техника безопасности при ремонте автомобиля
техника безопасности кузовного ремонтаЗдравствуйте. В этой статье хочу вернуться к технике безопасности. Думаю, что не все знают то, что описано ниже. Однако, знание этих элементарных правил необходимо каждому жестянщику, особенно начинающему, чтобы избежать больших проблем.
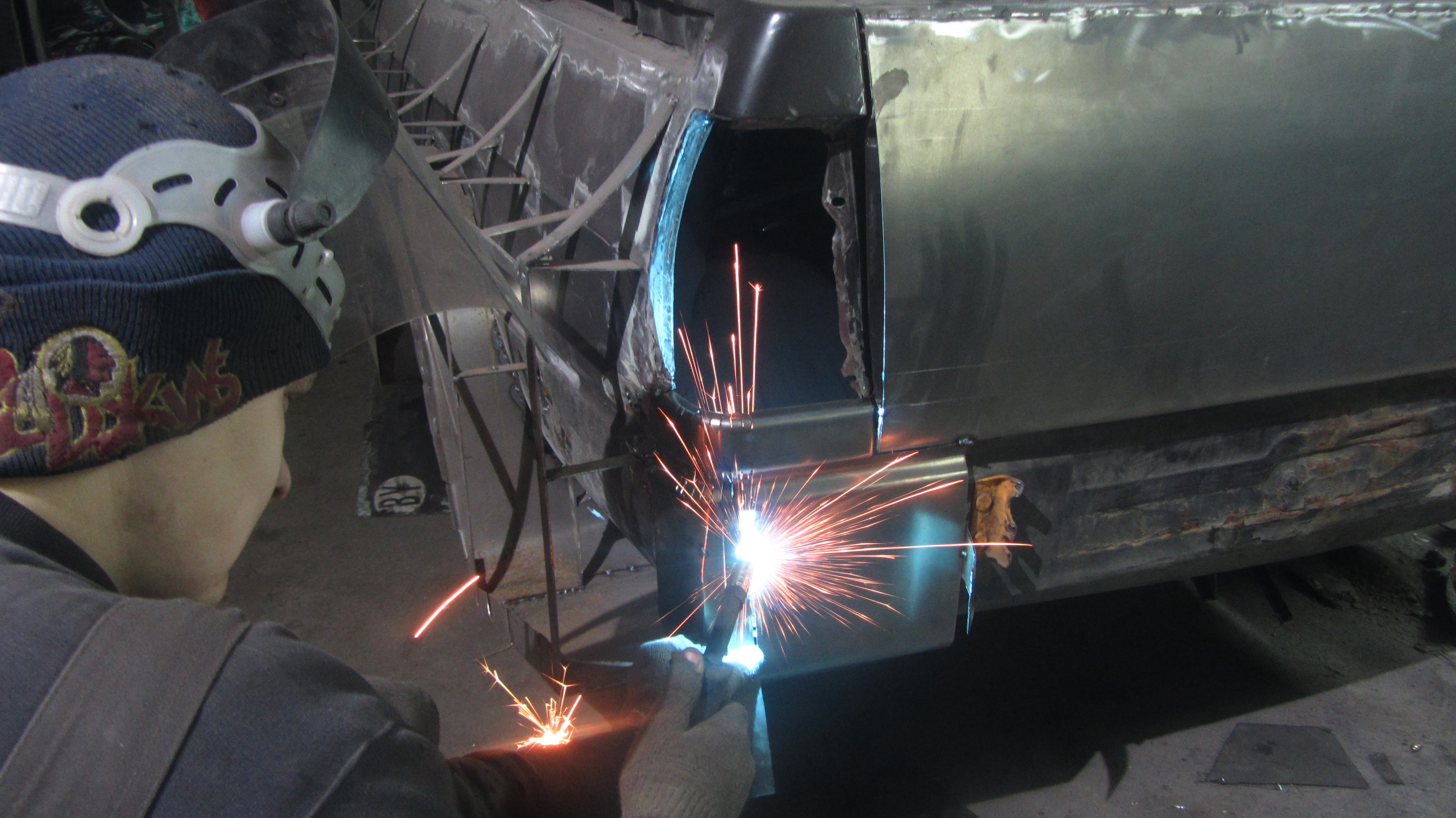
- При проведении сварочных работ на автомобиле, старайтесь не отвлекаться. Нюхайте,слушайте, будьте внимательны и осторожны. Следите за тем, чтобы капли сварки не разбрызгивались на стёкла авто, не скатывались в салон и под ковровое покрытие на полу авто, и не раскатывались по лицевым панелям машины. Не реагируйте на звонок мобильного телефона в это время. Ибо, пока пообщаетесь 15 минут по телефону, машина может разгореться с такой силой, что потушить её уже, может и не удастся.
- Если варите какую-либо закрытую полость (порог или арку, например), то перед началом сварочных работ наметьте в зоне ремонта любое конструкционное отверстие, через которое, если придётся, будете гасить пламя внутри короба.

- Если возгорание всё же произошло, то не паникуйте. Рядом с Вами всегда должна быть пластиковая бутылка с водой. Но, часто, это не помогает. В закрытых полостях я гашу пламя углекислотой из баллона, который подключен к сварочнику. Всегда кладу на сварочник ножницы по металлу. В случае возгорания, ими откусываю шланг в районе входа его в полуавтомат, прибавляю давление кислоты на редукторе баллона, и вставляю шланг в конструкционное отверстие рядом с местом возгорания. Поэтому, шланг на баллоне у Вас должен быть с запасом по длине, чтобы его хватило дотянуться до машины, в случае чего…
- Всегда в течении 15 минут после окончания сварочных работ на автомобиле, особенно закрытых коробов, ощупывайте короб над местом сварки. Он не должен нагреваться, а наоборот, должен остывать. Если нагревается, значит внутри короба разгорается пламя. Поролон, например, горит быстро, без дыма и звука, и почти без запаха.
- Любые сварочные работы на автомобиле, или просто, сварочные монтажные работы в мастерской, заканчивайте не менее, чем за 1 час до ухода с работы. Перед уходом ещё раз всё ощупайте и обнюхайте.
- Поскольку, при проведении сварочных работ на автомобиле, часто приходится работать руками,поднятыми вверх, замотайте скотчем или перехватите плотной резинкой манжеты на рукавах спецовки, иначе брызги от сварки будут лететь в рукава, вплоть до подмышек и далее… Также, одевайте шапку, плотно прикрывающую уши, ибо в положении лёжа, или даже при наклоне головы, капля сварки может влететь в ухо и повредить барабанную перепонку.
- Если приходится варить долго, особенно оцинкованный кузов, то обязательно пользуйтесь респиратором. Сварочные дымы очень вредны для всей дыхательной системы.
- Аккуратно работайте вблизи тормозных трубок. Не прожгите их сваркой. Тормозуха горит не хуже бензина.

 Если нагревается, значит внутри короба разгорается пламя. Поролон, например, горит быстро, без дыма и звука, и почти без запаха.
Если нагревается, значит внутри короба разгорается пламя. Поролон, например, горит быстро, без дыма и звука, и почти без запаха. Не прожгите их сваркой. Тормозуха горит не хуже бензина.
Не прожгите их сваркой. Тормозуха горит не хуже бензина.Пока всё. Если что-нибудь ещё вспомню, буду дополнять. Всё сразу вспомнить не удаётся, к сожалению. Итак,инструктаж по технике безопасности я провёл. По крайней мере,старался это сделать максимально подробно и доходчиво.
В последующих статьях я постараюсь описать саму технику сварочных работ на автомобиле. Начиная от подготовки к работе сварочного аппарата, его регулировки, и заканчивая самим процессом сварки. А сейчас, посмотрите вот это видео, обещанное мной, несколько ранее. Это — небольшая экскурсия ко мне в мастерскую. Обзор инструментов, которыми я работаю, и анонс будущих обучающих фильмов о кузовном ремонте, которые я буду снимать, в ближайшее время.
Всем удачи в работе.
Какую клемму на аккумуляторе снимать перед сваркой? — Курилка
Немного пролетел по времени с ответом в тему, но добавлю вдруг интересно кому. Обесточивать очень желательно будь то машина грузовая, лекговая, заводская линия или что либо автоматизированное имеющее различные датчики и прочую тонкую электронику. Дуга — это по сути видимое и не видимое электромагнитное излучение (так Тесла в своих экспериментах не заморачиваясь со сбором генератора на нужную частоту, взял мегасборник всех чатот). Так вот войдя в резонанс с элементами эл.схемы, частотная составляющая дуги наводит в элементах паразитную ЭДС, в результате чего выходят из строя силовые ключи, датчики, контроллеры и т.д. А если устройство запитано, такая ЭДС может вырасти в разы Естественно любая электроника и автомобильная в том числе экранирована, риск сведен в минимум, однако стечение не хороших обстоятельств (закон Мерфи) как раз таки никто не отменял. Есть пример. (Все знают что такое весы, так вот нагружая весовую платформу мы деформируем некий элемент весов — тензодатчик, электрический сигнал которого приходит в АЦП(аналогово-цыфровой преобразователь), а затем выводится на дисплей в виде привычных нам единиц в килограммах.
Обесточивать очень желательно будь то машина грузовая, лекговая, заводская линия или что либо автоматизированное имеющее различные датчики и прочую тонкую электронику. Дуга — это по сути видимое и не видимое электромагнитное излучение (так Тесла в своих экспериментах не заморачиваясь со сбором генератора на нужную частоту, взял мегасборник всех чатот). Так вот войдя в резонанс с элементами эл.схемы, частотная составляющая дуги наводит в элементах паразитную ЭДС, в результате чего выходят из строя силовые ключи, датчики, контроллеры и т.д. А если устройство запитано, такая ЭДС может вырасти в разы Естественно любая электроника и автомобильная в том числе экранирована, риск сведен в минимум, однако стечение не хороших обстоятельств (закон Мерфи) как раз таки никто не отменял. Есть пример. (Все знают что такое весы, так вот нагружая весовую платформу мы деформируем некий элемент весов — тензодатчик, электрический сигнал которого приходит в АЦП(аналогово-цыфровой преобразователь), а затем выводится на дисплей в виде привычных нам единиц в килограммах.
У нас на производстве есть участок приема продукта (контейнер с полезным весом), соответственно и весы которые способны взвестить данный вес примерно 1100кг, так вот однажды запарившись диспетчер приема не отключил питание линии, а тем временем проводились сварочные работы, (при весе контейнера 1100кг, защитные упоры при погрузке деформируются, что не безопасно при эксплуатации)укрепление упоров. В результате один тензодатчик (всего 4) и концевик (индуктивный датчик, накрылся через некоторое время) вышли из строя, не смотря на то, что вокруг металл, тензики находятся в металлических стаканах, один просто прошило, причем видимых причин выхода из строя нет, а индуктивный, проработав некоторое врем, просто вошел в насыщение и подавал постоянный сигнал. (Возможно пришло этим датчикам время, возможно производственный брак, возможно сварка дала толчок уже имевшемуся дефекту, фих его знает, ни на кого не списали, все уладили по тихому, был так сказать запас датчиков, заменили забыли. Но мы Асушники знаем, что индуктивный датчик выходит из строя когда герметичность корпуса нарушена, скол трещина рабочей поверхности, а тензик если чрезмерное усилие по весу, значит только одно — что-то проскочило по питанию.

Так что так,в автомобилях, грузовых, легковых, не важно, сейчас столько напихано, что такой риск без обесточивания борт сети череват неприятностями.
Способы сварки автомобиля при ремонте
Большинство предприятий даёт гарантию на кузов автомобиля при активной эксплуатации от 10 до 15 лет. Со временем кузов транспортного средства поддаётся коррозии, и возникает необходимость в ремонте.
Реставрация кузова понадобится также в случае ДТП. Одним из лучших способов ремонта является сварка автомобиля. Для сварки используют полуавтоматы, инверторы и значительно реже трансформаторные аппараты переменного тока.
Аппарат переменного тока
Технику, работающую на переменном токе можно использовать при выполнении простых сварочных работ, например, заваривать лопнувшую раму автомобиля. Качеством получаемые швы не блещут.
Труднодоступные места сварки невозможно обработать из-за громоздкости оборудования. К тому же, специалисты рекомендуют проводить работы этой техникой по металлу, толщина которого более 1 мм. Чтобы не прожечь тонкие детали насквозь. Им хорошо работать по железу, толщина которого превышает 6 мм, так что кузов этим аппаратом лучше не варить.
Углекислотный полуавтомат
Полуавтомат, работающий в среде углекислого газа (сварка MAG), имеет свои положительные и отрицательные моменты, про которые необходимо говорить открыто.
Оборудование хорошо знакомо многим и применяется повсеместно. Работы по ремонту автомобиля могут выполняться на станциях техобслуживания и самостоятельно в гаражных условиях.
Сварка доступна при толщине металла от 0,8 до 6 мм с использованием сварочной проволоки диаметром от 0,2 до 2 мм.
При сварке кузова автомобиля швы, с точки зрения механики, получаются ровными, качество работы на высоком уровне. На аппарате можно также проводить сварку в среде аргона. Это даёт возможность обрабатывать цветной металл.
Это даёт возможность обрабатывать цветной металл.
Освоить принцип эксплуатации может любой дилетант. Роль электрода в полуавтоматической сварке играет проволока, которая автоматически сходит с барабана и поступает в рабочую зону.
К отрицательным моментам можно отнести большой вес конструкции и увеличенные габариты. Поэтому оперативное перемещение затруднено. Техника, в основном, предназначена для выполнения стационарных заданий.
Инверторный аппарат
Именно на этом оборудовании можно начинать работать тем, кто до этого не имел дела со сваркой. В случае необходимости инвертор может варить кузов автомобиля в ускоренном режиме. Ускорению способствуют токи высокой частоты, доходящие до 2 тыс. Гц.
Несомненно, техника компактная, способная качественно уложить швы даже при пониженном сетевом напряжении. Единогласно специалисты и владельцы отмечают простоту использования оборудования, качественно выполненные швы и соединения.
Негативный момент – это высокая стоимость оборудования, а также, возможность обработки металлических поверхностей, толщиной до 3 мм. Ещё одна «болезнь» аппарата, его чувствительность к пыли.
Ещё одна «болезнь» аппарата, его чувствительность к пыли.
Сваривание автомобиля инвертором – один из вариантов ускоренного выполнения поставленных задач для мастеров СТО и при самостоятельных работах.
Независимо от того, какое оборудование для сварки автомобиля было выбрано, после окончания процесса в обязательном порядке необходима обработка рабочего участка шлифовальным кругом. Не стоит забывать о составах, которые способны купировать образование коррозии.
Самостоятельные работы
Самостоятельная сварка полуавтоматом начинается с закупки сварочной проволоки необходимого диаметра. Подготавливают рабочее место, инструменты для зачистки ржавчины и краски, шлифовки или резки металла.
Не стоит забывать и об индивидуальных средствах защиты – костюме из плотной ткани, ботинках, чтобы ступня была полностью закрыта, защитой маске, перчатках.
Обязательно надо проверить и привести в соответствие питающую электрическую сеть, способную выдержать нагрузку при работе сварочного агрегата.
На производстве сварку проводят автоматически роботизированные системы. Применяется контактный точечный метод. В домашних условиях точечная сварка своими руками весьма затруднительна, когда дело касается автомобиля.
Вручную качественно выполнить работу сможет только опытный сварщик. Если опыта нет, то надо понимать, что результат может быть не идеальным. Специалисты дают несколько полезных советов:
- прежде чем делать длинный шов, деталь прихватывают в нескольких местах;
- после прихваток делают короткие швы длиной около 1 см;
- огда металл остыл, делают окончательный провар.
После сварки сварочный шов зачищают и наносят защитное покрытие. Это позволит защитить его от коррозии, замедлит процесс разрушения металла автомобиля.
Ремонт без сваривания
Проведение сварочных работ грузовых автомобилей – это сложный, длительный и трудоёмкий процесс, который отнимает много времени. Если ситуация, требующая ремонта, застала в пути, то можно использовать холодную сварку.
Если ситуация, требующая ремонта, застала в пути, то можно использовать холодную сварку.
Дальнобойщики и водители грузовых машин всё чаще в рем-комплект включают специальный двухкомпонентный клей, который называется холодной сваркой. Она реализуется в виде жидких или пластичных составов.
Холодная сварка для автомобилей позволяет оперативно на некоторое время устранить проблему – заварить бак прямо на трассе, восстановить работу радиатора или ликвидировать пробоину картера силового агрегата.
Чтобы применить холодную сварку в целях ремонта автомобиля, необходимо зачистить металлическую поверхность наждачной бумагой и обезжирить её, используя Уайт-спирит. Заменителем может послужить бензин или ацетон.
Если используется холодная сварка в виде пластичного состава, нужно хорошо размять кусочек. Затем продукт наносят трещину или пробоину на металле автомобиля и тщательно разглаживается.
Процесс «схватывания» длится от 60 минут до 24 часов. Всё зависит от производителя состава, толщины нанесённого слоя и температуры окружающей среды.
Если вы торопитесь, можно через 20-30 минут после окончания холодной сварки, отправляться в путь, заехать на ближайшую СТО и провести капитальные работы.
Этим способом можно бороться с любыми проблемами, в том числе самостоятельно выполнять ремонт арок авто.
Для полного понимания процесса рекомендуется прочитать инструкцию, которая в обязательном порядке выдаётся производителем вместе с товаром. На трассе такая сварка – это действенный метод самостоятельного решения проблемы.
Нужно ли отключать аккумулятор? 10 случаев, когда реально не помешает. — Информация
Наверняка многие автолюбители, которые читали оригинальные руководства по эксплуатации своего автомобиля, замечали, что почти любой перечень действий начинается со слов: «отсоедините клемму от аккумулятора». Из-за этого и шутка родилась. Мол, производитель даже при необходимости подкачать шины требует обесточить автомобиль.
Из-за этого и шутка родилась. Мол, производитель даже при необходимости подкачать шины требует обесточить автомобиль.
Нужно ли отключать аккумулятор на самом деле, даже если вы выполняете, казалось бы, безобидные действия? Зачем это делать? Можно ли пренебрегать этой рекомендацией, и в каких случаях? Что может случиться при тех или иных действиях, если клемму от аккумулятора, все же, не отсоединить? Ведь многие этого не делают, и потом говорят, что ничего страшного не случалось.
В этой статье детально рассмотрены 10 случаев, когда отсоединить аккумулятор действительно не мешало бы. А для тех, кто ранее этого не делал и ничего не сгорело, по каждому пункту даются обоснованные пояснения – зачем нужна эта мера предосторожности.
И немного мудрости для разогрева. Если в помещении повесили огнетушитель, это не значит, что здесь обязательно случится пожар. Со снятыми клеммами АКБ все то же самое – это просто мера предосторожности. Если не снять, то может ничего и не случиться. Но кто знает наверняка?..
Если не снять, то может ничего и не случиться. Но кто знает наверняка?..
Случай №1. Сварочные работы
Перед выполнением сварочных работ примерно 80% аккумулятор отсоединяют. Но 90% из этих 80% не знают точно, зачем нужна такая мера предосторожности. Те, кто не скидывали клеммы (из-за лени, невнимательности, по привычке), и у них ничего не сгорело, утверждают, что делать это необязательно. Ведь реальная практика показала, что все прошло без проблем.
В Интернете даже можно найти мнение, что аккумулятор при сварочных работах не то, что полезно отсоединять, а наоборот, делать этого категорически нельзя. Мол, если АКБ исключить из цепей автомобиля, в случае повреждения проводки (оплавления) большие токи устремятся напрямую к электроприборам и все выжгут на своем пути прежде, чем сработают предохранители. А если аккумулятор оставить, то он якобы примет на себя эти токи, выступив в роли некого буфера.
Так зачем же тогда отключать аккумулятор при сварке, как это рекомендуют делать в руководствах по эксплуатации автомобиля? Вся суть этой меры предосторожности заключается в принципе работы сварочных аппаратов. Ток, благодаря которому зажигается дуга и плавится металл, протекает из сварочного аппарата по пути между точкой сваривания и местом, к которому подсоединена масса (не автомобильная, а сварочная).
Ток, благодаря которому зажигается дуга и плавится металл, протекает из сварочного аппарата по пути между точкой сваривания и местом, к которому подсоединена масса (не автомобильная, а сварочная).
Так вот, если на пути этого самого сварочного тока встретится какая-либо незащищенная электроника, то она с большой долей вероятности выйдет из строя. Если же на участке между массой сварки и электродом ничего такого нет, то и сгореть ничего не сможет. Отсюда можно сделать два вывода.
Во-первых, если массу сварочного аппарата подсоединять в непосредственной близости к точке сваривания (между ними нет электроцепей автомобиля), то клемму от аккумулятора можно и не отключать. Во-вторых, если массу в непосредственной близости к точке сваривания подсоединить не удается (мало места, плохой контакт), то риск повредить электрооборудование машины есть независимо от того, отключили вы аккумулятор, или нет.
Если на пути рабочего напряжения (20-40 В) и сварочного тока (под сотню ампер) встретится, например, электронный блок управления двигателем (ЭБУ), то он с большой долей вероятности выйдет из строя. При этом, чтобы случилась такая неприятность, сварочный ток должен зайти в блок (магнитолу, навигатор и прочее), и выйти из него на пути к своей цели (к подключенной массе сварочного аппарата).
При этом, чтобы случилась такая неприятность, сварочный ток должен зайти в блок (магнитолу, навигатор и прочее), и выйти из него на пути к своей цели (к подключенной массе сварочного аппарата).
По этой причине при выполнении сварочных работ на автомобиле гораздо более важно правильно подключить сварочный аппарат к свариваемым деталям, нежели снимать или оставлять клеммы на аккумуляторе. Массу надо подсоединять как можно ближе к точке сваривания, чтобы на пути сварочного тока не оказалось тонкой автомобильной проводки и электрооборудования.
