Расточка ЦО (центрального отверстия) диска в гаражных условиях
При выборе дисков есть целый ряд важных параметров и характеристик, которые в обязательном порядке необходимо соблюдать, дабы диски встали на свои штатные места и не было проблем. Если, скажем, вылет и диаметр и ширина диска могут немного варьироваться, то вот для центрального отверстия размер меньше номинального приведет к тому, что диск просто невозможно будет поставить на машину.
А что делать если у вас как раз такая ситуация, а особо средств и желания покупать новые диски нет? Остается одно – протачивать центральное отверстие в диске. Однако легко сказать, а вот как это сделать. Ведь по уму, необходимо снимать резину, если она стоит, искать большой токарный или координатно-расточной станок. К тому же еще платить не малые деньги. Однако есть альтернатива все сделать и кустарным способом, то есть в вашем гараже. Да, переложенный способ имеет и свои недостатки, поэтому по ходу статьи мы разберем все «ЗА» и «ПРОТИВ» расточки центрального отверстия диска таким способом.
В нашем случае необходимо было расточить центральное отверстие на несколько мм, так обычно и бывает, что не хватает каких-то несчастных мм.
Так вот, альтернативному варианту расточки диска на станке был выбран следующий вариант. Был приобретен ручной фрезерный станок и фреза. При этом само собой фреза вставлена в станок.
Далее что и оставалось так это пройтись станком по внутреннему диаметру уже имеющегося центрального отверстия. При этом обработку следует делать с использованием смазки типа «жидкий ключ», так как материал диска вязкий, что забивает резцы и сильно нагревает инструмент. Здесь лучше не экономить, а брызгать смазку обильно.
Также необходимо водить станок по всему периметру отверстия с одним усилием, насколько это получится. Еще лучше поставить хоть какие-то метки, чтобы контролировать снятие материала по периметру. А также в обязательно порядке примерка после каждого прохода на ступицу колеса.
Вот какие-то такие критерии будут при расточке центрального отверстия подобным способом.
Надо сказать, что металл хоть и вязкий, но мягкий. А значит в итоге минут через 10-15, если вы все делаете правильно, вы добьетесь своего, то есть диск будет способен налезть на направляющую, на ступице колеса.
Теперь только что и осталось, как поставить колесо и протянуть его гайками.
Теперь давайте поразмышляем и подумаем, какие достоинства и недостатки есть у данного способа расточки ЦО. Начнем с плюсов.
Конечно же это доступность, быстрота такой доработки. Ведь здесь собственно только что и надо как купить станок, фрезу и уделить 10-15 минут на каждое колесо. К тому же если у вас уже есть маленький фрезерный станок, то это еще и дешево. Собственно на этом все плюсы и заканчиваются.
Теперь о минусах. Самый главный минус это то, что все будет делаться на глаз. Говорить о какой-то точной обработке не приходится. Все это чревато тем, что отверстие может получиться не по кругу, а по эллипсу или еще какой-нибудь другой формы. Чем же это чревато? Первое, что между направляющим и диском будет зазор. В итоге этот зазор может обеспечивать перемещение
Там получается и вовсе нет направляющих на ступице. В общем, это на наш взгляд не так уж страшно.
Однако отверстие круг неправильной формы влечет за собой куда большую неприятность для балансировки колеса. Все дело в том, что на шиномонтаже диски крепятся через центральное отверстие. В этом случае смещения уже будет не избежать. В итоге отбалансировать такой диск будет очень сложно. А если это и удастся, то не факт что правильно, ведь установка диска на станке не будет отличаться точностью.
Подводя итог
В целом нельзя сказать однозначно стоит ли этим заниматься или нет. Конечно обработка на полноценном станке обеспечит куда лучшие результаты. Но надежда на удачу, авось повезет и отклонения будут минимальны, все же подстегивает к рискнуть, сделать быстро, самостоятельно и дешево!
Как расточить центральное отверстие диска своими руками?
Автомобильные владельцы, собирающиеся установить литые колёсные диски, постоянно сталкиваются с такой проблемой: в продаже, в основном, предлагаются элементы с другими геометрическими характеристиками. Можно ли производить их монтаж и чем это чревато?
У легкосплавных дисков есть как свои достоинства, так и недостатки. Среди их разнообразного дизайна можно выбрать именно тот, с которым Ваш автомобиль приобретёт индивидуальный внешний вид и смотрится гораздо выгоднее и мужественнее. Эти диски, за счёт гораздо меньшего веса, благоприятно влияют на массу неподрессорных элементов ходовой части автомобиля, поэтому подвеска вместе с колёсами гораздо более информативно реагирует на дорожные неровности, следовательно, благодаря этому улучшается контакт колёс с дорожным покрытием. Но если диски выбраны некорректно, автомобиль будет вести себя на дороге гораздо более неуверенно. Критерием выбора дисков из лёгких сплавов являются их геометрические характеристики, что зашифрованы в маркировке.
Как происходит процесс расточки центрального отверстия диска?
Растачивать центральное отверстие и обтачивать втулку по наружному диаметру необходимо при установке ступицы фланцем на три базовые опоры, которые определяют положение отливки в горизонтальной плоскости и центрировании в трёхкулачном патроне. Расточка центральных отверстий производится на первой операции механической обработки при установке отливки фланцем на три плоские опоры с одновременным центрированием ее в трехкулачковом патроне.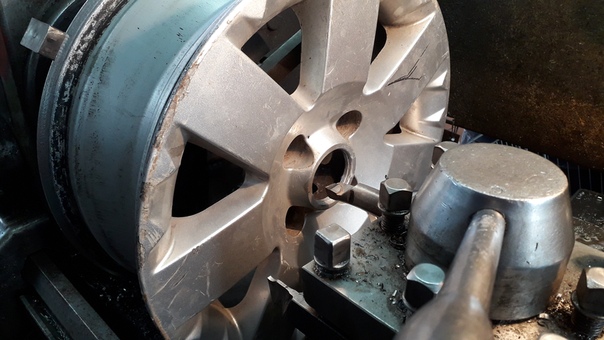
Подрезка торцов и расточка центрального отверстия, если отсутствует специальное приспособление, производятся в патроне с индивидуальным регулированием кулачков. Детали на станке выверяются в следующем порядке. Деталь устанавливают так, чтобы плоскость разъема примерно совпала с осью вращения шпинделя станка. Чертилкой рейсмуса, установленной на высоте центров станка, проверьте параллельность плоскости разъема направляющим станины, затем шпиндель станка с закрепленной деталью поверните на 180 градусов и снова проверьте параллельность плоскости разъема направляющим станка при той же настройке чертилки. При механической обработке картера расточка центрального отверстия во втулках производится на первой операции при центрировании отливки по наружным диаметрам втулок в тисочных призмах.
Так как в местах перехода дисков цельнокованых роторов в бочку имеются концентраторы напряжений и наблюдаются высокие радиальные напряжения, то коэффициенты запаса прочности для этих мест принимают несколько большими, чем это рекомендовано выше для зоны расточки центрального отверстия ротора.
В отливке проверяются:
а) припуск на обработку центрального отверстия в передней и задней втулках;
б) припуск на обработку плоскости фланца картера.
Расточка центрального отверстия во втулках на операции механической обработки производится при центрировании картера по наружным диаметрам втулок в тисочных призмах. Подрезка фланца на операции производится при установке картера по расточенному центральному отверстию с ограничением движения вдоль оси упором в необрабатываемую сторону фланца.
Плоские кулачки изготовляются из заготовленных дисков стали 20х15 или из перлитного фосфористого чугуна. Порядок обработки следующий:
1. Обтачивание на токарном станке и расточка центрального отверстия;
2. Обработка отверстия под шпильку и разметка лучей и профиля всех рабочих и вспомогательных движений;
3. Фрезерование кривых;
Фрезерование кривых;
4. Доводка профиля;
5. Термическая обработка;
6. Шлифование отверстия.
В качестве примера давайте рассмотрим деталь — подвижную губку ручных слесарных тисков. Деталь имеет плоскость симметрии. Технология изготовления: отливка, фрезеровка направляющих типа ласточкин хвост плоскостей наковаленки и под планку губы, шлифовка направляющих и плоскости наковаленки, расточка центрального отверстия, слесарная обработка двух резьбовых гнезд.
Напряжения на расточке центрального отверстия ротора турбогенератора могут быть выше предела прочности.
Заготовки для неполных пробок изготовляют из полосовой стали. При массовом производстве целесообразно заготовку получать посредством горячей штамповки. После фрезерования и расточки центрального отверстия в заготовку запрессовывают ручку. Соединение неполной пробки с ручкой может быть выполнено также посредством контактной сварки или заклепывания. В этих случаях на ручке фрезеруют паз, в который вставляют неполную пробку с выемками на боковых сторонах. После сварки необходим отжиг для избежания деформаций готового изделия.
При помощи шаблонов обеспечивается точная выверка детали и контроль размеров после обработки. У одной из половинок размер между базовыми площадками равен окончательному диаметру детали, а у другой — размер делается на 6 мм больше. Фрезерование боковых поверхностей необходимо для облегчения базирования деталей в кондукторе при сверлении отверстий в плоскости разъема и при расточке центрального отверстия.
Что нужно для расточки центрального отверстия диска?
Станок для расточки разрабатывался с учетом тех проблем, с которыми в мастерских сталкиваются при восстановлении поверхностей деталей автомобилей, что растачиваются. Главная суть его использования заключается в том, что при помощи одного станка можно восстанавливать тормозные диски и барабаны, головки цилиндров, блоки силовых агрегатов и маховики.
Главная суть его использования заключается в том, что при помощи одного станка можно восстанавливать тормозные диски и барабаны, головки цилиндров, блоки силовых агрегатов и маховики.
Станок для расточки даёт массу преимуществ в экономии финансовых средств и свободного пространства. Простой по своей структуре и очень прочный, такой станок – вечный труженик. Диски и барабаны восстанавливаются по их центровке на шпинделе, а режущий инструмент размещается на поперечном столе. В станках для расточки имеется большой выбор адаптеров, которые позволяют выполнить точную центровку всех видов тормозных дисков, барабанов, маховиков и прочего.
