь (можно вводить индуктивность и в первичную, но это менее удобно, хотя вполне жизнеспособно).
Для того, чтобы смягчить характеристику нашего трансформатора надо ввести в одну из его цепей сопротивление , активное или реактивное. Начнем с того , что ввод сопротивления в первичную цепь неизбежно понизит выходное напряжение на вторичной обмотке , и если до этого оно было 40-50 Вольт то после ввода сопротивления в первичную обмотку, разжигать дугу будет тяжело и следовательно такой вариант не рекомендуется , если же напряжение было 60-70 Вольт то это вполне работоспособный вариант. Активное сопротивление — это просто резистор , на котором выделится часть мощности в результате чего он будет греться. Аппарат с таким сопротивлением (его называют балластным) будет нормально работать , но будет неэкономичным в плане потребления и не эргономичным из-за сильного нагрева балласта. Основное преимущество такой конструкции в том что если балласт находится по первичной цепи , то для его исполнения подойдет кусок нихромовой проволоки от перегоревшего электрообогревателя. Варьируя длину нихромовой нити включенной в цепь трансформатора можно менять характеристику трансформатора и следовательно ток сварки. Я не стану распространяться о применении балластных сопротивления, техника довольно проста и каждый найдет свою методику. Вариант, который я рекомендую — введение индуктивного сопротивления во вторичную цепь (можно вводить индуктивность и в первичную, но это менее удобно, хотя вполне жизнеспособно).
Что такое индуктивное сопротивление? — Не станем углубляться в объяснения о комплексных величинах, импедансах и т.д. — это нам сейчас не очень интересно, обратим внимание на такой факт, если мы включаем в сеть трансформатор ( например зарядку от телефона) то пробки не падают и короткого замыкания не происходит , хотя первичная обмотка намотана обычным медным проводом и ее сопротивление по омметру значительно ниже , чем ожидалось. Тем не менее, пока трансформатор ничем не нагружен ток через его первичную обмотку почти не течет. Протеканию тока через обмотку как раз и препятствует то самое индуктивное сопротивление , но обмотка при этом фактически не греется. Следовательно мы хотим намотать некоторую обмотку , которая будет ограничивать сварочный ток на нужной нам величине. У этой нашей обмотки мы сделаем несколько отводов для работы электродами разного диаметра- переключение отводов и будет являться регулировкой характеристики аппарата.
Следовательно мы хотим намотать некоторую обмотку , которая будет ограничивать сварочный ток на нужной нам величине. У этой нашей обмотки мы сделаем несколько отводов для работы электродами разного диаметра- переключение отводов и будет являться регулировкой характеристики аппарата.
Как и из чего делать такую регулирующую обмотку? (ее называют выносной дроссель). Каждый будет исходить из своих возможностей я же предлагаю свой вариант испытанный уже не один раз — Нам придется найти еще один трансформатор — не пугайтесь он небольшой и не такой тяжелый как первый, нас так же не будут интересовать его обмотки — мы их удалим. Я использовал Ш-образный трансформатор вынутый из сгоревшей микроволновки. Оба его боковых керна я удалил при помощи болгарки, если болгарки нет — можно воспользоваться ножовкой по металлу. Обмотки тоже были удалены — получился сердечник напоминающий двутавр. Полученный сердечник обматываем мягкой тканью или тряпичной изолентой и откладываем в сторону. Теперь самое время найти провод для обмотки. Для этой цели вполне подойдет медная шина, хотя мотать будет не очень удобно, и она довольно дефицитна, удобно мотать обычным обмоточным проводом диаметром 3 мм взятым втрое (провод должен быть в лаковой изоляции). Я предлагаю вариант многократно испытанный и дающий безотказный результат. Нам нужно раздобыть метров пятнадцать многожильного медного провода в ПХВ изоляции сечением 20 Квадратных миллиметров (подойдет и 10 квадратных миллиметров но его нужно метров 30 и мотать придется вдвое). В ПХВ изоляции использовать его нельзя — она занимает массу места при намотке и не выдерживает нагрева, поэтому вооружившись ножом мы снимем с провода всю изоляцию и вместо нее намотаем обычный малярный скотч (бумажный). Делать это мы будем так : срезаем 20-25 см изоляции закручиваем жилы провода , чтобы была аккуратная косичка, отрезаем 20 см скотча и обматываем вдоль оголенной части провода (т.е.не как обычно мотают изоленту ,а трубочкой )получится 3-4 слоя, операцию повторяем , так что каждый следующий отрезок скотча ложится на предыдущий. После , примерно, часа возни мы получим мягкий обмоточный провод в жаропрочной изоляции , которая, к тому же, прекрасно пропитывается лаком , но это потом.
После , примерно, часа возни мы получим мягкий обмоточный провод в жаропрочной изоляции , которая, к тому же, прекрасно пропитывается лаком , но это потом.
Теперь самый главный вопрос сколько витков мотать и где делать отводы. Чтобы ответить на этот вопрос лучше всего опять провести эксперимент. Я обычно поступаю так, сразу наматываю пятнадцать витков и не отрезая провода включаю полученную катушку в сварочную цепь (благо кабели у нас уже есть, один кабель подсоединяется прямо к трансформатору , а второй к длинному необрезанному проводу нашей регулировочной обмотки). Вставляем в держатель электрод 3.25 (ну или самый толстый , которым вы собираетесь пользоваться) и пробуем , если дуга по прежнему гудит и жжет дыры — доматываем виточков пять и опять пробуем , если электрод липнет — отматываем витки , если все устраивает — фиксируем петельку провода — это будет отвод , меняем электрод на потоньше , доматываем виточки и опять пробуем. Из опыта скажу, что для каждого электрода лучше подобрать пару режимов , один при котором он варит нормально , и второй , с током чуть поменьше. В этом случае появляется больше регулировочных вариантов и как следствие аппаратом работать удобнее. Последние аппараты я строил так: Находил режим в котором аппарат уверенно , даже чуть агрессивно тянет 3.25, потом режим где 3.25 не прожигает железо 3 мм , потом режим где электрод 2.5 чуть агрессивно варит металл 3 мм, и наконец режим в котором электрод 2.5 сваривает металл 2 мм без прожогов — этих режимов вполне хватает для выполнения любых работ. Излишек провода обрезаем. Обычно у меня заходит 40-45 витков , тем не менее число ориентировочное все зависит от того , какой трансформатор попался как сварочный. Следует отметить , что дроссель мотать надо максимально туго. После нахождения всех отводов закрепляем полученную обмотку двумя тремя слоями того же малярного скотча и от души пропитываем лаком. Обычно я ставлю дроссель на целлофановый пакет и заливаю лак прямо на обмотку через часик можно перевернуть дроссель и залить лак с другой стороны полученную катушку надо оставить (на солнышке) на сутки или чуть больше, пока лак полностью просохнет. Лак лучше взять электротехнический, но пойдет и столярный , например для паркета. Если лак добыть не удалось можно воспользоваться масляной краской, но лучше, все же, поискать лак. Не пропитывать катушку не рекомендуется т.к. ее витки вибрируют при прохождении электрического тока и со временем скотч протрется.
Лак лучше взять электротехнический, но пойдет и столярный , например для паркета. Если лак добыть не удалось можно воспользоваться масляной краской, но лучше, все же, поискать лак. Не пропитывать катушку не рекомендуется т.к. ее витки вибрируют при прохождении электрического тока и со временем скотч протрется.
Теперь о компоновке самодельной сварки. Вы удивитесь , но это самая сложная часть аппарата , от которой зависит будет ли удобно пользоваться аппаратом и на сколько , будет ли он надежно работать и т.д. Начнем с самых простых и важных вещей. Аппарат тяжелый и следовательно ему потребуется ручка или ручки для переноски (когда по лестнице поднять , когда в багажник машины положить). Аппарат при работе будет нагреваться и следовательно ему нужен хорошо вентилируемый корпус (возможно даже придется снабдить его вентилятором , хотя я не приверженец — мне мешает его монотонный шум). К аппарату подсоединяются разные провода и лучше складывать их так чтобы они не болтались и не мешались. Регулировка у нас переключением отводов поэтому хотя бы один провод будет съемным (я делаю съемными оба провода). За несколько лет сборки таких аппаратов я отработал для себя вот такую конструкцию:
Костяком конструкции являются две горизонтальные пластины выполненные из толстой фанеры или ДСП (лучше фанеры), пойдет доска или как сделано в моем случае остаток полированной дверцы от старого шкафа (клеенная доска). Нижняя пластина снабжена ножками — это удобно , особенно если аппарат хранится в помещении где случаются лужи. На нижней пластине закреплен основной трансформатор и регулировочный дроссель — я крепил просто шурупами. по углам обеих пластин просверлены отверстия через которые продеты резьбовые прутки бна прутках имеются гайки и шайбы , которыми обжимаются обе пластины , ими же и регулируется расстояние между пластинами. Выступающие части прутков служат основами для ручек , в свою очередь ручки являются местом укладки проводов. Сами ручки выполняются из черенка для лопаты или карниза для занавесей. В таком состоянии даже без боковых стенок аппарат уже пригоден к работе и очень удобен , если вы не работаете на улице где песок и т.д. то стенки в общем и не понадобятся, если они все же нужны — их можно выполнить из тонкой фанеры (трехслойки). вентиляционные отверстия можно насверлить или сделать из крышки отслужившего свой срок электроприбора — у меня они вырезаны из задних крышки старого телевизора — просто подвернулась под руку, но вышло хорошо. Для контактов переключения тока (перекидывания провода) очень удобно применять медные, бронзовые или латунные шпильки с такими же гайками и шайбами , в принципе подойдет даже М6 — у нас в магазинах есть латунный резьбовой пруток. Если такую роскошь достать не удалось — пойдут и стальные шпильки М10, правда их раз в пару лет придется менять (те которые больше всех используются), но как вариант — вполне пригодно.
В таком состоянии даже без боковых стенок аппарат уже пригоден к работе и очень удобен , если вы не работаете на улице где песок и т.д. то стенки в общем и не понадобятся, если они все же нужны — их можно выполнить из тонкой фанеры (трехслойки). вентиляционные отверстия можно насверлить или сделать из крышки отслужившего свой срок электроприбора — у меня они вырезаны из задних крышки старого телевизора — просто подвернулась под руку, но вышло хорошо. Для контактов переключения тока (перекидывания провода) очень удобно применять медные, бронзовые или латунные шпильки с такими же гайками и шайбами , в принципе подойдет даже М6 — у нас в магазинах есть латунный резьбовой пруток. Если такую роскошь достать не удалось — пойдут и стальные шпильки М10, правда их раз в пару лет придется менять (те которые больше всех используются), но как вариант — вполне пригодно.
Теперь вернемся к тем счастливчикам у которых не сложилось с обмотками на найденном трансформаторе. Как в принципе , рассчитать количество витков обмотки, если она должна быть на каком то неизвестном железе и должна быть рассчитана на сетевое напряжение? Не стану предлагать никакие сложные расчеты — ими завален весь интернет. Предложу опять эксперимент — делал много раз никогда не ошибался. Берем сердечник вашего будущего аппарата , все обмотки нужно предварительно снять , особенно если вы не уверены что они исправны и не замыкают. на оголенный сердечник наматываем любым проводом 20-30 витков (в любой изоляции , любой толщины , лишь бы было удобно мотать). если сердечник нужно стянуть — стягиваем. Полученную конструкцию подключаем к латру и вешаем на один из проводов токовые клещи (ну , или в разрыв провода подключаем амперметр). начинаем латром поднимать напряжение на нашей пробной обмотке и смотрим за током. как только ток стал 1-2 Ампера — останавливаемся и меряем напряжение на выходе ЛАТРа. Количество витков обмотки делим на замерянное напряжение и умножаем на напряжение сети — получается количество витков первичной обмотки. Количество витков вторичной обмотки можно получить тем же способом , только вместо напряжения сети подставить желаемое напряжение на выходе трансформатора , например 55 Вольт. Для намотки первичной обмотки нужновзять провод в лаковой изоляции сечением , как уже упоминалось не менее 3 квадратных миллиметров (а то и побольше). Вторичную обмотку лучше мотать мягким многожильным проводом в изоляции из малярного скотча , как предлагалось при изготовлении дросселя. Намотанный трансформатор обязательно нужно пропитать лаком.
Количество витков вторичной обмотки можно получить тем же способом , только вместо напряжения сети подставить желаемое напряжение на выходе трансформатора , например 55 Вольт. Для намотки первичной обмотки нужновзять провод в лаковой изоляции сечением , как уже упоминалось не менее 3 квадратных миллиметров (а то и побольше). Вторичную обмотку лучше мотать мягким многожильным проводом в изоляции из малярного скотча , как предлагалось при изготовлении дросселя. Намотанный трансформатор обязательно нужно пропитать лаком.
Прочтя все мои изыскания кто то скажет «что же мне делать если ни ЛАТРа ни подходящего трансформатора не нашлось?». Есть ответ и на этот вопрос. Если все так туга — могу предложить два варианта, первый — вместо латра воспользоваться статором электродвигателя — описывать я не буду — достаточно набрать в поисковике «сварочник из электродвигателя» — результатов будет море. Я предложу другой вариант, который не так затерт и многим неизвестен. Для исполнения этого варианта нам понадобятся старые микроволновки. Их нужно две или больше. Точнее, нам понадобятся трансформаторы из этих микроволновок. Просто так этот трансформатор включать не стоит — у него на выходе два киловольта — может закончится неприятностями. Итак у нас в руках два (три, четыре и т.д.) трансформатора от микроволновки. На каждом таком трансформаторе две отдельные обмотки, одна намотана проводом потолще , а вторая — тонким. Ту что намотана тонким проводом сразу удаляем , аккуратно , вторую обмотку не повредить — она нам нужна. У этого трансформатора иногда есть еще магнитные шунты (пластины трансформаторного железа между обмотками) — их тоже оставляем. Удалить обмотку можно просто ее срезав , а можно разобрать трансформатор чуть подрезав швы, которые его держат. — потом его придется стянуть хомутом , но обмотку можно будет просто снять. вместо снятой обмотки мотаем многожильный медный провод обмотанный малярным скотчем , как рекомендовалось ранее. Мотаем пока помещается, потом собираем трансформатор и включаем в сеть — меряем напряжение на получившейся вторичной обмотке обычно выходит около 20 Вольт, но может получится и меньше, скажем 15 — тогда нам понадобится еще три таких трансформатора. С ними проделываем то же самое. Теперь первичные обмотки этих трансформаторов включаем параллельно , а вторичные — последовательно — мы получили полный эквивалент трансформатора , который требовалось найти в самом начале статьи. С таким набором есть даже некоторое преимущество в компоновке! В интернете я находил конструкцию где два таких трансформатора «упакованы» в корпус от старого пылесоса. — Есть и колесики , и место для сматывания сварочных кабелей , а сетевой кабель даже сам втягивается.