Случай №2. Зарядка аккумуляторной батареи
Здесь, как и положено, мнения тоже расходятся. Кто-то считает, что во время зарядки АКБ от стационарного зарядного устройства клеммы обязательно надо отсоединять. Другие утверждают, что делать это не обязательно, и даже бессмысленно. Кто прав?
А правы обе стороны, но каждая при определенных обстоятельствах. На самом деле при зарядке аккумулятора снимать с него клеммы желательно только тогда, когда:
- Используется нерегулируемое примитивное зарядное устройство. Если прибор не способен (в силу отсутствия нужной для этого элементной базы) ограничивать напряжение и ток зарядки, то высокое напряжение может через не снятые клеммы пойти на электронику автомобиля, и сжечь ее.
- Токи утечки на вашем автомобиле значительно выше нормы – 50-70 мА. Если это так, то аккумулятор из-за постоянных потерь никогда не удастся зарядить до 100%.
- Вы не контролируете постоянно процесс заряда. Случиться в ваше отсутствие может что угодно – перебои в сети, отстегнется крокодильчик от клеммы, что-то перегреется, АКБ зарядится, а прибор не прекратит зарядку и так далее. В таких случаях клеммы надо снимать.
 Если прибор не способен (в силу отсутствия нужной для этого элементной базы) ограничивать напряжение и ток зарядки, то высокое напряжение может через не снятые клеммы пойти на электронику автомобиля, и сжечь ее.
Если прибор не способен (в силу отсутствия нужной для этого элементной базы) ограничивать напряжение и ток зарядки, то высокое напряжение может через не снятые клеммы пойти на электронику автомобиля, и сжечь ее.В остальных случаях – когда зарядное устройство автоматическое и со всевозможными защитами и ограничениями – клеммы с аккумулятора можно и не снимать. Но, опять же, кто даст гарантию, что крутое зарядное устройство не даст сбой в процессе очередной зарядки АКБ? Никто.
Случай №3. Мойка моторного отсека
Здесь все более или менее однозначно, и особых споров по этой теме не наблюдается. Любой автолюбитель на интуитивном уровне понимает, что вода и электричество – вещи опасно несовместимые. Поэтому клеммы с АКБ во время мойки подкапотного пространства снимают почти все. Особенно это надо делать, когда двигатель моется при помощи аппарата высокого давления, что крайне не рекомендуется. Струя воды под высоким давлением может «протиснуться» даже в самые заизолированные места, и устроить там если не короткое замыкание, то неприятную утечку тока точно.
Любой автолюбитель на интуитивном уровне понимает, что вода и электричество – вещи опасно несовместимые. Поэтому клеммы с АКБ во время мойки подкапотного пространства снимают почти все. Особенно это надо делать, когда двигатель моется при помощи аппарата высокого давления, что крайне не рекомендуется. Струя воды под высоким давлением может «протиснуться» даже в самые заизолированные места, и устроить там если не короткое замыкание, то неприятную утечку тока точно.
Исключением являются те случаи, когда мотор моется по всем современным правилам – без применения аппарата высокого давления и содержащей токопроводящих солей воды. Например, парогенератором, заправленным дистиллированной водой. При такой очистке моторного отсека клеммы с аккумулятора снимать вовсе необязательно. Изоляцию повредить невозможно, оторвать что-либо тоже. Да и дистиллированная вода ток не пропускает совсем.
Случай №4. Токи утечки выше нормы
Этот случай уже упоминался в пункте про зарядку аккумулятора. Однако большие токи утечки могут быть вредны и по другой причине. А именно, когда в автомобиле есть некорректно подключенные или частично вышедшие из строя приборы, потребляющие при выключенном двигателе электроэнергию из аккумуляторной батареи. Такие потери могут привести к тому, что вполне рабочая АКБ будет высаживаться в ноль даже за одну ночь. Вернее, она буде терять заряд несколько дней, не успевая восстанавливать его за время короткий поездок, и однажды утром подведет.
Однако большие токи утечки могут быть вредны и по другой причине. А именно, когда в автомобиле есть некорректно подключенные или частично вышедшие из строя приборы, потребляющие при выключенном двигателе электроэнергию из аккумуляторной батареи. Такие потери могут привести к тому, что вполне рабочая АКБ будет высаживаться в ноль даже за одну ночь. Вернее, она буде терять заряд несколько дней, не успевая восстанавливать его за время короткий поездок, и однажды утром подведет.
В таких случаях рекомендуется отсоединять клемму от аккумулятора, даже если он новый и на 100% хорошо держит заряд. Также следует отметить, что такие действия должны быть временной мерой предосторожности. Если есть большие токи утечки, то их причину надо искать, не откладывая это дело в долгий ящик. Чтобы выявить потребители, которые садят батарею во время сравнительно коротких стоянок, надо при заглушенном двигателе в разрыв одной из клемм АКБ подключить амперметр, и по очереди вынимать предохранители. На каком предохранителе ток утечки уменьшится, в той цепи и надо искать неисправность.
Напомним, что нормальным током утечки считается показатель в пределах 70 мА. Больше не должно быть даже в «напичканной» электроникой машине.
Случай №5. Аккумуляторная батарея «подуставшая»
В данном случае отключать АКБ надо по все той же причине. Если аккумулятор уже старый и плохо держит заряд, то, чтобы его не «добить» окончательно, при мало-мальски длительных простоях автомобиля клеммы надо снимать (достаточно одну, минусовую).
В противном случае АКБ будет часто вас подводить. Но и это не самое печальное. Помимо ненадежности из-за регулярных глубоких разрядов аккумулятор в считанные дни потеряет и ту емкость, которая у него осталась после длительной эксплуатации. Такой источник энергии стоит, конечно, заменить на новый. Но если хочется выжать из его ресурса по максимуму, то снятие клемм очень даже поможет в этом деле.
Случай №6. Длительная стоянка автомобиля
Здесь абсолютно не имеет значения, какой свежести у вас АКБ, и в норме ли токи утечки. Если автомобиль не будет эксплуатироваться значительное время, например, вы уехали отдыхать на пару недель, клеммы надо отсоединять. Особенно эта рекомендация актуальна в зимнее время. На холоде разряженный аккумулятор в прямом смысле этого слова замерзнет, так как из-за понижения плотности незамерзающий электролит превратится в воду и разорвет корпус АКБ.
Если автомобиль не будет эксплуатироваться значительное время, например, вы уехали отдыхать на пару недель, клеммы надо отсоединять. Особенно эта рекомендация актуальна в зимнее время. На холоде разряженный аккумулятор в прямом смысле этого слова замерзнет, так как из-за понижения плотности незамерзающий электролит превратится в воду и разорвет корпус АКБ.
Как посчитать, на какое время хватит вашего аккумулятора, если машину никто трогать не будет? Для этого надо знать всего две вещи – ток утечки при простое, а также хотя бы приблизительную емкость АКБ. С новыми аккумуляторами проще, так как их емкость написана на корпусе. С уже поездившими сложнее, так как их емкость можно узнать только путем ее измерения при помощи специальных устройств.
Считается очень просто. Приведем пример для наглядности. Допустим, у нас установлен аккумулятор, емкостью 50 ампер-часов. Мы измерили токи утечки при простое, и узнали, что они находятся в норме – 50 мА. В данном случае получается, что из батареи за один час будет уходить 50 мА*ч энергии, за одни сутки 24*50=1200 мА*ч или 1,2 А*ч и так далее. К примеру, если вы оставите такой аккумулятор с такими токами утечки на две недели, то теоретически он потеряет 1,2*14=16,8 А*ч заряда из 50 А*ч. Но это если вы оставили на 100% заряженный аккумулятор, у которого реально такая емкость.
К примеру, если вы оставите такой аккумулятор с такими токами утечки на две недели, то теоретически он потеряет 1,2*14=16,8 А*ч заряда из 50 А*ч. Но это если вы оставили на 100% заряженный аккумулятор, у которого реально такая емкость.
В большинстве же случаев АКБ не имеют такой емкости по причине естественного износа или неправильной эксплуатации. А потому глубокий разряд может наступить гораздо раньше. Отсюда вывод – долго не ездим, значит клеммы отсоединяем.
Случай №7. Подключение магнитолы
При подключении магнитолы и другого электрооборудования клемму с аккумулятора снимать надо в обязательном порядке. Даже если вы на 100% уверенны в назначении каждого проводка, в исправности подключаемого оборудования и в своих способностях. Если этой мерой предосторожности пренебречь, то можно будет на своем примере постичь представленную выше мудрость про огнетушитель.
Дело в том, что в автомобиле практически все электрооборудование, и в частности, магнитола, подключается к питанию и исполнительным элементам в довольно ограниченных стесненных условиях. При таких обстоятельствах даже у заядлого электронщика не может быть гарантии, что один оголенный проводок из-за своей эластичности не возьмет, да и не изогнется так, что прикоснется к другому оголенному проводку с противоположным потенциалом. Короткое замыкание при подключенной клемме обеспечено. Может, конечно, и повезет, и первым примет на себя большой ток короткого замыкания (помним, что АКБ способна отдавать ток около 500 А) предохранитель. Но бывает так, что его еще не подключили, либо он перегореть не успел, так как первой пострадала проводка.
При таких обстоятельствах даже у заядлого электронщика не может быть гарантии, что один оголенный проводок из-за своей эластичности не возьмет, да и не изогнется так, что прикоснется к другому оголенному проводку с противоположным потенциалом. Короткое замыкание при подключенной клемме обеспечено. Может, конечно, и повезет, и первым примет на себя большой ток короткого замыкания (помним, что АКБ способна отдавать ток около 500 А) предохранитель. Но бывает так, что его еще не подключили, либо он перегореть не успел, так как первой пострадала проводка.
Вывод – всегда при подобных работах отключаем клемму, подсоединяем оборудование, не забываем про предохранитель в цепи питания, и только потом подключаем АКБ обратно.
Случай №8. Замена предохранителей
Рекомендацию снимать клемму с аккумулятора при замене предохранителей многие критикуют. А напрасно. Вот как это происходит. Перегорает какой-либо из предохранителей. Если попытаться его заменить, не выяснив причину, по которой произошло его перегорание, то исходов может быть два, а не один, как говорят те самые многие критики.
А говорят они, что в такой ситуации не случится ничего страшного – все будет либо работать, либо просто опять перегорит предохранитель, который стоит копейки. Однако это не всегда так. Если перегорел предохранитель, что где-то в его цепи была перегрузка или короткое замыкание. Последнее покажется сразу – предохранитель моментально сгорит. А вот если была кратковременная перегрузка, после замены предохранителя все заработает, но ненадолго.
Что же касается клеммы аккумулятора. Если предохранитель перегорел из-за короткого замыкания, то при его замене с подключенным аккумулятором нет никакой гарантии, что перегорит именно он. Закон Ома может повлиять на ситуацию так, что предохранитель кратковременно выдержит повторны скачок тока, и за эти миллисекунды успеет выгореть еще что-то в электрооборудовании автомобиля.
Поэтому алгоритм замены перегоревшего предохранителя должен быть следующим. Отключаем АКБ, извлекаем перегоревший предохранитель, ищем причину, по которой произошло перегорание, устраняем, вставляем новый предохранитель, и только после этого подаем питание от аккумулятора.

Случай №9. Замена деталей системы зажигания
Свечи, бронированные высоковольтные провода, катушки и так далее. Отключать ли аккумулятор при замене этих деталей? Мнений, опять же, два. Одни говорят, что надо бы отключить. Другие утверждают, что пока замок зажигания находится в выключенном состоянии, никакое напряжение на детали системы зажигания от не отсоединенной АКБ пойти не может.
И снова обе стороны по-своему правы. Напряжение действительно не пойдет на свечи, катушки и высоковольтные провода, если зажигание выключено. Но кроме того, что замок выключен, он должен быть полностью исправным. Также никто не должен случайно включить зажигание во время замены всего вышеперечисленного. Как ни странно, но такое случается, например, когда один возится со свечами и проводами, а второй, чтобы не терять время, решил наконец-то правильно подключить магнитолу, «запустив» провод ACC через замок зажигания.
Таких примеров можно привести массу. Потому, чтобы не войти в этот список, клеммы лучше, все-таки, снять и в этом случае.
Потому, чтобы не войти в этот список, клеммы лучше, все-таки, снять и в этом случае.
Случай №10. Прочие ремонтные работы
Любые манипуляции вблизи электропроводки автомобиля желательно осуществлять при отключенной от аккумулятора клемме. Это надо делать для того, чтобы не случилось короткого замыкания, если:
- при отворачивании закисшего болта у вас сорвется рука, и вы оторвете какой-то плюсовой провод, который по закону подлости поспешит прикоснуться к массе автомобиля;
- ключ, болт, отвертка и прочие металлические предметы упадут случайно на оголенный участок плюсового провода, и замкнут собой цепь на массу;
- при ремонте вы обнаружите, что неплохо было бы очистить от окислов и ржавчины какой-либо контакт, который в открученном состоянии из-за упомянутой выше эластичности возьмет, да и… Ну вы уже знаете.
В остальных случаях, например, при подкачке шин, клеммы можете оставить в покое. Особенно, если вы собираетесь подкачивать их при помощи компрессора, включаемого в розетку прикуривателя.
Схожий материал
5 возможных причин почему аккумулятор быстро разряжается на авто
Плохо крутит стартер: диагностика и устранение причин
Простые способы проверки высоковольтных проводов зажигания
Зачем нужно менять тормозную жидкость
5 способов проверить амортизаторы автомобиля
Вибрация при торможении авто: диагностика своими силами
Правила эксплуатации и мойка машины после покраски кузова
Кипит аккумулятор: причины и мифы
Просадки напряжения ВАЗ и на других автомобилях
Подготовка автомобиля к продаже
Как лучше настроить магнитолу в автомобиле
10 возможных причин почему хрипят динамики в машине
Советы как снизить расход топлива на автомобиле
Как правильно подключить любую автомагнитолу к чему угодно
Как починить магнитолу своими руками
В АКБ одна «банка» не кипит при зарядке
Неравномерный износ шин
Можно ли не снимая клеммы заряжать аккумулятор – мифы и реальность
Как в машине сделать 220 вольт
Почему глохнет машина при снятии клеммы с аккумулятора и можно ли так делать
Подключение амперметра в автомобиле
Как правильно отключать и подключать аккумулятор на машине
Плохо ловит радио в машине: возможные причины и способы улучшить прием
Можно ли доливать воду в антифриз: мифы и реальность
7 способов как подключить телефон к штатной магнитоле автомобиля
10 причин почему могут греться колеса автомобиля
Можно ли подкрашивать номера на автомобиле
Принцип работы датчиков давления в шинах и их основные разновидности
Срок службы автомобильной резины и как его продлить
Как правильно обкатать автомобиль: мифы и реальность
Разница между 92-м и 95-м бензином – какой лучше заправлять и почему
Как правильно устанавливать светодиоды на машину
Гудит ГУР: причины
Какая самая экономичная скорость на автомобиле и почему
Почему окисляются клеммы на аккумуляторе и как правильно с этим бороться
Почему плохо играет магнитола и как улучшить музыку в машине
Что выбрать – шипованную резину или липучки
Как заряжать кальциевый аккумулятор – мифы и реальность
10 причин почему машину уводит в сторону
Как и сколько можно хранить бензин в домашних условиях
Обкатка шин – мифы и реальность
Где установить видеорегистратор в машине
Какие диски лучше – литые или штампованные
Полировка кузова своими руками без машинки
Нужно ли заряжать новый автомобильный аккумулятор и как правильно это делать
Установка и подключение второго аккумулятора в машину
История шин Dunlop / Данлоп
Самые большие шины Michelin / Мишлен для карьерных самосвалов
каким инвертором варить кузов и холодная сварка для глушителя
На чтение 10 мин. Просмотров 2.5k. Опубликовано
Обновлено
Для выполнения сварных работ можно обратиться на СТО или справиться с этой задачей своими силами, если удастся раздобыть сварочный аппарат и необходимые для него расходные материалы.
Сварочные работы для кузова автомобиля
Ни один производитель не может предложить своим покупателям автомобиль с цельнолитым кузовом. На заводах по производству авто изготовляются отдельные жестяные детали, которые впоследствии соединяют в единую конструкцию путем сварки.
Крупные бренды обзаводятся для этого автоматизированными сборочными линиями и узкоспециализированными роботами.
Типичный метод выполнения сварных соединений на металле не подходит для сварки автомобилей, так как имеет ряд минусов.
К примеру:
- малоопытным сварщикам сложно выполнить укладку самого шва;
- при работе требуется учесть риск ведения металла ввиду его сильного локального нагрева, ведущего к неравномерному температурному расширению и деформации;
- высокий расход сопутствующих материалов: сварных электродов, проволоки и т.п.
Автозаводы и СТО применяют иные технологии при сборке авто, способные при необходимости устранить дефект на его кузове, отреставрировать поврежденную деталь транспортного средства:
- стандартная электросварка;
- точечная сварка для кузова, рамы и другие детали грузовых и легковых автомобилей;
- лазерная технология выполнения сварных работ;
- применение инвертора для тонкого металла;
- для глушителя, бензобака, двигателя и других деталей авто из тонких металлов.

Какой сваркой варят кузов авто на заводах?
Автозаводы применяют преимущественно точечную сварку кузовов транспортных средств, позволяющую достичь следующих целей:
- свести к минимальному значению расход сопутствующих материалов;
- повысить точность позиционирования деталей в автоматизированном поточном производстве;
- устранить негативное влияние местного температурного расширения.
Суть технологии заключается в следующем:
- две детали выставляются согласно необходимой позиции относительно друг друга;
- будущую сварную точку сжимают двумя , через которые проходит ток высокой мощности;
- два слоя металла в месте контакта крепко спаиваются друг с другом.
Особенностью технологии считается тот факт, что в процессе сварки не происходит образования сварного шва, не теряется геометрия деталей, но появляется возможность для пружинной деформации.
Все это, в целом, повышает эксплуатационный период конструкции, а также снижает негативное влияние внешних факторов на нее в дальнейшем.
Стоит заметить, что данный тип сварных операций не подразумевает герметичность соединений, но этот минус можно устранить путем нанесения специального герметика на контактирующие участки деталей.
После проведения сварных работ кузов авто окрашивают полностью, что повышает прочность швов и придает конструкции эстетический вид. Также на автозаводах активно применяется лазерная сварка кузова автомобиля, при которой термическую, электрическую или химическую энергию преобразуют в лазерный луч.
Технология полностью автоматизирована, но сопровождается высокой энергопотерей, что позволяет создавать высококачественные сварные швы, стойкие к разному воздействию извне. Выполнить сварку кузова автомобиля своими руками без большого опыта в подобных вопросах может быть затруднительно.
 youtube.com/embed/wKuiB52YQuA?feature=oembed»>
youtube.com/embed/wKuiB52YQuA?feature=oembed»>
Как варят машину на СТО: инверторная, холодная сварка
Станции технического обслуживания транспортных средств, где применяются аналогичные заводским технологии сварки, в последние годы встречаются все реже.
Проблематика вопроса заключается в том, что точечная сварка требует не только соответствующего оборудования, но и применения большого числа разнообразных сопутствующих материалов.
По этой причине, при выполнении сварочных работ автомобилей, в автосервисе предпочтение отдают иным методам соединения металлических элементов. Так, своевременно устранить коррозийные повреждения, заменить сгнившие детали поможет инверторная сварка.
Устройство сварочного полуавтомата.Таким оборудованием можно варить металл даже в труднодоступных местах транспортного средства, так как агрегат отличается компактными размерами и легким весом.
Однако при выполнении инверторной сварки с помощью электродов без большого опыта могут получаться неаккуратные швы, поэтому такой ремонт лучше выполнять для багажника или крыльев машины.
Если соединять необходимо тонкие детали из специальных сплавов, варить авто по обычной технологии нельзя.
[box type=”info”]В некоторых случаях применение электродов приведет к деформации и даже возгоранию материала, поэтому на автозаводах используется еще одна технология выполнения сварных работ – холодная сварка: для глушителя, бензобака, двигателя и других деталей авто из тонкого металла.[/box]Она представляет собой особый клей на основе эпоксидной смолы, позволяющий без традиционной сварки заделать отверстия, придать швам прочность, соединить несколько металлических частей воедино. Приобрести подобные средства можно в автомагазинах.
На заметку! Хороший тон фирменных СТО – передача клиентам исправных и чистых транспортных средств. По этой причине завершающим этапом перед передачей автомобиля владельцу является мойка его кузова и чистка салона.
Как варить машину электродами и полуавтоматом?
Сварка полуавтоматом со сварным электродом считается наиболее приемлемым видом оборудования, актуальным для ремонта ТС.
Проведение сварочных работ на грузовом или легковом автомобиле с помощью полуавтомата позволяет без дополнительных трудностей достать любой уголок авто для создания . Это не требует глубоких знаний в области сварки и опыта в выполнении таких работ.
Это не требует глубоких знаний в области сварки и опыта в выполнении таких работ.
Сварочный полуавтомат в техническом плане устроен довольно просто: в его работе применяется тот же преобразователь тока, что и в остальных типах подобного оборудования, специфическими являются только актуальные расходные материалы.
Сварка полуавтоматическим агрегатом выполняется при использовании сварочной проволоки с диаметром 0,2-2мм, а также углекислого газа.
Зачастую проволока имеет медное покрытие, обеспечивающее хороший электрический контакт. А углекислота необходима для предотвращения процессов окисления, поскольку не позволяет расплавленному металлу контактировать с кислородом.
Так как в процессе сварки машины применяется углекислый газ в баллоне, полуавтомат требует и наличия редуктора для снижения давления. Оптимальное значение можно получить только при условии правильной настройки такого аппарата.