Достоинства и недостатки расточки центрального отверстия диска
Использование дисков с уменьшенным вылетом приводит к увеличению автомобильной колеи, что положительно отражается на автомобильной устойчивости и качестве выполняемых маневров. Общий колёсный ход при равных размерах рычагов и пружин подвески несущественно, но увеличивается, из-за этого повышается комфортабельность передвижения. Уменьшенная колёсная масса способствует улучшению динамических характеристик автомобиля, а также сокращению топливного расхода в различных режимах передвижения.
Но покрышки, которые чрезмерно выступают из колёсных арок, будут заляпывать боковину кузова автомобиля грязью, как и боковые стёкла. Кроме этого, углы поворота передних колёс уменьшатся, ведь в противном случае шины просто будут задевать колёсные арки. Также большей нагрузке подвергаются и ступичные подшипники вместе с элементами подвески, что пагубно сказывается на их эксплуатационных ресурсах.
Увеличив вылет, Вы приведёте к смещению колеса внутрь арки. В результате диск упирается в тормозной суппорт или детали подвески, что попросту не позволит колесу встать на своё место. В случае, если его даже удастся установить на своё место, колея уменьшится, что пагубно скажется на устойчивости автомобиля и снова же во время маневрирования на предельных углах поворотов колёс шины будут задевать подкрылки либо детали подвески.
Какие диски лучше приобретать?
Для придания своему автомобилю не только эстетически привлекательного внешнего вида, но и для обеспечения его максимальной безопасности, лучше не злоупотреблять шириной диска и уменьшенным вылетом. Как бы там ни было, соблюдение мер предосторожности подразумевает под собой проведение основательного тест-драйва только что установленных дисков с целью оценки изменения поведения автомобиля. Литые или кованые? Легкосплавные диски изготавливаются с использованием одного из двух основных методов:
— горячая объёмная штамповка;
— литье под низким давлением или с противодавлением с последующей механической обработкой.
В достаточной степени на вес любого легкосплавного диска влияет дизайн его выполнения. Но по большей части, у кованых дисков лучшая прочность и меньшая масса в сравнении с оппонентами.
Преимущества и недостатки разных типов колёсных дисков
Стальные штамповочные диски:
Преимущества – низкая стоимость и возможность восстановления геометрии после деформации; Недостатки – достаточно однообразный дизайн и большой вес изделия.
Литые легкосплавные диски:
Преимущества – большой выбор дизайнерского исполнения, самый малый вес по сравнению с другими дисками, а также более низкая стоимость, чем у кованых дисков. Недостатки – плохая механическая прочность, стоимость выше, чем у стальных штамповочных изделий и необходимость использования специальных болтов увеличенной длины для крепежа.
Кованые легкосплавные диски:
Преимущества – самые лёгкие и прочные среди всех оппонентов на рынке. Недостатки – завышенная стоимость за скудное дизайнерское разнообразие выбора в сравнении с литыми дисками.
Подписывайтесь на наши ленты в таких социальных сетях как,
Facebook,
Вконтакте,
Instagram,
Pinterest,
Yandex Zen,
Twitter и
Telegram:
все самые интересные автомобильные события собранные в одном месте.
Как расточить колесный диск под ступицу
Литые диски, устанавливаемые на автомобили, имеют немало преимуществ.
Преимущества литых дисков
— огромный ассортимент
— небольшой вес
— прекрасный контакт с дорогой
При неправильно подобранном литом диске, когда размеры геометрических показателей не соответствуют, владельцы автомобилей за рулём себя чувствуют неуверенность. А связано это с тем, что размер ступицы не соответствует размеру отверстия в центральной части автомобиля ступичному посадочному месту, который имеет колёсный диск. Если ступичное отверстие большое, тогда нужно расточить литой диск. Эта процедура поможет даже в тех случаях, когда центральное отверстие обода больше ступицы даже на 0.1 мм.
Тонкое кольцо для центровки сделать не получится. Поэтому надо расточить диск, а после чего изготовить приставочные кольца. При смене величины центрального отверстия можно изменить отверстия для болтов.
Процесс расточки
Для расточки устанавливают ступицу обода с помощью фланца на 3 опоры. Эти опоры определяют положение, в котором находится отливка, и положение центровки в патроне.
Чтобы удостовериться в совпадении плоскости разъема комплектующей с вращательной осью шпинделя, находящегося на станке, проверяют параллельность плоскости в разъеме, после чего разворачивают шпиндель с изделием на 180 градусов и снова проверяют настройки его параллельности.
Расточка центрального отверстия в диске
В процессе отливки проверяют характеристики припуска на центральное отверстие на втулках спереди и сзади, величину припуска, отведенного на обработку фланца. Механизм растачивания дисков производят посредством центровки картера снаружи втулок, расположенных в призмах тисочного типа.
После растачивания отверстия обрабатывают под шпильку. Таким же образом проводят разметку профиля всех возможных движений. После этого происходит фрезеровка кривых, и доводится профиль. Последними этапами проводят термообработку и шлифовку полученного отверстия.
Читайте так же: Выбор автомобильных дисков. А в следующей статье речь пойдет про Реставрация литых дисков на автомобилях.
Возможно Вам понравиться
Оптимальная цена
Последнее поступление
Поделиться ссылкойИП Коваленко Александр Владимирович
Опубликовано
Информация обновлена
Расточка центрального отверстия диска (ЦО) на заказ в Москве
Собираясь менять стандартные изделия на литые, автовладельцы часто сталкиваются с проблемой несоответствия геометрических параметров с заводскими. Расточка центрального отверстия диска помогает быстро разрешить ситуацию. В Москве и области наша компания предлагает самую доступную цену. Наличие современного оборудования, использование инновационных технологий, хорошо подготовленного персонала гарантирует выполнение работ максимально быстро по новым размерам. Получить всю необходимую информацию можно по телефону или заполнив формуляр заявки на сайте.
Как мы делаем расточку?
расточка цо колесного диска- Расточка диска ЦО начинается с проверки отливки. Учитываются припуски передних и задних втулок, фланца картера.
- Расточка посадочного отверстия колесного диска выполняется на специальном токарном станке.
- Обрабатываются отверстия под шпильки с разметкой луча, профиля рабочего и вспомогательного движения.
- Фрезеруются кривые.
- Профиль доводится до заданных параметров.
- Качественная расточка отверстий дисков завершается термообработкой и шлифовкой.
Наши мастера выполнят работу максимально быстро. Не имеет значения, какова модель авто, год выпуска, состояние. Работа будет сделана строго по технологии, обеспечив надежную длительную эксплуатацию при езде по любым дорогам. Цена расточки центрального отверстия диска рассчитывается индивидуально после осмотра машины, выслушав все пожелания клиента.
Для чего нужна дополнительная обработка ЦО
расточка цо дискаСуществует две причины, по которым клиенты обращаются за расточкой ЦО дисков.
- Самая распространенная и тривиальная. Несовпадение размера ступицы и понравившегося диска. В этом случае расточка ЦО на литом диске обязательна.
- Если диаметр больше посадочного места делается проточка для установки ступичной проставки. Дополнительная деталь поможет избежать появления биения при езде на больших скоростях.
Плюсы и минусы
К достоинствам можно отнести.
- Снижение биения при движении с большой скоростью.
- Исчезновения вибраций, посторонних шумов.
- Улучшение качества торможения при резкой остановке.
- Повышение устойчивости на виражах.
- Сокращается расход топлива.
Недостатки.
- Выступающие крышки при езде по бездорожью быстро заляпывают грязью кузов, стекла дверей.
- Меньше радиус поворота передних колес.
- Подвеска и подшипники подвергаются постоянным высоким нагрузкам.
Ремонт Дисков R22.
 by
byВозможен ремонт литых, кованых, разборных, составных и стальных дисков, всех типов и размеров, находящихся в любом состоянии и любого радиуса. Технология позволяет восстановить диски даже в случае значительного механического повреждения. Благодаря эксклюзивному оборудованию, разработанному специально для нашей компании возможно полное устранение осевого / радиального биения диска и восстановление геометрии на 100%.
Ремонт дисков возможен даже при отсутствии фрагмента диска, заломов, сколов или наличии трещин. В этом случае применяется аргонно-дуговая сварка (Аргонная Сварка). Швы, возникшие в процессе сварки, тщательно обрабатываются и прокрашиваются таким образом, что по завершении работ их почти не видно даже при внимательном осмотре со стороны.
Покраска дисков позволяет вернуть дискам прежний блеск или изменить их до неузнаваемости. Центры «Р22» предлагают наиболее прочную к внешним факторам покраску оригинальными полимерами с последующей гарантией.
Ремонт дисков является основной специализацией компании «Р22». мы обладаем технической базой и большим опытом работы, что позволяет нам принять в ремонт практически любой поврежденный диск. Благодаря современному оборудованию и многолетнему опыту работы, ремонт литых дисков от «Р22» является быстрым, эффективным, надежным и профессиональным. При ремонте литых дисков наша компания использует только высококачественные расходные материалы и проверенные методы ремонта, которые гарантируют качественный результат. Ремонт дисков требует индивидуальный подход, и сочетает в себе комбинацию различных технологий, применение которых зависит от вида повреждения диска.
Ремонт дисков является комплексной процедурой. При обращении в нашу компанию, квалифицированные специалисты, перед тем как начать ремонт дисков, на имеющемся у нас современном оборудовании, бесплатно произведут диагностику дефекта Вашего диска. На основании диагностики Вам будет предложен соответствующий ремонт дисков и стоимость данных работ. В ремонт дисков принимаются литые, кованые, разборные, магниевые, составные и стальные (штампованные) диски, всех типов и размеров, в любом состоянии. Ремонт дисков от «Р22» гарантирует полное устранение осевого и радиального биения диска
На основании диагностики Вам будет предложен соответствующий ремонт дисков и стоимость данных работ. В ремонт дисков принимаются литые, кованые, разборные, магниевые, составные и стальные (штампованные) диски, всех типов и размеров, в любом состоянии. Ремонт дисков от «Р22» гарантирует полное устранение осевого и радиального биения диска
«Р22» использует собственное оборудование по ремонту дисков, которое гарантированно возвращает свойства поврежденного диска ( имеем несколько дископравов и используем любой из них индивидуально для каждого вида правки или раскатки). Так как Ваша безопасность является нашим главным приоритетом, мы никогда не возьмемся за ремонт литых дисков, последующая эксплуатация которых будет небезопасна.
ПРАВКА, РАСКАТКА СТАЛЬНЫХ И ЛИТЫХ ДИСКОВ В ЛЮБОМ СОСТОЯНИИ И ЛЮБОГО РАДИУСА.
