Порядок работы цилиндров 402 двигателя
Многие помнят двигатели 402 и работы цилиндров, устанавливаемых на автомобилях «Волга», «Газель». Несмотря на прекращение выпуска, часть автомобильных средств используют в качестве силового агрегата.
Содержание статьи
402 Двигатель
Силовой агрегат неприхотливый, в нем нет сложных технических узлов и деталей. Незадача в том, что после каждого пятнадцатитысячного пробега автотранспортного средства, необходимо регулировать клапана работы цилиндров.
- Через 10 тысяч километров требуется регулировка, если автомашина использовалась для перевозки грузов.
- Необходимо вмешательство после 6000 километров пробега при условии, что 402 двигатель работал на другой марке бензина.
В приведенных случаях нарушаются зазоры фасок клапанов и седел цилиндров.
Несоответствие параметров нарушает работу двигателя, вызывая:
- появление стуков в головке цилиндров;
- повышенное потребление топлива;
- понижение мощности;
- увеличение загрязнений выхлопными газами окружающей среды.


Появление характерных признаков является для водителя моментов приняться за устранение дефектов.
Порядок работы цилиндров
Успех достигается, если водитель знает порядок работы цилиндров у 402 двигателя данной силовой установки.
- В моторах 402 порядок такой: сначала работает первый цилиндр, затем второй, потом четвертый и заканчивает цикл третий цилиндр.
Такой порядок работы цилиндров универсального 402 двигателя. Зазор на первом и четвертом цилиндрах на клапанах, отвечающих за впуск горючей смеси в камеру сгорания, по нормативным требованиям составляет 0.40-0.45 миллиметра. Клапаны, утилизирующие выхлопные газы, имеют зазор 0.35-0.40 миллиметров.
У четырехтактных двигателей рабочий процесс завершается прокручиванием коленчатого вала на 720 градусов. У двухтактного в два раза меньше.
Инструмент для работы
Работа по регулировке зазоров клапанов требует подготовки. Размещают в удобном положении инструменты, материалы для измерений.
В инструментальном наборе обязательно наличие:
- заметочные щупов;
- торцевых, рожковых, накидных ключей;
- ключей для вывертывания свечей;
- купленных прокладок для замены отработанных аналогов;
- устройства для проворачивания коленчатого вала;
- набор минусовых, плюсовых отверток.
- неиспользованной раньше ветоши.
Наличие необходимого материала позволяет приступать к регулировочным работам.
Последовательность действий
Сначала дают остыть двигателю. Затем отсоединяют различные шланги, трубопроводы, трос педали газа. Демонтируют фильтр очистки воздуха, крышку, закрывающую клапанный механизм.
Начинают с первого цилиндра. Устанавливают прокруткой коленчатого вала поршень в верхнее мертвое положение. Точность действия сверяют совпадением отметок на ременном приводе коленвала с отметиной на блоке двигателя.
Существует очередность регулировки зазоров клапанов. Сначала приводят в норму первые, вторые, четвертые, шестые клапана. После проворачивают коленчатый вал на 360 градусов по ходу часовой стрелки. Регулировке подлежат третий, пятый, седьмой, восьмой.
После проворачивают коленчатый вал на 360 градусов по ходу часовой стрелки. Регулировке подлежат третий, пятый, седьмой, восьмой.
Делается это так. Отверткой придерживают контрольный винт, одновременно отвинчивая гайку, при помощи которой он устанавливается в нужное положение. Щупом требуемого размера по толщине, производят замеры. Он должен входить в зазор с небольшим усилием. Аналогичному «ощупыванию» подлежать остальные зазоры клапанов.
Обратная сборка
Когда «прощупаны» восемь клапанов цилиндров двигателя 402, наступают монтажные работы по обратной сборке силового агрегата.
Устанавливают свечи и выставляют зажигание 402 двигателя на свои места, надежно закрепляют крышку клапанов. При этом не забывают поменять старую прокладку на новый аналог. Затяжку болтов производят, согласую усилия с регламентными указаниями. Они требуют болты завернуть, прилагая усилия, равные 0,5 H. м по минимуму и 0,8 по максимуму.
Затем устанавливают воздушный фильтр, прикрепляют трос от акселератора, шланги.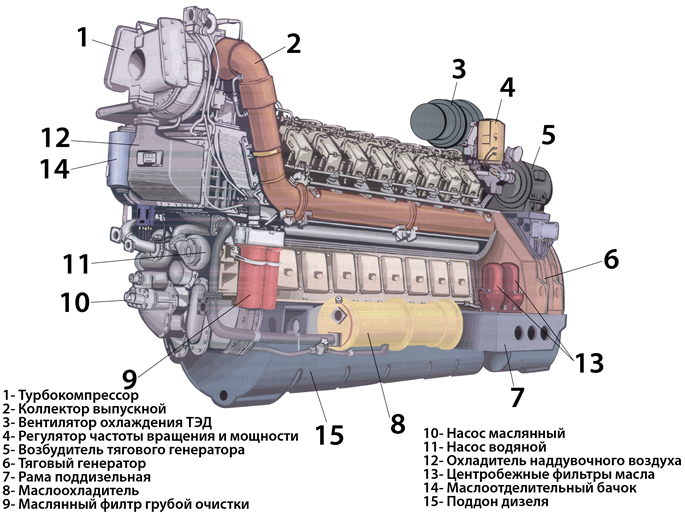
Контрольная проверка
Когда работа завершена, поверяют ее качество. Двигатель запускают до полного прогрева. Когда температурный режим охладителя двигателя и работы цилиндров выходит на положенные температурные параметры, водитель или слесарь СТО прослушивает работу силового агрегата.
Отсутствие цокота, металлического звона, свидетельствует о качественно произведенной регулировке всасывающих и выпускных клапанов.
Важные особенности
Впоследствии двигатель претерпел некоторые изменения в системе подачи топлива в камеры сгорания. Вместо традиционного карбюратора, использовали инжекторную схему. Конструктивное обновление привело к экономии бензина, улучшило впрыск топлива. Главным положительным моментом, по мнению автомобилистов, реализация инжекторный схемы ликвидировала проблемы, возникавшие с карбюраторным узлом.
Остальное использовано из старого двигателя 402. Ничего не поменялось в эксплуатационных нормах силового агрегата. Остались прежние технические характеристики, нормы по обслуживанию.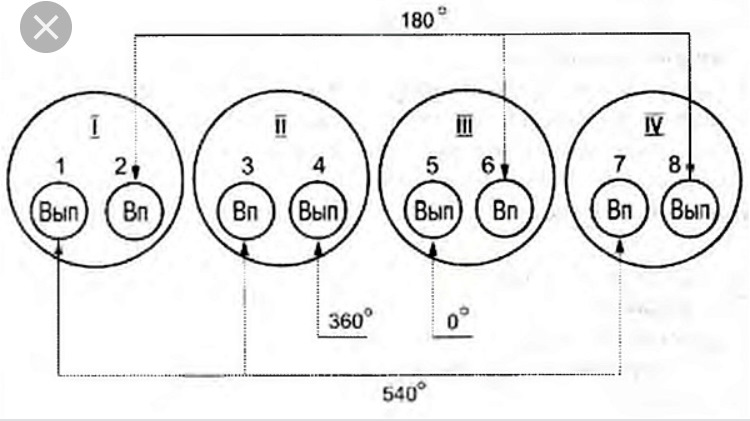 Например, инструкция по замене масла фильтра осталась в прежней редакции. Предписывалось менять после десятитысячного километрового пробега автомобиля. После 8 тысяч требовалось менять свечи зажигания на новые комплекты.
Например, инструкция по замене масла фильтра осталась в прежней редакции. Предписывалось менять после десятитысячного километрового пробега автомобиля. После 8 тысяч требовалось менять свечи зажигания на новые комплекты.
Заключение
Водители автотранспортных средств, на которых установили двигатели внутреннего сгорания 402, несмотря на некоторые недоработки, положительно характеризуют силовую установку за простоту устройства, несложное обслуживание, длительный эксплуатационный ресурс.
Регулировка момента зажигания двигателя ЗМЗ-402
На двигателе типа ЗМЗ0-402 установлен датчик-распределитель зажигания (1908.3706) – бесконтактный, с датчиком (генератором) управляющих импульсов и встроенным вакуумным и центробежным регуляторами опережения зажигания
Датчик-распределитель выполняет две функции: задает момент искрообразования и распределяет импульсы высокого напряжения по цилиндрам в соответствии с порядком их работы. Для этого служит бегунок, надетый на вал датчика-распределителя.
В бегунке установлен помехоподавительный резистор.
Коммутатор (1313734) размыкает цепь питания первичной обмотки катушки зажигания, преобразуя управляющие импульсы датчика в импульсы тока в катушке зажигания.
Техническая характеристика системы зажигания
Порядок работы цилиндров 1–2–4–3
Направление вращения ротора распределителя против часовой стрелки
Угол опережения зажигания max, град:
— центробежный регулятор 15–18
— вакуумный регулятор 8–10
Зазор свечи зажигания 0,8 мм
Сопротивление резистора бегунка* 5–8 кОм
Сопротивление наконечника свечи 4–7 кОм
Сопротивление центрального контакта крышки* 8–13 кОм
Сопротивление обмотки статора 0,4–0,45 кОм
* На части датчиков вместо резистора установлена крышка с центральным угольным контактом
Регулировка момента зажигания
Устанавливаем коленчатый вал в положение, соответствующее углу опережения зажигания 5°.
Для этого на двигателе ЗМЗ-402 (рис. 1) совмещаем среднюю метку на его шкиве с приливом на крышке блока (окончание такта сжатия первого цилиндра).
Для двигателя УМЗ-4215 (рис. 2) выставляем первую метку на шкиве против штифта на крышке распределительных шестерен.
Если датчик-распределитель не снят с двигателя, то такт сжатия первого цилиндра определяем, сняв крышку распределителя бегунок должен стоять против внутреннего контакта крышки, соединенного проводом со свечой первого цилиндра (рис. 3).
В противном случае выворачиваем свечу первого цилиндра
Закрыв отверстие бумажной пробкой, вращаем коленчатый вал
Вытолкнувший пробку воздух укажет на начало такта сжатия
Ключом «на 10» ослабляем винт октан-корректора (рис. 4).
Устанавливаем его шкалу на нулевое деление (середина шкалы) (рис. 5).
Ключом «на 10» ослабляем винт крепления пластины октан-корректора (рис. 6).
Поворачивая корпус датчика-распределителя, совмещаем «метки» (красную риску на роторе и стрелку на статоре). Удерживая датчик в таком положении, затягиваем винт (рис. 7).
Удерживая датчик в таком положении, затягиваем винт (рис. 7).
Убедитесь, что бегунок расположен против контакта крышки первого цилиндра и проверьте правильность подсоединения высоковольтных проводов остальных цилиндров – считая против часовой стрелки с первого цилиндра в порядке 1–2–4–3.
После того как вы все сделали, проверьте правильность установки момента зажигания на ходу автомобиля.
Заводим двигатель, прогреваем и когда уже переключили на четвертую передачу при скорости 50 – 60 км/час, резко нажимаем на газ. Если при этом детонация (по звуку она похожа на стук клапанов) проявится кратковременно – на 1–3 с – момент зажигания выбран правильно.
Продолжительная детонация указывает на чрезмерный угол опережения зажигания, уменьшаем его октан-корректором на одно деление.
Отсутствие детонации требует увеличения угла опережения зажигания, после чего нужно повторить проверку.
Двигатель ЗМЗ 402, технические характеристики и тюнинг
ЗМЗ 402 представляет собой доработанную модификацию прошлого поколения двигателя ГАЗ-24Д.
Модернизации подверглись все основные узлы и механизмы силового агрегата.
Технические характеристики
Двигатель ЗМЗ 402 имеет следующие технические характеристики:
Скачать .xls-файл
Скачать картинку
Отправить на email
| ПАРАМЕТРЫ | ЗНАЧЕНИЕ |
|---|---|
| Конфигурация | L |
| Система питания | карбюратор |
| Количество цилиндров | 4 |
| Клапанов на цилиндр | 2 |
| Порядок работы цилиндров | 1-3-4-2 |
| Ход поршня, мм | 92 |
| Диаметр цилиндров, мм | 92 |
| Максимальная степень сжатия смеси | 8.2 |
| Объем двигателя, л | 2.5 |
| Электросхема | стандартного типа |
| Мощность двигателя, л.с./об.мин | 100/4500 и 90/4500* |
| Крутящий момент, Нм/об.мин | 182/2500 и 172/2500* |
| Вес двигателя, кг | 181 и 184** |
| Расход топлива (город), л/100 км | 13. 5 5 |
| Масло в двигатель | 5W-30, 5W-40, 10W-30, 10W-40, 15W-40 |
| Замена масла проводится, км | 10 000 (лучше 5000) |
| Рабочая температура двигателя, град. | ~90 |
| Ресурс двигателя, тыс. км | |
| — по данным завода | 200 |
| — на практике | ~200 |
| Тюнинг | |
| — потенциал | ~200 |
| — без потери ресурса | ~120-130 |
* — для двигателей ЗМЗ 4021.10 и 4025.10
** — вес двигателя для Газели
Устанавливался на автомобили «Волга», «ГАЗель», микроавтобусы «Латвия» и частично на авто Ульяновского автозавода.
Описание (конструкция, модификации, неисправности, обслуживание)
Двигатель ЗМЗ 402 классифицируется на отдельные модификации по степени сжатия топливной смеси.
Поскольку турбомодификаций таких моторов не существует, то все они делятся на три основные типа:
- ЗМЗ 402. 1,
- ЗМЗ 402.2,
- ЗМЗ 402.
 1,
1,Соответственно, степень сжатия у них варьируется от 6,7 до 8,2.
На ЗМЗ 402 регулировка клапанов осуществляется согласно установленному регламенту. Для лучшей герметичности блок двигателя, отлитый из алюминиевого сплава, обрабатывается специальным веществом.
Основным преимуществом этого мотора является простота конструкции: он неприхотлив в обслуживании и достаточно вынослив. Несмотря на это, существует и минус – высокая вероятность перегрева во время работы.
Простота конструкции силового агрегата позволяет осуществлять его ремонт в обычных гаражных мастерских, не прибегая к помощи профессиональных квалифицированных специалистов. Эксплуатируется такая модификация двигателя на протяжении длительного времени.
Минусом конструкции принято считать задний сальник коленвала, который представляет собой веревку, пропитанную графитовой смазкой, держит она до 2500 об/мин. Соответственно, он не способен выдерживать нагрузку при работе на высоких оборотах коленчатого вала.
Помимо этого, в двигателе ЗМЗ 402 имелись и существенные недоработки. С такими можно было столкнуться, к примеру, в навесном оборудовании: карбюратор не был корректно настроен на подачу топлива. Последствием этого становился перерасход топливной смеси и неровная работа мотора на холостых оборотах. В результате это приводило к тому, что некоторые автовладельцы подвергали силовой агрегат тюнингу, устанавливая на него карбюратор от «Жигулей».
Нередко можно столкнуться с тем, что некоторые автовладельцы устанавливали на подобный двигатель инжектор. Впрочем, подобное изменение не нашло широкого распространения: конечный результат не оправдывал вложенных в процесс средств.
Основные недостатки двигателя
Из-за некоторых особенностей конструкции считается, что двигатели 402 морально устарели:
- Основными недостатками агрегата в целом считаются – приводы клапанов штангового типа и гильзы с недостаточным уровнем фиксации.

Несмотря на это, на многих суперкарах устанавливаются системы, аналогичные системам на двигателе ЗМЗ 402.
Некоторые специалисты не советуют эксплуатировать такой мотор на оборотах коленчатого вала, превышающих три тысячи: используемые в конструкции штанговые приводы не рассчитаны на стол высокие нагрузки из-за недостаточного зазора клапанов, в отличие от тех же суперкаров с аналогичными системами узлов. По этой причине проводить регулировку клапанов сложнее.
Несмотря на это, на ограниченных оборотах коленчатого вала двигатель ЗМЗ 402 инжектор способен создавать достаточную тягу. Особенностью такого мотора считается повышенная прочность конструкции.
- Еще одним недостатком силового агрегата считается деформация приводящих клапана в движение штанг и залипание самих клапанов.
Впрочем, основной причиной возникновения подобных проблем является неквалифицированное вмешательство в механизмы и узлы мотора.
- Отсутствие сальника в задней части коленчатого вала приводит к тому, что при увеличении количества оборотов свыше установленной нормы повышается давление моторного масла, что становится причиной выдавливания смазочного материала через заменяющий сальник герметик.

Двигатель ЗМЗ 402 обладает правильной геометрией и достаточно тяжелой поршневой системой. Несмотря на то, что ход поршня не отличается величиной и составляет 92 миллиметра, мотор обеспечивает достаточный уровень тяги.
По сравнению с зарубежным автопромом, ход поршня в крайслеровском аналоге больше всего лишь на 8 миллиметров.
Проведение тюнинга
Многие специалисты придерживаются мнения, что двигатель ЗМЗ 402 не поддается тюнингу, поскольку рассчитан на низовую тягу при крутящем моменте на низких оборотах.
Но для повышения его производительности и эксплуатации можно выделить ряд существенных доработок:
- Как говорилось выше, мотор отличается неплохой геометрией. По этой причине мощность двигателя, по сути, почти полностью зависит от расположения фаз газораспределительного вала. Фазы вала устанавливаются в нейтральном положении. Тяга двигателя на холостых оборотах находится в прямой зависимости от выхлопной системы.
- По причине особой конструкции выхлопной системы на автомобилях с двигателем ЗМЗ 402 инжектор, превысить отметку в четыре тысячи оборотов силовой агрегат просто не способен. Чтобы снять данное ограничение на обороты, с него снимается резонатор и создается прямоточная выхлопная система. Проведение такой доработки позволит значительно повысить мощность мотора на уровне от трех тысяч оборотов коленчатого вала и выше.
- Подобные изменения требуют перенастройки карбюратора под увеличенное количество оборотов и установки более легкого «серединного» вала.

Несмотря на проведение подобных улучшений, на высоких оборотах мотор не будет иметь тяги, аналогичной той, что фиксируется на низких оборотах. Причиной этого становится необычная конструкция головной части цилиндров: так называемая «голова» имеет горизонтально расположенные каналы. Это приводит к тому, что при повышении оборотов поршневая система не получает необходимого количества топливной смеси, в отличие от работы на пониженных оборотах.
По сути, это и является фактором, по которому определяется верхний предел мотора в районе пяти-шести тысяч оборотов коленчатого вала в минуту.
Увеличение мощности двигателя
Чтобы значительно повысить мощность мотора, установленную на нем поршневую систему меняют на аналогичную стомиллиметровую, что приводит к увеличению его объема.
Впрочем, здесь есть и свой минус: такое изменение приводит к увеличению расхода топлива, который и без этого является слишком большим.
Существует еще один эффективный способ тюнинга двигателя ЗМЗ 402 инжектор. С этой целью на месте соединения головки блока цилиндров и впускного коллектора стачиваются металлические выступы и проводится полировка всех впускных каналов.
Конечно, такие доработки слегка изменят ситуацию к лучшему, но не стоит ждать от них чего-то невероятного: вряд ли они оправдают ожиданий автовладельцев.
Причиной этого является то, что подобные доработки направлены на снижение сопротивления движущихся деталей, несмотря на то, что в самой системе двигателя оно и так минимально. Исключением является, разве что, выхлопная система 402 двигателя.
Исключением является, разве что, выхлопная система 402 двигателя.
Расход топлива
Огромнейшим минусом двигателя ЗМЗ 402 инжектор, по мнению многих водителей, является его высокий расход топлива.
Минимальная величина расхода на сто километров составляет тринадцать литров. Собственно, по этой причине многие владельцы автомобилей «УАЗ», «Газель», «Волга» задаются вопросом: почему при столь высоком расходе топлива силовой агрегат не выдает достаточного уровня мощности?
Причиной этого являются устаревшие технологии, используемые при создании 402 двигателя на инжекторе, позаимствованные еще с 50-х годов прошлого века у зарубежных автоконцернов.
Выбор моторного масла
По сути, в двигатели ЗМЗ 402 заливают только минеральное масло. Остальные разновидности смазочных материалов – синтетические и полусинтетические – из-за входящих в их состав компонентов разъедают используемый в системе герметик, который представляет собой обычную веревку, пропитанную специальным веществом.
Впрочем, далеко не всегда это подтверждается: качественные синтетические масла могут значительно увеличить ресурс любого мотора, и 402 двигатель на инжекторе не является исключением.
Необходимость в проведении капитального ремонта
Специалисты автосервисов нередко предупреждают, что после проведения капитального ремонта ресурса двигателя ЗМЗ 402 инжектор хватит только на пятьдесят тысяч километров. Вопрос весьма спорный и зависит от многих обстоятельств.
Одно из них – качество установленных на автомобиль запасных деталей. Все же, отправляя силовой агрегат на ремонт незнакомому мастеру, нельзя заранее предугадать, какого качества детали будут установлены.
По сути, недобросовестное выполнение мастерами собственной работы и приводит к появлению подобных мнений и снижению ресурса двигателя. На самом деле качественно проведенный капитальный ремонт позволяет мотору пройти порядка 80 процентов от заложенного в него ресурса.
Модификации мотора и на какие автомобили устанавливаются
Автомобильный двигатель ЗМЗ 402 инжектор подобной модификации устанавливается в основном на легковые автомобили «Волга» и микроавтобусы «РАФ». Зарекомендовал он себя как качественный и надежный, но слишком прожорливый в плане потребления топлива.
Зарекомендовал он себя как качественный и надежный, но слишком прожорливый в плане потребления топлива.
- Модификация ЗМЗ 4021.1
Силовой агрегат карбюраторного типа, который устанавливался на автомобили «Волга», микроавтобусы «ГАЗ» и автомобили с повышенной проходимостью, производством которых занимается Ульяновский автомобильный завод – УАЗ 402 двигатель.
- Модификация ЗМЗ 4025.1
Аналогичный карбюраторный двигатель бензинового типа, клапаны в котором располагаются в верхней части головки цилиндров. Устанавливался в основном на микроавтобусы семейства «ГАЗ» и 402 двигатель Газель.
- Модификация ЗМЗ 4026.1
Карбюраторный движок, в верхней части которого располагаются впускные и выпускные клапаны. Устанавливался в основном на автомобили небольшой грузоподъемности – микроавтобусы «ГАЗ» и ГАЗ-33021, можно встретить двигатель газель 402.
Поскольку с 2013 года на территории России вступил в действие закон, согласно которому автомобили должны соответствовать экологическому классу Евро-4 (теперь уже Евро-5), была произведена модификация ЗМЗ 402, и ему на смену пришел ЗМЗ 4052.
 2, который соответствует требуемому классу экологической безопасности.
2, который соответствует требуемому классу экологической безопасности.Изменения последней выпущенной модификации
Последняя версия мотора включает в себя следующие изменения:
- Существенное изменение крышки клапанов, благодаря чему обеспечивается полная их герметичность.
- Измененная система вентиляции, повышенная эффективность дроссельной трубки. Благодаря этому количество выбрасываемых в атмосферу вредных веществ сократилось вдвое. Свою роль в этом сыграла и измененная система зубчатого приведения в действие газораспределения мотора.
- Функция регулировки системы зажигания.
Новая версия двигателя успешно прошла все испытания и была установлена на ГАЗ-2705.
По сравнению с предыдущими модификациями перевыпущенный силовой агрегат показал себя с лучшей стороны:
- значительно снизился расход топлива,
- повысилась мощность,
- улучшился уровень экологичности.
Устанавливаться новая версия будет на все автомобили, выпускаемые ООО «ГАЗ».
Регулировка клапанов Газель 402 двигатель
Регулировка клапанов на автомобиле газель на которой установлен двигатель ЗМЗ 402 начинается с установки поршня первого цилиндра в положение верхней мертвой точки при такте сжатия. Для этого на шкиве коленчатого вала имеется метки. Если считать по часовой стрелке
Содержание статьи:
Метка положения первого цилиндра
- метка показывает положение первого цилиндра в ВМТ
- вторая по счету метка указывает на опережение зажигания 5 градусов
- третья метка указывает на опережение зажигания 12 градусов
Интересует первая по счету метка. Её необходимо совместить с отливом на передней крышке двигателя. Но этого не достаточно. За полный цикл работы двигателя поршень дважды подходит в ВМТ. Первый раз в интересующий нас такт сжатия. И второй раз поршень становится в ВМТ в такте выброса отработанных газов. В первом и во втором случае если поршень выставлен строго по метке распредвал не будет оказывать давление на клапана. В такте сжатия кулачки будут развернуты от толкателей коромысел. В такте выпуска газов в ВМТ выпускной клапан закроется а впускной ещё не откроется. Поэтому необходимо точно установить поршень первого цилиндра именно в такте сжатия.
И второй раз поршень становится в ВМТ в такте выброса отработанных газов. В первом и во втором случае если поршень выставлен строго по метке распредвал не будет оказывать давление на клапана. В такте сжатия кулачки будут развернуты от толкателей коромысел. В такте выпуска газов в ВМТ выпускной клапан закроется а впускной ещё не откроется. Поэтому необходимо точно установить поршень первого цилиндра именно в такте сжатия.