[box type=”info”]На заметку! Полуавтомат для сварки авто на СТО позволяет отредактировать и силу тока, и скорость подачи сварной проволоки. Поэтому можно добиться точной настройки агрегата, что в свою очередь позволит создавать почти незаметные глазу, но очень прочные сварные швы на поверхности кузова автотранспортного средства.[/box]
Поэтому можно добиться точной настройки агрегата, что в свою очередь позволит создавать почти незаметные глазу, но очень прочные сварные швы на поверхности кузова автотранспортного средства.[/box]Иногда работники СТО или частные владельцы вместо углекислого газа применяют особую сварную проволоку, которая хоть и не имеет медного покрытия, но содержит внутри специальный флюс.
[box type=”warning”]Порошок позволяет осуществлять сварку выхлопной системы, кузова авто без подачи газа. Применить при таких условиях стандартную проволоку нельзя, потому что она сгорит без газа.[/box]Отдельно стоит отметить сварные работы по устранению дефектов на глушителе авто. Выполнить данную задачу с помощью электросварки сможет только опытный мастер и только путем точечной сварки без движения электорода.
Неопытному мастеру лучше выполнять сварку глушителей автомобиля инвертором. А если в скором времени планируется заменить эту часть авто, то на некоторое время хватит и более экономичной холодной сварки.
Инверторная сварка
В последние годы все чаще при необходимости выполнить сварочные работы для кузова применяется инвертор.
Это усовершенствованный технологически, компактный и легкий сварочный аппарат, работающий на современных компонентах и с особенным методом преобразования тока. Он отличается низкой чувствительностью к пониженному напряжению питания и обеспечивает легкое разжигание .
Электрическая схема аппарата контактной сварки.Для неопытного сварщика сварочный аппарат инверторного типа – настоящая находка. Инвертор действительно стоит выбрать для ремонта автомобиля в бытовых условиях, ведь не справится с таким аппаратом разве что ребенок.
Инвертор действительно стоит выбрать для ремонта автомобиля в бытовых условиях, ведь не справится с таким аппаратом разве что ребенок.
А примененные в работе электроды ничем не отличаются от расходных материалов при стандартной сварке. Но справедливости ради добавим: при всей простате инверторной сварки ее результаты редко отличаются высочайшим качеством.
Зачастую швы получаются толстыми и недостаточно ровными, из-за неравномерного нагрева металла появляются деформации, даже если держать и управлять прибором мастерски.
По этой причине инвертором варят незаметные глазу места на кузове авто: поверхности в багажнике авто, под крыльями и т.п. Для работы потребуется настроить ток в зависимости от толщины деталей и материала, выбрать электрод и подключить клемму массы к рабочей поверхности.
 youtube.com/embed/JeDkMFwtscU?feature=oembed»>
youtube.com/embed/JeDkMFwtscU?feature=oembed»>
Сварка углекислотным полуавтоматом
Углекислотный полуавтомат считается одним из наиболее доступных и универсальных сварных инструментов для работы с металлом, толщиной 0,8-6 мм.
Он позволяет создавать термоустойчивые соединения наилучшего качества и применяется с целью выполнения таких работ:
- переварка порогов, лонжеронов;
- заплатка дыр;
- устранение вмятин.
Такая сварка работает по следующему принципу: двуокись углерода подается под давлением в зону выполнения сварных операций, что приводит к вытеснению воздушной смеси и обеспечивают металлу защиту от окисления. Кромки из металла плавятся, поэтому детали прочно скрепляются в единое целое.
Кромки из металла плавятся, поэтому детали прочно скрепляются в единое целое.
Огромное преимущество углекислотного автомата заключается в том, что им можно варить абсолютно любой метал, но для этого в отдельных случаях может потребоваться замена двуокиси углерода на аргон. Поэтому агрегат подходит не только для ремонта рамы кузова, но и иных деталей грузовых и легковых авто.
Схема точечной сварки элементов кузова авто.К примеру, применяется полуавтоматическая сварка для глушителя из тонкого металла. Чтобы обеспечить шву прочность важно наносить стежки длиной 2 см с шагом в 5 см. Такой сварочный аппарат выбирают для ремонта двигателя, но в сочетании с аргоном.
Для начала готовят подлежащие сварке участки авто: их полностью очищают от краски, ржавчины, загрязнения и пыли. После этого готовят само сварочное оборудование, проверяя нагрузочную способность сети.
Агрегат заряжают проволокой, сняв газовое сопло сварочной горелки, отвинтив ключом ее наконечник из меди, отведя прижимной ролик с проволокой и выставив актуальную полярность.
При наличии флюсовой проволоки на зажим нужно установить плюс, а на горелке ‒ минус. Если же применяется обычная проволока, то ‒ наоборот.
Далее конец электрода следует завести на 10-20 см в подающий канал и подвести прижимной ролик для предотвращения его осыпания, чтобы он попал в ложбинку ведущего ролика.
Оборудование включают в сеть и нажимают клавишу для подачи газа, сварной проволоки, тока. На самой проволоке важно одеть, а после закрутить наконечник из меди и установить газовое сопло.
Заключение
Многие автовладельцы задаются вопросом, какой сваркой лучше варить кузов. Специалисты при выполнении реставрационных работ для кузова рекомендуют следующее. Ремонт кузова на видных местах осуществляйте полуавтоматом с электродом.
Если повреждения находятся в скрытых от глаз частях машины, воспользуйтесь инвертором. А реставрацию глушителя своими руками лучше выполнять холодной сваркой.
 youtube.com/embed/SqZhEiFNHAM?feature=oembed»>
youtube.com/embed/SqZhEiFNHAM?feature=oembed»>
Цены автосервиса ARG Service для авто жестяных работ
Цены на кузовной ремонт автомобиля.
Краткий прейскурант цен на кузовные, сварочные, авто жестяные работы нашего автосервиса
Общее
| Консультации по оценке технического состояния автомобиля | Бесплатно |
| Доставка зап. частей по городу | 300р. |
| Оценка ремонтных работ с выездом на место стоянки автомобиля | Бесплатно |
| Гарантия на все работы | 6 месяцев |
| Гарантия на радиаторы и топливные баки | 3 месяца |
Кузовной ремонт
| Покраска одной детали с подбором краски и расходными материалами | от 4000р |
Замена приваренной детали (крыло, порог, задняя панель, и т. д.) д.) | от 4500р |
| Замена деталей закрепленных болтовыми соединениями (капот, крыло, бампер и т.д) | от 1000р |
| Ремонт одной кузовной детали | 1500-3500р |
| Замена лонжерона | от 5000р |
| Замена крыши | от 10000р |
| Замена днища | от 25000р |
| Приваривание, сварка заплаты на кузовную деталь в место удаленного ржавого железа | от 2000р |
| Замена, сварка «площадки» под «краб» | 1500р |
| Вытяжка на стапеле(стенде) | от 5000р |
Полировка
| Глубокая полировка всего автомобиля малого и среднего класса | 5000 – 6000р |
| Глубокая полировка всего автомобиля большого класса, джипов и минивенов | 7000 – 8000р |
| Полировка одной детали | 500 – 600р |
| Полировка фары | 500 – 600р |
| Глубокое восстановление поверхности и защитного покрытия фары | 1000р |
Сварочные работы
| Аргонная сварка | от 800р |
| Аргонная сварка, ремонт алюминиевой головки блока двигателя | от 1800р |
| Аргонная сварка, ремонт корпуса коробки | от 1200р |
| Аргоннная сварка, ремонт блока двигателя | от 1500р |
| Аргонная сварка, ремонт впускного, выпускного коллектора | от 1000р |
| Сварка, ремонт выхлопной трубы, глушителя и другие сварочные работы | от 500р |
| Замена гибкой муфты глушителя гофры со снятием/установкой | 2500-3000р |
| Переделка глушителя на иномарку | от 2500 р. |
| Аргонная сварка трубки кондиционера | от 1200р |
| Ремонт катализатора со снятием/установкой | от 2500р |
| Снятие/установка поддона двигателя дял аргонной сварки | 1000 – 3500р |
| Снятие/установка коробки передач для аргонной сварки | 2500 – 3500р |
Ремонт радиатора
| Ремонт радиатора иномарки | от 1000р |
| Ремонт радиатора отечественного авто | от 800р |
| Ремонт радиатора интеркуллера | от 1000р |
| Ремонт радиатора кондиционера | от 1200р |
| Снятие/установка радиатора для ремонта | 1000 – 4500р |
Ремонт бензобака
| Сварка стального бензобака | от 2600 р |
| Пропаривание топливного бака | 500р. |
| Ремонт бензобака со снятием/установкой, пропариванием легкового автомобиля малого класса | от 5100р. |
| Ремонт бензобака со снятием/установкой, пропариванием легкового автомобиля большого класса и джипа | от 6800 р |
| Ремонт алюминиевого топливного бака | от 3600р. |
| Ремонт пайка склейка пластикового топливного бака, бака из пластика, пластмассы | от 3600 р. |
Ремонт алюминиевых деталей автомобиля
| Ремонт алюминиевого капота, капота из алюминия, дюраля | от 1500 р. |
| Ремонт алюминиевого крыла, крыла из алюминия, дюраля | от 1500 р. |
| Ремонт алюминиевого лонжерона, лонжерона из алюминия, силумина | от 2800 р. |
| Ремонт алюминиевой двери, двери из алюминия, дюраля | от 1500 р. |
| Ремонт алюминиевой стойки кузова автомобиля, стойки из алюминия, дюраля | от 1500 р. |
| Ремонт алюминиевой крыши, крыши из алюминия, дюраля | от 3500 р. |
| Ремонт алюминиевой крышки багажника, крышки багажника из алюминия, дюраля | от 2500 р. |
| Ремонт алюминиевой крышки багажника, крышки багажника из алюминия, дюраля | от 2500 р. |
Ремонт бампера автомобиля
| Ремонт бампера автомобиля с подготовкой под покраску со снятием и установкой | от 2500 р. |
| Ремонт бампера без покраски(пайка, склеивание, склейка) | от 1000 — 3300 р. |
| Снятие/установка бампера на отечественное авто | от 1000 р. |
| Снятие/установка бампера на иномерку | от 1500 р. |
Разное
| Перекидка (замена) кузова | от 35000р |
Сварочные работы — Автосервис в Люберцах
Проблемы с кузовом автомобиля происходят от невнимательности водителей, отсутствия их бдительности. Весомую роль в этом играет, конечно же, само качество дорог.
Наличие ям и неровных поверхностей в несколько раз увеличивают риск аварии на том или ином участке трассы. Зачастую автомобили после таких происшествий выглядят очень помятыми и требуют необходимого ремонта.
Зачастую автомобили после таких происшествий выглядят очень помятыми и требуют необходимого ремонта.
В авариях больше всего достается кузову, ведь именно он принимает на себя основной удар. Перед владельцем встает вопрос о том, что же делать с машиной и как ее приводить в нормальное состояние.
Тут на помощь всем автолюбителям приходит сварка. Именно благодаря ей, вы не только поставите свою машину на ноги и дорогу, но и сэкономите приличную сумму денег, которые пришлось бы потратить на покупку новых металлических деталей.
Применение сварочных работ автомобилей осуществляется не только после аварий. С их помощью вы можете с легкостью чинить и сваривать любые детали вашего авто. К примеру, очень неприятным для владельцев есть образование коррозии на кузовах, которая в дальнейшем приводит к разъеданию метала, образованию в нем дыр. Эти проблемы нуждаются в металлических заплатах, которые прочно может держать сварка.
На производстве совершенно новых автомобилей сварочные работы являются неотъемлемым процессом сборки деталей машин. Как в процессе изготовление, так и в ремонтных роботах применяется точечная сварка. В зависимости от вида метала, из которого сделан кузов, работы производятся в различных вариантах таких как: сварка аргоном, полуавтоматические аппараты или сварка роботами.
Как в процессе изготовление, так и в ремонтных роботах применяется точечная сварка. В зависимости от вида метала, из которого сделан кузов, работы производятся в различных вариантах таких как: сварка аргоном, полуавтоматические аппараты или сварка роботами.
Подобного рода работы можно выполнить и самому, в домашних условиях. Но если у вас отсутствует необходимое оборудование – машину лучше отдать в автомастерскую. Сварочные работы являются не дешевыми, однако покупка новых деталей обходится гораздо дороже, что и делает вариант сварочных работ вполне приемлемым. Ведь наличие сварочного аппарата у вас дома – это еще далеко не значит, что вы правильно умеете варить разного рода детали. Такую работу лучше доверить профессионалам и специалистам. Они быстро и качественно сделают свою работу без лишних хлопот. А вы в свою очередь сэкономите уйму времени и нервов.
Производители и специалисты неоднократно говорят о том, что кузова отечественных машин могут сохраняться в хорошем состоянии не более 10 лет. После истечение срока пригодности к езде, машины начинают подгнивать. И если вовремя не обратится в сервисный центр Eurocar, то можно запустить свою машину, вследствие чего потом потратить много денег на покупку и замену старых деталей. Что касается машин зарубежного производства, то для них срок является длиннее, ведь главным фактором является, метал, с которого изготовлен кузов.
После истечение срока пригодности к езде, машины начинают подгнивать. И если вовремя не обратится в сервисный центр Eurocar, то можно запустить свою машину, вследствие чего потом потратить много денег на покупку и замену старых деталей. Что касается машин зарубежного производства, то для них срок является длиннее, ведь главным фактором является, метал, с которого изготовлен кузов.
Может ли сварка автомобиля вызвать повреждение? 5 советов: сварка вашей поездки — Welding Boss
Поскольку мы уважаем вас, вы должны знать, что как партнер Amazon мы зарабатываем на соответствующих покупках, сделанных на нашем веб-сайте. Если вы совершаете покупку по ссылкам с этого веб-сайта, мы можем получить небольшую долю продаж от Amazon и других партнерских программ.
Вы можете обновить или отремонтировать кузов или компоненты вашего автомобиля. Один из лучших способов исправить металлические крепления и прикрепить металлические детали — это сварка.Единственная проблема заключается в том, что для использования сварочной горелки необходимо провести электричество через металл автомобиля. Вы можете возражать против такой перспективы, но есть некоторые методы, которые вы можете использовать для этого.
Вы можете возражать против такой перспективы, но есть некоторые методы, которые вы можете использовать для этого.
Может ли сварка автомобиля вызвать повреждение? Да. Для сварки автомобиля необходимо провести электричество через металл автомобиля. Поскольку металл автомобиля прикреплен к электронике автомобиля, вы можете в конечном итоге поджарить электронику в машине.
Несмотря на то, что вы можете в конечном итоге поджарить электронику в автомобиле, есть меры предосторожности, которые вы можете предпринять для безопасной сварки без повреждений.
Прочтите, чтобы узнать, как ограничить количество сока, проходящего через автомобильную электронику во время сварки, чтобы сделать сварку на автомобиле безопаснее без повреждений.
Почему сварка автомобиля вызывает повреждения?
При сварке металла необходимо создать электрический ток от сварочной горелки к металлу, который вы свариваете.
Этот электрический ток проходит через весь металл, с которым вы работаете. Если у вас есть электроника, подключенная к свариваемому металлу, эта электроника также получает электрический ток.
Если у вас есть электроника, подключенная к свариваемому металлу, эта электроника также получает электрический ток.
Этот электрический ток может потенциально повредить внутреннюю работу этой электроники.
Когда мы говорим об электронике в автомобиле, мы имеем в виду не только радио.
Радиоприемники можно заменить и они относительно недороги.
Самой важной частью современных автомобилей является компьютер, который управляет работой поршней, а также контролирует и управляет работой двигателя, известный как блок управления двигателем или ECU.
Сварка и создание электрического тока через блок управления двигателем может нанести непоправимый ущерб компьютеру.Этот компьютер необходим для работы вашего автомобиля, и вы не сможете управлять автомобилем, если ECU будет поврежден или разрушен.
Защита ECU необходима, если вы собираетесь сваривать свой автомобиль.
Как защитить ЭБУ во время сварки на автомобиле
ЭБУ требует питания от аккумулятора или напряжения для правильной работы. Однако блок управления двигателем рассчитан только на меньшее количество энергии, которое может выдать автомобильный аккумулятор.
Однако блок управления двигателем рассчитан только на меньшее количество энергии, которое может выдать автомобильный аккумулятор.
При сварке используется гораздо более высокое напряжение.Таким образом, если сварочная мощность электрического напряжения достигает ЭБУ, это вызывает повреждение.
Ниже приведены пошаговые инструкции и причины ограничения воздействия сварочного напряжения на ЭБУ:
- Снимите отрицательную клемму автомобильного аккумулятора : Аккумуляторная батарея вашего автомобиля имеет две клеммы (обычно красный и черный). Отрицательный нужно открутить отверткой и снять с АКБ. Удаление этой клеммы сделано для уменьшения перенапряжения, когда электричество автомобиля проходит через аккумулятор.
- Заземлите участок, на котором вы работаете . Поможет использование чего-то вроде заземлителя сварщика. Аккуратно прикрепив заземлитель к свариваемому металлу, вы сможете отвести напряжение от автомобиля на землю. Это рассеивание удерживает избыточную энергию от ЭБУ автомобиля. Вот некоторые из лучших инструментов для заземления:
- Hobart 770031 Т-образный зажим для заземления на 400 А Латунь: Этот латунный зажим для заземления сварщиков является отличным дополнением к вашим сварочным работам. Сильная пружина в зажиме может надежно удерживать, а Т-образный стиль всегда надежно удерживает большинство поверхностей.Этот зажим отводит 400 ампер электричества, чего будет более чем достаточно для вашей работы с ЭБУ, если соединить его хотя бы с двумя дополнительными зажимами.
- HITBOX G Зажим заземления для сварки заземления 0,75 кг Full Cooper 400A Высококачественный твердотельный латунный зажим заземления для промышленного использования. Преимущество этого сварочного зажима для заземления заключается в том, что его можно затянуть, чтобы разместить в любом положении на любой поверхности, и он не соскользнет. Этот зажим отводит 400 ампер от обрабатываемого металла.
- Зажим заземления для сварки 500A Зажим для заземления с гальваническим покрытием: Зажим для заземления при сварке представляет собой прочный проводной зажим с возможностью регулирования до 500 А. Зажим с гальваническим покрытием и резиновая ручка делают его безопасным, чтобы удерживать и зажимать, когда это сделано, даже с остаточной энергией в металле, с которым вы работали.
 Это рассеивание удерживает избыточную энергию от ЭБУ автомобиля. Вот некоторые из лучших инструментов для заземления:
Это рассеивание удерживает избыточную энергию от ЭБУ автомобиля. Вот некоторые из лучших инструментов для заземления: Зажим с гальваническим покрытием и резиновая ручка делают его безопасным, чтобы удерживать и зажимать, когда это сделано, даже с остаточной энергией в металле, с которым вы работали.
Зажим с гальваническим покрытием и резиновая ручка делают его безопасным, чтобы удерживать и зажимать, когда это сделано, даже с остаточной энергией в металле, с которым вы работали.- Отключите жизненно важную электронику : Даже при отключенной батарее в параллельных цепях может присутствовать остаточная энергия. Это означает критически важную электронику, такую как подушки безопасности и даже блок управления двигателем. Электрическое напряжение, добавленное сваркой, и оставшаяся мощность в схемах автомобиля, вероятно, не сожгут электронику, но могут вызвать срабатывание подушек безопасности.
- Чтобы отсоединить разъемы подушек безопасности, выполните следующие действия:
- Определите, где находится модуль подушки безопасности. : Есть несколько мест, где модуль регулятора подушки безопасности может быть размещен в вашем автомобиле, например:
- На полу под радио
- Под ковром под сиденьем пассажира
- Под ковром под сиденьем водителя
- Под центральной консолью
- Найдите компьютерный модуль SRS : SRS обычно находится под центральной консолью и между два передних сиденья. Это также может быть возможно под сиденьем водителя или центральной приборной панелью.
- Найдите и отсоедините положительный кабель аккумулятора. : Положительный кабель аккумулятора — это другой кабель аккумулятора с символом «+». Подождите несколько минут, чтобы разрядился остаточный заряд в цепях.
- Найдите и отсоедините модуль управления подушками безопасности. : Модуль управления подушками безопасности представляет собой жгут, который представляет собой пластиковую коробку с выходящими из нее заглушками. Отключение этого препятствует срабатыванию подушек безопасности.
- Определите, где находится модуль подушки безопасности. : Есть несколько мест, где модуль регулятора подушки безопасности может быть размещен в вашем автомобиле, например:
- Отключите ECU : ECU — это то, что вы пытаетесь защитить в автомобиле во время сварки. Если вы чувствуете, что для сохранения этой жизненно важной части двигателя вашего автомобиля сделано недостаточно, вы можете полностью отсоединить его от автомобиля и уберечь его от повреждений. Приведенные ниже шаги подробно описывают, как удалить ЭБУ после травмы, полученной при сварке:
- Убедитесь, что отрицательная клемма аккумулятора отключена. : Аккумулятор автомобиля должен быть разделен на отрицательную сторону.
- Снимите панель, на которой расположен ЭБУ. : Чаще всего ЭБУ находится под перчаточным ящиком со стороны пассажира автомобиля. Откройте эту панель, чтобы получить доступ к ЭБУ.
- Отключите ЭБУ : ЭБУ серебристого цвета, его можно снять, ослабив болты, фиксирующие автомобиль, с помощью торцевого ключа. После ослабления блок управления двигателем можно безопасно снять с автомобиля.
- Убедитесь, что отрицательная клемма аккумулятора отключена.
 Это также может быть возможно под сиденьем водителя или центральной приборной панелью.
Это также может быть возможно под сиденьем водителя или центральной приборной панелью. : Аккумулятор автомобиля должен быть разделен на отрицательную сторону.
