Полировка деталей на токарном станке. Приспособления для токарных и шлифовальных работ
С целью улучшения качества поверхности или повышения точности деталей на токарных станках могут выполняться следующие отделочные операции: полирование абразивной шкуркой, притирка (доводка) поверхностей, обкатка наружных поверхностей и раскатка отверстий роликами или шариками, а также накатка.
Полирование абразивной шкуркой применяется для получения чистой поверхности у деталей невысокой точности. Абразивные шкурки с крупными зернами (№ 6, 5 и 4) применяются для зачистки грубых необработанных поверхностей. Шкурки со средними зернами (№3 и 2) используются для полирования поверхностей с обработкой V4. Полирование шкурками с мелкими зернами (№ 1 и 0) обеспечивает получение поверхности с чистотой V 5, V 6. И, наконец, полирование шкурками с очень малым зерном (шкурки № 00 и №000) позволяет получить поверхности с чистотой V 7, V 8 и даже V 9.
При полировании станок включается на средние или максимальные обороты (в зависимости от диаметра изделия), шкурка тремя пальцами прижимается к обрабатываемой поверхности и медленно перемещается вперед и назад вдоль изделия. Полоску шкурки можно также удерживать в натянутом состоянии за концы двумя руками и, прижимая ее к изделию, производить полирование. При обработке изделий небольшого диаметра используются жимки — приспособление, состоящее из двух деревянных брусков, шарнирно связанных между собой. Бруски имеют впадины, соответствующие диаметру обрабатываемого изделия. В углубления жимка вкладывается абразивная шкурка или наносится абразивный порошок, смешанный с маслом. При полировании жимок сжимается левой рукой и перемещается вдоль изделия.
Полирование желательно вести с использованием смазочно-охлаждающей жидкости. Окончательное полирование выполняется шкуркой, натертой мелом.
Притирка (доводка) поверхностей служит для окончательной отделки поверхностей после тонкой обточки, расточки, шлифования или развертывания.
Втулка-притир шаржируется изнутри мелким абразивным порошком, смешанным с маслом, или покрывается доводочной пастой ГОИ. Притир вставляется в металлический жимок и надевается на деталь. Болтом обеспечивается небольшое равномерное прижатие притира и детали. Притирка выполняется при скорости вращательного движения 10-20 м/мин с медленным возвратно-поступательным движением притира вдоль детали. Припуск на притирку устанавливается в размере 0,015 мм для деталей диаметром 10-20 мм и 0,025 мм для диаметров 20 — 75 мм.
Схема притирки отверстия. Втулка-притир надевается на конусную оправку, закрепляемую в патроне. Конусность оправки принимается равной 1/30. Наружная поверхность притира покрывается абразивным порошком, смешанным с маслом или пастой ГОИ. Деталь надевается на притир с легким усилием. Для обеспечения правильной формы отверстия длина притира должна быть больше длины отверстия.
Накатывание рифлений. Рифления, наносимые на детали приборов, приспособлений, инструментов, бывают прямыми или перекрестными. Они выполняются путем накатывания специальными роликами, закрепленными в державке. Для прямых рифлений используется один ролик соответствующего шага, для перекрестных рифлений применяется державка с двумя роликами, расположенными точно один над другим. На цилиндрической поверхности роликов нанесены зубчики определенного шага, величина которого зависит от диаметра изделия. При прямом рифлении зубчики расположены параллельно оси ролика, при перекрестном — наклонной имеют встречное направление.
Державка с роликами устанавливается в резцедержатель по линии центров, перпендикулярно к оси изделия. Поперечной подачей с усилием ролик вдавливается в поверхность вращающегося изделия. После нескольких оборотов проверяется попадание зубчиков ролика в сделанные им насечки и затем включается механическая продольная подача. Накатка выполняется за 4 — 8 проходов на деталях из стали и за 6- 10 проходов — на деталях из цветных металлов. Окружная скорость детали составляет 10-25 м/мин для стали и 50-100 м/мин для цветных металлов. Накатывание ведется со смазкой машинным или веретенным маслом. Насечка роликов периодически очищается от налипших частичек металла.
Отделочные операции — полирование, доводку, обкатывание, раскатывание, выглаживание и накатывание выполняют для уменьшения шероховатости, повышения размерной точности к износостойкости ранее обработанной поверхности или для нанесения на нее рифлений определенного узора.
Полирование
Полирование выполняют для уменьшения шероховатости и повышения блеска поверхностей детали. На токарных станках оно осуществляется шлифовальными шкурками на бумаге или полотне. Сталь и цветные металлы обрабатывают шкурками из корунда 15А- 25А, чугун и другие хрупкие материалы — шкурками из карбида кремния 54С- 64С.
На токарных станках оно осуществляется шлифовальными шкурками на бумаге или полотне. Сталь и цветные металлы обрабатывают шкурками из корунда 15А- 25А, чугун и другие хрупкие материалы — шкурками из карбида кремния 54С- 64С.
В процессе работы полоску шкурки, удерживая обеими руками, прижимают к вращающейся полируемой поверхности и перемещают возвратно-поступательно вдоль нее. Удерживать шкурку рукой в обхват нельзя, так как она может намотаться на деталь и защемить пальцы. Стоять у станка необходимо с поворотом корпуса вправо примерно под углом 45° к оси центров. Полирование обычно выполняют последовательно несколькими шкурками с постепенным уменьшением их зернистости.
Цилиндрические поверхности удобно полировать «жимком», состоящим из двух шарнирно соединенных деревянных брусков. В радиусные углубления брусков укладывают шлифовальную шкурку, которую прижимают жимком к обрабатываемой поверхности. Удерживая рукоятки жимка левой рукой, а правой поддерживая шарнир, осуществляют возвратно-поступательную продольную подачу.
Полирование можно выполнять также при закреплении шлифовальной шкурки в резцедержателе суппорта с помощью деревянного бруска и металлической планки.
Внутренние поверхности полируют шкуркой, закрепленной и намотанной на деревянной оправке.
Полируемая деталь сильно нагревается и удлиняется. Поэтому, когда она поджата центром, надо периодически проверять, насколько туго он зажат, и, если требуется, немного ослабить.
Чтобы получить более качественную поверхность, надо увеличить насколько возможно частоту вращения детали. Кроме того, при окончательном полировании рекомендуется натирать шкурку мелом.
Доводка
Доводка выполняется для повышения точности поверхности (до 5-6-го квалитета) и уменьшения ее шероховатости. Специальными инструментами — притирами — вместе с абразивными материалами с поверхности детали удаляются мельчайшие неровности.
Абразивные и связующие материалы. Рабочая поверхность притира насыщается твердыми абразивными материалами: порошками электрокорунда — для доводки сталей и карбида кремния — для чугуна и других хрупких материалов.
Зернистость порошков выбирается в зависимости от требуемой шероховатости. Предварительную доводку выполняют микропорошками М40-М14, чистовую-М10-М5 (номер микропорошка соответствует размерам зерен в микронах).
Из доводочных паст наиболее часто используются пасты ГОИ, изготовляемые на основе мягкого абразивного материала-окиси хрома в смеси с химически активными и связующими веществами. По доводочной способности такие пасты делятся на грубые, средние и тонкие.
В качестве связующих и смазывающих материалов при доводке применяют керосин или минеральное масло.
Притиры-втулки с продольным разрезом, позволяющим регулировать их по диаметру для компенсации износа.
Притиры для предварительной доводки снабжены продольными или винтовыми канавками, в которых во время работы собираются остатки абразивного материала. Окончательная доводка ведется притирами с гладкой поверхностью.
Доводка наружной поверхности выполняется притиром, который устанавливается в жимок и регулируется по мере необходимости винтом

Для обработки отверстий притир устанавливают на конической оправке и регулируют за счет осевого перемещения гайками. Материал притира выбирают в зависимости от его назначения и применяемого абразивного материала.
При доводке твердыми абразивными материалами, зерна которых вдавливаются в притир, материал последнего должен быть мягче материала обрабатываемой детали. Кроме того, чем крупнее зерна применяемого порошка, тем мягче материал следует выбирать для притира. Для грубой доводки рекомендуются притиры из мягкой стали, меди, латуни, а для предварительной и чистовой — из мелкозернистого серого чугуна средней твердости.
Для работы пастами ГОИ притир должен иметь большую твердость, чем доводимая деталь. В этом случае хорошие результаты дает применение притиров из закаленной стали или серого чугуна повышенной твердости.
Окружная скорость детали или притира принимается при предварительной доводке 10-20 м/мин, при чистовой — 5-6 м/мин в целях уменьшения нагрева детали.
Накатывание
Назначение и инструменты. Накатывание выполняется для создания на поверхностях некоторых деталей (ручках, головках винтов и др.) специально предусмотренной шероховатости, выполненной в виде рифлений определенного узора. Для этого пользуются накатками, состоящими из накатного ролика и державки.
Для нанесения прямого узора применяют однороликовую накатку, сетчатого- двухроликовую соответственно с правым и левым направлениями рифлений.
Накатные ролики изготавливают из инструментальных сталей и закаливают до высокой твердости. На их цилиндрической поверхности выполняются рифления с углом профиля 70° для стальных деталей и 90° — для деталей из цветных металлов с шагом от 0,3 до 1,6 мм.
Накатка закрепляется с наименьшим вылетом в резцедержателе суппорта так, чтобы образующая ролика была строго параллельна оси детали. Проверяют это по обрабатываемой поверхности на просвет. Ось ролика однороликовой накатки должна находиться на уровне оси центров станка.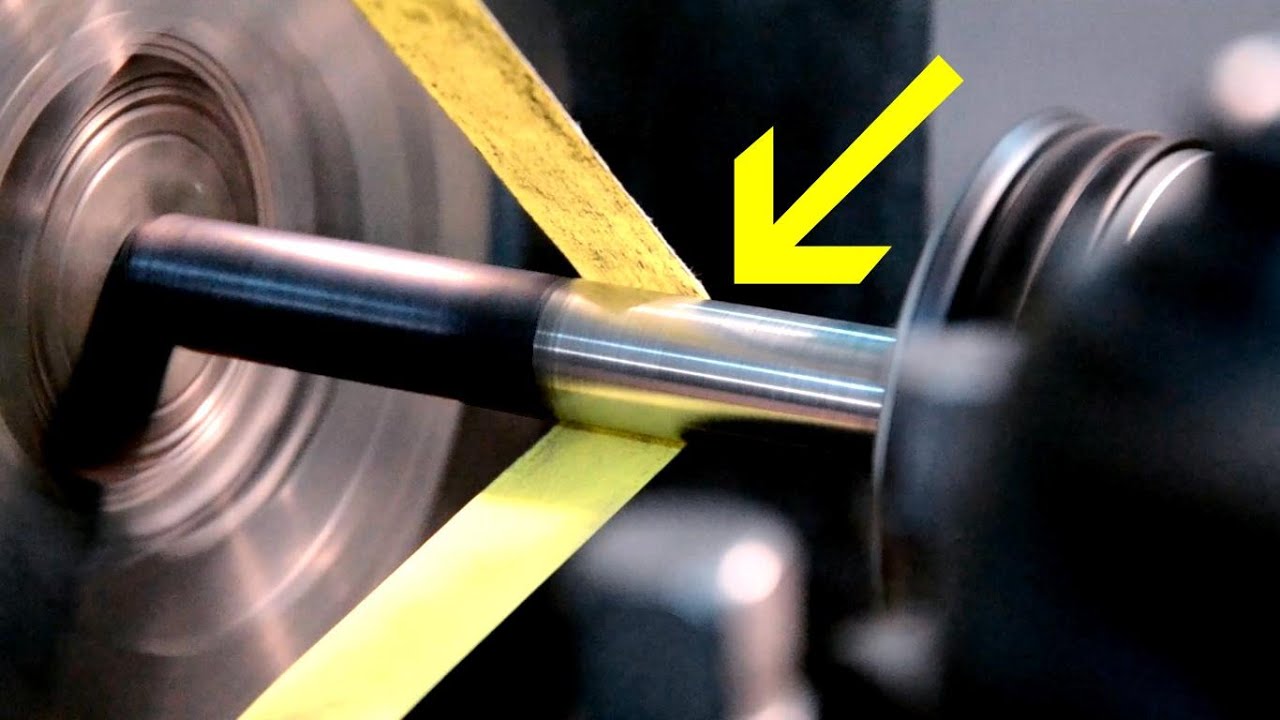 Для двухроликовой накатки точность установки по высоте не имеет существенного значения, так как в
Для двухроликовой накатки точность установки по высоте не имеет существенного значения, так как в
этом случае ролики самоустанавливаются по обрабатываемой поверхности за счет шарнирного соединения обоймы с державкой.
Приемы накатывания . При накатывании металл выдавливается, поэтому поверхность детали обтачивают до диаметра, меньше номинального примерно на 0,5 шага рифлений.
Ролики подводят вплотную к вращающейся детали и ручной подачей вдавливают в обрабатываемую поверхность на некоторую глубину. Выключив вращение детали, проверяют точность образовавшегося рисунка. Затем включают вращение шпинделя и продольную подачу и выполняют накатывание на требуемую длину за несколько проходов в обе стороны до получения полной высоты рифлений. В конце каждого прохода, не нарушая контакта с заготовкой, накатку подают поперечно на
требуемую глубину. Накатные ролики следует периодически очищать проволочной щеткой от застрявших в углублениях металлических частиц.
Продольную подачу принимают примерно равной удвоенной величине шага рифлений (1-2,5 мм/об), скорость вращения детали — в пределах 15-20 м/мин.
Обрабатываемую поверхность смазывают маслом.
На токарных станках выполняют шлифование, накатку и другие отделочные работы.
Шлифуют, когда размеры и форма детали выполнены с невысокой точностью, а к чистоте обработанной поверхности предъявляют повышенные требования.
Деталь устанавливают на станке так же, как при обтачивании, приводят в быстрое вращение и чисто обрабатывают плоским . Ручку напильника держат в левой руке, а правой придерживают его носок. Располагают напильник поперек оси детали.
При опиливании легко нажимают и медленно перемещают напильник от себя. При обратном движении контакт напильника с деталью сохраняют, но силу нажатия уменьшают.
Шлифуют шлифовальными шкурками. Детали малого диаметра обрабатывают, пользуясь приспособлением, состоящим из двух деревянных брусков, которые соединены шарниром и имеют вогнутые поверхности, соответствующие цилиндрической поверхности обрабатываемой детали. Шлифовальную шкурку вставляют в приспособление, прижимают к детали и перемещают вдоль нее.
Шлифовальную шкурку вставляют в приспособление, прижимают к детали и перемещают вдоль нее.
Черновую обработку ведут крупнозернистой шкуркой, а чистовую — мелкозернистой.
Для повышения чистоты обрабатываемую поверхность смазывают машинным маслом.
Вопросы
- Когда шлифуют детали на токарном станке?
- Как шлифуют детали на токарном станке?
Накатывание на токарном станке
Цилиндрические рукоятки различных измерительных инструментов, рукоятки калибров, головки микрометрических винтов и круглые гайки для удобства пользования делают не гладкими, а рифлеными. Такая рифленая поверхность называется накаткой, а процесс ее получения — накатыванием.
Накатка бывает прямой и перекрестной. Для накатывания в резцедержателе крепят державку, в которой установлены для простой накатки один, а для перекрестной два ролика из инструментальной закаленной стали с насеченными на них зубчиками.
Эти зубчики имеют различные размеры и по-разному направлены, что позволяет получить накатку различных узоров.
При накатывании державку с роликами прижимают к вращающейся детали винтом поперечной подачи. Ролики начинают вращаться и, вдавливаясь в материал детали, образуют на ее поверхности накатку. Она может быть крупной, средней или мелкой, в зависимости от размеров зубчиков на роликах. При накатывании производят подачу в двух направлениях — перпендикулярно оси детали и вдоль нее. Для получения накатки достаточной глубины нужно накатывать в 2 — 4 прохода.
Правила накатывания
- При начале накатывания следует сразу усиленно нажать и проверить, попадают ли зубчики роликов в сделанные ими насечки при последующих оборотах.
- Ролики должны соответствовать требуемому узору детали.
- Два ролика должны быть точно расположены один под другим.
- Перед работой нужно тщательно очистить ролики стальной щеткой от остатков материала.
- Во время накатывания рабочие поверхности роликов следует хорошо смазывать веретенным или машинным маслом.
Правильность накатки проверяют на глаз.
Вопросы
- На каких деталях и для чего делают накатку?
- Из каких элементов состоит накатка?
- Какая бывает накатка?
- Расскажите о правилах накатки.