Установка ВМТ 402 двигателя
Установку ВМТ 402 двигателя сделать это можно несколькими способами:
- Самый простой способ. Снять крышку трамблёра. Контакт бегунка при положении поршня первого цилиндра в ВМТ находится приблизительно под контактом высоковольтного провода идущего на первый цилиндр. Совмещаем более точно первую мету шкива и отлив на передней крышке. В этом положении начинается регулировка клапанов первого цилиндра и далее.
- Можно убедиться, что поршень находится в такте сжатия не снимая крышку. Достаточно включить зажигание. В колпачок первого цилиндра установить свечку. Прислонить свечку к массе. Прокрутить двигатель до появления искры на контактах свечи. Искра должна проскочить до того как поршень достигнет ВМТ. Как только искра проскочила довести метку то совмещения с отливом на передней крыше.
- Самый надежный способ определения ВМТ в такте сжатия заключается в следующем. Необходимо вывернуть свечу первого цилиндра. В свечное отверстие вставить бумажный кляп. уплотнить его. При проворачивании коленчатого вала пробка выстрелит. После этого останется только совместить метки.
 В колпачок первого цилиндра установить свечку. Прислонить свечку к массе. Прокрутить двигатель до появления искры на контактах свечи. Искра должна проскочить до того как поршень достигнет ВМТ. Как только искра проскочила довести метку то совмещения с отливом на передней крыше.
В колпачок первого цилиндра установить свечку. Прислонить свечку к массе. Прокрутить двигатель до появления искры на контактах свечи. Искра должна проскочить до того как поршень достигнет ВМТ. Как только искра проскочила довести метку то совмещения с отливом на передней крыше.В этом положении производится регулировка клапанов первого цилиндра автомобиля Газель двигатель 402.
Расположение цилиндров на двигателе 402
Первый цилиндр считается от радиатора охлаждения
Для дальнейшей регулировки необходимо знать порядок работы цилиндров двигателя.
Порядок работы 402 двигателя
То есть после регулировки клапанов первого цилиндра коленвал проворачивается на 180 градусов. Половина оборота. Регулируются клапана второго цилиндра. Еще на 180 градусов регулируются клапана четвертого цилиндра. И окончательно повернув коленвал на половину оборота, регулируются клапана третьего цилиндра.
При каждом повороте коленчатого вала необходимо правильно выставить поршень следующего цилиндра в ВМТ. Проще всего после регулировки первого цилиндра провернуть коленчатый вал на половину оборота и убедится что поршень второго цилиндра встал ВМТ . для этого достаточно вставить в свечное отверстие тонкий металлический щуп диаметром 3 мм. Или отверткой.
Чтобы он уперся в поршень. По мере поднятия поршня щуп будет выдвигаться. Когда он выйдет на максимальное расстояние это будет ВМТ. С четвертым цилиндром проще. ВМТ поршня цилиндра можно выставить по метке. Он а снова подойдет к отливу на передней крышке. Третий цилиндр после проворота от четвертого снова можно определить с помощью щупа.
Регулировка клапанов двигателя ЗМЗ 402
Регулировка клапанов двигателя ЗМЗ 402 производится на всех клапанах одинаково. Раскручивается стопорная гайка регулировочного винта. Вставляется щуп между коромыслом и верхней шейкой клапана. Щуп прижимается регулировочным винтом. Так чтобы он двигался между ними с небольшим усилием.
Величина зазора для впускных клапанов составляет 0,3 мм для выпускных 0,4 мм. Отличить какой клапан впускной какой выпускной можно просто. Впускные клапана расположены напротив каналов впускного коллектора. Выпускные клапана расположены напротив каналов выпускного коллектора. После того как щуп необходимого размера прижат регулировочным винтом следует его застопорить гайкой. Сам винт требуется придерживать от прокручивания отверткой.
Двигателя ЗМЗ 402 ранее устанавливались на автомобиль «Волга» Начиная с модели ГАЗ 24. До появления двигателя ЗМЗ 406. Конечно, ЗМЗ 406 во многом превосходит старые двигателя. И в мощности и в долговечности. К тому же расход топлива на змз 406 ниже. Не требуется регулировка клапанов. Потому что применяются гидрокомпенсаторы. ЗМЗ 402 постепенно уходят из нашей жизни. Но автомобилей с этими двигателями еще очень много.
Регулировка клапанов газель 402 двигатель аналогична способу регулировки на двигателе УМЗ 417. Который устанавливается на автомобиле УАЗ. Конструктивно моторы очень похожи. Хотя существует множество отличий. Некоторые детали этих двигателей взаимозаменяемы.
Регулировка системы зажигания ЗМЗ 402 — Ремонт своими руками
От правильной настройки системы зажигания напрямую зависит работа двигателя, его экономичность и надежность.
В данной статье мы рассмотрим устройство и компоненты системы зажигания ЗМЗ 402, а также порядок установки угла опережения зажигания
Элементы системы зажигания
Одной из основных систем, необходимых для удачного пуска двигателя, является система зажигания. Для бензиновых двигателей принципиальная конструкция систем зажигания отличается совсем незначительно – существуют два вида:
• Контактная система
• Бесконтактная система
Система зажигания состоит из следующих компонентов:
1. Катушка
2. Распределитель-прерыватель искры (трамблер)
3. Коммутатор
4. Свечи зажигания
5. Замок зажигания
6. Стартер
7. Добавочное сопротивление (в отдельных случаях)
Порядок работы системы зажигания
Для ЗМЗ 402 модели этот порядок выглядит так:
1-2-4-3
Запуск мотора автомобиля производится при повороте ключа в замке зажигания – в этот момент заряд с аккумуляторной батареи поступает на стартер, который начинает вращать коленчатый вал, приводя в действие трамблер (через привод). В этот самый момент электрический ток поступает на катушку, затем через коммутатор заряд поступает на распределитель искры (трамблер), а тот в свою очередь распределяет ток через провода на свечи цилиндров.
ВАЖНО знать, что коммутатор являет собой блок из транзисторных ключей, служащий для управления токами, которые проходят через катушку индуктивности.
Раннее зажигание
Одной из наиболее часто встречающихся проблем с системой зажигания является слишком ранний угол опережения зажигания – это когда при подаче топлива в цилиндр двигателя, рабочая смесь из бензина и воздуха в камере сгорания воспламеняется гораздо раньше подхода поршня к верхней мёртвой точке. Если начальный угол опережения зажигания установлен слишком рано, тогда могут возникнуть проблемы с работой автомобиля. Чтобы избежать этого стоит обратить внимание на признаки раннего зажигания. А это:
• Двигатель не запускается с первого раза (имеет место проворачивание коленчатого вала в обратную сторону при пуске двигателя)
• Неустойчивая работа мотора на холостом ходу
• Детонация несгоревшего топлива (появляется стрекочущий звук, который не исчезает при увеличении оборотов)
• Нагар на свечах зажигания (полностью не сгоревшее топливо оседает на свече)
• Выстрелы в глушитель (топливо сгорает из-за пропуска в работе зажигания)
• Черный дым из глушителя (догорает топливо не сгоревшее в камере сгорания)
• Повышенный расход топлива
Позднее зажигание
На двигателях с карбюраторной системой питания, позднее зажигание являет собой воспламенение топливной смеси в тот момент, когда поршень уже достиг верхней мертвой точки или уже прошёл ее. При такой работе двигателя увеличивается расход топлива, ухудшаются мощность и приемистость. Основными признаками позднего зажигания являются:
• Проблема с запуском мотора (Нужно несколько попыток)
• Вялая динамика автомобиля на ходу (двигатель глохнет, когда увеличиваются обороты)
• Свечи зажигания светло-серого или белого цвета
• Выстрелы в карбюратор (происходит догорание топлива во впускном коллекторе)
• Перегрев двигателя (догорание смеси происходит при такте расширения, что способствует перегреву мотора)
Порядок регулировки системы зажигания
Для правильной установки зажигания на двигателе ЗМЗ 402, нужно учитывать следующие факторы:
• Порядок работы двигателя 1-2-4-3
• Ротор трамблера вращается против часовой стрелки
• Люфт на свече зажигания должен быть не более 0,8мм
• Значение сопротивления резистора на трамблере должен быть от 5 до 8кОм
• Значение сопротивления на свече зажигания колеблется от 4 до 7кОм
• Сопротивление обмотки статора варьируется от 0,45кОм до 0,5кОм
Сопоставление меток
Для начала установки правильного угла опережения зажигания нужно провернуть коленчатый вал в положение, которое обозначает 5 градусов. Это делается следующим образом – нужно выставить первый цилиндр в верхней мертвой точке (окончание такта сжатия). Для этого требуется совместить среднюю метку на шкиву коленчатого вала с меткой на головке блока цилиндров.
ВНИМАНИЕ. Такт сжатия на первом цилиндре можно установить, если до этого не был демонтирован трамблер – открыв его крышку бегунок будет стоять напротив внутреннего контакта провода, соединяющегося со свечей зажигания первого цилиндра.
Если таким образом определить такт сжатия не получается, то необходимо вывернуть свечу из первого цилиндра и заткнуть отверстие ветошью или бумагой. Затем следует начать проворачивать коленчатый вал до того момента, когда пробка в виде бумаги не будет удалена при помощи воздуха, создаваемым внутри цилиндра. Это и будет момент сжатия.
Регулировка угла опережения
Далее необходимо ослабить болт октан-корректора, который находится на трамблере. Здесь пригодится гаечный ключ на 10. Затем угол опережения выставляется примерно посередине шкалы (это будет нулевой показатель).
Далее все тем же ключом на 10 нужно ослабить болт-фиксатор пластинок
корректор-октана.
Следующим делом следует провернуть корпус распределителя таким образом, чтобы обе метки совпали – красная метка на головке ротора и метка на статоре. Когда корпус будет установлен в нужном положении, необходимо зафиксировать корпус трамблера одной рукой, а второй заворачивать болт.
Проверка правильности установки зажигания
Правильность установленного угла опережения зажигания проверяется на ходу автомобиля – на скорости 50-60км\ч резко нажимается педаль газа, должна последовать кратковременная детонация (1-3сек). Если детонация после этого времени пропала, то момент выбран правильно. Более точно выставить зажигание можно при помощи стробоскопа.
Данное краткое руководство поможет своими руками выставить зажигание не прибегая к помощи специалистов в домашних условиях.
Регулировка клапанов двигателя ЗМЗ 402
Несмотря на то, что ЗМЗ-402 давно снят с производства, он пользуется большой любовь российских автолюбителей. Не слишком прожорливый, он отличается потрясающей ремонтопригодностью даже по сравнению с любыми моторами ВАЗ, а его крутящего момента и мощности вполне достаточно не только для Волги, но и для достаточно тяжелой Газели. В этой статье мы расскажем о том, в каком порядке регулируют клапаны этого мотора и откроем некоторые секреты, которые позволят вам улучшить его работу.
Периодичность процедуры
Несмотря на потрясающую ремонтопригодность, по своим техническим характеристикам ЗМЗ-402 получился не слишком удачным. Нижнее расположение распредвала, наличие длинных тяг толкателей, да не слишком высокое качество деталей, все это увеличивает вибрационную нагрузку на газораспределительный механизм, а значит, сокращает временной промежуток между регулировками. Если мотор используется бережно, без работы под максимальной нагрузкой и резких стартов, то регулировку необходимо проводить каждые 15 тысяч километров. Если же водитель любит быстрые старты, езду на малой скорости и высоких передачах, а также вынужден возить тяжелые грузы или ездить по горам, то пробег сокращается до 10 тысяч километров. Если же вы используете не соответствующий головке блока цилиндров (ГБЦ) бензин, то вне зависимости от настроек зажигания клапаны на 402 двигателе необходимо регулировать через 5–6 тысяч километров. Это позволит снизить вероятность прогара клапанов и потери компрессии.
Инструменты для работы
Чтобы отрегулировать тепловые зазоры клапанов ЗМЗ-402 вам потребуются:
- ключ-трещотка с удлинителем и длинной головкой на 10 мм;
- рожковые и накидные ключи на 8, 10, 11, 12, 13 и 14 мм;
- свечной ключ;
- мощная плоская отвертка;
- крестовая отвертка;
- молоток;
- универсальный щуп;
- чистая тряпка.
Тепловые зазоры клапанов
В официальном руководстве по обслуживанию ЗМЗ-402 тепловые зазоры впускных и выпускных клапанов определены в 0,40 мм. Однако такая регулировка подходит лишь для Газелей, которые постоянно возят тяжелые грузы. Из опыта известно, что уменьшение теплового зазора до 0,25–0,3 на впускных и выпускных клапанах позволяет увеличить приемистость и тяговитость двигателя, а также снизить расход топлива. Однако, это касается лишь спокойной езды. Если вы любите ездить быстро, резко стартуете или часто ездите по горам, то зазоры необходимо увеличить до 0,30–0,35, а в особо тяжелых случаях до 0,40.
Также необходимо увеличить зазоры до 0,40, если ГБЦ под 92-й бензин, а вы ездите на 76-м(80-м). И наоборот, если головка под АИ-76 (АИ-80), а вы заливаете АИ-92. Если же ГБЦ под 92-й бензин, а вы ездите на сжиженном природном газе (СПГ), то зазор должен быть 0,35 для впускных клапанов и 0,40–0,45 для выпускных. Использовать газ с ГБЦ под 76-й бензин нельзя, быстро прогорят поршня и клапаны.
Порядок регулировки клапанов на 402 двигателе
- Отсоедините все шланги, которые отходят от клапанной крышки, а также снимите шланг устройства опережения зажигания.
- Отсоедините тросик или тягу акселератора, если они прикреплены к клапанной крышке.
- Выкрутите 6 болтов и снимите клапанную крышку. Иногда для этого приходится снимать воздушный фильтр, зависит от модели карбюратора.
- Выкрутите свечи.
- Установите поршень первого цилиндра в верхнюю мертвую точку (ВМТ). Для этого совместите третью метку на шкиве коленвала и прилив на корпусе двигателя. Коленвал вращайте с помощью стартера или лопастей вентилятора (за исключением переделанных моторов, в которых вентилятор приводится в действие электродвигателем).
- Снимите крышку трамблера и убедитесь, что бегунок находится напротив контакта 1-го цилиндра. Если нет, проверните коленвал на 1 оборот и снова совместите метки на шкиве и корпусе.
- Регулируйте клапаны в следующем порядке: 1 впускной, 1 выпускной, 2 выпускной, 3 впускной. Затем проверните коленвал на полный оборот, совместите метки на шкиве и корпусе и отрегулируйте 2 впускной, 3 выпускной, 4 впускной и выпускной. Если вы не знаете, какие клапаны впускные, а какие выпускные, то придерживайтесь следующего порядка – сначала 1, 2, 4, 6, затем 3, 5, 7, 8.
- Для регулировки клапана сделайте следующее – покачайте коромысло вперед-назад по валу, затем молотком не сильно стукните по нему над клапаном. Не перепутайте место удара. Если вы ударите над толкателем, то погнете его и толкатель придется менять.
- Придерживайте регулировочный винт ключом на 11 или мощной отверткой и открутите фиксирующую его гайку.
- Измерьте зазор и при необходимости отрегулируйте его.
- Придерживая ключом или отверткой болт, зафиксируйте его гайкой. Если зазор соответствует норме, переходите к следующему клапану, если нет, повторите регулировку.
- Установите на место свечи, крышку трамблера и высоковольтные провода.
- Заведите двигатель и убедитесь, что на все толкатели подается масло. Если масло не идет, ослабьте гайку крепления оси коромысел в районе 4-го цилиндра. Если это не помогло, мотор требует прочистки масляной системы.
- Заглушите двигатель, наденьте клапанную крышку, закрутите болты и подключите все шланги.
- Заведите мотор и дайте ему поработать до полного прогрева. Послушайте звук работы клапанов. Если вы их правильно отрегулировали, то не будет ни металлического звона, ни глухого цокота.
Видео
Двигатель ЗМЗ-402 автомобилей Газель ГАЗ-2705
______________________________________________________________________________
Двигатель ЗМЗ-402 автомобилей Газель ГАЗ-2705
Рис.А. Двигатель Газель ГАЗ-2705 (ЗМЗ-402)
1 — маховик; 2 — монтажная проушина; 3 — выпускной коллектор; 4 —
крышка головки блока цилиндров; 5 — впускной трубопровод; 6 —
шпильки
крепления головки блока цилиндров; 7 — коромысло клапана; 8 — ось
коромысел; 9 — штуцер системы вентиляции картера; 10 — головка блока
цилиндров; 11 — пружина клапана; 12 — маслоотражательный колпачок;
13 — направляющая втулка клапана; 14 — крышка маслозаливной
горловины;15 — клапан; 16 — прокладка головки блока цилиндров; 17 — насос
охлаждающей жидкости; 18 — штанга; 19 — толкатель; 20 — шкив насоса
и
вентилятора; 21 — распределительный вал; 22 — ведомая шестерня
привода ГРМ; 23 — демпфер; 24 — резиновая прослойка; 25 — шкив
коленчатого
вала; 26 — болт; 27 — передняя манжета (сальник) коленчатого вала;
28 — ведущая шестерня привода ГРМ; 29 — коленчатый вал; 30 — поддон
картера; 31 — поршневой палец; 32 — поршень; 33 — маслосливная
пробка; 34 — шатун; 35 — маслозаборник; 36 — масляный насос; 37 —
картер;
38 — картер сцепления.
Двигатель ЗМЗ-402 автомобилей Газель ГАЗ-2705 карбюраторный, четырехцилиндровый, рядный, четырехтактный с двумя клапанами на цилиндр и распределительным валом в блоке цилиндров. Порядок работы цилиндров: 1-2-4-3.
Блок цилиндров автомобилей Газель ГАЗ-2705 — литой из алюминиевого сплава, цилиндры вставные чугунные, уплотненные медными кольцами. Между цилиндрами выполнены протоки для охлаждающей жидкости.
В передней части двигателя расположен привод клиновым ремнем насоса охлаждающей жидкости, вентилятора и генератора.
К задней привалочной плоскости блока цилиндров крепится картер сцепления.
Силовой агрегат крепится к раме автомобиля на трех опорах — две резиновые подушки размещены с правой и левой сторон двигателя, а третья опора установлена под задним картером коробки передач.
Коленвал ЗМЗ-402 автомобилей Газель ГАЗ-2705— чугунный, литой вращается в пяти коренных подшипниках скольжения. Осевое перемещение вала ограничено двумя упорными шайбами.
Шатуны — стальные, кованые, двутаврового сечения, нижней (разъемной) головкой они соединяются с коленчатым валом через шатунные подшипники скольжения, верхней головкой — с поршневым пальцем.
Палец плавающего типа, он свободно поворачивается в бобышках поршня и в бронзовой втулке верхней головки шатуна. Осевое перемещение поршневого пальца ограничено двумя стопорными кольцами, установлеными в проточках бобышек поршня.
Поршни — литые, из алюминиевого сплава, с двумя компрессионными и одним маслосъемным кольцами.
Головка блока цилиндров ЗМЗ-402 автомобилей Газель ГАЗ-2705 отлита из алюминиевого сплава, с запрессованными чугунными седлами и прессованными из порошкового материала направляющими втулками клапанов.
Клапаны приводятся в действие через цилиндрические толкатели, штанги и коромысла. Каждый клапан снабжен двумя пружинами.
Распредвал Газель ГАЗ-2705— литой, чугунный, вращается в пяти подшипниках скольжения. От осевых смещений он удерживается пластиной, входящей в выточку вала и установленной на передней части двигателя.
Привод распределительного вала — косозубыми шестернями, при этом ведомая шестерня для снижения шума выполнена из текстолита или полиамида.
Система смазки двигателя ЗМЗ-402 автомобилей Газель ГАЗ-2705— комбинированная: под давлением смазываются коренные и шатунные подшипники коленчатого вала, опоры распределительного вала, подшипники валика привода масляного насоса, подшипники коромыcел, верхние концы штанг толкателей и шестерни привода распределительного вала. Остальные детали смазываются разбрызгиванием.
Масляный насос — шестеренчатый, односекционный с приводом от
распределительного вала посредством пары винтовых шестерен. В
систему смазки
встроены масляный радиатор и полнопоточный фильтр.
Система вентиляции картера двигателя автомобилей Газель ГАЗ-2705— закрытая, принудительная, с отводом картерных газов через маслоотделитель в систему впуска. Некоторые двигатели оснащены системой рециркуляции отработавших газов.
Рис.1.Система охлаждения двигателей Газель ГАЗ-2705
I – с одним отопителем; II – с двумя отопителями и электронасосом; 1 – расширительный бачок; 2 – термостат; 3 – датчик указателя температуры охлаждающей жидкости; 4 – радиатор; 5 – сливная пробка (кран) радиатора; 6 – вентилятор; 7 – ремень привода вентилятора; 8 – ремень привода насоса охлаждающей жидкости; 9 – насос охлаждающей жидкости; 10 – сливной кран блока цилиндров; 12 – электронасос системы отопления; 11, 13 – кран отопителя; 14 – радиатор дополнительного отопителя; 15, 16 – радиатор основного отопителя; 17 – основной клапан термостата; 18 – байпасный клапан.
Система охлаждения ЗМЗ-402 автомобилей Газель ГАЗ-2705 — жидкостная, закрытого типа, с принудительной циркуляцией.
Насос обеспечивает постоянный поток жидкости через рубашку охлаждения блока и головки блока цилиндров, после чего жидкость проходит через термостат и радиатор, отдавая тепло окружающему воздуху.
Рубашка охлаждения, насос, термостат и радиатор образуют «большой круг» циркуляции.
В систему охлаждения включены радиатор отопителя кабины, радиатор
дополнительного отопителя (для фургонов с двумя рядами сидений и
автобусов), и электронасос, установленый на отводящем шланге системы
отопления (для автомобилей с двумя рядами сидений и автобусов).
Количество жидкости, проходящей через радиатор отопителя не зависит от термостата и регулируется только краном отопителя.
Водяной насос двигателя ЗМЗ-402 автомобилей Газель ГАЗ-2705 — центробежного типа, размещен в передней части блока цилиндров с приводом от шкива коленчатого вала поликлиновым или клиновым ремнем. Перераспределением потоков жидкости управляет термостат, с двумя клапанами: основным и байпасным.
На холодном двигателе Газель ГАЗ-2705 основной клапан закрыт, и вся жидкость циркулирует по «малому кругу», возвращаясь сразу в рубашку охлаждения минуя радиатор. Это ускоряет прогрев холодного двигателя.
При температуре 80–84°С основной клапан начинает открываться, пропуская часть жидкости по большому кругу, а байпасный — закрывается.
При температуре 94°С основной клапан открывается полностью, а байпасный закрывается и вся жидкость циркулирует через радиатор двигателя.
Вентилятор — с шестилопастной пластмассовой крыльчаткой. Ось вентилятора вращается в двух подшипниках. Подшипники установлены в специальном кронштейне, закрепленном на крышке распределительных шестерен тремя шпильками.
Радиатор двигателя Газель ГАЗ-2705 — трубчато-ленточный, с боковыми пластмассовыми бачками. Бачки соединены с остовом радиатора через резиновую уплотнительную прокладку путем обжимки опорной пластины по фланцу бачков.
На бачках и верхней пластине остова радиатора имеются кронштейны для крепления радиатора к кузову. На левом по ходу автомобиля бачке в нижней части имеется пробка или кран для слива охлаждающей жидкости.
Рис.2. Топливная система двигателя ЗМЗ-402 автомобилей Газель ГАЗ-2705
1 — топливный насос; 2 — фильтр тонкой очистки топлива; 3 — питающий топливопровод; 4 — воздухозаборный шланг; 5 — карбюратор; 6 — воздушный фильтр; 7,9 — штуцеры; 8 — крышка фильтра тонкой очистки; 10 — прокладка; 11 — фильтрующий элемент; 12 — пружина; 13 — стакан-отстойник; 14 — держатель стакана-отстойника; 15,16 — штуцеры; 17 — крышка фильтра-отстойника; 18 — прокладка; 19 — фильтрующий элемент; 20 — пружина; 21 — корпус отстойника с кронштейном крепления; 22 — сливная пробка; 23 — сетчатый фильтр топливозаборника; 24 — кронштейн топливного бака; 25 — сливной трубопровод; 26 — топливозаборник; 27 — топливный бак; 28 — датчик указателя уровня топлива; 29 — хомут; 30 — наливная горловина; 31 — фильтр-отстойник; 32 — рычаг ручного привода топливного насоса; 33 — прокладка топливного насоса.
Система питания (топливная система) двигателя Газель ГАЗ-2705 состоит из топливного бака, топливопроводов, топливного насоса, фильтра-отстойника, фильтра тонкой очистки топлива, карбюратора К-151 с приводом дроссельных и воздушной заслонок, воздушного фильтра.
Топливо, под действием разрежения, создаваемого топливным насосом, проходит через сетку топливозаборника и по топливопроводу поступает в корпус фильтра-отстойника.
Вода и крупные механические частицы остаются в корпусе, а топливо проходит через фильтрующий элемент, состоящий из набора тонких стальных пластин, и по трубопроводу подается к топливному насосу.