: Аккумулятор автомобиля должен быть разделен на отрицательную сторону.Заключение
Сварка автомобиля может серьезно повредить электронные компоненты автомобиля и даже вызвать возгорание подушек безопасности.Чтобы избежать повреждения жизненно важных компонентов автомобиля, таких как блок управления двигателем. В идеале, если это возможно, лучше сваривать на отдельной поверхности.
Если вы будете следовать этим простым рекомендациям, вы сможете защитить основные электронные компоненты вашего автомобиля. Лучше всего то, что вы сможете делать необходимые работы по кузову. В конце концов, если вы украшаете свою машину сварочными работами, вы хотите иметь возможность управлять ею, когда закончите!
В конце концов, если вы украшаете свою машину сварочными работами, вы хотите иметь возможность управлять ею, когда закончите!
Источники:
Сварка автомобилей для начинающих | Что вам нужно знать
Ржавчину и трещины на автомобильных панелях можно легко исправить, но люди часто пропускают этот ремонт.Они считают их дорогостоящими или трудоемкими. Но с правильными инструментами и руководством это может оказаться очень простым процессом. Сварка может показаться устрашающим навыком, и многие профессиональные специалисты и специалисты по ремонту дома избегают ее. Но это не должно быть проблемой. Технологии улучшились, и теперь каждый может изучить основы.
Я не хочу сказать, что вы научитесь в одночасье — хорошая сварка требует много практики, чтобы добиться совершенства. Но это определенно не то, чего следует избегать или игнорировать.
см. Также: Лучшая книга по сварке, которую можно выучить самостоятельно | От начального до продвинутого уровня
Когда нужно сваривать
Сварка лучше всего подходит для кузовных работ и крупных строительных работ. Как автовладелец, вы, вероятно, уже сталкивались с некоторыми из этих проблем: треснувшая панель, пятно ржавчины или прокол в кузове автомобиля. Возможно, вы обнаружили треснувшее шасси, треснувший глушитель или ржавый масляный поддон. Этот ремонт легко выполнить с помощью сварочного аппарата MIG и некоторых ноу-хау.Вы сэкономите время и деньги, решив саму проблему, а не заменяя детали целиком.
Как автовладелец, вы, вероятно, уже сталкивались с некоторыми из этих проблем: треснувшая панель, пятно ржавчины или прокол в кузове автомобиля. Возможно, вы обнаружили треснувшее шасси, треснувший глушитель или ржавый масляный поддон. Этот ремонт легко выполнить с помощью сварочного аппарата MIG и некоторых ноу-хау.Вы сэкономите время и деньги, решив саму проблему, а не заменяя детали целиком.
Сварка даст вам больше контроля над процессом ремонта. Вы сможете выполнять больше задач и выполнять более сложные проекты. Это навык, который необходимо освоить при реставрации старинных автомобилей. Если ваш проект проржавел насквозь, исправьте его вместо замены панелей. Ремонт протекающего масляного поддона материалами, которые у вас уже есть под рукой, сэкономит время, деньги и материалы для любой работы.
Типы сварки и лучшее для автомобильного листового металла Существует несколько основных типов сварки, которые можно использовать при ремонте автомобилей. Давайте посмотрим на три, но последнее будет для вас наиболее важным.
Давайте посмотрим на три, но последнее будет для вас наиболее важным.
TIG означает «Сварка вольфрамовым электродом в среде инертного газа» (также известная как газовая вольфрамовая дуговая сварка или GTAW). Вольфрам используется в качестве электрода, создающего сварочную дугу. Обычно это не лучший вариант для начинающих, но он может отлично подойти для очень хороших проектов. Присадочный металл обычно используется для соединения деталей, которые вы соединяете. В этом случае требуются две руки — одна для сварочного сопла, а другая для наполнителя.Кроме того, через сопло пропускается защитный газ, чтобы дуга оставалась стабильной и сильной. Вы можете попробовать эти сварочные аппараты для домашних операций .
Сварка палкой , также известная как дуговая сварка экранированного металла или SMAW, раньше была наиболее распространенной формой сварки. Также используется присадочный металл, такой как TIG. Но это не так точно. Из-за высокой температуры сварочных аппаратов этот процесс непригоден для тонких металлов. К тому же он уродлив, оставляет много брызг. Он отлично подходит для строительства, но не для автомобиля.
Из-за высокой температуры сварочных аппаратов этот процесс непригоден для тонких металлов. К тому же он уродлив, оставляет много брызг. Он отлично подходит для строительства, но не для автомобиля.
MIG или сварка в среде инертного газа (также известная как газовая дуговая сварка или GMAW) также использует газовую защиту и присадочный материал. Однако в этом случае наполнителем является проволока, подаваемая непосредственно через сварочный аппарат. Это делает этот процесс одноручным. Таким образом, вы можете оставить другую руку свободной для манипуляций с материалами и другими инструментами. Сварка MIG выполняется быстрее, чем большинство других методов сварки. Он не такой точный, как TIG, но все же относительно чистый. Кроме того, его намного легче освоить, и он может стать отличным местом для начала обучения.
MIG будет вашим лучшим сварочным аппаратом для большинства кузовных ремонтов. Он работает лучше всего, потому что подходит для многих типов металла и подходит для быстрого ремонта. Он может обрабатывать более широкий диапазон толщин, чем TIG или Stick. MIG может обрабатывать материалы, используемые в автомобильных кузовах, без ущерба для прочности или чистоты.
Он может обрабатывать более широкий диапазон толщин, чем TIG или Stick. MIG может обрабатывать материалы, используемые в автомобильных кузовах, без ущерба для прочности или чистоты.
Новые сварочные аппараты MIG также имеют множество опций, позволяющих избежать деформаций. Это также один из самых простых способов освоить.Как для опытных ветеранов, так и для начинающих сварщиков, это лучший выбор для ремонта автомобилей. Сварщики MIG на сегодняшний день являются лучшими сварщиками для начинающих из-за простоты и простоты использования.
См. Также:
3 лучших сварщика для кузовных работ
Какие инструменты вам нужны?
Есть несколько инструментов, которые вам понадобятся , чтобы начать сварку . Некоторые из них уже появились, но я приведу несколько примеров, чтобы понять, с чего вам нужно начать.
Сварщик — это первая и самая важная часть вашего сварочного инструмента. Многие компании предлагают сварочные аппараты MIG, которые поставляются с предустановленными параметрами, позволяющими подобрать необходимое напряжение, газ и температуру для любого проекта. Это упрощает использование прямо из коробки. Эти инструменты обладают необходимыми знаниями, чтобы держать вас за руку во время обучения.
Многие компании предлагают сварочные аппараты MIG, которые поставляются с предустановленными параметрами, позволяющими подобрать необходимое напряжение, газ и температуру для любого проекта. Это упрощает использование прямо из коробки. Эти инструменты обладают необходимыми знаниями, чтобы держать вас за руку во время обучения.
Это большие инвестиции (хотя и меньше, чем машина для сварки TIG), но Выбор подходящего сварочного аппарата MIG означает, что вы будете вкладывать средства не только в инструмент для новичков.Он также будет отличаться даже тогда, когда вы овладеваете навыком.
Чтобы использовать сварочный аппарат MIG во время проекта, вам понадобится пара расходных материалов, которые вы хотите иметь в запасе. Нет ничего хуже, чем удвоить время вашего проекта, потому что вам нужны материалы!
Один из них — присадочная проволока . Тип проволоки, который вам понадобится, будет зависеть от металла, с которым вы работаете. Он бывает разных материалов и разного веса. Совместите проволоку с основным металлом.
Он бывает разных материалов и разного веса. Совместите проволоку с основным металлом.
Защитный газ также имеет решающее значение. Газ, состоящий из 25% CO2 и 75% аргона, подходит для большинства сварочных работ. Но изучите различные варианты, чтобы увидеть, как они повлияют на ваш процесс сварки.
Существуют также другие инструменты, которые будут вам очень полезны, когда вы исправляете разделы вашего проекта. Вероятно, у вас уже есть большинство из них, если не все. Не все это необходимо для каждого проекта, но эти инструменты будут очень полезны.
Сверла для точечной сварки также можно использовать.Они могут удалить предыдущие точечные сварные швы при разборке деталей, которые вы собираетесь исправить. Они предотвратят чрезмерное повреждение хорошего металла.
И, наконец, самое главное, защитное снаряжение. Пожалуйста, не пытайтесь выполнять сварку без соответствующей защиты. Вы не только подвергнете опасности свое здоровье и благополучие. Как минимум вам понадобится:
Как минимум вам понадобится:
Если вы раньше не выполняли сварку, попрактикуйтесь в выполнении и разрыве различных типов сварных швов.Это поможет вам изучить методы, а также покажет ощущение и прочность хороших сварных швов. Используйте металлолом разных размеров, чтобы, начав водить машину, вы были уверены в своих силах.
Когда вы, наконец, начнете работать над настоящими автомобилями, не забудьте потратить время на их настройку. Хорошая настройка — залог наилучшего шва. Убедитесь, что все ваши материалы готовы к использованию. Следите за тем, чтобы на вашей станции не было потенциальных источников возгорания.
Это также означает, что вам нужно сосредоточиться на этапах, ведущих к самому сварному шву.Определение размера вашего патча — важный навык. Это может добавить некоторое время вначале, но сэкономит вам часы на очистку и исправление позже. Удалите от ½ до ¾ дюйма хорошего чистого металла вокруг области, которую вы собираетесь заделать. Держите углы закругленными, чтобы предотвратить перегрев, который может вызвать деформацию. Проверьте свой металлический калибр. Когда приходит время резать, точность является ключевым моментом (вот где пригодится пневматическая пила!). Сварной шов заподлицо будет выглядеть и держаться лучше, чем сварной шов внахлест. Дважды отмерь, один раз отрежь!
Держите углы закругленными, чтобы предотвратить перегрев, который может вызвать деформацию. Проверьте свой металлический калибр. Когда приходит время резать, точность является ключевым моментом (вот где пригодится пневматическая пила!). Сварной шов заподлицо будет выглядеть и держаться лучше, чем сварной шов внахлест. Дважды отмерь, один раз отрежь!
При размещении деталей прихватка помогает удерживать их ровно и на месте, пока вы работаете над остальной частью сварного шва.Единственная закрепка сохранит гибкость детали на случай, если вам понадобится убрать ее с дороги. Используйте кнопки в нескольких разных точках, если хотите удержать деталь на месте. Это сохранит стабильность во время заполнения сварного шва, а также предотвратит некоторую деформацию.
И, наконец, всегда будьте осторожны с искажениями. Плохо распределенное или избыточное тепло в металле приводит к деформации металла. Переместите точку сварки и уменьшите время нагрева. Это уменьшит искажения, сохранит отличный вид патча и сэкономит часы разочарований.
Сварка — это новый полезный навык для всех, кто работает с автомобилями. У него есть свои проблемы, но, надеюсь, вы понимаете, что он не обязательно должен быть пугающим или загадочным. Я надеюсь, что эта поломка компонентов для сварки MIG заставит вас почувствовать себя готовыми испытать сварку. С помощью нескольких советов, изложенных здесь, вы будете намного впереди большинства людей, которые только начинают заниматься. Простота современной сварки MIG означает, что при небольшом руководстве и большом количестве практики вы быстро справитесь с сложными сварными швами.
Био
Грег Сандерс — владелец Cromweld.com, веб-сайта, посвященного сварке. Грег наполовину ушел из сварочной отрасли, но любит продолжать учиться, а также делиться своими знаниями через свой веб-сайт. Вы также можете найти его на Facebook.
СвязанныеКак выполнить сварку МИГ на автомобиле! — BWS LTD
Теория сварки MIG / MAG на автомобиле!
Я многому учу, что вы можете знать или не знать, и за эти годы я сузил круг способов информирования студентов и техников по кузову, как правильно сваривать автомобили.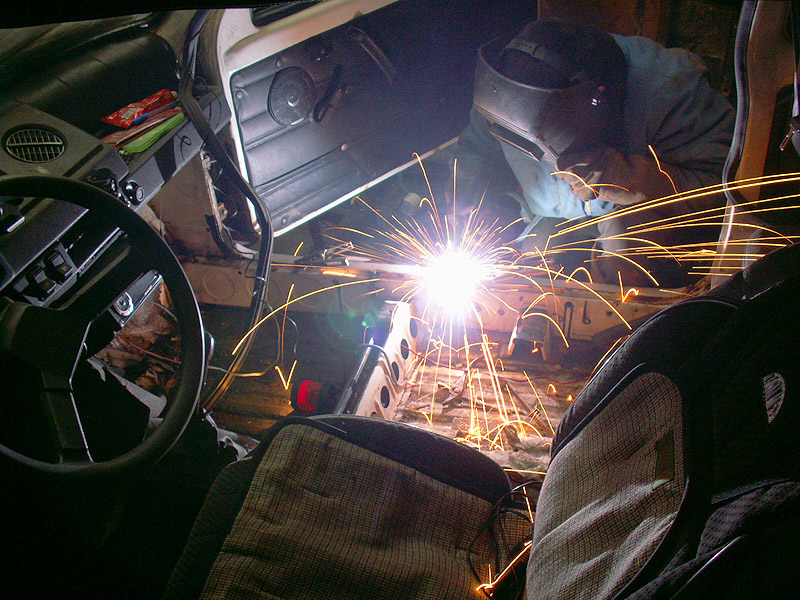
Старые привычки формируются, и некоторым трудно от них избавиться, особенно теперь, когда используются новые стали, такие как AHSS.
Главный критерий некоторых технических специалистов при сварке стыка — «не продырявить дырку». Во-вторых, это деформация панели, после которой, поскольку это может определить, сколько наполнителя попадает в шов, меньше беспокойства может вызывать проникновение корня, помимо растягивающих напряжений.
MAG-сварка новых автомобильных сталей требует особой техники и понимания. Здесь я изложу свою теорию правильного выполнения сварного шва.
СВАРОЧНЫЙ КРУГ
Когда вы разжигаете дугу с помощью сварщика на куске металла, из-за воздействия тепла образуется сварочная ванна. Эта расплавленная жидкость имеет форму круга (если горелка не двигалась) и будет увеличиваться в размерах, чем дольше вы остаетесь в том же положении. Мы называем это сварочным швом.
Если вы затем отпустите спусковой крючок, переместите горелку, затем выполните еще одну сварку, вы снова образуете еще один круг (бассейн). То, как далеко вы прыгнете, изменит внешний вид сварного шва и количество тепла, которое вы вкладываете в материал, для достижения наилучших результатов лучше стремиться к половине ширины бассейна.
То, как далеко вы прыгнете, изменит внешний вид сварного шва и количество тепла, которое вы вкладываете в материал, для достижения наилучших результатов лучше стремиться к половине ширины бассейна.
.
Пример — если диаметр сварочной ванны 8 мм, то ширина ванны 4 мм. Следовательно, необходимое перемещение между сварочными ваннами составляет 2 мм. На более тонких сталях также возможно продвинуться до 4 мм и при этом добиться проплавления корня без зазоров. Прыжок на большее значение уменьшит нагрев, и сварной шов будет выглядеть более плоским, но вы не добьетесь полного проплавления корня и не получите возможных зазоров между сварными швами на задней части панели.
«Корень» — это важная часть сварного шва, и необходимо, чтобы вы полностью проплавили его, поскольку именно здесь сварные швы могут сломаться.Трещины могут распространяться от корня до поверхности при вибрации; поэтому очень важно, чтобы вы полностью слились. Проблема в том, что вы не видите корень на панели транспортного средства после присоединения; следовательно, требуется хорошая техника для обеспечения удовлетворительного сплавления. Техники шлифуют переднюю часть сварного шва для внешнего вида, и поэтому, если вы не сварили корень правильно, ваш сварной шов будет слабым.
Техники шлифуют переднюю часть сварного шва для внешнего вида, и поэтому, если вы не сварили корень правильно, ваш сварной шов будет слабым.
Другая проблема может наблюдаться при шлифовании. Сварные швы обычно тверже, чем окружающий материал.Поэтому легче утонить панель по краю сварного шва, что опять же способствует образованию трещин.
ВАЖНОСТЬ ТЕПЛА
Распространенное заблуждение — это количество тепла в сварном шве. Сварка — это все, что связано с нагревом, поскольку он нужен нам, чтобы расплавить материал и сплавить соединение. Поэтому сварочная ванна должна быть горячей! Чего мы не хотим, так это того, чтобы этот нагрев применялся в течение длительного периода времени!
ДАЙТЕ МНЕ ОБЪЯСНИТЬ
Для сварки 0.6 / 1,0-миллиметровые автомобильные панели кузова на современных транспортных средствах, нам нужно сваривать «импульсным» действием, когда техник нажимает на курок горелки на секунду или около того, а затем отпускает его.
Это пульсирующее действие вполне приемлемо и является хорошей практикой. Однако вам следует подумать о циклах нагрева и холода. Например, при сварке это считается «горячим циклом», а при отсутствии сварки — «холодным».
Я назвал эту технику «Тик Ток», и когда я преподаю, я всегда прошу техников считать, пока они сварят.Например, посчитайте, как долго вы нажимаете кнопку резака (горячая) и как долго вы ее отпускаете (холодная). Этот метод даст вам технику / сварщику единообразие внешнего вида сварного шва и позволит вам изучить функцию памяти.
ТЕХНИКА TIK TOK
Если с самого начала оставаться на одном месте, сварочная ванна образует круг и достигает необходимого размера. Первое решение — решить, какой ширины вам нужен сварной шов, а второе — его длина.После появления дуги оставайтесь неподвижными, наблюдайте и подсчитывайте, сколько времени потребуется сварочной ванне, чтобы достичь желаемого размера. Если на это уходит две секунды, значит, это ваш «горячий» номер. Теперь переместите резак на половину ширины вашего бассейна, считая, как долго вы не будете выполнять сварку, и снова сварите. Время между горячими и холодными температурами — мы называем их простудными, и постоянное поддержание этого времени между горячими и холодными температурами вдоль сварного шва придаст вам более привлекательный вид.
Если на это уходит две секунды, значит, это ваш «горячий» номер. Теперь переместите резак на половину ширины вашего бассейна, считая, как долго вы не будете выполнять сварку, и снова сварите. Время между горячими и холодными температурами — мы называем их простудными, и постоянное поддержание этого времени между горячими и холодными температурами вдоль сварного шва придаст вам более привлекательный вид.
«Холодное» время имеет жизненно важное значение, поскольку оно снижает прикладываемое тепло, уменьшая деформацию и вероятность образования дыр.
Время холодного цикла должно быть в два-три раза больше, чем в горячем состоянии, чтобы уменьшить деформацию тонких сталей. В более толстых материалах холодный цикл еще больше уменьшается, а горячий — увеличивается. Манипуляции с резаком из стороны в сторону не требуются при работе с тонкой сталью, за исключением случаев чрезмерной посадки панели. Просто позвольте кругу разрастись, чтобы охватить. Движение во время сварки при пульсации тоже плохо, это создает слезы на внешнем виде сварного шва. Просто складывайте круги, или, как американцы называют это при сварке TIG, «складывать пенни».
Просто складывайте круги, или, как американцы называют это при сварке TIG, «складывать пенни».
Пример —
Если горячее — две секунды, то холодное должно быть четыре или шесть секунд. Это то, что техник сделал в приведенном выше примере, и, как вы можете видеть, его сон HAZ параллелен, что означает, что его тепловложение было постоянным.
Если вы будете придерживаться этой техники, сварной шов будет выглядеть ровным и однородным.
Через некоторое время вы научитесь функции памяти, при которой вы автоматически будете считать, не задумываясь, и перемещать фонарик на необходимое расстояние просто наощупь.
Скорость образования сварочной ванны зависит от толщины материала, а также от напряжения и настроек проволоки, установленных на сварочном аппарате.
Всегда следите за зоной термического влияния (HAZ) и ее размером и всегда старайтесь свести это к минимуму. ЗТВ — отличный индикатор того, сколько тепла вы прикладываете к материалу.
Один важный фактор, о котором следует помнить при сварке тонких сталей, — это не создавать следующую сварочную ванну, пока последняя еще расплавлена, так как это приводит к чрезмерному нагреву.Дайте ярко-оранжевому цвету сварочной ванны немного окунуться, прежде чем создавать следующую ванну, это еще больше уменьшит количество тепла в сварном шве.
ПОГРУЖЕНИЕ
Мы используем метод сварки для автомобилей, называемый сваркой погружением или короткой дугой, поскольку сварочная проволока должна «закоротить» на материал, чтобы взорваться. Сварочная проволока — это, по сути, плавкий предохранитель, и когда она замыкается на поверхности стали, возникает взрыв короткого замыкания, в результате которого сварочная проволока раздувается или плавится, выделяя тепло.
Пожалуйста, взгляните на другой пост, который я написал по этому поводу, щелкнув здесь .
Это непрерывное погружение проволоки в ванну создает эффект лопания, похожий на лопание иглы в воздушном шаре, если сварочная ванна становится слишком жидкой, и именно это вызывает продувание отверстий
РАЗМЕР СВАРОЧНОГО ПРОВОДА
Дрейф в сторону сварочной проволоки диаметром 0,6 мм был вызван тем, что сварочные аппараты MIG того времени имели слишком высокое напряжение холостого хода для сварочных аппаратов. Это означало, что при использовании 0,8 мм было слишком жарко, и его трудно было контролировать от дырки. Значит, 0,6 мм лучше для автомобильной сварки?
Это означало, что при использовании 0,8 мм было слишком жарко, и его трудно было контролировать от дырки. Значит, 0,6 мм лучше для автомобильной сварки?
Да, сварочная проволока диаметром 0,6 мм позволила использовать более низкий ток, и в этом заключается проблема: в сварочной ванне вырабатывается недостаточно тепла для сварки корня шва. Вы видите, что поверхность шва не так важна при сварке стыкового шва, как и корень шва, и это была ошибка, которую совершили люди.