Перед тем как начать ремонт литых дисков, производится детальный анализ его состояния
В случае, когда диск имеет нарушенную геометрию, колесо становится неуравновешенным во всех осях симметрии. Это приводит к возникновению неуравновешенных центробежных сил с разными векторами приложения, что создает вибрацию колеса и разнонаправленные нагрузки на ступицу. Это, в свою очередь, приводит к следующим последствиям:
— Происходит ускоренный износ несущих узлов подвески и рулевого механизма(в первую очередь обычно страдают подшипники ступицы). — Дискомфорт водителя — вибрация переднего колеса передается на руль, а заднего — на кузов.
— Покрышка значительно быстрее изнашивается по причине неравномерности нагрузки на протектор ( изнашивается неравномерно, пятнами). Ремонт дисков от «Р22» позволяет убрать как радиальное биение, которое является вертикальным, так и осевое — горизонтальное. Во время раскручивания поврежденный диск, имеющий вертикальное смещение, начинает ходить вверх – вниз, если же диск имеет осевое смещение – диск раскачивается из стороны в сторону. Данные значения измеряются специальным микрометром, который позволяет вычислить параметры смещения диска с наивысшей точностью и использовать их в дальнейшем ремонте. Некоторые диски с большим диаметром после попадания в яму или наезду на бордюр сгибаются, и, если удар был достаточно сильный, скручиваются в районе спиц, при этом диск получает как радиальное, так и осевое смещение геометрии. В редких случаях осевое смещение не может быть устранено и в этом случае ремонт дисков невозможен.
Данные значения измеряются специальным микрометром, который позволяет вычислить параметры смещения диска с наивысшей точностью и использовать их в дальнейшем ремонте. Некоторые диски с большим диаметром после попадания в яму или наезду на бордюр сгибаются, и, если удар был достаточно сильный, скручиваются в районе спиц, при этом диск получает как радиальное, так и осевое смещение геометрии. В редких случаях осевое смещение не может быть устранено и в этом случае ремонт дисков невозможен.
Устранение осевого смещения является одним из самых трудоемких процессов при ремонте диска. Кроме того, осевое смещение может быть обманчивым. За незначительными повреждениями, которые видно невооруженным взглядом, могут скрываться серьезные нарушения, которые существенно осложнят ремонт дисков. Выявление таких повреждений возможно только после проверки колеса на специальном стенде.
- Ремонт литых дисков невозможен, если имеется трещина у основания спиц
- Ремонт дисков невозможен, если есть трещины возле отверстия под вентиль.
- Ремонт литых дисков невозможен, если имеется трещина у основания крепления диска к суппорту.
В случае отсутствия фрагмента поврежденного диска, во время ремонта наши специалисты на основе спектрального анализа подбирают соответствующие присадки и в полном объёме восстанавливают диск. После полной проверки диска специалисты «Р22» озвучивают окончательную стоимость ремонта дисков, и только после получения согласия клиента диски принимаютсяв ремонт.
Высококачественный ремонт литых дисков от «Р22» обусловлен использованием специального оборудования и соблюдением технологического процесса ремонта, который основан на рекомендациях производителей дисков. Вариант No.1 Во время ремонта, диск по «холодному» вытягивают на специальном стенде (диск именно вытягивается, а не прокатывается), придавая диску первоначальную форму. Вариант No.2 все то же самое, только может использоваться локальный нагрев места характерных загибов и ремонта. После применения Варианта 2 – диск прокрашивается и внешний вид диска не страдает. Кроме того, во время монтажа и демонтажа покрышки используется профессиональное шиномонтажное оборудование фирмы HOFMANN,SICAM, SIVIK благодаря чему нанесениеповреждения диску или резине в процессе шиномонтажных работ исключено.
Вариант No.2 все то же самое, только может использоваться локальный нагрев места характерных загибов и ремонта. После применения Варианта 2 – диск прокрашивается и внешний вид диска не страдает. Кроме того, во время монтажа и демонтажа покрышки используется профессиональное шиномонтажное оборудование фирмы HOFMANN,SICAM, SIVIK благодаря чему нанесениеповреждения диску или резине в процессе шиномонтажных работ исключено.
- Солидная репутация и многолетний опыт работы компании «Р22» гарантирует безукоризненное выполнение самых сложных, срочных и сверхсрочных заказов по ремонту дисков. Незначительный и средней сложности ремонт производиться День-в-День.
Ремонт дисков осуществляется на уникальном Стенде для правки колесных дисков автомобилей, который был разработан специалистами компании «Р22», и используется только в наших центрах. Благодаря этому правка диска с радиальным биением занимает 15 — 30 минут, а с Осевым (тип 8) максимум 2 часа.
Гарантия 100% восстановления геометрии при ремонте дисков.
Аргонно-дуговая сварка (Аргонная Сварка)
Аргонно-дуговая сварка помогает решить проблемы связанные с ремонтом вышедших из строя вследствие механических повреждений или коррозии литых (авто, мото) дисков, а так же разнообразных деталей двигателя (головки блока, поддоны, кронштейны, крышки и т.д), навесного оборудования, в том числе детали и агрегаты авто, мото и др. транспорта. Как и в любом другом деле, во время аргонно-дуговой сварки существует масса нюансов, главный из которых квалификация и опыт сварщика. Большой опыт позволяет нашим специалистам быстро определить марку алюминия, который будет использоваться в качестве присадки при работе с Вашим диском или иной деталью. В некоторых случаях присадка подбирается на основе спектрального анализа образца вашего диска на что уходит только несколько часов. Швы, возникшие в процессе аргонно-дуговой сварки, тщательно убираются, обрабатываются и окрашиваются таким образом, что по завершении работ их почти не видно даже при внимательном осмотре. Многие клиенты спрашивают, насколько надежна сама сварка. Она настолько же надежна, как надежен метод плавления алюминия. Швы и наложения представляют с деталью после сварки одно целое, как белый и черный пластилин, после смешивания которого, его невозможно разделить. Кроме того, после сварки диск не имеет никаких весовых и скоростных ограничений . Р22 Всегда дает гарантию на герметичность шва после сварки.
Швы, возникшие в процессе аргонно-дуговой сварки, тщательно убираются, обрабатываются и окрашиваются таким образом, что по завершении работ их почти не видно даже при внимательном осмотре. Многие клиенты спрашивают, насколько надежна сама сварка. Она настолько же надежна, как надежен метод плавления алюминия. Швы и наложения представляют с деталью после сварки одно целое, как белый и черный пластилин, после смешивания которого, его невозможно разделить. Кроме того, после сварки диск не имеет никаких весовых и скоростных ограничений . Р22 Всегда дает гарантию на герметичность шва после сварки.
Покраска дисков
В покраску принимаются абсолютно любые колесные диски: литые, штампованные, кованые и составные, мотоциклов и других транспортных средств. В настоящее время самым прочным покрытием при покраске дисков являются оригинальные (полимерные) краски, которые обладают повышенной устойчивостью к воздействию различных механических, физических и химических факторов. Наша методика покраски дисков обеспечивает равномерное распределение лакокрасочного слоя по лицевой части диска и гарантирует качественное выполнение работ. Покраска дисков оригинальным покрытием осуществляется в несколько этапов, связанных с обработкой поверхности диска и, непосредственно, покраской дисков:
Вариант 1.- Ручная подготовка диска перед покраской связанная с устранением сколов, царапин, вмятин и наплавкой недостающих частей.
- Химический способ удаления масляных и жирных пятен, ухудшающих адгезию покрытия. Применяется перед покраской дисков для создания антикоррозионного слоя, толщиной в несколько микрон.
- Нанесение грунтового слоя краски на поверхность колесного диска.
- Нанесение финишного слоя краски на поверхность диска в электростатическом поле.
- Нанесение финишного слоя глянцевого или матового лака.


- Ручная подготовка диска перед покраской связанная с устранением сколов, царапин, вмятин и наплавкой недостающих частей.
- Химический способ удаления масляных и жирных пятен.
- Покраска готовой смесью, прибывшей с завода изготовителя, т. е. смесь в себя включает, грунт (подложку), цвет (любой), лак трехкомпонентный, устойчевый к химии, соли, различным реактивам, ультрафиолету и истираемости.
- Нанесение готовой смеси происходит в электростатическом поле.
В результате данной технологии, покраска дисков получается прочная, идеально ровная и эстетически привлекательная поверхность. Р22
Всегда дает гарантию на покрытие. ВНИМАНИЕ, гарантия дается на не механические повреждения диска и покрытие.
Полировка бортов диска
Как правило, колесные диски большого радиуса имеют полированный борт (полку, закраину обода), который в процессе эксплуатации теряет свой блеск.
Полировка бортов дисков
это одна из самых технически сложных работ выполняемых с закраинами (полками) колесных дисков. Предлагаемый нами метод полировки позволяет устранять крупные сколы, бордюрную болезнь, царапины и помутнение обода диска. Отполировав борт, мы придаем ему первоначальный блестящий вид.
ВНИМАНИЕ: Не обрабатывайте поверхность диска растворителями, бензином или другими активными химическими веществами ( например бесконтактная мойка), это может испортить эмаль или хромированную поверхность диска. Во время мойки автомобиля бесконтактным методом, открытый алюминий вступает в реакцию с химическими элементами присутствующим в данном пенном веществе и моментально мутнеет. Поэтому необходимо исключать бесконтактную мойку полированных колесных дисков. Мойка полированных дисков должна осуществляться, Только вручную и мыльным раствором.
Надписи, рисунки на дисках
Изготовление колпачков и заглушек для дисков с эмблемами и логотипами по вашему заказу.
Восстановление и Нанесение новых надписей, изображений на автомобильные литые диски.
Покраска дисков в несколько цветов.
УВЕЛИЧЕНИЕ, РАСТОЧКА ЦЕНТРАЛЬНОГО СТУПИЧНОГО ОТВЕРСТИЯ В ЛИТОМ ИЛИ СТАЛЬНОМ ДИСКЕ, ЛЮБОГО РАЗМЕРА И РАДИУСА:
Иногда внутренний диаметр Ваших дисков не совпадает с диаметром посадочного места диска на ступице. Для решения этой проблемы МЫ предлагаем увеличить, расточить центральное отверстие в диске до нужного размера Вашей ступицы и установить диск Вам на машину. Диск после данной операции будет идеально подходить под Ваш авто и не будет иметь никаких скростных ограничений.