После насоса топливо проходит через фильтрующий элемент фильтра тонкой очистки и поступает в карбюратор. Воздух, необходимый для образования рабочей смеси, подается в карбюратор через воздушный фильтр.
Топливный бак автомобилей Газель ГАЗ-2705— расположен с левой стороны на лонжероне рамы. При установке двух баков они расположены по обеим сторонам автомобиля.
Баки крепятся к лонжеронам при помощи кронштейнов и хомутов. Между хомутами и баком уложены картонные прокладки.
На фургонах и автобусах устанавливается только металлический бак, на остальных автомобилях могут быть установлены металлический или пластмассовый топливные баки.
Заправочная емкость металлического бака составляет 70 л, пластмассового — 60 л.
В верхней части бака автомобилей Газель ГАЗ-2705 находится топливозаборник, состоящий из трубки и фильтра в виде латунной сетки, а также датчик электрического указателя уровня топлива. В нижней части бака расположена сливная пробка.
Наливная горловина пластмассового топливного бака закреплена на задней панели кабины и соединена с баком резиновым шлангом. Резьбовая пробка наливной трубы — без клапанов.
Паровоздушный клапан соединен с баком с помощью поливинилхлоридной трубки и штуцера с шариковым клапаном, предотвращающим вытекание топлива из бака при опрокидывании автомобиля в аварийных ситуациях.
Паровоздушный клапан имеет впускной и выпускной клапаны. Впускной клапан срабатывает при разрежении в баке 0,44–3,53 кПа, выпускной — при давлении 0,39–1,62 кПа.
На фургонах и автобусах Газель ГАЗ-2705 наливная горловина бака расположена в специальной нише. Снаружи горловина закрыта лючком.
Пробка наливной горловины металлического бака имеет впускной и выпускной клапаны, аналогичные паровоздушному клапану пластмассового топливного бака.
При заполнении бака вытесняемый топливом воздух отводится в атмосферу через воздушную трубку.Топливопроводы выполнены из латунных трубок.
Трубки соединены с топливным насосом, баком, фильтром-отстойником, фильтром тонкой очистки топлива и карбюратором посредством штуцеров, конических муфт, накидных гаек и гибких шлангов со стяжными хомутами.
Сливной топливопровод отводит излишки топлива от карбюратора, что улучшает работу системы питания и пуск горячего двигателя при высокой температуре окружающего воздуха. При установке двух баков слив топлива из карбюратора в бак отсутствует.
Воздушный фильтр двигателя ЗМЗ-402 автомобилей Газель ГАЗ-2705— сухого типа, со сменным фильтрующим элементом из пористого картона установлен на карбюраторе через резиновую прокладку.
Фильтр снабжен воздухозаборным гофрированным шлангом, соединенным с металлическим патрубком, расположенным на брызговике справа.
Привод дроссельных и воздушной заслонок состоит из педали, тросика, соединяющего педаль с сектором рычага дроссельных заслонок, наконечников с сальниками, регулировочных гаек, муфт и тяги воздушной заслонки карбюратора с ручкой, расположенной на панели приборов.
Управление воздушной заслонкой карбюратора осуществляется ручкой тяги с места водителя. Когда ручка находится в исходном положении (утоплена), воздушная заслонка полностью открыта.
Топливный насос (бензонасос) двигателя автомобилей Газель ГАЗ-2705— диафрагменного типа, приводится в действие от эксцентрика на распределительном валу.
Клапан насоса состоит из обоймы, изготовляемой из цинкового сплава, резинового клапана и латунной пластины, поджимаемых пружиной из бронзовой проволоки. Над всасывающими клапанами насоса установлен фильтр, изготовленный из мелкой латунной сетки.
Для заполнения карбюратора топливом при неработающем двигателе насос имеет рычаг ручного привода. Для предотвращения попадания бензина в картер при повреждении диафрагмы в корпусе насоса имеется отверстие с сетчатым фильтром.
Топливный фильтр-отстойник двигателя Газель ГАЗ-2705установлен на левом лонжероне рамы перед топливным баком и предназначен для отделения от топлива воды и механических примесей размером более 0,05 мм.
Для слива отстоя внизу корпуса фильтра имеется сливная пробка. Для очистки топлива от механических примесей фильтр снабжен фильтрующим элементом, состоящим из набора тонких металлических пластин.
Фильтр тонкой очистки топлива устанавливается на двигателе перед карбюратором и состоит из корпуса, резиновой прокладки, уплотнительной резиновой втулки, керамического или бумажного фильтрующего элемента, пружины, стакана-отстойника и деталей его крепления.
______________________________________________________________________________
______________________________________________________________________________
______________________________________________________________________________
______________________________________________________________________________
Каталоги запасных частей и сборочных деталей
Основы головки блока цилиндровBig-Block Chevy — CarTechBooks
Том Дюфур
Наклонные головки клапанов Chevy с большим блоком в значительной степени ответственны за огромную мощность двигателя Rat и его неизменную популярность. Первоначальная конструкция головки часто упоминается как имеющая угол наклона клапана 26 градусов, хотя этот угол наклона впускного клапана является только одним из четырех углов, необходимых для численного описания углов клапана большого блока. Выхлоп наклонен на 17 градусов относительно поверхности палубы, и оба наклонены на 4 градуса в сторону.Такое сложное расположение углов клапана придает головке большого блока характерный вид «клапаны, указывающие повсюду», когда крышки клапанов сняты, и является причиной раннего прозвища «голова дикобраза», когда большой блок дебютировал в середине 1960-х годов.
Алюминиевые головки блока цилиндров для вторичного рынка предлагают огромный потенциал воздушного потока для максимального увеличения мощности.
Заводские головки Chevy с большими блоками предлагаются из алюминия и чугуна, с открытыми или закрытыми камерами сгорания, а также с овальными или прямоугольными впускными отверстиями.На вторичном рынке большинство высокопроизводительных головок представляют собой алюминиевые прямоугольные порты с открытой камерой, напоминающие оригинальные отливки LS6, хотя вы также можете купить вторичные овальные порты и чугунные головки.
Заводские головки классифицируются как высокопроизводительные (прямоугольные порты) или стандартные легковые автомобили (овальные порты). Грузовики последних моделей имеют еще меньшее овальное впускное отверстие, часто называемое портом «арахис», на головах, которые кажутся почти круглыми на входе в порт.Головки двигателей Rat отличаются уникальной комбинацией сиамских впускных каналов, соединенных с симметричными камерами сгорания, и выпускных отверстий, расположенных на одинаковом расстоянии.
В результате такого расположения каждая пара сиамских впускных желобов имеет несимметричные левое и правое отверстия. Порт на правой стороне каждой пары (если смотреть на поверхность впускного фланца) длиннее и направляет впускной заряд больше к центру камеры и называется «хорошим» портом; один из левых каналов, очевидно, называемый «плохим» отверстием, сбрасывает воздушно-топливную смесь к стенке цилиндра и обычно не течет так же хорошо, как правый канал.Эта незначительная особенность конструкции большого блока никогда не была реальной проблемой с точки зрения ограничения потенциала мощности двигателя до тех пор, пока на двигателях с большим рабочим объемом или двигателями с очень высокими оборотами не был достигнут чрезвычайно высокий уровень воздушного потока. На двигателях, приближающихся к отметке 1000 л.с. (без наддува) или превышающих ее, использование раздаточного порта только для гонок или головок в стиле Big Chief служит для выравнивания объема, формы и потока воздуха во всех восьми впускных отверстиях.
Почему инженеры Шевроле просто не сделали его зеркальным отражением, как малоблочный V-8? Потому что у большого блока есть шесть болтов с головкой вокруг каждого отверстия (если считать скрытые выступы болтов на дне двух впускных отверстий), и это определяет, где должны быть размещены впускные отверстия.Кроме того, возможно, что образовавшиеся сиамские выхлопные отверстия могут стать слишком горячими для долгосрочной надежности с более высокими уровнями мощности большого блока и, как следствие, увеличенным потоком выхлопных газов.
Овальные или прямоугольные впускные каналы
Много было сказано о различиях между прямоугольными и овальными портами, и единственный факт, с которым все согласны, это то, что каждая конструкция имеет свои сильные и слабые стороны. Все заводские высокопроизводительные двигатели имели большие прямоугольные головки портов, которые имеют более высокую скорость воздушного потока, чем производственные головки с овальными отверстиями.Однако больший объем прямоугольных отверстий обеспечивает довольно медленную скорость потока на низких скоростях, а овальные отверстия меньшего размера часто являются лучшим выбором для повседневного водителя или уличных автомобилей.
Стандартные овальные отверстия из чугуна от литейной головки «206». Примечание Стандартные чугунные прямоугольные отверстия от литейной головки «990». расстояние от портов до центрального отверстия под болт наверху. Обратите внимание, что верхние части портов почти на одном уровне с парой полозьев. нижняя часть центральное отверстие под болт.
При переделке кем-то, кто действительно знает, что делать, овальные головки с портами способны обеспечить очень хорошую производительность до 600 лошадиных сил и более. Тем не менее, большинство высокопроизводительных уличных и гоночных биг-блоков могут по-прежнему использовать преимущества больших прямоугольных головок портов. Когда я называю размер порта большим или меньшим, я хотел бы думать о площади поперечного сечения порта, но этот размер постоянно меняется по всей длине порта, поэтому наиболее распространенный способ измерения размера порта — это объем определяют в кубических сантиметрах, как и в случае с камерой сгорания.
Схема затяжки болтов с большой блочной головкой. Болты со стандартной головкой затягиваются до 70 фут-фунтов за три шага: 40, 55 и 70 фут-фунтов. Используйте герметик для резьбы на всех болтах, которые входят в водяную рубашку, что означает все блоки, кроме Bowtie и вторичного рынка. Шпильки на вторичном рынке обычно затягиваются с усилием 60 фут-фунт, но уточняйте у производителя крепежа конкретные рекомендации по крутящему моменту.
Хотя объемы впускных каналов являются ценным ориентиром при выборе головки блока цилиндров, помните, что объем порта не обязательно пропорционален расходу в отверстии, и что только потому, что одна конструкция имеет направляющие на 340 куб. голова пропускает больше воздуха или производит больше энергии, хотя обычно так и бывает.
Фактически, если две головки с бегунами разного размера имеют одинаковые номера на стендах, вам, как правило, лучше использовать меньшую рабочую головку, особенно если важны отклик дроссельной заслонки на низких оборотах и управляемость. Кроме того, сравнивая объем портов головок цилиндров с отверстиями для распределения, помните, что, поскольку эти головки имеют приподнятые места расположения полозьев, они длиннее, чем обычные впускные каналы головки цилиндров, а объем каналов больше из-за дополнительной длины. Впускной канал с выступом на 400 куб. См может быть меньше по площади поперечного сечения, чем обычный впускной канал на 380 куб.Будьте осторожны, сравнивая яблоки с апельсинами.
Существуют вторичные овальные головки портов с впускными полозьями объемом около 290 см3 и небольшие прямоугольные головки с отверстиями с отверстиями объемом около 300 см3. Готов поспорить, у вас есть годовой запас пончиков, что разница в мощности на динамометрическом стенде минимальна, и вы никогда не заметите разницы с водительского сиденья.
T he Головка GMPP (номер детали 12363400) с прямоугольными впускными портами объемом 300 куб. одинаковые степени сжатия.Овальная головка порта имеет камеры объемом 110 куб. См, а прямоугольная головка порта — камеры объемом 118 куб.
Открытые или закрытые камеры сгорания
Чугунная головка «206» конца 1960-х годов с формой ванны Чугунная высокопроизводительная головка с прямоугольным отверстием «990»
Закрытые камеры сгорания объемом 98 см3 с открытыми камерами сгорания объемом 118 см3. Обратите внимание на ленивую форму камер — D
.
Головки больших блоков все имели закрытые камеры сгорания или камеры в форме ванны, когда двигатель был представлен в середине 1960-х годов. В 1969 году была представлена открытая камера сгорания, которая обеспечивала лучший поток воздуха / топлива и лучшее горение в камере. Единственным недостатком новой конструкции камеры было то, что она была большой, около 118 куб. См по сравнению с головками закрытых камер, у которых было от 101 до 109 куб. См, поэтому для достижения тех же степеней сжатия, что и для закрытых головок камер, требовались поршни с высоким куполом.Обратите внимание, что куполообразные поршни, предназначенные для головок цилиндров с открытой камерой, не работают с головками с закрытыми камерами из-за недостаточного зазора. Открытая камера сгорания, представленная на высокопроизводительных головках с прямоугольными портами, вскоре стала использоваться в обычных головках с овальными портами для снижения степени сжатия для использования с неэтилированным бензином, а уменьшенная площадь охлаждения оказалась полезной для снижения выбросов выхлопных газов.
Головки Mark IV, Gen V и Gen VI
Все серийные головки с большими блоками имеют схожие характеристики, включая 7/16-дюймовые шпильки коромысла (кроме Gen V и Gen VI) и одинаковый рисунок крышки клапана с семью болтами.В ранних чугунных и полностью алюминиевых головках использовались свечи зажигания с уплотнением на 3/4 дюйма, в то время как большинство железных головок 1970 года и более поздних версий переключились на свечи с меньшим коническим седлом. Алюминиевые головки имеют две дополнительные резьбовые выступы под впускными направляющими для дополнительного зажима и лучшего удержания прокладки головки при использовании с блоками цилиндров, оборудованными соответствующими выступами в долине подъемника. Единственными блоками OEM с такими выступами были редкие алюминиевые блоки ZL1, но многие современные блоки вторичного рынка имеют эту дополнительную функцию.Головки Mark IV, Gen V и Gen VI имеют одинаковую схему расположения болтов, но они не являются взаимозаменяемыми из-за различных каналов охлаждения водяной рубашки. Большинство послепродажных алюминиевых головок имеют универсальную конструкцию водяного прохода, позволяющую использовать их с блоками Mark IV или Gen V / VI, но вам необходимо проконсультироваться с производителем, чтобы проверить эту функцию.
Головки поколений V и VI имеют другие проходы для водяной рубашки, чем головки Mark IV, и не работают с блоками Mark IV. (Фото любезно предоставлено GMPP).
Все серийные головки с большими блоками имеют штампованные стальные направляющие штанги под шпильками коромысла для 5 / 16-, 3 / 8- или 7/16-дюймовых толкателей, но головки поколений V / VI заменены на нерегулируемый клапанный механизм . Хотя головки поколения V / VI сохранили исходную схему расположения болтов клапанной крышки, соответствующие литые алюминиевые клапанные крышки были оснащены прочным резиновым уплотнительным кольцом вместо традиционной прокладки клапанной крышки. Во всех производственных головках используются одинаковые схемы расположения впускных и выпускных болтов, которые включают отверстие для болта между каждой парой впускных каналов.Бобышка, необходимая для этого дополнительного отверстия под болт, выступает на входе в порт, поэтому на большинстве послепродажных головок она удаляется, поскольку она не является необходимой для хорошего уплотнения прокладки.
Все серийные головки с большими блоками имели выпускной переходной канал между двумя парами сиамских впускных каналов. Полости литья над и под центральным кроссовером выхлопной системы — это глухие полости, которые ни к чему не соединяются. Некоторые вторичные впускные коллекторы не закрывают верхнее отверстие, что не вызывает никаких проблем.
Все головки с большими блоками OEM имели выпускной переходной канал для обогрева впускного коллектора и автоматической работы дроссельной заслонки, а также для подачи выхлопного газа в автомобили с системой рециркуляции выхлопных газов (рециркуляция выхлопных газов) с начала 1970-х годов. Производители высокопроизводительных двигателей стараются сохранять впускной коллектор как можно более холодным для максимальной плотности всасываемого заряда, поэтому комплекты эффективных впускных прокладок обычно включают металлические пластины, чтобы блокировать этот переходной канал выхлопа, а большинство руководителей вторичного рынка полностью удаляют положение кроссовера выхлопных газов.
Все моторные головки OEM Rat были оснащены стальными клапанами, имеющими клапанные стержни диаметром 3/8 дюйма, а общая длина впускных клапанов составляет 5,218 дюйма, а выпускных клапанов — 5,350 дюйма. Головки послепродажного обслуживания обычно поставляются с клапанами диаметром 11/32 дюйма и часто используют клапаны большей длины, чем стандартные, что позволяет устанавливать более высокие клапанные пружины, которые лучше подходят для использования с распределительными валами с большим подъемом. Штоки меньшего диаметра не только облегчают клапаны для лучшей работы на высоких оборотах, но также обеспечивают небольшое улучшение воздушного потока.Диаметр головки впускного клапана OEM составлял 2,06 или 2,19 дюйма, а диаметр головки выпускного клапана составлял 1,72, 1,84 или 1,88 дюйма. Все производственные головки и большинство послепродажных головок поставляются с традиционными седлами клапана с углом наклона 45 градусов; однако некоторые высококлассные головки для вторичного рынка доступны с сиденьями с углом наклона 55 градусов, которые обеспечивают улучшенный поток с высокой подъемной силой за счет некоторого потока с низким подъемом.
Послепродажные головки цилиндров
Подавляющее большинство головок для вторичного рынка представляют собой алюминиевые прямоугольные порты с открытыми камерами сгорания, похожие на легендарные производственные головки LS6 / LS7.Однако они намного больше, чем просто копии детали Chevy, и многие из них предлагают такие расширенные функции, как нестандартные углы клапана, больший диаметр головки клапана для большего потока, более надежные клапанные пружины для работы на высоких оборотах и ваш выбор различного впуска. размеры портов в соответствии с вашими требованиями. Некоторые предлагают поднятые порты, обычно на 0,100 дюйма на впускных портах и на 3/4 дюйма на выпускных портах.
Многие головки для вторичного рынка, такие как Edelbrock Performer RPM 454-R, имеют прямоугольный алюминиевый порт с открытыми камерами сгорания, подобные легендарным производственным головкам LS6 / LS7.(Фото любезно предоставлено Edelbrock)
Обратите внимание, что если вы планируете использовать выпускные коллекторы, разработанные для стандартных головок в моторном отсеке, вам необходимо проверить возможное столкновение коллекторов с поднятыми головками портов или сделать специальные коллекторы. Типичные спецификации материалов требуют использования алюминиевого сплава A355 или A356, обычно закаленного до спецификаций T-6, и большинство из них предлагают более мощную конструкцию с более толстыми поверхностями палубы и стенками портов, чем стандартные, что позволяет проводить дополнительные модификации опытными специалистами по головкам цилиндров.
Помимо GMPP, существует множество производителей, предлагающих высокопроизводительные головки для больших блоков Chevy, включая Air Flow Research (AFR), Brodix, Carl Foltz Engineering (CFE), Dart, Edelbrock, Pro-Filer, Racing Head. Service (RHS), Raptor (Reher-Morrison Racing Engines), Sonny’s Racing Engines (SRE), Trick Flow Specialties (TFS), World Products и, возможно, многое другое к тому времени, когда вы это прочтете. Обратитесь к производителю по вашему выбору для получения более конкретной информации, прежде чем делать окончательный выбор головки.
Современные головки для соревнований обычно имеют камеры сгорания в форме сердца, чтобы минимизировать объем камеры и увеличить площадь закалки.
Головки с распределительным портом
Несмотря на то, что оригинальная конструкция головы Chevy была хороша, ситуация действительно начала накаляться, когда инженеры GM участвовали в войнах Pro Stock в 1980-х годах. Из-за корпоративной политики в отношении двигателей участникам GM разрешалось использовать любой двигатель семейства GM в своих гоночных автомобилях, и Chevy с большим блоком, очевидно, лучше подходил для полномасштабных гонок, чем любой другой двигатель GM с большим блоком.Инженеры Pontiac воспользовались этим преимуществом, чтобы создать головку для двигателя Rat с превосходной конструкцией портов, меньшими углами клапана и меньшими по размеру более эффективными камерами сгорания.
Зона закалки или сдавливания головки блока цилиндров — это плоская поверхность, которая нависает над отверстием. Когда поршень достигает ВМТ, топливно-воздушная смесь быстро выталкивается, создавая турбулентность в камере, что значительно увеличивает эффективность сгорания.
Головка блока цилиндров Pontiac Super Duty Pro Stock (номер по каталогу 10045427) имела впускные каналы, которые были разнесены, чтобы выровнять перепад потока, присущий оригинальной конструкции сиамских портов Chevrolet, а небольшие углы клапанов требовали существенно поднятых впускных каналов для выравнивания пути воздушного потока от входа в порт до седла клапана.
После этого инженеры Oldsmobile попытались создать лучшую из возможных головок для дрэг-рейсинга и представили головку Oldsmobile Pro Stock (номер по каталогу 24502585). Руководитель Olds Pro Stock превратился в GM DRCE, разработку которого возглавил молодой Уоррен Джонсон, который вскоре стал доминирующим гонщиком NHRA Pro Stock в 1980-х и 1990-х годах.
D-образные выпускные отверстия уменьшают перепад потока между полом и крышей выпускных отверстий и помогают бороться с реверсированием.
Не следует забывать, что инженеры Chevrolet также разработали распределенную головку портов, симметричную головку портов Chevy (номер по каталогу 10051128), с аналогичными конструктивными параметрами: равномерно расположенные впускные каналы и малые углы расположения клапанов с миниатюрными камерами сгорания.
Сегодня последняя версия Olds DRCE является специальной головкой блока цилиндров для всех автомобилей с двигателями GM в соревнованиях NHRA Pro Stock, в то время как головка Pontiac Pro Stock широко копировалась производителями вторичного рынка, в результате чего появилась головка Dart Big Chief (платит дань уважения индейскому племени Понтиак), голова Большого Герцога Бродикса и голова Большого Виктора Эдельброка, с последующим дальнейшим развитием.Если вы хотите получить 1000 л.с. или более без сумматоров мощности, вам подойдут «большие» головки.
Несмотря на то, что все эти «большие» головки имеют некоторые общие конструктивные параметры, они не идентичны и для большинства из них требуются определенные согласованные компоненты, такие как поршни, впускные коллекторы и узлы коромысел вала. Для всех головок Chevy с большим блоком с распределительным отверстием требуются коромысла вала, потому что толкатели должны быть перемещены вокруг измененного места впускного отверстия, а большое смещение коромысла исключает использование традиционных коромысел, устанавливаемых на шпильках.Большинство из них принимает оригинальные восьмиболтовые крышки клапанов, разработанные Pontiac, хотя головка Edelbrock Big Victor имеет уникальный рисунок болтов на крышке клапана, позволяющий перемещать бобышки с отверстиями под болты для улучшения зазора коромысел и геометрии клапанного механизма. Это одна из причин того, что в наши дни крышки клапанов из алюминиевого листового металла настолько популярны — их можно быстро производить по одной или относительно небольшими партиями, чтобы соответствовать любой конфигурации болтов, которую вы хотите. К тому же они выглядят колоритно!
Крупноразмерный двигатель Chevy V-8 был частью автомобильной индустрии с момента его появления в 1965 году.Его влияние на улицы и гоночные трассы Америки было немедленным и явным. Со временем двигатель развивался и увеличивался в размерах, делая его с возрастом еще лучше. Теперь, примерно четыре десятилетия спустя, существует широкий спектр заводских и послепродажных опций для легендарного двигателя Chevy с большими блоками. Может быть сложно понять, какие варианты лучше всего подходят для той или иной цели, но эта книга упрощает задачу. Помимо определения и обзора всех заводских компонентов, в этой книге также подробно рассматриваются все основные жесткие детали, предлагаемые на рынке высокопроизводительных запчастей.
Уловка для создания любого высокопроизводительного двигателя состоит в том, чтобы правильно скомбинировать соответствующие компоненты, и How to Build Killer Big-Block Chevy Engines показывает читателям, как именно это сделать.
Стандартные моторные изделия US-402L Стандартные цилиндры замка зажигания двигателя
Бренд:
Номер детали производителя:
US-402L
Тип детали:
Линия продуктов:
Summit Racing Номер детали:
SMP-US402L
UPC:
7073
748
Количество:
Продается индивидуально.
Стандартные цилиндры замка зажигания двигателяНе рискуйте со старым, сомнительным или неисправным цилиндром замка зажигания, который может оставить вас в затруднительном положении. Цилиндры и ключи для сменных замков зажигания Standard Motor Products сконструированы так, чтобы превосходить технические характеристики производителей оригинального оборудования и обеспечивать надежную и не требующую обслуживания работу. Доверьте зажигание и электрическую систему вашего автомобиля стандартным моторным продуктам. Закажите модель, разработанную для вашего приложения.(Транспортные средства, оборудованные системой VATS, требуют, чтобы ключ был изготовлен с правильным сопротивлением; они включают шаблон для резки, который не запускает автомобиль.)
ГарантияК этому товару нет вопросов.
Задать вопросВопрос какого типа вы хотите задать?
×Использование некоторых деталей запрещено в Калифорнии или других штатах с аналогичными законами / постановлениями.
Позвоните, чтобы заказатьЭто деталь под индивидуальный заказ.Вы можете заказать эту деталь, связавшись с нами.
× ×Опции для международных клиентов
Варианты доставкиЕсли вы являетесь международным клиентом, который отправляет товар на адрес в США, выберите «Доставка в США», и мы соответственно оценим даты доставки.