Отдельно пару слов о корпусах — тут, конечно каждый волен выдумывать и моя конструкция лишь пример, тем не менее я настоятельно не рекомендую использовать металлические корпуса — трансформатор во время работы создает сильные магнитные поля , а уж регулировочный дроссель — тем более , у него ведь отрезаны боковушки , т.е. магнитные линии замыкаются в воздухе — металлический корпус будет сильно вибрировать.
Следует заметить, что самодельные сварочные аппараты на сердечниках тороидального типа имеют электротехнические характеристики в 4…5 раз выше, чем у стержневого, а отсюда и небольшие электропотери. Изготовить сварочный аппарат с использованием сердечника тороидального типа сложнее, чем с сердечником стержневого типа. Это связано, в основном, с размещением обмоток на торе и сложностью самой намотки. Однако, при правильном подходе они дают хорошие результаты. Сердечники изготавливают из ленточного трансформаторного железа, свернутого в рулон в форме тора.
Инверторный сварочный аппарат из старого телевизора
Многим в хозяйстве пригодился бы аппарат для электросварки деталей из черных металлов. Поскольку серийно выпускаемые сварочные аппараты довольно дороги, многие радиолюбители пытаются сделать сварочный инвертор своими руками.
У нас уже была статья о том, как изготовить сварочный полуавтомат, однако на этот раз я предлагаю еще более простой вариант самодельного сварочного инвертора из доступных деталей своими руками.
Из двух основных вариантов конструкции аппарата — со сварочным трансформатором или на основе конвертора — был выбран второй.
Действительно, сварочный трансформатор — это значительный по сечению и тяжелый магнитопровод и много медного провода для обмоток, что для многих малодоступно. Электронные же компоненты для конвертора при их правильном выборе не дефицитны и относительно дешевы.
Как я делал сварочный аппарат своими руками
С самого начала работы я поставил себе задачу создания максимально простого и дешевого сварочного аппарата с использованием в нем широко распространенных деталей и узлов.
В результате довольно длительных экспериментов с различными видами конвертора на транзисторах и тринисторах была составлена схема, показанная на рис. 1.
Простые транзисторные конверторы оказались чрезвычайно капризными и ненадежными, а тринисторные без повреждения выдерживают замыкание выхода до момента срабатывания предохранителя. Кроме того, тринисторы нагреваются значительно меньше транзисторов.
Как легко видеть, схемное решение не отличается оригинальностью — это обычный однотактный конвертор, его достоинство — в простоте конструкции и отсутствии дефицитных комплектующих, в аппарате использовано много радиодеталей от старых телевизоров.
И, наконец, он практически не требует налаживания.
Схема инверторного сварочного аппарата представлена ниже:
| Сварочный аппарат обладает следующими основными характеристиками: | |
|---|---|
| Пределы регулирования сварочного тока, А | 40…130 |
| Максимальное напряжение на электроде на холостом ходу, В | 90 |
| Максимальный потребляемый от сети ток, А | 20 |
| Напряжение в питающей сети переменного тока частотой 50 Гц, В | 220 |
| Максимальный диаметр сварочного электрода, мм | 3 |
Продолжительность нагрузки (ПН), %, при температуре воздуха 25°С и выходном токе 100A 130A | 60 |
| Габариты аппарата, мм | 350х180х105 |
| Масса аппарата без подводящих кабелей и электрододержателя, кг | 5,5 |
Род сварочного тока — постоянный, регулирование — плавное. На мой взгляд, это наиболее простой сварочный инвертор, который можно собрать своими руками.
При сварке встык стальных листов толщиной 3 мм электродом диаметром 3 мм установившийся ток, потребляемый аппаратом от сети, не превышает 10 А. Сварочное напряжение включают кнопкой, расположенной на электрододержателе, что позволяет, с одной стороны, использовать повышенное напряжение зажигания дуги и повысить электробезопасность, с другой, поскольку при отпускании электрододержателя напряжение на электроде автоматически отключается. Повышенное напряжение облегчает зажигание дуги и обеспечивает устойчивость ее горения.
Маленькая хитрость: собранная своими руками схема сварочного инвертора позволяет соединять детали из тонкой жести. Для этого нужно поменять полярность сварочного тока.
Сетевое напряжение выпрямляет диодный мост VD1-VD4. Выпрямленный ток, протекая через лампу HL1, начинает заряжать конденсатор С5. Лампа служит ограничителем зарядного тока и индикатором этого процесса.
Сварку следует начинать только после того, как лампа HL1 погаснет. Одновременно через дроссель L1 заряжаются конденсаторы батареи С6-С17. Свечение светодиода HL2 показывает, что аппарат включен в сеть. Тринистор VS1 пока закрыт.
При нажатии на кнопку SB1 запускается импульсный генератор на частоту 25 кГц, собранный на однопереходном транзисторе VT1. Импульсы генератора открывают тринистор VS2, который, в свою очередь, открывает соединенные параллельно тринисторы VS3-VS7. Конденсаторы С6-С17 разряжаются через дроссель L2 и первичную обмотку трансформатора Т1. Цепь дроссель L2 — первичная обмотка трансформатора Т1 — конденсаторы С6-С17 представляет собой колебательный контур.
Когда направление тока в контуре меняется на противоположное, ток начинает протекать через диоды VD8, VD9, а тринисторы VS3-VS7 закрываются до следующего импульса генератора на транзисторе VT1.
Далее процесс повторяется.
Импульсы, возникающие на обмотке III трансформатора Т1, открывают тринистор VS1. который напрямую соединяет сетевой выпрямитель на диодах VD1 — VD4 с тринисторным преобразователем.
Светодиод HL3 служит для индикации процесса генерации импульсного напряжения. Диоды VD11-VD34 выпрямляют сварочное напряжение, а конденсаторы С19 — С24 — его сглаживают, облегчая тем самым зажигание сварочной дуги.
Выключателем SA1 служит пакетный или иной переключатель на ток не менее 16 А. Секция SA1.3 замыкает конденсатор С5 на резистор R6 при выключении и быстро разряжает этот конденсатор, что позволяет, не опасаясь поражения током, проводить осмотр и ремонт аппарата.
Вентилятор ВН-2 (с электродвигателем М1 по схеме) обеспечивает принудительное охлаждение узлов устройства. Менее мощные вентиляторы использовать не рекомендуется, или их придется устанавливать несколько. Конденсатор С1 — любой, предназначенный для работы при переменном напряжении 220 В.
Выпрямительные диоды VD1-VD4 должны быть рассчитаны на ток не менее 16 А и обратное напряжение не менее 400 В. Их необходимо установить на пластинчатые уголковые теплоотводы размерами 60×15 мм толщиной 2 мм из алюминиевого сплава.
Вместо одиночного конденсатора С5 можно использовать батарею из нескольких параллельно включенных на напряжение не менее 400 В каждый, при этом емкость батареи может быть больше указанной на схеме.
Дроссель L1 выполнен на стальном магнитопроводе ПЛ 12,5×25-50. Подойдет и любой другой магнитопровод такого же или большего сечения при выполнении условия размещаемости обмотки в его окне. Обмотка состоит из 175 витков провода ПЭВ-2 1,32 (провод меньшего диаметра использовать нельзя!). Магнитопровод должен иметь немагнитный зазор 0,3…0,5 мм. Индуктивность дросселя — 40±10 мкГн.
Конденсаторы С6-С24 должны обладать малым тангенсом угла диэлектрических потерь, а С6-С17 — еще и рабочим напряжением не менее 1000 В. Наилучшие из испытанных мною конденсаторов — К78-2, применявшиеся в телевизорах. Можно использовать и более широко распространенные конденсаторы этого типа другой емкости, доведя суммарную емкость до указанной в схеме, а также пленочные импортные.
Попытки использовать бумажные или другие конденсаторы, рассчитанные на работу в низкочастотных цепях, приводят, как правило, к выходу их из строя через некоторое время.
Тринисторы КУ221 (VS2-VS7) желательно использовать с буквенным индексом А или в крайнем случае Б или Г. Как показала практика, во время работы аппарата заметно разогреваются катодные выводы тринисторов, из-за чего не исключено разрушение паек на плате и даже выход из строя тринисторов.
Надежность будет выше, если на вывод катода тринисторов надеть либо трубки-пистоны, изготовленные из луженой медной фольги толщиной 0,1…0,15 мм, либо бандажи в виде плотно свернутой спирали из медной луженой проволоки диаметром 0,2 мм и пропаять по всей длине. Пистон (бандаж) должен покрывать вывод на всю длину почти до основания. Паять надо быстро, чтобы не перегреть тринистор.
У Вас наверняка возникнет вопрос: а нельзя ли вместо нескольких сравнительно маломощных тринисторов установить один мощный? Да, это возможно при использовании прибора, превосходящего (или хотя бы сравнимого) по своим частотным характеристикам тринисторы КУ221А. Но среди доступных, например, из серий ТЧ или ТЛ, таких нет.
Переход же на низкочастотные приборы заставит понизить рабочую частоту с 25 до 4…6 кГц, а это приведет к ухудшению многих важнейших характеристик аппарата и громкому пронзительному писку при сварке.
При монтаже диодов и тринисторов применение теплопроводящей пасты является обязательным.
Кроме этого, установлено, что один мощный тринистор менее надежен, чем несколько включенных параллельно, поскольку им легче обеспечить лучшие условия отведения тепла. Достаточно группу тринисторов установить на одну теплоотводящую пластину толщиной не менее 3 мм.
Поскольку токоуравнивающие резисторы R14-R18(C5-16 В) при сварке могут сильно разогреваться, их перед монтажом необходимо освободить от пластмассовой оболочки путем обжига или нагревания током, значение которого необходимо подобрать экспериментально.
Диоды VD8 и VD9 установлены на общем теплоотводе с тринисторами, причем диод VD9 изолирован от теплоотвода слюдяной прокладкой. Вместо КД213А подойдут КД213Б и КД213В, а также КД2999Б, КД2997А, КД2997Б.
Дроссель L2 представляет собой бескаркасную спираль из 11 витков провода сечением не менее 4 мм2 в термостойкой изоляции, намотанную на оправке диаметром 12…14 мм.
Дроссель во время сварки сильно разогревается, поэтому при намотке спирали следует обеспечить между витками зазор 1…1.5 мм, а располагать дроссель необходимо так, чтобы он находился в потоке воздуха от вентилятора. Рис. 2 Магнитопровод трансформатора
Т1 составлен из трех сложенных вместе магнитопроводов ПК30х16 из феррита 3000НМС-1 (на них выполняли строчные трансформаторы старых телевизоров).
Первичная и вторичная обмотки разделены на две секции каждая (см. рис. 2), намотанные проводом ПСД1,68х10,4 в стеклотканевой изоляции и соединенные последовательно согласно. Первичная обмотка содержит 2×4 витка, вторичная — 2×2 витка.
Секции наматывают на специально изготовленную деревянную оправку. От разматывания витков секции предохраняют по два бандажа из луженой медной проволоки диаметром 0,8…1 мм. Ширина бандажа — 10…11 мм. Под каждый бандаж подкладывают полосу из электрокартона или наматывают несколько витков ленты из стеклоткани.
После намотки бандажи пропаивают.
Один из бандажей каждой секции служит выводом ее начала. Для этого изоляцию под бандажом выполняют так, чтобы с внутренней стороны он непосредственно соприкасался с началом обмотки секции. После намотки бандаж припаивают к началу секции, для чего с этого участка витка заранее удаляют изоляцию и облуживают его.
Следует иметь в виду, что в наиболее тяжелом тепловом режиме работает обмотка I. По этой причине при наматывании ее секций и при сборке следует между наружными частями витков предусмотреть воздушные зазоры, вкладывая между витками короткие, смазанные теплостойким клеем, вставки из стеклотекстолита.
Вообще, при изготовлении трансформаторов для инверторной сварки своими руками всегда оставляйте воздушные зазоры в обмотке. Чем их больше, тем эффективнее отведение тепла от трансформатора и ниже вероятность спалить аппарат.
Здесь уместно отметить также, что секции обмоток, изготовленные с упомянутыми вставками и прокладками проводом того же сечения 1,68×10,4 мм2 без изоляции, будут в тех же условиях охлаждаться лучше.
Далее обе секции первичной обмотки складывают вместе одну на другую так, чтобы направления их намотки (отсчитываемые от их концов) были противоположными, а концы находились с одной стороны (см. рис. 2).
Соприкасающиеся бандажи соединяют пайкой, причем к передним, служащим выводами секций, целесообразно припаять медную накладку в виде короткого отрезка провода, из которого выполнена секция.
В результате получается жесткая неразъемная первичная обмотка трансформатора.
Вторичную изготовляют аналогично. Разница только в числе витков в секциях и в том, что необходимо предусмотреть вывод от средней точки. Обмотки устанавливают на магнитопровод строго определенным образом — это необходимо для правильной работы выпрямителя VD11 — VD32.
Направление намотки верхней секции обмотки I (если смотреть на трансформатор сверху) должно быть против часовой стрелки, начиная от верхнего вывода, который необходимо подключить к дросселю L2.
Направление намотки верхней секции обмотки II, наоборот, — по часовой стрелке, начиная от верхнего вывода, его подключают к блоку диодов VD21-VD32.