«Слесарное дело», И.Г.Спиридонов,
Г.П.Буфетов, В.Г.Копелевич
Растачивать отверстия (внутренние цилиндрические поверхности) сложнее, чем обтачивать наружные поверхности. Основная трудность — малая жесткость расточного резца. Сквозные отверстия растачивают расточными резцами, показанными на рисунке. Смотрите рисунок – Расточной резец для сквозного отверстия Для этого обрабатываемую заготовку крепят в патроне токарного станка. Проверяют надежность крепления заготовки и резца. Растачивают сначала черновым резцом, который при помощи…
В зависимости от требуемой точности измерения и размеров диаметра отверстий применяют различный измерительный инструмент. Неточные цилиндрические отверстия можно измерять нутромером и измерительной линейкой, Для определения размера нужно величину развода ножек нутромера измерить линейкой или штангенциркулем. Измерение отверстия нутромером При растачивании отверстия под обработанный вал измеряют вначале диаметр вала штангенциркулем и затем устанавливают по ним ножки…
Измерение отверстия нутромером При растачивании отверстия под обработанный вал измеряют вначале диаметр вала штангенциркулем и затем устанавливают по ним ножки…
Растачивают отверстия на токарных станках тогда, когда сверление и рассверливание не обеспечивают необходимой точности размеров отверстий и чистоты обработанной поверхности. Расточной резец для сквозного отверстия При черновой и чистовой обработке растачивают отверстия расточными резцами. В зависимости от вида растачиваемых отверстий различают расточные резцы для сквозных отверстий (смотрите рисунок выше) и для глухих отверстий (смотрите рисунок…
Наиболее широко распространенными приспособлениями для токарных и шлифовальных работ являются центры, кулачковые и цанговые патроны , которые применяют также и при других работах (например, сверлильных).
На рис. 122 показаны конструкции центров токарного станка: нормальные (рис. 122, α), со сферическим концом (рис. 122, б), применяемые при смещении осевой линии заготовки относительно линии центров станка, полуцентры (рис. 122, в), позволяющие совмещать наружное продольное точение и подрезку торцов. Для повышения износостойкости центров их армируют твердым сплавом или металлизируют поверхность конуса.
122, в), позволяющие совмещать наружное продольное точение и подрезку торцов. Для повышения износостойкости центров их армируют твердым сплавом или металлизируют поверхность конуса.
Из-за нагрева в процессе резания, вызывающего удлинение обрабатываемой заготовки, изменяется сила зажима. Для того чтобы зажимная сила была постоянна, в задней бабке располагают компенсаторы различных конструкций: пружинные, пневматические и гидравлические, которые позволяют несколько смещать пиноль при нагреве заготовки. Такие компенсаторы обычно используют при закреплении заготовки во вращающихся центрах.
Чтобы предотвратить прогиб нежестких заготовок валов, в качестве дополнительных опор применяют люнеты подвижного или неподвижного типа. Обычные конструкции неподвижных универсальных люнетов не отвечают требованиям скоростной обработки, так как кулачки люнета, изготовленные из бронзы или чугуна, быстро изнашиваются и в их сопряжении с деталью образуется зазор, что приводит к вибрациям. В. К. Семинский предложил модернизировать люнет (рис. 123).
В. К. Семинский предложил модернизировать люнет (рис. 123).
В основании 1 люнета вместо кулачков 7 устанавливают шарикоподшипники, а гнездо под кулачок в крышке 2 растачивают и вставляют в него стержень 4 с пружиной 5. На стержне закреплена серьга 6 с двумя шарикоподшипниками. Шарикоподшипники основания люнета настраивают на диаметр по контрольному валику, устанавливаемому в центрах, или по самой обрабатываемой заготовке.
Затем накидывают крышку 2 люнета и гайкой 3 регулируют положение стержня 4 с таким расчетом, чтобы зазор между основанием и крышкой составлял 3…5 мм , после этого эксцентриком 8 прижимают крышку. При этом пружина 5 сжимается и шарикоподшипники, установленные в серьге, с силой начинают прижимать обрабатываемую деталь к шарикоподшипникам основания.
Биение из-за овальности и неодинаковой толщины различных участков обрабатываемой заготовки при данной конструкции люнета воспринимается пружиной 5, которая работает как амортизатор.
Наиболее распространенными устройствами передачи крутящего момента обрабатываемым заготовкам на шпинделе передней бабки являются поводковые устройства : хомутики, скобы, поводковые оправки, поводковые планшайбы, поводковые патроны, кулачковые патроны, цанговые зажимные устройства.
Обычные и самозажимные хомутики имеют ограниченное применение, так как требуют значительного времени для установки, поэтому чаще применяют самозажимные поводковые оправки. Устанавливать и снимать заготовки в этом случае можно при вращении шпинделя. Установленную в центрах заготовку перемещают влево поджимом пиноли, задней бабки, при этом в торец заготовки вдавливают зубья поводка, что обеспечивает передачу крутящего момента от шпинделя к заготовке.
Из патронов, применяющихся для установки и закрепления заготовок на токарных станках, наиболее распространены самоцентрирующие трехкулачковые патроны. Для закрепления несимметричных заготовок применяют обычно четырехкулачковые патроны с независимым перемещением каждого кулачка с помощью винта.
При базировании обрабатываемой заготовки по внутренней поверхности применяют разжимные оправки с пневматическим приводом. Наиболее характерной конструкцией пневматического поводкового патрона является патрон, показанный на рис, 124. В этой конструкции устанавливать и снимать заготовку можно не останавливая шпиндель станка. Патрон снабжен автоматически запирающимся плавающим центром. В отверстиях корпуса приспособления установлены плунжеры 7, в пазах которых находятся зубчатые колеса 5, вращающиеся на запрессованных в плунжеры 7 осях 6. Зубчатые колеса 5 находятся в зацеплении с реечными клиньями 8, которые своими скосами с помощью крестообразных вкладышей 4, находящихся в пазах колодок 3, перемещают колодки с эксцентриковыми кулачками зажимаемой заготовке. Кулачки 1 вращаются на осях 2, закрепленных в колодках 3. В середине патрона находится втулка 14 с плавающим патроном 16, жестко связанным с корпусом патрона. Головка 10 связана со штоком пневматического цилиндра качалки 9.
В этой конструкции устанавливать и снимать заготовку можно не останавливая шпиндель станка. Патрон снабжен автоматически запирающимся плавающим центром. В отверстиях корпуса приспособления установлены плунжеры 7, в пазах которых находятся зубчатые колеса 5, вращающиеся на запрессованных в плунжеры 7 осях 6. Зубчатые колеса 5 находятся в зацеплении с реечными клиньями 8, которые своими скосами с помощью крестообразных вкладышей 4, находящихся в пазах колодок 3, перемещают колодки с эксцентриковыми кулачками зажимаемой заготовке. Кулачки 1 вращаются на осях 2, закрепленных в колодках 3. В середине патрона находится втулка 14 с плавающим патроном 16, жестко связанным с корпусом патрона. Головка 10 связана со штоком пневматического цилиндра качалки 9.
При зажиме головка 10 толкает плунжеры 7 и подает вперед втулку 15, сидящую на втулке 14. Кулачки 1 пружинными плунжерами 11 прижимаются к упорным винтам 12, которые обеспечивают касание средней части поверхности кулачка и зажимаемой заготовки. При упирании кулачков 1 в обрабатываемую заготовку зубчатые колеса 5, перекатываясь по зубьям реечных клиньев 8, перемещают втулку 15, которая своим корпусом и тремя шариками зажимает центр 16. Колодки 3 с кулачками 1 в нерабочем состоянии удерживаются пружинными плунжерами 13 на одинаковом расстоянии от центра патрона.
При упирании кулачков 1 в обрабатываемую заготовку зубчатые колеса 5, перекатываясь по зубьям реечных клиньев 8, перемещают втулку 15, которая своим корпусом и тремя шариками зажимает центр 16. Колодки 3 с кулачками 1 в нерабочем состоянии удерживаются пружинными плунжерами 13 на одинаковом расстоянии от центра патрона.
На рис. 125 приведена конструкция задней бабки токарного станка с встроенным вращающимся центром и пневматическим цилиндром для перемещения пиноли. Это устройство позволяет уменьшить затраты времени на перемещение пиноли. Пиноль 2 перемещается с вращающимся центром 1 посредством штока 3 и поршня 5 пневмоцилиндра 4. Когда сжатый воздух поступает в правую полость цилиндра, поршень, перемещаясь влево, толкает штоком пиноль к обрабатываемой заготовке.
Пневмоцилиндр 4 жестко закреплен на корпусе задней бабки. С помощью распределительного крана 6 осуществляют управление приводом.
Для обработки заготовок на токарных станках применяют пневматические трехкулачковые патроны с регулируемыми кулачками. Применение регулируемых кулачков обусловлено необходимостью обработки заготовок различных размеров. Частые перестановки кулачков (или накладок) вызывают необходимость их протачивать или шлифовать, что, естественно, затрудняет переналадку, особенно в течение рабочего дня. Показанная на рис. 126 конструкция позволяет не только регулировать кулачки в зависимости от формы заготовки или ее размеров, но и быстро переналаживать патрон для работы в. центрах. В корпусе 2 патрона находится муфта 1, соединенная резьбой с тягой пневматического привода. В проточку муфты входят длинные концы трех рычагов 3, а их короткие концы — в пазы ползушек 4, соединенных винтами 5 с кулачками 6. На торцевую поверхность патрона нанесена кольцевая риска 7, а на кулачках имеются деления, позволяющие предварительно устанавливать кулачки. При переналадке патрона для работ в центрах в центральное отверстие вставляют переходную втулку с нормальным центром, а один из кулачков используют в качестве поводка.
Применение регулируемых кулачков обусловлено необходимостью обработки заготовок различных размеров. Частые перестановки кулачков (или накладок) вызывают необходимость их протачивать или шлифовать, что, естественно, затрудняет переналадку, особенно в течение рабочего дня. Показанная на рис. 126 конструкция позволяет не только регулировать кулачки в зависимости от формы заготовки или ее размеров, но и быстро переналаживать патрон для работы в. центрах. В корпусе 2 патрона находится муфта 1, соединенная резьбой с тягой пневматического привода. В проточку муфты входят длинные концы трех рычагов 3, а их короткие концы — в пазы ползушек 4, соединенных винтами 5 с кулачками 6. На торцевую поверхность патрона нанесена кольцевая риска 7, а на кулачках имеются деления, позволяющие предварительно устанавливать кулачки. При переналадке патрона для работ в центрах в центральное отверстие вставляют переходную втулку с нормальным центром, а один из кулачков используют в качестве поводка.
В некоторых случаях обрабатываемые заготовки с буртиками или фланцами целесообразно центрировать на коротких жестких пальцах или в выточках и зажимать вдоль оси. На рис. 127 показана конструкция пневматического приспособления для осевого зажима тонкостенной втулки с буртиком. Втулку центрируют в выточке диска 7, прикрепленного к корпусу 1, и зажимают вдоль оси тремя рычагами 6, посаженными на оси 5. Рычаги приводят в действие тягой, соединенной с винтом 2, при перемещении которой передвигается коромыслом 4 вместе с рычагами 6, зажимающими обрабатываемую заготовку. При движении тяги слева направо винт 2 посредством гайки 3 перемещает в сторону коромысло 4 с рычагами 6. Пальцы, на которые посажены рычаги 6, скользят по косым пазам диска 7 и таким образом при раскреплении обработанной заготовки несколько приподнимаются (как показано тонкой линией), позволяя освободить обработанную деталь и установить новую заготовку.
Закрепление по буртику позволяет обрабатывать как наружные, так и внутренние поверхности.

На предприятиях применяют также пневматические устройства со сменными зажимными рычагами, обеспечивающими концентричность наружной и внутренней обрабатываемых поверхностей. Конструкция такого приспособления приведена на рис. 128 и представляет собой корпус 5, внутри которого на шарнирных осях установлены рычаги 2 и 4. Короткие концы рычагов выступают наружу, а длинные установлены в прямоугольном пазу штока 3. В резьбовое отверстие штока ввернута тяга 1, соединенная со штоком пневмоцилиндра (на рисунке не показан). Корпус приспособления центрируется на планшайбе 7 станка втулкой 6.
При движении тяги 1 со штоком 3 справа налево короткие концы рычагов 2 и 4 зажимают заготовку.
Применяют также патроны с установкой заготовок по обработанным базам. На рис. 129 показана конструкция патрона с установкой заготовки по центральному отверстию и зажимом за фланец. При креплении кулачки 3, сидящие на концах штоков 1, своими выступами опираются на планку 2, разгружая штоки от изгибающих сил. При раскреплении обработанной детали кулачки 3 нижними наружными выступами 4 упираются в планку 2, освобождая деталь, а внутренними выступами 5 сталкивают ее с установочного пальца.
При раскреплении обработанной детали кулачки 3 нижними наружными выступами 4 упираются в планку 2, освобождая деталь, а внутренними выступами 5 сталкивают ее с установочного пальца.
Для обработки на оправках применяют различные виды разжимных пневматических устройств. На рис. 130 показана конструкция трех кулачковой разжимной оправки. Она состоит из корпуса 2 с чугунной резьбовой втулкой 3, навинченной на шпиндель станка. Заготовку зажимают тремя кулачками 4, расположенными под углом 120° в отверстиях корпуса оправки и выдвигаемыми с помощью втулки 5 с тремя клиньями. Втулка перемещается тягой 1 от пневматического привода. Кулачки 4 возвращаются в исходное положение при освобождении обработанной детали пружинными кольцами 6.
Основным недостатком размещения пневматического привода на заднем конце шпинделя является невозможность обработки прутковых заготовок. На рис. 131 показана конструкция пневматического цангового патрона, который позволяет обрабатывать заготовки из прутка, проходящего через отверстия шпинделя станка. В данной конструкции сжатый воздух поступает через распределительную коробку, укрепленную на заднем конце шпинделя станка. Воздуховод от распределительной коробки к патрону расположен в двух металлических трубках 1, впаянных в канавки трубы 2.
В данной конструкции сжатый воздух поступает через распределительную коробку, укрепленную на заднем конце шпинделя станка. Воздуховод от распределительной коробки к патрону расположен в двух металлических трубках 1, впаянных в канавки трубы 2.
При зажиме заготовки сжатый воздух направляется в правую полость патрона, перемещая поршень 3 с привернутым в нему кольцом 5. Это кольцо, надавливая на кулачки 6, перемещает их по конической поверхности втулки 4, зажимая тем самым заготовку. Для раскрепления обработанной детали сжатый воздух направляется в левую полость патрона, сдвигая поршень 3 вправо, при этом кулачки 6 под воздействием пружинного кольца 7 расходятся.
Полировка представляет собой отделочную обработку, при которой в основном происходит пластическая деформация — сглаживание поверхностных неровностей, а собственно съем (срезание) металла или вовсе не имеет места или он очень мал и распространяется только на поверхностные неровности.
В результате полировки повышается чистота поверхности, достигая зеркального блеска.
Основное применение полировки — декоративная обработка для придания блеска поверхности. Кроме того, полировка применяется для уменьшения коэффициента трения, повышения коррозионной стойкости, повышения усталостной прочности, уменьшения аэродинамического трения.
Наиболее распространенным в машиностроении видом полировки является полировка посредством мягких кругов, на цилиндрическую поверхность которых нанесена смесь абразивного порошка и смазки. Применяют круги: войлочные из коровьей шерсти и матерчатые из парусины — для более грубой полировки; фетровые и матерчатые из хлопчатобумажной ткани — для тонкой полировки; кожаные — для деталей, у которых надо сохранить острые кромки. полировка плоских изделий производится бесконечными кожанными лентами, натянутыми на пару шкивов; полировка червяков — деревянными зубчатыми колесами. Для полировки применяют: наждачные и электрокорундовые микропорошки зернистости М28 — М14 — для полировки стали; окись хрома — для цветных металлов и сплавов; крокус и венскую известь — для особо тонкой полировки. Смазка должна быть достаточно густой, чтобы удерживать абразивные зерна на поверхности быстро вращающихся кругов. Применяют тавот и смеси парафина и воска, наносимые на круги в разогретом состоянии. Примерная пропорция: смазки 40% и абразива 60% (по весу). Окружная скорость полировальных кругов составляет обычно 20-35 м/сек. Давление, с которым обрабатываемое изделие прижимается к кругу, имеет большое значение: чем оно больше, тем выше производительность, но тем ниже чистота поверхности и тем больше нагревание полируемого изделия.
Смазка должна быть достаточно густой, чтобы удерживать абразивные зерна на поверхности быстро вращающихся кругов. Применяют тавот и смеси парафина и воска, наносимые на круги в разогретом состоянии. Примерная пропорция: смазки 40% и абразива 60% (по весу). Окружная скорость полировальных кругов составляет обычно 20-35 м/сек. Давление, с которым обрабатываемое изделие прижимается к кругу, имеет большое значение: чем оно больше, тем выше производительность, но тем ниже чистота поверхности и тем больше нагревание полируемого изделия.