×Cessna Flyer Association — Уроки обучения: наука об управлении двигателем самолета
апрель 2014 г. —
До моего первого полета по пересеченной местности из Сиэтла (KBFI) в Арлингтон, штат Вашингтон.(KAWO), мне сказали, что мы собираемся наклонить двигатель, когда поднимемся на крейсерскую высоту. Меня проинструктировали медленно потянуть ручку смеси на корму, пока двигатель не начнет работать, а затем вдавить ее обратно, пока двигатель не сгладится.
С тех пор я узнал немного больше о наклонах. Ниже приводится общее обсуждение основ наклона; он предназначен только для образовательных целей. За конкретными инструкциями по наклону всегда обращайтесь к руководству по летной эксплуатации или POH.
Основные сведения о красной ручке
Наклон кажется простым: поскольку плотность воздуха уменьшается с увеличением температуры воздуха и высоты, и поскольку карбюраторы и компоненты системы впрыска топлива в двигателях наших самолетов не адаптируются к этим изменениям плотности, пилотам необходимо вручную уменьшить количество топливо подается в камеры сгорания двигателя для поддержания наиболее эффективного и экономичного соотношения топливо / воздух.
Пилоты иногда слышат мнения, что при наклоне горит выпускные клапаны и что топливо дешевле, чем капитальный ремонт. На основании этих убеждений они могут сделать вывод, что наклоняться — это плохо. Однако испытания двигателей в реальных условиях — в, вероятно, самой сложной в мире испытательной лаборатории авиационных двигателей — доказали, что эти утверждения не соответствуют действительности.
Основная причина, по которой вы должны научиться правильно наклоняться, — это поддерживать работоспособность вашего двигателя. Вторая причина — сэкономить.
Двигатель самолета можно наклонить, когда он работает.Все двигатели можно безопасно наклонять во время руления — на самом деле, рекомендуется наклоняться во время руления, чтобы снизить вероятность загрязнения свечей зажигания из-за загрязнения углеродом или свинцом. Просто не забывайте всегда обогащать смесь, чтобы отрегулировать высоту плотности аэропорта перед выходом на взлетно-посадочную полосу для взлета.
Богатая смесь означает избыток топлива по сравнению с количеством воздуха. Этот избыток топлива замедляет сгорание. Избыточное топливо также вредит здоровью двигателя в долгосрочной перспективе как минимум по двум причинам.Углерод, образующийся при неполном сгорании, вместе с тетраэтилсвинцом (TEL), топливной присадкой, которая снижает возможность неконтролируемого возгорания (детонации), откладывается на штоках клапанов, головках поршней и контактных площадках поршневых колец. Более богатая, чем необходимо, смесь расходует топливо и в долгосрочной перспективе снижает эффективность двигателя.
Ориентиры на карте смеси
Как видно на иллюстрации «Ориентиры на пути к пониманию управления силовой установкой поршневого двигателя» (фото 01, стр. 28), когда красная ручка перемещается назад (наклоняется), каждый важный параметр двигателя— кроме расхода топлива — изначально поднимается.
CHT, EGT, давление внутреннего сгорания (ICP) и мощность (л.с.) — все предсказуемо возрастает; затем они предсказуемо уменьшаются. Эти ориентиры верны для каждого поршневого авиадвигателя в парке.
Уменьшается только удельный расход топлива тормозом (BSFC). BSFC — это значимое число, обозначающее количество фунтов топлива, сжигаемых в час на каждую мощность, производимую на гребном валу (фунт / л.с. / ч). Это число для поршневых двигателей самолетов варьируется от 0,35 до 0,6 в зависимости от технических характеристик двигателя, атмосферных условий и практики наклона.
Peak EGT — это точка отсчета нулевой точки для всех наклонов. Здесь все молекулы топлива и все молекулы кислорода расходуются при сгорании.
Для полного сгорания требуется примерно 15 фунтов воздуха и один фунт топлива. Это называется пиковым EGT, потому что такое соотношение топлива и воздуха обеспечивает самую высокую температуру сгорания.
На богатой стороне пика EGT избыток топлива замедляет и охлаждает сгорание; на обедненной стороне пика EGT дефицит топлива замедляет и охлаждает сгорание.
Когда смесь обедняется за пределы пика EGT, все ориентиры начинают уменьшаться. Это имеет смысл: по мере уменьшения количества топлива в топливно-воздушной смеси уменьшается и количество тепловой энергии, выделяемой при сгорании. Наклон за пределы пикового EGT называется беговым наклоном на пике (LOP).
Эксплуатация LOP резко снижает нагар и отложения TEL в высокотемпературных частях двигателя, таких как шток выпускного клапана, головка поршня и камера сгорания. Операции LOP намного «чище», а также значительно снижают количество монооксида углерода в потоке выхлопных газов.
На дорожной карте есть две вертикальные пунктирные линии. Пунктирная линия слева от пика EGT указывает на смесь с 50-градусным пиком, или ROP. Пунктирная линия справа от линии пика EGT указывает на смесь, имеющую 50 градусов LOP. (Для удобства читателей, все ссылки на градусы в этой статье даны в градусах Фаренгейта (F), если не указано иное. — Ред.)
Линии CHT и ICP относительно плоские от примерно 80 градусов ROP до момента непосредственно перед пиком, затем начинаются оба. выбросить; линия HP поднимается и достигает пика между 80 и 50 градусами ROP, а затем опускается; в то время как расход топлива (1 / BSFC) «достигает пика» — если хотите — между пиковым EGT и 50 градусами LOP.
Снова обращаясь к дорожной карте, обратите внимание, что только EGT равняется на пунктирных линиях Rich и Lean; CHT, EGT, ICP и HP все ниже на стороне наклона. BSFC в максимальной степени находится на скудной стороне.
Как число, пик EGT имеет нулевое значение для пилота, поскольку на это число влияют такие переменные, как расположение датчика в выхлопной трубе и расстояние от выхлопного отверстия цилиндра. Тем не менее, независимо от числа, пик EGT является критической точкой отсчета при наклоне.
Peak EGT — это первый указатель.Этот указатель критического наклона всегда определяется первым цилиндром, достигшим пика; это самый бедный цилиндр в двигателе при таком соотношении топливо / воздух. Научитесь игнорировать числа EGT; вы ищете того, кто первым достигнет пика, а не того, у кого самое горячее число EGT.
Важные определения
Запомните эти два определения. Наилучшая мощность — это соотношение топлива и воздуха, при котором двигатель развивает максимальную мощность при фиксированной массе воздушного потока. Мы уже говорили, что лучшая мощность достигается при пике около 80 градусов.Все двигатели GA могут иметь максимальную мощность.
Наилучшая экономия — это соотношение топлива и воздуха, при котором двигатель развивает максимальную мощность при фиксированной массе расхода топлива. На малой мощности (от 65 до 70 процентов или ниже) это наклон от 15 до 40 градусов пика. При более высоких настройках мощности точка составляет от 40 до 90 градусов пика. Очень многие двигатели GA не могут успешно эксплуатироваться при этих настройках оптимальной экономичности.
Best Power находится на богатой стороне пика EGT; Best Economy находится на стороне бережливого производства.
Разработка и установка датчиков EGT — а в последнее время и очень сложных систем контроля двигателя — предоставила пилотам инструменты, упрощающие наклон.
Винт фиксированного шага, без инструмента EGT
Один инструмент для наклона для самолета без приборов состоит из наклона до тех пор, пока не почувствуется неровность двигателя, а затем обогащения до тех пор, пока двигатель не сгладится. Другой склоняется к максимальной воздушной скорости.
Поскольку пиковая мощность в лошадиных силах достигает примерно 80 градусов ROP, это также будет отображаться как максимальная указанная частота вращения. При использовании базовых приборов трудно достичь максимальных оборотов в минуту из-за неточности аналогового тахометра.
Недостатком этого метода является то, что CHT и ICP будут близкими или равными максимальным значениям.
Одноцилиндровый или одноточечный (коллектор) EGT
В середине 1960-х годов датчик EGT был представлен в General Aviation Аль Хундере из Alcor Inc. Вскоре Cessna начала предлагать датчики EGT в качестве опции. В инструменте использовался один зонд EGT, который был установлен в одной выхлопной трубе после одного цилиндра или в выхлопном коллекторе, который объединял выхлопные газы из двух или трех цилиндров.
Один датчик EGT лучше, чем отсутствие индикатора EGT, поскольку он дает пилоту приблизительное представление о пиковой индикации EGT.Однако из-за того, что называется разбросом EGT, пилоты часто озадачиваются, когда наклоняются к пику с системой с одним датчиком, когда двигатель начинает чувствовать себя немного грубым до или когда пик EGT отображается на датчике.
Если чувствуется шероховатость, это означает, что датчик не установлен на первом (самом бедном) цилиндре до пика. Из-за разброса EGT (о котором я скоро объясню) выходная мощность на цилиндрах не совпадает; это создает заметную вибрацию. Когда это происходит, начало вибрации следует использовать как точку пика EGT.
Одиночный датчик EGT был большим шагом вперед в управлении смесями, но требовалось еще больше.
Мониторы для всех цилиндров двигателя
В 1981 году Джон Янгквист из Insight Instrument Corp. расширил наше понимание наклона, когда Insight представила небольшой монтируемый на панели прибор под названием Graphic Engine Monitor (GEM).
GEM показал EGT и CHT для всех цилиндров в графическом представлении и мгновенно показал малоизвестный факт владельцам самолетов: когда пилоты обедняли смеси, никакие два цилиндра не достигли пика наклона в одной и той же точке.
В идеальном двигателе внутреннего сгорания каждый цилиндр генерирует идентичный импульс мощности. Это требует, чтобы соотношение топливо / воздух, подаваемое в каждый цилиндр двигателя, было равномерно согласовано, но этот идеал недостижим во многих, если не в большинстве поршневых авиационных двигателей, из-за неэффективных систем впуска двигателя.
Спред EGT
Инструменты «шесть дисплеев EGT в одном» выявили характеристику, известную как спред EGT. Когда мы узнали больше о том, как отдельные цилиндры реагируют на наклон, мы поняли, что наклон к пиковому EGT путем ссылки на один зонд EGT — это чушь, поскольку у пилотов не было возможности узнать, установлен ли одиночный зонд на первом цилиндре (самом бедном) до пика. .
И если датчик находится не на первом цилиндре, достигающем пика, один или несколько других цилиндров могли уже достичь пика и сжигать смесь LOP. Хотя это не вредит двигателю на уровнях мощности ниже 60 процентов, это приводит к менее плавному двигателю.
Пиковая обедненная смесь (LOP)
Поскольку теперь мы знаем, что работа двигателя со смесью, которая находится на обедненной стороне пикового EGT, приводит к более низким EGT, CHT и ICP, почему не все летают таким образом?
Использование LOP не только снижает скорость полета, но и значительно снижает расход топлива.Обычно потеря скорости составляет около 10 процентов; Увеличение дальности составляет около 20 процентов. Но основная причина, по которой большинство пилотов не летают по прямой, заключается в том, что они не умеют; их двигатели не позволят им.
Распространение EGT вызвано неэффективным распределением топлива из-за нерегулируемых факторов двигателя, таких как рудиментарные системы впуска, неэффективное смешивание топлива и воздуха в карбюраторах и простые системы непрерывного впрыска топлива, которые являются нормой для большинства самолетов Cessna.
Я установил переключаемый шестицилиндровый датчик EGT в свою Cessna 182J 1966 года, затем попытался наклониться, чтобы получить LOP для всех шести цилиндров.Во время своих попыток я пришел к выводу, что невозможно управлять этим карбюраторным двигателем LOP, поскольку количество топливно-воздушной смеси, поступающей в камеру сгорания каждого цилиндра, сильно варьировалось. Разброс EGT часто составлял 150 градусов. (См. Фото 02, стр. 31.)
Впрыск топлива — ответ?
Двигатели, оснащенные системами впрыска топлива, лучше справляются с распределением топлива, поскольку как система типа Bendix, используемая в двигателях Lycoming, так и система, используемая в двигателях Continental Motors, подают топливо по отдельным трубкам к форсункам впрыска топлива рядом с впускным клапаном каждого цилиндра.
Тем не менее, даже с этим преимуществом все еще существует разброс EGT, поскольку впускные коллекторы двигателя вызывают отклонения в подаче воздуха от цилиндра к цилиндру. Чтобы уменьшить разброс EGT в двигателе с впрыском топлива, топливные форсунки должны соответствовать изменениям воздушного потока в каждом цилиндре.
LOP в полете — но только если ваш двигатель впрыскивается в двигатель
General Aviation Modifications Inc. (GAMI) из Ады, штат Оклахома, имеет самую сложную испытательную камеру для двигателей в стране. Компания GAMI использовала данные, полученные при испытаниях двигателя на испытательной камере, для разработки комплектов форсунок системы впрыска топлива, называемых GAMIjectors, которые компенсируют отклонения и сокращают разброс EGT.
GAMIjectors делают LOP-операции реальностью для пилотов, и этот продукт предназначен почти для всех двигателей с впрыском топлива в парке GA.
GAMI также разработала предложения по обеднению смеси двигателей, основанные на данных, собранных во время испытаний двигателя. Это привело к тому, что GAMI называет своими предложениями «красного ящика». (См. Фото 03, стр. 32.)
Идея проста: наклониться, чтобы не попасть в красную рамку, удерживает ICP ниже 750 фунтов на квадратный дюйм, снижает вероятность подъема CHT выше 380 градусов и снижает нагрузки на коренные и шатунные подшипники за счет перемещение самого высокого ICP к идеальной точке вращения коленчатого вала после верхней мертвой точки (ВМТ).
Идеальная синхронизация ICP
Тестирование красного прямоугольника GAMI показало, что идеальная синхронизация для пикового ICP составляет от 16 до 18 градусов вращения коленчатого вала ATDC. Время пикового ICP можно контролировать как на стороне ROP, так и на стороне LOP; горение замедлено с обеих сторон.
Как можно увидеть на странице 32 (фото 03), внешние края наклонных коробок красного прямоугольника смещаются все дальше и дальше от пикового EGT на богатой стороне с каждой более высокой настройкой мощности.
Означает ли это, что каждый пилот каждого самолета поступил бы разумно, если бы придерживался рекомендаций красной рамки для наклона? Это зависит от двигателя вашего самолета.Я спросил у главы ГАМИ, есть ли в моем самолете красный ящик под 180-сильный двигатель Lycoming; он сказал нет.
Предложения с красной коробкой — важные соображения для владельцев самолетов с большей мощностью и двигателями с более высокой степенью сжатия.
Руководящие принципы
Цитата в начале этой статьи представляет собой руководство по обеднению двигателей без впрыска топлива. Наклон к пиковому EGT при настройках мощности, рекомендованных производителями двигателей (75 процентов мощности или ниже для Lycoming; 65 процентов или ниже для Continental), действительно приводит к высоким CHT и ICP и дает далеко не идеальное время пикового ICP.
Наклон для максимальной мощности (скорость проходки от 80 до 100 градусов) обеспечит максимальную скорость. Он также дает высокий CHT, но поскольку он богаче, чем пик EGT, пик ICP будет происходить ближе к идеальному времени.
Теория «красной коробки» предполагает, что любой двигатель с мощностью 75% должен иметь наклон почти до 150 градусов ROP; при увеличении скорости проходки на 65 процентов до скорости проходки 80 градусов или выше. Настройки смеси в красной рамке гораздо более консервативны, чем предложения производителя двигателя.
Одним из инструментов, разработанных для помощи в наклоне красного ящика, является APS Power Wheel от Far West Aviation.Этот инструмент, показанный на фото 04 на странице 32, был разработан в соответствии с рекомендациями GAMI.
Пользователи настраивают четкую шкалу Lexan, чтобы согласовать свою крейсерскую высоту с давлением в коллекторе двигателя; тогда OAT выше или ниже стандарта ISA учитывается для этой высоты. Сканирование шкалы оборотов двигателя показывает процент мощности и настройку смеси, рекомендованную красным квадратом. (Электронная версия этого инструмента доступна для пользователей Apple iPhone и iPad в App Store; выполните поиск в разделе «Power Wheel.»- Ред.)
Трюки с наклоном в аэропорту на большой высоте
Поскольку плотность воздуха уменьшается по мере того, как мы поднимаемся над уровнем моря, смеси становятся богаче. Сообразительные пилоты склоняются к взлету, когда высота плотности превышает 3000 футов. Для обеспечения летных характеристик при полете из аэропортов с большой высотой? Самолеты без EGT-приборов должны набирать максимальные обороты на полной мощности перед выходом на взлетно-посадочную полосу для взлета. Затем слегка обогатите смесь для дополнительного охлаждения.
Для самолетов с приборами EGT гораздо проще (и тише) наклоняться для взлета с большой высоты. Во время начального разбега при взлете пилоты, использующие систему с одним датчиком, должны наклоняться до тех пор, пока стрелка не окажется в том же месте на шкале датчика, что и при взлете из аэропорта на уровне моря.
Наклоняться для всех систем цилиндров просто, если пилоты отмечают число EGT при полном открытии дроссельной заслонки (в аэропорту на уровне моря) на одном цилиндре — не имеет значения, какой из них — и склоняются к этому числу на этом цилиндре для взлета.
Пилоты, управляющие самолетами с двигателями с турбонаддувом или с турбонаддувом, не наклоняются при взлете с большой высоты.
Наконец, есть еще один рабочий номер двигателя, который всегда следует учитывать во время всех процедур обеднения: температура головки цилиндров. Наука, которая предсказывает усталость металла (а также обширный мониторинг испытательных ячеек), показала, что цилиндры живут долго и процветают, когда температура CHT поддерживается ниже 380 градусов.
Всякий раз, когда CHT поднимается выше 380 градусов, это чертовски хорошая идея сделать все возможное, чтобы снизить эти температуры.Действия по уменьшению CHT включают снижение мощности, открытие заслонок капота, выравнивание угла набора высоты и обогащение топливно-воздушной смеси.
Дополнительное образование
Хотите узнать больше о наклонах и науке об управлении двигателем вашего самолета? Я рекомендую вам прочитать «Базовые и расширенные системы EGT для световых самолетов», написанные Касом Томасом и редакторами Light Plane Maintenance. Подержанные копии доступны на eBay и Amazon.
Если вы хотите поступить в «аспирантуру» по работе с двигателем, подумайте о зачислении на онлайн-курс «Engine Management Made Easy» семинара Advanced Pilot; Вы можете пройти семинар, не выходя из собственного дома.Этот курс особенно полезен для пилотов, которые учатся управлять мощными двигателями с турбонаддувом и системой впрыска топлива.
Стив Эллс был A & P / IA в течение 43 лет и является коммерческим пилотом с рейтингом по приборам и многомоторным двигателем. Элс также любит многоцелевые самолеты и самолеты в стиле кустарников. Он бывший технический представитель и редактор Ассоциации пилотов Cessna и работал помощником редактора AOPA Pilot до 2008 года. Эллс является владельцем Ells Aviation (EllsAviation.com) и живет в Пасо Роблес, Калифорния.с женой Одри. Присылайте вопросы и комментарии по адресу.
Ресурсы
Мониторы двигателей, сторонники CFA
Electronics International, Inc.
buy-ei.com
Insight Instrument Corp.
insightavionics.com
JP Instruments, Inc.
jpinstruments.com
Топливные форсунки
Общие авиационные модификации Inc. (GAMI)
gami.com
Компьютер управления питанием
Far West Aviation
farwestaviation.com
Дополнительные материалы для чтения и изучения
«Базовые и усовершенствованные системы EGT для легких самолетов» Кас Томас
Belvoir Publications, Inc., 1989
«Управление двигателем стало проще»
Семинары для опытных пилотов
advancedpilot.com
Десять самых больших лжи о поршневых авиационных двигателях
Lie # 1:
Двигатели Lycoming лучше, чем двигатели Continental.
(или наоборот)
Свой первый самолет я купил 30 лет назад. Это была Cessna 182 с двигателем ContinentalO-470-R. С тех пор у меня было несколько самолетов, и каждый из них, по совпадению, был оснащен крупнокалиберным Continental.Мои двигатели всегда выдерживали межремонтный период и были относительно безотказными. Поэтому неудивительно, что я в некоторой степени фанат двигателей TCM.
Столь же неудивительно, что по крайней мере половина пилотов и владельцев самолетов, которых я встречаю, являются лояльными фанатиками. Они дерзко заявляют: «У меня никогда не было самолета с двигателями Continental!» Если вы спросите, почему, они расскажут вам серию анекдотических эпизодов о том, как их Turbo Saratoga с двигателем Lycoming преодолела отметку в 1000 часов после TBO, в то время как их лучшему другу пришлось снести заводской ремонт TCM на своем Mooney 231 или Beech B36TC. всего 475 часов.
Давайте установим рекорд. Двигатели Lycoming и TCM очень похожи по конструкции, в них используется очень похожая технология и металлургия. Обе модели представляют собой горизонтально-противоположные конструкции с воздушным охлаждением, с соединенными болтами алюминиевыми половинами корпуса и цилиндрами на болтах с алюминиевыми головками, отлитыми в песчаную форму, навинченными на стальные азотированные стволы. В обоих используются системы зажигания с двойным магнето с фиксированным временем и клапанные механизмы с подвесными коромыслами, полые толкатели с кожухом и гидравлические клапанные подъемники.Оба используют одинаковые степени сжатия, одинаковые красные линии оборотов в минуту и одинаковые отношения мощности к рабочему объему. И оба имеют сопоставимые показатели надежности и долговечности.
Определенные проблемы чаще возникают с той или иной маркой. У Continentals намного больше трещин в картере, разделений между головками и преждевременного износа направляющих клапанов, чем у Lycomings. С другой стороны, Lycomings гораздо чаще страдают от заклинивания и поломки клапанов, а также сколов кулачков и подъемников.
Некоторые модели TCM и Lycoming имеют лучшую репутацию, чем другие модели TCM и Lycoming.Например, серия TCM TSIO-360 (используемая в Mooneys, Skymasters и различных других самолетах), как правило, более хлопотна и требует более интенсивного обслуживания, чем другие Continental. Аналогичным образом, двигатель Lycoming O-320-h3AD имел печальную историю проблем с кулачком и подъемником при нерегулярных полетах и работе в холодном климате.
Но хотя некоторые конкретные модели TCM и Lycoming подвержены проблемам, просто неверно делать общее утверждение, что двигатели одного производителя более надежны, чем двигатели другого.Это не так.
Lie # 2:
Двигатели с турбонаддувом хлопотны, неэффективны и дороги.
Когда я тридцать с лишним лет назад научился летать на Восточном побережье, турбонаддув был ругательством. Все говорили, что турбины дорогие, неэффективные, трудоемкие и проблемные; это сокращает межремонтный период и резко увеличивает эксплуатационные расходы и не имеет смысла, если вы не живете в горах. По крайней мере, так все говорили.
Что ж, все ошибались.Я владел, эксплуатировал и обслуживал двухцилиндровый двигатель Cessna с турбонаддувом последние одиннадцать лет. Это самый надежный самолет из всех, что я когда-либо делал: надежный, эффективный и практически безотказный. Оба двигателя преодолели межремонтный интервал на 500 часов без выключенного цилиндра, и когда они, наконец, получили специальность, они оказались в отличной форме.
Большинство аргументов против турбонаддува, которые вы слышите, — чушь. Например, возьмем утверждение, что двигатели с турбонаддувом неэффективны.Действительно, большинство двигателей с турбонаддувом имеют более низкую степень сжатия, чем их аналоги с обычным наддувом (обычно 6,5: 1 против 7,5: 1), и что турбонаддув будет сжигать немного больше топлива при любом заданном уровне мощности. Но удельный расход топлива — это только часть истории. Другая часть заключается в том, что аэродромы намного эффективнее на больших высотах, которые позволяет турбонаддув.
Например, набирая высоту от 6000 до 12000 футов и снижая мощность с 75% до 65%, мой Turbo 310 может лететь на 5 узлов быстрее, чем безнаддувный 310, и делать это при меньшем расходе топлива.Если я захочу использовать кислород и подняться на эшелон FL200, я могу обогнать 310 без турбонаддува на 25 узлов без потери расхода топлива. Самолет без наддува более эффективен, чем турбонаддув, только если вы заставляете оба самолета лететь на одной и той же малой высоте, и такое сравнение не имеет смысла.
Как насчет утверждения, что двигатели с турбонаддувом намного дороже в эксплуатации и обслуживании? Это правда, что турбины более уязвимы для злоупотреблений в руках неуклюжего пилота. Если ваш самолет используется для тренировок или аренды и на нем летает много пилотов, вам, вероятно, не нужен турбомотор.Но если исключить такие злоупотребления, мой анализ наихудшего случая показывает, что двигатель с турбонаддувом мощностью 300 л.с. должен стоить не более чем на 10 долларов в час больше, чем его безнаддувный собрат. Если учесть, что самолеты, использующие такие двигатели — Bonanzas, Centurions, Saratogas и т. Д. — обычно стоят от 100 до 150 долларов в час в час, то можно увидеть, что разница составляет
долларов.Lie # 3:
Современное мультивязкое масло обеспечивает превосходную смазку и более длительный срок службы двигателя по сравнению со старым однотонным маслом.