Обмотка III представляет собой виток любого провода диаметром 0,35…0,5 мм в теплостойкой изоляции, выдерживающей напряжение не менее 500 В. Его можно разместить в последнюю очередь в любом месте магнитопровода со стороны первичной обмотки.
Для обеспечения электробезопасности сварочного аппарата и эффективного охлаждения потоком воздуха всех элементов трансформатора очень важно выдержать необходимые зазоры между обмотками и магнитопроводом. При сборке инвертора сварочного своими руками большинство самодельщиков совершают одну и ту же ошибку: недооценивают важность охлаждения транса. Этого делать нельзя.
Эту задачу выполняют четыре фиксирующие пластины, закладываемые в обмотки при окончательной сборке узла. Пластины изготовляют из стеклотекстолита толщиной 1,5 мм в соответствии с чертежом на рисунке.
После окончательной регулировки пластины целесообразно закрепить термостойким клеем. Трансформатор крепят к основанию аппарата тремя скобами, согнутыми из латунной или медной проволоки диаметром 3 мм. Эти же скобы фиксируют взаимное положение всех элементов магнитопровода.
Перед монтажом трансформатора на основание между половинами каждого из трех комплектов магнитопровода необходимо вложить немагнитные прокладки из электрокартона, гетинакса или текстолита толщиной 0,2…0,3 мм.
Для изготовления трансформатора можно использовать магнитопроводы и других типоразмеров сечением не менее 5,6 см2. Подойдут, например, Ш20х28 или два комплекта Ш 16×20 из феррита 2000НМ1.
Обмотку I для броневого магнитопровода изготовляют в виде единой секции из восьми витков, обмотку II — аналогично описанному выше, из двух секций по два витка. Сварочный выпрямитель на диодах VD11-VD34 конструктивно представляет собой отдельный блок, выполненный в виде этажерки:
Она собрана так, что каждая пара диодов оказывается помещенной между двумя теплоотводящими пластинами размерами 44×42 мм и толщиной 1 мм, изготовленными из листового алюминиевого сплава.
Весь пакет стянут четырьмя стальными резьбовыми шпильками диаметром 3 мм между двух фланцев толщиной 2 мм (из такого же материала, что и пластины), к которым винтами прикреплены с двух сторон две платы, образующие выводы выпрямителя.
Все диоды в блоке ориентированы одинаково — выводами катода вправо по рисунку — и впаяны выводами в отверстия платы, которая служит общим плюсовым выводом выпрямителя и аппарата в целом. Анодные выводы диодов впаяны в отверстия второй платы. На ней сформированы две группы выводов, подключаемые к крайним выводам обмотки II трансформатора согласно схеме.
Учитывая большой общий ток, протекающий через выпрямитель, каждый из трех его выводов выполнен из нескольких отрезков провода длиной 50 мм, впаянных каждый в свое отверстие и соединенных пайкой на противоположном конце. Группа из десяти диодов подключена пятью отрезками, из четырнадцати — шестью, вторая плата с общей точкой всех диодов — шестью.
Провод лучше использовать гибкий, сечением не менее 4 мм.
Таким же образом выполнены сильноточные групповые выводы от основной печатной платы аппарата.
Платы выпрямителя изготовлены из фольгированного стеклотекстолита толщиной 0,5 мм и облужены. Четыре узкие прорези в каждой плате способствуют уменьшению нагрузок на выводы диодов при температурных деформациях. Для этой же цели выводы диодов необходимо отформовать, как показано на рисунке выше.
В сварочном выпрямителе можно также использовать более мощные диоды КД2999Б, 2Д2999Б, КД2997А, КД2997Б, 2Д2997А, 2Д2997Б. Их число может быть меньшим. Так, в одном из вариантов аппарата успешно работал выпрямитель из девяти диодов 2Д2997А (пять — в одном плече, четыре — в другом).
Площадь пластин теплоотвода осталась прежней, толщину их оказалось возможным увеличить до 2 мм. Диоды были размещены не попарно, а по одному в каждом отсеке.
Все резисторы (кроме R1 и R6), конденсаторы С2-С4, С6-С18, транзистор VT1, тринисторы VS2 — VS7, стабилитроны VD5-VD7, диоды VD8-VD10 смонтированы на основной печатной плате, причем тринисторы и диоды VD8, VD9 установлены на теплоотводе, привинченном к плате, изготовленной из фольгированного текстолита толщиной 1.5 мм:Рис. 5. Чертеж платы
Масштаб чертежа платы — 1:2, однако плату несложно разметить, даже не пользуясь средствами фотоувеличения, поскольку центры почти всех отверстий и границы почти всех фольговых площадок расположены по сетке с шагом 2,5 мм.
Большой точности разметки и сверления отверстий плата не требует, однако следует помнить что отверстия в ней должны совпадать с соответствующими отверстиями в теплоотводящей пластине.
Перемычку в цепи диодов VD8, VD9 изготовляют из медного провода диаметром 0,8…1 мм. Припаивать ее лучше со стороны печати. Вторую перемычку из провода ПЭВ-2 0,3 можно расположить и на стороне деталей.
Групповой вывод платы, обозначенный на рис. 5 буквами Б, соединяют с дросселем L2. В отверстия группы В впаивают проводники от анодов тринисторов. Выводы Г соединяют с нижним по схеме выводом трансформатора Т1, а Д — с дросселем L1.
Отрезки провода в каждой группе должны быть одинаковой длины и одинакового сечения (не менее 2,5 мм2). Рис. 6 Теплоотвод
Теплоотвод представляет собой пластину толщиной 3 мм с отогнутым краем (см. рис. 6).
Лучший материал для теплоотвода — медь (или латунь). В крайнем случае, при отсутствии меди, можно использовать пластину из алюминиевого сплава.
Поверхность со стороны установки деталей должна быть ровной, без зазубрин и вмятин. В пластине просверлены отверстия с резьбой для сборки ее с печатной платой и крепления элементов. Через отверстия без резьбы пропущены выводы деталей и соединительные провода. Через отверстия в отогнутом крае пропущены анодные выводы тринисторов. Три отверстия М4 в теплоотводе предназначены для его электрического соединения с печатной платой. Для этого использованы три латунных винта с латунными гайками.
После окончательной регулировки аппарата соединения пропаивают. Рис. 7 Чертеж теплоотвода в сборе с платой
Теплоотвод привинчивают к печатной плате со стороны деталей с зазором 3,2 мм (это высота стандартной гайки М4). После этого монтируют резисторы R7-R11, R14-R19, тринисторы VS2-VS7 и диоды VD8, VD9.
Указанную на схеме емкость батареи конденсаторов С19-С24 следует считать минимально необходимой. При большей емкости зажигание дуги облегчается.
Резисторы крепят на длинных выводах с целью их наилучшего охлаждения. Рис. 8. Размещение узлов
Однопереходный транзистор VT1 обычно проблем не вызывает, однако некоторые экземпляры при наличии генерации не обеспечивают, необходимую для устойчивого открывания тринистора VS2, амплитуду импульсов.
Все узлы и детали сварочного аппарата установлены на пластину-основание из гетинакса толщиной 4 мм (подойдет также текстолит толщиной 4…5 мм) на одной его стороне. В центре основания прорезано круглое окно для крепления вентилятора; он установлен с той же его стороны.
Диоды VD1-VD4, тринистор VS1 и лампа HL1 смонтированы на уголковых кронштейнах. При установке трансформатора Т1 между соседними магнитопроводами следует обеспечить воздушный зазор 2 мм Каждый из зажимов для подключения сварочных кабелей представляет собой медный болт М10 с медными гайками и шайбами.
Головкой болта изнутри прижат к основанию медный угольник, дополнительно зафиксированный от проворачивания винтом М4 с гайкой. Толщина полки угольника — 3 мм. Ко второй полке болтом или пайкой подключен внутренний соединительный провод.
Сборку печатная плата-теплоотвод устанавливают деталями к основанию на шести стальных стойках, согнутых из полосы шириной 12 и толщиной 2 мм.
На лицевую сторону основания выведены ручка тумблера SA1, крышка держателя предохранителя, светодиоды HL2, HL3, ручка переменного резистора R1, зажимы для сварочных кабелей и кабеля к кнопке SB1.
Кроме этого, к лицевой стороне прикреплены четыре стойки-втулки диаметром 12 мм с внутренней резьбой М5, выточенные из текстолита. К стойкам прикреплена фальшпанель с отверстиями для органов управления аппаратом и защитной решеткой вентилятора.
Фальшпанель можно изготовить из листового металла или диэлектрика толщиной 1… 1,5 мм. Я вырезал ее из стеклотекстолита. Снаружи к фальшпанели привинчены шесть стоек диаметром 10мм, на которые наматывают сетевой и сварочные кабели по окончании сварки.
На свободных участках фальшпанели просверлены отверстия диаметром 10 мм для облегчения циркуляции охлаждающего воздуха. Рис. 9. Внешний вид инверторного сварочного аппарата с уложенными кабелями.
Собранное основание помещено в кожух с крышкой, изготовленный из листового текстолита (можно использовать гетинакс, стеклотекстолит, винипласт) толщиной 3…4 мм. Отверстия для выхода охлаждающего воздуха расположены на боковых стенках.
Форма отверстий значения не имеет, но для безопасности лучше, если они будут узкими и длинными.
Общая площадь выходных отверстий не должна быть менее площади входного. Кожух снабжен ручкой и плечевым ремнем для переноски.
Электрододержатель конструктивно может быть любым, лишь бы он обеспечивал удобство работы и легкую замену электрода.
На ручке электрододержателя нужно смонтировать кнопку (SB1 по схеме) в таком месте, чтобы сварщик мог легко удерживать ее нажатой даже рукой в рукавице. Поскольку кнопка находится под напряжением сети, необходимо обеспечить надежную изоляцию как самой кнопки, так и подключенного к ней кабеля.
P.S. Описание процесса сборки заняло много места, но на самом деле все гораздо проще, чем кажется. Любой, кто хоть раз держал в руках паяльник и мультиметр, без проблем сможет собрать этот сварочный инвертор своими руками.
Как самостоятельно собрать импульсный сварочный аппарат
Функциональный и надёжный сварочный аппарат своими руками собрать не слишком сложно. Понадобятся элементарные навыки обращения с паяльником, умение читать электрические схемы. Впрочем, с помощью подробной инструкции даже новичок в состоянии сделать все необходимые действия правильно.
Компактный сварочный аппарат, созданный своими руками
Преимущества и особенности
С помощью сварки можно быстро создавать надёжные соединения металлических деталей, поэтому такая технология часто используется на практике.
Используя соответствующее оборудование, ремонтируют автомобили и садовую технику, восстанавливают целостность повреждённых конструкций и возводят новые сооружения. Наличие дома сварочного аппарата позволит не обращаться к дорогим услугам профессионалов. Но приобретение стандартного изделия в магазине сопряжено с достаточно большими затратами.
Сварочный аппарат фабричного производства
Если сделать сварочный аппарат дома самому, получится не только сэкономить. Личный подбор комплектующих, контроль выполнения рабочих операций, тщательная проверка – всё это обеспечит безупречное качество, ничем не уступающее фабричным аналогам. При возникновении неисправностей будет нетрудно восстановить функциональное состояние сварочного аппарата, без обращения в ремонтную мастерскую. Остаётся только правильно выбрать схему.
По многим параметрам предпочтительнее импульсный сварочный аппарат. Он вполне соответствует категории «мини», из-за компактных размеров.
Если собрать лёгкий и прочный корпус, оснастить его ремнём, то можно будет удерживать сварочный аппарат на плече в процессе сварки. Наиболее совершенные модели в состоянии дать ток 160-180 А, при маленьком весе. Аналогичный сварочный аппарат, собранный по «классической» схеме в несколько раз больше. Он весит от 12 кг и более.
Необходимый результат получают с помощью следующих преобразований:
- Ток из стандартной сети (220 V, 50-60 Гц) выпрямляется.
- Чтобы устранить паразитные пульсации используют фильтр.
- Далее с помощью транзисторов, выполняющих функции коммутаторов, ток преобразуется в переменный.
- Следующий этап, снижение напряжения, позволяет получить на выходе сварочного аппарата сильный ток, достаточный для сварочных процедур.
Чтобы упростить задачу, из состава оборудования исключают специальный механизм, который в автоматическом режиме обеспечивает подачу проволоки.
Следующая принципиальная схема сварочного аппарата нужна для создания в домашних условиях блока питания.
Схема блока питания, применяемая в домашних условиях
Чтобы трансформатор получился компактный и достаточно мощный, его наматывают на Ш-образном ферритовом сердечнике стандартным проводом ПЭВ.
Данные, которые обеспечат стабильность параметров сварочного аппарата
| Обмотка | Количество витков | Диаметр проводника, мм |
|---|---|---|
| Первичная | 100 | 0,3 |
| Вторичная №2 | 15 | 1 |
| Вторичная №3 | 15 | 0,2 |
| Вторичная №4 | 20 | 0,35 |
| Вторичная №5 | 20 | 0,35 |
Блок питания собран из стандартных деталей с применением типовых схемотехнических решений. Элементы крепят на плате из текстолита. Параметры единственного нестандартного изделия (трансформатора) приведены выше в таблице. При желании можно использовать иную принципиальную схему, обеспечивающую аналогичные параметры выходных токов и напряжений.
На рисунке ниже приведена принципиальная схема основного блока.
Импульсный сварочный аппарат – принципиальная схема
Особенности, которые нужно учитывать в процессе сборки основного блока сварочного аппарата дома:
- Если использовать стандартные данные, то выходная частота сварочного аппарата получится около 41-42 кГц. Чтобы повысить её на 8-10 кГц, можно сделать иное количество витков во вторичной обмотке трансформатора.
- Для намотки трансформатора сварочного аппарата используют широкие (40 мм) полоски из меди толщиной 0,3 мм. Их изолируют специальной промасленной бумагой. Такое решение применено с целью блокировки поверхностных токов. При высокой частоте они смещаются из центра проводника, что не позволяет использовать его оптимальным образом.