Ручная полировка производится на простейших полировальных станках. В массовом производстве применяются специальные станки с механической подачей изделий.
К полировке обычно относят и такой — промежуточный между шлифованием и полировкой — метод обработки, при котором абразивный порошок наклеивают на поверхность войлочного круга. Для этого поверхность круга покрывают горячим столярным клеем, и круг прокатывают по плоскости, на которой тонким слоем насыпан абразивный порошок. Толщина слоя полученной таким способом абразивно-клеевой пленки может доходить до 2-3мм. В последнее время проведены успешные опыты наклейка абразива посредством синтетического клея БФ-2, что позволило применять водяное охлаждение для предохранения обрабатываемых закаленных деталей от возможного отпуска. Этот метод обработки позволяет полировать (точнее — шлифовать) поверхности, имеющие небольшую выпуклость или вогнутость. Чистота обрабатываемой поверхности получается 7-9-го классов, в зависимости от зернистости применяемого абразива — от 60 до 180.
Толщина слоя полученной таким способом абразивно-клеевой пленки может доходить до 2-3мм. В последнее время проведены успешные опыты наклейка абразива посредством синтетического клея БФ-2, что позволило применять водяное охлаждение для предохранения обрабатываемых закаленных деталей от возможного отпуска. Этот метод обработки позволяет полировать (точнее — шлифовать) поверхности, имеющие небольшую выпуклость или вогнутость. Чистота обрабатываемой поверхности получается 7-9-го классов, в зависимости от зернистости применяемого абразива — от 60 до 180.
К полировке относится и отделка поверхности абразивной шкуркой и лентой (без применения контактных роликов). Помимо общеизвестной полировки шкуркой на токарных станках, в массовом производстве применяется полировка абразивной лентой на специальных станках.
Разновидностью полировки является жидкостная полировка (называемая иногда «гидро-хонингом» или жидкостным хонингованием).
Сущность этого метода заключается в том, что на обрабатываемую поверхность под давлением до 6 атм. направляется струя жидкости, представляющей собой смесь масла или эмульсии с абразивным порошком — карборундом или электрокорундом. Достигаемая чистота поверхности: от 7-го класса при зернистости абразива 80 до 9-го класса — при зернистости М20.
направляется струя жидкости, представляющей собой смесь масла или эмульсии с абразивным порошком — карборундом или электрокорундом. Достигаемая чистота поверхности: от 7-го класса при зернистости абразива 80 до 9-го класса — при зернистости М20.
Жидкостная полировка позволяет обрабатывать изделия сложной формы с глубокими впадинами, с уступами и т.п., т.е. таких деталей, полировка которых кругами затруднительна. Для жидкостной полировки необходима специальная установка. На Рис.1. показана опытная заводская установка основанная на пневмо-эжекционном принципе подачи абразивной жидкости.
Рис.1. Установка для жидкостной полировки: 1-ребристый резервуар для абразивной жидкости; 2-лопастной винт; 3-вал мешалки; 4-обрабатываемая деталь; 5-форсунка.
Шлифовка внутренних отверстий на токарном станке. Основные операции и работы,выполняемые на токарном станке
Полировка представляет собой отделочную обработку, при которой в основном происходит пластическая деформация — сглаживание поверхностных неровностей, а собственно съем (срезание) металла или вовсе не имеет места или он очень мал и распространяется только на поверхностные неровности.
В результате полировки повышается чистота поверхности, достигая зеркального блеска.
Основное применение полировки — декоративная обработка для придания блеска поверхности. Кроме того, полировка применяется для уменьшения коэффициента трения, повышения коррозионной стойкости, повышения усталостной прочности, уменьшения аэродинамического трения.
Наиболее распространенным в машиностроении видом полировки является полировка посредством мягких кругов, на цилиндрическую поверхность которых нанесена смесь абразивного порошка и смазки. Применяют круги: войлочные из коровьей шерсти и матерчатые из парусины — для более грубой полировки; фетровые и матерчатые из хлопчатобумажной ткани — для тонкой полировки; кожаные — для деталей, у которых надо сохранить острые кромки. полировка плоских изделий производится бесконечными кожанными лентами, натянутыми на пару шкивов; полировка червяков — деревянными зубчатыми колесами. Для полировки применяют: наждачные и электрокорундовые микропорошки зернистости М28 — М14 — для полировки стали; окись хрома — для цветных металлов и сплавов; крокус и венскую известь — для особо тонкой полировки. Смазка должна быть достаточно густой, чтобы удерживать абразивные зерна на поверхности быстро вращающихся кругов. Применяют тавот и смеси парафина и воска, наносимые на круги в разогретом состоянии. Примерная пропорция: смазки 40% и абразива 60% (по весу). Окружная скорость полировальных кругов составляет обычно 20-35 м/сек. Давление, с которым обрабатываемое изделие прижимается к кругу, имеет большое значение: чем оно больше, тем выше производительность, но тем ниже чистота поверхности и тем больше нагревание полируемого изделия.
Смазка должна быть достаточно густой, чтобы удерживать абразивные зерна на поверхности быстро вращающихся кругов. Применяют тавот и смеси парафина и воска, наносимые на круги в разогретом состоянии. Примерная пропорция: смазки 40% и абразива 60% (по весу). Окружная скорость полировальных кругов составляет обычно 20-35 м/сек. Давление, с которым обрабатываемое изделие прижимается к кругу, имеет большое значение: чем оно больше, тем выше производительность, но тем ниже чистота поверхности и тем больше нагревание полируемого изделия.
Ручная полировка производится на простейших полировальных станках. В массовом производстве применяются специальные станки с механической подачей изделий.
К полировке обычно относят и такой — промежуточный между шлифованием и полировкой — метод обработки, при котором абразивный порошок наклеивают на поверхность войлочного круга. Для этого поверхность круга покрывают горячим столярным клеем, и круг прокатывают по плоскости, на которой тонким слоем насыпан абразивный порошок. Толщина слоя полученной таким способом абразивно-клеевой пленки может доходить до 2-3мм. В последнее время проведены успешные опыты наклейка абразива посредством синтетического клея БФ-2, что позволило применять водяное охлаждение для предохранения обрабатываемых закаленных деталей от возможного отпуска. Этот метод обработки позволяет полировать (точнее — шлифовать) поверхности, имеющие небольшую выпуклость или вогнутость. Чистота обрабатываемой поверхности получается 7-9-го классов, в зависимости от зернистости применяемого абразива — от 60 до 180.
Толщина слоя полученной таким способом абразивно-клеевой пленки может доходить до 2-3мм. В последнее время проведены успешные опыты наклейка абразива посредством синтетического клея БФ-2, что позволило применять водяное охлаждение для предохранения обрабатываемых закаленных деталей от возможного отпуска. Этот метод обработки позволяет полировать (точнее — шлифовать) поверхности, имеющие небольшую выпуклость или вогнутость. Чистота обрабатываемой поверхности получается 7-9-го классов, в зависимости от зернистости применяемого абразива — от 60 до 180.
К полировке относится и отделка поверхности абразивной шкуркой и лентой (без применения контактных роликов). Помимо общеизвестной полировки шкуркой на токарных станках, в массовом производстве применяется полировка абразивной лентой на специальных станках.
Разновидностью полировки является жидкостная полировка (называемая иногда «гидро-хонингом» или жидкостным хонингованием).
Сущность этого метода заключается в том, что на обрабатываемую поверхность под давлением до 6 атм. направляется струя жидкости, представляющей собой смесь масла или эмульсии с абразивным порошком — карборундом или электрокорундом. Достигаемая чистота поверхности: от 7-го класса при зернистости абразива 80 до 9-го класса — при зернистости М20.
направляется струя жидкости, представляющей собой смесь масла или эмульсии с абразивным порошком — карборундом или электрокорундом. Достигаемая чистота поверхности: от 7-го класса при зернистости абразива 80 до 9-го класса — при зернистости М20.
Жидкостная полировка позволяет обрабатывать изделия сложной формы с глубокими впадинами, с уступами и т.п., т.е. таких деталей, полировка которых кругами затруднительна. Для жидкостной полировки необходима специальная установка. На Рис.1. показана опытная заводская установка основанная на пневмо-эжекционном принципе подачи абразивной жидкости.
Рис.1. Установка для жидкостной полировки: 1-ребристый резервуар для абразивной жидкости; 2-лопастной винт; 3-вал мешалки; 4-обрабатываемая деталь; 5-форсунка.
На главную
раздел пятыйГлава XI
Обтачивание наружных цилиндрических поверхностей
На токарных станках можно обрабатывать детали, поверхности которых имеют форму тел вращения. Большинство деталей, применяемых в машиностроении, имеет цилиндрические поверхности, как, например, валики, втулки и др.
Большинство деталей, применяемых в машиностроении, имеет цилиндрические поверхности, как, например, валики, втулки и др.
1. Резцы для продольного обтачивания
Для продольного обтачивания применяют проходные резцы. Проходные резцы разделяются на черновые и чистовые .
Черновые резцы
(рис. 99) предназначены для грубого обтачивания — обдирки, производимой с целью быстро снять излишний металл; их называют часто обдирочными. Такие резцы изготовляют обычно с приваренной или припаянной, либо с механически прикрепленной пластинкой и снабжают длинной режущей кромкой. Вершину резца закругляют по радиусу r = 1-2 мм. На рис. 99, а показан резец черновой проходной прямой, а на рис. 99, б — отогнутый. Отогнутая форма резца очень удобна при обтачивании поверхностей деталей, находящихся около кулачков патрона, и для подрезания торцов. После обтачивания черновым резцом поверхность детали имеет крупные риски; качество обработанной поверхности получается вследствие этого низким.
Чистовые резцы служат для окончательного обтачивания деталей, т. е. для получения точных размеров и чистой, ровной поверхности обработки. Существуют различные виды чистовых резцов.
На рис. 100, а показан чистовой проходной резец, отличающийся от чернового главным образом большим радиусом закругления, равным 2-5 мм. Этот тип резца применяется при чистовых работах, которые производятся с небольшой глубиной резания и малой подачей. На рис. 100, б показан чистовой резец с широкой режущей кромкой, параллельной оси обрабатываемой детали. Такой резец позволяет снимать чистовую стружку при большой подаче и дает чистую и гладко обработанную поверхность. На рис. 100, в показан резец В. Колесова, который позволяет получать чистую и гладко обработанную поверхность при работе с большой подачей (1,5-3 мм/об) при глубине резания 1-2 мм (см. рис. 62).
2. Установка и закрепление резца
Перед обтачиванием нужно правильно установить резец в резцедержателе, следя за тем, чтобы выступающая из него часть резца была возможно короче — не больше 1,5 высоты его стержня.
При большем вылете резец при работе будет дрожать, в результате обработанная поверхность получится негладкой, волнистой, со следами дробления.
На рис. 101 показана правильная и неправильная установка резца в резцедержателе.
В большинстве случаев рекомендуется устанавливать вершину резца на высоте центров станка. Для этого применяют подкладки (не больше двух), помещая их под всей опорной поверхностью резца. Подкладка представляет собой плоскую стальную линейку длиной 150-200 мм, имеющую строго параллельные верхнюю и нижнюю поверхности. Токарь должен иметь набор таких подкладок разной толщины, чтобы получить необходимую для установки резца высоту. Не следует для этой цели пользоваться случайными пластинками.
Подкладки надо ставить под резец так, как показано на рис. 102 сверху.
Для проверки положения вершины резца по высоте подводят вершину его к одному из предварительно выверенных центров, как показано на рис. 103. Для этой же цели можно пользоваться риской, проведенной на пиноли задней бабки, на высоте центра.
Закрепление резца в резцедержателе должно быть надежным и прочным: резец должен быть закреплен не менее чем двумя болтами. Болты, закрепляющие резец, должны быть равномерно и туго затянуты.
3. Установка и закрепление деталей в центрах
Распространенным способом обработки деталей на токарных станках является обработка в центрах (рис. 104). При этом способе в торцах обрабатываемой детали предварительно засверливают центровые отверстия — центруют деталь. При установке на станке в эти отверстия входят острия центров передней и задней бабок станка. Для передачи вращения от шпинделя передней бабки к обрабатываемой детали применяется поводковый патрон 1 (рис. 104), навинчиваемый на шпиндель станка, и хомутик 2, закрепляемый винтом 3 на обрабатываемой детали.
Свободным концом хомутик захватывается пазом (рис. 104) или пальцем (рис. 105) патрона и приводит деталь во вращение. В первом случае хомутик делается отогнутым (рис. 104), во втором — прямым (рис. 105). Поводковый патрон с пальцем, показанный на рис. 105, представляет опасность для рабочего; более безопасным является поводковый патрон с предохранительным кожухом (рис. 106).
105). Поводковый патрон с пальцем, показанный на рис. 105, представляет опасность для рабочего; более безопасным является поводковый патрон с предохранительным кожухом (рис. 106).
Существенными принадлежностями токарного станка являются центры . Обычно применяется центр, показанный на рис. 107, а.
Он состоит из конуса 1, на который устанавливается деталь, и конического хвостовика 2. Хвостовик должен точно подходить к коническому отверстию шпинделя передней бабки и пиноли задней бабки станка.
Передний центр вращается вместе со шпинделем и обрабатываемой деталью, тогда как центр задней бабки в большинстве случаев неподвижен и трется о вращающуюся деталь. От трения нагреваются и изнашиваются как коническая поверхность центра, так и поверхность центрового отверстия детали. Для уменьшения трения необходимо смазывать задний центр.
При обтачивании деталей на больших скоростях, а также при обработке тяжелых деталей работа на неподвижном центре задней бабки невозможна ввиду быстрого износа самого центра и разработки центрового отверстия.
В этих случаях применяют вращающиеся центры . На рис. 108 показана одна из конструкций вращающегося центра, вставляемого в коническое отверстие пиноли задней бабки. Центр 1 вращается в шариковых подшипниках 2 и 4. Осевое давление воспринимается упорным шариковым подшипником 5. Конический хвостовик 3 корпуса центра соответствует коническому отверстию пиноли.
Для сокращения времени на закрепление деталей вместо хомутиков с ручным зажимом часто применяют рифленые передние центры (рис. 109), которые не только центруют деталь, но и выполняют роль поводка. При нажиме задним центром рифления врезаются в обрабатываемую деталь и этим передают ей вращение. Для полых деталей применяют наружные (рис. 110, а), а для валиков-внутренние (обратные) рифленые центры (рис. 110, б).
Такой способ крепления позволяет обтачивать деталь по всей длине за одну установку. Обтачивание тех же деталей с обычным центром и хомутиком может быть произведено только за две установки, что значительно увеличивает время обработки.
Для легких и средних токарных работ применяют самозажимные хомутики . Один из таких хомутиков изображен на рис. 111. В корпусе 1 такого хомутика на оси установлен кулачок 4, конец которого имеет рифленую поверхность 2. После установки хомутика на деталь рифленая поверхность кулачка под действием пружины 3 прижимается к детали. После установки в центры и пуска станка палец 5 поводкового патрона, нажимая на кулачок 4, заклинивает деталь и приводит ее во вращение. Такие самозажимные хомутики значительно сокращают вспомогательное время.
4. Наладка станка для обработки в центрах
Для получения цилиндрической поверхности при обтачивании заготовки в центрах необходимо, чтобы передний и заданий центры находились на оси вращения шпинделя, а резец перемещался параллельно этой оси. Чтобы проверить правильность расположения центров, нужно придвинуть задний центр к переднему (рис. 112). Если острия центров не совпадают, необходимо отрегулировать положение корпуса задней бабки на плите, как было указано на стр. 127.
127.
Несовпадение центров может быть также вызвано попаданием грязи или стружки в конические отверстия шпинделя или пи-ноли. Чтобы избежать этого, необходимо перед установкой центров тщательно протереть отверстия шпинделя и пиноли, а также коническую часть центров. Если центр передней бабки и после этого, как говорят, «бьет», значит он неисправен и должен быть заменен другим.
При точении деталь нагревается и удлиняется, создавая при этом усиленный нажим на центры. Чтобы предохранить деталь от возможного изгиба, а задний центр — от заедания, рекомендуется время от времени освобождать задний центр, а затем снова его поджимать до нормального состояния. Необходимо также периодически дополнительно смазывать заднее центровое отверстие детали.
5. Установка и закрепление деталей в патронах
Короткие детали обычно устанавливают и закрепляют в патронах, которые подразделяются на простые и самоцентрирующие.