Расточка и увеличение центрального ступичного отверстия в диске.
В разделе Центровочные кольца была описана проблема, когда ступичное посадочное отверстие колёсных дисков больше ступицы автомобиля, но бывает и противоположные случаи когда центральное отверстие диска меньше ступицы. Если диски от другого авто или производителя. А они Вам очень понравились.
В этом случае вы можете воспользоваться нашими услугами по расточке центрального отверстия диска. Самостоятельная расточка ступичного отверстия в диске ни к чему хорошему не приведет, вы можете просто остаться без диска при его неправильной обработке или, чтобы избежать биения руля при движении как показывает опыт, все равно придется растачивать центральное отверстие в диске и изготавливать новые проставочные кольца, а это двойная работа и соответсвенно Ваши затраты. Поэтому не рискуйте и привозите диски в наш Шиномонтажный центр на ул.Одоевского,113.
Так же, расточка ступичного отверстия помогает и в случаях, когда центральное отверстие диска больше ступицы всего на 0,1 – 0,5 мм. Изготовить такое тонкое центровочное кольцо возможно, но хватит таких колец — ненадолго. Поэтому требуется первоначальная расточка центрального отверстия в диске с последующим изготовлением проставочных колец.
Поэтому требуется первоначальная расточка центрального отверстия в диске с последующим изготовлением проставочных колец.
Помимо расточки центрального отверстия, в этом шиномонтажном центре возможно увеличить отверстия под болты, сместь их или, если позволяют технические параметры, сделать новые. Т.к. колесный крепеж может отличаться по диаметру от Ваших дисков.
Изготовление новых крепежных отверстий диска.
Восстановление разбитых отверстий крепления диска к ступице и изготовление новых конусов крепления и прелигания любых дисков к любым авто.
Все это происходит из за самооткручивания колесных болтов и гаек, либо неправильной эксплуатации колес или Сверх нагрузок.
Мы изготовливаем и устанавливаем под нагрузкой новые конуса прилегания болтов или шпилек с гайками к диску.
Даем Гарантию точности исполнения заказа.
Шиномонтаж «ADS-Group (Авто Диск Сервис)»
«ADS-group» (авто-диск сервис) — это сеть специализированных сервисных центров по ремонту литых дисков и шин — ПРЕДЛАГАЕТ: услуги связанные с шиномонтажом и балансировкой колес. Для этих целей используется оборудование немецкой компании Hofmann — лидера в сфере шиномонтажного оборудования.Благодая высокой квалификации наших сотрудников и технологическому совершенству станков Hofmann, шиномонтаж в «ADS-group» позволяет исключить любую возможность повреждения диска или резины и провести сверхточную балансировку.
Возможен шиномонтаж для дисков и покрышек до 30 дюймов, в том числе шиномонтаж шин с усиленными покрышками системы RunFlat и бронированных колес PAX System.
РЕМОНТ ДИСКОВ В центрах компании «Ads-group» осуществляется ремон любых дисков: литых, кованых и стальных, всех типов и размеров, находящихся в любом состоянии. За многие годы существование компании наши специалисты успели отремонтировать более 500 000 дисков. Наша собственная запатентованная технология позволяет восстановить диски даже в случае значительного механического повреждения. Благодаря эксклюзивному сертифицированному оборудованию для ремонта дисков возможно полное устранение осевого / радиального биения диска и восстановление геометрии на 100%.
Благодаря эксклюзивному сертифицированному оборудованию для ремонта дисков возможно полное устранение осевого / радиального биения диска и восстановление геометрии на 100%.
ПОРОШКОВАЯ ПОКРАСКА ДИСКОВ позволяет вернуть дискам прежний блеск или изменить их до неузнаваемости. Центры «Ads-group» предлагают наиболее прочную к внешним факторам покраску дисков порошковыми полимерами с последующей 2-х летней гарантией. В наших центрах возможна полная покраска дисков, покраска лицевой части диска или локальная подкраска повреждённых мест.
РУМОНТ РЕЗИНЫ ремонт шин, включающий устранение боковых порезов или грыж. Благодаря уникальной запатентованной технологии ремонт шин выполняется с гарантией до полного износа протектора, а их последующая эксплуатация возможна без каких-либо ограничений. Если вы повредили шину с редким размером — ремонт шин от «Ads-group» отличный выход из затруднительной ситуации.
СЕЗОННОЕ ХРАНЕНИЕ КОЛЕС Вы можете смело доверить нам свой сменный комплект колес, заботы о его сохранности мы возьмем на себя. Хранение шин производится в специально отведенных для этой цели помещениях под круглосуточной охраной с соблюдением всех норм и стандартов.
ИЗГОТОВЛЕНИЕ ЦЕНТРОВОЧНЫХ КОЛЕЦ
Большинство компании, выпускающие колёсные диски, стараются производить диски с усредненными параметрами, из-за чего центральные отверстия диска делаются с максимально возможным диаметром.
Если посадочное отверстие диска неплотно прилегает к ступице, и колесо центрируется шпильками или болтами, то все ударные нагрузки приходятся именно на них. Такое неправильное соединение может привести поломке шпилек или болтов во время их откручивания. При установке колеса на автомобиль болты закручиваются неравномерно, и диск смещается в сторону. Как следствие – появляется радиальное биение колеса, которое невозможно устранить простой балансировкой колеса.
Неплотное прилегание диска к ступице приводит к:
1. Общей вибрации кузова.
2. Биению рулевого колеса на определенной скорости.
3. Преждевременный износ всех резинотехнических изделий подвески, шаровых опор, рулевой рейки, амортизаторов.
4. Нарушение установки углов развала и схождения колес.
5. Неравномерный износ шин.
6. Самоотворачивание (вследствие вибрации) болтов крепления колес.
ИЗГОТОВЛЕНИЕ ПЛАНШАЙБ ( ПРОСТАВОК ) ИЗМЕНЯЮЩИХ ВЫЛЕТ ДИСКА
Планшайбы колес предназначены для изменения вылета колесных дисков (параметр ЕТ) и расширения колеи автомобиля. Установка планшайб под диски позволяет увеличить колесную базу автомобиля, придать ему более агрессивный и спортивный внешний вид, а также улучшить динамику вождения.
Есть несколько важных моментов при использовании планшайб — проставок:
1) При установке планшайб увеличивается консольная нагрузка на подшипники, поэтому толщина проставки должна быть не более 50 мм.
2) Проставка должна сидеть на ступице с зазором не более 0,1 мм или даже с небольшим натягом.
3) Обязательно должен дублироваться ступичный выступ для посадки колеса
4) Посадочный зазор диска должен быть не более 0,1 мм.
РАСТОЧКА ЦЕНТРАЛЬНОГО ОТВЕРСТИЯ ДИСКА
Выше была описана проблема, когда ступичное посадочное отверстие колёсных дисков больше ступицы автомобиля, но бывает и противоположные случаи когда центральное отверстие диска меньше ступицы.
В этом случае вы можете воспользоваться нашими услугами по расточке центрального отверстия диска на координатно-расточном станке. Самостоятельная расточка ступичного отверстия в диске ни к чему хорошему не приведет, вы можете просто остаться без диска при его неправильной обработке. Поэтому не рискуйте и привозите диски в наш сервисный центр.
ИЗМЕНЕНИЕ СВЕРЛОВКИ КОЛЕСА ( РАЗБОЛТОВКИ )
Мы можем рассверлить отверстия под болты, сместь их или, если позволяют технические параметры, сделать новые.
Расточить диски под ступицу
Расточка центрального отверстия (ЦО) дисков Eclair — Mercedes C-class, 1.
 8 л., 2007 года на DRIVE2
8 л., 2007 года на DRIVE2Все Вы уже, конечно, знаете что все центра 5х112 трехсоставных дисков Eclair имели центральное отверстие равное 57,1мм.
В моем случае при вылетах 22 (перед) и 25 (зад) использование адаптеров под ЦО категорически запрещалось. Диски при этом торчали б сильнее моих летних.
Было принято решение расточить ЦО до необходимых мне 66,6мм, обратившись соседям, имеющим необходимый для этого парк оборудования в количестве станков более 20шт.
Открою детали этой процедуры, т.к. сам наблюдал впервые.
Пациент (диск в сборе) размещен на столе вертикального координатно-расточного станка:
Стол установлен, диск зажат, установлен резец:Начинается проточка цо:В движении:
Подготовлен нутромер: И зажат на отметке 66,6мм:Для первичной подгонки используется калибр 65мм:В процессе расточки:Финальный этап расточки на 10мм глубиной:
Выполняется проверка:Ну и готовый результат:
Теперь и Вы и я в курсе, как растачивается центральное отверстие до необходимого размера.
www.drive2.ru
Volvo XC90 Холодос › Бортжурнал › Как я искал Расточку ЦО на Литых Дисках и как мне ее сделали
Всем доброго суток.
Некоторое время назад искал человека кто растачивал диски, но как показала практика многие точат но теряют потом данные.
В итоге мне пришлось прокладывать свою тропу.
Сначала обратился:
1. В «Механику» — их комментарии что диски некоторые разваливаются напрочь отбил желание думать о них как о каких либо специалистах. — Цена 1300р ( и не факт что сделают)
2 Обратился в РЛД — сказали просто сухим голосом привозите и все и озвучили цену 1600р. Хотя на сайте 1000р.
Понял, что искать фирмы это трата времени и денег. Нужно искать Токаря на прямую. Был один знакомый и его отец работает на заводе но далеко и все это надо согласовывать.
В итоге подумал часик другой и вспомнил что услуги Токаря и др видел на «Авито»
Нашел в разделе «Услуги и предложения.» Отсеял лишнее и нашел ближайшие места к своему дому. Обзвонил и нашел по 900р за диск. Сказали не проблема сделаем в течении одного часа при вашем присутствии. Обрадовался.
Договорился на вечер выходного дня. Днем просили не приезжать токарь спит))
Приехал по адресу охраннику 100р и заезжаем на территорию все время прямо (300м) и упираемся токарный цех.
Встречает токарь и помогает отнести диски.
Кстати когда вез свои диски прихватил оригинальный диск как образец, чтоб токарь не только на моих словах знал но и по факту к чему мы должны придти.
Образец Родной Оригинал Вольво
И вот началась работа первые 5-8 минут ставили диск и он крутиться криво. Первый раз когда видел что диск крутиться криво Очково было)) подумал диски кривые купил.