В течение 70-х и 80-х годов произошел резкий переход от одинарных масел к мультивязким маслам операторами самолетов авиации общего назначения … в значительной степени благодаря очень эффективным рекламным кампаниям Shell и Mobil, рекламирующих их мультивязкие продукты (Aeroshell 15W50 и Mobil AV 1) как величайшее авиационное новшество со времен носового колеса.
В течение того же 20-летнего периода резко увеличилось количество преждевременных проблем с двигателем у принадлежащего владельцу G.A. флот. Это не было совпадением.
В отличие от «рабочих самолетов», которые летают почти каждый день, большинство самолетов, которыми управляют владельцы, проводят большую часть своей жизни в подушках безопасности. Самый большой враг двигателей — это не недостаточная смазка. Это ржавчина.
МаслоMulti-vis просто не обеспечивает такой эффективной защиты от ржавчины, как однотонное масло. Определяющая характеристика мультивязкого масла — тот факт, что оно не загустевает при низких температурах — делает его плохим ингибитором коррозии. В периоды неиспользования мультивизорное масло смывается со стенок цилиндров и выступов кулачков гораздо быстрее, чем густое однотонное масло, делая эти детали уязвимыми для коррозии с последующим растрескиванием и, в конечном итоге, разрушением.
А как насчет превосходных смазывающих свойств масла multi-vis? В основном койка!
Оказывается, мультивязкое масло на не на лучше, чем на обычное масло. На самом деле оно немного хуже. Причина в том, что мультивязкое масло получают, начиная с жидкого, однотонного нефтяного сырья и добавляя искусственные полимеры, называемые «антисимволы вязкости», которые увеличивают вязкость при повышении температуры. Однако такие улучшители VI не являются смазочными материалами, и их добавление фактически вытесняет определенное количество базового масла (порядка 10%).Другими словами, в литре одинарного масла больше «масла», чем в литре мультивизатора.
В этом нет ничего страшного, поскольку требования к смазке большинства поршневых авиационных двигателей довольно скромны (по сравнению, например, с автомобильными двигателями). Важным является тот факт, что одинарное масло лучше защищает двигатель от ржавчины в период простоя. Вот почему мы давно рекомендуем одномоментное масло для любого двигателя, который не запускается хотя бы раз в неделю.
К счастью, после двух десятилетий мании многовидности теперь выясняется, что все больше и больше G.A. Операторы начинают осознавать недостатки мультивязкого масла и возвращаются к однотонному. Все большее количество ремонтных мастерских с самым высоким рейтингом в настоящее время рекомендуют использовать масло на одну массу.
Ложь № 4:
Если вы не умеете летать регулярно, по крайней мере, обязательно переворачивайте винт вручную каждую или две недели, чтобы перераспределить масло.
Вот и действительно тупая идея! Интересно, кто это первым придумал?
Двигатели, которые не летают регулярно, уязвимы для ржавчины, потому что масляная пленка, защищающая их стальные детали от коррозии, начинает срываться через неделю или две.Виной всему гравитация — масло течет сверху вниз, поэтому наибольшему риску подвержены верхние части отверстий цилиндров, верхние части кулачков и т. Д.
Теперь предположим, что вы вручную переворачиваете опору. Это «перераспределяет масло»? Конечно же! Он соскребает масло с верхней части цилиндров и ускоряет его движение вниз по склону. То же самое и с кулачками и подъемниками.
Теперь я прекрасно понимаю, что по крайней мере один из производителей двигателей рекомендует периодически переворачивать винт вручную в своих рекомендациях по «летному хранению».Однако я все еще утверждаю, что единственный способ пополнить защитную масляную пленку — это с большой энергией облить большим количеством масла внутренности вашего двигателя. И единственный способ сделать это — запустить двигатель на высоких оборотах… желательно, управляя самолетом, прикрепленным к нему. Если перевернуть опору вручную, ее нельзя разрезать.
Ложь № 5:
Чем меньше масла горит в двигателе, тем лучше.
Соберите несколько владельцев самолетов за кружкой пива, и разговор неизбежно перейдет к потреблению масла.«Я использую только кварту за 30 часов», — скажет он. «Ничего подобного, — хвастается другой владелец, — мне не нужно добавлять масло для макияжа между 50-часовой заменой масла!» Владельцы, хвастающиеся этим, вероятно, не понимают, что они, вероятно, не дойдут до TBO без дорогостоящего среднесрочного капитального ремонта! Оказывается, сверхнизкий расход масла часто является плохим предзнаменованием, когда речь идет о долговечности цилиндров.
Для того, чтобы цилиндр выдержал ТО, он должен быть защищен от истирания металла о металл поршневыми кольцами.Эта защита обеспечивается масляной пленкой, которая покрывает корпус цилиндра, заставляя кольца «гидропланетировать», а не задирать ствол.
Итак, если цилиндр должным образом покрыт маслом, часть этого масла неизбежно сгорит в процессе сгорания. Вот почему потребление определенного количества масла совершенно нормально.
Сверхнизкий расход масла указывает на одно из двух: либо масляная пленка слишком тонкая, либо масло не достигает критических верхних частей стенок цилиндра, где компрессионные кольца меняют направление в верхней мертвой точке (так называемая «кольцо-степарея»).Без надлежащей смазки существует высокий риск контакта металла с металлом между компрессионными кольцами и стенкой цилиндра.
Опыт показывает, что расход масла ниже, чем примерно кварта за 20 часов, не может служить хорошим предзнаменованием для длительного срока службы цилиндра. Становится вероятным износ цилиндра в области ступенчатого кольца, что приводит к быстрому ухудшению сжатия и ускорению расхода масла через 500-1000 часов.
Хотя низкий расход масла всегда считался признаком герметичного, хорошо обкатанного двигателя, есть веские доказательства того, что литр за 30 или 40 часов вполне может быть очень хорошим.
Lie # 6:
Чем ниже температура масла в двигателе и температура головки блока цилиндров, тем лучше.
Оказывается, понятие «круче лучше» не совсем верно. В то время как чрезмерно высокие температуры вредны для вашего двигателя, низкие температуры тоже не помешают.
Измерьте температуру масла. У большинства наших самолетов есть датчики температуры масла, которые имеют зеленую дугу, работающую от 75F до 240F, с красной линией при 240F. Теперь на 240F намного жарче, чем мы хотели бы видеть.Имейте в виду, что датчик температуры масла обычно располагается в том месте масляной системы, где масло наиболее холодно, часто рядом с выпускным отверстием маслоохладителя. Таким образом, если манометр показывает 240F, масло, вероятно, достигает самой горячей точки в своем контуре через двигатель, близкой к 280F. Он достаточно горячий, чтобы масло на нефтяной основе окислялось и разлагалось с ускоренной скоростью. Нам либо нужно снизить температуру масла, либо очень часто менять масло.
С другой стороны, температура масла ниже 170F или около того на манометре представляет другую проблему… а именно то, что масло, вероятно, не достигает точки кипения воды в самой горячей точке своего путешествия.Почему это важно? Каждый раз, когда мы выключаем двигатель, капля воды конденсируется внутри охлаждающего двигателя и стекает в масляный насос. Если мы не избавимся от этой воды в следующий раз, когда полетим, внутри двигателя будет происходить постепенное накопление воды. Эта вода будет смешиваться с серой и азотом, побочными продуктами сгорания, с образованием серной и азотной кислоты. И это начнет разъедать внутренности нашего двигателя. Решение состоит в том, чтобы убедиться, что масло достаточно горячее, чтобы выкипеть захваченная вода, чтобы образовавшийся пар безвредно выходил из сапуна.
Температура масла на манометре от 180F до 200F достаточно высока, чтобы избавиться от этой воды, но достаточно прохладна, чтобы не ускорить разложение масла. Так что это идеальное место, где мы хотели бы видеть наш датчик температуры масла в полете.
А как насчет температуры головки блока цилиндров? Датчик CHT на TCMengine обычно имеет зеленую дугу от 200F до 460F с красной линией при 460F. Lycomings обычно имеют красную линию CHT 500F. Опять же, красная линия CHT слишком горячая для оптимальной долговечности двигателя.При таких температурах алюминиевые головки цилиндров подвержены растрескиванию, а направляющие выпускных клапанов подвержены ускоренному износу.
С другой стороны, CHT ниже примерно 300F создают другую проблему: загрязнение свинцом. Двигатели Ourengines работают на сжиженном газе, который содержит большое количество тетраэтилсвинца (TEL). Evenso, называемый «100LL», содержит достаточно TEL, чтобы Агентство по охране окружающей среды не спало по ночам. Цель TEL — повысить октановое число (сопротивление детонации) топлива. К сожалению, он также может вызывать отложения свинца в двигателе, особенно на искровых плюгеэлектродах и в канавках поршневых колец.
Чтобы предотвратить такое загрязнение свинцом, сжиженный газ содержит «агент, удаляющий свинец», называемый дибромид этилена, задача которого заключается в растворении избыточного свинца и обеспечении его безвредного выхода из выхлопной трубы. Однако дибромид этилена не справляется со своей работой по улавливанию, если температура сгорания не достаточно высока. Вот почему проблемы со свинцовым обрастанием обычно возникают, когда CHT ниже 300F.
В идеале мы должны стараться поддерживать CHT в диапазоне от 350F до 400F, насколько это возможно. Это достаточно круто, чтобы держать головки цилиндров и направляющие клапана в хорошем состоянии, но достаточно горячо для эффективного удаления свинца.
Ложь № 7:
Агрессивный наклон приводит к сгоранию клапанов и детонации.
Боязнь красной ручки — одна из самых пагубных областей дезинформации среди пилотов общей авиации. Большинство пилотов большую часть времени работают слишком богато из-за ошибочного убеждения, что наклон может повредить их двигателю. В результате обычно возникают проблемы: засорение свечей зажигания, ускоренный износ направляющей выпускного клапана и заклинивание выпускных клапанов.
Lycoming давно разрешил наклон до пикового EGT при любых круизных настройках с мощностью до 75%.TCM разрешает наклон к пиковому EGT до 65%, и его последние рекомендации даже поддерживают работу на обедненной или пиковой нагрузке для многих двигателей с большим диаметром цилиндра, при условии, что двигатели будут работать плавно при работе на такой обедненной смеси.
Вопреки распространенному мнению, агрессивный наклон не вызывает ожогов клапанов. Большинство сгоревших клапанов являются результатом чрезмерного износа направляющей клапана или загрязнения штока клапана.
Агрессивный наклон тоже не вызывает детонацию. Большинство наших двигателей не могут взорваться при крейсерской мощности, при условии, что мы не превысим красную черту CHT или попытаемся сжечь загрязненное топливо.Более того, недавние испытания двигателей Lycoming, проведенные ASTM, показали этот удивительный результат: детонация наиболее вероятна при настройке смеси на 11% выше стехиометрической (то есть существенно более богатой, чем пиковая EGT).
Наклоняйтесь настолько агрессивно, насколько позволяет книга. Для Lycomings это означает пиковое значение EGT при всех настройках круизной мощности до 75%. Для континенталов: наклон до пика EGT до 65%, насыщение в 50F, пик на 75%. Для двигателей с турбонаддувом также ограничьте TIT до 1600F.
Наклонитесь при всех наземных операциях, кроме запуска двигателя.Особенно важно наклоняться при рулении и разбеге. Поскольку EGT обычно зашкаливает на холостом ходу, лучший метод — это наклониться для пиковых оборотов на холостом ходу.
Ложь № 8:
Крейсерский режим при высоком давлении в коллекторе и низких оборотах («избыточный квадрат») — это плохо.
Старая поговорка о том, что нельзя допускать превышения MP выше 100 оборотов в минуту — ерунда! К счастью, похоже, что этот, наконец, движется к заслуженной смерти после десятилетий принятия его как Евангелие бесчисленным количеством пилотов с благими намерениями.
TCM и Lycoming разрешают работу в крейсерском режиме на 1–3 дюйма «над квадратом» для большинства двигателей без наддува и на 9–12 дюймов «на перекрестке» для большинства двигателей с турбонаддувом.Проверьте круиз-карты в вашем POH или, что еще лучше, получите руководство по эксплуатации вашего двигателя.
Работа на минимальных оборотах и максимальных MP (в пределах допустимого диапазона) действительно помогает вашему двигателю прослужить дольше. Работа на низких оборотах дает множество преимуществ: лучшее сжатие цилиндра, более низкие потери на трение, повышенный КПД гребного винта, более холодные рабочие клапаны, более низкие EGT и TIT, а также более тихая кабина.
Крейсерская скорость на самых низких оборотах и максимальном MP, которые предусмотрены книгой, для желаемого процента мощности.Обычно у вас есть несколько возможных комбинаций RPM / MP на выбор на более низких высотах в самолете без наддува и практически на всех высотах в самолете с турбонаддувом.
Ложь № 9:
Продолжение использования двигателя сверх рекомендованного производителем TBO опасно, незаконно и может привести к аннулированию вашего страхового покрытия.
Фигня!
Прежде всего, важно понимать, что TBO — это актуарная цифра … лучшее предположение производителя о том, как долго типичный двигатель сможет проработать, прежде чем потребуется капитальный ремонт.Некоторые двигатели этого не сделают. Другие двигатели пройдут мимо TBO в отличной форме и обеспечат много сотен дополнительных часов надежной работы до того, как будет оправдан их демонтаж.
Считайте опубликованные TBO аналогичными опубликованным данным о продолжительности жизни человека. Мы не ожидаем, что все люди доживут до этого возраста, а затем упадут. Некоторые умрут раньше времени, другие переживут своих детей. Конечно, мы не усыпляем произвольно людей, когда они достигают среднего ожидаемого возраста!
Опубликованный TBO не имеет юридического значения для большинства из нас, летающих в соответствии с FAR Part91.Для коммерческих операторов согласно Части 135 TBO теоретически является «обязательным», потому что TCM и Lycoming публикуют свои цифры TBO в форме сервисного бюллетеня, а операторы Part 135 должны соблюдать сервисные бюллетени. Тем не менее, оператор Part 135 может подать заявку в свой местный FSDO на продление TBO, и такое продление обычно предоставляется FAA. Например, одна компания, которая управляет огромным парком самолетов Cessna 402 (опубликованный TBO составляет 1600 часов), имеет разрешение FAA на использование 2400 часов до капитального ремонта.
Ваш авиаперевозчик не заботится о том, закончился ли у вашего двигателя TBO. Ваша политика просто требует, чтобы ваш самолет и его пилот были законными в соответствии с FAR. Как мы видим, опубликованные TBO не имеют юридических последствий для операторов согласно Части 91. Операторам Part 135 необходимо запросить разрешение FAA, прежде чем пролететь мимо TBO, но такое разрешение является обычным явлением.
Мы рекомендуем выполнять капитальный ремонт двигателя, когда он устанет, а не через какое-то произвольное количество часов.
Ложь № 10:
Заводской ремонт лучше, чем капитальный ремонт на месте, потому что только завод предлагает настоящий двигатель с нулевой синхронизацией.
Верно, что двигатель, восстановленный на заводе, идет с журналом учета нулевого времени, а двигатель после капитального ремонта его нет, но это не по той причине, о которой вы можете подумать.
Когда ваш двигатель отремонтирует Мэттитак, RAM, T.W. Смит, Виктор или кто-либо еще, этот двигатель сохраняет большую часть своих оригинальных деталей, а также его серийный номер, табличку с техническими данными, журнал двигателя или другие записи о техническом обслуживании. Модернизированный двигатель, который вы получаете обратно, по закону является тем же двигателем, который вы прислали, но все он очищен множеством новых деталей.
С другой стороны, когда TCM или Lycoming получают сердечник биения от клиента, этот двигатель теряет свою идентичность. Табличка с данными удалена и уничтожена. Половинки корпуса очищены, осмотрены и добавлены в большую кучу многоразовых половинок корпуса. Коленчатый вал очищается, проверяется и добавляется к большому количеству многоразовых кривошипов. То же самое и с распределительными валами, шатунами, вспомогательными шестернями и т. Д. Эти повторно используемые детали становятся «анонимными», потому что они больше не связаны с каким-либо конкретным серийным номером двигателя.
Теперь, когда TCM или Lycoming строят восстановленный на заводе двигатель (в просторечии, но неправильно именуемый «заводским ремонтом»), они извлекают некоторые «анонимные» половинки картера из одной кучи, «анонимный» коленчатый вал из другой и так далее. Когда двигатель полностью собран, он получает новую табличку с данными, новый серийный номер и новый журнал.
Журнал начинается с нулевого срока службы. Почему ноль? Потому что другой разумной цифры для занесения в бортовой журнал нет. Половинки случая, конечно, не нулевые, но нет никаких данных о том, сколько времени они накопили.Коленчатый вал может быть не новым, но нет данных о том, сколько времени на кривошипе. И так далее.
Короче говоря, журнал «нулевого времени», который поставляется с двигателем, восстановленным на заводе, никоим образом не подразумевает, что двигатель «новее» или «лучше», чем после капитального ремонта на месте. Все это означает, что повторно используемые компоненты в двигателе имеют неизвестное наследие … никто не знает, сколько времени они находились в эксплуатации до того момента, когда были очищены, проверены и повторно использованы в вашем двигателе!
Варианты блоков двигателядля создания двигателей LS большого дюйма • Двигатель LS DIY
Изготовители двигателей так часто сравнивают блок двигателя с фундаментом дома, что эта аналогия превратилась в банальное клише.Однако для этого есть веская причина, поскольку каждый компонент двигателя прикреплен к блоку. Напряжения внутреннего сгорания могут привести к деформации блока, плохому уплотнению кольца и потере мощности; в более серьезных ситуациях они могут разделить блок пополам. К счастью, заводские блоки LS чрезвычайно прочные и могут выдержать множество злоупотреблений с очень небольшими модификациями. Задуманная с самого начала как алюминиевая конструкция, инженеры GM применили несколько инноваций, чтобы обеспечить долговечность блока.Когда блок Gen III помещается рядом с блоком Gen I, улучшения дизайна Gen III становятся драматичными. Наиболее заметны ребра жесткости, проходящие по всей длине блока и масляного поддона. Точно так же основные колпачки с шестью болтами фиксируют коленчатый вал на месте, а болты с головкой ввинчиваются в основные перемычки, еще больше уменьшая изгиб блока.
Этот технический совет взят из полной книги «КАК ЗАРЯДИТЬ И ДВИГАТЕЛИ GM LS-СЕРИИ С ТУРБОНАДДУВОМ». Подробное руководство по этой теме вы можете найти по этой ссылке:
УЗНАТЬ БОЛЬШЕ ОБ ЭТОЙ КНИГЕ
ПОДЕЛИТЬСЯ СТАТЬЕЙ: Пожалуйста, не стесняйтесь делиться этой статьей на Facebook, на форумах или в любых клубах, в которых вы участвуете.Вы можете скопировать и вставить эту ссылку, чтобы поделиться: https://lsenginediy.com/engine-block-options-for-building-big-inch-ls-engines/
По мнению инженеров GM, эти элементы конструкции были включены для сведения к минимуму деформации цилиндра, что позволило максимально увеличить экономию топлива и долговечность при одновременном снижении выбросов. Что касается хот-роддеров, прочный блок обеспечивает отличную основу для получения надежной мощности. Все заводские блоки LS имеют общий 4.Расстояние между отверстиями 400 дюймов, высота деки 9,240 дюйма и диаметр главного подшипника 2,559 дюйма.
Малый блок Gen III / IV имеет такое же расстояние между отверстиями 4,400 дюйма, угол наклона цилиндров 90 градусов и отверстия подъемника 0,843 дюйма, что и двигатель Gen I, но на этом сходство заканчивается. Блоки LS имеют более высокие деки и приподнятые отверстия под кулачки, чтобы выдерживать более длинные ходы. Самый длинный ход GM, когда-либо использовавшийся в производстве малолитражных Chevy, составлял 3,750 дюйма; для сравнения, GM смог набить 4.000-дюймовый шатун в Gen IV LS7. (© GM Corp.)
В дополнение к сдерживанию сильных сил, связанных с внутренним сгоранием, блок должен также противостоять нагрузкам, создаваемым на его внешней стороне опорами двигателя, когда он качается из стороны в сторону при ускорении, замедлении и в поворотах. Стандартные и неоригинальные блоки LS включают ребра жесткости между бобышками опоры двигателя, чтобы минимизировать прогиб.
За последние несколько лет мы стали свидетелями появления на рынке нескольких блоков из железа, алюминия и даже заготовок для вторичного рынка.Помимо непревзойденной прочности, многие из последних отливок послепродажного обслуживания могут похвастаться приподнятыми положениями кулачков, раздвинутыми направляющими масляного поддона и очень толстыми стенками цилиндров, которые увеличивают рабочий объем и упрощают процесс сборки двигателя с большим дюймовым ходом. Тем не менее, для среднестатистической уличной / уличной сборки двигателя всегда возникает соблазн попытаться забить этот идеальный блок на свалке, и в этой главе описывается, на что следует обращать внимание. Некоторые из лучших блоков двигателя предлагаются непосредственно от GM Performance Parts, поскольку завод использует несколько алюминиевых и железных блоков с большим диаметром отверстия в легковых и грузовых автомобилях.Выбор правильного блока для вашего приложения — это всего лишь первый шаг. В этой главе также описываются процедуры обработки коротких блоков, которые имеют решающее значение для каждой сборки производительности.
Заводские алюминиевые и железные блоки легко идентифицируются по меткам, нанесенным на переднюю или заднюю часть блока, которые обозначают их смещение. Здесь показан блок объемом 6,2 л. Чугунные блоки с малым диаметром отверстия имеют маркировку «4,8 л / 5,3 л», потому что они используются в двигателях 4800 и 5300 Vortec.
СкучатьРегулировка хода двигателя для увеличения рабочего объема — это двусторонний подход, который включает увеличение диаметра отверстия и удлинение хода коленчатого вала.Тем не менее, основная часть увеличения рабочего объема происходит за счет установки кривошипа с длинным плечом, а увеличение диаметра отверстия оказывает менее существенное влияние. Например, двигатель грузовика Vortec объемом 6,0 л имеет внутренний диаметр 4 000 дюймов и ход поршня 3,622 дюйма. Увеличение диаметра канала ствола до 4,030 дюйма при сохранении хода штока приводит к увеличению рабочего объема с 364 до 370 кубических сантиметров. С другой стороны, стандартный диаметр цилиндра 4.000 дюймов в сочетании с коленчатым валом с ходовым механизмом на 4.000 дюймов дает рабочий объем 402 кубических сантиметра. Это не умаляет важности большего диаметра цилиндра, но его преимущества играют решающую роль в общей динамике двигателя, которая выходит далеко за рамки незначительного увеличения рабочего объема.
Когда впускной клапан открывается, он приближается к внешней половине стенки цилиндра. Следовательно, воздух, поступающий в канал через впускной канал, имеет тенденцию скапливаться к стенке цилиндра, что может ухудшить воздушный поток. Плоские углы клапана, используемые в архитектуре Gen III / IV, частично нивелируют этот эффект, но, тем не менее, это важное соображение. Хотя есть точка уменьшения отдачи, большие отверстия обычно помогают снять кожух с впускных клапанов, что, в свою очередь, улучшает поток воздуха через головки цилиндров.Кроме того, поскольку большие отверстия увеличивают расстояние между стенкой цилиндра и лицевой стороной клапана, они позволяют устанавливать клапаны большего диаметра, дополнительно увеличивая поток воздуха в точках высокого подъема. В конечном итоге толщина стенки цилиндра и расстояние между отверстиями блока ограничивают максимальный размер отверстия. Хотя расстояние между центрами отверстий блока не может быть изменено, как заводские, так и вторичные блоки LS предлагаются с различной толщиной стенок цилиндров. Как правило, блоки с более толстыми стенками, которые могут вместить большее отверстие, имеют более высокую цену.Тем не менее, выбор самого большого размера, который ваш кошелек может себе позволить, обычно приносит дивиденды в лошадиных силах.
За исключением LS7 и LS9, в производственных блоках используются основные колпачки из порошкового металла. Одним из недостатков конструкции блока с глубокой юбкой является то, что она препятствует потоку давления в картере от пролета к отсеку. Чтобы улучшить поток, GM спроектировала дыхательные окна по бокам основных крышек.
Болтыподходят для серийных двигателей, но качественные основные шпильки — хорошая идея для любого двигателя с высокими рабочими характеристиками.Стандартные отверстия под болты имеют размер 7/16 дюйма, но их можно увеличить до 1/2 дюйма, если на повестке дня стоят шпильки большего размера.
Стандартные главные колпачки из порошкового металла исключительно прочные и могут безопасно выдерживать более 1000 л.с. Для дополнительной страховки за пределами этой точки такие компании, как Pro-Gram и Callies, предлагают заглушки примерно за 500 долларов.
Заводские алюминиевые блокиСвидетельством ошеломляющих темпов разработки двигателей LS является то, что малоблок Gen III больше не производится, а Gen IV уже вытеснил его.Механически два поколения блоков похожи на 99 процентов, и почти все компоненты взаимозаменяемы между ними. За исключением блока 5,3 л, основное различие между ними заключается в том, что в блоках поколения IV используются сиамерные стенки цилиндров, которые могут вмещать отверстия большего диаметра.