Дополнительной проблемой является одновременный сильный нагрев сварочного аппарата. Приходится существенно увеличивать слой изоляции, чтобы предотвратить пробой.
- Вторичная обмотка создаётся из медных полос, которые разделяют предварительно слоем плёнки, изготовленной из фторопласта. Этот материал устойчив к нагреву и обладает отличными изоляционными характеристиками.
- Несколько проще сделать вторичную обмотку трансформатора сварочного аппарата из многожильных проводов с диаметром жил от 0,4 до 0,6 мм. Такой вариант хуже. Между проводниками останутся промежутки воздуха, то есть участки с низким коэффициентом теплопередачи. Итоговая площадь обмотки (в сечении) получится гораздо больше.
Параметры изделий сварочного аппарата, которые необходимо собрать
| Изделие | Сердечник | Обмотки |
|---|---|---|
| Основной трансформатор | Ш20 х 28, феррит, 2000 нм | 12 и 4 витка, общая площадь сечений 10 и 30 мм. кв. соответственно |
| Дроссель (L2 на принципиальной схеме) | Ш20 х 28, феррит, 2000 нм | Пять витков, площадь сечения – 24 мм. кв. |
| Трансформатор токовый | Кольца ферритовые (2 шт.) 30 х 18 х 7 | Первичная – провод, проведённый через кольцо. Вторичная обмотка из провода 0,5 мм в диаметре, 86 витков. |
Мини-аппарат
При свободном расположении элементов на платах сварочного аппарата теплоотвод будет достаточным для нормального функционирования большинства деталей.
Хорошие условия для длительного сохранения работоспособности будут получены только при выполнении следующих условий:
- Для сборки силового моста используют два радиатора.
- Диоды сварочного аппарата HFA (25 и 30) можно изолировать типовыми прокладками из слюды.
- IRG4PC50W нагреваются сильнее, поэтому их крепят специальным составом ТС-10 или аналогом. Выполнять эту операцию будет удобнее, если приобрести термопасту в специальном шприце. Это приспособление пригодится для точного дозирования.
- В некоторых ситуациях импульсы тока способны создать резонансные колебания. Чтобы исключить такие явления сделать надо небольшую модернизацию стандартной схемы сварочного аппарата. Например, можно вставить сборку из конденсаторов между питанием 300 V и точкой соединения диодов моста.
- При покупке конденсаторов С15 (16) сварочного аппарата следует тщательно выбрать качественные изделия, созданные ответственными производителями. Затраты не будут чрезмерные. Но такая предусмотрительность снизит вероятность появления паразитных резонансных помех. Эти же конденсаторы, функционирующие полноценно, улучшат показатели производительности транзисторных ключей.
- Чтобы охлаждение сварочного аппарата было эффективным, помимо достаточного количества отверстий в корпусе, пригодится монтаж 2-3 вентиляторов.
Вентилятор, который применяется для охлаждения блока питания компьютера
Настройка и проверка мини-аппарата
Точное соблюдение инструкций поможет без ошибок собрать и настроить импульсный сварочный аппарат («мини») в домашних условиях:
- Начинают с подачи питающего напряжения на широтно-импульсный модулятор.
- Проверяют срабатывание реле сварочного аппарата К1 при полном заряде конденсаторного блока С9- С12. Эта цепь замыкает резистор R11, что снижает амплитуду скачка тока, когда аппарат включается. В нормальном состоянии реле срабатывает в интервале от 1 до 11 с., когда на ШИМ подано 15 V.
- На выходе этой платы проверяют наличие импульсов прямоугольной формы. Здесь понадобится осциллограф. Его можно взять в аренду, если нет планов последующего применения измерительной аппаратуры.
Как выглядит двухканальный осциллограф
- Далее надо посмотреть, какое напряжение на затворах транзисторов сварочного аппарата. Нормальный уровень будет в интервале от 15,9 до 16,1 V. Ниже – возможно. Превышение – недопустимо.
- В режиме холостого хода проверяется работа выпрямительного моста. Нужно, чтобы ток потребления не был больше 95 мА. Для этой операции используют напряжение 14-16 V.
- Чтобы убедиться в том, что фазы импульсов в обмотках соответствуют норме, также понадобится осциллограф. Сигнал для одного луча берут от первичной обмотки силового трансформатора сварочного аппарата. Для другого – от вторичной. При необходимости, корректируют амплитуды. Фазы (при разном напряжении) должны совпадать.
- Далее проверяют форму сигналов на выходе ключевых транзисторов сварочного аппарата. Максимальная амплитуда не должна превышать 325-335 V. Осциллограф подключается к эмиттеру и коллектору. На диодный мост подают питание через нагрузку. Её имитируют стандартной лампой накаливания мощностью 200 Вт. Частоту широтно-импульсного модулятора предварительно настраивают на 54 кГц. Это можно сделать с помощью осциллографа.
- Предыдущий пункт – предварительная настройка сварочного аппарата. После получения нужных параметров снижают медленно частоту модулятора до момента, пока на нижней половине импульса не образуется изгиб. Это свидетельство того, что трансформатор перенасыщен. На этом уровне фиксируют частоту. Её делят на два, полученное значение складывают с первичным параметром. Полученный результат – рабочая частота. Если 32 Гц – частота перенасыщения, то используют следующую цепочку вычислений: 32/2=16; 16+32=48 Гц (рабочая частота модулятора и трансформатора).
- В этом режиме замеряют ток потребления диодного моста сварочного аппарата. Он должен быть в пределах диапазона 140-160 мА. При пробое обмоток ток через нагрузку увеличится, контрольная лампа накаливания будет ярко светить.
- На выходе аппарата создают индуктивную нагрузку. Для этого подсоединяют проводник длиной 2-2,5 м.
- Увеличивают проверочную нагрузку сварочного аппарата с помощью потребителя большой мощности. Подойдёт обычный бытовой электрический чайник с нагревательным элементом более 2 кВт. При замкнутом выходе аппарата проверят напряжение на нижнем ключе диодного моста. Оно должно быть менее 360 V (амплитуда сигнала проверяется с помощью осциллографа).
- В этом же режиме прислушиваются. Если зафиксирован шум, проверяют правильность фазировки датчика тока сварочного аппарата (кольцо на ферритовых сердечниках).
- Источниками помех могут быть: дроссель L2, силовые провода, основной трансформатор. Их компенсировать можно изменением расстояний, или установкой специальных экранов. Чувствительные элементы, воспринимающие электромагнитные колебания, это модулятор и оптроны.
- Далее увеличивают ток, изменяя сопротивление резистором R Контролируют расширение импульса на нижнем транзисторном ключе сварочного аппарата. Когда достигнуто максимальное значение, амплитуда не должна превышать 540 V.
- Предыдущую процедуру повторяют, отключив нагрузку. В том и другом случае контролируется отсутствие шумов.
После завершения перечисленных выше действий приступают к практическим испытаниям сварочного аппарата. Время рабочих операций увеличивают постепенно. Проверяют температуру радиаторов и силового трансформатора.
Видео
Сделать дома сварочный аппарат можно. Для этого необходимо точно воспроизвести технологии, описанные в статье. Нужно внимательно относиться ко всем этапам процесса, тщательно выполнять настройку. Эту принципиальную схему можно модернизировать, изменяя рабочую частоту и некоторые другие параметры. Чтобы аппаратом было удобно пользоваться, необходимо продумать конструкцию наплечных ремней, обеспечить хорошую устойчивость оборудования на поверхности.
Оцените статью:Самодельный сварочный аппарат ⋆ Прорабофф.рф
Ничто не вечно, и со временем любая вещь приходит в непригодность. То же можно сказать и про сварочный аппарат – ну не может он служить вечно.
Время от времени в нем обнаруживаются неполадки, он начинает понемногу барахлить и, в конце концов, вовсе прекращает работать.
Сварочный аппарат своими руками
Но работа идет, и поломанный аппарат не должен стать ей помехой, ведь, как мы знаем, время – деньги. Необязательно сразу бежать в магазин за покупкой нового аппарата, ведь старый можно отремонтировать так, что он будет работать как в первый день. Ремонт даст возможность обновить аппарат, на который у вас уже набита рука, да и обойдется это значительно дешевле, чем покупка нового.
Поэтому, если вы обнаружите первые признаки неполадок, прекратите эксплуатацию сварочного аппарата, иначе рискуете доломать его до конца. Ремонт такой техники конечно лучше оставить специалистам. Ведь для этого недостаточно только знаний и опыта, здесь также необходимо специальное оборудование. Самостоятельное вмешательство без знания дела может еще больше усугубить поломку, ремонт которой вам потом обойдется еще дороже.
Однако, помимо профессиональных мастеров, есть множество людей, которые интересуются техникой и обладают необычайными способностями в этой сфере. Они изучают специализированную литературу, мониторят новости в данной области, имеют целый арсенал разнообразных инструментов и оборудования, с помощью которых воплощают свои технические замыслы в реальность. Такие самоучки способны не только отремонтировать, а даже и самостоятельно собрать сварочный аппарат.
Сварочный аппарат своими руками
Что касается малогабаритных сварочных аппаратов, которые используются для ручной сварки дугой, работают за счет переменного тока и питаются от стационарной сети с 3-фазным 380/220 В или 1-фазным 220 В напряжением, то их можно сделать даже дома. Они могут функционировать и от портативных электростанций малой мощности. Так что, если вам необходимо проделать непродолжительные сварочные работы у себя дома или, например, в гараже, то приобретения сварочного аппарата совершенно необязательно.
К тому же такой аппарат влетит вам в хорошую копеечку. Обладая определенными знаниями, правил устройства электроустановок, техники безопасности их эксплуатации, основ электротехники, владея некоторыми навыками в этом деле, а также имея в наличии необходимые инструменты и материалы, вы вполне можете самостоятельно сделать сварочный аппарат. Помимо проведения сварочных работ, вы также сможете использовать аппараты, которые выпрямляют электрический ток, с целью зарядки аккумуляторной батареи или запуска стартера автомобиля в холодное время года.
Сварочный аппарат своими руками
Из этой статьи вы узнаете, как самостоятельно изготовить сварочный аппарат с помощью имеющихся устройств. Суть работы заключается в том, чтобы обновить и усовершенствовать такие устройства, таким образом, придав им новых качеств, благодаря которым их можно будет применять в качестве сварочного аппарата. Для самостоятельного изготовления сварочного аппарата вам понадобится трехфазный трансформатор. Его первичные обмотки соединяются так называемой «звездой» или «треугольником» на магнитопроводе, в том случае, если устройство будет питаться от электросети под напряжением 380/220 В. В том случае, если устройство будет подключено к однофазной электросети 220 В, то нужно будет использовать встречно-параллельное соединение обмоток крайних стержней магнитопроводов.
Причем схема соединений вторичных обмоток должна быть фиксированной, в разомкнутый «треугольник» с одной «вывернутой» обмоткой. Дополнительную обмотку, которая намотана поверх всех имеющихся обмоток магнитопровода, нужно последовательно ввести в сварочный контур. Эта обмотка будет выполнять функцию балластного сопротивления ступенчатому изменению сварочного тока. Она имеет 40-50 витков. Провод марки АПР-РТО (АПР) с сечением 4-6 миллиметров.
Изготовленный таким способом малогабаритный сварочный аппарат будет иметь 2-ступенчатую регулировку сварочного тока. На 1-ой ступени сварка может проводиться с помощью четырехмиллиметрового электрода, если электрическая сеть достаточно сильная, а если же электросеть слабая – тогда для этого используется трехмиллиметровый электрод. На 2-ой ступени сварка проводится с помощью трех- и двухмиллиметрового электрода соответственно. Вот так выглядит основная схема устройства сварочного аппарата, сделанного на базе трехфазного трансформатора, с подключением к трехфазной электрической сети:
Условные обозначения: 1 – магнитопровод трансформатора; 2, 3, 4 – первичная обмотка; 5, 6, 7 – вторичная обмотка; 8 – дополнительная обмотка; 9 – выносные конденсаторы; 10 – переключатель сварочных режимов; 11 – контактный датчик температуры, сигнальный звуковой механизм; І и ІІ – переключатели сварочных режимов.
Схема устройства сварочного аппарата, сделанного на базе трехфазного трансформатора, с подключением к однофазной электрической сети:
Условные обозначения: 1 – магнитопровод трансформатора; 2, 3, 4 – первичная обмотка; 5, 6, 7 – вторичная обмотка; 8 – дополнительная обмотка; 9 – выносные конденсаторы; 10 – переключатель сварочных режимов; 11 – контактный датчик температуры и сигнальное звуковое устройство; 12 – выпрямляющий диод; I, II, III и IV – переключатели сварочных режимов
Для того чтобы изготовить такие сварочные аппараты, необходимо запастись бетоном специального приготовления, обладающим хорошими формовочными свойствами. Чтобы приготовить сухую смесь такого бетона, нужны следующие ингредиенты в таких пропорциях: мелкозернистый, промытый песок (75%), цемент марки 400 либо 500 (20%), клей ПВА либо латекс, который растворяется в воде (2,5%), стекловата, которую режут длиной 5-10мм (2,5%).
Толщина корпуса должна составлять не более одного сантиметра. Перед тем, как заливать бетон в форму, сварочный аппарат нужно тщательно очистить от любых загрязнений и высушить. После того, как бетон затвердеет, аппарат нужно хорошенько просушить, а затем пропитать снаружи органическим мономером (стиролом или метилметакрилатом). После этого, следует провести термическую обработку при температуре 70-800 градусов для полимеризации мономера.В результате такой обработки на поверхности корпуса сварочного аппарата образуется водонепроницаемой покрытие.
Сварочный аппарат своими руками
Вы прочитали краткую инструкцию по изготовлению сварочного аппарата своими руками. Устройства таких аппаратов достаточно просты, благодаря чему домашние мастера могут обзавестись недорогим сварочным аппаратом, а со временем его можно будет еще усовершенствовать. Безусловно, у этих устройств есть определенные недостатки, не без этого, но главное их преимущество состоит в том, что они работоспособны, обойдутся вам недорого, и не подведут в ответственный момент.
однофазный инвертор СВАРОГ в трехфазный . Ч.1.