Простые патроны изготовляют обычно четырехкулачковыми (рис. 113). В таких патронах каждый кулачок 1, 2, 3 и 4 перемещается своим винтом 5 независимо от остальных. Это позволяет устанавливать и закреплять в них различные детали как цилиндрической, так и нецилиндрической формы. При установке детали в четырехкулачковом патроне необходимо ее тщательно выверить, чтобы она не била при вращении.
113). В таких патронах каждый кулачок 1, 2, 3 и 4 перемещается своим винтом 5 независимо от остальных. Это позволяет устанавливать и закреплять в них различные детали как цилиндрической, так и нецилиндрической формы. При установке детали в четырехкулачковом патроне необходимо ее тщательно выверить, чтобы она не била при вращении.
Выверку детали при ее установке можно производить при помощи рейсмаса. Чертилку рейсмаса подводят к проверяемой поверхности, оставляя между ними зазор в 0,3-0,5 мм; поворачивая шпиндель, следят за тем, как изменяется этот зазор. По результатам наблюдения отжимают одни кулачки и поджимают другие до тех пор, пока зазор не станет равномерным по всей окружности детали. После этого деталь окончательно закрепляют.
Самоцентрирующие патроны
(рис. 114 и 115) в большинстве случаев применяются трехкулачковые, значительно реже — двухкулачковые. Эти патроны очень удобны в работе, так как все кулачки в них перемещаются одновременно, благодаря чему деталь, имеющая цилиндрическую поверхность (наружную или внутреннюю), устанавливается и зажимается точно по оси шпинделя; кроме того, значительно сокращается время на установку и закрепление детали.
В нем кулачки перемещаются при помощи ключа, который вставляют в четырехгранное отверстие 1 одного из трех конических зубчатых колес 2 (рис. 115, в). Эти колеса сцеплены с большим коническим колесом 3 (рис. 115, б). На обратной плоской стороне этого колеса нарезана многовитковая спиральная канавка 4 (рис. 115, б). В отдельные витки этой канавки входят своими нижними выступами все три кулачка 5. Когда ключом повертывают одно из зубчатых колес 2, вращение передается колесу 3, которое, вращаясь, посредством спиральной канавки 4 перемещает по пазам корпуса патрона одновременно и равномерно все три кулачка. При вращении диска со спиральной канавкой в ту или другую сторону кулачки приближаются или удаляются от центра, соответственно зажимая или освобождая деталь.
Необходимо следить, чтобы деталь была прочно закреплена в кулачках патрона. Если патрон в исправном состоянии, то прочный зажим детали обеспечивается применением ключа с короткой ручкой (рис. 116). Другие способы зажима, например зажим с помощью ключа и длинной трубы, надеваемой на ручку, ни в коем случае не должны допускаться.
Кулачки патронов . Кулачки применяют закаленные и сырые. Обычно пользуются закаленными кулачками ввиду их малой изнашиваемости. Но при зажиме такими кулачками деталей с чисто обработанными поверхностями на деталях остаются следы в виде вмятин от кулачков. Во избежание этого рекомендуется применять также и сырые (незакаленные) кулачки.
Сырые кулачки удобны еще и тем, что их можно периодически растачивать резцом и устранять биение патрона, которое неизбежно появляется при длительной его работе.
Установка и закрепление деталей в патроне с поддержкой задним центром . Этот способ применяется при обработке длинных и сравнительно тонких деталей (рис. 116), которые недостаточно закрепить только в патроне, так как усилие от резца и вес выступающей части могут изогнуть деталь и вырвать ее из патрона.
Цанговые патроны
. Для быстрого закрепления коротких деталей небольшого диаметра за наружную обработанную поверхность применяют цанговые патроны . Такой патрон показан на рис. 117. Коническим хвостовиком 1 патрон устанавливается в коническом отверстии шпинделя передней бабки. В выточке патрона установлена разрезная пружинящая втулка 2 с конусом, называемая цангой. В отверстие 4 цанги вставляют обрабатываемую деталь. Затем навертывают на корпус патрона при помощи ключа гайку 3. При навертывании гайки пружинящая цанга сжимается и закрепляет деталь.
117. Коническим хвостовиком 1 патрон устанавливается в коническом отверстии шпинделя передней бабки. В выточке патрона установлена разрезная пружинящая втулка 2 с конусом, называемая цангой. В отверстие 4 цанги вставляют обрабатываемую деталь. Затем навертывают на корпус патрона при помощи ключа гайку 3. При навертывании гайки пружинящая цанга сжимается и закрепляет деталь.
Пневматические патроны
. На рис. 118 показана схема пневматического патрона, который обеспечивает быстрое и надежное закрепление деталей.
На левом конце шпинделя закреплен воздушный цилиндр, внутри которого имеется поршень. Сжатый воздух по трубкам поступает в центральные каналы 1 и 2, откуда направляется в правую или левую полость цилиндра. Если воздух поступает по каналу 1 в левую полость цилиндра, то поршень вытесняет воздух из правой полости цилиндра по каналу 2 и наоборот. Поршень связан со штоком 3, соединенным со штангой 4 и ползуном 5, который действует на длинные плечи 6 коленчатых рычажков, короткие плечи 7 которых перемещают зажимные кулачки 8 патрона.
Длина хода кулачков составляет 3-5 мм. Давление воздуха обычно 4-5 am. Для приведения в действие пневматического цилиндра на корпусе коробки скоростей устанавливается распределительный кран 9, поворачиваемый рукояткой 10.
6. Навинчивание и свинчивание кулачковых патронов
Прежде чем навинчивать патрон на шпиндель, необходимо тщательно протереть тряпкой резьбу на конце шпинделя и в отверстии патрона и затем смазать их маслом. Легкий патрон подносят обеими руками непосредственно к концу шпинделя и навинчивают его до отказа (рис. 119). Тяжелый патрон рекомендуется положить на доску (рис. 120), подведя его отверстие к концу шпинделя, навинчивают патрон до отказа, как и в первом случае, вручную. При навинчивании патрона нужно следить за тем, чтобы оси патрона и шпинделя строго совпадали.
Для предупреждения случаев самоотвинчивания патронов в станках для скоростного резания применяют дополнительное закрепление патрона на шпинделе при помощи различных устройств
(навинчивание дополнительной гайки, закрепление патрона фасонными сухарями и др. ).
).
Свинчивание патрона производится следующим образом. Вставляют в патрон ключ и обеими руками производят рывок на себя (рис. 121).
Другие способы свинчивания, связанные с резкими ударами по патрону или по кулачкам, недопустимы: патрон повреждается, кулачки в его корпусе расшатываются.
Навинчивание и свинчивание тяжелого патрона лучше производить, прибегая к помощи подсобного рабочего.
7. Приемы обтачивания гладких цилиндрических поверхностей
Обтачивание цилиндрических поверхностей обычно производят в два приема: сначала снимают начерно большую часть припуска (3-5 мм на диаметр), а затем оставшуюся часть (1-2 мм на диаметр).
Чтобы получить заданный диаметр детали, необходимо установить резец на требуемую глубину резания. Для установки резца на глубину резания можно применить способ пробных стружек или пользоваться лимбом поперечной подачи.
Для установки резца на глубину резания (на размер) способом пробных стружек необходимо:
1. Сообщить детали вращательное движение.
2. Вращением маховичка продольной подачи и рукоятки винта поперечной подачи вручную подвести резец к правому торцу детали так, чтобы его вершина коснулась поверхности детали.
3. Установив момент касания, отвести вручную резец вправо от детали и вращением рукоятки винта поперечной подачи переместить резец на нужную глубину резания. После этого обтачивают деталь с ручной подачей на длине 3-5 мм, останавливают станок и измеряют диаметр обточенной поверхности штангенциркулем (рис. 122). Если диаметр получится больше требуемого, резец отводят вправо и устанавливают его на несколько большую глубину, снова протачивают поясок и опять делают измерение. Все это повторяют до тех пор, пока не будет получен заданный размер. Тогда включают механическую подачу и обтачивают деталь по всей заданной длине. По окончании выключают механическую подачу, отводят резец назад и останавливают станок.
В таком же порядке производят чистовое обтачивание.
Пользование лимбом винта поперечной подачи
. Для ускорения установки резца на глубину резания у большинства токарных станков имеется специальное приспособление. Оно расположено у рукоятки винта поперечной подачи и представляет собой втулку или кольцо, на окружности которого нанесены деления (рис. 123). Эта втулка с делениями называется лимбом. Деления отсчитывают по риске, имеющейся на неподвижной втулке винта (на рис. 123 эта риска совпадает с 30-м штрихом лимба).
Для ускорения установки резца на глубину резания у большинства токарных станков имеется специальное приспособление. Оно расположено у рукоятки винта поперечной подачи и представляет собой втулку или кольцо, на окружности которого нанесены деления (рис. 123). Эта втулка с делениями называется лимбом. Деления отсчитывают по риске, имеющейся на неподвижной втулке винта (на рис. 123 эта риска совпадает с 30-м штрихом лимба).
Число делений на лимбе и шаг винта могут быть различными, следовательно, различной будет и величина поперечного перемещения резца при повороте лимба на одно деление. Предположим, что лимб разделен на 100 равных частей, а винт поперечной подачи имеет резьбу с шагом 5 мм. При одном полном обороте рукоятки винта, т. е. на 100 делений лимба, резец переместится в поперечном направлении на 5 мм. Если же повернуть рукоятку на одно деление, то перемещение резца составит 5:100 = 0,05 мм.
Следует иметь в виду, что при перемещении резца в поперечном направлении радиус детали после прохода резца уменьшится на такую же величину, а диаметр детали — на удвоенную. Таким образом, для того чтобы уменьшить диаметр детали, например с 50,2 до 48,4 мм, т. е. на 50,2 — 48,4 = 1,8 мм, необходимо переместить резец вперед на половинную величину, т. е. на 0,9 мм.
Таким образом, для того чтобы уменьшить диаметр детали, например с 50,2 до 48,4 мм, т. е. на 50,2 — 48,4 = 1,8 мм, необходимо переместить резец вперед на половинную величину, т. е. на 0,9 мм.
Устанавливая резец на глубину резания при помощи лимба винта поперечной подачи, необходимо, однако, учитывать зазор между винтом и гайкой, образующий так называемый «мертвый ход». Если упустить это из вида, то диаметр обработанной детали будет отличаться от заданного.
Поэтому при установке резца на глубину резания при помощи лимба необходимо соблюдать следующее правило. Всегда подходить к требуемой установке по лимбу медленным правым вращением рукоятки винта (рис. 124, а; требуемая установка — 30-е деление лимба).
Если же повернуть рукоятку винта поперечной подачи на величину больше требуемой (рис. 124, б), то для исправления ошибки ни в коем случае не подавать рукоятку назад на величину ошибки, а нужно сделать почти полный оборот в обратную сторону, а затем вращать рукоятку снова вправо до требуемого деления по лимбу (рис. 124, в). Так же поступают, когда надо отвести резец назад; вращая рукоятку влево, отводят резец более чем это нужно, а затем правым вращением подводят к требуемому делению лимба.
124, в). Так же поступают, когда надо отвести резец назад; вращая рукоятку влево, отводят резец более чем это нужно, а затем правым вращением подводят к требуемому делению лимба.
Перемещение резца, соответствующее одному делению лимба, на разных станках различно. Поэтому, приступая к работе, необходимо определить величину перемещения, отвечающую на данном станке одному делению лимба.
Пользуясь лимбами, наши токари-скоростники добиваются получения заданного размера и без пробных стружек.
8. Обработка деталей в люнетах
Длинные и тонкие детали, длина которых в 10-12 раз больше их диаметра, при обтачивании прогибаются как от собственного веса, так и от усилия резания. В результате деталь получает неправильную форму — в середине она оказывается толще, а по концам — тоньше. Избежать этого можно, применив особое поддерживающее приспособление, называемое люнетом . При применении люнетов можно обтачивать детали с высокой точностью и снимать стружку большего сечения, не опасаясь прогиба детали. Люнеты б,шают неподвижные и подвижные.
Люнеты б,шают неподвижные и подвижные.
Неподвижный люнет (рис. 125) имеет чугунный корпус 1, с которым посредством откидного болта 7 скрепляется откидная крышка 6, что облегчает установку детали. Корпус люнета внизу обработан соответственно форме направляющих станины, на которых он закрепляется посредством планки 9 и болта 8. В отверстиях корпуса при помощи регулировочных болтов 3 перемещаются два кулачка 4, а на крыше — один кулачок 5. Для закрепления кулачков в требуемом положении служат винты 2. Такое устройство позволяет устанавливать в люнет валы различных диаметров.
Прежде чем установить необточенную заготовку в неподвижный люнет, нужно проточить у нее посередине канавку под кулачки шириной немного больше ширины кулачка (рис. 126). Если заготовка имеет большую длину и малый диаметр, то при этом неизбежен ее прогиб. Во избежание этого протачивают дополнительную канавку ближе к концу заготовки и, установив в ней люнет, протачивают основную канавку посередине.
Неподвижные люнеты применяют также для отрезания концов и подрезания торцов у длинных деталей. На рис. 127 показано использование неподвижного люнета при подрезании торца: деталь закреплена одним концом в трехкулачковом патроне, а другим установлена в люнете.
Таким же образом можно обработать точное отверстие с торца длинной детали, например, расточить коническое отверстие в шпинделе токарного станка или просверлить такую деталь по всей ее длине.
Подвижный люнет (рис. 128) используют при чистовом обтачивании длинных деталей. Люнет закрепляют на каретке суппорта так, что он вместе с ней перемещается вдоль обтачиваемой детали, следуя за резцом. Таким образом, он поддерживает деталь непосредственно в месте приложения усилия и предохраняет деталь от прогибов.
Подвижный люнет имеет только два кулачка. Их выдвигают и закрепляют так же, как кулачки неподвижного люнета.
Люнеты с обычными кулачками не пригодны для скоростной обработки из-за быстрого износа кулачков. В таких случаях применяют люнеты с роликовыми или шариковыми подшипниками (рис. 129) вместо обычных кулачков, благодаря чему облегчается работа роликов и уменьшается нагрев обрабатываемой детали.
В таких случаях применяют люнеты с роликовыми или шариковыми подшипниками (рис. 129) вместо обычных кулачков, благодаря чему облегчается работа роликов и уменьшается нагрев обрабатываемой детали.
9. Приемы обтачивания цилиндрических поверхностей с уступами
При обработке на токарных станках партии деталей ступенчатой формы (ступенчатые валики) с одинаковой длиной у всех деталей отдельных ступеней новаторы в целях сокращения времени на измерение длины применяют продольный упор, ограничивающий перемещение резца, и лимб продольной подачи.
Использование продольного упора . На рис. 130 показан продольный упор. Он закрепляется болтами на передней направляющей станины, как показано на рис. 131; место закрепления упора зависит от длины обтачиваемого участка детали.
При наличии на станке продольного упора можно обрабатывать цилиндрические поверхности с уступами без предварительной разметки, при этом, например, ступенчатые валики обтачиваются за одну установку значительно быстрее, чем без упора. Достигается это укладкой между упором и суппортом ограничителя длины (мерной плитки), соответствующего по длине ступени валика.
Достигается это укладкой между упором и суппортом ограничителя длины (мерной плитки), соответствующего по длине ступени валика.
Пример обтачивания ступенчатого валика при помощи упора 1 и мерных плиток 2 и 3 показан на рис.131. Обтачивание ступени а 1 производится до тех пор, пока суппорт не упрется в мерную плитку 3. Сняв эту плитку, можно обтачивать следующую ступень валика длиной а 2 до момента, когда суппорт упрется в плитку 2. Наконец, сняв плитку 2, протачивают ступень а 3 . Как только суппорт дойдет до упора, необходимо выключить механическую подачу. Длина мерной плитки 2 равна длине уступа a 3 , а длина плитки 3 — соответственно длине уступа а 2 .
Применять жесткие упоры можно только на станках, имеющих автоматическое выключение подачи при перегрузке (например, 1А62 и другие новые системы станков). Если станок такого устройства не имеет, то производить обтачивание по упору можно только при условии заблаговременного выключения механической подачи и доведения суппорта до упора вручную, иначе неизбежна поломка станка.
Использование лимба продольной подачиИспользование лимба продольной подачи . Для сокращения времени, затрачиваемого на измерение длин обрабатываемых деталей, на современных токарных станках установлен лимб продольной подачи . Этот лимб представляет вращающийся диск большого диаметра (рис. 132), расположенный на передней стенке фартука и за маховичком продольной подачи. На окружность диска нанесены равные деления. При вращении маховичка поворачивается и лимб, связанный зубчатой передачей с колесом продольной подачи. Таким образом, определенному продольному перемещению суппорта с резцом соответствует поворот лимба на определенное число делений относительно неподвижной риски.