Хотя GM производит почти вдвое больше двигателей серии LS из железа, чем из алюминия, все еще существует множество вариантов с алюминиевым блоком. С 1997 года GM произвела 5 штук.3L, 5.7L, 6.0L, 6.2L и 7.0L версии алюминиевых малогабаритных блоков LS. Общей чертой всех алюминиевых блоков LS является их превосходная долговечность. Хотя традиционалисты, выросшие на железных моторах Mouse, могут иметь некоторые оговорки относительно прочности этих устройств, алюминиевые блоки LS могут легко выдерживать более 700 л.с. Многие фабричные блоки преодолели эту отметку.
Несмотря на то, что очень сложно сломать стандартные колпачки, они начинают двигаться на отметке в 1000 л.с.Для борьбы с этим в блоки LS7 и LS9 встроена втулка, расположенная внутри двух внутренних основных отверстий для болтов.
LS1 / LS6
Отлитый из алюминия 319-T5 с использованием процесса полупостоянной пресс-формы, оригинальный 5.7L LS1 резко отличался от своего предшественника Gen I. Как и большинство серийных алюминиевых двигателей, малые блоки Gen III / IV включают в себя железные гильзы, которые либо отлиты, либо запрессованы в отверстия цилиндров. Это обеспечивает твердую поверхность для скольжения поршней, потому что алюминий слишком мягкий и без гильзы изнашивается очень быстро.К сожалению, это ограничивает максимальное внутреннее отверстие до 0,010 дюйма. Благодаря небольшому отверстию диаметром 3,900 дюйма, используемому в блоках LS1 и LS6, даже с ходом 4,125 дюйма это ограничивает рабочий объем до 396 кубических сантиметров. До того, как GM выпустила блок LS2 с сиамским диаметром 4.000 дюймов, единственным вариантом увеличения рабочего объема, превышающего 400 кубических сантиметров, была установка в блок гильз большего размера. Хотя это позволяет использовать отверстия диаметром до 4,125 дюйма, процесс наложения рукавов является чрезвычайно трудоемким и дорогостоящим. Он включает в себя удаление стандартных втулок (а иногда и частей алюминиевого блока, которые удерживают втулки на месте), нагрев блока и последующее вдавливание больших втулок на место.Более того, процедура имеет тенденцию искажать блок, поэтому после этого необходимо снять напряжение. Самым большим недостатком замены гильзы на блок является стоимость, так как стоимость деталей и работ может превышать 2500 долларов.
Масляные каналы на задней стороне малого блока Gen I необходимо заблокировать набором заглушек. Чтобы упростить процесс сборки, в заводских двигателях LS вместо этого используется одиночная блокирующая пластина. Блоки вторичного рынка обычно поставляются с собственными пластинами для конкретного применения.
Установочные втулки, используемые на LS7 и LS9, работают достаточно хорошо, но они не так надежны, как цельные установочные штифты на переборках.Процесс их установки включает просверливание небольшого отверстия между внутренним и внешним отверстиями для болтов, а затем запрессовку каждого дюбеля на место. Стоимость этого, включая выравнивание, составляет около 500 долларов.
Кривошипы Stroker увеличивают угловатость шатунов, поскольку они качаются из стороны в сторону в отверстиях цилиндров. Это может привести к контакту болтов штока с блоком прямо под цилиндрами. Блоки вторичного рынка имеют гораздо больше места в этой области, но с производственных блоков необходимо удалить часть металла с помощью шлифовального станка, чтобы создать достаточный зазор.
Кривошипы Stroker увеличивают угловатость шатунов, поскольку они качаются из стороны в сторону в отверстиях цилиндров. Это может привести к контакту болтов штока с блоком прямо под цилиндрами. Блоки вторичного рынка имеют гораздо больше места в этой области, но с производственных блоков необходимо удалить часть металла с помощью шлифовального станка, чтобы создать достаточный зазор.
Кроме того, специальная техника, необходимая для повторного втулки алюминиевого блока, не является чем-то, с чем могут справиться все механические цеха, и если ее не использовать должным образом, это может привести к серьезным проблемам с надежностью.В первые дни строительства модернизированных LS1 и LS6 блоки с повторно установленными втулками часто страдали от утечек охлаждающей жидкости и вздутых прокладок головки блока цилиндров из-за плохого уплотнения цилиндра. Несмотря на то, что правильно смонтированный блок может надежно поддерживать большое количество лошадиных сил, введение GM в 2005 году заводских блоков с большим отверстием Gen IV сделало замену рукава на отливку LS1 / LS6 очень необычной, неэкономичной и непрактичной. Примерно по той же цене, что и замена гильзы на блок LS1 / LS6, любители хот-родеров могут приобрести блок LS7 диаметром 4,125 дюйма непосредственно в GM Performance Parts.Аналогичным образом, 4000-дюймовый блок LS2 стоит 1100 долларов. Если вы наткнетесь на очень дешевый сердечник LS1 или LS6 и не планируете взломать отметку 400 ci для вашего проекта строкера, то, возможно, было бы целесообразно создать его. Однако, если вашей целью является максимальный кубический дюйм, есть блоки по гораздо более разумной цене как от GM, так и от вторичного рынка.
Маленькие блоки Gen I полагаются на кулачковую кнопку или ограничитель, зажатый между кулачковой шестерней и носиком распределительного вала. Это предотвращает движение кулачка вперед на высоких оборотах.GM начала использовать фиксирующие пластины в LT1 и LT4, и эта тенденция перешла в конструкцию Gen III / IV.
LS2
Энтузиасты коллективно обрадовались, когда GM выпустила блок Gen IV LS2 в Corvette 2005 года. Как и малогабаритный блок 400 Gen I, LS2 имеет конструкцию с отверстием сиамского типа, которая исключает прохождение охлаждающей жидкости между соседними цилиндрами. Это позволяет устанавливать в блок гильзу цилиндра большего размера, в результате чего диаметр отверстия увеличивается с 3.От 900 до 4.000 дюймов. В сочетании с ходом 4000 дюймов блок LS2 обеспечивает 402 куб. Дальнейшее увеличение хода до 4,125 дюйма увеличивает рабочий объем до 415 кубических сантиметров. Несмотря на то, что он обозначен как блок Gen IV, очень мало отличает его от конструкции Gen III. Изменения включают пересмотренные масляные галереи для обеспечения активной деактивации цилиндров, датчики детонации, которые были перемещены из впадины подъемника в сторону блока, и перемещение датчика положения распределительного вала с задней части двигателя на переднюю крышку привода ГРМ.
Привлекательность блока LS2 добавляет тот факт, что его диаметр отверстия достаточно большой, чтобы быть совместимым с прямоугольными головками цилиндров L92 от GM. Хотроддерам не потребовалось много времени, чтобы понять, что соединение блока LS2 с головками L92 позволило создать двигатель, доступный по цене и простой в сборке с выдающимся потенциалом мощности. Блок LS2, доступный всего за 1100 долларов от дисконтных дистрибьюторов GMPP, предлагает большой кубический дюйм по разумной цене.Блок LS2 также используется в L76, поэтому точнее называть его блоком для производства алюминия объемом 6,0 л. Для применений, требующих замены алюминиевого блока GM с заменяемыми рукавами, использованный LS2 является идеальным кандидатом, так как это самый дешевый блок с сиамским отверстием и его можно найти на свалках менее чем за 500 долларов. Благодаря последним инновациям в технологии изготовления рукавов, блок LS2 может вмещать отверстие диаметром 4,190 дюйма с набором сухих втулок Darton и отверстие диаметром 4,200 дюйма с рукавами мокрого типа Darton.
Удаление заусенцев с острых краев блока не является обязательным этапом для большинства уличных двигателей, но оно действительно снимает напряжение с частей блока, чтобы предотвратить образование трещин.Меньше острых краев также означает меньше порезов и царапин на руках.
6,2 л
После алюминиевых блоков LS, доллар за доллар, трудно превзойти завод GM 6.2L. Развивая достоинства блока LS2 на один шаг вперед, 6.2L может похвастаться такой же сиамской конструкцией стенок цилиндра, но с увеличенным диаметром 4,065 дюйма. В сочетании с ходом 4,125 дюйма этот блок с большим диаметром цилиндра доводит общий рабочий объем до 428 Ки. Добавьте сюда тот факт, что его можно купить совершенно новым за очень разумные 1400 долларов через GMPP, и неудивительно, что 6.Блок 2L — одна из самых популярных основ ходового мотора LS. Блок был представлен в L92 Cadillac Escalade 2007 года, но с тех пор он был установлен в Corvettes C6 с двигателем LS3, а также в Camaros пятого поколения с двигателями LS3 и L99.
Самая большая разница между блоком Gen IV и более ранним блоком Gen III заключается в способности Gen IV поддерживать оборудование, необходимое для смещения по требованию (DOD). Эта функция используется в некоторых двигателях LS для отключения четырех из восьми цилиндров двигателя для увеличения расхода топлива.В системе используется сборка масляного коллектора подъемника (LOMA), установленная вместо стандартной плиты подъемника с выемкой. Четыре электрических соленоида в LOMA подают давление масла на подъемники на цилиндрах 1, 4, 6 и 7, что заставляет их разрушаться и оставаться закрытыми, когда кулачки перемещаются по подъемникам. Пересмотренные масляные каналы и дополнительное пространство, необходимое для LOMA, побудили переместить датчики детонации из впадины подъемника по бокам блока и переместить датчик положения распределительного вала с задней части двигателя вперед.(© GM Corp.)
LS7
Для тех, кто ищет максимальный рабочий объем, упакованный в легкий алюминиевый корпус, блок LS7 — самый лучший вариант. Используя запрессованные чугунные гильзы цилиндров вместо литых, GM удалось увеличить диаметр отверстия LS7 до 4,125 дюйма. Даже в стоковой отделке такое большое отверстие в сочетании с ходом 4000 дюймов дает 427 кубических сантиметров, как у большого блока. Переместите блок дальше до 4,125 дюйма, и вы получите классные 441 ci. Дополнительным усилением блока LS7 являются основные стальные заглушки с штифтами.Однако атрибуты блока LS7 имеют жесткую цену, так как он продается за 3000 долларов через дистрибьюторов GMPP. Кроме того, несмотря на то, что он способен поддерживать мощность 700 л.с., существует риск растрескивания тонких гильз цилиндра при превышении этого показателя. Если вы настаиваете на отверстии диаметром 4,125 дюйма или больше в алюминиевом блоке на этом уровне мощности, более надежной альтернативой является повторная втулка блока 6,0 л или 6,2 л с гильзами из ковкого чугуна, поставляемыми на вторичный рынок, которые почти в три раза прочнее, чем гильзы серого чугуна GM.
Блоки LS имеют традиционную схему расположения болтов колокола с шестью болтами, но с небольшим поворотом. В серийных блоках LS отверстие под болт в правом верхнем углу (стрелка) отсутствует, и оно заменяется другим отверстием в самом верху шаблона, которого нет в блоках поколения I. Следовательно, трансмиссии, предназначенные для любого двигателя, крепятся как к двигателям LS, так и к двигателям Mouse, но с отсутствующим одним из болтов. В блоках для вторичного рынка, таких как GMPP LSX, обычно просверлены все семь отверстий и нарезана резьба.
Открытие отверстия не только увеличивает рабочий объем, но и создает дополнительное пространство для больших клапанов и улучшает поток в головке блока цилиндров, перемещая стенку цилиндра дальше от клапанов. Чтобы установить головки цилиндров с большими впускными клапанами размером 2,165 дюйма, как в отливках L92, GM пришлось увеличить диаметр цилиндра до 4,065 дюйма.
LS9 / LSA
LS9 с наддувом мощностью 638 л.с. — самый мощный из когда-либо производившихся двигателей GM.Чтобы выдержать суровые условия принудительной индукции, инженеры определили, что тонкие стенки цилиндра блока LS7 не будут соответствовать их стандартам прочности. Решение состояло в том, чтобы усилить существующий блок 6.2L, используемый в L92 и LS3, чьи более толстые стенки цилиндра обеспечивали большую жесткость. Чтобы еще больше уменьшить деформацию блока, блок LS9 отлит из более прочного алюминиевого сплава 319-T7 и имеет более крупные перегородки. Поскольку Corvette ZR1, LS9 создан для мощности, производится в относительно небольших объемах, найти блок LS9 на вторичном рынке маловероятно.Однако он предлагается через GMPP за 3300 долларов. Блоки LSA, используемые в Cadillac CTS-V, очень похожи на LS9, но имеют железные основные крышки вместо стальных заготовок. GM оценивает блок LSA на 100 л.с. меньше, а продается он за 2400 долларов.
Сборка подъемника, используемая в двигателях DOD, состоит из корпуса, состоящего из двух частей, в котором внутренняя часть подъемника скользит внутри внешней части. Во время нормальной работы подпружиненный штифт фиксирует внутренний корпус на месте. Когда DOD активирован (слева), соленоиды, установленные в LOMA, разблокируют штифт посредством давления масла, и сила клапанной пружины заставляет внутреннюю часть подъемника разрушаться.Когда DOD и давление масла в соленоидах деактивируются (справа), пружины в верхней и нижней части внутренней втулки подъемника толкают ее вверх, а подпружиненный штифт фиксирует ее на месте. Можно поменять местами кулачки в двигателях DOD, если высота подъема клапана ограничена 0,550 дюйма. Чтобы установить больший кулачок, можно полностью исключить DOD с помощью крышки подъемника LS2 и стандартных подъемников LS. (© GM Corp.)
C5R
Если деньги не имеют значения, то блок C5R — это лучшая отливка из алюминия GM.Разработанный для заводской программы гонок на выносливость C5R GM, этот блок доказал свою надежность на престижных площадках, таких как LeMans и Daytona. Хотя его цены в 7000 долларов достаточно, чтобы заставить любого ахнуть, на эти деньги можно купить блок, который может безопасно поддерживать более 900 л.с. Он отлит из алюминиевого сплава 356-T6M с использованием процесса горячего изостатического давления, при котором блок помещается в вакуумную камеру для удаления пористости и загрязнений, а затем в процессе термообработки создается давление 30 000 фунтов на квадратный дюйм с помощью азота.В результате получается блок с исключительной целостностью материала, долговечностью и прочностью. По всему блоку залиты дополнительные ребра жесткости, чтобы придать конструкции дополнительную жесткость. Имея ту же высоту деки, расстояние между отверстиями и диаметр корпуса главной шейки, что и другие блоки LS, C5R полностью совместим со всем стандартным оборудованием Gen III / IV. Он может вместить 4,160-дюймовое отверстие, что дает 449 ci в сочетании с 4,125-дюймовым ходом поршня. Другие меры по укреплению включают основные стальные колпачки с шпонками и 4340 стальных шпилек, которые входят в комплект поставки блока.
5,3 л
Хотя большинство блоков LS 5,3 л изготовлены из чугуна, GM производит алюминиевые версии для LS4, LM4 и L33. Как и железные блоки объемом 5,3 л, алюминиевые блоки имеют одинаковое отверстие диаметром 3,780 дюйма. В отличие от своих железных аналогов, которые можно просверлить до 3,900 дюйма, металлические вкладыши в алюминиевых блоках объемом 5,3 л можно открыть только на 0,010 дюйма. Это сильно ограничивает потенциал смещения, и, следовательно, они не являются популярными основами для строек с ходовыми движениями. Кроме того, они стоят почти столько же, сколько алюминиевые блоки большего диаметра на рынке бывших в употреблении, что дает еще одну причину, по которой их следует избегать.
Было выпущено несколько версий блока LS1 / LS6, но все они очень похожи. GM пересмотрела масляные галереи в задней части блока в 1999 году, а в 2001 году в основных перемычках были отлиты новые дыхательные отверстия, чтобы улучшить поток газов через картер. (© GM Corp.)
Завод железных блоковКонечно, легко соблазниться легким алюминиевым блоком, но заводское чугунное литье, используемое в грузовиках GM и внедорожниках, предлагает наибольшую отдачу от всех существующих блоков Gen III / IV.Хотя они называются двигателями Vortec, двигатели грузовиков GM имеют ту же архитектуру Gen III / IV, что и их стабильные собратья, обозначенные LS. Следовательно, почти все компоненты двигателей легковых и грузовых автомобилей GM взаимозаменяемы. Единственным недостатком железных блоков Vortec является то, что они весят примерно на 70 фунтов больше, чем алюминиевые отливки. Тем не менее, они все еще на 30 фунтов легче, чем малые блоки первого поколения, и этот дополнительный вес дает существенно более прочный блок, который почти неразрушим. Некоторые производители двигателей утверждают, что блоки Vortec прочнее освященного блока C5R, и энтузиасты часто с большим успехом доводят их до отметки в 1000 л.с.Эти факторы сделали железные блоки Vortec чрезвычайно популярными в системах с азотом и принудительной индукцией. Лучше всего то, что эти железные блоки составляют часть стоимости сопоставимого алюминиевого блока, поскольку GM производит вдвое больше двигателей из железа Gen III / IV, чем алюминиевых двигателей.
Для крупногабаритного алюминиевого строкера сложно превзойти стоимость блока LS2 с внутренним диаметром 4.000 дюймов и блока 6.2L с диаметром цилиндра 4,065 дюйма. Оба могут вмещать более 400 кубических сантиметров, а их большие отверстия делают их совместимыми с головками цилиндров новейшего производства и послепродажного обслуживания.LS2 продается по GMPP за 1000 долларов, а блок 6.2L стоит 1400 долларов. (© GM Corp.)
GM производит железные моторы Vortec в конфигурациях 4,8 л, 5,3 и 6,0 л. Блок 6.0L, используемый в LQ4, LQ9 и LY6, наиболее популярен среди хот-роддеров. Он имеет диаметр отверстия 4000 дюймов и может быть куплен совершенно новым за 800 долларов. Он может безопасно вмещать 4,030-дюймовое отверстие и подходит для 421 ci в сочетании с 4,125-дюймовым ходом. Несмотря на это, многие хот-роддеры предпочитают придерживаться стандартной 4.Диаметр отверстия составляет 000 дюймов, поэтому на стенках цилиндров остается много мяса для будущих ремонтов. С другой стороны, большинство алюминиевых блоков LS не предлагают такой роскоши. Для дальнейшего повышения их стоимости, осторожные покупки на местных свалках или в Интернете могут обнаружить полные бывшие в употреблении длинные блоки 6,0 л за 1000 долларов, что составляет небольшую часть стоимости алюминиевого двигателя LS.
Благодаря вместительному 4,125-дюймовому внутреннему диаметру LS7, GM смогла оснастить двигатель огромными 2,200-дюймовыми впускными клапанами. Такое большое отверстие достигается за счет толщины стенок цилиндра, поэтому, если в планах требуется заменить заводской алюминиевый блок, отливка LS2 является более доступной альтернативой.(© GM Corp.)
Главные колпачки из стальной заготовки, используемые в блоке LS7, имеют увеличенные окна для улучшенной вентиляции картера, что, по утверждению GM, снижает насосные потери. GMPP была так довольна их производительностью, что компания скопировала их дизайн в блоке LSX. (© GM Corp.)
Для экономных хотродеров, которых не интересуют максимальные кубические дюймы, железный блок диаметром 3,780 дюйма, используемый в двигателях Vortec 4,8 л и 5,3 л, является идеальной основой для экономичной сборки.Хотя маленькие цилиндры блока могут показаться огромным недостатком, они имеют достаточную толщину стенок, чтобы открыть их до 3 900 дюймов. Это означает, что блок совместим с множеством стандартных поршней LS1 со стандартным диаметром цилиндра и может обеспечить 396 кубических сантиметров в сочетании с ходом поршня 4,125 дюйма. Полные длинные блоки 4,8 л и 5,3 л продаются на рынке бывших в употреблении за 500 долларов, а голые блоки можно купить еще дешевле. Учитывая, что GM производит больше 4,8-литровых и 5,3-литровых двигателей Vortec, чем любой другой малоблочный LS, свалки будут заполнены этими недорогими драгоценными камнями еще очень долгое время.
Блоки вторичного рынкаКакими бы хорошими ни были серийные блоки GM, существует практический предел их мощности и рабочего объема. Потребность в блоках Gen III / IV для вторичного рынка возникла рано, так как непрерывный прогресс в технологии головки блока цилиндров означал, что жесткость блока и недостаток кубических дюймов часто были ограничивающими факторами при производстве мощности. К счастью, такие компании, как World Products, Dart и GM Performance Parts, все активизировали свои собственные блоки вторичного рынка.
Некоторые из характеристик, которые обычно предлагаются послепродажными блоками, включают улучшенную прочность отливки, более крупные картеры, утолщенные стенки цилиндров, каналы для приоритетной смазки, более длинные гильзы цилиндров, приподнятые отверстия распределительных валов и более высокую высоту деки. Все это равносильно дополнительному зазору для движущихся частей, повышенной прочности, а также большей мощности и потенциалу перемещения. В некоторых блоках также предусмотрены два дополнительных отверстия для болтов в головке вокруг каждого цилиндра — в положении «12 часов» и «6 часов» — для улучшения зажимного усилия и уплотнения прокладкой при использовании с головками цилиндров с шестью болтами.Кроме того, блоки послепродажного обслуживания обычно декорируются и выравниваются перед отгрузкой, поэтому единственная машинная работа, которая им требуется, — это растачивание (при желании) и чистовая шлифовка. По сути, это позволяет тратить деньги на оборудование, а не на рабочую силу. Для комбинаций двигателей LS с объемом двигателя около 500 кубических сантиметров и мощностью более 1000 л.с. идеальной основой для удержания всего на месте является блок вторичного рынка, а также прокладка при использовании с головками цилиндров с шестью болтами. Кроме того, блоки послепродажного обслуживания обычно декорируются и выравниваются перед отгрузкой, поэтому единственная машинная работа, которая им требуется, — это растачивание (при желании) и чистовая шлифовка.По сути, это позволяет тратить деньги на оборудование, а не на рабочую силу. Для комбинаций двигателей LS с объемом двигателя около 500 кубических сантиметров и мощностью более 1000 л.с. блок послепродажного обслуживания является идеальной основой для удержания всего на месте.
Некоторые люди чесали в затылках, когда GM сообщила, что LS9 будет меньше по рабочему объему, чем LS7, но инженеры определили, что стенки цилиндров LS7 слишком тонкие, чтобы выдерживать 638 л.с. и выдержать строгие заводские испытания на долговечность.Решение заключалось в использовании блока с внутренним диаметром 4,065 дюйма меньшего размера, что позволило получить более толстые стенки цилиндров. (© GM Corp.)
LSX Bowtie
Разработанный с помощью легенды NHRA Pro Stock Уоррена Джонсона, блок GM Performance Parts LSX Bowtie поддерживает мощность более 2500 л.с. и стоит 2200 долларов. Эта прочная отливка из чугуна может вмещать 4,250-дюймовое отверстие и доступна с высотой деки 9,260 или 9,720 дюйма. Версия с короткой колодой может проглотить 4.Ход поршня 250 дюймов, а версия с высокой декой может работать с ходом 4500 дюймов, что дает значения рабочего объема 482 и 511 Ки соответственно. Как и блок LS7, LSX оснащен стальными главными крышками с шпонками. Другие изменения включают усиленный туннель распредвала, два дополнительных отверстия для болтов в головке на цилиндр и приоритетные главные масляные галереи, которые направляют масло в основные подшипники перед подъемниками и распределительным валом. Для сравнения: стандартное масло направляет масло к кулачку и подъемникам перед магистралью.
В семействе LS модель Vortec 5.Алюминиевый блок 3L часто считается наименее желанным блоком для гребца. Он отлично работает со стандартными автомобилями, для которых он был разработан, но его тонкие гильзы цилиндра и крошечный диаметр отверстия делают его плохим выбором в качестве основы для двигателя. (© GM Corp.)
Поскольку для производства тысяч лошадиных сил часто требуется очень специализированное оборудование, LSX можно соответствующим образом адаптировать для таких целей. Интегрированные монтажные отверстия позволяют прикрепить переднюю пластину двигателя к блоку, а отверстия подъемника могут быть увеличены до 1.060 дюймов для бронзовых втулок или более крупных подъемников. Точно так же туннель кулачка можно просверлить, чтобы разместить 60-миллиметровый сердечник кулачка, а отверстия под болты головки можно увеличить для шпилек 0,5 дюйма. Кроме того, передние отверстия для подачи масла могут быть заблокированы или ограничены для улучшения смазки при работе механического кулачка, а передняя часть блока может быть обработана для установки синхронизатора с ременным приводом.
Для максимальной гибкости конечного пользователя в настройке размеров отверстия и хода блок LSX покидает литейный завод с 3.Диаметр цилиндра 880 дюймов. Это позволяет производителям двигателей растачивать блок до желаемого диаметра. Тем не менее, GMPP также предлагает две версии блока LSX с короткой декой, которые полностью скучны и отточены. Эти блоки доступны с диаметром отверстия 4,065 или 4,185 дюйма, и они имеют диаметр 9,240 дюйма. По сравнению с серийным литьем, единственным недостатком LSX является вес: блоки с короткой декой составляют 225 фунтов, а блоки с высокой платформой — 250 фунтов. С другой стороны, если вы производите достаточно лошадиных сил, чтобы оправдать такой прочный блок, несколько лишних килограммов не сильно повлияют на производительность.