Сварог TIG 200P AC/DC
Пришлось мне приводить в порядок старый дом в деревне. Без сварки мужику – сами знаете что. Фаза на краю деревни проваливалась на обычном сварочном трансформаторе так, что соседи приходили и в с держанном тоне предупреждали «по-хорошему».
Купил себе цацу TIG 200P AC_DC… точнее сначала был TIG 160 AC_DC, но его вынесли быстро вместе с линолеумом, поэтому о нем не будем…
Вот, соседи рады, я счастлив, т.к. от 40 до 90 ампер на тройку электрод и на TIG нержавейку – вполне достаточно. Вместе с новой проводкой в доме, договорился с энергосетями на подключение 3-х фаз – стало вообще кошерно, рейсмусовый станочек и все-такое… вах!
Сварочный инвертор Сварог фото внутри
Однако, пришла нужда пару раз поварить алюминий…. тут то мне и взгрустнулось. Ток больше 90 А выкачать из одной деревенской фазы TIG 200P AC_DC ну никак не мог. Трещала защита, моргал свет,
ИБП на ОГВ после безуспешных попыток осознать, что происходит с фазой уходил в аут и реанимировался лишь после полного ВКЛ\ВЫКЛ. Пришлось побороть свою лень и включить мозк насчет того, можно ли из трех фаз взять понемножку, чтобы моему сварАппу хватило на рубашку (замечу, что гугл побрезговал мне помочь в этой теме)…
Ответственно, без личных эмоций, можно сказать что китайские модули собраны вполне прилично. Детали стоят ровно, платы покрыты лаком, полноценные радиаторы, практически все винты\болтики затянуты и маркированы красным лаком, провода зацеплены жгутами, спрятаны где необходимо в негорючие презервативы , честные медные шины на больших токах, т.е, если не знать что папа китаец — то выглядит пациент нормальным человеком. Сразу, чтобы делать операцию без осложнений – разгоняем кистью пауков и сдуваем пыль легочным компрессором…
Фото сварочный инвертор Сварог внутри: 1- блок импульсных трансформаторов и 2-Силовые транзисторы
Обращаем внимание на стандартную, для заявленных ТТХ, комплектацию модулей – то бишь, приличный сетевой фильтр импульсных помех (платка сзади внизу где входит провод 220v) дальше на переключатель ВКЛ\ВЫКЛ, после него провода идут на плату с релюшкой, которая с небольшой задержкой подает переменку на силовые выпрямительные диоды (две шоколадки в каждой по два независимых диода видимо) батарея конденсаторов на 400v, и с них выпрямленное и выглаженное питание идет на блок импульсных трансформаторов (1) спрятанных между радиаторами в левом модуле на фото. Правый модуль, по ходу дела, занимается импульсами тока и деланием его из постоянного снова в переменное когда это необходимо.
Дальше – лень разбираться, потому как нам нужно препарировать лишь часть схемы, которая до батареи конденсаторов.
Почти сразу нашел начавший обгорать болт (2) к которому прикручена медная шина, идущая на правый модуль.
Здесь на фото уже после восстановления новая гайка, затянутая на разогретую паяльником снизу шину, заодно плата снизу была к шине еще и припаяна.
Силовые транзисторы (3) кучей аккуратно придавлены к массивным радиаторам — лепота.
На следующем фото видны друг за другом два одинаковых разъема (5), в каждом по четыре параллельно провода желтых – это два переменных конца на полнопериодный диодный выпрямитель из двух шоколадок (4).
Пара пар красных проводов – это плюс с выпрямительного моста и пара пар черных — это минус.
Фото сварочный инвертор Сварог внутри: 4- диодный выпрямитель, 5- разъемы, 6-батарея конденсаторов
Если померить напряжение между красными и черными к ним еще подключена батарея конденсаторов (6), то с одной фазы набегает примерно 240-260v постоянки.
Откручиваем со своей стороны пару гаек и приподымаем плату (7).
Фото сварочный аппарат внутри
Да, верно, к желтым идет переменка, а выпрямленный плюс и минус уходит на конденсаторы.
Сюда бы нам и прилепить свой плюс и минус с выпрямленных трех фаз! Кстати, (12) это как раз восстановленный и пропаянный обгоревший контакт о котором говорилось выше.
Красный провод (9) переменка приходит с выключателя ВКЛ/ВЫКЛ, вместе с ним жгутом перетянут провод черный.
Это второй провод переменки и он тоже идет в плату, НО, видите за ним белую релюшку?
Она срабатывает чуть позже включения питания сварАппа и подает силовую переменку с черного провода на 4 желтых в разъеме и дальше на выпрямитель….
Возьмем этот момент на заметку!
В белом презервативе (8) видим два красных провода, идущих на выключатель ВКЛ/ВЫКЛ.
Это 220v которые вы включаете в розетку.
Начало этого провода (11) мы видим выходящим из платы ВЧ сетевого фильтра (вон там за 11 виден его дроссель).
Обратите внимание на черный варистор (10).
Ниже красный овальчик, в нем едва заметная дорожка на плате, она позже будет перерезана и освобожденный контакт перемычкой будет перепаян чуть в сторону.
Фотка будет ниже… плинн, я один вижу тюльпанчики или еще кто?!
Резюмируем — осмотр пациента внушает надежду на положительный исход от вживления трансплантатов и расширение возможностей функционала.
Можно планировать хирургическое вмешательство.
Теперь прикидываем «что и как».
Как выпрямить 3 фазы и вообще, что это такое. Снова google дает картинки в которых только гуру разберутся, звезды да треугольники, да действующие напряжения, мы и слов таких не знаем… сейчас сам нарисую, чтобы «все ежики» поняли…. Вот, смотрите кто еще не в теме, все очень просто, как два пальца.
Теперь, кратенький ассоциативный ряд:
Представим, что слева три тестера есть квартиры на одной лестничной площадке. В общем стояке проходят три провода «трехфазного напряжения 360в» (обозначены L1, L2, L3 разными цветами) и четвертый, общий\земляной\нулевой провод (в особенности не вдаемся).
До нулевого провода (NULL) можно дотронуться рукой, он прикручен к раме\дверце металлической крышки общего щитка на лестничной площадке, и он один\общий не только на вашем этаже, но и для всех во всем доме…. И даже в вашей розетке один из двух контактов есть именно этот нулевой провод. На рисунке он обозначен черным цветом и общий для трех левых тестеров.
Так вот, если померить напряжение между проводом NULL и любым из L1, L2, L3 то тестеры покажут 220в. И именно так, во все три квартиры на лестничной площадке разведены один из L1, L2, L3 и один общий NULL. НИКАКИХ 360в там нет!, вроде бы….
На каждой фазе (L1, L2, L3) относительно NULL, в форме синусоиды с размахом в плюс и в минус присутствует ЭДС, которая напрягает\давит электроны, заставляя их двигаться «туда-сюда», если цепь от фазы замкнется на NULL через какую либо нагрузку. Эта ЭДС, среди обывателей обзывается «напряжением» и условно обмеряется Вольтами. Для нас она в сети есть 220в. Итого, в розетку каждой квартиры приходит один NULL и одна фаза Lх, на которой, то в одну, то в обратную сторону появляется давление на электроны силой\напряжением 220в.
САМОЕ ЗАГАДОЧНОЕ в «3-х фазном» — где же 360 вольт?
Дело в том, что синусоиды на L1, L, и L3 (смотрите изображение в предыдущей части) сдвинуты друг от друга по форме напряжения на 120 градусов , и если до сих пор мы замеряли напряжение на фазе относительно NULL провода, то замер напряжения одной фазы относительно другой преподнесет нам сюрприз – посмотрите на четвертый тестер внизу картинки. Если провести на графике линию в какой-либо момент времени, то можно сразу понять – «так вот они какие! 360в» Я точками отметил что показывает тестер, измеряющий напряжение между L1 и L2.
Теперь нам становиться понятно и явление, когда в нашем доме из-за электрика, который перепутал провода, горят холодильники и телевизоры.
Просто вместо NULL электрик пробросил соседнюю фазу и в розетке случилось двухфазное напряжение, которое после выпрямления в бытовом приборе дает вместо 250в на конденсаторах блоков питания все 400в с хвостиком, что в свою очереди разрывает электролитические конденсаторы, которые не рассчитаны на такое издевательство. В холодильнике и в лампочке, после непродолжительной борьбы сгорают обмотки и спиральки.
Однако, не торопитесь обвинять электрика.
Гораздо чаще, проблема носит техногенный характер. Где-то в сплетениях силовых проводов на подстанции рядом с вашим домом, а может даже в общем стояке, крыса или просто эрозия изоляционной обмотки на какой-либо фазе, замыкает фазу на NULL. ЭДС радостно разгоняет электроны по образовавшейся цепи в глубину нашей планеты, намертво сваривая место контакта. Через некоторое время, если у ЭДС хватает силы, NULLевой провод в сторону ядра планеты разогревается и переплавляется…. цепь в землю размыкается и… вуаля!
Через место сварки фазы с проводом NULL, который в направлении земли отгорел, а в направлении квартир остался цел (туда тока почти не было), мы получаем в розетке ДВЕ фазы! Последствия вам уже известны.
Повезет только тем, кто висел на той же фазе, которая приварилась к NULL. У них просто все выключится без последствий (несмотря на то, что на обеих контактах розеток будет телепаться одна и та же фаза, и если за нее взяться рукой, то будет очень неприятно!).
Есть еще третий вариант последствий, просто с «отгоранием нулевого провода» и «перекосом фаз из-за разности нагрузок», но он чуть сложнее в понимании и не будем в него вдаваться.
Итак, теперь после теории, приступаем к практике.
С правой стороны рисунка с тестерами, показаны сравнительные результаты выпрямления 3-х фаз по схеме Миткевича (именно ее мы будем пользовать по ряду причин) И выпрямленное напряжение однофазное по полномостовой схеме, которая применяется в нашем сварАппе. Схематически такой выпрямитель справа.
Что можно сказать о них?
Первое, что трехфазный выпрямитель в отличии от однофазного дает пульсации 150Гц вместо 100Гц, и это хорошо для нас, т.к. силовая емкостная батарея заряжается на 50 раз в с екунду чаще (кстати, и служить будет дольше).
Второе, нагрузка от сварАппа разделяется на три части, что уменьшает просаживание линий, и это тоже дает нам выигрыш.
Третье, самое интересное – это закрашенная площадь действующего напряжения.
В выпрямленной однофазной схеме есть полный провал до нуля, а в трехфазной схеме его вообще нет.
Из-за такого расклада, емкости сварАппа заряжаются минимум в 1,3 раза эффективнее, а реально — эффективность будет еще выше!
Теперь, мы знаем, что при самом пессимистическом прогнозе, мы сможем поднять, в моем случае, допустимый сварочный ток с 90А до 120А. И это уже приятно.
Продолжение читайте в «Апгрейд: однофазный инвертор СВАРОГ в трехфазный. Ч.2»
Сварочный аппарат своими руками — 3 конструкции
Как сделать простые и, в тоже время, функциональные аппараты для сварочных работ и что для этого потребуется — об этом далее в нашей статье.
Оборудование для сварочных работ не обязательно покупать в магазине. Его можно сделать в домашней мастерской. Ведь, по сути, конструкция простейшего прибора элементарна и собрать сварочный аппарат своими руками не составляет труда. Для этого нужны только некоторые комплектующие и немного знаний по электротехнике.
Как сделать простые и, в тоже время, функциональные аппараты для сварочных работ и что для этого потребуется — об этом далее в нашей статье.
Что нужно для сборки сварки
Чтобы собрать простейший сварочный аппарат, нужно понимать принцип его работы.
Вся работа сварки основывается на преобразовании электрического тока из сети. В бытовом использовании нам доступно электричество с напряжением в 220 вольт и силой тока в 16-32 ампера.
Как мы знаем, для сварки этого недостаточно.
Для сварочной дуги требуется мощность, а ее обеспечивает сила тока, измеряемая в амперах (простым языком, это количество электронов подающихся на электрод). Чем больше заряд, тем более продуктивным будет аппарат.
Трансформатор
Для увеличения мощности используют трансформаторы, которые понижают напряжение в несколько раз, но увеличивают силу потока электронов, что позволяет применить такой ток для образования сварочной дуги.
Трансформатор — это основной элемент, позволяющий собрать простейший аппарат, работающий на переменном токе.
Основу трансформатора составляет магнитопровод (сердечник из трансформаторной стали), на который и наматывают обмотки: первичную, из более тонкого провода и большим количеством витков. и вторичную, состоящую из толстого кабеля с наименьшим количеством намоток.
Магнитопроводы для сборки сварочных аппаратов можно использовать, например, со старых силовых трансформаторов.
Питание обеспечивается от бытовой розетки и подается на первичную обмотку.
Обмотки между собой не должны контактировать. Даже если трансформатор имеет намотки одну на другой, между ними обязательно располагается слой изоляции! Ток с одной обмотки на другую передается через сердечник магнитным потоком.
В качестве сварочных кабелей можно использовать продукцию заводского изготовления, или же подобрать подходящий по сечению провод. Главное, что они должны выдерживать мощность аппарата.
Держатели изготавливают из прутка или арматуры небольшого диаметра. По форме они напоминают трезубую вилку, в зубья которой и фиксируют электрод.
Как собрать трансформаторную сварку
Для этого нужно найти рабочий понижающий трансформатор. Можно взять модели С-Б22, ИВ-10, или ИВ-8, мощность которых должна составлять 1-2 кВт. Такие элементы, как правило, используются для питания различных электроинструментов и понижают напряжение с 220 до 36 вольт.
Снятие вторичной обмотки
Сборка трансформаторной сварки проводиться по следующему алгоритму.
- Изначально нужно снять с трансформатора вторичную обмотку, но нельзя повредить первичную.
- Снятую проволоку наматывают на первичную катушку, которая расположена посредине сердечника. При этом на каждые 30 мотков создают отводок (их нужно 8-10 штук), которые номеруют для удобства.