При обработке ступенчатых деталей использование лимба продольной подачи весьма рационально. В этом случае токарь перед обработкой первой детали из партии намечает предварительно резцом при помощи штангенциркуля длину ступеней, а затем начинает их обтачивать. Обточив первую ступень, он устанавливает продольный лимб в нулевое положение относительно неподвижной риски. Обтачивая следующие ступени, он запоминает (или записывает) соответствующие показания лимба относительно той же риски. Обтачивая последующие детали, токарь пользуется показаниями, установленными при обтачивании первой детали.
Обтачивая следующие ступени, он запоминает (или записывает) соответствующие показания лимба относительно той же риски. Обтачивая последующие детали, токарь пользуется показаниями, установленными при обтачивании первой детали.
Использование поперечного упора . Для сокращения времени, затрачиваемого на измерение диаметров при обработке ступенчатых деталей, на ряде токарных станков возможно использование поперечного упора.
Один из таких упоров показан на рис. 133. Упор состоит из двух частей. Неподвижную часть 1 устанавливают на каретке и закрепляют болтами 2; упорный штифт 6 неподвижен. Подвижный упор 3 устанавливают и закрепляют болтами 4 на нижней части суппорта. Винт 5 устанавливают точно на требуемый размер детали. Конец винта 5, упираясь в штифт 6, предопределяет требуемый размер детали. Помещая между штифтом 6 и винтом 5 мерные плитки, можно производить обтачивание детали со ступенями различных диаметров.
10. Режимы резания при обтачивании
Выбор глубины резания
. Глубину резания при обтачивании выбирают в зависимости от припуска на обработку и вида обработки — черновой или чистовой (см. стр. 101-102).
Глубину резания при обтачивании выбирают в зависимости от припуска на обработку и вида обработки — черновой или чистовой (см. стр. 101-102).
Выбор величины подачи . Подачу также выбирают в зависимости от вида обработки. Обычно принимают подачу при черновом обтачивании от 0,3 до 1,5 мм/об, а при получистовом и чистовом от 0,1 до 0,3 мм/об при работе нормальными резцами и 1,5-3 мм/об при работе резцами конструкции В. Колесова.
Выбор скорости резания . Скорость резания обычно выбирают по специально разработанным таблицам в зависимости от стойкости резца, качества обрабатываемого материала, материала резца, глубины резания, подачи, вида охлаждения и др. (см., например, табл. 6, стр. 106).
11. Брак при обтачивании цилиндрических поверхностей и меры его предупреждения
При обтачивании цилиндрических поверхностей возможны следующие виды брака:
1) часть поверхности детали осталась необработанной;
2) размеры обточенной поверхности неверны;
3) обточенная поверхность получилась конической;
4) обточенная поверхность получилась овальной;
5) чистота обработанной поверхности не соответствует указаниям в чертеже;
6) сгорание заднего центра;
7) несовпадение поверхностей при обработке валика в центрах с двух сторон.
1. Брак первого вида получается из-за недостаточных размеров заготовки (недостаточного припуска на обработку), плохой правки (кривизна) заготовки, неправильной установки и неточной выверки детали, неточного расположения центровых отверстий и смещения заднего центра.
2. Неверные размеры обточенной поверхности возможны при неточной установке резца на глубину резания или неправильном измерении детали при снятии пробной стружки. Устранить причины этого вида брака можно и должно повышением внимания токаря к выполняемой работе.
3. Конусность обточенной поверхности получается обычно в результате смещения заднего центра относительно переднего. Для устранения причины этого вида брака необходимо правильно установить задний центр. Обычной причиной смещения заднего центра является попадание грязи или мелкой стружки в коническое отверстие пиноли. Очисткой центра и конического отверстия пиноли можно устранить и эту причину брака. Если же и после очистки острия переднего и заднего центров не совпадают, надо соответственно переместить корпус задней бабки на ее плите.
4. Овальность обточенной детали получается при биении шпинделя из-за неравномерной выработки его подшипников или неравномерного износа его шеек.
5. Недостаточная чистота поверхности при обтачивании может быть по ряду причин: большая подача резца, применение резца с неправильными углами, плохая заточка резца, малый радиус закругления вершины резца, большая вязкость материала детали, дрожание резца из-за большого вылета, недостаточно прочное крепление резца в резцедержателе, увеличенные зазоры между отдельными частями суппорта, дрожание детали из-за непрочного крепления ее или вследствие износа подшипников и шеек шпинделя.
Все перечисленные причины брака могут быть своевременно устранены.
6. Сгорание жесткого центра задней бабки может быть вызвано следующими причинами: слишком туго закреплена деталь между центрами; плохая смазка центрового отверстия; неправильная зацентровка заготовки; высокая скорость резания.
7. Несовпадение поверхностей обработки при обтачивании с двух сторон в центрах получается главным образом как следствие биения переднего центра или разработки центровых отверстий в заготовке. Для предупреждения брака необходимо при чистовой обработке проверить состояние центровых отверстий заготовки, а также следить за тем, чтобы не было биения центра передней бабки.
12. Техника безопасности при обтачивании цилиндрических поверхностей
Во всех случаях обработки на токарных станках необходимо обращать внимание на прочное закрепление детали и резца.
Надежность крепления детали, обрабатываемой в центрах, в значительной мере зависит от состояния центров. Нельзя работать с изношенными центрами, так как деталь под действием усилия резания может быть вырвана из центров, отлететь в сторону и нанести токарю ранение.
При обработке деталей в центрах и патронах выступающие части хомутика и кулачки патрона нередко захватывают одежду рабочего. Эти же части могут быть причиной повреждения рук при измерении детали и уборке станка на ходу. Для предупреждения несчастных случаев следует устраивать у хомутиков предохранительные щитки или применять безопасные хомутики, а кулачковые патроны ограждать. Совершенный тип безопасного хомутика показан на рис. 134. Обод 3 прикрывает не только головку болта 2, но и палец 1 поводкового патрона.
Для защиты рук и одежды токаря от выступающих частей патрона или планшайбы на современных токарных станках применяется специальное ограждение (рис. 135). Кожух 1 приспособления шарнирно соединен с пальцем 2, закрепленным на корпусе передней бабки.
При установке деталей в центрах нужно обращать внимание на правильность центровых отверстий. При недостаточной их глубине деталь во время вращения может сорваться с центров, что очень опасно. Точно так же, закрепив деталь в патроне, надо проверить, вынут ли ключ. Если ключ остался в патроне, то при вращении шпинделя он ударится о станину и отлетит в сторону. В этом случае возможны и поломка станка, и нанесение ранения рабочему.
Причиной несчастных случаев часто является стружка, особенно сливная, которая при высоких скоростях резания сходит непрерывной лентой. Такую стружку ни в коем случае нельзя удалять или обрывать руками, она может причинить сильные порезы и ожоги. Следует во всех возможных случаях применять стружколоматели. В крайнем случае, когда ломание стружки не достигается, следует удалять ее специальным крючком.
При обработке материалов, дающих короткую отскакивающую стружку, необходимо пользоваться защитными очками или применять предохранительные щитки из небьющегося стекла или целлулоида (рис. 136), прикрепляемые на шарнирной стойке к каретке. Сметать мелкую стружку, получающуюся при обработке хрупких металлов (чугуна, твердой бронзы), нужно не руками, а щеткой.
Возможны ранения рук при установке и закреплении резцов в результате срыва ключа с головок крепежных болтов резцедержателя. Срыв ключа происходит при изношенных губках ключа и головках болтов. Часто, однако, срыв происходит и от того, что токарь пользуется ключом, размер которого не соответствует размеру болта.
Установка резца по высоте центров при помощи всякого рода не приспособленных для этого подкладок (металлических обрезков, кусочков ножовок и т. п.) не обеспечивает устойчивого положения резца во время его работы. Под давлением стружки такие подкладки смещаются, и установка резца разлаживается. При этом ослабевает и крепление резца. В результате подкладки и резец могут выскочить из резцедержателя и поранить токаря. Кроме того, во время установки резца и при работе на станке возможны повреждения рук об острые кромки металлических подкладок. Поэтому рекомендуется каждому токарю иметь набор подкладок, различных по толщине, с хорошо обработанными опорными плоскостями и краями.
Контрольные вопросы 1. Как правильно установить резец в резцедержателе?
2. Как проверить положение вершины резца относительно линии центров?
3. Как устанавливают и закрепляют детали при обтачивании цилиндрических поверхностей?
4. В чем различие между условиями работы переднего и заднего центров?
5. Как устроен вращающийся центр и в каких случаях его применяют?
6. Как устроен рифленый передний центр и в чем его преимущества?
7. Как проверить правильность установки центров для обтачивания цилиндрической поверхности?
8. Как устроен самоцентрирующий патрон? Назовите его детали, правила установки и подготовки его к работе.
9. Как произвести выверку детали при ее установке в четырехкулачковом патроне?
10. Каково назначение лимба винта поперечной подачи?
11. Для чего служит лимб продольной подачи? Как он устроен?
12. Для чего служат люнеты и в каких случаях они применяются?
13. Как устроен неподвижный люнет?
14. Как устроен подвижный люнет?
15. Как подготовляется заготовка вала для установки в люнет?
16. Приведите пример использования продольного упора; поперечного упора.
17. Какие виды брака возможны при обтачивании цилиндрических поверхностей? Как устранить причины брака?
18. Перечислите основные правила техники безопасности при обтачивании цилиндрических поверхностей.
Приспособление шлифовальное ИТ-1М.64 предназначено для наружного и внутреннего шлифования деталей, устанавливаемых в центрах или патронах.
Приспособление шлифовальное является специнструментом к токарно-винторезным станкам ИT-1M, ИТ-1ГМ.
Технические характеристики
Параметр | Ед. измерения | При наружном шлифовании | При внутреннем шлифовании |
Основные данные | |||
Диаметры шлифуемых заготовок | |||
Наибольший | |||
Наименьший | |||
Размеры шлифовальных кругов | |||
наружный диаметр | |||
Частота вращения шпинделя | |||
Наибольшие скорости шлифования | |||
Приводные ремни | |||
Плоский, бесконечный, из синтетических материалов | |||
Техническая характеристика электрооборудования | |||
Тип электродвигателя | |||
Мощность | |||
Частота вращения | |||
Устройство и работа изделия
Основанием приспособления является плита 1, в которой укреп лен шпиндель. На шпинделе крепится шлифовальный камень, за крытый кожухом, и шкив ременной передачи. Электродвигатель установлен на подвижном кронштейне 4, который позволяет менять натяжение ремня. Ременная передача закрыта ограждением 3.
Рисунок — шлифовальное приспособление для токарного станка ИТ 1М
Порядок работы
Для работы шлифовальное приспособление необходимо установить на верхней каретке суппорта вместо резцедержателя и закрепить гайкой 1 (рис. 5).
Рисунок — Наладка шлифовального приспособления на наружное шлифование
При внутреннем шлифовании (рис. 6) необходимо заменить шкив 2 па валу электродвигателя, заменить ремень 3, чтобы получить необходимую скорость шлифования, и установить удлинитель 1 с кругом диаметром 25 мм.
Рисунок — Наладка шлифовального приспособления на внутреннее шлифование
С целью улучшения качества поверхности или повышения точности деталей на токарных станках могут выполняться следующие отделочные операции: полирование абразивной шкуркой, притирка (доводка) поверхностей, обкатка наружных поверхностей и раскатка отверстий роликами или шариками, а также накатка.
Полирование абразивной шкуркой применяется для получения чистой поверхности у деталей невысокой точности. Абразивные шкурки с крупными зернами (№ 6, 5 и 4) применяются для зачистки грубых необработанных поверхностей. Шкурки со средними зернами (№3 и 2) используются для полирования поверхностей с обработкой V4. Полирование шкурками с мелкими зернами (№ 1 и 0) обеспечивает получение поверхности с чистотой V 5, V 6. И, наконец, полирование шкурками с очень малым зерном (шкурки № 00 и №000) позволяет получить поверхности с чистотой V 7, V 8 и даже V 9.
При полировании станок включается на средние или максимальные обороты (в зависимости от диаметра изделия), шкурка тремя пальцами прижимается к обрабатываемой поверхности и медленно перемещается вперед и назад вдоль изделия. Полоску шкурки можно также удерживать в натянутом состоянии за концы двумя руками и, прижимая ее к изделию, производить полирование. При обработке изделий небольшого диаметра используются жимки — приспособление, состоящее из двух деревянных брусков, шарнирно связанных между собой. Бруски имеют впадины, соответствующие диаметру обрабатываемого изделия. В углубления жимка вкладывается абразивная шкурка или наносится абразивный порошок, смешанный с маслом. При полировании жимок сжимается левой рукой и перемещается вдоль изделия.
Полирование желательно вести с использованием смазочно-охлаждающей жидкости. Окончательное полирование выполняется шкуркой, натертой мелом.
Притирка (доводка) поверхностей служит для окончательной отделки поверхностей после тонкой обточки, расточки, шлифования или развертывания. При помощи притирки можно достигнуть 1-го класса точности и чистоты поверхности по Vl2-Vl3. Притирка наружных цилиндрических поверхностей производится притирами, имеющими форму разрезной втулки. Внутренний диаметр притира должен быть больше диаметра изделия на 0,15 мм при черновой обработке и на 0,05 мм — при чистовой. Толщина стенок притира должна быть от 1/6 до 1/8 его диаметра. Притир изготовляется из чугуна для обработки закаленной стали и из бронзы, латуни или меди для остальных металлов и сплавов.
Втулка-притир шаржируется изнутри мелким абразивным порошком, смешанным с маслом, или покрывается доводочной пастой ГОИ. Притир вставляется в металлический жимок и надевается на деталь. Болтом обеспечивается небольшое равномерное прижатие притира и детали. Притирка выполняется при скорости вращательного движения 10-20 м/мин с медленным возвратно-поступательным движением притира вдоль детали. Припуск на притирку устанавливается в размере 0,015 мм для деталей диаметром 10-20 мм и 0,025 мм для диаметров 20 — 75 мм.
Схема притирки отверстия. Втулка-притир надевается на конусную оправку, закрепляемую в патроне. Конусность оправки принимается равной 1/30. Наружная поверхность притира покрывается абразивным порошком, смешанным с маслом или пастой ГОИ. Деталь надевается на притир с легким усилием. Для обеспечения правильной формы отверстия длина притира должна быть больше длины отверстия.
Накатывание рифлений. Рифления, наносимые на детали приборов, приспособлений, инструментов, бывают прямыми или перекрестными. Они выполняются путем накатывания специальными роликами, закрепленными в державке. Для прямых рифлений используется один ролик соответствующего шага, для перекрестных рифлений применяется державка с двумя роликами, расположенными точно один над другим. На цилиндрической поверхности роликов нанесены зубчики определенного шага, величина которого зависит от диаметра изделия. При прямом рифлении зубчики расположены параллельно оси ролика, при перекрестном — наклонной имеют встречное направление.
Державка с роликами устанавливается в резцедержатель по линии центров, перпендикулярно к оси изделия. Поперечной подачей с усилием ролик вдавливается в поверхность вращающегося изделия. После нескольких оборотов проверяется попадание зубчиков ролика в сделанные им насечки и затем включается механическая продольная подача. Накатка выполняется за 4 — 8 проходов на деталях из стали и за 6- 10 проходов — на деталях из цветных металлов. Окружная скорость детали составляет 10-25 м/мин для стали и 50-100 м/мин для цветных металлов. Накатывание ведется со смазкой машинным или веретенным маслом. Насечка роликов периодически очищается от налипших частичек металла.
Отделочные операции — полирование, доводку, обкатывание, раскатывание, выглаживание и накатывание выполняют для уменьшения шероховатости, повышения размерной точности к износостойкости ранее обработанной поверхности или для нанесения на нее рифлений определенного узора.
Полирование
Полирование выполняют для уменьшения шероховатости и повышения блеска поверхностей детали. На токарных станках оно осуществляется шлифовальными шкурками на бумаге или полотне. Сталь и цветные металлы обрабатывают шкурками из корунда 15А- 25А, чугун и другие хрупкие материалы — шкурками из карбида кремния 54С- 64С.
В процессе работы полоску шкурки, удерживая обеими руками, прижимают к вращающейся полируемой поверхности и перемещают возвратно-поступательно вдоль нее. Удерживать шкурку рукой в обхват нельзя, так как она может намотаться на деталь и защемить пальцы. Стоять у станка необходимо с поворотом корпуса вправо примерно под углом 45° к оси центров. Полирование обычно выполняют последовательно несколькими шкурками с постепенным уменьшением их зернистости.
Цилиндрические поверхности удобно полировать «жимком», состоящим из двух шарнирно соединенных деревянных брусков. В радиусные углубления брусков укладывают шлифовальную шкурку, которую прижимают жимком к обрабатываемой поверхности. Удерживая рукоятки жимка левой рукой, а правой поддерживая шарнир, осуществляют возвратно-поступательную продольную подачу.