Более низкий сварочный ток означал, что основание панели не было полностью расплавлено, и большая часть сварного шва лежала на верхней части панели.Хорошо, потребовалось немного больше шлифовки, чем обычно, но, по крайней мере, я не проделал дыру, верно?
Самая прочная часть стыкового шва — это корень, то есть часть соединения с задней частью панели. Полное сращивание корней ОБЯЗАТЕЛЬНО, но проблема в автомобиле, на который нельзя смотреть после того, как вы сварили соединение. Поэтому техник должен полагаться на опыт и свою технику, чтобы судить, правильно ли он сварил.
ПОМНИТЕ вам нужно тепло, чтобы сварить основание шва, но вам не нужно, чтобы тепло оставалось там в течение длительного ВРЕМЕНИ.
Вы можете контролировать нагрев не с помощью переключателя напряжения на сварочном аппарате, а по продолжительности сварки. Чем дольше вы свариваете, тем больше тепла накапливается в бассейне и на панели, это, а также лопающийся эффект погружения проволоки в этот бассейн — причина, по которой вы продуваете дыры!
Не торопитесь и увеличивайте время холода между сварками, чтобы снизить вероятность деформации и, в конечном итоге, образования дырок.
Перемещайте одинаковую длину между сварочными ваннами и швом на одинаковое время каждый раз.Это даст более однородный внешний вид сварного шва, который не только приятен для глаза, но и обеспечит целостность сварного шва.
Этот метод может применяться к более толстым сталям путем простого увеличения горячей (TIK) части сварного шва по сравнению с холодной (TOK) частью сварного шва.
Найдите нас в Instagram
Базовые навыки и навыки сварки в автомобилях
Если вы очень долго работали с автомобилями, в какой-то момент вы посмотрели и поняли, что вы можете сделать ремонт действительно хорошим или продлиться очень долго, если вы будете использовать сварщика.Если вы не умеете сваривать, вы, вероятно, заплатили кому-то, чтобы он это сделал, или, возможно, вы сделали ремонт каким-то другим способом, чтобы избежать погружения в таинственный мир сварных швов. Я не виню тебя, если ты это сделал. Сварка — одно из тех навыков, с которым может плохо справиться почти каждый.
С другой стороны, чтобы овладеть инструментом и стать квалифицированным сварщиком, требуются годы практики. Хорошая новость заключается в том, что при наличии достаточной решимости и часов вы можете стать, по крайней мере, приличным сварщиком и выполнять свою работу самостоятельно.На то, чтобы сделать это правильно, у вас может уйти в два раза больше времени, но вы сэкономите деньги и получите удовольствие от изучения нового навыка ремонта автомобилей.
Прежде чем вы начнете учиться сварке, вам понадобится какое-то оборудование. Вы можете купить дешевого сварщика за 100 долларов или потратить тысячи на модную установку. Я предлагаю вам выбрать сварку в нижней части ценового диапазона, но не в ее нижней части. Ниже вы найдете информацию о трех наиболее распространенных из доступных сварочных систем, начиная с самых дешевых и заканчивая самыми модными и дорогими.
Сварочные аппараты
Сварщик палкой — самый простой из имеющихся. Это аппарат для дуговой сварки, то есть он использует электрический ток для создания сварочного тепла. Его называют «палочным» сварочным аппаратом, потому что и сварочный материал, и флюс (материал, который создает газовую защиту) имеют форму стержня, который прикрепляется к вашему сварочному аппарату с помощью металлического зажима, аналогичного стандартному соединительному кабелю. Когда электричество пропускается через этот зажим к стержню, он создает сварной шов с большим количеством брызг и брызг из флюсовой ленты, которая находится по всему стержню. Это нормально и ожидаемо. Это более грубый способ дуговой сварки, но он проверенный и надежный, и его можно выполнять даже под водой (пожалуйста, не пробуйте это делать без обучения!). Плюс — машина и дешевые палочки. Вы можете быстро научиться его использовать, потому что на блоке управления есть только несколько настроек нагрева (также называемых «жужжащим ящиком» из-за звука, который он издает во время сварки). Обратной стороной является то, что вы ограничены в том, насколько точными вы можете быть с помощью сварочного аппарата, и он работает намного лучше для толстого металла, такого как автомобильные рамы или капитальный ремонт подвески, чем для тонкого листового металла.
Это нормально и ожидаемо. Это более грубый способ дуговой сварки, но он проверенный и надежный, и его можно выполнять даже под водой (пожалуйста, не пробуйте это делать без обучения!). Плюс — машина и дешевые палочки. Вы можете быстро научиться его использовать, потому что на блоке управления есть только несколько настроек нагрева (также называемых «жужжащим ящиком» из-за звука, который он издает во время сварки). Обратной стороной является то, что вы ограничены в том, насколько точными вы можете быть с помощью сварочного аппарата, и он работает намного лучше для толстого металла, такого как автомобильные рамы или капитальный ремонт подвески, чем для тонкого листового металла.
Сварочные аппараты MIG
Аббревиатура MIG означает металлический инертный газ, который в основном описывает облако газа, которое испускает сварочная горелка, чтобы предотвратить попадание загрязнений в сварной шов и его повреждение, что приведет к сокращению срока службы или немедленному отказу. Сварщики MIG используют механизм подачи проволоки для подачи материала в колодец. Катушка с проволокой подается по длинному кабелю и выходит из сварочной «горелки», по сути, это палочка с спусковым крючком на ней для управления подачей проволоки.Когда проволока попадает в металл, с которым вы работаете, возникает дуга, и вы начинаете сварку.
Сварщики MIG используют механизм подачи проволоки для подачи материала в колодец. Катушка с проволокой подается по длинному кабелю и выходит из сварочной «горелки», по сути, это палочка с спусковым крючком на ней для управления подачей проволоки.Когда проволока попадает в металл, с которым вы работаете, возникает дуга, и вы начинаете сварку.
Сварщики MIG начального уровня можно купить за очень разумные деньги. Чем больше вы тратите, тем лучше становится оборудование, но установки начального уровня могут работать даже с обычной бытовой электрикой на 110 В, что делает эти отличные предложения для обучения или для сварщиков, работающих неполный рабочий день. MIG — это идеальная установка для выполнения работ с листовым металлом, начиная от ремонта крыла и заканчивая заменой датчика O2. Некоторым сварщикам не нравится MIG для более толстого металла, но его, безусловно, можно использовать, если вы не слишком торопитесь.
Сварочные аппараты TIG
Сварочный аппарат TIG — это высокопроизводительный аппарат, который не следует покупать, если вы уже не имеете опыта в газовой сварке и не должны выполнять очень качественную и очень чистую работу. В отличие от других сварочных установок, TIG также хорошо работает с алюминием. TIG означает инертный газ вольфрам, и дуга очень жестко контролируется с точки зрения нагрева. Я не рекомендую покупать сварочную установку TIG, пока вы не будете хорошо подготовлены.
В отличие от других сварочных установок, TIG также хорошо работает с алюминием. TIG означает инертный газ вольфрам, и дуга очень жестко контролируется с точки зрения нагрева. Я не рекомендую покупать сварочную установку TIG, пока вы не будете хорошо подготовлены.
MIG, порошковая сварка, TIP TIG, ручная и роботизированная сварка
НА КАЧЕСТВО и ПРОИЗВОДИТЕЛЬНОСТЬ СВАРКИ ВЛИЯЮТ МНОГИЕ ФАКТОРЫ.НАИБОЛЕЕ ВАЖНЫМ ФАКТОРОМ ЯВЛЯЕТСЯ ОБЩЕЕ, ГЛОБАЛЬНОЕ ОТСУТСТВИЕ ВЛАДЕНИЯ ПРОЦЕССОМ СВАРКИ В ПЕРЕДНЕМ ОТДЕЛЕНИИ И ОТСУТСТВИЕ КОНТРОЛЯ ЗА ПРОЦЕССОМ СВАРКИ И НАИЛУЧШЕЙ ЭКСПЕРТИЗЫ В ОБЛАСТИ СВАРКИ.
Это отражение общего отсутствия у фронт-офиса управления сварочными швами собственника. что когда дело доходит до GMAW (обычно называемого MIG / MAG) и процесса нанесения порошковой порошковой проволоки в защитном газе, что в тех обычных сварочных цехах «зачем менять то, что мы всегда делали», то через пятьдесят с лишним лет после введения полуфабриката -автоматизированные процессы MIG — FCA, которые немногие руководители, технические специалисты, менеджеры или инженеры понимают или внедряют в систему контроля сварочного процесса и передовые методы сварки. Также реальностью сварки является то, что большая часть сварочного персонала GMA — FCA во всем мире «поиграет» с двумя простыми средствами управления сваркой на своем сварочном оборудовании.
Также реальностью сварки является то, что большая часть сварочного персонала GMA — FCA во всем мире «поиграет» с двумя простыми средствами управления сваркой на своем сварочном оборудовании.
В различных сварочных отраслях, таких как судостроительные верфи и автомобилестроение, заводы, ненужные, ДОРОЖНЫЕ переделки сварных швов и брак сварных деталей являются обычным явлением. Дело не только в качестве сварного шва, редко достигается максимальная скорость наплавки, а затраты на сварку обычно плохо понимаются. Тогда это влияние культуры и отношения сварочного цеха.
«ПОЧЕМУ ИЗМЕНИТЬ СПОСОБ, КОТОРЫЙ МЫ ВСЕГДА ДЕЛАЛИ ЭТО, И ДАТЬ МНУ ПОИГРАТЬ С КОНТРОЛЯМИ» МОЖНО ПРИЛОЖИТЬ МУЗЫКУ И БЫТЬ ИЗОБРАЖЕНА В ГЛОБАЛЬНОМ МАГАЗИНЕ СВАРКИ.
Возможно, это отражение недостатка опыта управления сварочным процессом и апатии к владению процессом фронт-офиса в сварочных цехах, которые производят сварные швы стандартного качества, что через двенадцать лет после того, как я представил TIP TIG в Северной Америке, эти несколько сварочных цехов знают о впечатляющем качестве сварных швов и деталей, а также о рентабельности, получаемой благодаря простому в использовании процессу сварки TIP TIG.
Когда вы думаете об аэрокосмической отрасли, можно надеяться, что когда дело доходит до дуговой сварки сплавов, к сварным деталям будет применяться по крайней мере высокотехнологичный подход.
Упомяните SpaceX, и большинство людей думают об Илоне Маске, а также могут думать о других его высоких технологиях. компания под названием Tesla. Однако, когда я вспоминаю Илона Маска, я думаю об инженере, который вместе с задействованными инженерами не мог контролировать простые роботизированные сварные швы стали и алюминия на заводах Tesla, и я также думаю о сварных швах из нержавеющей стали в SpaceX и многих других. годы и миллионы долларов потрачены впустую, когда Илон и его сварщики боролись за получение качественных сварных швов из нержавеющей стали на своих ракетах.
В 2020 году Илон или один из его инженеров наконец-то выяснили, что для достижения результатов испытаний на разрушающие сварные швы из нержавеющей стали, которые он требовал для НАСА, он будет использовать для своих дуговой сварки процесс TIP TIG, процесс, который по иронии судьбы Я познакомил инженеров SpaceX еще в 2009 году.
Я раскрыл на https://tiptigwelding.com, что в отличие от любого другого процесса дуговой сварки полуавтоматический или автоматизированный процесс сварки TIP TIG всегда обеспечивает превосходное качество сварки. чем любой другой доступный ручной процесс дуговой сварки, включая GTA и Hot Wire GTA.
TIP TIG — это процесс, который должен позволить исключить переделку сварных швов. TIP TIG, обеспечивая при этом самую высокую энергию сварки в инертной атмосфере уникален тем, что обеспечивает наименьшее тепловложение для сварных деталей, что обеспечивает для любых металлов наилучшие механические и коррозионные свойства, высочайшую чувствительность к растрескивание с минимально возможным искажением.
TIP TIG — это также процесс сварки, который снижает все навыки сварщика корневого / заполняющего прохода, устраняет очистку сварного шва, а также устраняет проблемы с разбрызгиванием сварочного шва или сварочным дымом.
Преимущества процесса TIP TIG при сварке качественных сталей и сплавов CODE огромны, и столь же необычным является медленное реагирование мировой сварочной отрасли на значительные преимущества в отношении качества / стоимости, которые могут быть достигнуты.
Этот веб-сайт посвящен выявлению и решению проблемы медленной эволюции сварочного цеха, а также общей нехватки средств управления процессом сварки и передового опыта в области сварки, которые преобладают во всех отраслях промышленности, где используются обычные процессы дуговой сварки, такие как импульсная сварка MIG, GTAW. и газозащитный порошковый флюс. 2020. Эволюция процессов сварки GTAW, которым уже 75 лет, в полуавтоматический или автоматизированный процесс TIP TIG, которому уже 12 лет, обеспечивает то, что на протяжении десятилетий было недостижимо, — возможность стабильно производить «рентабельные, все позиции» используйте качественные сварные швы, которые не требуют доработки.
TIP TIG самый простой в использовании процесс позиционирования. Без дыма, брызг и очистки сварных швов. Один процесс, две настройки сварки от корня до заливки на металле любого типа и толщины.Почему какой-либо сварочный цех должен рассматривать низкокачественные процессы сварки GTAW — импульсной MIG и порошковой сваркой в среде защитного газа для своих сварных швов нормального качества? Самый информативный в мире веб-сайт по TIP TIG без BS для продажи, посетите https://tiptigwelding.com
_________________________
Чтобы увидеть следующие преимущества сварки TIP TIG для кода, требуется всего 30 минут демонстрации сварочного цеха. качественные сварные швы.
- TIP TIG обеспечивает на 200–400% больше наплавки, чем TIG.
- TIP TIG для всех позиционных сварных швов проще в использовании, чем TIG на постоянном токе, импульсная MIG и порошковая сварка, при этом всегда обеспечивается превосходное качество сварки.
- TIP TIG с увеличенной скоростью сварки и полярностью постоянного тока всегда обеспечивает превосходные механические / коррозионные свойства, чем любой другой процесс дуговой сварки.
- TIP TIG всегда обеспечивает минимально возможное количество сварочного дыма.
- TIP TIG без брызг и очистки сварного шва.
- TIP TIG — всегда наименьшая деформация сварного шва и наименьшее напряжение сварного шва / детали.
- TIP TIG наивысшая способность сварки при отсутствии проблем с пористостью сварного шва.
- Используйте TIP TIG для больших или малых приложений, один процесс от корня до заливки, один процесс, позволяющий сваривать все металлы от самых тонких до самых толстых деталей.
- TIP TIG полуавтоматический или полностью автоматизированный.
- TIP TIG, один газ, одна сварочная проволока, не более трех простых настроек сварки и одной процедуры сварки.


____________________
ЕГО НЕУДАЧНО В Северной Америке, что отрасли и исследовательские центры, которые должны лидировать в сварке, слишком часто остаются в двадцатом веке.
На этом сайте есть обширные свидетельства общего отсутствия права собственности на сварочный процесс и медленное развитие процесса сварки, которое преобладает, особенно в отраслях, которые должны лидировать, таких как аэрокосмическая, оборонная, медицинская, нефтяная и др. и электроэнергетика.
Получение верфи военно-морского флота, которая, как правило, ежегодно тратит сотни миллионов на сверхбюджетную переделку сварных швов или низкую производительность сварки, чтобы изменить свой печальный инженерный / управленческий подход к качеству и производительности дуговой сварки, было бы редким событием, когда наиболее распространены жалобы на еженедельных сварочных встречах будет «зачем менять то, как мы всегда это делали». На той же верфи большинство высококвалифицированных сварщиков будут делать то же самое, что и большинство сварщиков на протяжении более 60 лет, «играть» с элементами управления сваркой. Это простые элементы управления оборудованием MIG, которые мало изменились за десятилетия. Конечным результатом всегда будет плохое качество и производительность сварки.
Это простые элементы управления оборудованием MIG, которые мало изменились за десятилетия. Конечным результатом всегда будет плохое качество и производительность сварки.
Я всегда буду удивляться, почему после того, как я представил TIP TIG инженерам SpaceX на семинаре и практическом семинаре, который я проводил на военно-морской верфи Филадельфии примерно в 2008–2009 годах, их инженеры и менеджеры потребовали прибл. десять лет, чтобы понять ценность этого важного процесса дуговой сварки. Конечно, я знаю ответ, но вежливо предоставлю его здесь.И даже несмотря на широкое использование TIP TIG в 2020 году, я считаю, что Маск и его инженеры SpaceX все еще не осведомлены о возможностях полностью ручного и автоматизированного нанесения сварных швов и о потенциале этого важного процесса. В описании должностных обязанностей инженеров-сварщиков на предприятии SpaceX в Техасе в 2020 году примечательно, что этот процесс не был включен в должностные инструкции инженеров-сварщиков.
Все инженеры-механики и инженеры по сварке несут ответственность за то, чтобы они постоянно развивались в соответствии с процессами сварки, которые обеспечат превосходное качество сварки при более низких затратах на сварку.
СВАРОЧНО-ТЕХНИЧЕСКИЙ КОМПЛЕКС В США ПОЗВОЛИЛ КИТАЙСКОЙ НЕФТЯНОЙ ПРОМЫШЛЕННОСТИ ДОСТИГНУТЬ КАЧЕСТВО / ПРОИЗВОДИТЕЛЬНОСТЬ Сварки, что просто невозможно в большинстве сварочных цехов, обслуживающих нефтяную промышленность N.
На том же семинаре 2008–2009 годов, на котором я представил TIP TIG инженерам SpaceX, также присутствовало пять инженеров из CNOOCA, одной из крупнейших подводных нефтяных компаний Китая. Вместо десяти лет, когда эта компания внедрила процесс TIP TIG, им потребовалась неделя, чтобы я и мой партнер Том сварили, сварили и сварили с помощью процесса TIP TIG.Затем этой компании потребовался месяц, чтобы превратить TIP TIG в свою первоклассную ручную и автоматизированную сварку, которая будет использоваться для большинства сварных швов, соответствующих их нормативным требованиям, в их подразделениях по производству подводных, нефтегазовых и СПГ.
Отсутствие «собственности» на сварочный процесс со стороны менеджеров и инженеров привело к тому, что большинство высокотехнологичных компаний, столкнувшихся с проблемами сварки 21-го века, продолжали использовать сварочные процессы 20-го века вместе с устаревшими спецификациями сварных швов, процедуры и практики.В глобальном высококонкурентном мире металлообработки, если компании не ищут и не сопротивляются прогрессивным изменениям в процессе сварки, которые могут улучшить качество, производительность и стоимость сварки, они могут с таким же успехом закрыть двери своих сварочных цехов и выпить чашечку кофе. магазин. Для тех, кто хочет получить наиболее полную информацию о TIP TIG, посетите мой другой веб-сайт https://tiptigwelding.com
_____________________
Реальность сварных швов в 2020 году для тех отраслей, в которых традиционные импульсные MIG, GTAW и Сварка порошковой проволокой в среде защитного газа очень важна- Ежедневное качество сварки и производимая продукция часто мало меняются за шесть десятилетий.
- Ожидается брак брака и доработка сварного шва.
- Сварочные брызги и очистка сварных швов являются нормой.
- В работе, которая требует различных процедур, оборудования, расходных материалов, методов и навыков, часто используется несколько сварочных процессов.
- В офисах сварочного цеха обычно мало свидетельств того, что право собственности на процесс сварки необходимо для последовательной оптимизации процесса.
- В сварочных цехах вы часто найдете мало свидетельств «контроля процесса дуговой сварки и передового опыта в области сварки».
- Обычно можно найти опытных сварщиков, которые «поиграют» со своим руководством . автоматическое или роботизированное управление сваркой MIG и порошковой сваркой.
- В любой компании, где есть сварочный отдел, всегда трудно найти кого-то в своем фронт-офисе, который понимает требования к контролю процесса, необходимые для владения процессом сварки. Также почти невозможно найти человека, который менее чем за пять минут мог бы сказать вам стоимость одного фута одного из своих обычных угловых швов 1/14 MIG.

 Также почти невозможно найти человека, который менее чем за пять минут мог бы сказать вам стоимость одного фута одного из своих обычных угловых швов 1/14 MIG.
Также почти невозможно найти человека, который менее чем за пять минут мог бы сказать вам стоимость одного фута одного из своих обычных угловых швов 1/14 MIG. ________________
Отсутствие права собственности на сварочный процесс в глобальном офисе — распространенное недостающее звено
Как только сотрудники фронт-офиса осознают, что требуется для владения процессом сварки и оптимизации процесса, лицам, принимающим решения по сварке, легко найти ресурсы, которые они требуется для этого на этом сайте. Меня зовут Эмили Крейг, раньше была Эд, но плазменный резак решил эту проблему. От помощи аэрокосмическим и оборонным компаниям до судостроительных верфей, атомных или автомобильных заводов в течение более 40 с лишним лет меня просили и до сих пор просят более 1000 сварочных цехов в 13 странах решить их ручную и роботизированную MIG-GTAW-Flux Порошковая сварка — проблемы с качеством и производительностью сварки горячей проволокой TIG, SAW и плазменной сваркой.
Я представил этот сайт weldreality.com примерно в 1998 году, и этот сайт позволяет мне выразить свое разочарование, которое я обнаружил в большинстве своих глобальных опытов в области сварки.Сайт также позволяет мне обсуждать мою любимую тему, общие проблемы сварочного цеха и, что более важно, предоставлять тем, на кого не влияют продавцы, практические и экономически эффективные решения по сварке.