- Две другие стороны сердечника обматывают кабелем с несколькими жилами (минимум три медных проводка с сечением 6-8мм). Для каждой катушки потребуется до 12 метров такого провода. Это будет вторичная обмотка прибора (ВО).
- Клеммы изготавливают из медной трубки диаметром 10-12 мм, при этом кабель вставляют в один конец и зажимают, второй край плющат и сверлят отверстие под крепление. К этому зажиму крепят кабели ВО.
- На трансформаторе крепеж М6 нужно сменить на более мощный (находиться на верхней панели). К этому креплению присоединяют кабель вторичной обмотки.
- Для первичной обмотки потребуется кусок текстолитовой платы с десятью отверстиями, в каждое из которых монтируют крепление М6.
- Чтобы обеспечить работу, нужно последовательно соединить первичную обмотку с крайних, а затем со средней катушки. Отводки из вторичной обмотки вставляют в отверстия платы по номерам от 1 до 10. Ток будет регулироваться клеммами.
- Держатель для электродов можно изготовить из стального прутка в 5 мм, к которому присоединяют кабель. Его делают в виде трезубой вилки. На рукоятку надевают кусок резинового шланга.
- К кабелю массы можно приспособить держатель из магнита или же сделать стальной крючок, на который можно будет надевать на заготовки.
В таком аппарате в первичной обмотке ток будет с силой в 25 Ампер, а во вторичной — 60-120 А. Питание обеспечивается через бытовую розетку. Мощность прибора обеспечит отличную работу электродами с диаметром в 2 мм. Для расходника тройки время сварки будет ограниченным (безостановочно до 10-15 электродов, потом нужно дать остыть трансформатору).
Если у Вас опыта в электротехнике мало, то нужно более детально изучить материалы по тому, как создать такой аппарат.
Точечная сварка из микроволновки
Сваривание точками позволяет соединять очень тонкий металл в том случае, когда традиционные сварочные аппараты могут просто сжечь деталь.
Простейший точечный самодельный сварочный аппарат можно собрать с минимальным количеством материалов, используя старую рабочую микроволновку, с которой потребуется снять трансформатор с мощностью от 1 кВт. Одного такого элемента будет достаточно, чтобы варить точками металл толщиной до 1 мм. Для увеличения мощности можно использовать два трансформатора.
В микроволновке основную работу выполняет магнетрон, для которого требуется мощность около 4000 вольт. Трансформатор для этого работает не на понижения, а на повышение напряжения. На выходе такой элемент дает до 2000 В.
С такого элемента микроволновки нужно взять сердечник (магнитопровод) и первичную обмотку (намотан толстый провод с меньшим количеством витков). ВО (вторичная обмотка) при этом срезается или срубается с использованием стамески. С середины сердечника медную проволоку можно выбить или высверлить.
Важно не повредить при этих манипуляциях первичную обмотку (ПО) и сам сердечник!
После такой работы должен остаться магнитопровод с намотанной первичной обмоткой.
Когда все подготовлено, делают новую вторичную обмотку. Чтобы обеспечить большую силу тока, потребуется очень толстый кабель с сечением в 100 мм². Также может подойти многожильный провод.
Обычно такие кабели имеют толстую изоляцию и она может мешать намотке. Чтобы было удобно, ее можно снять, а кабель заизолировать тканевой изолентой.
Для вторичной обмотки нужно создать как можно меньше витков (уменьшить сопротивление). Сделать нужно 2-3 намотки. Концы кабеля выводят для контактов плюса и минуса.
Электроды изготавливают из толстого медного прута (желательно, чтобы он был не меньше диаметра провода вторичной обмотки). Если точечный сварочный аппарат будет небольшой мощности, то можно использовать жало с паяльников. Сами электроды затачивают в виде конуса.
Управление таким прибором осуществляется рычагом и выключателем. Нижний рычаг делают неподвижным, а верхний желательно сделать на пружине, для возможности сжимать и разжимать электроды. Выключатель ставят на первичную обмотку, куда подается и питание всего аппарата.
Для полноценного функционирования желательно поставить охлаждение для такого прибора. Можно использовать компьютерные вентиляторы. В противном случае потребуется постоянный контроль нагрева трансформатора и остальных элементов, а так же делать перерывы в работе для остывания.
Работу осуществляют следующим образом. Между электродами зажимают заготовку и включают ток. Поставив точку, питание отключают и перемещают деталь.
Такая сварка из микроволновки своими руками обеспечит сваривание очень тонких конструкций. Увеличить мощность можно за счет соединения двух трансформаторов. Но при этом важно правильно собрать такую сборку, иначе неизбежно замыкание.
Сварки постоянного тока
Самодельные трансформаторные аппараты работают на переменном токе, таким образом можно варить различные марки стали. Но некоторые металлы при сварке электродуговым способом требуют постоянного тока для получения качественного соединения.
Чтобы собрать такой прибор, к трансформатору потребуется добавить выпрямитель и дроссели для сглаживания тока.
Выпрямители собирают с диодов, способных выдерживать большую мощность (до 200 Ампер). Они, как правило, габаритные и, к тому же, потребуют сборки системы охлаждения. Диоды монтируют параллельно для повышения тока.
Такой выпрямительный мост позволит выровнять электрическую дугу и получить швы более высокого качества при сваривании нержавейки или алюминия.
Нужно ли все это
Сегодня на просторах интернета можно найти множество схем и конструкций различного оборудования для сварки. От простейшего массивного трансформаторного аппарата до сложнейших самодельных инверторов. Насколько целесообразно их собирать и использовать в домашней мастерской?
Еще десять лет назад инверторы были практически недоступны широким массам и все сварочные работы проводили с помощью габаритных трансформаторов, чаще всего именно самодельных. Их функции позволяют варить различные конструкции с использованием стальных деталей. А многие опытные сварщики варят такими приборами цветные металлы или чугун. Тем более сегодня намного улучшилась ситуация с электродами, которые можно подобрать практически для любого материала.
Однако трансформаторы без выпрямителя работают только на переменном токе и это затрудняет работу с нержавеющей сталью или, к примеру, алюминием. Использование дополнительно выпрямителей увеличивает габариты оборудования и стесняет подвижность. И если для мастерской это не проблема, то уже высотные работы затрудняются. Но главная проблема трансформаторной сварки самодельного изготовления — это точность настройки режимов. Инверторы заводского производства в этом случае намного выигрывают.
Различные конструкции точечных сварок тоже намного упрощают работу с тонкостенными металлами и изделиями, которые можно быстро починить. Но создание действительно мощного аппарата потребует большего количества комплектующих, а они не всегда доступны (попробуйте сейчас поискать два одинаковых трансформатора от микроволновки).
Сборка инвертора в домашней мастерской будет целесообразной в том случае, если у Вас есть почти все необходимые элементы: трансформаторы, выпрямители, транзисторы и прочие. В противном случае зачем заморачиваться поисками и сборкой прибора с сомнительной мощностью и настройкой, если он сегодня стоит от 50-100 долларов? И для небольших объемов работ такого аппарата будет более чем достаточно?
Что Вы можете добавить к этому материалу? Поделитесь своим опытом по сборке самодельного сварочного оборудования, особенно схемами сборки. Как Вы считаете: насколько эффективно применение таких приборов в домашнем хозяйстве? Оставьте свои комментарии в блоке обсуждений к этой статье.
Цепь мини-сварочного аппаратадля небольших сварочных работ
Цепь небольшого бестрансформаторного сварочного аппарата может быть построена с использованием нескольких высоковольтных конденсаторов высокой емкости и выпрямительного диода. В следующей статье это объясняется более подробно. Идея была предложена г-ном Тун.
В одном из моих предыдущих постов мы наткнулись на полноценную схему сварочного инвертора SMPS на 100 А для работы с соединениями и металлами достаточно больших размеров.
Концепция дизайна
Данная схема, основанная на SMPS и требующая высоких характеристик мощности, является сложной и может оказаться недоступной для начинающих любителей.
По просьбе г-на Тана, схема самодельного небольшого сварочного аппарата — это то, на что будут обращать внимание большинство начинающих энтузиастов и инженеров-механиков для решения своих периодических работ по сварке металла на верстаке.
Сварочный мини-аппарат без сложной схемы, вероятно, может быть построен с использованием емкостного источника питания, как показано на следующей диаграмме:
Идея, показанная выше, представляет собой обычную схему емкостного источника питания, включающую в себя экстремальные конденсаторы с точки зрения их номиналов.
Работа схемы
На входной стороне мы видим внушительный конденсатор 500 мкФ / 400 В, в то время как на выходной стороне также можно увидеть конденсатор аналогичного номинала, расположенный для усиления тока.
Самым основным параметром сварочной системы является высокий ток, так что в месте короткого замыкания на рассматриваемом металлическом соединении может образоваться чрезвычайно высокая температура.
Эта генерация сильного тока может быть достигнута либо с помощью трансформатора высокой мощности, либо его версии SMPS, о которой мы говорили в первом абзаце.
Трансформатор может быть слишком громоздким и тяжелым, в то время как схема SMPS слишком сложна для новичков, единственный альтернативный способ достижения сильноточной сварки с помощью относительно простой конструкции, возможно, заключается в использовании сильноточного емкостного источника питания, как показано выше.
Можно ожидать, что конденсатор 500 мкФ / 400 В будет генерировать всплески тока до 36 ампер при 220 В, и, усиленный дополнительным конденсатором выходного фильтра, можно ожидать, что этот ток приведет к серьезным сварочным работам.
Вы можете проверить вышеупомянутые характеристики с помощью следующих двух программ-калькуляторов:
Калькулятор реактивного сопротивления
Калькулятор закона Ома
Показанная кнопка позволяет пользователю выполнять сварочную работу через короткие разрывы, а не за счет непрерывного искрения дуги. , что может быть опасно и в любом случае не рекомендуется при сварочных работах.
Входной конденсатор 500 мкФ / 400 В выглядит массивным, и он может быть недоступен на рынке, поэтому его можно построить, используя 500 номеров конденсаторов PPC 1 мкФ / 400 В, подключенных параллельно, это может занять некоторое место, но все же метод легко достижимо.
Используйте неполярные конденсаторы
Этот конденсатор предпочтительно должен быть неполярным, однако, поскольку диод расположен последовательно, это означает, что конденсатор с электролитом также может без проблем служить этой цели.
Второй конденсатор на выходе точно может быть электролитическим.
Для большего тока значения пределов могут быть увеличены до более высоких пределов, это единственный параметр, на котором нужно сосредоточиться.
ВНИМАНИЕ: Схема мини-сварочного аппарата, описанная выше, не изолирована от сети и может убить человека в течение нескольких секунд, поэтому рекомендуется проявлять особую осторожность при работе с этим оборудованием под напряжением.
О Swagatam
Я инженер-электронщик (dipIETE), любитель, изобретатель, разработчик схем / печатных плат, производитель. Я также являюсь основателем веб-сайта: https://www.homemade-circuits.com/, где я люблю делиться своими инновационными идеями и руководствами по схемам.
Если у вас есть запрос, связанный со схемой, вы можете взаимодействовать с ним через комментарии, я буду очень рад помочь!
Как сделать аппарат для дуговой сварки переменным током, используя детали из старых микроволновых печей, часть 1 «Хаки, модификации и схемы :: Гаджеты»
В предыдущей статье я продемонстрировал дуговой сварочный аппарат, сделанный из деталей старых микроволновых печей.
Вот часть 1 из 2 о том, как был сделан этот аппарат для дуговой сварки, и как вы могли его сделать! Это первая из двух частей по его созданию, в которой основное внимание уделяется модификации трансформаторов.
ПРЕДУПРЕЖДЕНИЕ: Сварка палкой и / или модификация трансформатора микроволновой печи (M.O.T), могут быть очень опасными и представляют опасность ультрафиолетового излучения, поражения электрическим током, ожогов, пожаров, паров и множества других рисков. Этот проект не следует предпринимать без глубокого понимания электричества, присмотра взрослых и надлежащего обучения. Неправильное или неосторожное использование инструментов или проектов может привести к серьезным травмам и / или смерти. Вы используете этот контент на свой страх и риск.
В предыдущем проекте я расплавил подводящие провода на своем первом расплавителе металла. Но сердечник трансформатора все еще был в отличном состоянии, поэтому я повторно использовал его, чтобы сделать сварочный аппарат на переменном токе!
Дуговый сварочный аппарат создавал искры, но в конце концов мощности не хватило, чтобы заставить металл прилипнуть, и части работы разваливались на части с очень небольшим усилием.
Если я попробую увеличить мощность сварочного аппарата, провода перегреются и оплавятся.
Итак, чтобы решить эту проблему, мы будем использовать 2 MOT (трансформаторы для микроволновых печей), потому что чем больше трансформаторов, тем больше мощность!
Подготовка ТО для новой вторичной обмотки точно такая же, как и первые несколько шагов, которые мы предприняли в проекте Metal Melter. Поскольку это немного избыточно, я не буду тратить много времени на пошаговые инструкции для этого, но если вы еще этого не видели, вы можете посмотреть видео или сослаться на мою предыдущую статью.
Чтобы сделать жизнь намного проще, вам нужно будет построить маленькое приспособление для намотки вторичной обмотки. Вряд ли вы получите все необходимые витки провода в таком тесном пространстве без него.
Чтобы сделать это приспособление, я использовал кусок древесины и вырезал его так, чтобы он был шириной с центр трансформатора и немного короче его вершины. Длина была обрезана так, чтобы она выступала примерно на 1/2 дюйма от концов.
Я прикрутил деревянные панели сверху и снизу, чтобы направлять провода и удерживать их на месте, затем сложил лист бумаги так, чтобы он вошел в отверстие. канавка.
После установки в тисках для закрепления трос можно наматывать.
Для этого проекта попробуйте закупить в местном хозяйственном магазине около 50 многожильных медных кабелей 8 AWG. Вы, вероятно, могли бы сэкономить немного денег, собирая бесплатный провод, но я решил взглянуть на раздел «конец катушки» в хозяйственном магазине и смог договориться о сделке за половину цены кабеля, так что 50 футов стоили только мне около 17 долларов.