Полирование можно выполнять также при закреплении шлифовальной шкурки в резцедержателе суппорта с помощью деревянного бруска и металлической планки.
Внутренние поверхности полируют шкуркой, закрепленной и намотанной на деревянной оправке.
Полируемая деталь сильно нагревается и удлиняется. Поэтому, когда она поджата центром, надо периодически проверять, насколько туго он зажат, и, если требуется, немного ослабить.
Чтобы получить более качественную поверхность, надо увеличить насколько возможно частоту вращения детали. Кроме того, при окончательном полировании рекомендуется натирать шкурку мелом.
Доводка
Доводка выполняется для повышения точности поверхности (до 5-6-го квалитета) и уменьшения ее шероховатости. Специальными инструментами — притирами — вместе с абразивными материалами с поверхности детали удаляются мельчайшие неровности.
Абразивные и связующие материалы. Рабочая поверхность притира насыщается твердыми абразивными материалами: порошками электрокорунда — для доводки сталей и карбида кремния — для чугуна и других хрупких материалов.
Зернистость порошков выбирается в зависимости от требуемой шероховатости. Предварительную доводку выполняют микропорошками М40-М14, чистовую-М10-М5 (номер микропорошка соответствует размерам зерен в микронах).
Из доводочных паст наиболее часто используются пасты ГОИ, изготовляемые на основе мягкого абразивного материала-окиси хрома в смеси с химически активными и связующими веществами. По доводочной способности такие пасты делятся на грубые, средние и тонкие.
В качестве связующих и смазывающих материалов при доводке применяют керосин или минеральное масло.
Притиры-втулки с продольным разрезом, позволяющим регулировать их по диаметру для компенсации износа.
Притиры для предварительной доводки снабжены продольными или винтовыми канавками, в которых во время работы собираются остатки абразивного материала. Окончательная доводка ведется притирами с гладкой поверхностью.
Доводка наружной поверхности выполняется притиром, который устанавливается в жимок и регулируется по мере необходимости винтом.
Для обработки отверстий притир устанавливают на конической оправке и регулируют за счет осевого перемещения гайками. Материал притира выбирают в зависимости от его назначения и применяемого абразивного материала.
При доводке твердыми абразивными материалами, зерна которых вдавливаются в притир, материал последнего должен быть мягче материала обрабатываемой детали. Кроме того, чем крупнее зерна применяемого порошка, тем мягче материал следует выбирать для притира. Для грубой доводки рекомендуются притиры из мягкой стали, меди, латуни, а для предварительной и чистовой — из мелкозернистого серого чугуна средней твердости.
Для работы пастами ГОИ притир должен иметь большую твердость, чем доводимая деталь. В этом случае хорошие результаты дает применение притиров из закаленной стали или серого чугуна повышенной твердости.
Окружная скорость детали или притира принимается при предварительной доводке 10-20 м/мин, при чистовой — 5-6 м/мин в целях уменьшения нагрева детали.
Накатывание
Назначение и инструменты. Накатывание выполняется для создания на поверхностях некоторых деталей (ручках, головках винтов и др.) специально предусмотренной шероховатости, выполненной в виде рифлений определенного узора. Для этого пользуются накатками, состоящими из накатного ролика и державки.
Для нанесения прямого узора применяют однороликовую накатку, сетчатого- двухроликовую соответственно с правым и левым направлениями рифлений.
Накатные ролики изготавливают из инструментальных сталей и закаливают до высокой твердости. На их цилиндрической поверхности выполняются рифления с углом профиля 70° для стальных деталей и 90° — для деталей из цветных металлов с шагом от 0,3 до 1,6 мм.
Накатка закрепляется с наименьшим вылетом в резцедержателе суппорта так, чтобы образующая ролика была строго параллельна оси детали. Проверяют это по обрабатываемой поверхности на просвет. Ось ролика однороликовой накатки должна находиться на уровне оси центров станка. Для двухроликовой накатки точность установки по высоте не имеет существенного значения, так как в
этом случае ролики самоустанавливаются по обрабатываемой поверхности за счет шарнирного соединения обоймы с державкой.
Приемы накатывания . При накатывании металл выдавливается, поэтому поверхность детали обтачивают до диаметра, меньше номинального примерно на 0,5 шага рифлений.
Ролики подводят вплотную к вращающейся детали и ручной подачей вдавливают в обрабатываемую поверхность на некоторую глубину. Выключив вращение детали, проверяют точность образовавшегося рисунка. Затем включают вращение шпинделя и продольную подачу и выполняют накатывание на требуемую длину за несколько проходов в обе стороны до получения полной высоты рифлений. В конце каждого прохода, не нарушая контакта с заготовкой, накатку подают поперечно на
требуемую глубину. Накатные ролики следует периодически очищать проволочной щеткой от застрявших в углублениях металлических частиц.
Продольную подачу принимают примерно равной удвоенной величине шага рифлений (1-2,5 мм/об), скорость вращения детали — в пределах 15-20 м/мин.
Обрабатываемую поверхность смазывают маслом.
Полировка дерева на токарном станке. Токарный станок по дереву. Главные этапы работы
Сегодня выточенные детали широко используются в производстве мебели, оформлении интерьера, создании бытовой утвари, сувениров, игрушек и прочих предметов. Подобные изделия носят как конструктивный, так и декоративный характер.
Точение древесины более полно раскрывает декоративные качества этого материала, создает возможность для использования лесоматериалов распространенных сортов, которые не отличаются красивой текстурой. Кроме этого токарное производство активно использует древесину кустарников и отходы, которые получаются в ходе раскроя пиломатериалов на деревообрабатывающих заводах.
Разновидности точения
Точение древесины осуществляется несколькими методами:
- продольный. Во время такой обработки заготовка крутится вокруг своей оси, а резец плавно двигается в направлении параллельном оси вращения
- поперечный. В таком случае резец передвигается в плоскости, которая перпендикулярна оси вращения заготовки
- угловой (тангентальный). В ходе такой обработки резец перемещается под произвольным углом к оси вращения.
Выбор станка
Если вы работаете с деревом только ради удовольствия, и у вас нет полноценной мастерской с полным набором всех инструментов, то выбор станка — очень важный этап. Существуют определенные критерии, на которые стоит обратить внимание при покупке станка:
- максимальный размер заготовки, помещаемой в станок. В сопроводительных документах к станку всегда указывается диаметр обточки — наибольшее сечение заготовки в поперечном направлении, а также длина станины — максимальная длина заготовки
- мощность. Конечно, лучшими являются станки с высокой мощностью. Однако увеличение мощности влечет за собой увеличение габаритов станка
- материал, из которого созданы станина и рама. Наиболее устойчивым будет станок со стальной рамой и чугунной станиной. Но масса такого инструмента достаточно внушительная, поэтому если вы будете часто перемещать станок, то присмотритесь к более легким моделям. Существуют аппараты, у которых станина и корпус созданы из легких сплавов, их можно легко перенести, даже в одиночку
- диапазон регулировки количества оборотов за одну минуту. К счастью, сегодня все станки оборудованы такой регулировкой, поэтому обратите внимание на верхнюю и нижнюю границу диапазона. К примеру, низкие обороты необходимы для черновой обработки параллелепипеда, а высокие нужны во время чистовой обработки, когда необходима идеально гладкая поверхность.
Виды станков
Технология точения древесины предполагает использование устройств различной модификации:
- универсальные станки. На них можно осуществлять обдирку заготовки, ее нарезку, точение, шлифование, сверление, нанесение резьбы. Такие станки вследствие своей универсальности пользуются наивысшим спросом
- токарно-винтовые станки предназначены для обработки заготовок в виде конуса, а также нанесения резьбы
- токарно-фрезерные станки созданы для изготовления пазов в деревянных предметах, а также их обработки
- настольный инструмент для токарных работ выполняет функции обычного станка, однако имеет меньшие габариты, мощность и меньшее количество функций. Такие станки подойдут для знакомства с ремеслом и получения первоначальных навыков.
Главные этапы работы
Точение древесины на токарном станке нужно начинать с создания заготовки. Для этого нужно взять брусок любого сорта дерева. Учтите, что размер заготовки должен в несколько раз превосходить размер предполагаемого изделия. При помощи топора нужно придать заготовке примерную форму цилиндра. Даже опытным мастерам не стоит закреплять на станок цельный брусок, потому что можно получить травму при отскакивании крупных частей древесины. После этого нужно обозначить места, в которых будет производиться вытачивание формы, то есть разметка центров вращения.
Технология точения древесины на токарном станке предполагает использование обтачивающих инструментов. Для того, чтобы обработать болванку вам понадобится три стамески:
- желобчатая для того, чтобы снять грубый верхний слой с заготовки
- желобчатая полукруглая вогнутая для того, чтобы подготовить изделие к финишной отделке
- косая стамеска поможет вытачить конус, подрезать торцы и реализовать чистовую обработку.
Перед началом работы необходимо заточить стамески и любой режущий инструмент.
Все станки имеют место для крепления заготовки. Чаще всего это шестигранник с шипами. Чтобы избежать выпадения заготовки из механизма во время работы, рекомендуется сделать в ее торцах углубления в месте прикосновения шипов.
Сам процесс точения начинается с полного запуска вала. Когда будет набрана скорость, можно приступать к отделке древесины.
В начале осуществляется черновая обработка. Для этого скорость вращения должна находиться в пределах 1000-1500 об/мин. Можно использовать полукруглую стамеску. Держать инструмент нужно двумя руками, опираясь на подручник. Однако нельзя давить на заготовку.
После снятия верхнего слоя можно взять желобчатую полукруглую стамеску. С ее помощью создается контур выемок. Заостренный торец приспособления должен быть направлен к детали под углом примерно 45. Таким образом, вы реализуете процесс художественной резьбы по дереву.
Грамотно обработанный предмет не нужно дополнительно шлифовать, его поверхность будет идеально гладкой.
Когда по условиям чертежа требуется получить гладкую и блестящую зеркальную поверхность детали, но точность размеров может быть грубой, применяют полирование этой поверхности; если же, помимо чистоты и блеска, требуется получить точные размеры детали, применяют доводку или притирку.
1. Полирование
Полирование производится на токарных станках при помощи наждачной шкурки . В зависимости от размера зерен наждака различают следующие номера шкурки: № 6, 5 и 4 — с крупными зернами наждака № 3 и 2 — со средними, № 1, 0, 00 и 000 — с мелкими. Самое чистое полирование дает шкурка № 00 и 000. Наждачную шкурку нужно держать так, как показано на рис. 232, а, иначе она может намотаться на деталь и защемить пальцы.
Полирование производится значительно быстрее при помощи простого приспособления, называемого жимками (рис. 232, б). Жимки состоят из двух деревянных брусков, соединенных с одного конца кожаным или металлическим шарниром и имеющих углубления по форме детали. В жимки закладывают наждачную шкурку или засыпают наждачный порошок. Рекомендуется смазать полируемую поверхность машинным маслом или смешать с маслом порошок, тогда поверхность получается более блестящей.
Применение жимков устраняет опасность повреждения рук токаря и захвата рукава вращающейся деталью, хомутиком или патроном.
Полирование ведут при легком нажиме жимков и больших числах оборотов обрабатываемой детали.
2. Доводка или притирка
Доводка или притирка применяется для окончательной обработки наружных и внутренних цилиндрических и конических, фасонных и плоских поверхностей деталей с целью получить точные размеры и высокое качество (чистоту) поверхности или герметичность соединения.
Этот метод обработки получил широкое распространение в инструментальном производстве (доводка режущих кромок твердосплавных резцов и разверток; доводка калибров цилиндрических, конических, резьбовых; доводка измерительных плиток).
Этот метод обработки широко применяется также и в машиностроении, например, доводка шеек коленчатых валов, плунжеров форсунок, зубьев колес и т. д. Чистоту поверности после доводки можно получить от 10 до 14.
Доводка наружных цилиндрических поверхностей производится чугунными, медными, бронзовыми или свинцовыми втулками (притирами), выточенными по размеру обрабатываемой детали. С одной стороны втулка разрезана, как показано на рис. 233.
Втулку 1 смазывают изнутри ровным тонким слоем корундового микропорошка с маслом или доводочной пастой. Затем ее вставляют в металлический жимок 2 и надевают на деталь. Слегка подтягивая жимок болтом 3, равномерно водят притир вдоль вращающейся детали. При доводке полезно смазывать деталь жидким машинным маслом или керосином.
Припуск на доводку оставляют порядка 5-20 мк (0,005- 0,020 мм) на диаметр.
Скорость вращения детали при доводке — от 10 до 20 м/мин; чем чище должна быть обработанная поверхность, тем ниже должна быть скорость.
Доводка отверстий производится чугунными или медными втулками (притирами), также разрезанными с одной стороны. Втулки устанавливают на точный размер при помощи пологих конических оправок, на которые они насаживаются. На рис. 234 показана втулка 1, насаженная на коническую оправку 2, закрепленную в самоцентрирующем патроне. Для доводки деталь надевают на втулку 1, которая во время доводки вращается с оправкой 2; при этом детали сообщают медленное прямолинейно-возвратное движение по втулке.
Доводку наружных и внутренних поверхностей производят корундовым микропорошком, смешанным с маслом, или специальными доводочными пастами ГОИ. Эти пасты дают лучшие результаты как по качеству поверхности, так и по производительности. Они оказывают на металл не только механическое, но и химическое действие. Последнее состоит в том, что благодаря пасте на поверхности детали образуется тончайшая пленка окислов, которая легко затем снимается.
3. Накатывание
Цилиндрические рукоятки различных измерительных инструментов, рукоятки калибров, головки микрометрических винтов и круглые гайки делают не гладкими, а рифлеными, чтобы удобнее было пользоваться ими. Такая рифленая поверхность называется накаткой , а процесс ее получения — накатыванием . Накатка бывает прямой и перекрестной.
Для накатывания в резцедержателе суппорта станка закрепляют особую державку 1 (рис. 235), в которой установлены для простой накатки один, а для перекрестной — два ролика 2 и 3 из инструментальной закаленной стали с нанесенными на них зубчиками.
Зубчики на роликах имеют различные размеры и по-разному направлены (рис. 236), что позволяет получить накатку различных узоров.
При накатывании державку прижимают к вращающейся детали. Ролики вращаются и, вдавливаясь в материал детали, образуют на ее поверхности накатку. Она может быть крупной, средней или мелкой в зависимости от размеров зубчиков на роликах.
При накатывании производят подачу в двух направлениях — перпендикулярно к оси детали и вдоль оси. Для получения достаточной глубины накатки можно вести накатывание в 2-4 прохода.
Правила накатывания
: 1) начиная накатывание, следует дать сразу сильный нажим и проерить, попадают ли зубчики ролика при следующих оборотах в сделанные ими насечки;
2) ролики должны соответствовать требуемому узору детали;
3) двойные ролики должны быть точно расположены один под другим;
4) перед работой ролики нужно тщательно очистить проволочной щеткой от остатков материала;
5) во время накатывания рабочие поверхности роликов следует хорошо смазывать веретенным или машинным маслом.
Режимы накатывания . В табл. 10 и 11 указаны окружные скорости и продольные подачи при накатывании на токарных станках.
Таблица 10
Окружные скорости при накатывании
Таблица 11
Подачи при накатывании
Проверку правильности накатки производят на глаз.
4. Обкатывание поверхности роликом
Для упрочнения поверхностного слоя детали, предварительно обработанной, например, чистовым точением применяют обкатывание цилиндрической поверхности закаленным роликом с полированной поверхностью.
Обкатываемой детали сообщают вращательное движение со скоростью 25-50 м/мин, а державке с роликом — движение продольной подачи. Величина подачи 0,2-0,5 мм/об — в зависимости от требуемой чистоты поверхности. Обкатывание ведут с небольшим нажимом ролика на обкатываемую поверхность. Число проходов ролика 2-3. Для уменьшения износа ролика применяют обильную смазку поверхностей ролика и детали веретенным или машинным маслом, смешанным в равных количествах с керосином.
Контрольные вопросы 1. Как производится полирование поверхности?
2. Какие материалы применяют при полировании поверхностей?
3. Чем отличается доводка от полирования?
4. Каким инструментом производится накатывание поверхности?
5. Как производят обкатывание поверхности роликом?
Обрабатывать древесину человек научился за много веков до новой эры. В распоряжении древнего токаря был примитивный станок, на котором он мог работать только с подмастерьем, вращавшим с помощью ручного привода обтачиваемую деталь. Лишь гораздо позже появился более совершенный станок, приводимый в движение ногами.