Ставили лицевой стороной к зажимам несколько раз и все равно криво, не получалось потому что рисунок выступал. Предложил ему задней частью зафиксировать диск, отказался сняли уши со станка и токарь пошел искать другие фиксаторы.
Поставили другие крепления и все равно диск пляшет.
В итоге диск поставили задней стороной к станку и вырезать пришлось изнутри. Первые несколько срезов подгоняли под точный размер. Как только первый диск был готов — остальные успевали только ставить на станок.
Как только первый диск был готов — остальные успевали только ставить на станок.
После расточик
ДО Расточки
По итогам приехал в 19:27м и в 20:10м уже рассчитывался с токарем. Всего каких-то 40 минут
.
На первый диск убили минут 20 с фиксацией и несколько проходов чтоб точно снять сколько нужно.
После этого оч все быстро прошло.
Токарный станок диски диаметром 21 точно возьмет.
А теперь самое главное.
м.Щелковская ул.Иркутская д3 (въезд в синие ворота)
Когда токарь точил диски, сказа что метал у дисков немецкий т.к. я не знаю кто производитель я усомнился и спросил почему так решил — и услышал небольшую лекцию. Кратце суть что у немецких дисков именно так образуется стружка, состав и фактура.
Вечером взвесил диск. Не удобно фотографировать было. Но что вышло, то вышло.
15 кг
Ждем Шины). и Весны
www.drive2.ru
Расточка ЦО диска. — Mitsubishi 3000 GT, 3.0 л., 1994 года на DRIVE2
Купил ещё полгода назад диски по хорошей цене в 7000р. 17″ Alcasta M13.
Полный размер
ALCASTA M13.
Всегда хотел именно такие звёздочкой. Цена была низкая из-за косметического дефекта — под лаком алюминий повсюду окислился и образовались ржавые пятна. В остальном диски ровные и без нареканий. Тут же купил себе резину на зиму для них.
Спустя полгода дело шло к зиме, я решил примерить диски и оказалось, что ЦО-то не подходит. Не лез диск на ступицу, не хватало буквально 2мм, ни о чём. И тут началась моя эпопея по поиску токаря или фрезеровщика. Опросил добрую большую часть своих знакомых, ничего не выгорело. Либо токарь есть на заводе, а туда хрен провезёшь диски, либо плати по 1000р. за диск. В свободном доступе объявлений не было. Начал читать, и понял, что вручную практически никто не точит, аргументируют дисбалансировкой диска, неровным отверстием и т.д. По мне так бред, пара мм в самом центре диска абсолютно не должно влиять на центробежку. Диск крепится болтами, следовательно оттуда и должно идти усилие к ободу, а не с ЦО, с чего должно бить-то? Сточив пару мм диск «полегчает» ну максимум на пару граммов, а то и на грамм не доберётся. Многие пишут, что ЦО играет роль в центровке диска, но на моих нынешних дисках ЦО вообще на см. больше, чем ступичный выступ и ничего, всё нормально. Могу ошибаться, конечно. Это, в общем, предыстория.
Многие пишут, что ЦО играет роль в центровке диска, но на моих нынешних дисках ЦО вообще на см. больше, чем ступичный выступ и ничего, всё нормально. Могу ошибаться, конечно. Это, в общем, предыстория.
В конечном итоге я устал искать токаря, дошло дело даже до соседнего города, но и там глухо. Тут уже подмораживать начало и нужно было что-то решать. Начал читать в интернете: кто-то напильником, кто-то дрелью точит. Потом мне на глаза попался парень, у которого была та же проблема — лишние 2мм. в диаметре. Решил он эту проблему дрелью и лепестковой насадкой. Сходил я, купил её за копейки (100р) и начал пробовать.
Полный размер
Лепестковая насадка на дрель.
Нерасточеное отверстие на диске выглядит вот так.
Полный размер
Спустя 20 минут с перекурами моя проблема была решена. Старая ступица, которая валялась у меня дома, идеально вошла в диск. Сидит как влитая и никуда не ёрзает.
Полный размер
Расточенное ЦО.
Внешне всё стоит по центру. Водил насадкой аккуратно, старался не создавать перекоса. Не знаю, что будет на машине, но я крайне сомневаюсь, что как-то моя расточка повлияет на управляемость.
Собственно, таким образом я решил проблему свою за копейки самостоятельно, судя по интернету, я далеко не один так попал и, возможно, многим статья пригодится.
www.drive2.ru
Увеличение ЦО штампованного диска. — DRIVE2
Привет Всем! В преддверии зимы решил обзавестись комплектом зимних колес на свою «Авечку». Друган подогнал по халяве 4 штамповки от соляриса. У соляриевских дисков вылет отличается от авешешных, ЕТ48 против ЕТ45. 3 мм.- ерунда, тем более в плюс. Основная проблема заключалась в том, что у соляриевских дисков диаметр ЦО равен 54,1 мм., а у авео 56,5 мм.
Было решено расточить ЦО до необходимого диаметра. Сразу хочу ответить на вопросы сомневающихся людей и утверждения псевдо- специалистов.
ЦО в процессе езды НЕ ПЕРЕДАЕТ абсолютно никакой НАГРУЗКИ НА СТУПИЦУ! Колесо держат болты (гайки) и только они. Это они передают всю нагрузку на ступицу. Подумайте сами, если имеется зазор между ступицей и ЦО, о какой передаче нагрузки может идти речь? Контакта так такового между ступицей и ЦО нет! Без зазора, при одинаковых диаметрах ступицы и ЦО, колесо просто невозможно было бы установить! В противном случае, установка колес должна происходить на горячую. А выглядеть это должно, примерно, так: паяльной лампой греем диск в районе ЦО, дабы при помощи нагрева увеличить диаметр ЦО- школьный курс физики- и быстренько насаживаем на ступицу при помощи кувалды и чьей- то матери. Видели когда- нибудь такое? Я тоже не видел…
Это они передают всю нагрузку на ступицу. Подумайте сами, если имеется зазор между ступицей и ЦО, о какой передаче нагрузки может идти речь? Контакта так такового между ступицей и ЦО нет! Без зазора, при одинаковых диаметрах ступицы и ЦО, колесо просто невозможно было бы установить! В противном случае, установка колес должна происходить на горячую. А выглядеть это должно, примерно, так: паяльной лампой греем диск в районе ЦО, дабы при помощи нагрева увеличить диаметр ЦО- школьный курс физики- и быстренько насаживаем на ступицу при помощи кувалды и чьей- то матери. Видели когда- нибудь такое? Я тоже не видел…
Роль ЦО- облегчить установку колеса. Мало приятного держать колесо на весу и одновременно пытаться установить его на шпильки. А если вместо шпилек болты?.. Представили? Увлекательно получается, не правда ли? А если это нужно сделать на морозе и со всеми 4-мя колесами? После такого упражнения уже не будут интересны ни своя жена, ни чужая, да и вообще любая женщина. Поэтому колесо сначала устанавливается на ступицу, совмещаются отверстия, а потом прикручивается. Это первое предназначение ЦО.
Вторая функция ЦО- конструктивные особенности. А именно компоновка. Это со стороны ступица кажется простенькой железякой. А ведь благодаря ей, колесо крепится на автомобиле. Она одевается на ось. Через нее проходит привод на колесо. Не нее монтируются элементы тормозной системы. И это все нужно грамотно скомпоновать. Поэтому какую- то часть приходится пропускать сквозь диск колеса.
И наконец, ЦО используют шиномонтажники для своих целей.
И так, продолжим. Знакомого, с токарным станком таких размеров, что бы можно было проточить диск, у меня не оказалось. Поэтому я взял фрезу, которую давненько стырил с работы, зажал ее в дрель, и начал убирать лишний метал.
Полный размер
Полный размер
Потом догонялся шарошками.
Полный размер
Полный размер
На одно колесо требовалось около 1,5 часов. Фреза испытание выдержала, а вот шарошки летели одна за другой.
 Ушло их 7 или 8 штук.
Ушло их 7 или 8 штук.Полный размер
Полный размер
Полный размер
Полный размер
Если кто- то последует моему примеру, то обязательно работайте в перчатках и защитных очках. Стружка очень острая и мелкая.
Перед установкой колес, смазывал ЦО графитовой смазкой- чтобы не ржавели.
Спасибо за внимание.
Всем бобра!
www.drive2.ru
Сообщества › Разборные Диски › Блог › Проточка и расточка центров OZ, re’Drill ступиц и тормозных дисков
Краткая повесть о внедрении шикарных OZ Futura в жирных параметрах, но со сверловкой 5х114.3 на BMW e36!
Итак, был приобретен следующий комплект дисков:
Первые примерки показали, что впихнуть колеса в арки e36 не так просто как я себе это представлял. Виной тому солидные полки 2.5 и 3.5 дюйма спереди и сзади соответственно и отсюда солидные значения вылета.
Более того, этот комплект другой сверловки, а именно 5х114.3 вместо BMW’шных 5х120, но как вы понимаете ни о каких переходных адаптерах речи быть не могло, для них попросту не было места.
На счет редрилла центров под другую сверловку — то я лично критически не признаю двойную сверловку на классических дисках, даже если они закрыты центркапом. Поэтому решено было redrill’ить ступицы и тормозные диски
С задними ступицами и дисками вопросов при редрилле не возникло:
По всей плоскости ступица имеет одинаковую толщину, соответственно и новые отверстия с резьбой имеют такую же глубину, как и родные отверстия:
А вот к передним ступицам пришлось приложить сил побольше. У родных отверстий под колесные болты ступица имеет наплывы металла. Т.е. у новой сверловки глубина отверстий была бы не безопасной, т.к. в местах новых отверстий оставалась слишком маленькая толщина металла. Вопрос решили фрезерованием плоскости под новую сверловку, изготовлением стальных втулок и затем привариванием этих втулок к отфрезерованной поверхности. Встречайте результат:
Для особо педантичных сразу скажу — мы не гнались за weldporn’ом, достаточно было хорошенько «зацепить» втулки.
Увы, этих мер было недостаточно для того, чтобы колеса поместились в арки.
Поэтому следующим шагом стал разбор дисков, точнее демонтаж центров и проточка их привалочной плоскости. Другими словами — удаление лишнего «мясца». Это позволило выиграть дополнительные 6 миллиметров, утопив колеса внутрь арки!