RHS
Многие хот-роддеры были застигнуты врасплох, когда компания, наиболее известная производством головок цилиндров послепродажного обслуживания, объявила о разработке нового литья блока, но гоночный блок LS от Racing Head Service — очень впечатляющая работа. При весе в 119 фунтов, что всего на волосок больше, чем у серийного блока LS7, алюминиевое литье RHS обеспечивает исключительную прочность в легком корпусе.
Хотя компания не публикует официальную оценку мощности, ее гоночный блок LS доказал свою надежность в двигателях мощностью более 2000 л.с.Блок RHS, доступный с высотой деки 9,240 и 9,750 дюймов, отлит из алюминия A357-T6 и усилен структурными ребрами жесткости. Хотя максимальный размер отверстия ограничен 4,165 дюйма, версия с высокой платформой оснащена гильзами длиной 6,380 дюйма, которые могут выдерживать ход поршня 4,600 дюйма и 501 кубический дюйм. В блоке RHS со стандартной декой используются более короткие 5,870-дюймовые гильзы цилиндров, но он по-прежнему может выдерживать давление до 449 ci. Для облегчения установки длинноходных кривошипов в блоке RHS в нижней части картера есть выемки для увеличения зазора между болтами штока, а отверстия под кулачки приподняты.386 дюймов. В дополнение к использованию приоритетной основной смазки, боковой масляный канал был перемещен за борт блока. Это не только обеспечивает дополнительный зазор в штоке, но и упрощает подключение масляной системы с сухим картером, так как проход имеет резьбу для подачи -12AN.
Когда дело доходит до абсолютной прочности, железный блок Vortec 6.0L является лучшим соотношением цены и качества среди всех стандартных блоков и блоков вторичного рынка. Поскольку блок Gen III изначально был спроектирован как отливка из алюминия, он имеет большое ребро жесткости для уменьшения прогиба.Отливайте тот же дизайн из железа, и в результате получается блок, который весит на 70 фунтов больше, но может выдерживать более 1000 лошадиных сил. На высоких уровнях мощности железные блоки обычно обеспечивают более качественное кольцевое уплотнение, чем алюминиевые блоки. Лучше всего то, что подержанный блок Vortec 6.0L можно купить менее чем за 500 долларов. (© GM Corp.)
Поддерживают конкурентоспособность блока: отверстия под кулачок, которые можно увеличить до 60 мм, отверстия подъемника, способные вместить подъемники 1,060 дюйма, главные крышки из заготовок из стали и приспособления для шестиболтовых головок цилиндров.RHS включает в себя основные шпильки ARP с гоночным блоком, и, при необходимости, отверстия для основных шпилек могут быть открыты до 0,500 дюйма. Чтобы уменьшить сопротивление воздуха, были пересмотрены основные окна крышки, и, как и блок LS9, блок RHS может быть оснащен поршневыми масляными брызгами. Хорошо понимая, что блок RHS понравится как энтузиастам стрит / стриптиз, так и заядлым гонщикам, инженеры снабдили его монтажными отверстиями, совместимыми с креплениями в стиле Gen I / II и Gen III / IV, а также пластиной двигателя. Отливка такого калибра стоит недешево, и цена на блокировку RHS составляет 4900 долларов.Он доступен в виде отверстия 4,100 дюйма, которое требует как расточки, так и хонингования, отверстия 4,120 или 4,160 дюйма, которое требует только чистового хонингования, или полностью обработанного узла в отверстиях 4,125 или 4,165 дюйма, готовых к окончательной сборке прямо сейчас. коробки.
Одним из самых больших преимуществ блоков вторичного рынка перед производственными блоками является их распределенные направляющие масляного поддона. Это позволяет им воспринимать длинные ходы без необходимости шлифовать их для получения зазора. Даже с 4.Ход 500 дюймов, шатуны очищают этот правый блок, оставляя свободное место.
World Products Warhawk
На протяжении десятилетий World Products выпускала блоки для вторичного рынка премиум-класса, поэтому выход компании на рынок LS был естественным. Блок Warhawk отлит из алюминия 357-T6 с высотой палубы 9,240 и 9,800 дюймов. Имея вес 133 фунта, он предоставляет хот-роддерам еще одну легкую альтернативу для больших кубических дюймов.
При максимальном диаметре ствола 4,155 дюйма, Warhawk со стандартной декой может иметь ход 4,125 дюйма, а вариант с высокой декой — до 4,500 дюймов. Это дает максимальные значения водоизмещения 447 и 488 Ки соответственно. Как и в большинстве блоков послепродажного обслуживания, в Warhawk используется приоритетная основная смазка, основные стальные колпачки с шпонками и два дополнительных отверстия для болтов в головке на цилиндр. Кроме того, кулачковые отверстия Warhawk могут быть увеличены до 60 мм, а в его картере предварительно сделаны выемки до 4 мм.Ход 250 дюймов. Чтобы оставаться на уровне 1500 л.с., на котором он рассчитан, блок Warhawk имеет значительно более прочные стенки цилиндров, чем у стандартных блоков. В конструкции водяной рубашки по периметру используется гильза из ковкого чугуна толщиной 0,080 дюйма (при внутреннем диаметре 4,125 дюйма), окруженная блоком толщиной 0,300 дюйма. В производственном блоке LS7 используются гильзы толщиной 0,070 дюйма, заключенные в материал блока 0,170 дюйма. Блок Warhawk доступен в незавершенной форме с отверстиями диаметром 3,990 и 4,115 дюйма и стоит 4500 долларов.World Products также предлагает полностью обработанные версии с отверстиями 4,000, 4,030, 4,125 и 4,155 дюйма по цене от 4900 долларов.
При весе 250 фунтов железный блок LSX с высокой декой GMPP не является легким. Преимущество всей этой массы в том, что это, пожалуй, самый прочный блок послепродажного обслуживания. Он может выдерживать более 2500 л.с., а его толстые стенки цилиндра могут быть расточены до 4,250 дюйма. (© GM Corp.)
ERL
Один из самых уникальных блоков на рынке — Super Deck II LS2 от ERL.Компания начинает с заводского литья LS2, прикрепляет заготовки из алюминиевых заготовок к поверхностям палубы, а затем повторно устанавливает гильзы на блок с гильзами из ковкого чугуна Darton. Это увеличивает высоту деки с 9,240 до 10,200 дюймов, что позволяет установить ход поршня в 4,500 дюйма. В сочетании с максимальным диаметром отверстия 4.200 дюймов, комбинированный дает 500 кубических сантиметров. С точки зрения надежности вклинивание плиты настила между блоком и головками кажется безумным, но эта установка оказалась чрезвычайно надежной и долговечной в гонках с мощностью более 2000 л.с.ERL осталась безупречной, разработав крошечные четырехцилиндровые импортные гоночные двигатели, многие из которых производят более 1000 л.с., поэтому она кое-что знает о творческой модификации производственных блоков с пластинами настила для дополнительных кубических дюймов.
Darton, которые в три раза прочнее стандартных, и плиты настила ERL, которые удерживают их на месте, делают возможным продвижение такой большой мощности через модифицированный производственный блок. Конструкция плиты настила прикладывает зажимное давление прямо к верхней части гильз цилиндров, а не к поверхности деки, и болты головки затягиваются.Это направляет давление на меньшую площадь поверхности, что приводит к увеличению силы зажима. Ферменная конструкция плиты настила также передает нагрузки под поверхностью настила и между отверстиями цилиндров. Кроме того, ERL расширяет отверстия под болты головки до 0,500 дюйма, добавляет дюбели к переборкам коренных подшипников и заменяет стандартные железные основные крышки на стальные заготовки. Результатом всего этого является чрезвычайно прочный блок с отличной прочностью и уплотнением прокладки головки. Для тяжелых условий эксплуатации с принудительной индукцией компания рекомендует использовать меньший 4.125-дюймовое отверстие для увеличения толщины стенок цилиндра.
Как и многие конкурирующие блоки, блок LSX имеет два дополнительных отверстия для болтов в головке блока цилиндров, окружающих каждый цилиндр. Некоторые головки для вторичного рынка имеют выступы, которые подходят к двум дополнительным отверстиям, а производственные головки — нет. Это не проблема, потому что необязательно использовать дополнительные отверстия, и производственные головки все равно будут прикручиваться. Другой вариант — приварить выступы к производственным головкам так, чтобы они совпадали с отверстиями для болтов.
Система Super Deck II продается в виде готовой короткоблочной сборки под ключ за 14 900 долларов США. Если вы предоставите собственное ядро LS2, ERL снизит общую сумму на 1000 долларов. В эту цену входит блок ERL, коленчатый вал Callies, полная внутренняя балансировка, поршни Wiseco, кольца, подшипники, основные крышки заготовок, основные шпильки, отверстия подъемника с втулками, переходные пластины впускного коллектора, более длинные шпильки и толкатели, а также кулачок, изготовленный по индивидуальному заказу. заявление. Все, что вам нужно добавить, это головки цилиндров, впускной коллектор и масляный поддон.ERL предлагает размеры отверстий от 4.000 до 4200 дюймов и адаптирует сжатие к любому выбранному вами соотношению.
Дротик
Без сомнения, алюминиевый блок LS от Dart является самым интересным и экзотическим на рынке. Он превращен из цельной заготовки из цельной алюминиевой заготовки 6061 в форму блока Gen III / IV. Это эквивалентно блоку по прочности, равному алюминию 7075, но с показателем удлинения в пять раз выше, чем у литого алюминия.Поскольку блок Dart обрабатывается на станке с ЧПУ, а не изготавливается из литейной формы, он может быть настроен на любой размер высоты деки, отверстия, туннеля кулачка, отверстия подъемника и корпуса главной шейки. Обладая способностью поддерживать мощность более 3000 л.с., этот блок, очевидно, предназначен только для самых экстремальных применений, где малая масса имеет первостепенное значение, а стоимость не имеет значения. Следовательно, в зависимости от варианта, цена блока LS заготовки Dart колеблется от 7000 до 9000 долларов.
Блок RHS отличается исключительной прочностью в легком алюминиевом корпусе.Для максимального контроля качества RHS проверяет все свои блоки с помощью компьютерной томографии перед их отправкой.
Версия блока RHS с высокой декой имеет очень длинные 6,380-дюймовые рукава, которые могут выдерживать ход поршня 4,600 дюймов. В нижней части цилиндров имеются выемки для увеличения зазора между болтами штока. Это в значительной степени олицетворяет концепцию траты денег на оборудование, а не на рабочую силу.
Как и большинство блоков послепродажного обслуживания, литая часть RHS имеет выступающие отверстия под кулачки, которые можно увеличить до 60 мм.Большее отверстие в туннеле кулачка имеет двоякое преимущество. Во-первых, он позволяет шлифовать кулачок на сердечнике большего диаметра, чтобы уменьшить изгиб кулачка при высоких оборотах и высоком давлении пружины клапана. Во-вторых, он также предоставляет дополнительное пространство для размещения кулачков с большим подъемом лепестков.
Машинная работаПрикручивание компонентов нижнего конца премиум-класса к блоку при некачественной работе станка — лучший способ испортить стопку деталей. Несмотря на то, что правильный выбор деталей имеет решающее значение для обеспечения того, чтобы ваш штрокер соответствовал вашим целям производительности, качественная работа машины не менее важна.Последствия плохой работы машины варьируются от чрезмерного расхода масла до снижения долговечности и снижения выработки мощности до катастрофического отказа двигателя.
Блок World Products Warhawk отлит из алюминия 357-T6 и весит 133 фунта. Он предлагается с высотой деки 9,240 и 9,800 дюймов с различными диаметрами ствола. Компания оценивает мощность блока в 1500 л.с. (Фото любезно предоставлено компанией World Products)
По сути, оплата счета машиниста представляет собой оплату труда наличными, а не материальным продуктом, поэтому энтузиасты, естественно, не решаются это делать.Однако попытка скупить копейки на этапе механической обработки при сборке строкера может обречь двигатель на гибель до того, как начнется процесс сборки. Есть большая вероятность, что самый дешевый механический цех в городе не выполняет работу наилучшим образом, но, с другой стороны, нет никаких гарантий, что за жесткую механическую обработку можно купить качество. Здесь в игру вступает опыт вашего местного сообщества хот-роддинга, который поможет вам найти уважаемый магазин. Естественно, знание того, что влекут за собой различные процедуры обработки, поможет вам определить, какие из них необходимы для сборки вашего двигателя, и сделать оплату за них более приемлемой.
Подготовка блока
Блоки вторичного рынка, новые блоки производства и блоки бывшие в употреблении — все они имеют разные потребности в обработке. Если вы просто обновляете двигатель, который, как вы знаете, в остальном находится в хорошей форме, или начинаете с совершенно нового блока, вы можете немедленно приступить к более серьезным операциям, таким как растачивание и укладка террасы. Однако, если вы спасли свой блок на свалке, обязательно проверьте его на наличие трещин, если только вы не планируете потратить тысячи долларов на обработку лома.Два недорогих и эффективных способа гарантировать отсутствие трещин в блоке — это магнитное плавление и испытание давлением. Магнафлюкс включает в себя замачивание блока в люминесцентном растворе, который выявляет трещины под флуоресцентным светом. Аналогичным образом, герметизация водяных рубашек и испытание под давлением каналов для охлаждающей жидкости может выявить внутренние трещины и проблемы пористости, которые трудно заметить при магнитофлюксе.
Блок ERL Super Deck II начинается как стандартная отливка LS2. Затем ERL удаляет стенки цилиндра приклада, вдавливает набор мокрых втулок Darton и закрывает их алюминиевой пластиной настила из заготовок, которая увеличивает высоту платформы до 10.200 дюймов. ERL усовершенствовала этот изящный трюк на импортных четырехцилиндровых двигателях малого рабочего объема.
В дополнение к увеличению высоты деки пластина деки ERL также усиливает верхнюю часть отверстий цилиндров. Хотя некоторые могут усомниться в долговечности блока, основанного на заводской отливке LS2, Super Deck II отлично справляется со многими гоночными моторами с мощностью около 2000 л.с.
Большинство заводских железных блоков LS могут безопасно обрабатывать отверстие диаметром 0,030 дюйма, а втулки в стандартных алюминиевых блоках обычно можно растачивать.010 дюймов без задоринки. Тем не менее, заводские процедуры литья не идеальны, поэтому акустическая проверка стенок цилиндров на достаточную толщину всегда является хорошей идеей, особенно с блоками, которые уже были переточены. Посылая звуковые волны в отверстия с помощью ручного зонда и считывая, как быстро они отражаются назад, звуковые контролеры могут определять толщину в любой заданной части стенки цилиндра. Наиболее важными областями для проверки являются основные упорные поверхности, а именно внутренняя стенка на стороне цилиндров со стороны водителя и внешняя стенка со стороны пассажира.Производители послепродажного обслуживания публикуют максимально рекомендуемые диаметры стволов для своих блоков, которые не должны превышаться, но поскольку некоторые хот-роддеры всегда бросают кости и пробуют, звуковая проверка является обязательной для тех, кто предпочитает игнорировать их советы.
После того, как вы определили, что блок прочный, тщательная очистка не только сделает его красивым, но и упростит работу. Наиболее распространенный метод очистки блока — это горячая цистерна, при которой блок погружается или промывается под давлением в щелочном щелочном растворе для удаления жира и грязи.В большинстве случаев он работает достаточно хорошо, но не всегда полностью очищает водяные рубашки, нагар, ржавчину или окалину в сильно изношенных блоках. В таких случаях термическая очистка — когда блок обжигается примерно до 700 градусов, чтобы сжечь все загрязнения — является более эффективной альтернативой. Следующим этапом термической очистки является очистка блока носителем для удаления всего нагара, что также снимает напряжение с блока. Наконец, блок переворачивают, чтобы удалить всю металлическую дробь, оставляя после себя необработанное чугунное покрытие.
Расточка
По мере приближения к двигателю стенки цилиндра изнашиваются и приобретают форму, которая уже не является идеально цилиндрической. К счастью, почти каждый производственный блок отлит с дополнительным материалом, который можно увеличить или просверлить, чтобы снова выровнять цилиндры без нарушения целостности блока. Поскольку заводские алюминиевые блоки LS имеют относительно тонкие гильзы цилиндров, часто бывает практичнее просто отшлифовать их до 0,005 дюйма. Точно так же блоки заводского изготовления не требуют очистки ствола и готовы к запуску после быстрой заточки.Блоки вторичного рынка, с другой стороны, бывают разных конфигураций. Некоторым требуется только чистовая заточка, другие уже готовы к работе, а необработанные отливки имеют отверстия меньшего размера, которые можно увеличить до желаемого размера.
Для увеличения высоты настила требуются более длинные шпильки с головкой, которые ERL включает в себя свои блоки. Отверстия для болтов также увеличены до 0,500 дюйма.
Растачивание блока не слишком сложно, но все же требует хорошего оборудования и квалифицированных рук.Расточная оправка хороша ровно настолько, насколько хорош ее оператор, и независимо от того, установлен ли блок прямо в приспособлении, он сверлит отверстие прямо вниз. Для более старых машин, которые регистрируют поверхность деки, очень важно убедиться, что поверхность полностью плоская, прежде чем начинать растачивание. Хотя с ними все в порядке, у них больше возможностей для ошибки. Предпочтительным методом является использование расточного станка, который фиксирует осевую линию коленчатого вала, прикрепляя его к отверстиям коренных подшипников.Это гарантирует, что отверстия цилиндра перпендикулярны кривошипу.
Цилиндрыобычно растачиваются с точностью до нескольких тысячных дюйма от их окончательного диаметра отверстия, а затем оттачиваются в соответствии со спецификациями. Расточная оправка Rottler FA является одной из самых популярных в отрасли, и наиболее важным этапом ее настройки является центрирование консоли расточной оправки внутри стенки цилиндра. Это достигается путем выравнивания зазора между тремя пальцами, выходящими из прутка, с помощью щупа.Чтобы установить ширину пропила, используется очень точный индексирующий инструмент для установки глубины резца.
Хонингование
Растачивание очищает и выпрямляет стенки цилиндра путем удаления материала, а при хонинговании сглаживаются отверстия, обеспечивая гладкую поверхность для движения поршней и колец. Окончательная отделка позволяет кольцам правильно уплотняться, а также определяет величину трения, оказываемого на возвратно-поступательный узел.
Как правило, гонщики в поисках незначительного увеличения мощности предпочитают сверхгладкое покрытие, чтобы уменьшить сопротивление кольцу.Однако это не обязательно лучший подход для уличного паровоза. Хотя заточенное отверстие кажется гладким на ощупь, на самом деле отделка представляет собой серию мелких выступов и впадин. Поскольку впадины удерживают масло, более гладкая поверхность уменьшает глубину впадин. Большая часть износа двигателя происходит при холодном пуске, поэтому у уличных двигателей, которые испытывают обычные тепловые циклы, нужно жертвовать плавностью хода ради долговечности. Здесь в игру вступает опыт вашего машиниста, поскольку песчинка камней, которые он использует, зависит от предполагаемого использования вашего двигателя.
Поскольку блоки цилиндров расположены под углом 90 градусов, перемещение головок вверх также перемещает их дальше друг от друга. Чтобы компенсировать это, ERL предоставляет переходные пластины для заготовок, которые заполняют зазор, который в противном случае существовал бы между головками цилиндров и впускным коллектором.
Когда-то считавшимся экзотическим, но в настоящее время распространенной практикой, является процесс прикручивания торсионной пластины к поверхности деки во время хонингования. Этот процесс имитирует деформацию, которую испытывает блок, когда головка цилиндра прикручивается на место, и это просто еще одна мера, используемая для того, чтобы отверстия были как можно более круглыми.Другая процедура, которая становится все более распространенной при строительстве уличных моторов, — это хонингование на плато, или хонингование в несколько этапов. Как следует из названия, сначала используется начальный камень для хонингования, а затем несколько камней с более мелкой зернистостью на разных этапах сглаживают выступы на поверхности. В результате получается гладкая поверхность с более глубокими впадинами, которые улучшают удержание масла и смазку поршней и колец. В наши дни почти все двигатели работают на плато, и механики, как правило, в некоторой степени скрытны о том, какие камни они используют, которые варьируются от цеха к цеху.
В отличие от большинства блоков, которые отливаются из литейных форм, заготовка Dart 6061 изготавливается на станке с ЧПУ из цельной алюминиевой заготовки. В результате его критические размеры могут быть сопоставлены практически с любой конфигурацией.
Однако до сих пор ведутся споры относительно горячего хонингования. Он включает в себя нагрев хонинговального масла примерно до 200 градусов для имитации расширения блока при рабочей температуре. Как и в случае использования пластин против проворачивания, идея состоит в том, чтобы сделать отверстия как можно более круглыми, но мнение о том, дает ли это какие-либо преимущества, неоднозначно.
Профнастил
Чтобы обеспечить надлежащее уплотнение головки блока цилиндров, поверхность блока часто покрывают или украшают, чтобы обеспечить гладкую, ровную поверхность, на которой сжимаются прокладки и головки блока цилиндров. Как и в случае с растачиванием, очень важно, чтобы дека обрабатывалась перпендикулярно средней линии коленчатого вала. Поскольку в большинстве производственных блоков поршни находятся ниже платформы в ВМТ, высота платформы часто уменьшается для улучшения закалки и повышения степени статического сжатия.Если в планах предусматривается возможное повторное использование блока для будущих ремонтов, поршни следует оставить на несколько тысячных дюйма ниже поверхности палубы. Таким образом остается достаточно материала для последующих процедур настила.
Скорость резания расточной оправки зависит от того, сколько металла удаляется за один раз. При большем внутреннем диаметре стержень опускается медленнее, чем при меньшем внутреннем диаметре, и наоборот. Растачивание блока на 0,030 обычно занимает 40 минут.
На протяжении многих лет Sunnen HBS-2100 является отраслевым стандартом для настилов блоков.
Процесс настила начинается с размещения основных несущих переборок блока на стержне из стали квадратного сечения. Перед началом резки по поверхности деки в многочисленных точках проводят индикатор с круговой шкалой, чтобы убедиться, что она полностью плоская. Установка режущей головки на место требует деликатного прикосновения и большого опыта. Его опускают до тех пор, пока он не коснется поверхности деки, после чего машина приступит к работе.
Центровка-растачивание и хонингование
Основные принципы растачивания и хонингования аналогичны принципам стандартного растачивания и хонингования, но для основных крышек, а не для стенок цилиндров.Существует большая разница. Переточка цилиндра — это обычная процедура восстановления, но поскольку кривошип работает на комплекте подшипников, центрирование требуется только для блоков, которые подверглись серьезному износу или имеют вращающиеся подшипники. Процесс влечет за собой удаление материала с сопрягаемой поверхности основных крышек, затягивание их до требуемого значения при снятом коленчатом валу, растачивание основных седел с точностью до нескольких тысячных долей дюйма от требуемого внутреннего диаметра и хонингование их остальной части. путь. Это гарантирует, что отверстия коренных подшипников совпадают от крышки до крышки, и исключает заедание кривошипа.
Во время процесса хонингования в наши дни стандартной практикой является привинчивание упорной пластины к поверхности деки, чтобы имитировать напряжение, которое головки цилиндров и болты оказывают на блок. В зависимости от размера отверстия и длины цилиндра машинист может установить частоту вращения и время выдержки хонинговального вала. Он шарнирно закреплен на нескольких универсальных шарнирах, что позволяет расположить его прямо в отверстии. Во время процесса хонингования слесарь позволяет блоку охлаждаться каждые 10-15 минут, чтобы предотвратить его деформацию.
Первый шаг в хонинговании заключается в установке регулировочных шайб под окончательный размер отверстия. Для максимальной точности машинист может выбирать между различными зернистыми камнями в зависимости от желаемой отделки.
Во время процесса настила скорость вращения ножа и скорость, с которой нож перемещается по деке спереди назад, регулируются вручную. После каждого смахивания индикатор с круговой шкалой используется для отслеживания прогресса, и весь процесс занимает около часа.
Главные крышки в большинстве серийных двигателей LS не удерживаются на месте установочными штифтами, поэтому они имеют тенденцию смещаться со временем. Даже в этом случае использованные блоки, которые не подвергались частым злоупотреблениям, обычно требуют только выравнивания-хонингования, и многие механики также любят выравнивать-хонинговать новые блоки.