Древние токари, несмотря на то, что работали они на примитивных станках с лучковой передачей, применяли наиболее сложную и трудоемкую технологию изготовления токарных сосудов. Новгородские древоделы точили посуду не с торца, а поперек волокон. Этот способ точения делал посуду прочнее и наиболее полно выявлял декоративные свойства древесины. Вначале мастер делал заготовку. Он раскалывал кряж, высота и толщина которого должны были быть одинаковыми. Топор обтесывал половину кряжа, придавая ему приближенную форму усеченного конуса или полушара. Затем заготовка укреплялась на токарном станке и обрабатывалась. На готовом изделии древесные волокна создавали неповторимый оригинальный рисунок. Даже древесина ольхи, маловыразительная при торцовом точении, обнаруживала интересный текстурный рисунок, а древесина ясеня и клена приобрела переливчатый шелковистый блеск.
Современные станки дают возможность точить любую породу древесины, выбор которой зависит от ее физических и механических свойств и назначения изделия. Физические свойства-это блеск, цвет, текстура и влажность, механические — прочность, упругость, пластичность. Из дуба, грецкого ореха, можжевельника, красного дерева, сосны и кедра, имеющих красивую текстуру, точат в основном декоративные изделия, которые не раскрашивают, а лишь покрывают слоем прозрачного лака. Природная красота такой древесины — лучшее украшение токарной работы. Из липы, ольхи или березы вытачивают изделия, которые затем раскрашивают гуашью, акварелью, темперой, анилиновыми красителями, украшают выжиганием или резьбой.
Обрабатывать можно как сухую, так и сырую древесину. Но все-таки для точения предподчтительнее применять хорошо высушенную древесину, которая при полировке не дает ворса. На современных деревообрабатывающих предприятиях для вытачивание большого количестеа одинаковых деталей применяются токарные автоматы и полуавтоматы. На них изготавливают катушки, шары, кегли и рукоятки для различных инструментов. Но художественные и декоративные изделия и посуду вытачивают только на ручных станках. Длинномерные детали точат на токарном станке с задней бабкой, в небольшие токарные изделия — на станке с трубчатым патроном, в котором деталь закрепляется только с одной стороны Это дает возможность со стороны свободного торца выбирать полые объемы. Тарелки или чаши с небольшим диаметром удобно точить на планшайбе — это металлический диск с отверстиями под винты, которыми деревянную заготовку плотно прикрепляют к диску. На стационарных станках применяется планшайба со специальными зажимами.
На всех ручных станках древесину обрабатывают несложными руч-
ными резцами. Для грубой черновой обработки заготовки, для придания ей цилиндрической формы применяются полукруглые резцы. Плоские резцы, называемые косяками, применяются для чистового точения внешней поверхности изделия. Эти резцы нетрудно изготовить из обыкновенных стамесок или из плоских напильников, сточив с них насечку. Для обработки внутренних поверхностей издавна применяли резцы с крючковидными лезвиями. Токари их называют просто крючками. Полукруглые и крючковидные резцы можно выковать из углеродистой стали. Если изготовить такие резцы разных размеров, ими можно будет обрабатывать внутреннюю поверхность различной величины и конфигурации. Многие токари работают резцами, которые представляют собой металлическое кольцо, приваренное к прутку.
Точение древесины с торца более распространено, чем поперек волокон. Для такого точения применяют заготовки в виде брусков с квадратным сечением. Топором обтесывают брусок, стараясь придать ему как можно более правильную цилиндрическую форму. Обтесанную заготовку забивают в трубчатый патрон, установив ее строго горизонтально. Включив станок, берут широкий полукруглый резец. Рукоятку резца держат в правой руке, а левой рукой прижимают металлическую часть резца к подручнику. Резец держат примерно под углом 15-
30 к оси вращения заготовки. Осторожным касанием лезвия снимают стружку.
Резец проводят несколько раз вдоль всей длины заготовки, до тех пор, пока она не приобретет строго цилиндрическую форму. При изготовлении полого изделия, например карандашницы, в первую очередь вытачивают полость крючковидными резцами или кольцами. При этом подручник разворачивают в сторону торцовой поверхности цилиндра. Выбрав полость, приступают к проработке внешних форм. Но предварительно плоским резцом делают разметку, нанося на поверхность цилиндра кончиком резца неглубокие, но отчетливо видимые риски. Если работают по эскизу, то разметку делают штангенциркулем, им же во время точения контролируют толщину изделия. Ориентируясь на риски, плоским резцом снимают стружку серединой лезвия или же его нижней частью (пяткой). Вначале вытачивают обобщенную форму изделия, а затем прорабатывают отдельные детали.
Не выключая станка, токарное изделие шлифуют и полируют. Сперва шлифуют наждачной бумагой с крупным абразивным покрытием, затем с мелким. Полировать или лощить древесину можно древесной стружкой или сухим хвощом. Хвощ можно купить в аптеке. Хорошо полируется древесина конским волосом. Исстари древесину лощили также мочалом или лубом, оттого и саму операцию лощения старые мастера называли.лублением.
Здесь же, на станке, изделие можно покрыть лаком или восковой мастикой, которые наносят на поверхность тампоном и располировывают.
Закончив отделку, изделие торцуют и подрезают.
Освоив технику точения с торца, можно попробовать свои силы в более сложной технике точения поперек волокон. Современные мастера и сейчас нередко применяют эту технику, так широко распространенную в древности. Как правило, они ставят перед собой в основном чисто декоративные задачи, изготовляя, например, настенные тарелки из древесины хвойных деревьев. Лучшим материалом считаются доски-половицы, которые всегда можно достать, так как сейчас сносится много старых ветхих домов, особенно в районах массовой застройки больших городов. Сосновые половицы от времени приобретают насы-щенный золотисто-коричневый цвет, делающий излишними травление и тонирование древесины. К тому же можно быть уверенным, что декоративная тарелка, изготовленная из такого материала, не треснет и не покоробится. Вместо половиц можно использовать любую другую соснввую доску, подходящую по размерам и хорошо высушенную.
Интересный декоративный эф фект можно получить, если применить для точения клееные блоки. Несколько дощечек склеивают так. чтобы каждый слой последующей: дощечки шел поперек слоев предыдущей, так же, как склеивают листы шпона при изготовлении фанеры. Если склеить несколько трехгран-ных призм, как это показано на рисунке, то из такой заготовки можно выточить сосуд, имитирующий бондарное изделие. Для изготовления клееных блоков нужно подбирать древесину с ярко выраженной текстурой и цветом.
К атегория: Разное
Окончательная отделка деревянных изделий
Под окончательной отделкой деревянных изделий мы подразумеваем их шлифовку, окраску, лакировку и полировку.
Шлифовка деревянных изделий производится шкуркой, хвощом и пемзой. Настоящая шкурка представляет собой кожу рыбы из породы скатов — морской собаки, которая отличается сильной шероховатостью, но обычно при обработке дерева употребляется искусственная шкурка — бумага, смазанная жидким клеем и посыпанная мелко истолченным стеклом. В продаже имеются несколько номеров такой шкурки, отличающиеся более или менее крупным зерном находящегося на ней стекла. Хвощом называется жесткая болотная трава, которая в высушенном виде и связанная в пучки также применяется для очистки последних неровностей на деревянных поверхностях. Пемза является перегоревшей вулканической лавой и продается в виде кусков или порошка. Если шлифовать дерево предполагают кусковой пемзой, то необходимо прежде имеющийся кусок пемзы разрезать на две части и разрезы хорошенько потереть один об другой, смазав их предварительно маслом или салом; от этого трения поверхность куска пемзы должна совершенно сгладиться, это необходимо для того, чтобы при шлифовке на дереве не оставалось царапин.
При шлифовке пемзу смачивают маслом, а если не хотят, чтобы изменился цвет дерева,- салом, и, слегка нажимая, трут по шлифуемой поверхности.
Как и при ранее описанных работах по отделке деревянных изделий, шлифовку также производят в известной последовательности — сперва крупнозернистой шкуркой, потом более мелкой и, наконец, пемзой. Если последняя имеется в порошке, то ее набирают в небольшом количестве на тряпочку, также смоченную маслом или салом, и трут таким же образом, как и куском пемзы.
Для того, чтобы поверхность дерева лучше приняла краску, лак или политуру, можно ее еще протравить, смазав или готовой протравой, или сделав ее собственноручно.
Наиболее употребительная коричневая протрава может быть изготовлена кипячением 1 части алоэ в 6 частях соляной кислоты. Во время кипячения из жидкости выделяются красные пары, которые затем исчезают. После этого протраву разбавляют 20 частями мягкой воды (дождевой), и она готова к употреблению. Кипячение, из-за выделения паров, лучше производить на открытом воздухе.
Если дерево будет выкрашено в темный цвет, то смазывать дерево этой протравой можно несколько раз, если в светлый — один раз.
После протравки хорошо еще раз отшлифовать всю поверхность пемзой (перед протравкой можно ограничиться только шлифовкой шкуркой).
Когда шлифовка закончена, следует не забыть удалить с обрабатываемой поверхности остатки масла, которым смачивалась пемза. Делается это при помощи мягкой тряпочки или пропускной бумаги, а затем посыпкой обрабатываемой поверхности тонким порошком отрубей или мела. Отруби впитывают в себя последние остатки масла. Спустя несколько часов, отруби можно смести и мягкой тряпочкой окончательно протереть отшлифованную поверхность.
Полировка. Непосредственно после шлифовки следует полировка изделия.
Полировка предохраняет дерево от разрушающих его внешних влияний и придает изделию красивую внешность, делая его поверхность зеркально-блестящей, с просвечивающими сквозь этот блеск всеми жилками и разводами древесины.
Необходимую для полирования политуру можно купить в магазине.
При полировке берут лоскут шерстяной тряпочки, свертывают его в комок, но так, чтобы нижняя часть его была совершенно плоской. Смочив эту плоскую сторону политурой, обертывают шерстяной комок тряпочкой старого выношенного полотна и, забрав концы тряпочки в руку (узелком), наливают на ту сторону получившегося тампона, которой будут тереть по дереву, несколько капель сырого льняного масла. Тампоном водят по полируемой поверхности, слегка и равномерно нажимая, пока вся поверхность не покроется ровным слоем политуры. Когда израсходуется политура, развертывают тряпочку, смачивают политурой шерстяной клубок, обертывают опять тряпочкой и, смочив последнюю, как уже было описано, маслом, продолжают полировку.
Если во время работы тряпочка начнет приставать к полируемой поверхности, то это значит, что политура стала слишком густой и ее необходимо разбавить спиртом. Когда политура покроет всю поверхность так, что она станет гладкой, то полотняную тряпочку заменяют чистой, смоченной спиртом, и ею вновь протирают всю поверхность до тех пор, пока она не станет совершенно блестящей. Спирта при этом не следует набирать слишком много, а только всего несколько капель; иначе можно смыть и самую политуру.
Покрытую политурой поверхность следует хорошенько просушить и дать политуре пропитать все поры дерева. Хорошо, спустя несколько дней после первой полировки, отполировать вещь вторично. От этого ее поверхность станет еще тверже, глаже и более блестящей.
Одновременно с полировкой можно произвести также и подкраску обрабатываемого изделия; тогда к политуре следует подбавить порошок какой-нибудь краски. Делается это так: комок шерсти, пропитанный политурой, оборачивают уже не одной, а двумя полотняными тряпочками, между которыми наложен тонкий слой краски. Полировка производится точно так же, как и в первом случае, но только политура, просачиваясь через полотно, увлекает с собой и часть красящего вещества, которое и растирается с ней равномерно по обрабатываемой поверхности.
Таким образом производится имитация дешевых сортов дерева под дорогие, например под красное или другие. Конечно, в каждом отдельном случае требуется хорошо подобрать цвет применяемого красящего вещества.
Лакировка. В то время как полировка применяется главным образом для отделки изящных вещей, лакировка имеет более широкое распространение. Сущность ее состоит в покрывании изделия лаком при помощи кисточек.
Покрывание лаком следует производить ровными быстрыми штрихами, причем следует обращать внимание на то, чтобы лак ложился как можно более тонким и ровным слоем, иначе поверхность примет некрасивый вид и лак будет сохнуть очень долго.
При лакировке поверхность принимает достаточно красивый вид с одного раза сравнительно редко. Обычно следует дать лаку просохнуть и покрыть всю поверхность лаком вторично. Если и на этот раз внешний вид будет недостаточно красивым, то по высыхании лака следует все протереть тонкой шкуркой (не делая при этом царапин) и отлакировать еще раз.
В качестве общего указания, когда следует предпочесть полировку, а когда лакировку, скажем, что полировать можно только большие поверхности, допускающие свободу круговых движений тампоном с политурой; такие же вещи, как тонкие или узенькие части мебели, ножки столов и стульев, СПЕШКИ И подлокотники кресел, следует лакировать, так как здесь более удобно работать кисточкой.
Отделка под воск. Красивый вид у деревянного изделия получается также, если его отделать под воск. Для этого следует оплавить в глиняном горшке 2 части воска с 1 частью скипидара. При растапливании воска его следует все время помешивать. Когда воск и скипидар сплавятся в совершенно однородную массу, то всю массу остужают и натирают ею деревянную поверхность при помощи суконки или жесткой щетки. Потом доску растирают еще раз сухой суконкой, и она приобретает красивый матовый блеск.
Красивые сорта дерева можно отделывать под воск непосредственно; менее же ценные можно перед вощением покрасить.
Полированные, лакированные и вощеные вещи требуют аккуратного с собой обращения — их поверхность портится от сырости, и поэтому их нельзя мочить; не следует также ставить на них горячую посуду, так как от этого останутся неизгладимые следы.
Точеные изделия полируются, лакируются и отделываются под воск на токарном станке. Для этого, сделав из ваты тампон для лака или шерстяной с полотняной обверткой тампон для политуры и набирая на них жидкость, так же, как в предыдущих случаях, медленно водят этими тампонами вдоль изделия, которое в это время вращается в станке.
Чтобы отделать точеную вещь под воск, сплавляют 5 частей воска с 2 частями скипидара и сперва еще не вполне остывшей смесью покрывают вещь, а затем, вращая эту вещь в станке, водят по ней суконкой до тех пор, пока не получится блеск требуемого вида.
Окраска. Описанные нами способы отделки относились главным образом к таким изделиям, которые по роду своего назначения должны находиться внутри закрытых помещений. Что же касается тех предметов, которые должны находиться на воздухе, то их, для предохранения от сырости, гниения, насекомых и других влияний, следует окрашивать масляной краской.
Простые масляные краски для покрытия столярных изделий приготовляются на олифе.
Перед началом самого окрашивания предмет шпаклюется и грунтуется. Шпаклевкой называется заделывание всех щелей и трещин деревянной поверхности замазкой из мела, разведенного водой и замешанного на олифе в густое тесто. Грунтовка же производится очень жидкой масляной краской, которая должна хорошо впитываться в дерево. Цвет ее может и не совсем соответствовать тому, который вещь должна иметь в окончательном виде, но все же лучше при светлой окраске применять и светлую грунтовку, а при темной — темную.
Самая окраска производится после того, как высохнет грунтовой слой. Чтобы окраска была достаточно прочна, необходимо прокрасить по одному и тому же месту не менее двух раз, причем, прежде чем красить второй раз, нужно, чтобы первый слой успел высохнуть и был бы как следует отшлифован. Шлифовку в этом случае следует производить тонкой шкуркой.
Окраска ведется щетинными кистями, на которые не следует брать в один прием слишком много краски; краску нужно равномерно растирать тонким слоем, стараясь размазать по возможно большей площади обрабатываемой поверхности. Краску употребляют хорошо размешанную; а если она была приготовлена заранее, то следует убедиться, что она не покрылась корочкой. Если эта корочка имеется, то предварительно ее осторожно снимают, иначе, продавленная кистью, она будет плавать в краске кусками и, попав на кисть, а с нее на окрашиваемую поверхность, оставит на ней некрасивые бугры и комья. Чтобы предохранить краску от покрывания такой корочкой, следует по окончании работы заливать банки с краской водой; такие же краски, которые по своему составу впитывают в себя воду, следует заливать маслом.
Щетинные кисти, применяемые при окраске больших поверхностей, должны быть широкими и с длинным волосом. Однако так как длинный волос в работе неудобен, то такую кисть следует обвязать плотными рядами веревки так, чтобы наружу торчали только сравнительно короткие концы волоса, а затем, когда по мере работы волос будет стираться, постепенно снимать и слои веревки, открывая таким образом нетронутую еще часть щетины. .При необходимости проводить краской тонкие черты, применяя так называемые штриховые кисти, делаемые из конского волоса.