Было:
Стало:
Кроме того, расточили внутреннее ЦО центров до BMW’шных 72.6 и теперь колеса с японо-параметрами болт-он встают на мою е36 😉
Поставить диски мечты на автомобиль с другими колесными параметрами — вполне достижимая при должном подходе задача, дерзайте друзья!
www.drive2.ru
Расточка центрального отверстия диска (ЦО) на заказ в Москве
Собираясь менять стандартные изделия на литые, автовладельцы часто сталкиваются с проблемой несоответствия геометрических параметров с заводскими. Расточка центрального отверстия диска помогает быстро разрешить ситуацию. В Москве и области наша компания предлагает самую доступную цену. Наличие современного оборудования, использование инновационных технологий, хорошо подготовленного персонала гарантирует выполнение работ максимально быстро по новым размерам. Получить всю необходимую информацию можно по телефону или заполнив формуляр заявки на сайте.
Как мы делаем расточку?
расточка цо колесного диска- Расточка диска ЦО начинается с проверки отливки. Учитываются припуски передних и задних втулок, фланца картера.
- Расточка посадочного отверстия колесного диска выполняется на специальном токарном станке.
- Обрабатываются отверстия под шпильки с разметкой луча, профиля рабочего и вспомогательного движения.
- Фрезеруются кривые.
- Профиль доводится до заданных параметров.
- Качественная расточка отверстий дисков завершается термообработкой и шлифовкой.
Наши мастера выполнят работу максимально быстро. Не имеет значения, какова модель авто, год выпуска, состояние. Работа будет сделана строго по технологии, обеспечив надежную длительную эксплуатацию при езде по любым дорогам. Цена расточки центрального отверстия диска рассчитывается индивидуально после осмотра машины, выслушав все пожелания клиента.
Работа будет сделана строго по технологии, обеспечив надежную длительную эксплуатацию при езде по любым дорогам. Цена расточки центрального отверстия диска рассчитывается индивидуально после осмотра машины, выслушав все пожелания клиента.
Для чего нужна дополнительная обработка ЦО
расточка цо дискаСуществует две причины, по которым клиенты обращаются за расточкой ЦО дисков.
- Самая распространенная и тривиальная. Несовпадение размера ступицы и понравившегося диска. В этом случае расточка ЦО на литом диске обязательна.
- Если диаметр больше посадочного места делается проточка для установки ступичной проставки. Дополнительная деталь поможет избежать появления биения при езде на больших скоростях.
Плюсы и минусы
К достоинствам можно отнести.
- Снижение биения при движении с большой скоростью.
- Исчезновения вибраций, посторонних шумов.
- Улучшение качества торможения при резкой остановке.
- Повышение устойчивости на виражах.
- Сокращается расход топлива.
Недостатки.
- Выступающие крышки при езде по бездорожью быстро заляпывают грязью кузов, стекла дверей.
- Меньше радиус поворота передних колес.
- Подвеска и подшипники подвергаются постоянным высоким нагрузкам.
metallo-obrabotka24.ru
Токарные работы с колесными дисками — Сообщество «Автотюнинг» на DRIVE2
В данном блоге я хотел бы рассказать о некоторых видах работ с колесными дисками.
1. Самое распространенное — расточка ЦО диска. Любителям БМВ это до боли знакомо, особенно 5 серии)))
расточка ЦО диска
2. Работа с разборными дисками.
Требовалось проточить центра на трехсоставных дисках.
За пример брался похожий случай www.drive2.ru/l/9884926/
В нашем случае получилось снять 10 мм
проточка центра
проточка центра
3. Выравнивание кромки иннера Казалось бы ничего сложно) болгарка в помощь. Данную операцию проводил на большущем токарном станке, который способен зажимать объемные детали.
Данную операцию проводил на большущем токарном станке, который способен зажимать объемные детали.
Плоскость иннера выровнена, так же сделана дополнительная фаска для гермета)
выравнивание кромки иннера
выравнивание кромки иннера
выравнивание кромки иннера
4. Фрезеровка внутренней поверхности колесного диска для установки колесных проставок минимальной толщины.
Фрезеровка внутренней поверхности колесного диска
Фрезеровка внутренней поверхности колесного диска
Фрезеровка внутренней поверхности колесного диска
5. Пересверловка (изменение разболтовки 5*114,3 на 5*120) колесного диска.
изменение разболтовки 5*114,3 на 5*120
изменение разболтовки 5*114,3 на 5*120
5 октября 2016 в 11:51 Метки: расточка цо диска, проточка центра, выравнивание кромки иннера, фрезеровка внутренней поверхности колесного диска, пересверловка колесного диска.
www.drive2.ru
Communities › Разборные Диски › Blog › Проточка и расточка центров OZ, re’Drill ступиц и тормозных дисков
Краткая повесть о внедрении шикарных OZ Futura в жирных параметрах, но со сверловкой 5х114.3 на BMW e36!
Итак, был приобретен следующий комплект дисков:
Первые примерки показали, что впихнуть колеса в арки e36 не так просто как я себе это представлял. Виной тому солидные полки 2.5 и 3.5 дюйма спереди и сзади соответственно и отсюда солидные значения вылета.
Более того, этот комплект другой сверловки, а именно 5х114.3 вместо BMW’шных 5х120, но как вы понимаете ни о каких переходных адаптерах речи быть не могло, для них попросту не было места.
На счет редрилла центров под другую сверловку — то я лично критически не признаю двойную сверловку на классических дисках, даже если они закрыты центркапом. Поэтому решено было redrill’ить ступицы и тормозные диски
С задними ступицами и дисками вопросов при редрилле не возникло:
По всей плоскости ступица имеет одинаковую толщину, соответственно и новые отверстия с резьбой имеют такую же глубину, как и родные отверстия:
А вот к передним ступицам пришлось приложить сил побольше.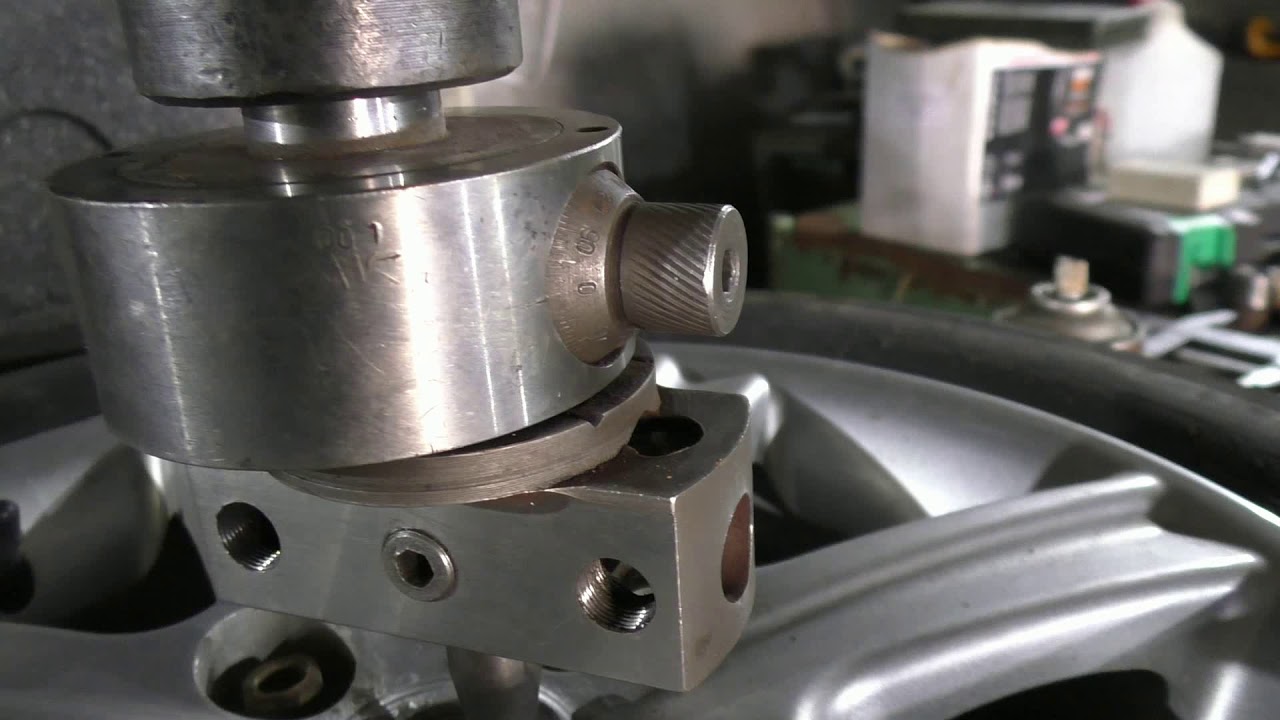 У родных отверстий под колесные болты ступица имеет наплывы металла. Т.е. у новой сверловки глубина отверстий была бы не безопасной, т.к. в местах новых отверстий оставалась слишком маленькая толщина металла. Вопрос решили фрезерованием плоскости под новую сверловку, изготовлением стальных втулок и затем привариванием этих втулок к отфрезерованной поверхности. Встречайте результат:
У родных отверстий под колесные болты ступица имеет наплывы металла. Т.е. у новой сверловки глубина отверстий была бы не безопасной, т.к. в местах новых отверстий оставалась слишком маленькая толщина металла. Вопрос решили фрезерованием плоскости под новую сверловку, изготовлением стальных втулок и затем привариванием этих втулок к отфрезерованной поверхности. Встречайте результат:
Для особо педантичных сразу скажу — мы не гнались за weldporn’ом, достаточно было хорошенько «зацепить» втулки.
Увы, этих мер было недостаточно для того, чтобы колеса поместились в арки.
Поэтому следующим шагом стал разбор дисков, точнее демонтаж центров и проточка их привалочной плоскости. Другими словами — удаление лишнего «мясца». Это позволило выиграть дополнительные 6 миллиметров, утопив колеса внутрь арки!