ОДИН САДОВЫЙ АСПЕКТ ГЛОБАЛЬНОЙ МИРОВОЙ СВАРОЧНОЙ ПРОМЫШЛЕННОСТИ. ЭТО ЗАДАВАЕТСЯ НА ВЫЯВЛЕНИИ ДЕФЕКТОВ СВАРКИ, А НЕ НА ПРЕДОСТАВЛЕНИИ СОТРУДНИКОВ ЭКСПЕРТИЗЫ КОНТРОЛЯ ПРОЦЕССОВ, НЕОБХОДИМОЙ ДЛЯ «ПРЕДОТВРАЩЕНИЯ ДЕФЕКТОВ СВАРКИ».
На протяжении десятилетий в различных отраслях промышленности, таких как судостроительные верфи и автомобильные заводы, многие специалисты по сварке считают нормой ежегодно тратить тысячи или миллионы долларов на доработку сварных швов, бракованные сварные швы, а также платить цену за низкую производительность сварки? Моя реальность в области сварных швов заключалась в том, что большинство менеджеров и контролеров уделяют больше внимания квалификации своего персонала по контролю сварных швов, чем опыту процесса сварки, чем могут предотвратить проблемы со сваркой.Какая польза от квалифицированного инспектора сварных швов AWS, если он не знает средств управления процессом сварки и передовых методов сварки, которые необходимы для оптимизации сварки.
В конце концов, когда менеджеры или инженеры поймут, что их дорогостоящий отдел контроля качества и сварочный персонал не предоставляют эффективных решений в процессе сварки для решения ежедневных проблем ручной или роботизированной сварки, менеджер может затем обратиться к более дорогостоящим решениям, таким как использование большего количества сварщиков , Покупка большего количества роботов, добавление ручных сварочных аппаратов к роботизированным ячейкам или, как обычно, с N.Американская автомобильная промышленность передает сварные детали на аутсорсинг в южные штаты, где зарплаты ниже, или, что еще лучше, в Мексику, где зарплаты еще меньше. Или, возможно, вместо этого они могут пригласить местного торгового представителя по сварке, чтобы рассказать о новейшем оборудовании для импульсной сварки своих дистрибьюторов с завышенной ценой, которое во многих случаях будет загружено бесполезными электронными приборами. А если покупка нового сварочного оборудования не сработает, руководство может рассмотреть другой вариант, например, покупку еще одной бесполезной трехкомпонентной газовой смеси или дорогой сварочной проволоки с металлическим сердечником.Печальная реальность сварных швов для лиц, принимающих решения по сварке во всем мире, которым трудно постоянно добиваться полного ручного или роботизированного качества сварки и потенциала производительности с помощью наиболее широко используемых в мире процессов дуговой сварки MIG, Flux Cored и GTAW, так что в течение десятилетий ежедневно производились посредственные сварные швы качество и производительность, а также создание ненужных дорогостоящих переделок сварных швов стало нормой.
_____________________
БОЛЬШИНСТВО МЕНЕДЖЕРОВ НЕ ЗНАЮТ, ЧТО НАВЫКИ СВАРОЧНИКА ВСЕГДА БЫЛИ ВТОРОЙ ТРЕБОВАНИЕМ ДЛЯ ОПТИМИЗАЦИИ ПРОЦЕССА СВАРКИ:
УПРАВЛЕНИЕ УПРАВЛЕНИЕМ УПРАВЛЕНИЕ ПРОЦЕССОМ ПРОБЛЕМЫ: Важным требованием к владению процессом сварки со стороны фронт-офиса является понимание компаниями, ключевыми лицами, принимающими решения по сварке, ценности того, что на протяжении десятилетий известно лишь немногим менеджерам или инженерам, что является важным требованием: средства контроля процесса сварки — передовой опыт в области сварочных работ.При недостаточной осведомленности эти знания редко требуются при составлении любых должностных инструкций по сварке. Это предмет, который я изучал в течение четырех десятилетий, и с момента внедрения процессов дуговой сварки квалифицированный менеджер по сварке будет знать, что не навыки сварщика являются наиболее важным атрибутом в сварочном отделе, а уровень сварки. Опыт управления процессами и передовой практики, который позволяет организации последовательно добиваться максимального и оптимального использования как сварочных процессов, так и используемых сварочных материалов.
УДОБНО ЭТО НЕ ПРОЕКТИРОВАНИЕ: Когда инженеры, менеджеры или супервизоры сварочного цеха сталкиваются с проблемой процесса сварки, которую они не могут решить, они часто обращаются к местному торговому представителю. и в большинстве случаев это будет человек, который, вероятно, никогда не имел сварочного цеха. Сварочная промышленность — единственная техническая отрасль, которая полагается на неопытных продавцов или представителей оборудования для предоставления рекомендаций по процессу сварки для решения проблем со сваркой в цехе, и это проблемы, которые обычно возникают в течение десятилетий, проблемы со сварочным оборудованием, которое обычно имеет два контроля сварки. .Как корпоративный тренинг или менеджер по сварочным продуктам в Linde, Airgas, AGA и Carbonic, я провел упрощенные программы обучения контролю сварочного процесса почти для четырех тысяч североамериканских сотрудников отдела продаж сварочных швов, и я пришел к выводу, что, возможно, пять из ста имели полное представление о типичном сварочном оборудовании и расходных материалах, используемых в сварочных цехах, которые они обслуживали.
Одна из областей, которая всегда резко свидетельствует об отсутствии контроля за процессом сварки MIG и передового опыта в области сварки, который преобладает на большинстве мировых автомобильных и грузовых заводов, — это часто плохие, постоянно меняющиеся данные сварных швов, которые К сожалению, в подвесках роботов было предусмотрено:
Ради бога, персонал, «играющий» с данными контроля сварки в ячейке робота, не является признаком просвещенной инженерии и производителя.управление. Это показатель того, что руководство компании просто не знает об опыте управления сварочным процессом, который требуется техническим специалистам и инженерам для достижения наилучшего качества и производительности роботизированной сварки.
На протяжении десятилетий самый глобальный производитель. и руководители предприятий не знали, что их инженеры или техники не обучались управлению процессом дуговой сварки в колледжах или университетах, которые предоставили им образование в области сварки. Однако уже более 20 лет этот опыт в форматах самообучения / обучения доступен здесь.ОТСУТСТВИЕ УПРАВЛЕНИЯ ПРОЦЕССОМ СВАРКИ И ОТСУТСТВИЕ НАИЛУЧШЕЙ ПРАКТИКИ СВАРКИ И ТАКЖЕ ОТСУТСТВИЕ ЭКСПЕРТИЗЫ СТОИМОСТИ СВАРКИ ПРОСТО ИСПРАВИТЬ:
Если менеджеры, инженеры и контролеры на предприятиях автомобильной и грузовой техники не понимают процесс сварки роботов контролировать требования к квалификации для владения процессом сварки, маловероятно, что их техники-роботы или те, кто вносит изменения в сварные швы, будут обладать этим опытом. Если бы редкий образованный руководитель завода или технический директор настоял на том, чтобы хотя бы один человек на их предприятии обладал навыками управления сварочным процессом и передовой практикой сварки, необходимыми для оптимизации качества или производительности процесса ручной сварки или ручной сварки, тот же самый менеджер также быть достаточно мудрым, чтобы гарантировать, что на их эксперта по контролю сварочного процесса была возложена ответственность обучить всех сотрудников как в главном офисе, так и в сварочном цехе, которые ежедневно принимают решения по сварке.
Имейте в виду, что я потратил десятилетия на то, чтобы упростить и упростить свои учебные ресурсы по ручному и роботизированному управлению процессом сварки, чтобы их мог представить любой, независимо от их опыта в области сварки. Между прочим, вполне логично, что в «Описание работы» каждого лица, принимающего решения по сварке, должны быть включены слова: «Должен иметь необходимый контроль процесса сварки и опыт передовой практики сварки».
ЭТО БУДЕТ ШОКНОВАТЬ МНОГО. «СВАРОЧНАЯ КОМАНДА» НА ЛЮБОМ ПРОИЗВОДСТВЕННОМ ОБЪЕКТЕ ОБЫЧНО ЯВЛЯЕТСЯ ПРИЗНАКОМ «НЕОПЫТНОГО УПРАВЛЕНИЯ СВАРКОЙ».
КОМАНДА СВАРОК: Еще одна уникальная черта плохой практики сварочных цехов во всем мире заключается в том, что когда менеджеры, руководители или инженеры не имеют контроля над процессом сварки и не имеют опыта передовой практики, они часто создают команду сварщиков, команду, которая, по иронии судьбы, также не будет иметь такой же опыт. Обычный менеджер в ответ на бесконечные проблемы со сваркой ежедневно принимает кислотно-восстанавливающий раствор TUM, чтобы контролировать изжогу, а затем созывает собрание КОМАНДЫ СВАРКИ. Слишком часто единственное, чего часто добиваются сварочные бригады, — это потребление большого количества кофе и пончиков, потраченные впустую человеко-часы и еще больше путаницы в процессе сварки, добавляемой к установке.
Мои простые в освоении ручные и роботизированные средства управления процессом сварки и передовые практики самообучения или обучающих программ обычно требуют всего 15–20 часов для изучения. Если бы это обучение проводилось для всего персонала компании, который ежедневно влияет на решения о сварке, реальность такова, что ни одному заводу или сварочному предприятию не потребуется «сварочная бригада», и причина будет в том, что все лица, принимающие решения по сварке, будут обучены с управление процессом сварки — требования передовой практики, которые позволяют им единообразно пройти один путь, необходимый для последовательной оптимизации процесса сварки вручную или с помощью роботов.Подумайте, насколько уникальным был бы этот завод, на котором все, кто участвует в принятии решений о сварке, были обучены требованиям к владению процессом сварки.
ВЛАДЕНИЕ процессами исходит от My MIG — Flux Cored и TIP TIG, Ручное и роботизированное управление процессом сварки и передовая практика сварки, Программы обучения или самообучения.
ОДНАКО ПРОИЗВОДСТВЕННАЯ КОМАНДА ЛОГИЧЕСКАЯ. Вместо создания сварочной бригады роботов более логичным подходом в организации, понимающей процессы сварки, было бы создание «производственной бригады».Это будет команда, состоящая из ключевого лица, принимающего решения о сварке роботов, и менеджеров по производству, качеству, техническому обслуживанию и проектированию. Основная ответственность производственной группы будет заключаться в том, чтобы обеспечить своевременную поставку продукции для роботизированных ячеек, а детали, которые будут свариваться роботами, будут изготовлены в соответствии с указанной конструкцией, условиями и размерами (всегда редкое явление на плохо управляемых авто / грузовых заводах).
2020.В сварочных цехах, которые производят сварные швы нормального качества в таких отраслях, как энергетика, авиакосмическая промышленность, нефть. Медицина и оборона, вы обнаружите, что многие застряли в 20 веке. И вы часто обнаружите, что их сварочные отделы придерживаются менталитета «они всегда так поступали». Внимание! Существует десятилетний процесс сварки под названием TIP TIG, который позволит сварочным мастерским использовать этот простой в использовании процесс и производить рентабельные сварные швы без необходимости доработки сварных швов.
TIP TIG — это процесс, который мой деловой партнер Том и я купили в Северной Америке и создали нашу компанию под названием TIP TIG USA.Мы также представили TIP TIG в Австралии и Китае. На этой странице вкратце обсуждаются подходящие сварочные процессы для TIP TIG и где этот процесс следует использовать вместо GTAW — импульсная MIG, порошковая сварка и горячая проволока, а самые обширные в мире данные TIP представлены в TIP TIG раздел, и на моем веб-сайте tiptigwelding.com, доступном в феврале 2020 г. Однако мне хорошо известно, что в отношении изменений в процессе сварки и эволюции сварочного цеха с теми сварочными цехами, в которых отсутствует право собственности на процесс сварки, обычно будет главное общее препятствие, которое необходимо преодолеть, и это будет отношение сварочного отдела к изменениям.
В высококонкурентной отрасли опытный руководитель сварочного цеха, руководитель или инженер никогда не должен допускать такого отношения. Если бы я пил пинту пива Guinness каждый раз, когда слышал это в сварочном цехе, я бы стал совладельцем пивоварни Guinness.THE АГРЕССИВНЫЙ ЭВОЛЮЦИЯ БЫСТРОГО ПРОЦЕССА ДУГОВОЙ СВАРКИ, КОТОРАЯ ПРОИЗВОДИЛАСЬ В КИТАЕ : Я хорошо знаю причины, по которым «ИЗМЕНЕНИЕ» для многих сварочных цехов в конце концов трудно осуществить. Признайтесь, в этой отрасли за последние 60 лет мало прогрессивных или рентабельных изменений в процессе дуговой сварки сталей и легированных сталей.Однако 20-й век прошел, и в сварочной промышленности Северной Америки никогда не было более важного момента для ключевых лиц, принимающих решения в области сварки, чтобы принять рентабельные изменения в процессе сварки, причина проста. Китай с населением 1,4 миллиарда человек и Индия с 1,3 миллиардами населения в 2020 году будут иметь такое же оборудование для ручной и автоматической дуговой сварки и расходные материалы, как и любая другая страна. Реальность сварки такова, как вы увидите в разделе TIP TIG и на моем новом веб-сайте https: // tiptigwelding.com заключается в том, что в аэрокосмической, энергетической, нефтяной и оборонной отраслях, когда речь идет о ручной и автоматической дуговой сварке, Китай (помимо двух сварщиков) уже на десять лет является главой Северной Америки.
ВМЕСТО ПРИОБРЕТЕНИЯ НИЗКОГО ПРОЧНОГО ОБОРУДОВАНИЯ CV MIG, МЕНЕДЖЕРЫ, НАПРАВЛЯЮЩИЕСЯ НА СОВЕТЫ ПО ПРОДАЖАМ СВАРКИ, ЧАСТО ТРАТИТЕ НА 200–300% БОЛЬШЕ НА ОБОРУДОВАНИЕ ДЛЯ ИМПУЛЬСНОЙ СВАРКИ, ЧТО БЫЛА СТАЛЬНАЯ И НЕРЖАВЕЮЩАЯ? Конечно, электроника в оборудовании MIG открыла интересные возможности режима переноса сварного шва, особенно при импульсной сварке алюминия MIG.Однако большая часть электроники, которая с 1980-х по 2020 год использовалась в оборудовании для импульсной сварки MIG, которое используется для сварки сталей и сплавов, на самом деле в основном были бесполезными BELL & WHISTLES.
НЕСКОЛЬКО СВАРОЧНЫХ МАГАЗИНОВ ЗНАЮТ ОТРИЦАТЕЛЬНОЕ КАЧЕСТВО И СТОИМОСТЬ СВАРКИ ИМПУЛЬСНЫМ МИГ: Любой, кто когда-либо выполнял макросварку стального или нержавеющего углового шва на стали толщиной> 5 мм, будет знать о сварке MIG. В режиме распыления, который, к сожалению, имеет плохое соотношение энергии сварного шва к массе сварного шва, будет наблюдаться, что достигнутое сварное плавление часто бывает плохим или предельным.Когда этот режим распыления меняется на импульсный, который может обеспечить такой же потенциал наплавки, как и распыление, но при этом 50% времени тратится на низкий фоновый ток, тогда не должно быть сюрпризом обнаружение, что этот режим с более низкой энергией будет В отличие от сварки распылением, он не улучшает плавление сварного шва или не снижает пористость сварного шва, но этот импульсный режим MIG подходит для сварных швов, требующих более низкой энергии шва, сварных швов на стали, алюминия и плакированных швов. Я написал книгу по MIG и Pulsed MIG более 20 лет назад.Эта книга называлась «Руководство по MIG для менеджеров и инженеров». В этой книге я посвятил более 100 страниц тому, что не так с импульсным режимом MIG для сварки сталей и сплавов, и все вопросы, которые я обсуждал тогда, актуальны и сегодня. в 2020 году. Кстати, те сварочные цеха, которые приобрели дорогостоящее оборудование для импульсной сварки MIG для уменьшения брызг при сварке, могли бы потратить 200 долларов на одну из моих программ обучения MIG и избавиться от проблем с разбрызгиванием с помощью чего-то, называемого «Экспертиза в области контроля сварочного процесса».
В 1970-х и 1980-х годах с помощью недорогого оборудования CV MIG я показывал сварочные цеха, как выполнять сварку MIG короткого замыкания без брызг.
CV Источник питания 1983 года выпуска. Стоимость 1300 долларов США, обеспечивает сварку короткого замыкания без брызг. Между прочим, какие настройки сварки MIG со стальной проволокой 035 и 80-20 CO2 вы бы набрали, чтобы убедиться, что сварка находится в оптимальной точке, обеспечивая максимальное количество коротких замыканий в секундуЕСТЬ ДВА СПОСОБА ЗАПУСКАТЬ СВАРКУ МАГАЗИН. ОДИН С ВОЗМОЖНОСТЬЮ ВЛАДЕНИЯ ПРОЦЕССОМ СВАРКИ. ДРУГОЕ С КОНСУЛЬТАЦИЕЙ ПРЕДСТАВИТЕЛЯ СВАРКИ.
В шестидесятые годы я запустил сварочные тракторы для сварки MIG и порошковой проволокой на заводе Massey Ferguson в Манчестере, Англия, а сегодня, в 2020 году, в любом сварочном цехе по всему миру я мог бы взять источник питания CV MIG 1960-х годов или новый за 2020 год за 2500 долларов Источник питания CV MIG и опыт управления сварочным процессом MIG неизменно обеспечивают оптимальное качество сварных швов без брызг на любых деталях из стали и легированной стали от 14 калибра до любой толщины.Таким образом, реальность сварки для одного или двух читателей, которые знают об этом веб-сайте 20-летней давности, заключается в том, что если сварочный цех в основном сваривает алюминиевые детали толщиной менее 6 мм, то покупка импульсного источника питания MIG дает много преимуществ для сварки. Однако, если сварочный цех сваривает более толстые алюминиевые детали, сварочный цех достигнет лучшего качества сварки алюминия за счет использования режима распыления CV на более дешевом оборудовании CV MIG. Если сварочный цех сваривает в основном сталь и сплавы, сварочный цех сэкономит деньги, если просто купит установки CV MIG, которые обычно могут стоить на 100-200% меньше.Подумайте об экономии для сварочного цеха за счет возможности приобрести более дешевое, простое в ремонте, более долговечное оборудование CV, которое имеет два простых элемента управления сваркой, и для случайных алюминиевых сварных швов предоставляет переносной импульсный аппарат MIG. Подобные решения по сварке требуют менеджеров и инженеров, способных владеть процессом сварки. Руководители, которые знают, что они могут оптимизировать свои стальные MIG и порошковые сварные швы с помощью недорогого оборудования CV MIG, потому что они предоставили всему своему сварочному персоналу необходимые средства управления процессом сварки MIG — обучение передовой практике сварки.
ПОКУПКА ТРЕХКОМПОНЕНТНЫХ ГАЗОВЫХ СМЕСЕЙ И МЕТАЛЛИЧЕСКОЙ ПРОВОЛОКИ ТАКЖЕ ЧАСТО ВЛИЯЕТСЯ НА ПРОДАЖУ БЫЧЬЕГО ФЕКАЛА: Хотя некоторые металлические порошковые проволоки, содержащие сплавы, могут быть полезны для высокопрочных применений при сварке низкоуглеродистых сталей. Я никогда не видел сварного шва с металлической сердцевиной, который я не мог бы воспроизвести с помощью более дешевой проволоки MIG. Что касается этих трехкомпонентных газовых смесей MIG, как ключевой составитель технических условий на защитный газ AWS MIG, я хотел бы проинформировать любой сварочный цех, который за последние четыре десятилетия закупил трехкомпонентную газовую смесь MIG для сталей и сварных швов легированной стали, в дорогостоящих трехкомпонентных газовых смесях MIG никогда не было необходимости, а добавление кислорода в газовую смесь создавало больше отрицательных характеристик сварного шва, чем преимуществ.Однако я признаю, что и металлическая порошковая проволока, и трехкомпонентные газовые смеси всегда были хорошим инструментом для дистрибьюторов сварных швов, чтобы вести газовый бизнес в сварочных цехах, которые не имели возможности владеть процессом сварки MIG.
Во многих случаях сварки сталей и сплавов в течение десятилетий обычная бесполезная электроника, используемая в импульсном оборудовании MIG, была хорошим компаньоном для бесполезных трехкомпонентных газовых смесей MIG и металлической порошковой проволоки, которая также использовалась в качестве опоры те, кому не хватало опыта в области контроля сварочного процесса Примечание. Три десятилетия бессмысленных проблем с газовой смесью MIG и оборудования для импульсной MIG, а также данные о неразберихе процесса доступны в разделах MIG и в моей программе обучения MIG.
ГАЗООБРАБОТАННАЯ ФЛЮСОВАЯ СЕРДКА: В 2020 году большинство сварочных цехов по всему миру также могут быть удивлены, узнав, что и GTAW, и процесс с нанесением порошковой проволоки в защитном газе — плохой выбор для многих сварных швов нормативного качества. Для тех, кто использует в 2020 году все позиционные порошковые проволоки с защитным газом для применений, требующих рентгеновского или ультразвукового контроля, возникает резонный вопрос: почему любой сварочный цех выберет процесс сварки, такой как порошковая сварка, при котором независимо от навыков сварщика, ненадежное качество сварного шва, избыточная пористость, проблемы с плавлением сварного шва с улавливанием шлака, избыточное разбрызгивание и избыточный сварочный дым будут нормой.