Этим модифицированным МОТ потребуется новая вторичная обмотка, состоящая из 18 витков кабеля 8 AWG, и обе МОТ будут соединены последовательно.Я также обнаружил, что мне нужно запустить систему на 240 вольт переменного тока, чтобы получить выходную мощность для хорошей сварки. Моей целью было 30+ вольт переменного тока с переменной силой тока от 0 до 120 + ампер.
На практике это означает, что вам нужно намотать катушку на форму так, чтобы в итоге получилось 6 отрезков кабеля в высоту и 3 длины в ширину. Ах да, и все это должно уместиться обратно в трансформатор, так что наматывайте его плотно!
Первый слой неплохой, но наматывание второго и третьего слоев становится все труднее и может показаться почти невозможным.
После того, как 18 витков провода поместятся в канавку, можно сложить бумагу и скрепить ее скотчем, чтобы катушка удерживалась вместе.
Вот сложная часть … снимите его с приспособления, не позволяя ему распутаться!
Верхнюю и нижнюю панели можно снять, а блок вытолкнуть из центра змеевика.
Я использовал изоленту, чтобы убедиться, что катушки плотно прилегают.
Вводить вторичную обмотку в трансформатор очень сложно.
Наибольшего успеха я добился, используя набор зажимов, чтобы сжать стороны катушки, в то время как я использовал резиновый молоток, чтобы осторожно постучать по катушке.
Когда он вставлен, катушку лучше помещать под верхним краем трансформатора, иначе вы не сможете снова надеть верх.
Крепление верха такое же, как и в проекте Metal Melter.
Обычно используйте двухкомпонентный эпоксидный клей, чтобы покрыть всю верхнюю поверхность, затем замените железную крышку и плотно прижмите ее зажимами или большими тисками.
Чрезвычайно важно, чтобы шов сильно давил, пока эпоксидная смола схватывается. Я оставил свой набор примерно на 24 часа.
Доработанный трансформатор готов! Вторичная обмотка настолько плотно вставлена, что любые вибрации от сети 60 Гц будут сведены к минимуму.
Когда оба трансформатора модифицируются одинаково, у нас практически есть все, что нужно для сварки. Осталось только немного его очистить и сделать более полезным и презентабельным.
Между прочим, эти два оголенных провода от вторичных обмоток станут нашим заземляющим зажимом и жалом.
Ну вот они! Основные характеристики сварочного аппарата на переменном токе.
С этого момента несложно превратить систему в симпатичного маленького сварщика-любителя. Посмотрите, как это сделать, в Части 2.
Если вы еще не смотрели видео, еще не поздно. Смотрите здесь!
Если вам понравился этот проект, возможно, вам понравятся некоторые из моих.Посмотрите их на thekingofrandom.com.
как построить недорогой сварочный аппарат
Easy Welding machine DIY! ⚡🔥 Дешевый, простой, компактный
27 июля 2018 г. Спасибо за вашу поддержку !!!! Не забудьте поделиться видео!) Больше просмотров заставит нас загружать быстрее !! Ссылки FACEBOOK https: // facebook …
作者: KREOSAN EnglishКак сделать сварочный аппарат в домашних условиях Top Review Zone
За исключением промышленных аппаратов для дуговой сварки, большинство аппаратов для дуговой сварки имеют цикл, указанный производителем, в котором указано, сколько минут в течение 10-минутного периода следует использовать сварщику.Они рентабельны. По сравнению с другими сварочными процессорами, аппараты для дуговой сварки недороги и требуют минимального обучения для работы.
Снижение затрат на сварку 10 шагов
Организованная и логичная доставка деталей на сварочную станцию также является способом снижения затрат на сварку. Например, одна компания производила барабаны для смешивания бетона. В процессе изготовления компания произвела 10 деталей для одной секции, а затем произвела
DIY Машина для точечной сварки YouTube
01 февраля 2013 г. Страница канала: youtube / user / mopatin / Twitter: https: // twitter / mopatin Google +: google / + mopatin Как собрать аппарат для точечной сварки
作者: mopatinКак построить недорогой сварочный аппарат
Сварочные аппараты трением с перемешиванием MTI используются в исследовательских и опытно-конструкторских целях при проектировании и производстве всех видов аппаратов для сварки трением и систем, и требует меньших затрат энергии по сравнению с другими сварочными процессами.и при этом экономически выгодные, машины для
Очень недорогой аппарат для точечной сварки листового металла (портативный
Низкая стоимость этого аппарата для точечной сварки может быть снижена до нуля, если следующие предметы можно утилизировать вместо того, чтобы покупать, большую часть времени я соглашусь для компромисса между двумя. 1. Очень старая или испорченная микроволновая печь X1 (свалки переполнены ими) 2.
1. Низкая стоимость этого аппарата для точечной сварки может быть снижена до нуля, если вместо купил, большую часть времени я…2. Этот шаг описывает, как получить трансформатор из микроволновой печи 1. Разобрать микроволновую печь, не касаясь ничего на печатных платах … 3. Вся эта конструкция сделана из цельной доски, и единственные изменения, которые были внесены в нее, — это обрезать ее до нужной длины, таким образом, все … 4. Любой и каждый, кто имел дело со сваркой, знает, что при таких экстремальных температурах электроды разъедаются, как никто другой, поэтому я … 5. Для успешной работы точечной сварки ключ кроется в том, чтобы обеспечить пропускание большого количества тока через точку сварного шва в качестве этого переворота…6. Обратите внимание, как я использовал металлическую цепь, чтобы закрепить среднюю часть, я добавил это для прочности конструкции, так как вы не поверите, насколько это тяжело …Сварочный аппарат по низкой цене, сварочный аппарат по низкой цене
Широкий выбор сварки по низкой цене Вам доступны различные варианты оборудования. На Alibaba есть 2100 поставщиков, которые продают сварочные аппараты по низким ценам, в основном расположенные в Азии. Основными странами-поставщиками являются Китай, Малайзия и Гонконг S.A.R., из которых доля поставок недорогих сварочных аппаратов составляет 99%, 1% и 1% соответственно.
Amazon: Cheap Tig Welder
HITBOX 110V / 220V Tig Welder 200A Dual Voltage Arc D / C Stick MMA Inverter IGBT Digital Welder 60% Ducty Cycle High Frequency Digital Control (Модель: TIG 200A) 3,8 из 5 звезд 62. $ 229.99 $ 229. 99. БЕСПЛАТНАЯ доставка. 2018 AHP AlphaTIG 200X 200 A IGBT AC DC Tig / Stick Welder с ИМПУЛЬСОМ 110 В 220 В ГАРАНТИЯ 3 ГОДА.
Счет за электроэнергию … стоимость эксплуатации сварочного аппарата Weld Talk
Как говорит Sberry, я вижу больше затрат, когда делаю что-то с помощью рабочих инструментов, чем сварка с помощью MM135.Фуговальный станок и настольная пила заставляют маленькое колесико в измерителе исчезнуть, как и воздушный компрессор. С другой стороны, если я подниму старую шумиху
Затраты на ремонт для сварщиков Miller Welding Discussion Forums
Если вы занимаетесь сваркой, но используете свое оборудование только вы, шансы на необходимость ремонта возрастают, но должно быть немного (например: Hawk, как указано выше). Вы должны иметь возможность списать стоимость ремонта. Если у вас есть сварочный бизнес или бизнес, который ежедневно использует сварщиков для разных рабочих, вы получите
Стоимость ремонта сварочного / плазменного резака Школа ремонта сварочного оборудования 查看 更多 结果Сварщик своими руками Создайте свой собственный портативный сварочный аппарат MIG / TIG / ARC
2 марта 2015 г. Вариант сборки до 200 В (сварщики двигателей).Режимы Stick, TIG, MIG и зарядки аккумулятора. Чувство тока через ток возбуждения не совсем точное, но достаточно хорошее. Мой опыт работы с разными сварщиками показывает, что текущие настройки в любом случае приблизительны. 120А на одной машине действует иначе, чем 120А на другой. Процессор с сокетом PIC32.
Как построить недорогой сварочный аппарат
>>> Руководство покупателя сварочного аппарата. Поскольку стоимость сварочного аппарата частично зависит от того, сколько в нем сока. Иногда слабый ток вызывает нестабильность.И поддержка онлайн; как построить недорогой сварочный аппарат. Как создать сварщика eHow. Как собрать сварщика. Сборку сварщика можно укомплектовать обычными товарами.
Лучшие дешевые сварочные аппараты MIG стоимостью менее 400 долларов США в 2020 году Welder Critic
9 ноября 2020 г. Завершает этот обзор сварочный аппарат MIG с сердечником из флюса и сплошной проволокой на 120 В, который также стоит менее 400 долларов США. Компания Smarter Tools заработала себе репутацию благодаря высококачественным недорогим электроинструментам, и этот MIG не является исключением. За такую цену вы получаете MIG с большой универсальностью, дающий вам широкий диапазон усилителей от 0140.
DIY Ультразвуковая сварка пластмасс Hackaday
20 января 2012 г. Я думаю, дело в том, что недорогая ультразвуковая сварка будет очень полезна для многих проектов DIY в целом, поэтому имеет сильное применение в области DIY в целом.
Оценка общих затрат на сварку Изготовление и металлообработка
Помимо затрат на рабочую силу, электроды и защитный газ, в общие затраты на сварку была включена плата за электричество, необходимое для питания сварочных аппаратов.Хотя в нашем примере стоимость электроэнергии на фунт наплавленного металла никогда не превышала 0,40 доллара США, это значение не является незначительным и поэтому было учтено в расчетах.
5 Методы эффективного соединения металлов без сварочного аппарата
Припой — это сплав, плавящийся при низкой температуре, и поэтому, по сравнению со сваркой, пайка требует меньше тепла. Плюсы пайки. Пайка — гораздо более безопасный процесс, чем сварка. Для создания сцепления требуется низкая температура. Он образует электрическое соединение и может быть использован для подключения электрических устройств.Минусы пайки
Какой самый дешевый способ собрать прицеп? Miller
Я должен быть честным здесь, и я думаю, что многие люди могут согласиться, но если у вас нет трейлера для использования в качестве донора (подумайте о трейлере для лодки) и дешевого источника стали (у меня есть свалка металлолома в том же комплексе мой магазин находится здесь. Иногда я покупаю вещи примерно за половину стоимости новых).
21 Прибыльные бизнес-идеи IronSteel NextWhatBusiness
Крючок для блузок — важный предмет для швейной и швейной промышленности.Вы можете начать этот бизнес с одной машины и небольшими стартовыми капиталовложениями. Поэтому вы можете начать этот бизнес не выходя из дома. Узнать больше # 3. Диск сцепления. Диск сцепления является важным элементом автомобильной промышленности.
Сварщик «Сделай сам» Создайте свой собственный портативный сварочный аппарат MIG / TIG / ARC
2 марта 2015 г. Вариант сборки для выхода до 200 В (сварочные аппараты двигателя). Режимы Stick, TIG, MIG и зарядки аккумулятора. Чувство тока через ток возбуждения не совсем точное, но достаточно хорошее. Мой опыт работы с разными сварщиками показывает, что текущие настройки в любом случае приблизительны.120А на одной машине действует иначе, чем 120А на другой. Процессор с сокетом PIC32.
Лучшие дешевые сварочные аппараты MIG стоимостью менее 400 долларов США в 2020 году Welder Critic
9 ноября 2020 г. Завершает этот обзор сварочный аппарат MIG с сердечником из флюса и сплошной проволокой на 120 В, который также стоит менее 400 долларов США. Компания Smarter Tools заработала себе репутацию благодаря высококачественным недорогим электроинструментам, и этот MIG не является исключением. За такую цену вы получаете MIG с большой универсальностью, дающий вам широкий диапазон усилителей от 0140.
5 Методы эффективного соединения металлов без сварочного аппарата
Припой — это сплав, плавящийся при низкой температуре, и поэтому, по сравнению со сваркой, пайка требует меньше тепла. Плюсы пайки. Пайка — гораздо более безопасный процесс, чем сварка. Для создания сцепления требуется низкая температура. Он образует электрическое соединение и может быть использован для подключения электрических устройств. Минусы пайки
DIY Ультразвуковая сварка пластмасс Hackaday
20 января 2012 г. Я думаю, дело в том, что недорогая звуковая сварка была бы очень полезна для многих проектов DIY в целом, поэтому имеет сильное применение в области DIY в целом.
Постройте самодельный сварочный аппарат для дуговой сварки с помощью микроволнового трансформатора
См. Здесь множество советов по безопасности при сварке Вот действительно полезные инструкции, которые используются в этом проекте: построить сварочный аппарат на 70 А, крошечный сварочный аппарат Тим Уильямс домой сделал сварочный аппарат (через afrigadget). Практическое руководство Дэна Хартмана тоже полезно для справки.
Аппарат для дуговой сварки Купить инверторный сварочный аппарат в Интернете
Купите аппараты для дуговой сварки на портале Industrybuying. Аппарат для дуговой сварки под флюсом, трансформатор для дуговой сварки, инверторный сварочный аппарат, трансформатор для однофазной дуговой сварки AMPS, автомат для резки — вот некоторые из полезных сварочных аппаратов, которые следует покупать онлайн только в лучших интернет-магазинах, среди которых промышленные закупки.
Решения для контроля сварочного дыма Lincoln Electric
Mobiflex® 200-M и 400-MS — это низковакуумные системы для удаления и фильтрации сварочного дыма. Их размер и мобильность делают их идеальными для небольших производственных предприятий. СТАЦИОНАРНЫЙ Statiflex 200-M, 200-M Dual Arm и 400-MS — это стационарные настенные низковакуумные системы, предназначенные для легкого и среднего извлечения и фильтрации
Оценка ваших затрат на сокращение FABRICATOR
Определение затрат.Для сравнения экономических показателей этих машин затраты были разделены на три категории: 1. Рабочая сила: затраты, связанные с эксплуатацией машины, включая время на обработку сырья, готовых деталей и остатков, а также на обслуживание оборудования во время его работы (при необходимости). . Чтобы оценить эти затраты, вы должны знать почасовые расходы оператора, количество времени, которое потребуется.