Выравнивание-растачивание выполняется с помощью расточного приспособления Sunnen, которое присоединяется к хонинговальному станку Sunnen CH-100. Они являются отраслевым стандартом для растачивания и хонингования. Приспособление может быть сконфигурировано так, чтобы соответствовать схеме расположения болтов колокола практически любого двигателя, а расточная оправка скользит внутри пары втулок, которые находятся внутри передней и задней части сети, чтобы обеспечить прямолинейность.Штанга вращается с заданной скоростью, и машинист вручную прикладывает давление, чтобы определить, насколько быстро растачиваются крышки. Глубина фрезы устанавливается путем измерения со стороны блока магистрали, а колпачки растачиваются в несколько этапов до тех пор, пока они не станут на 0,0025 дюйма от окончательного диаметра основного отверстия. В результате процесса обычно остаются полосы шрапнели по краям шляпок, которые необходимо аккуратно снять фаску резаком. Чем больше подшипник контактирует с сетью, тем больше тепла он может рассеять в блоке, поэтому очень важна гладкая, ровная поверхность.Оператор регулирует натяжение камней с помощью дискового переключателя, и он может увеличивать давление небольшими приращениями, чтобы медленно достичь желаемого конечного диаметра. Процесс обычно занимает от 1 до 11 ⁄2 часа, и если все будет сделано правильно, линия раздела между крышкой и блоком будет едва заметна.
Написано Барри Ключиком и опубликовано с разрешения CarTechBooks
ПОЛУЧИТЕ СДЕЛКУ НА ЭТУ КНИГУ!
Если вам понравилась эта статья, вам понравится вся книга.Нажмите кнопку ниже, и мы отправим вам эксклюзивное предложение на эту книгу.
Электрические цилиндры | Джойс
Номер модели
| 2,5 тонны Винт ACME | 2,5 тонны Шарико-винтовая передача | 3 тонны Винт ACME | 3 тонны Шарико-винтовая передача | 5-тонный Винт ACME | 5-тонная Шарико-винтовая передача | Винт, 10 тонн ACME | 10-тонный Шарико-винтовая передача | 20-тонный Винт ACME | 20 тонн Шарико-винтовая передача |
|---|---|---|---|---|---|---|---|---|---|
| ECAL242.5 ECAH62,5 | ECBL62,5 ECBL122,5 ECBL242,5 ECBM62.5 ECBH62.5 | ECAL63 ECAL123 ECAL243 | ECBL63 ECBL123 ECBL243 ECBH63 | ECAL65 ECAL245 ECAM65 ECAH65 | ECBL65 ECBL125 ECBL245 ECBM65 ECBH65 | ECAL810 ECAL2410 ECAM810 ECAH810 | ECBL810 ECBL2410 ECBM810 ECBH810 | ECAL820 ECAL2420 ECAM820 ECAH820 | ECBL820 ECBL2420 |
Важное примечание. Электрические цилиндры с КПД ≥ 30% могут опуститься под нагрузкой.Требуются тормозные двигатели или внешние системы блокировки.
Базовые конструкции
подъем цилиндра
Подъем — это длина хода, выраженная в дюймах, а не фактическая длина трубы. Допустимый ход для каждого устройства указан в разделе «Краткий справочник». Допустимая длина различается для вертикального и горизонтального монтажа.
Вал левый Код | Вал правый Код |
XXXX = Удалить | XXXX = Удалить |
Дополнительные коды вала
Винтовые стопоры и башмаки
Винтовые упоры не являются обязательными для домкратов.Если указано, закрытая высота домкрата и / или длина защитной гильзы могут быть увеличены. При добавлении башмаков к машинным винтовым домкратам закрытая высота домкрата может быть увеличена.
Механические счетчики
CNT0 = 0,001 дюйма с шагом
Примечание. Свяжитесь с Joyce / Dayton, чтобы узнать о наличии и дополнительных возможностях.
Ручные колеса
HW04 = диаметр 4 дюйма
HW06 = диаметр 6 дюймов
HW08 = диаметр 8 дюймов
HW10 = диаметр 10 дюймов
HW12 = диаметр 12 дюймов
Не рекомендуется для баллонов с КПД ≥ 30%.
Потенциометры с редуктором
POTA = 0-10V (IP65)
POTB = 4-20MA (IP65)
POTC = 0-10V с 2 переключателями *
POTD = 4-20MA с 2 переключателями *
* Доступен дополнительный рейтинг IP65
Энкодеры и электронные Liit-переключатели
ENCX = Энкодер
ELS2 = 2-позиционный электронный переключатель
ELS4 = 4-позиционный электронный переключатель
ELS6 = 6-позиционный электронный переключатель
Двигатели
| Размер | Код |
|---|---|
| 1/4 л.с. | К |
| 1/3 л.с. | А |
| 1/2 л.с. | B |
| 3/4 л.с. | С |
| 1 л.с. | Д |
| 1-1 / 2 л.с. | E |
| 2 л.с. | Ф |
| 3 л.с. | л |
| 5 л.с. | г |
Крепления двигателя
Пример заказа:
MMA A (Код двигателя из таблицы выше)
MMA = 56C
MMB = 140TC
MMC = 180TC
MMD = 210TC
Стандартные переходники двигателя алюминиевые
Все стандартные двигатели трехфазные, 208–230/460 В переменного тока или 230/460 В переменного тока.Укажите соответствующий размер двигателя из приведенной выше таблицы. При необходимости см. Таблицу «Дополнительные параметры» на предыдущей странице. Тормозные двигатели необходимы для электрических цилиндров с эффективностью более 30%. Обратитесь к Joyce / Dayton с вариантами, которых нет в списке.
Механические концевые выключатели
Пример заказа:
LA (модели) 1 (количество переключателей DPDT) 3 (доступные положения)
Чтобы заказать дополнительные опции, используйте эти номера деталей
Кронштейн с внутренней тягой
FCB-30
FCB-100
FCB-200
Штифт с фиксирующими кольцами
CP-30
CP-100
CP-200
Шпилька с внутренней резьбой
FRC-30
FRC-100
FRC-200
Дополнительные опции
- X = Стандартный домкрат, без дополнительных опций
- S = Требуются дополнительные спецификации (при необходимости комментарии)
Отделка
- F1 = Не красить
- F2 = Эпоксидная краска
- F3 = Процесс окраски на открытом воздухе
Опции двигателя
- M1 = без двигателя
- M2 = Тормозной двигатель
- M3 = однофазный двигатель (120 В переменного тока)
- M4 = Двигатель 50 Гц
Смазка / уплотнения
- h2 = Работа при высоких температурах
- h3 = Пищевой
- Укажите необходимое количество опций
директив по летной годности; Continental Aerospace Technologies, Inc.(Сертификат типа, ранее выданный Continental Motors, Inc.) Поршневые двигатели
Начать преамбулуФедеральное управление гражданской авиации (FAA), DOT.
Окончательное правило.
FAA принимает новую директиву о летной годности (AD) для всех Continental Aerospace Technologies, Inc.модель GTSIO-520-C, GTSIO-520-D, GTSIO-520-H, GTSIO-520-K, GTSIO-520-L, GTSIO-520-M, GTSIO-520-N, IO-550-G, IO -550-N, IO-550-P, IO-550-R, IOF-550-N, IOF-550-P, IOF-550-R, TSIO-520-BE, TSIO-550-A, TSIO-550 -B, TSIO-550-C, TSIO-550-E, TSIO-550-G, TSIO-550-K, TSIO-550-N, TSIOF-550-D, TSIOF-550-J, TSIOF-550-K поршневые авиационные бензиновые (АвГаз) двигатели ТСИОФ-550-П с установленным узлом цилиндров поперечного сечения. Это AD было вызвано сообщениями об отказах двигателей в полете из-за поломки узлов цилиндров с поперечным потоком.Этот AD требует визуального осмотра и, в зависимости от результатов осмотра, модификации или замены узла цилиндра поперечного потока. Федеральное управление гражданской авиации США издает это объявление для устранения небезопасного состояния этих продуктов.
Настоящее AD вступает в силу 21 сентября 2020 г.
Директор Федерального реестра одобрил включение посредством ссылки определенной публикации, указанной в этом AD, по состоянию на 21 сентября 2020 г.
Для получения служебной информации, указанной в этом последнем правиле, обращайтесь в Continental Aerospace Technologies, Inc., 2039 South Broad Street, Mobile, Alabama 36615; телефон: 251-436-8299; сайт: http://www.continentalmotors.aero. Вы можете просмотреть эту служебную информацию в FAA, Секция продуктов летной годности, Отдел эксплуатационной безопасности, 1200 District Avenue, Burlington, MA 01803. Информацию о наличии этого материала в FAA можно получить по телефону 781-238-7759. Он также доступен в Интернете по адресу https://www.regulations.gov , выполнив поиск и указав номер документа FAA-2020-0222.
Изучение реестра AD
Вы можете изучить документ AD в Интернете по адресу https://www.regulations.gov , выполнив поиск и указав номер документа FAA-2020-0222; или лично в Docket Operations с 9:00 до 17:00 с понедельника по пятницу, кроме государственных праздников. Документ AD содержит это последнее правило, все полученные комментарии и другую информацию. Адрес Docket Operations: Министерство транспорта США, Docket Operations, M-30, первый этаж Западного здания, комната W12-140, 1200 New Jersey Avenue SE, Вашингтон, округ Колумбия 20590.
Начать дополнительную информациюБойс Джонс, аэрокосмический инженер, филиал ACO в Атланте, FAA, 1701 Columbia Avenue, College Park, Georgia 30337; телефон: 404-474-5535; факс: 404-474-5606; электронная почта: [email protected] .
Конец Дополнительная информация Конец преамбулы Начать дополнительную информациюОбсуждение
FAA опубликовало уведомление о предлагаемом нормотворчестве (NPRM) для изменения 14 CFR, часть 39, добавив AD, которое будет применяться ко всем печатным страницам Continental Aerospace Start 49955Technologies, Inc.модель GTSIO-520-C, GTSIO-520-D, GTSIO-520-H, GTSIO-520-K, GTSIO-520-L, GTSIO-520-M, GTSIO-520-N, IO-550-G, IO -550-N, IO-550-P, IO-550-R, IOF-550-N, IOF-550-P, IOF-550-R, TSIO-520-BE, TSIO-550-A, TSIO-550 -B, TSIO-550-C, TSIO-550-E, TSIO-550-G, TSIO-550-K, TSIO-550-N, TSIOF-550-D, TSIOF-550-J, TSIOF-550-K и поршневые двигатели АвГаз ТСИОФ-550-П с установленным узлом цилиндра перекрестного течения. NPRM опубликовано в Федеральном реестре 17 апреля 2020 г. (85 FR 21336). Проведение NPRM было вызвано сообщениями об отказах двигателей в полете из-за поломки узлов цилиндров с поперечным потоком.NPRM предложила потребовать визуальный осмотр узла цилиндра с поперечным потоком и, в зависимости от результатов осмотра, модификацию или замену узла цилиндра с поперечным потоком. Федеральное управление гражданской авиации США издает это объявление для устранения небезопасного состояния этих продуктов.
Комментарии
FAA предоставило общественности возможность участвовать в разработке этого окончательного правила. Ниже представлен комментарий, полученный по NPRM, и ответ FAA на этот комментарий.
Запрос на пересмотр соответствия
Отдельный комментатор обратился к FAA с просьбой изменить начало параграфа (g) (2) «Необходимые действия» этого AD с «Если двигатель имеет 500 часов работы двигателя или больше на дату вступления в силу этого AD. . . » на «Если двигатель наработал 500 часов или больше после даты вступления в силу настоящего AD. . . » Комментатор аргументировал это тем, что AD, как написано, может позволить самолетам, эксплуатируемым исключительно в соответствии с 14 CFR, часть 91, с менее чем 500 часами работы двигателя на дату вступления в силу AD, летать неограниченное количество часов работы двигателя до следующей ежегодной проверки. поскольку 100-часовой осмотр не требуется для операций по части 91.
FAA частично соглашается. FAA соглашается с тем, что эксплуатанты части 91 могут управлять своими самолетами в течение неограниченного количества часов работы двигателя между ежегодными проверками. Однако исторически сложилось так, что типичный оператор детали 91 налетает менее 100 часов работы двигателя в год. FAA рассмотрело конкретный сценарий, изложенный комментатором, и сравнило его с соответствующей оценкой риска. FAA не соглашается с просьбой комментатора изменить формулировку параграфа (g) (2) «Требуемые действия» этого AD.Любое воздушное судно с неисправным двигателем, независимо от того, как оно эксплуатируется, должно соответствовать срокам, указанным в разделе «Требуемые действия» настоящего AD. Все затронутые двигатели с менее чем 500 моточасами на дату вступления в силу настоящего AD должны выполнить визуальный осмотр узла цилиндра с поперечным потоком при следующем 100-часовом осмотре или следующем ежегодном осмотре, в зависимости от эксплуатации воздушного судна. Все затронутые двигатели с 500 моточасами или более на дату вступления в силу настоящего AD должны выполнить визуальный осмотр узла цилиндра с поперечным потоком при следующем мероприятии по техническому обслуживанию, но не более чем через 50 часов работы двигателя, после даты вступления в силу AD. .FAA не изменило это AD.
Заключение
FAA рассмотрело соответствующие данные, рассмотрев полученный комментарий и определило, что безопасность полетов и общественные интересы требуют принятия этого окончательного правила, как было предложено, за исключением незначительных редакционных изменений. FAA определило, что эти незначительные изменения:
- Соответствуют цели, предложенной в NPRM для устранения небезопасного состояния; и
- Не добавляйте дополнительную нагрузку на общественность, чем это уже было предложено в NPRM.
Информация по сопутствующему обслуживанию в соответствии с 1 CFR Часть 51
FAA провело проверку Бюллетеня обязательного обслуживания Continental Aerospace Technologies, Inc. (MSB) 18-08, редакция B от 13 января 2020 г. MSB описывает процедуры проверки, модификации или замены узла цилиндра поперечного потока. Эта служебная информация доступна в разумных пределах, поскольку заинтересованные стороны имеют доступ к ней в ходе своей обычной деятельности или с помощью средств, указанных в разделе АДРЕСА .
Затраты на соблюдение требований
По оценкам FAA, это AD затрагивает 4000 двигателей, установленных на самолетах, зарегистрированных в США.
FAA оценивает следующие затраты для соответствия этому AD:
| Действие | Затраты на рабочую силу | Стоимость деталей | Стоимость одного продукта | Затраты операторов США |
|---|---|---|---|---|
| Визуальный осмотр узла перекрестного цилиндра 2 | часов × 85 долларов в час = 170 долларов | долларов 0 | 170 долларов | 680 000 долларов |
FAA оценивает следующие затраты на любые необходимые модификации или замену узла цилиндра поперечного потока, которые потребуются на основе результатов визуального осмотра.У FAA нет возможности определить количество узлов цилиндров с поперечным потоком, которые могут нуждаться в этой модификации или замене:
| Действие | Затраты на рабочую силу | Стоимость деталей | Затраты на продукт |
|---|---|---|---|
| Изменение узла цилиндра поперечного потока | 1 час работы × 85 долл. 85 $ | $ 0 | $ 85 |
| Заменить узел цилиндра перекрестного потока | 11.5 рабочих часов × 85 долларов в час = 977,50 долларов США | 1933,28 | 2910,78 |
По словам производителя, некоторые расходы на это AD могут покрываться гарантией, тем самым снижая влияние на стоимость для затронутых лиц. FAA не контролирует гарантийное покрытие для пострадавших лиц. В результате FAA включило все затраты в нашу смету расходов.
Полномочия по установлению правил
Раздел 49 Кодекса Соединенных Штатов определяет полномочия FAA по изданию правил по безопасности полетов.Подзаголовок I, Начать печатную страницу 49956, раздел 106, описывает полномочия администратора FAA. Подзаголовок VII: Авиационные программы, более подробно описывает объем полномочий Агентства.
FAA издает эти правила в соответствии с полномочиями, описанными в Подзаголовке VII, Часть A, Подчасть III, Раздел 44701: «Общие требования». В соответствии с этим разделом Конгресс поручает FAA продвигать безопасные полеты гражданских самолетов в сфере воздушной торговли, предписывая правила для практики, методов и процедур, которые Администратор считает необходимыми для безопасности в воздушной торговле.Это регулирование входит в сферу компетенции этого органа, поскольку оно касается небезопасных условий, которые могут существовать или развиваться для продуктов, определенных в этом нормотворческом действии.
Результаты регулирования
Это AD не будет иметь последствий для федерализма в соответствии с Правительственным указом 13132. Это AD не будет иметь существенного прямого воздействия на штаты, на отношения между национальным правительством и штатами или на распределение власти и ответственности между различными уровнями власти. правительство.
По причинам, описанным выше, я подтверждаю, что этот AD:
(1) не является «существенным регламентационным постановлением» в соответствии с Постановлением Правительства 12866,
(2) Не повлияет на внутригосударственную авиацию на Аляске, и
(3) Не окажет значительного экономического воздействия, положительного или отрицательного, на значительное количество малых предприятий в соответствии с критериями Закона о гибкости регулирования.
Начальный список предметов- Воздушный транспорт
- Самолет
- Авиационная безопасность
- Регистрация по ссылке
- Безопасность
Принятие Поправки
Соответственно, в соответствии с полномочиями, делегированными мне Администратором, FAA изменяет 14 CFR часть 39 следующим образом:
Начальная часть Конечная часть Начало поправки, Часть1.Авторитетная ссылка для части 39 по-прежнему выглядит следующим образом:
End Amendment Part Авторитет запуска49 U.S.C. 106 (г), 40113, 44701.
Окончание полномочий Начальная поправка, часть2. FAA вносит поправки в § 39.13, добавляя следующую новую директиву по летной годности (AD):
Конец поправки, часть2020-16-11 Continental Aerospace Technologies, Inc.(Сертификат типа, ранее принадлежавший Continental Motors, Inc.): , поправка 39-21195; Документ № FAA-2020-0222; Идентификатор проекта AD-2019-00116-E.
(a) Дата вступления в силу
Настоящее объявление вступает в силу 21 сентября 2020 г.
(b) Затронутые объявления
Нет.
(c) Применимость
Настоящее AD распространяется на Continental Aerospace Technologies, Inc. (Сертификат типа, ранее принадлежавший Continental Motors, Inc.) модель GTSIO-520-C, GTSIO-520-D, GTSIO-520-H, GTSIO-520-K, GTSIO-520-L, GTSIO-520-M, GTSIO-520-N, IO-550-G, IO-550-N, IO-550-P, IO-550-R, IOF-550-N, IOF-550-P, IOF-550-R, TSIO-520-BE, TSIO-550-A, TSIO- 550-B, TSIO-550-C, TSIO-550-E, TSIO-550-G, TSIO-550-K, TSIO-550-N, TSIOF-550-D, TSIOF-550-J, TSIOF-550- K, и TSIOF-550-P поршневые авиационные бензиновые двигатели (AvGas), первоначально изготовленные, реконструированные или модифицированные с заменой узла цилиндра с поперечным потоком 1 ноября 2014 г. или после этой даты, и с узлом цилиндра с поперечным потоком, деталь номер (P / N) 658538, 658540, 658542, 658591, 658595, 658613, 658624, 658539, 658541, 658590, 658594, 658603, 658623 или 658630, установлен.
(d) Субъект
Компонент совместной авиационной системы (JASC), код 8530, секция поршневого цилиндра.
(e) Небезопасное состояние
Это объявление было вызвано сообщениями об отказах двигателей в полете из-за поломки узлов цилиндров с поперечным потоком. FAA выдает это AD, чтобы предотвратить отказ двигателя. Небезопасное состояние, если его не устранить, может привести к отказу двигателя, остановке в полете и вынужденной посадке.
(f) Соответствие
Выполняйте это AD в указанные сроки, если это еще не сделано.
(g) Необходимые действия
(1) Если двигатель наработал менее 500 часов на дату вступления в силу настоящего AD, не позднее следующего планового 100-часового осмотра или следующего планового ежегодного осмотра после даты вступления в силу настоящего AD, в зависимости от того, что применимо на основании тип эксплуатации воздушного судна, выполните визуальный осмотр узла цилиндра поперечного потока в соответствии с пунктами III.С 1 по III.3 «Требуемые действия» из бюллетеня обязательного обслуживания Continental Aerospace Technologies, Inc. (MSB) 18-08, редакция B, от 13 января 2020 г. («Continental Aerospace Technologies MSB18-08B»).
(i) Если радиусный угловой угол узла цилиндра поперечного потока показывает нарастание заусенцев отливки или острый радиусный край, модифицируйте узел цилиндра поперечного потока, используя параграфы III.4 — III.8 Требуемые действия Continental Аэрокосмические технологии MSB 18-08B; или
(ii) Если обнаружена трещина, трещина или физическое повреждение, снимите узел цилиндра с поперечным потоком и замените его деталью, подходящей для установки.
(2) Если двигатель наработал 500 часов или больше на дату вступления в силу настоящего AD, при следующем техническом обслуживании после даты вступления в силу настоящего AD не должно превышать 50 часов работы двигателя после даты вступления в силу настоящего AD, выполните визуальный осмотр узла цилиндра с поперечным потоком в соответствии с параграфами с III.1 по III.3 «Необходимые действия» документа Continental Aerospace Technologies MSB18-08B.
(i) Если угловой радиус узла цилиндра поперечного потока показывает нарастание литья или острую кромку радиуса, измените узел цилиндра поперечного потока, используя параграфы III.С 4 по III.8, Требуемые действия, Continental Aerospace Technologies MSB 18-08B; или
(ii) Если обнаружена трещина, трещина или физическое повреждение, снимите узел цилиндра с поперечным потоком и замените его деталью, подходящей для установки.
(h) Запрет на установку
После даты вступления в силу настоящего AD не устанавливайте какой-либо узел цилиндра с поперечным потоком, имеющий номер по каталогу, указанный в параграфе (c) настоящего AD, на любом затронутом двигателе, если узел цилиндра с поперечным потоком не был визуально осмотрен и модифицирован с использованием параграф III, Требуемые действия, Continental Aerospace Technologies MSB18-08B.
(i) Нет требований к отчетности
Требование к отчетности в параграфе III «Требуемые действия» Continental Aerospace Technologies MSB18-08B не требуется настоящим AD.
(j) Определения
(1) Для целей настоящего AD «следующее техническое обслуживание» — это следующий плановый 100-часовой / ежегодный осмотр, капитальный ремонт или следующий раз, когда самолет перейдет на техническое обслуживание по причине, не связанной с двигателем, в зависимости от того, что произойдет раньше.
(2) В целях данного AD «модификация узла цилиндра поперечного потока» означает удаление отложений литейного материала путем сглаживания радиуса угла узла цилиндра поперечного потока.
(k) Кредит за предыдущие действия
Вы можете принять участие в визуальном осмотре и модификации, которые требуются параграфом (g) этого AD, если проверка или модификация были выполнены до даты вступления в силу этого AD с использованием бюллетеня Continental Motors по обслуживанию авиационных двигателей 18-08, редакция A от 11 января 2019 г.
(l) Альтернативные методы обеспечения соответствия (AMOC)
(1) Менеджер, филиал ACO в Атланте, FAA, имеет право утверждать AMOC для этого AD, если требуется, с использованием процедур, изложенных в 14 CFR 39.19. В соответствии с 14 CFR 39.19 отправьте запрос своему главному инспектору или в местный районный офис по полетным стандартам, в зависимости от ситуации. Если вы отправляете информацию непосредственно руководителю сертификационного офиса, отправьте ее вниманию лица, указанного в параграфе (m) настоящего AD.
(2) Перед использованием любого одобренного AMOC уведомите своего соответствующего главного инспектора или, в случае отсутствия главного инспектора, менеджера местного районного офиса стандартов полетов / районного офиса, в котором имеется сертификат. Начать печатную страницу 49957
(м) Связанная информация
За дополнительной информацией об этом AD обращайтесь к Бойсу Джонсу, аэрокосмическому инженеру, филиал ACO в Атланте, FAA, 1701 Columbia Avenue, College Park, Georgia 30337; телефон: 404-474-5535; факс: 404-474-5606; электронная почта: [email protected].
(n) Материал, включенный ссылкой
(1) Директор Федерального реестра одобрил включение посредством ссылки (IBR) служебной информации, указанной в этом параграфе, в соответствии с 5 U.S.C. 552 (а) и 1 CFR часть 51.
(2) Вы должны использовать эту служебную информацию как применимую для выполнения действий, требуемых этим AD, если AD не указывает иное.
(i) Continental Aerospace Technologies, Inc.Обязательный сервисный бюллетень 18-08, редакция B, от 13 января 2020 г.
(ii) [Зарезервировано]
(3) Для получения служебной информации Continental Aerospace Technologies, Inc., указанной в этом рекламном объявлении, обращайтесь в Continental Aerospace Technologies, Inc., 2039 South Broad Street, Mobile, Alabama 36615; телефон: 251-436-8299; сайт: http://www.continentalmotors.aero.
(4) Вы можете просмотреть эту служебную информацию в FAA, Секция продуктов летной годности, Отдел эксплуатационной безопасности, 1200 District Avenue, Burlington, MA 01803.Информацию о наличии этого материала в FAA можно получить по телефону 781-238-7759.
(5) Вы можете просмотреть эту служебную информацию, которая включена посредством ссылки в Национальное управление архивов и документации (NARA). Информацию о доступности этого материала в NARA можно найти по электронной почте: [email protected], или по адресу: https://www.archives.gov/ Federal-register / cfr / ibr-locations .html.
Начать подписьВыпущено 4 августа 2020 г.
Лэнс Т. Гант,
Директор отдела соответствия и летной годности Службы сертификации самолетов.
Конец Подпись Конец дополнительной информации[FR Док.