ЕГО 2020, И КТО-ТО ЗАБЫЛ СКАЗАТЬ СВАРОЧНЫМ МАГАЗИНАМ, ЧТО В ПОСЛЕДНИМ ДЕСЯТИЛЕТИИ ПРОЦЕСС GTAW УСТАРЕЛ: И если сварочный цех все еще использует DC семидесятилетней давности. Процесс TIG для сварки деталей, требующих большого количества сварных швов, который менеджер не разочаровался, имея дело с этим сверхмедленным процессом, который требует высочайших навыков сварщика, а также обеспечивает высокий нагрев свариваемых деталей. Примечание. Для тех, кто интересуется хорошо задокументированными проблемами, возникающими с обычными процессами MIG — Pulsed MIG — GTAW-Flux Cored, а также проблемами с их оборудованием и расходными материалами при ручной сварке и сварке роботов, посетите разделы моих программ.В то время как процессы импульсной сварки MIG, TIG на постоянном токе и сварки порошковой проволокой в среде защитного газа с 1960-х гг. Были ответственны за выполнение большинства ежедневных сварочных швов мирового качества, соответствующих стандартам качества, в 2019 г. немногие сварочные цеха знают, что уже более десяти лет был альтернативным, превосходным, «ручным, полуавтоматическим и полностью автоматизированным» процессом сварки под названием TIP TIG.
СОВЕТ TIP TIG — это процесс, который на первый взгляд может показаться некоторым сварщикам чем-то средним между процессами TIG и MIG.Однако это процесс, при котором требуется сварка стандартного качества, TIP TIG обеспечит более высокие характеристики сварки, чем TIG — импульсная сварка MIG — сварка с порошковым флюсом в среде защитного газа и сварка TIG горячей проволокой.
TIP TIG — это простой в использовании полуавтоматический и полностью автоматизированный процесс дуговой сварки. Когда требуются сварные швы стандартного качества, за счет постоянного обеспечения максимальной энергии сварного шва в инертной атмосфере (лучший сварочный шов с самой низкой пористостью) наряду с достижением самого низкого тепловложения свариваемой детали за счет полярности постоянного тока и увеличения скорости перемещения.В отличие от GTAW — Pulsed MIG — FCAW и Hot Wire TIG, процесс TIP TIG всегда обеспечивает наилучшее качество сварки, а также механические и коррозионные свойства детали.
___________________-TIP TIG обеспечивает высочайшую энергию и текучесть сварного шва, высочайшую чистоту сварного шва, а также обеспечивает наименьший нагрев сварной части с помощью простого в использовании процесса для сварки любых металлов, в любых областях применения размер и сварка в любом положении.
. https://tiptigwelding.com КОГДА ТИП ТИГ И Я ПРИОБРЕЛИ СОВЕТУ В СЕВЕРНУЮ АМЕРИКУ В 2009 ГОДУ И НАЧИЛИ «TIP TIG USA, ЭТОТ ПРОЦЕСС СОЗДАЛ НОВЫЕ ДРАМАТИЧЕСКИЕ ВОЗМОЖНОСТИ ДЛЯ СВАРКИ И СВАРОЧНЫХ МАГАЗИНОВ В АМЕРИКЕ. КИТАЙ.2020. Я прогнозирую, что к 2025 году запатентованный компанией Plasch Austria процесс TIP TIG, который я и мой деловой партнер Том представили в Северной Америке, Китае и Австралии в 2009 году, будет самым широко используемым процессом дуговой сварки в мире, который ассоциируется с большинством сварных швов стандартного качества.
Благодаря такому большому количеству преимуществ в области защиты от сварочных, металлургических, механических, коррозионных, а также сварочных дымов, полученных с помощью TIP TIG, преимуществ, изложенных на этой странице и особенно в моей комплексной программе TIP TIG, которая предоставляет данные TIP TIG этого нет ни на одном другом глобальном веб-сайте. Для любого сварочного цеха реальность сварки такова, что когда требуется максимально возможное качество на всех позициях, корнях или насыпях, угловых или стыковых деталях, малых или больших деталях, при ручном или автоматическом применении, сварочный цех обнаружит, что TIP TIG будет проще. использовать (меньше навыков) и всегда обеспечивать превосходное качество сварки, чем традиционная сварка TIG постоянным и переменным током — импульсная сварка MIG — STT MIG — RMD MIG, порошковая сварка, а также процесс сварки горячей проволокой.
Примечание: для тех, кто может не согласиться с приведенным выше утверждением TIP TIG, зачем тратить время на споры о предмете, в конце концов, для демонстрации TIP TIG в любом сварочном цехе потребуется менее 60 минут, чтобы доказать TIP TIG качество сварных швов и затраты превосходят то, что ваша компания производит в настоящее время. Конечно, местный торговый представитель. который имеет степень в области гуманитарных наук или истории и, вероятно, не продает TIP TIG, может не согласиться, и вместо этого, возможно, они захотят, чтобы вы попробовали их последний электронный источник питания MIG или другую бесполезную трехкомпонентную газовую смесь MIG.
Этот сайт уделяет большое внимание экспертным знаниям в области процессов, которых слишком часто не хватает в глобальных сварочных цехах, а также сравнениям процессов сварки GTAW — Pulsed MIG — FCA и TIP TIG для общих приложений глобального сварочного цеха высокого качества. Обратите внимание: сравнение процессов сварки будет иметь большее значение, если те, кто заинтересованы в сравнении, имеют средства управления процессом сварки и опыт передовой практики сварки, необходимые для оптимизации обычного процесса дуговой сварки, используемого в их сварочных цехах.
Итак, что, по вашему мнению, делает процесс дуговой сварки идеальным? Если бы я спросил у опытного сварщика, каковы, по вашему мнению, ключевые характеристики процесса сварки, позволяющие добиться идеального процесса сварки для большинства сварных швов нормативного качества. Ниже будет мой список.
- Процесс сварки должен быть простым в использовании, полуавтоматическим и автоматическим.
- Должен иметь возможность сварки как для открытых корневых, так и для заполняющих проходов для любых применений и металлов, и подходить для сварки на любой толщине.
- Должен обеспечивать максимальную энергию сварного шва (текучесть) для достижения оптимального сплавления сварного шва со всеми металлами. (невозможно с MIG или FCAW.
- Должен обеспечивать умеренную скорость наплавки во всех положениях, чтобы при производстве рентабельных сварных швов также был обеспечен важный баланс между количеством наплавленного сварного шва и переданной энергией сварки.
- Должен обеспечивать атмосферу инертной плазмы, которая сводит к минимуму окисление сварного шва и пористость.
- Не должен давать брызг или шлака.
- Должен обеспечивать автоматический контроль данных начала / окончания сварки.
- Должен обеспечивать соблюдение полярности EN, которая обеспечивает при достигнутых скоростях сварки наименьшее тепловложение свариваемой детали, обеспечивающее наименьшую HAZ сварного шва, а также лучшие механические и коррозионные свойства.
- Должен быть простым в настройке.
- Не требуется более трех настроек для всех сварных швов.
Обратите внимание, что в 2020 году будет только один процесс сварки, обеспечивающий вышеуказанное, и это процесс TIP TIG десятилетней давности. https://tiptigwelding.com
ПОЖАЛУЙСТА, ЗНАЙТЕ, ЧТО ВСЕ, ЧТО УКАЗАНО НА ЭТОМ САЙТЕ, Я МОГУ ДЕМОНСТРИРОВАТЬ И ДОКАЗАТЬ МЕНЬШЕ ЧАСА В ЛЮБОМ СВАРКЕ.
УМЕРЕННЫЕ СКОРОСТИ НАПЛАВЛЕНИЯ И ВЫСОКАЯ ЭНЕРГИЯ СВАРКИ ПОСТОЯННЫМ ТОКОМ ОБЕСПЕЧИВАЮТ НАИЛУЧШУЮ СПЛАВНУЮ СВАРКУ.Когда в сварочном цехе есть все позиции, простой в использовании процесс, такой как TIP TIG, который обеспечивает умеренную скорость наплавки, которая обеспечивает максимальную энергию и текучесть сварных швов, защищенных инертным газом, для сварочного цеха это дает возможность достичь Максимально возможное качество дуговой сварки в любом масштабе. Когда вы объединяете качество сварки TIP TIG с DCEN TIP TIG и возможность скорости сварки для обеспечения минимально возможного тепловложения сварочного шва на свариваемые детали, это обеспечивает сварочный цех, возможность ручной и автоматической сварки для устранения обычно ожидаемых доработка сварного шва для любого применения.А также иметь возможность сваривать любой свариваемый металл, не беспокоясь о металлургических проблемах сварного шва. Сварочные швы TIP TIG, показанные на этой странице и в разделе TIP, не могут быть дублированы никакими стандартными оптимальными сварочными швами TIG, импульсной MIG или порошковой сваркой.
Примечание. Да, с традиционным процессом TIG на постоянном токе weler всегда может обеспечить отличное качество сварки, но с ручной TIG на постоянном токе сварщик не может достичь энергии сварного шва TIP TIG, однородности и непрерывности сварки TIP TIG, которые определяют скорость сварки, скорости наплавки TIP TIG. и снижение квалификации, что увеличивает затраты на сварку, а с помощью TIP TIG сварочный цех может производить на большинстве деталей> 2 мм минимальный нагрев сварных деталей, который влияет на металлургию и возможности применения.
Когда я впервые представил TIP TIG в Северной Америке и Австралии примерно в 2009 году, я прекрасно понимал, что этот уникальный процесс существенно изменит правила игры для сварочных цехов, и его придется сравнивать с традиционными методами дуговой сварки, которые используются. сварочными цехами, особенно сварными швами стандартного качества. При обсуждении сравнения процессов сварки полезно, если те, кто проводит сравнения процессов, в первую очередь, имеют средства управления процессом сварки и передовой опыт в области сварочных работ, которые необходимы для постоянного достижения качества процесса сварки и оптимизации производительности с помощью процессов сварочного цеха, которые они используют ежедневно.(доступно с моими недорогими программами обучения оптимизации процесса сварки), однако суть в том, что не существует оптимальных сварных швов с импульсной сваркой MIG — GTAW и порошковой порошковой защитой в среде защитного газа, которые соответствовали бы показанным в верхнем левом углу экранам качества сварки. а также с другими сварными швами TIP TIG, показанными здесь и в моем разделе TIP TIG.
Некоторые процессы, описанные в разделе процессов на этом сайте, просто не способны обеспечить стабильно оптимальное качество сварки. Сварочные мастерские будут знать, что при ручной сварке, независимо от навыков сварщика, процессы дуговой сварки, такие как импульсная MIG и порошковая порошковая сварка в среде защитного газа, во многих случаях просто не способны обеспечить стабильную бездефектную сварку.Проблемы, присущие процессу сварки, которые влияют на качество сварки, подробно обсуждаются в моем TIP TIG и в разделах программы сварки MIG и порошковой сваркой.
Некоторые из вас, которые посетили мои семинары по контролю процесса или приобрели мои учебные программы по Weldreality, будут знать, что я специализировался на требованиях к контролю процесса сварки и передовой практике сварки в течение почти пяти десятилетий, которые я проработал в этой промышленность. Ручная, автоматическая или роботизированная сварка, я знаю качество каждого процесса дуговой сварки — производительность и возможности для любых металлов в любых приложениях.Я также хорошо осведомлен о проблемах со сваркой, которые будут возникать в результате процесса сварки и используемых расходных материалов, а также о проблемах, которые возникают из-за обычных плохих методов сварки, используемых сварщиками. Поэтому, пожалуйста, имейте это в виду в моем совете по сварке, я родился в Манчестере, Великобритания, и в целом манкунианцы — это люди с хорошим чувством юмора, у которых нет времени на болтовню. Я не продаю сварочную продукцию, и из моих уст вы никогда не услышите о сварочном оборудовании или технологической предвзятости. Однако на протяжении десятилетий я предлагаю то, чего в целом не хватает в большинстве сварочных цехов мировой сварочной индустрии, а именно необходимые программы самообучения / обучения по управлению процессом сварки и передовой практике сварки, которые помогут любому персоналу компании добиться наилучшего качества сварки. результаты с использованием MIG — FCAW — Advanced TIG, а также процесса TIP TIG.
Если бы человек хотел найти доказательства слишком часто плохого, застойного состояния мировой сварочной индустрии, он мог бы начать в двух разных отраслях, таких как судостроение и автомобилестроение. На большинстве мировых судостроительных предприятий из-за отсутствия управления сварочными швами и владения инжинирингом, а также отсутствия опыта в области контроля сварочного процесса, как правило, всегда проводится обширная и ненужная дорогостоящая ручная доработка сварных швов. И в авто. грузовых автомобилей, бункеры, которые выстилают проходы роботов, обычно будут полны бракованных сварных швов и переделок из-за низкого качества сварки MIG роботов, и некоторые из роботов на заводах будут достигать оптимального потенциала производительности роботизированной сварки.
На десятилетия. в результате ненужной переделки сердечника из флюса и переделки сварных швов MIG были потеряны миллионы долларов на каждое построенное судно, и причина проста: общий фронт-офис военно-морского флота и верфи, отсутствие средств контроля сварочного процесса и передовой практики сварки.
Его 2020 год, и, как они делали на протяжении десятилетий, мировые верфи военно-морского флота, строящие суда стоимостью в несколько миллионов долларов, будут значительно превышать свои бюджеты на доработку сварных швов, часто на миллионы долларов, и тем не менее судостроительный завод;
- ИСПОЛЬЗУЮТСЯ НЕОБХОДИМЫЕ ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ СВАРКИ.
- ПРОЦЕССЫ СВАРКИ ОДОБРЕНЫ.
- КВАЛИФИЦИРОВАННЫЕ ПРОЦЕДУРЫ СВАРКИ.
- ОБУЧЕНИЕ СВАРОК.
- СВАРОЧНИКИ БЫЛИ КВАЛИФИЦИРОВАНЫ.
- И ОТДЕЛ ОБЕСПЕЧЕНИЯ ОБЕСПЕЧЕНИЯ ОБЕСПЕЧЕНИЯ ДЕЯТЕЛЬНОСТИ ЕЖЕДНЕВНО ДОЛЖНЫ УБЕДИТЬСЯ, ЧТО БЫЛ ЭФФЕКТИВНОЙ ЧАСТЬЮ ПРОЦЕССА СТРОИТЕЛЬСТВА СУДНА.
- ТАК КАК ВЫ УГАДАЕТЕ, ПОЧЕМУ НИКОГДА НЕ ЗАКАНЧИВАЮТСЯ ВОПРОСЫ СВАРКИ, И ЧТО ТАКОЕ ОТСУТСТВУЕТ ССЫЛКА?
___________
С любым предприятием, которое применяет годовой бюджет для предполагаемого ремонта сварных швов, вы могли бы предположить, что руководство производства сформировало этот бюджет на основе своей истории типичных прошлых ежегодных затрат на ремонт сварных швов. что ключевые лица, принимающие решения по сварке, будут стремиться снизить затраты на ремонт сварных швов.И все же на верфях вы обнаружите, что годовые затраты на ремонт сварных швов редко снижаются, и в большинстве случаев опять же, из-за отсутствия опыта управления и разработки процессов, затраты на ремонт сварных швов обычно снова будут, как в фильме «День сурка», повторяться и часто значительно превышают бюджет ремонта сварных швов, иногда на многие миллионы долларов.
ПОЧЕМУ ПРИ ПРОСТОЙ КОНТРОЛЬНОЙ СВАРКЕ ПРОЦЕССЫ ДУГОВОЙ СВАРКИ ЕСТЬ ТАК МНОГО ВОПРОСОВ СВАРКИ: Логический менеджер или инженер спросит, почему с простой настройкой, двумя регулировками, сваркой MIG и сваркой порошковой проволокой, которые используются ежедневно для большинства Большинство дуговой сварки, два процесса, которые практически не изменились за многие десятилетия, продолжают ли ответственные менеджеры и инженеры терпеть неудачу в своей задаче владения этими сварочными процессами и лучшего управления ежедневным качеством и производительностью сварки? Кроме того, почему после десятилетий опыта работы с этими двумя сварочными процессами мало свидетельств того, что контроль процесса сварки и эволюция передовых методов сварки во всей мировой сварочной индустрии отсутствуют?
Посмотрим правде в глаза, любому, кто провел 30 минут на этом веб-сайте, не нужно быть ученым-ракетчиком, чтобы понять, почему нескончаемые проблемы со сваркой на верфи или автомобильном заводе продолжаются десятилетиями, или почему большая часть авиакосмическая, энергетическая, нефтяная и оборонная промышленность застряли в сварке 20-го века.Ниже приведены пять основных причин возникновения многих глобальных проблем со сваркой;
[1] МНОГИЕ МЕНЕДЖЕРЫ НЕ ЗНАЮТ, ЧТО РУКОВОДСТВО — УПРАВЛЕНИЕ ПРОЦЕССОМ СВАРКИ РОБОТА И НАИЛУЧШИЕ ПРАКТИКИ СВАРКИ ЯВЛЯЮТСЯ СУЩЕСТВУЮЩЕЙ ЭКСПЕРТИЗой.
[2] НЕКОТОРЫЕ ЛИЦА, ПРИНИМАЮЩИЕ РЕШЕНИЯ ПО СВАРКЕ, ОБЛАДАЮТ ЭКСПЕРТИЗОМ, ЧТОБЫ БЫСТРО ИЗМЕНИТЬ РАСХОДЫ НА ОБЫЧНУЮ СВАРКУ МИГ ИЛИ ФИЛЕТА 1/4 6 мм.
[3] ИНЖЕНЕРЫ И ТЕХНИКИ НЕ ОБУЧАЮТСЯ УПРАВЛЕНИЮ ПРОЦЕССОМ СВАРКИ И НАИЛУЧШИМ МЕТОДАМ СВАРКИ.
[4] РУКОВОДИТЕЛЬ И НАБЛЮДАТЕЛИ ПРИНИМАЮТ, ЧТО ИХ СВАРОЧНЫЙ ПЕРСОНАЛ ДОЛЖЕН ИГРАТЬ С КОНТРОЛЯМИ СВАРКИ.
[5] МЕНЕДЖЕРЫ, ИНЖЕНЕРЫ И НАБЛЮДАТЕЛИ НЕ СООТВЕТСТВУЮТ ОБЯЗАННОСТИ УЗНАТЬ ТРЕБОВАНИЯ К ВЛАДЕНИЮ ПРОЦЕССАМИ СВАРКИ.
Я приношу свои извинения за размер этого веб-сайта, однако он составляет 25% от того, чем он был когда-то, однако обсуждаемые сварочные процессы и приложения разнообразны, процесс сварки является обширным, а последствия дорогостоящего качества сварного шва и Проблемы производительности, которые ежедневно затрагивают большую часть мировой сварочной отрасли, продолжаются в течение пяти десятилетий, которые я работаю в этой отрасли.Как бы то ни было, на самом деле сварка такова, что процесс контроля — предметы передовой практики сварки должны интересовать всех, кто называет себя профессионалом в области сварки.
С 1980-х годов я документировал общие глобальные проблемы дуговой сварки, которые меня попросили решить в более чем 1000 сварочных цехах в 13 странах. Я написал 35 статей и опубликовал четыре книги по вопросам сварки MIG и порошковой проволокой и решениям по управлению технологическим процессом. Я всегда стремился упростить и сконцентрировать внимание на вопросах контроля сварочного процесса и передовых методов сварки и передать их всем лицам, принимающим решения в области сварки.Я потратил десятилетия на разработку недорогих ресурсов управления процессами, доступных на этом сайте, которые позволяют менеджерам и инженерам взять на себя ответственность за свои сварочные процессы, однако печальная реальность сварки заставляет их покупать эти ресурсы, в большинстве случаев это было похоже на получение мула пить воду из поилки.
2109: Что касается отсутствия эволюции сварных швов, они всегда будут местом для традиционного процесса TIG (слева), однако, как вы прочитаете ниже, этот процесс 75-летней давности больше не должен обеспечивать оптимальную дуговую сварку процесс выбора с большинством сварных швов стандартного качества.
На этой домашней странице я начну с некоторой общей информации о трех основных распространенных процессах дуговой сварки, которые будут использоваться в следующие десятилетия: импульсная сварка MIG, порошковая сварка в среде защитного газа и наиболее важным из них будет TIP TIG. процесс. С этими тремя сварочными процессами читатель найдет наиболее полные данные по ручному и роботизированному контролю процесса сварки в разделах программ этого сайта, а также в моих книгах по сварке и учебных материалах. И хотя сайт многословен из-за своего возраста и нескончаемых глобальных проблем в сварочных цехах, я надеюсь, что некоторые читатели найдут информацию, которая может позволить любой организации выбрать один путь, необходимый для оптимизации процесса сварки, путь, который гарантирует каждому из трех сварочных процессов, сварные швы наилучшего, стабильного и однородного качества всегда, конечно, получаются при минимальных затратах на сварку.
Поскольку MIG является наиболее широко используемым процессом дуговой сварки в мире, у вас никогда не будет достаточно информации о MIG.ДЛЯ МЕНЯ, В ЭТОЙ ОТРАСЛИ ПРОШЛО 50 ЛЕТ, И Я ВИЖУ МАЛЕНЬКИЕ ИЗМЕНЕНИЯ. Некоторым может показаться ироничным, что большинство проблем со сваркой MIG, о которых я писал в 1970-80-х годах, являются теми же проблемами, что и проблемы со сваркой MIG, возникшие в 2020 году. Обратите внимание, что обширные данные о процессе импульсной MIG и Подробные сведения об оборудовании импульсной MIG можно найти в разделе программ MIG.
ДЕЙСТВИТЕЛЬНОСТЬ СВАРКИ ЯВЛЯЕТСЯ ТО, ЧТО НЕСКОЛЬКО СВАРОЧНЫХ МАГАЗИНОВ ЗНАЛИ О ДЕСЯТИЛЕТИЯХ НЕДОСТАТОЧНЫХ ЭФФЕКТИВНОСТЕЙ ОБОРУДОВАНИЯ ДЛЯ ИМПУЛЬСНОЙ СВАРКИ, ЭТО ПРОСТО ЕЩЕ ОДИН УКАЗАТЕЛЬ ОТСУТСТВИЯ ПРОЦЕССА ЭТОГО ПРОЦЕССА СВАРКИ.