Сварочный аппарат MIG Купить MIG Welder Three Phase Online в
Сварочные аппараты MIG, разработанные для обеспечения превосходной производительности, используются для выполнения точных сварных швов при соединении таких металлов, как низкоуглеродистая сталь, нержавеющая сталь, медь и титан.Помимо аппаратов для сварки MIG и аппаратов для сварки TIG, аппараты для дуговой сварки специально спроектированы и разработаны с использованием современных передовых технологий. Они
Механическая обработка Оценка стоимости производства, котировки и ставки
Оценка стоимости механической обработки, котировки и ставки Введение: Почему оценка стоимости так важна. Независимо от того, производите ли вы свой собственный продукт для продажи или работаете в мастерской, которая должна производить детали для других, вам необходимо иметь возможность оценить затраты, связанные с производством деталей.
Лучшие сварщики для начинающих 2020: обзоры 10 лучших сварщиков с
23 ноября 2020 г. Сказав, что современные производители сварочных аппаратов делают его все более доступным и доступным даже для начинающих с самым ограниченным бюджетом. Вы можете ожидать, что самые качественные и высокопроизводительные сварочные аппараты начального уровня будут стоить от 500 до 800–1000 долларов. Заключительные слова
Получите лучшие цены на электросварочные аппараты в Индии
Сварочный аппарат: выберите правильный для хороших результатов.Металлы можно соединять несколькими способами с применением сварки. Во всех этих технологиях энергия преобразуется в тепловую форму, что в конечном итоге приводит к плавлению сплава или металла.
Сварочный аппарат DIY — Создайте свой собственный портативный сварочный аппарат MIG / TIG / ARC
Сварочный аппарат DIY — Создайте свой собственный портативный сварочный аппарат MIG / TIG / ARC| DIY-Welder — Создайте свой собственный аппарат для дуговой, MIG- и TIG-сварки | Хиты страницы: |
Старых плат:
Примечание: я больше не создаю упрощенные доски.У меня не осталось досок. Так что не спрашивайте.Сварочный аппарат 200A для дуговой, MIG- и TIG-сварки
Посетить DIY-Welders Yahoo Group
| Оригинальная цифровая плата для сварки MIG, TIG и Arc (Stick). Хорошо зарекомендовал себя как испытательный стенд. |
Обновление: 2 марта 2015 г. Наконец-то есть прогресс!
Бился с вариантами нового дизайна. В Оригинальная цифровая плата была сложной и дорогой. Несколько из сложности:
- Изолированный датчик напряжения
- Изолированный датчик тока
- Изолированный выход, до 200 В
- Импульсный источник питания с 3 изолированными выходами.
- Много аналогов для управления в реальном времени
- 150 деталей
- Дорогой энкодер для ввода
- Режимы MIG, TIG, Stick и зарядного устройства.
- Механически сложный.
- Текущее ощущение было трудно откалибровать.
Это сработало, но я никогда не хотел строить. Много дорогих деталей, например, линейных оптоизоляторов. Эта сложность Было разрешено использовать его в 3-х конфигурациях:
- Сварочный аппарат постоянного тока с автомобильным генератором переменного тока
- Дополнительный модуль TIG и MIG на переменном / постоянном токе для стандартных сварочных аппаратов с приводом от двигателя (Я.e Pipeliner, SA-250)
- Дополнение для сварщиков трансформаторов, таких как Airco, Miller DDR / 3, Dialarc и другие, использующие трансформаторы насыщения.
Упрощенная плата предназначалась только для генератора переменного тока. Это сработало ну, но как только я начал его строить, переключатели пошли с От 1,49 до почти 6 долларов за штуку. Это было слишком упрощенно: это только приводил к высокому напряжению поля, был исправен в работе и не надежно поддерживайте сварку TIG.
Stick (SMAW), TIG и MIG — цели новой платы.Если все, что вам нужно, это сварка стержнем, неэлектронный Версия будет всем, что вам нужно.
Одной из проблем упрощенной платы было отсутствие изоляции; все относилось к отрицательному выходу генератора. TIG на постоянном токе — электрод отрицательный. Итак, вы подключаете положительный провод к работе. Это ставит генератор, плату и сварщика в целом. металл на OCV сварщика, обычно 60V. Небезопасная ситуация.
Я обдумывал идеи сделать это относительно недорого.Первое изменение — использование современного процессора, такого как Microchip PIC32. Это переместит все управление напряжением, током и выходом из множество аналоговых частей к программному обеспечению. Это облегчает изменение и добавить такие функции, как горячий запуск, запуск подъемника, управление двигателем. Наличие встроенного дисплея избавляет пользователя от необходимости добавить счетчики или дисплеи.
У меня почти готово схематическое изображение. Это не так уж и плохо по сложности по схеме или механически. Все равно не дешево, как хотелось бы, но разумный. На данный момент функций:
- 4-значный светодиодный дисплей с 10 светодиодами состояния.
- Пользовательский ввод с помощью 3 переключателей. Вверх / Вниз, Дисплей и переключатель режима / дистанционного управления. Все переключатели трехпозиционные (ВКЛ / ВЫКЛ / ВКЛ) мгновенно.
- Изолированный датчик напряжения — обеспечивает более безопасную сварку TIG.
- Управляющий выход до 8 ампер для поддержки двух генераторов переменного тока. Возможность сборки до 200В (сварщики двигателей).
- Режимы Stick, TIG, MIG и зарядного устройства.
- Измерение тока через ток возбуждения — неточно, но достаточно хорошо. Мой опыт работы с разными сварщиками — текущий установка в любом случае приблизительная.120А на одной машине действует по разному чем 120А по другому.
- Процессор с разъемом для PIC32. Позволяет обновлять программное обеспечение. Я хотел бы чтобы иметь возможность загружать новый код, но с добавлением USB или последовательных интерфейсов это будет редко использоваться и просто увеличивает стоимость.
- Разрешить сохранение и загрузку конфигураций.
- Опора для соленоида холостого хода двигателя.
- Старт Lift start TIG, запуск при минимальном токе до образования дуги.
- Пусковая выходная мощность для внешней высокочастотной пусковой цепи.
- Выход внешнего контактора (полезно для лучшего запуска MIG.)
- Дистанционное управление напряжением / током.
- Одноплатная плата размером 5×3 дюйма. Это можно было бы установить на 4×6 красное оргстекло. Надеюсь, что панели будут шелкографии со всем текстом и этикетками.
- Винтовые клеммы для соединений.
- Опция для внешней платы для измерения истинного тока (полезно для сварщиков двигателей.)
Общая информация на сайте.
Вы можете построить сварочный аппарат с модифицированным генератором, несколько резисторов и несколько сварочных кабелей. Может работать от газа или электродвигатель. Есть несколько таких плавающих вокруг как «сварщики». Они в основном работают, но имеют небольшой контроль вывода. Они также, вероятно, взорвут выпрямитель мост так как нет защиты от разбегания выхода и нет стабилизатора для лучшей дуги. Обычно они работают примерно при 20В; это будет работать, но сложно поддерживать дугу.Идея состоит в том, чтобы иметь общую панель управления, позволяющую любой источник питания с контролем тока / напряжения, который будет использоваться для дуги, Сварка MIG и TIG. Он имеет программируемый наклон и OCV просто как у больших сварщиков. Также он поддерживает как постоянное напряжение (CV) и постоянный ток (CC), так что TIG, ARC и MIG могут быть сделано. Его также можно использовать как быстрое зарядное устройство. Это можно использовать для самодельного сварочного аппарата, который можно сделано относительно недорого (второй прототип показан выше). Плата управления с подходящим двигателем (газовым или электрическим), генератор, ремень и шкивы, и у вас будет очень способный Сварщик дуговой сварки на постоянном токе.10 л.с. электрического или 12 л.с. газа должно быть достаточно для Использование DIY. Добавьте газ и механизм подачи проволоки, и у вас будет MIG. Добавлять горелку TIG и газовый соленоид, и вы можете начать TIG с нуля. На плате есть руководство с объяснением всех подключений. Наиболее работы механический. Поддерживается сварка TIG на постоянном токе с нуля. Планируется ВЧ-старт. В меню вверху показаны параметры простого аппарата для дуговой сварки. к многопроцессорной установке. Также есть примеры моих двух прототипов конструкции .. Вопросы или комментарии, не стесняйтесь обращаться ко мне по адресу Все веб-страницы, изображения и текст Авторские права (c) 2009-2015 гг. SHDesigns.Сварочный аппарат для автомобильных аккумуляторов DIY
Когда вы живете вне сети, деньги обычно являются роскошью. Вот почему мы стараемся делать свои собственные более дешевые версии всего. Например, терракотовая печь для пиццы своими руками и радио на солнечных батареях. Иногда меня удивляют вещи и инструменты, которые мы можем сделать дома, например, этот сварочный аппарат для автомобильных аккумуляторов своими руками.
Большинство сварочных аппаратов могут стоить руки и ноги, но, к счастью, не этот. Только представьте, вы легко сможете сделать его из 3-х недорогих вещей, которые наверняка уже есть у вас в мастерской.Это не только сварочный аппарат, i t также можно использовать для пайки и резки. Если вы не можете себе это позволить, для этого взлома действительно нет необходимости покупать новые батареи.
———————- Реклама ———————-
— ————————————————— —————-
Вот что вам понадобится:
Знаете ли вы, что внутри батареи фонаря находится угольный стержень? Я тоже, но если вы развернете оболочку, вы найдете именно ее посередине.Стержень подключается к одному из выводов через соединительные кабели. Другой кабель подключается к свариваемой металлической пластине.
Углеродный стержень будет вашим сварочным стержнем, используйте плоскогубцы, чтобы удерживать его во время сварки. При использовании машины рекомендуется носить перчатки и защитные очки. Также не выполняйте сварку более 5 минут за раз, кабели могут перегреться. Регулярное использование также может повредить аккумулятор.
Вы можете получить пошаговые инструкции из блога Hackerom, здесь…
Вы можете посмотреть видео ниже о том, как сделать сварочный аппарат, используя батарею 12 В…
Вы можете посмотреть видео ниже о сварке своими руками с автомобильными аккумуляторами…
Вы можете посмотреть видео ниже о том, как сделать сварочный аппарат в домашних условиях…
.
———————- Реклама ———————-
ДОБРО ПОЖАЛОВАТЬ В IJSTR (ISSN 2277-8616) —
|
1s мини точечный сварочный аппарат diy 18650 литиевая батарея никелевая лента точечная сварка портативный бытовой сварочный аппарат для волокна Продажа
Совместимость
Чтобы подтвердить, что эта деталь подходит вашему автомобилю, введите данные вашего автомобиля ниже.Эта запчасть совместима с автомобилем (ами) 0 . Показать все подходящие автомобили
Эта деталь совместима с 1 автомобилями, соответствующими
Эта деталь несовместима с
- Год
- Марка
- Модель
- Субмодель
- Накладка
- Двигатель
Q&A:
Q: В чем разница между Upgrade 1S и предыдущей 1?
A: 1S добавил функцию добавления автоматического разряда в режиме ожидания, который может автоматически разряжаться до 50% за 5 дней и продлевать срок службы батареи.1S также оптимизирует схему и структуру с лучшей производительностью. Кроме того, к 1S добавлена версия порта зарядки типа C.
Q: В чем разница между типом C и micro USB?
A: версия типа C использует порт зарядки типа C, поддерживает подключение положительного и отрицательного полюсов и распределяет линию зарядки типа C. Кроме того, в схеме типа C используется более прочный процесс осаждения золота.
В: Поддерживает ли тип C быструю зарядку?
A: Учитывая, что быстрая зарядка может повлиять на срок службы батареи, для зарядки от 50% до 100% требуется всего около 2 часов, поэтому быстрая зарядка не поддерживается.
Характеристика:
Материал корпуса из алюминиевого сплава, огнестойкий и предотвращающий падение; Технология анодирования поверхности, антиабразивная и безопасная в использовании.
Портативный аппарат для точечной сваркив основном используется для сварки никелевых листов цилиндрических батарей, таких как 18650.
Встроенный высокопроизводительный полимерный силовой элемент, максимальный выходной ток до 639 А, он может непрерывно сваривать тысячи точек. после полной зарядки.
Имеется два режима вывода с индикацией выходной мощности и оставшейся мощности: выход синхронизации по времени и выход автоматического триггера.Одновременно можно установить 4 выходных мощности.
Имеет четыре двухцветных световых индикатора: зеленый свет для индикации мощности, красный свет для индикации мощности сварки.
Индикатор зарядки: красный — зарядка, зеленый — полная зарядка.
Он автоматически отключится через десять минут простоя.
Компактный размер и легкий вес, легко и удобно носить с собой.
Технические характеристики:
Тип изделия: Аппарат для точечной сварки
Материал: Алюминиевый сплав
Размер: 10×8.4×2,8 см / 3,9×3,3×1,1 дюйма
Цвет: черный
Выходное напряжение: 4,2 В (макс.)
Выходной ток: 639A (макс.)
Расчетный ток: 1200A (макс.)
Емкость аккумулятора: 4300 мАч
Интерфейс ввода: Micro USB
Вход: 5 В 1A
Толщина сварки: 0,1-0,12 мм
Количество: 1 комплект
Инструкции:
Длительно нажмите кнопку включения, зеленый свет показывает электрический количество, красный свет показывает выходную мощность.
Короткое нажатие дважды для входа в настройку мощности, выходная мощность четырех передач, короткое нажатие дважды для сохранения и выхода.
В это время сварка запускается в фиксированное время, а выходная мощность составляет 1,5 секунды один раз.
Короткое нажатие один раз для переключения в автоматический режим триггера и автоматический выход, когда обнаруживается, что две сварочные ручки находятся в хорошем контакте с никелевым листом.
Длительное нажатие для выключения.
В комплект входит:
1 аппарат для точечной сварки
1 кабель для зарядки
2 ручки для точечной сварки
1 руководство пользователя на английском языке >>> НАЖМИТЕ ДЛЯ СКАЧИВАНИЯ <<<
Подробно Фотографии:
.