Было:
Стало:
Кроме того, расточили внутреннее ЦО центров до BMW’шных 72.6 и теперь колеса с японо-параметрами болт-он встают на мою е36 😉
Поставить диски мечты на автомобиль с другими колесными параметрами — вполне достижимая при должном подходе задача, дерзайте друзья!
www.drive2.com
Вертикально-расточной станок, вертикально-расточные станки с ЧПУ, Вертикальные расточные станки с ЧПУ, वर्टिकल बोरिंग मशीन, वर्टीकल बोरिंग в Аунде, Пуне, Danobat Group Machine Tools India Private Limited Control вертикально-расточные станки, वर्टिकल बोरिंग मशीन, बोरिंग в Аунде, Пуна, Danobat Group Machine Tools India Private Limited | ID: 7058581273
Уведомление : преобразование массива в строку в / home / indiamart / public_html / prod-fcp / cgi / view / product_details.php на линии 290
Описание продукта
Вертикальный расточной станок для колес, разработанный Danobat, представляет собой прецизионный станок для обработки ступицы / отверстия колес. Может использоваться на ремонтных базах, а также в производственных помещениях.
Может использоваться на ремонтных базах, а также в производственных помещениях.
Сверлильный станок гарантирует требуемые допуски на обработку, чтобы избежать вибрации оси после установки на колеса. Он снабжен интерфейсом для подключения к другому оборудованию в мастерской.
Заинтересовал этот товар? Получите последнюю цену у продавца
Связаться с продавцом
Изображение продукта
О компании
Год основания 2008
Правовой статус компании с ограниченной ответственностью (Ltd./Pvt.Ltd.)
Характер бизнеса Дистрибьютор / Партнер по продажам
Годовой оборот 2–5 крор
IndiaMART Участник с мая 2009 г.
GST27AACCD6886G1ZB
Прошло более полувека с тех пор, как DANOBATGROUP выпустила свои первые машины. Сегодня мы идем дальше, чем просто производим машины, мы внедряем инновации в станки.
Мы являемся частью MONDRAGON, одной из крупнейших промышленных корпораций Европы.
DANOBATGROUP продолжает расти, что делает нас сильными и дает нам финансовую и технологическую мощь, необходимую для решения задач, которые потребует будущее. Поэтому даже в трудные времена мы продолжаем инвестировать.
Вернуться к началу 1 Есть потребность?
Получите лучшую цену
Есть потребность?
Получите лучшую цену
Объяснение установки колес, проставок, ступичных колец и размеров колес — ECS Tuning
Считаете ли вы, что колеса и падение являются сборкой или нет, на самом деле, правильная установка на отличные колеса и ваш выбор опускания методы делают машину совершенно другой. Уменьшенная высота, удачный выбор колес и правильная установка колес значительно улучшают внешний вид автомобиля и превращают его из скучного пассажира в автомобиль для энтузиастов, независимо от того, что это за автомобиль. Если все, что вы хотите сделать, — это улучшить внешний вид вашего автомобиля, добавив немного индивидуальности, чтобы продемонстрировать свой энтузиазм в отношении того, что вы водите, это способ сделать это. Все, что вам нужно, это информация, чтобы сделать эти моды и сделать это правильно с первого раза. Вот почему сегодня мы собираемся объяснить, что вам нужно знать о колесах, деталях, проставках и многом другом, чтобы получить идеальный внешний вид вашего Audi, BMW, MINI или Volkswagen.
Уменьшенная высота, удачный выбор колес и правильная установка колес значительно улучшают внешний вид автомобиля и превращают его из скучного пассажира в автомобиль для энтузиастов, независимо от того, что это за автомобиль. Если все, что вы хотите сделать, — это улучшить внешний вид вашего автомобиля, добавив немного индивидуальности, чтобы продемонстрировать свой энтузиазм в отношении того, что вы водите, это способ сделать это. Все, что вам нужно, это информация, чтобы сделать эти моды и сделать это правильно с первого раза. Вот почему сегодня мы собираемся объяснить, что вам нужно знать о колесах, деталях, проставках и многом другом, чтобы получить идеальный внешний вид вашего Audi, BMW, MINI или Volkswagen.
Что такое приспособление?
Установка проста, но требует математических расчетов. Чтобы понять установку, вам необходимо разобраться в размерах колес. Колеса измеряются диаметром, шириной и вылетом. Они, конечно же, относятся к разболтовке и центральному отверстию, но мы поговорим об этом немного позже. Ваша установка в основном определяется смещением, а именно тем, насколько далеко от центра колеса находится ваша монтажная поверхность внутри или снаружи. Например, если у вас ширина колеса 8 дюймов со смещением 0 (et0), то ваше колесо имеет ровно четыре дюйма внутри и четыре дюйма снаружи.Смещение может быть положительным (+) или отрицательным (-), что говорит вам, где находится ваша монтажная поверхность. Положительный означает, что он находится на расстоянии нескольких миллиметров от центра, отрицательный — на сколько миллиметров внутри. Колесо с et30 находится на 30 мм от центра, колесо с et-30 на 30 мм от центра.
Под подгонкой обычно понимается место, где кромка колеса совпадает с корпусом. При установке заподлицо крыло и колесо будут на одной линии. Агрессивная установка обычно означает, что колесо немного выпячивается, как правило, с изгибом, когда колесо и шина находятся в стороне от тела.Мягкая посадка, например, складка, имеет колесо только внутри крыла, так что при опускании оно складывается внутри колесной ниши. Чтобы измерить, прежде чем покупать колеса, чтобы определить, какая установка вам нужна, вам нужно будет измерить расстояние от поверхности ступицы колеса до края крыла и отметить эту разницу. Если это, например, 3 дюйма, вам нужно, чтобы у вашего колеса было три дюйма от монтажной поверхности до того, чтобы колесо было заподлицо. Таким образом, установка заподлицо с 17 × 8 будет иметь смещение et25, 2,5 см или 25 мм, что означает, что ваше колесо будет иметь примерно 3 дюйма на внешней стороне от монтажной поверхности и 5 дюймов внутри.Это пример, но все, что вам нужно знать, это то, что смещение составляет мм от центра, что говорит вам, сколько вам нужно учитывать при поиске колес.
Чтобы измерить, прежде чем покупать колеса, чтобы определить, какая установка вам нужна, вам нужно будет измерить расстояние от поверхности ступицы колеса до края крыла и отметить эту разницу. Если это, например, 3 дюйма, вам нужно, чтобы у вашего колеса было три дюйма от монтажной поверхности до того, чтобы колесо было заподлицо. Таким образом, установка заподлицо с 17 × 8 будет иметь смещение et25, 2,5 см или 25 мм, что означает, что ваше колесо будет иметь примерно 3 дюйма на внешней стороне от монтажной поверхности и 5 дюймов внутри.Это пример, но все, что вам нужно знать, это то, что смещение составляет мм от центра, что говорит вам, сколько вам нужно учитывать при поиске колес.
Распорки
Если у вас не такие агрессивные колеса, как вы хотите, но похожие на колеса, другой способ добиться желаемого вылета — использовать проставки. Распорки устанавливаются между колесом и ступицей, которые выталкивают колесо дальше и имитируют меньшее смещение. Если вам нужен еще один дюйм, чтобы ваши колеса «заподлицо» с крыльями, тогда 25-миллиметровая распорка обеспечит вам необходимую посадку.Например, если у вас колесо et40 с проставками 25 мм, ваши колеса будут выглядеть так, как будто они были et15.
Hub-Centric
В идеале, ваши колеса должны иметь центральное отверстие, подходящее для вашей ступицы, как и любые проставки, которые вы выбираете для работы. Это очень важно, поскольку центральное отверстие предназначено для центрирования колеса и предотвращения его раскачивания. Если центральное отверстие больше диаметра ступицы, вам НЕОБХОДИМО центрирующее кольцо для безопасной установки колес. В то время как они будут болтами, без колец с центром в ступице, вы можете обнаружить, что ваш автомобиль трясется на определенных скоростях, имитирующих разбалансированное или изогнутое колесо.Однако вы должны стремиться к тому, чтобы колеса были центрированы по ступице с проставками, если вам нужно добавить проставки.
Наборы болтов
Колесаимеют разболтовку, или PCD, которая показывает, как далеко каждое отверстие под болт находится друг от друга. PCD обычно обозначается как 5 × 120, что означает 5 выступов с шагом 120 мм. BMW используют 4 × 100 в некоторых старых автомобилях, 5 × 120 в большинстве новых автомобилей и некоторые другие интервалы, которые необычны. VW обычно использует 4 × 100, 5 × 100 и 5 × 112, как и Audi. Порше 5х130. Ваши колеса должны иметь правильный PCD, иначе они не будут установлены на вашем автомобиле.Убедитесь, что вы покупаете колеса с правильным PCD, если не планируете использовать адаптеры. Адаптеры — идеальный способ дать вашему автомобилю разные колеса, которые иначе не работали бы, например, использование адаптера 4 × 100> 5 × 100 на E30 для запуска колес VW.
Обладая всей этой информацией, у вас должно быть все необходимое для измерения и покупки колес или проставок, которые идеально подходят вашему автомобилю. Конечно, прямо здесь, в ECS Tuning, вы можете найти колеса , подвеску, проставки , центрирующие втулки кольца и гайки .Вооружившись знаниями, позволяющими добиться идеальной совместимости, вы можете сделать осознанный выбор и сделать его правильно с первого раза.
| ]]>
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 Если у вас есть инструмент для колесных мастерских или тележек, которых нет в списке, пришлите нам 4 фотографии, название инструмента, год выпуска, если он известен, и производителя. Мы перечислим это здесь и дадим вам кредит, если вы того пожелаете.
Если у вас есть инструмент для колесных мастерских или тележек, которых нет в списке, пришлите нам 4 фотографии, название инструмента, год выпуска, если он известен, и производителя. Мы перечислим это здесь и дадим вам кредит, если вы того пожелаете. А. Хохстетлер и сыновья
А. Хохстетлер и сыновья

R&W Machine Rail Transportation Услуги колесного цеха
Колесный цех R&W Machine’s предлагает широкий спектр услуг по обслуживанию колес и осей, сертифицированных AAR M-1003, для локомотивных, пассажирских, транзитных, грузовых и специальных применений.
Услуги на нашем предприятии в Чикаго включают:
- Производство мостов для всех классов обслуживания по всему миру
- Полное производство колес, ступиц / дисков и шин
- Услуги по прецизионному растачиванию и монтажу колес
- Услуги по точению, правке и профилированию колес
- Колесные пары для рельсовых систем по всему миру
- Колесные пары пассажирские и транзитные
- Послепродажное обслуживание
- Колесные пары локомотивов
- Сервисные услуги U-Tube МГУ
- Новые, восстановленные и восстановленные колесные пары
- Неразрушающий контроль и контроль
- Переоборудование и уменьшение осей
- Преобразования журнального ящика
- Опора подшипника скольжения
|

Для получения дополнительной информации или запроса ценового предложения свяжитесь с нами>
Можете ли вы отличить колпаки ступицы от колесных колпаков?