Если бы читатель попросил своих опытных сотрудников сварочного цеха объяснить, почему им нужно импульсное оборудование MIG для сварки стальных швов, я могу заверить вас, что в их ответах, вероятно, будет много указаний на путаницу в их процессе сварки MIG. .И если ответственных за сварочные швы фронт-офиса спросят, почему им следует покупать импульсную сварку MIG для стальных сварных швов, они, вероятно, расскажут вам все причины, по которым их местный торговый представитель. (у которого никогда не было сварочного цеха) сказал им.
Я написал ок. сто тысяч слов о том, почему импульсная MIG не является обязательной в сварочном цехе, который сваривает в основном сварные швы из стали и легированных сталей, и с введением TIP TIG, когда принимаются рациональные решения по выбору процесса сварки, закупка оборудования для импульсной сварки MIG должна снизиться. особенно когда требуются стальные швы любого нормативного качества.Если у вас, как у меня, нет такой жизни, то в разделах, посвященных процессу импульсной сварки MIG и оборудованию MIG, описаны десятилетия проблем ручной и роботизированной импульсной сварки MIG.
[] СВАРОЧНЫЕ РОБОТЫ БЫСТРО ВЫЯВЛЯЮТ ОТСУТСТВИЕ УПРАВЛЕНИЯ ПРОЦЕССОМ СВАРКИ ВЛАДЕНИЕ:
Импульсная сварка MIG или обычная сварка CV MIG, вы могли бы подумать, что было бы логичным, чтобы лица, ответственные за решения роботизированной сварки MIG, знали о процессе сварки и различия в режимах переноса сварного шва, чтобы они могли наилучшим образом использовать режимы сварки для достижения оптимизации роботизированной сварки.Вы также можете подумать, что лица, принимающие решения о сварке в головном офисе, будут знать, что их сотрудникам в большинстве случаев не хватает средств управления процессом сварки MIG с помощью роботов и опыта передовой практики сварки, которые необходимы для обеспечения стабильного и оптимального качества сварки MIG и производительности роботов, конечно, всегда. с наименьшим временем простоя робота.
[] ДЕСЯТИЛЕТИЯ ПРОДАЖ СВАРОЧНОГО ГАЗА И СВАРОЧНОГО ЦЕХА BS:
В Северной Америке доступно сорок с лишним газовых смесей MIG, и несколько сварочных цехов знают, что не более четырех газовых смесей MIG имеют когда-либо требовалось для всех сварных швов MIG.Большинство продаваемых смесей MIG Gas Mix — это просто результат яркого воображения руководителя отдела маркетинга или продаж газа. Примечание. Как менеджер по маркетингу промышленных газов в компаниях Airgas, AGA и Liquid Carbonic, я разработал или представил в Северной Америке 4 самых продаваемых газовых смеси MIG. Если интересно, посетите мой газовый раздел MIG.
[] ПРОФЕССИОНАЛ-СВАРОК, ОБЛАДАЮЩИЙ СОБСТВЕННЫМИ ВОЗМОЖНОСТЯМИ, ОБЕСПЕЧИЛ УПРОЩЕНИЕ, УНИВЕРСАЛЬНОСТЬ И ОБЕСПЕЧЕНИЕ ОБУЧЕНИЯ СОТРУДНИКОВ КОНТРОЛЮ ПРОЦЕССА — ТРЕБУЮТСЯ ЛУЧШИЕ ПРАКТИКИ.
Независимо от того, какая сварочная проволока подключается к источнику питания MIG, а также какой металл шва и его область применения, как показано в моем обучении / самообучении Управление процессом сварки MIG и порошковой порошковой проволокой в среде защитного газа — лучшие программы практики сварки, читатель обнаружит, что существует «три» оптимальных настройки сварного шва. Существуют также передовые методы сварки MIG и порошковой краской, которые необходимы для минимизации дефектов сварки и оптимизации производительности сварки. Реальность сварочного шва состоит в том, что немногие из вашего сварочного персонала будут осведомлены о настройках и методах, и, как это часто бывает во многих сварочных цехах при настройке сварного шва MIG или флюсовой сердцевины, сварочный персонал часто «играет» с двумя элементами управления сваркой, которые имеют мало что изменилось за десятилетия.
Примерно в 2007 году, в редком для меня событии сварки, у меня была возможность применить свои средства управления процессом дуговой сварки — лучшие методы сварки на верфи в США, где менеджеры и инженеры были гораздо лучше знакомы с методами сварки SMAW (STICK). которые, вероятно, были созданы во время Второй мировой войны.
Когда меня наняли в качестве менеджера по сварке на верфи, я вошел на верфь, где предыдущий менеджер по сварке и инженерно-техническому делу много знал о сварке штангой и ничего не знал о сварке с флюсовой сердцевиной и MIG Weld Process Controls и передовых методах сварки.На этой верфи. в течение трех месяцев после моего обучения управлению технологическим процессом качество сварки и производительность были ошеломляющими. Полученная информация о качестве и стоимости сварки приведена ниже, а полная информация доступна в моем разделе о порошковых порошках.
С ЧРЕЗМЕРНЫМ ПРЕВЫШЕНИЕМ СТОИМОСТИ НА РЕМОНТ НА СВАРКУ ВМФ, И НАСМОТРЕТЬ, КАК КИТАЙ МОЖЕТ ПОСТРОИТЬ АНАЛОГИЧНЫЕ СУДА, ПОСЛЕ ДЕСЯТИЛЕТИЙ НИЧЕГО НЕ ДЕЛАЯ, УПРАВЛЕНИЕ ВЕРСИИ ВЕРСИИ ВЕРСИИ СМОТРЕТЬ ЭКСПЕРТИЗЫ ВЛАДЕНИЯ ИНЖЕНЕРНЫМ ПРОЦЕССОМ УПРАВЛЕНИЯ СВАРКОЙ СТАЛА НОРМОЙ.ОТСУТСТВИЕ ЭКСПЕРТИЗА, КОТОРАЯ ЕЖЕДНЕВНО ВЛИЯЕТ НА КАЧЕСТВО, ПРОИЗВОДИТЕЛЬНОСТЬ И СРОКИ ПРОИЗВОДСТВА СВАРКИ.
Как вы прочтете ниже, даже руководители ВМФ, которые никогда не имели сварочного цеха, начинают задаваться вопросом, почему на верфях, которые строят свои суда, ремонт сварных швов с превышением бюджета всегда измеряется миллионами, а Десятилетиями было мало свидетельств того, что руководство занялось дорогостоящими проблемами сварки, и редко свидетельствовало понимание или важность использования средств контроля сварочного процесса или передовых методов сварки.
ПОМОЩНИК ГОССЕКРЕТАРЯ ВМФ ГОВОРИТ О ДОРОГОЙ СВАРКЕ ВОПРОСАХ, НО БОЛЬШИНСТВО ЕГО ЗАЩИТНЫХ ПОДРЯДЧИКОВ НЕ ЗНАЮТ, КАК ОТВЕТИТЬ
Для тех, кто не интересуется моим общим мнением и моим вниманием к сварке передовой опыт и знания в области контроля сварочного процесса, однако они могут захотеть узнать слова г-на Гертса, помощника министра ВМС США. Г-н Гертс несет ответственность за расходы ок. 205 миллиардов долларов в следующем году, и, как вы прочтете ниже, отсутствие права собственности на процесс сварки в отделах судостроительной верфи ВМФ, которые занимаются производством и сваркой, заставили его более чем беспокоиться о соблюдении его ежегодных требований к поставке корабля и бюджету.См. Ниже флот.
2020… КОГДА ПРИХОДИТ К СВАРКЕ СУДОВ ВМФ, НЕКОТОРЫЕ СВАРОЧНЫЕ ОТДЕЛЫ МИРОВОЙ ВОФНО-ВЕРФИ ОКАЗЫВАЮТСЯ ЗАКОНЧЕННЫМИ В ХХ ВЕКЕ. Еще один пример отсутствия в 2019 году управления фронт-офисом и владения процессом инженерной сварки. Мировой спрос на подводные лодки никогда не был таким большим, однако большая часть сварных швов, производимых при строительстве глобальных подводных лодок, будет выполняться с использованием устаревших процессов и устаревших спецификаций и процедур сварки.Мне потребовался бы час, чтобы убедить любую военно-морскую верфь в том, что существует простое обучение процессу сварки и технологические решения многих дорогостоящих проблем со сваркой.
Для тех лиц, принимающих решения в области сварки, которые игнорируют или не знают об эволюции процесса дуговой сварки, произошедшей за последние десять лет, а также для тех, кто также не осведомлен о преимуществах управления процессом сварки и передовых методов сварки которые должны быть реализованы на их судостроительных верфях, вы можете, когда закончите эту страницу, захотите посетить мой процесс обучения — программы самообучения.Следите за самыми полными в мире данными о процессах на моем веб-сайте tiptigwelding.com.
2019. Большинство глобальных оборонных проектов 21-го века в настоящее время строятся с использованием процессов дуговой сварки 20-го века с устаревшими спецификациями и процедурами сварки. В настоящее время в 2019 году мне неизвестно ни одного оборонного подрядчика в Северной Америке, который внедрил бы новейшие сварочные технологии и применяет средства контроля сварочного процесса и передовые методы сварки.
ВЛАДЕНИЕ процессами исходит от My MIG — Руководство по сварке с флюсовой сердцевиной и TIP TIG, роботизированное управление процессом сварки и передовая практика сварки, учебные материалы или материалы для самообучения.
В то время как МНОГИЕ СВАРОЧНЫЕ МАГАЗИНЫ ФОКУСИРУЮТ НА «НАВЫКИ СВАРОЧНИКА», ВЫГОДНО, ЕСЛИ ПРИНИМАЮЩИЕ РЕШЕНИЯ СВАРОЧНИКИ ПОНИМАЮТ, ЧТО «НАВЫКИ СВАРОЧНИКА» НЕ ЯВЛЯЮТСЯ ЛУЧШИМИ ПРАКТИКАМИ, И НАВЫКИ СВАРОЧНИКА 9000 ПРОГРАММИРОВАНИЯ WELDERT WELDER 9000 ПРОИЗВОДИТСЯ НА УРОВНЕ WELDERT
. ЕДИНЫЙ ОТКАЗ СВАРКИ МОЖЕТ СТОИТ ЖИЗНИ И МЛРД ДОЛЛАРОВ.Все, что требуется, — это одна порошковая проволока, отсутствие дефектов сварки в правильном месте применения. а при правильных обстоятельствах результатом может стать катастрофическая человеческая катастрофа, которая стоит дорого. Однако ирония заключается в том, что на большинстве мировых судостроительных верфей и нефтяных платформ они обычно не предоставляют адекватных программ обучения сварщиков, которые сосредоточены на навыках сварщика с минимальным вниманием к требованиям по оптимизации сварочного процесса. Я полагаю, что это понятно, так как немногие менеджеры и инженеры верфей осознают важность контроля процесса сварки и передовых методов сварки, необходимых для обычных полуавтоматических процессов сварки. КАЧЕСТВО СВАРКИ — ОТВЕТСТВЕННОСТЬ ЗА СВАРКУ.
Эта платформа m использовалась для размещения на море. Все, что потребовалось, — это плохой угловой сварной шов на 1/4 (6 мм), чтобы повлиять на усталостное разрушение конструктивных элементов, и платформа рухнула в океан, в результате чего погибло 123 человека и понесены миллиарды долларов.
Эксперты: Наблюдайте за сварочной проволокой для кузовного ремонта, не забывайте одевать, менять наконечники STRSW
Судя по комментариям экспертов на SEMA Week в начале этого месяца, магазины могут упускать из виду требования и техническое обслуживание проволоки и наконечников, используемых для MIG- или точечной сварки современных автомобилей.
Дискуссия на сварочном саммите SCRS OEM Collision Repair Technology Summit 7 ноября подняла вопросы о качестве присоединения к индустрии ремонта столкновений, но предложила предложения по его улучшению.
Провод
Ремонтники могут выполнять сварку неподходящей проволокой. Магазины полагают, что наличие трех проволок — одной для MIG-сварки стали, одной для алюминия и одной для MIG-пайки — означает, что они в хорошем состоянии, — предположил президент компании Reliable Automotive Equipment Дэйв Грускос на панели OEM Summit.
«Прямо сейчас у нас ежедневно выходит 20 разных проводов», — сказал Грускос.
По словам Грускоса, провод, который вы использовали во время сертификационного испытания алюминия I-CAR, вероятно, не подходит для алюминиевого автомобиля, который вы ремонтируете, и наоборот.
По его словам, специалисты по ремонтудолжны проконсультироваться с процедурами OEM, чтобы знать, какие продукты должны проходить через сварочную машину.
Ярким примером является компания Honda, которая требует использования специальных высокопрочных проводов для соединения любой из ее сталей плотностью 590 мегапаскалей или выше.Скоба сварочной проволоки ER70S-6 слишком слабая — всего около 482,63 МПа, что означает, что соединение выйдет из строя раньше, чем металл, и изменит поведение транспортного средства при аварии.
Сопредседатель технического комитетаCollision Industry Conference Ки Йунг (Европейский автомобильный завод) сообщил CIC ранее на этой неделе, что СОП его цеха включает удаление проволоки после завершения сварки.
Таким образом, по словам Йенга, специалист, выполняющий сварку, «должен начинать с нуля».Мастерская исключает риск того, что сварщик сочтет, что проволока в горелке правильная.
«Это облегчает задачу», — сказал он 5 ноября на CIC.
Ремонтные мастерские также захотят правильно хранить свои провода и следить за их появлением на предмет коррозии.
Специалист по техническому обучениюSpanesi Americas и представитель по работе с производителями оборудования Роберт Хизер вспоминал, как при посещении цеха возникла проблема со сварочным аппаратом Q5.2 MIG с тремя горелками.
Обычная сварка стали и кремний-бронзовой стали, свариваемая устройством, работала нормально, но алюминий не сваривается методом MIG, сказал Хисер аудитории на панели OEM Summit.
Он спросил, как долго проволока находилась в сварочном аппарате, и ему ответили 3-4 года.
Hiser спросил, есть ли на предприятии еще одна катушка, и «с благодарностью» она хранилась в сумке. Новый трос показал, что пистолет работает отлично.
Окисление — «большая проблема» для алюминия, объяснил Хисер саммиту производителей оборудования.
Оставлять алюминий на оружии на четыре года — «нехорошо», — согласился менеджер по развитию обучения Pro Spot Райан Суонсон, другой участник дискуссии. По его словам, ремонтник получит «плохие» и «грязные» сварные швы.
Lincoln Electric, например, предупреждает сварщиков об этой проблеме в руководстве по сварке алюминия GMAW 2016 года. (Очевидно, что при выполнении собственной сварки следуйте процедурам, предписанным конкретным соответствующим OEM-производителем и производителем проволоки.)
«Неправильное хранение алюминия и алюминиевой проволоки перед сваркой в лучшем случае делает подготовку к сварке намного более дорогой», — написали в компании. «В худшем случае это может привести к получению сварных швов ненадлежащего качества».
Окисление начинается немедленно и со временем густеет, особенно в теплых или влажных условиях, согласно Lincoln Electric.
Даже провода, хранящиеся в соответствии с собственным перечнем передовых методов Lincoln Electric, можно доверять не более двух лет, сообщила компания. После этого катушки должны быть зажаты.
подсказок
Hiser также предостерег от использования неправильных наконечников при контактной точечной сварке методом сжатия. Он сказал, что его давний бывший работодатель GM указывает размер и тип наконечников, как и другие автопроизводители.
Не бросайте подсказки «в забвение», — сказал Хисер ремонтникам.По его словам, их, возможно, придется менять каждые 80-100 сварных швов, иногда чаще, иногда реже. — Уточняйте у производителя сварщика, — сказал он.
Другой участник дискуссии, менеджер по обучениюPro Spot Райан Свонсон, сказал, что график чистки и замены наконечников может варьироваться в зависимости от типа наконечника, автомобиля или марки сварочного аппарата.
Модератор панели Генеральный директор компании Vehicle Collision Experts Марк Олсон отметил, что у General Motors есть график исправления и изменения наконечников заводских сварщиков.
Олсон предложил сценарий, в котором автомастерская покупала сварочный аппарат у поставщика, но не покупала у него наконечники в течение 6-8 месяцев.
Если вы не покупали чаевые в течение 6–8 месяцев, «вы делаете что-то не так», — сказал Суонсон.
Олсон предложил владельцам магазинов в аудитории проверить, сколько чаевых они покупают, когда вернутся домой.
Тип насадки может изменить это расписание, но существует практическое правило заменять насадки каждые 150-200 сварных швов, сказал Суонсон.Но «чем чаще, тем лучше», — сказал он.
Чем чище наконечник и чем больше его форма соответствует задуманной, тем «нам лучше», — сказал он.
Свонсон объяснил, что точечная сварка была не такой, как раньше, когда прикладывалось всего 500 фунтов давления, а наконечники не «сдавливались».
Чаевые теперь могут получить 1000 фунтов стерлингов, «легко», и, по словам Суонсона, они не будут удерживаться в таком же порядке.
«Если магазин не дает советов по покупке и одеванию», — сказал Суонсон.Он вспомнил, как зашел в магазин, где раньше работал, и узнал, что его Pro Spot i4 искрился.
«Я не шучу», — сказал он. У него не было наконечника со стороны пистолета, и мастерская разбила электрод во время сварки.
«Это правда, ребята», — сказал он, назвав это «страшным».
По словам Хисера и Свонсона, у некоторых сварщиков сегодня, по крайней мере, начнется утечка охлаждающей жидкости при снятом наконечнике, но Суонсон сказал, что старые i4 не охлаждались водой до конца.
УHiser была похожая история. В магазине попросили помочь с поршнем сварочного аппарата, одной из первых моделей Spanesi на 14 500 А.
Но насадки также не были изменены, и «я не думаю, что у них когда-либо были какие-либо насадки для замены», — сказал Хисер.
По словам Хисера, рычаг ослаблен, что влияет на выравнивание наконечника и возможность правильной сварки.
«Дело было в беспорядке», — сказал он о сварщике.
Он сказал, что Spanesi дал владельцу список запчастей для покупки, и, надеюсь, машина была отремонтирована.
Хисер сказал, что такие случаи встречаются «каждый божий день».
«К сожалению, у меня нет очень больших ожиданий» ни в одном магазине, в который он собирается войти, — продолжил он.
К сожалению, индустрия столкновений и раньше была предупреждена советами. Мы рассмотрели как минимум три случая.
В ноябре 2017 года Грускос и другие участники дискуссии Общества специалистов по ремонту столкновений предупредили в бесплатном видеоролике на YouTube, что неправильно подготовленные или выбранные наконечники сварщика были частыми виновниками дефектных точечных сварных швов контактного типа.
Среди них был Тоби Чесс из Kent Automotive, который дал аналогичный совет на конференции Collision Industry Conference летом 2018 года.
Олсон также поднял вопрос о чаевых на курсе NACE тем летом. Он посоветовал ремонтникам использовать новые наконечники каждый раз, когда они делают капитальный ремонт, и обращаться с ними, как с любыми другими расходными материалами.
Дополнительная информация:
NASTF Портал OEM-ремонта
Изображений:
Сварочную проволоку Union X96 и алюминиево-кремниевую сварочную проволоку можно будет увидеть на выставке SEMA 2019.(John Huetter / Repairer Driven News)
Трехстворчатая сварочная установка Car-O-Liner показана на SEMA 2018. (John Huetter / Repairer Driven News)
Слева направо, президент Reliable Automotive Equipment Дэйв Грускос, специалисты по техническому обучению Spanesi Americas и представитель OEM Роберт Хисер и менеджер по развитию обучения Pro Spot Райан Свансон участвуют в панели SCRS OEM Collision Repair Technology Summit по сварке 7 ноября 2019 г. SEMA. (John Huetter / Repairer Driven News)
Наконечники для точечной сварки представлены на NACE 2018.(John Huetter / Repairer Driven News)
Поделиться:
СвязанныеКак сварка швов делает раллийные и гоночные автомобили более безопасными и прочными
Раллийные автомобили подвергаются множеству злоупотреблений. Достаточно взглянуть на Hyundai i20 Тьерри Невиля выше, который вот-вот приземлится под очень неудобным углом во время пробега перед WRC Argentina 2018 на этой неделе. Если вы попробуете это на своем заводском уличном автомобиле, вы, скорее всего, получите серьезные повреждения кузова.
Но если вы строите тротуарную или гоночную машину из заводской оболочки, вы можете сделать один трюк, чтобы улучшить жесткость, надежность и даже безопасность при столкновении. Все, что нужно, — это немного сварки. Хорошо, много сварок, сделанных очень точно и с упором на точность.
Речь, конечно же, идет о сварке швов. Этот процесс добавляет большие, прочные сварные швы вдоль швов между панелями кузова на цельном кузове автомобиля, усиливая заводские точечные сварные швы за счет добавления десятков, а иногда и сотен футов новых сварных швов на заводскую раму.
Как объясняют Вятт и Паскаль из Team O’Neil Rally School, сварка швов — это не просто разборка автомобиля до основания и наложение сварных швов на каждый шов, до которого можно дотянуться. Для этого есть процесс, и если он будет выполнен неправильно, вы можете в конечном итоге сильно перекрутить или деформировать корпус вашего автомобиля, что приведет к повреждению, которое сварка швов призвана предотвратить.
И да, это очень сложный процесс. Но если вы планируете такую конструкцию, при которой вам придется разбирать автомобиль до основания, вам, вероятно, следует знать о преимуществах сварки швов.В конце концов, вы хотите, чтобы ваша гоночная или раллийная машина была сильной и устойчивой как из соображений производительности, так и из соображений безопасности.