Можете ли вы отличить колпаки ступицы от колесных колпаков?
Когда вы проезжаете по улицам своего города, вы обязательно увидите машины со стальными колесами, закрученными легкосплавными дисками и сломанными пластиковыми колпаками.Ваше первое впечатление? Это всегда: «Ух ты, это некрасиво!» Но если есть вероятность, что кто-то так говорит о вашей машине, вам, вероятно, следует что-то с этим сделать.
Если вы ищете решение для ваших скучных колес, вы видели термины «колпаки ступицы» и «колпаки колес». В чем разница, и какой из них подходит вам?
Что такое колпачки?
Колпачки — это не совсем то, что вы думаете. Колпаки ступицы — это компонент старых автомобилей и некоторых тяжелых грузовиков, который служит небольшой, но важной цели.Это небольшая чашка, которая плотно прилегает к ступице колеса — области, где находится ступичный подшипник. Он изолирует грязь и влагу и удерживает смазку, чтобы все чувствительные движущиеся части были хорошо смазаны.
совсем не красивы. На самом деле, чаще всего они ржавые, помятые и тусклые. Поскольку колпаки устанавливаются на место молотком, а затем время от времени отрываются, они живут жизнью жестокого обращения. Поскольку в наши дни ступицы колес чаще всего представляют собой герметичные узлы, колпаки больше не встречаются на вашем повседневном автомобиле.
Хорошо, значит, это косяк; вопрос семантики. Но если деталь, которую вы ищете, не называется колпаком, что это такое? Может колпаки на колеса?
Что такое колесные колпаки?
Есть несколько вариантов, чтобы ваши колеса выглядели стильно и нарядно.
Вы можете выбрать дорогие окрашенные, хромированные или легкосплавные диски. Доступно множество стилей, так что вы можете выбрать тот, который подходит вашему стилю. Проблема в том, что неоригинальные колеса легко подвержены коррозии и могут быть легко повреждены.Вы могли бы выложить большие деньги, просто поддерживая внешний вид своих колес.
Вы можете выбрать скины колес. Они подходят прямо к заводским колесам и выглядят так же, как заводские колеса. Если вы ищете заводской дизайн, соответствующий марке и модели вашего автомобиля, это идеальный выбор. Вам просто нужно убедиться, что это правильный дизайн для колес, которые у вас есть, иначе приобретенные вами покрытия для колес не подойдут.
Колесные колпаки — еще один вариант.Колпаки для колес могут быть изготовлены по индивидуальному заказу или по индивидуальному заказу. Они могут быть хромированными, серебристыми или окрашенными в ваш любимый цвет. Колпаки для колес просты в уходе, прочные и гибкие.
Колпаки для колес — лучший выбор для недорогой индивидуализации вашего автомобиля. Вы не ограничены одним дизайном или цветом, и есть колпак — поцарапайте его — рисунок колпака колеса, который вам обязательно понравится.
Вы случайно потерлись о бордюр, потрескались или поцарапали колпак колеса? Без проблем! Новый комплект колесных колпаков стоит лишь часть стоимости замены одного легкосплавного диска. Изменились ли твои вкусы? Легкий! Вы можете выбрать новый дизайн колпака колес и изменить внешний вид своего автомобиля всего за несколько минут.
Изменились ли твои вкусы? Легкий! Вы можете выбрать новый дизайн колпака колес и изменить внешний вид своего автомобиля всего за несколько минут.
Колесные колпаки доступны практически для всех колесных дисков, представленных на рынке. Многие колесные колпаки на вторичном рынке подходят для универсального использования, и это зависит только от вашего личного вкуса. Или, если вы потеряли заводской колпак колеса, вы можете получить его индивидуальную точную замену.
Если вам нужна только одна замена колесного колпака для вашего автомобиля или вам нужен комплект послепродажных колесных колпаков, чтобы оживить внешний вид вашего автомобиля, WheelCovers.com здесь, чтобы помочь. Просмотрите нашу онлайн-подборку или свяжитесь с нами, если вам нужны предложения или помощь в заказе.
ST Easy Fit — укрепите ваш расточный завод Колеса с нашими новыми распорными дисками
На первый взгляд проставки и колесные проставки кажутся одними из самых простых дополнительных компонентов на вторичном рынке. Хотя, к сожалению, это не так.
Из-за множества различных конфигураций окружности болтов, диаметра ступицы колеса, шага резьбы и т. Д.поиск идеальной проставки для колеса может оказаться очень сложным делом.
Множество дополнительных серийных колес различных производителей автомобилей могут затруднить поиск подходящего проставочного диска в сочетании с серийными шинами, поскольку подходящая ширина проставочного диска всегда должна определяться индивидуально.
Конец ноября 2019 г. Подвески ST запустили испытанные полные комплекты проставок для использования с серийными колесами соответствующих производителей автомобилей.
Например, автомобильный бренд KW уже может предложить подходящие комплекты проставок для колес различной толщины для обеих осей для всех моделей Tesla Model 3 и текущих моделей Ford Mustang LAE, включая модели с подтяжкой лица для оригинальных комбинаций колес / шин.
Специализированные дилеры сразу знают, какой распорный диск идеально подходит для обода какой серии, и, например, конечные потребители могут быть уверены, что им не придется работать с колесными арками при установке колесных проставок.
Все комплекты проставок для стандартных колес поставляются подвеской ST с сертификатом на запчасти.
В этих так называемых полных комплектах «Easy Fit» все компоненты проходят испытания в сочетании со стандартными ободами, включая размеры шин, утвержденные производителем автомобилей.
С конца ноября 2019 года наши новые комплекты ST Easy Fit уже доступны для многих автомобилей, таких как Alfa Romeo Giulia Quadrifoglio, Stelvio Quadrifoglio, Audi TT RS (мод.2017), RS3 Sportback (мод. 2016), RS3 Sedan (мод. 2017), RS6 (C7), S4 Avant (B9), S5 Sportback (B9), SQ5 и многие другие.
Основные автомобили, у нас уже есть «комплекты ST Easy Fit» на складе, а также последний Ford Mustang (LAE, мод. 2018), Ford Focus RS (DYB), BMW 550i xDrive (G30), Tesla Model 3 и Toyota GR. Supra.
Нашими полными пакетами для конкретных автомобилей мы сейчас активно дополняем нашу модульную систему проставочных дисков ST AZX и ST DZX.
Теперь с нашим ассортиментом проставок мы можем предложить для всех автомобилей идеальное решение для проставок без каких-либо компромиссов!
Для получения дополнительной информации посетите www.st-suspensions.net
Диаметр ступицы, центральное отверстие колеса и центрирующие кольца объяснены »Oponeo.
 co.uk
co.ukКолесо автомобиля состоит из различных элементов с разными характеристиками. Некоторые из этих параметров, особенно размер центрального отверстия колеса (или диаметр центрального отверстия), обычно игнорируются.
Однако стоит знать, какой диаметр ступицы и центральное отверстие колеса. Это может быть полезно, особенно при покупке новых автомобильных колес, поскольку неправильный диаметр может иметь довольно проблемные последствия.
Связь между центральным отверстием колеса и диаметром ступицы
Перед установкой новых колес необходимо понять взаимосвязь между диаметром ступицы и центральным отверстием колеса, а также то, как можно использовать центрирующие кольца для уменьшения потенциала проблемы с диаметром колеса.
Центральное отверстие колеса — это отверстие в центральной части задней части колеса, через которое проходит втулка. Ступицы колес, расположенные между ведущим мостом и тормозными барабанами, соединяют колеса с кузовом автомобиля.Поэтому для правильной установки новых колес важно, чтобы размер ступицы колеса автомобиля точно соответствовал центральному отверстию колеса.
Тем не менее, автомобильные колеса бывают разных размеров ступицы и межосевого отверстия, особенно на вторичном рынке. Если диаметр кольца ступицы больше диаметра центрального отверстия, то установить новые колеса будет невозможно. С другой стороны, если центральное отверстие больше диаметра ступицы, колесо можно установить, но нежелательные различия диаметров будут проблематичными.
К счастью, многие проблемы, связанные с разницей в диаметре ступицы и размере отверстия центра колеса, можно решить с помощью центробежных колец.
Что такое центрирующие кольца?
Гладкие кольца, также называемые центрирующими кольцами ступицы или центрирующими кольцами, представляют собой элементы, обычно изготовленные из поликарбоната или алюминия, которые можно размещать между ступицей колеса автомобиля и ободом, чтобы адаптировать размер центрального отверстия к размерам ступицы.
Размер центрирующего кольца определяется двумя диаметрами.Большее число указывает диаметр центрального отверстия колеса и, следовательно, меньшее число представляет диаметр установочного кольца ступицы. Такие кольца позволят вам безопасно установить колесо, если его центральное отверстие слишком велико для ступицы. Размеры центрирующих колец будут записаны в формате, аналогичном размеру шин — например, 73,1 / 57,1.
Для чего используются центрирующие кольца?
Центрирующие кольца используются в ситуациях, когда центральное отверстие колеса автомобиля больше, чем ступица автомобиля.Естественно, это не будет проблемой, если вы используете детали OEM (производителя оригинального оборудования). В конце концов, компоненты, установленные на заводе-изготовителе, предназначены для использования на конкретных автомобилях, поэтому в этой ситуации втулки используются редко.
Необходимость возникает тогда, когда оценивается более широкая доступность автомобильных колес послепродажного обслуживания. Поскольку большее отверстие можно установить на ступицу меньшего размера, но ступицу большего размера нельзя использовать с отверстиями меньшего диаметра, для специалистов вторичного рынка имеет смысл сделать отверстия как можно большими.
Таким образом, они увеличивают размер колес, что делает их полезными для большего количества автомобилей. Как следствие, патрубки часто необходимы для точной и практичной установки.
Что делать, если центральное отверстие оказывается слишком маленьким для ступицы? К сожалению, патрубки в таких ситуациях не помогут. В этом случае вам следует просверлить отверстие большего размера. Не забудьте использовать очень точную дрель или подумайте о том, чтобы сделать это в профессиональной мастерской, поскольку точность является ключом к правильной установке колес.
Важность установки центрирующих колец
Центральное отверстие не следует игнорировать как параметр колеса автомобиля.