Надо тут же отметить, что при необходимости подновить старый предмет, на котором окраска испортилась (масляная краска очень портится от действия солнца), не следует накладывать новый слой краски непосредственно на сухой старый. От этого получится только то, что старый слой краски вберет в себя масло из свежего слоя, а этот последний вскоре облупится. Надо же делать так: в слой старой краски ввести немного масла, и тогда она сама примет свой прежний вид; если же нужно, чтобы окраска имела совершенно свежую внешность, то нужно после пропитывания и высыхания первого слоя масла несколько раз протереть поверхность маслом с небольшим содержанием краски. Такое подновление достигнет цели.
— Окончательная отделка деревянных изделий
Изделия из дерева — тумбочка, полка, ящик для радиоприемника и т. п. выглядят гораздо красивее, если они отделаны. Дерево, покрашенное масляной краской, так же грубо и некрасиво, как и совсем не отделанное.
Можно, конечно, покрыть деревянную поверхность спиртовым лаком (прозрачным или цветным), но гораздо лучше ее отполировать.
Лучше всего для полирования подходит древесина лиственных пород, особенно твердых: дуба, бука, ореха, клена, березы. Дуб полируется с трудом, но у него красивый рисунок, который можно еще более оттенить подкраской. Береза хорошо окрашивается и полируется под орех или красное дерево.
Древесина хвойнык пород смолиста и поддается отделке хуже, но, как мы увидим, и ее можно с успехом полировать.
Процесс полирования, обычно применяемый в столярном деле, хотя и не представляет сложности, но требует большой затраты труда, времени и терпения. В то же время его можно значительно упростить и получить результаты ничуть не хуже.
Поверхность, предназначенная для полировки, не должна иметь отщепов, зазоров, вырывов волокон, трещин, потеков клея и т. п. На ней не должно быть сучков.
Прежде всего поверхность изделия тщательно шлифуется сначала грубой шкуркой (№ 46-60), а по мере сглаживания — более мелкой (№ 80-100). Окончательная шлифовка производится совсем мелкой шкуркой (№ 140-170). Шлифовать поверхность надо, двигая шкурку, обернутую вокруг ровного деревянного бруска, вдоль волокон.
В результате такой обработки должна получиться гладкая, однообразного матового цвета поверхность. Ее надо слегка смочить теплой водой и сразу же вытереть сухой тряпкой, а затем просушить в течение 1,5-2 часов при комнатной температуре. Эта операция нужна, чтобы поднять ворс — мельчайшие волокна древесины. Ворс затем снимается шкуркой № 120-140. Иногда увлажнение, сушку и удаление ворса приходится повторять даже два раза, пока поверхность не приобретет ровный матовый блеск с легким глянцем.
На этом заканчиваются столярные работы и можно приступить к окрашиванию подготовленной поверхности прозрачными красящими веществами.
«Для окрашивания в коричневый цвет краску «бейц» растворяют в горячей воде. Концентрацию раствора берут в зависимости от желаемого оттенка. Краску наносят ватным тампоном, после чего изделие просушивают при комнатной температуре в течение двух-трех часов.
Можно воспользоваться и другим красителем: кислотный хром коричневый-15 г, уксусная кислота — 10 мл, квасцы алюминиевые — 55 г, вода — 5 л.
Красновато-коричневый цвет получится, если взять 20 г ореховой морилки, 2 г красителя «Рубин» и 1 л воды.
Для отделки под красное дерево нужно растворить 50 г медного купороса в 1 л воды и 100 г желтой кровяной соли также в 1 л воды. Растворы смешать.
Высохшую окрашенную поверхность протирают вдоль волокон комком конского волоса или древесной стружки, после чего она становится ровной и глянцевитой.
На окрашенную поверхность с помощью обычного пульверизатора, применяемого для распыления одеколона, наносят политуру № 13 или № 14. Наносить политуру следует равномерно, не допуская образования капель и потеков. За один прием можно нанести пять-шесть слоев политуры, после чего следует просушить ее в течение 6-8 часов при комнатной температуре. Затем политуру наносят вновь и опять сушат. Повторяется это до тех пор, пока политура не покроет поверхность ровным слоем так, что поры дерева не будут видны.
Если некоторые участки окажутся покрытыми политурой недостаточно, их можно заделать сгущенной политурой. Она получается при испарении обычной политуры в мелком сосуде (например, в блюдце) в течение 10-18 часов.
Покрытое политурой изделие сушится в течение трех-пяти суток, после чего его поверхность зачищается мелкой шкуркой.
Полировка производится сукном, навернутым на деревянный брусок и натертым пастой «ГОИ» (вместо «ГОИ» можно также использовать пасту для правки бритв или масляную краску «окись хрома»), и обильно смоченным подсолнечным маслом. Чтобы сукно не собиралось в складки, его с наружной стороны прикалывают кнопками.
Полируемая поверхность постепенно приобретает зеркальный блеск. Иногда нужно небольшой участок поверхности вытирать чистой ватой и проверять качество патщровки.Когда полировка будет закончена, всю поверхность надо протереть чистой ватой, затем тампоном, смоченным подсолнечным маслом, а после этого снова чистой ватой.
Хотя смолистые породы дерева обычно полировать не рекомендуется, сделать это можно следующим образом: зачищенную стеклянной бумагой и окрашенную раствором «бейца» поверхность покрывают очень жидким столярным клеем и дают хорошо просохнуть. Затем с помощью пульверизатора наносят пять-шесть слоев шеллачного лака и полируют так, как указывалось выше.
Полировка
Полировка представляет собой отделочную обработку, при которой в основном происходит пластическая деформация — сглаживание поверхностных неровностей, а собственно съем (срезание) металла или вовсе не имеет места или он очень мал и распространяется только на поверхностные неровности.
В результате полировки повышается чистота поверхности, достигая зеркального блеска.
Основное применение полировки — декоративная обработка для придания блеска поверхности. Кроме того, полировка применяется для уменьшения коэффициента трения, повышения коррозионной стойкости, повышения усталостной прочности, уменьшения аэродинамического трения.
Наиболее распространенным в машиностроении видом полировки является полировка посредством мягких кругов, на цилиндрическую поверхность которых нанесена смесь абразивного порошка и смазки. Применяют круги: войлочные из коровьей шерсти и матерчатые из парусины — для более грубой полировки; фетровые и матерчатые из хлопчатобумажной ткани — для тонкой полировки; кожаные — для деталей, у которых надо сохранить острые кромки. полировка плоских изделий производится бесконечными кожанными лентами, натянутыми на пару шкивов; полировка червяков — деревянными зубчатыми колесами. Для полировки применяют: наждачные и электрокорундовые микропорошки зернистости М28 — М14 — для полировки стали; окись хрома — для цветных металлов и сплавов; крокус и венскую известь — для особо тонкой полировки. Смазка должна быть достаточно густой, чтобы удерживать абразивные зерна на поверхности быстро вращающихся кругов. Применяют тавот и смеси парафина и воска, наносимые на круги в разогретом состоянии. Примерная пропорция: смазки 40% и абразива 60% (по весу). Окружная скорость полировальных кругов составляет обычно 20-35 м/сек. Давление, с которым обрабатываемое изделие прижимается к кругу, имеет большое значение: чем оно больше, тем выше производительность, но тем ниже чистота поверхности и тем больше нагревание полируемого изделия.
Ручная полировка производится на простейших полировальных станках. В массовом производстве применяются специальные станки с механической подачей изделий.
К полировке обычно относят и такой — промежуточный между шлифованием и полировкой — метод обработки, при котором абразивный порошок наклеивают на поверхность войлочного круга. Для этого поверхность круга покрывают горячим столярным клеем, и круг прокатывают по плоскости, на которой тонким слоем насыпан абразивный порошок. Толщина слоя полученной таким способом абразивно-клеевой пленки может доходить до 2-3мм. В последнее время проведены успешные опыты наклейка абразива посредством синтетического клея БФ-2, что позволило применять водяное охлаждение для предохранения обрабатываемых закаленных деталей от возможного отпуска. Этот метод обработки позволяет полировать (точнее — шлифовать) поверхности, имеющие небольшую выпуклость или вогнутость. Чистота обрабатываемой поверхности получается 7-9-го классов, в зависимости от зернистости применяемого абразива — от 60 до 180.
К полировке относится и отделка поверхности абразивной шкуркой и лентой (без применения контактных роликов). Помимо общеизвестной полировки шкуркой на токарных станках, в массовом производстве применяется полировка абразивной лентой на специальных станках.
Разновидностью полировки является жидкостная полировка (называемая иногда «гидро-хонингом» или жидкостным хонингованием).
Сущность этого метода заключается в том, что на обрабатываемую поверхность под давлением до 6 атм. направляется струя жидкости, представляющей собой смесь масла или эмульсии с абразивным порошком — карборундом или электрокорундом. Достигаемая чистота поверхности: от 7-го класса при зернистости абразива 80 до 9-го класса — при зернистости М20.
Жидкостная полировка позволяет обрабатывать изделия сложной формы с глубокими впадинами, с уступами и т.п., т.е. таких деталей, полировка которых кругами затруднительна. Для жидкостной полировки необходима специальная установка. На Рис.1. показана опытная заводская установка основанная на пневмо-эжекционном принципе подачи абразивной жидкости.
Рис.1. Установка для жидкостной полировки: 1-ребристый резервуар для абразивной жидкости; 2-лопастной винт; 3-вал мешалки; 4-обрабатываемая деталь; 5-форсунка.
Архив новостей:
Р.Б. Марголит, Е.В. Близняков, О.М. Табаков, В.С. Цибиков Область использования токарно-шлифовальных станков В русле современных тенденций интеграции обработки возрос спрос на комбинированные токарные станки, на которых можно наряду с токарными выполнять шлифовальные работы. Можно сказать о появлении особой группы токарно-шлифовальных станков. Когда на первый план выходят проблемы качества, предпочтение обычно отдают шлифованию. Шлифование (за исключением глубинного) в силу самой природы метода основано на многопроходности, при которой в наибольшей степени происходит уменьшение исходных погрешностей. Лезвийная токарная обработка выигрывает у шлифования по показателю производительности. Однако выполнять процесс резания лезвийным инструментом с малыми глубинами и малыми подачами затруднительно. При малых глубинах резец, в связи с наличием округления режущей кромки, работает с большими отрицательными передними углами у (рис.1), а при малых подачах резко возрастает вероятность возникновения вибраций. Именно по этой причине, несмотря на появление новых видов режущих материалов, успешно работающих по мягким и твердым поверхностям, не следует предполагать, что лезвийная обработка существенно сократит область использования шлифования. Упомянутые особенности обусловливают размежевание этих двух способов обработки.
Предварительную обработку тел вращения обычно выполняют методом точения на
токарных, а финишную обработка тех же деталей — шлифованием на
кругло-шлифовальных станках. Усугубляет размежевание также то, что в пределах
одного и того же класса точности шлифовальные станки имеют более высокую
точность, чем токарные. 1. Весьма трудоемка процедура выверки массивных крупногабаритных валов и гильз большой длины перед выполнением каждой новой операции. Такие детали не обладают высокой жесткостью и деформируются под действием сил тяжести и сил закрепления. Выверка требует от рабочего умения и навыков, естественно стремление сократить их число. 2. Наблюдается общая тенденция повышения точности токарных станков. 3. Привлекательно выполнять на различных поверхностях одной детали точение или шлифование в зависимости от требований к ним в отношении точности и шероховатости В данной работе рассмотрен опыт Рязанского станкозавода по создания комбинированных токарно-шлифовальных станков. Ошибочным оказалось предположение, что такие станки можно получить из токарных путем дооснащения суппортов сменными шлифовальными головками. Пришлось решить несколько достаточно сложных задач. 1. Обеспечена точность продольного перемещения шлифовального круга, правда, на ограниченной длине. 2. Увеличена зона досягаемости наружных и торцовых поверхностей деталей, в том числе на валах с большим перепадом диаметров смежных ступеней. 3. Обеспечена точность вращения изделия. 4. Предложены и конструктивно обеспечены способы выверки массивных крупногабаритных деталей. В настоящее время, когда завод освоил выпуск нескольких моделей станков этой группы (1Р693, РТ248-8, РТ318, РТ958) достаточно высокого технического уровня, спрос на них растет. Наиболее полно технологические возможности комбинированной обработки воплотились в специальном станке мод. РТ958 (рис.2) . По желанию заказчика может изменяться длина станков от трех до 12 метров, число токарных и шлифовальных суппортов, поддерживающих люнетов, подставок, облегчающих выверку. Эффективно используют токарно-шлифовальные станки при ремонте роторов турбин различного назначения, валков металлургического и полиграфического производств, шпинделей тяжелых металлорежущих станков, валов привода гребных винтов и других крупногабаритных деталей. Поскольку предельно допустимая величина съема с ремонтируемых поверхностей невелика, удается за счет перехода от точения к шлифованию увеличить число возможных ремонтов и продлить срок службы дорогостоящих изделий. Имеется успешный опыт использования токарно-шлифовальных станков не только в ремонтном, но и в основном производстве. Обеспечение точности продольного перемещения шлифовального круга При шлифовании суппорт, несущий шлифовальную головку, должен перемещаться плавно, прямолинейно и без переориентации при смене направления движения подачи. В случае переориентации шлифовальный круг в одном направлении перемещается по одной траектории, а в другом — по другой. На токарных станках резец почти никогда не работает по одной наружной поверхности в двух направлениях без поперечного врезания, поэтому требования к переориентации, не являются столь жесткими, как при шлифовании. Суппорты токарных станков, особенно тяжелых, не перемещаются столь прямолинейно, без волнообразных движений, как столы шлифовальных. Это зависит от следующего: Каретки токарных станков по своей протяженности уступают столам шлифовальных станков; Велика масса фартука, внецентренно прикрепленного к каретке суппорта; Привод подачи осуществляется от рейки, размещенной вне направляющих и на большом от них удалении; Радиальное биение ходового вала приводит к раскачиванию суппорта; Вращающаяся сила привода подачи (даже при абсолютной прямолинейности ходового вала) раскачивает суппорт, воздействуя на него через фартук. После ряда неудачных попыток реализовать требуемую точность продольного перемещения шлифовальной головки по всей длине направляющих станины, было принято решение осуществить перемещение не кареткой, а верхними продольными салазками специально сконструированного шлифовального суппорта. Этот суппорт является сменным и может быть установлен вместо токарного (традиционной конструкции) на поперечные салазки станка. На рис.2 изображен станок с двумя шлифовальными суппортами (левым и правым). Каждый шлифовальный суппорт имеет нижнюю поворотную часть, продольные шлифовальные салазки с регулируемым приводом подачи, поперечные шлифовальные салазки с механизмом ручной микрометрической поперечной подачи, шлифовальную головку с приводом вращения. Шлифование выполняют на отдельных участках ограниченной длины (300мм на станке мод. РТ958, 600мм на станке мод. РТ700). При необходимости выполнять обработку в другом месте шлифовальный суппорт перемещают по станине движением каретки. Анализ показывает, что у большинства деталей протяженность отдельных ступеней невелика, что позволяет обрабатывать ступень за одну установку каретки. Получается, что станок имеет по два дублированных перемещения: 1) Продольное может осуществляться кареткой станка и продольными шлифовальными салазками, но перемещение салазками является более точным; 2) Поперечное может осуществляться поперечными салазками станка и поперечными шлифовальными салазками, но второе имеет более тонкий отсчет. Также дублированы повороты вокруг вертикальной оси, но каждый из поворотов выполняет свое назначение. Поворотом продольных шлифовальных салазок регулируют конусность шлифуемого участка, поворотом шлифовальной головки устанавливают в необходимое положение ее ось. В процессе поиска были испытаны два различных конструктивных оформления направляющих продольных шлифовальных салазок: ласточкин хвост и прямоугольные. Проверены также разнообразные материалы пары трения: чугун по чугуну; чугун по закаленной стали; бронза по закаленной стали; наполненный фторопласт по чугуну и по стали. Результаты по точности при всех конструктивных исполнениях и сочетаниях материалов нельзя признать удовлетворительными, что дало основания отдать предпочтение покупным шариковым беззазорным направляющим качения Star фирмы Rexroth. Опасения, что такие направляющие будут хуже гасить вибрации, не подтвердились. Величина переориентации практически свелась к нулю, достигнута высокая точность обработки и шероховатость в пределах Ra 0,1 — 0,16 мкм. Привод подачи продольных шлифовальных салазок осуществляется от индивидуального электродвигателя постоянного тока, который ременной передачей передает вращение на центрально расположенный ходовой винт. Привод обеспечивает широкий диапазон бесступенчатого регулирования скоростей перемещения, что немаловажно для получения оптимальных режимов шлифования и правки круга. Привод перемещения поперечных салазок ручной с устройством микрометрической подачи, аналогичным тому, который применяют на круглошлифовальных станках. На дисплее цифровой индикации можно с точностью отсчета в 1 мкм наблюдать за положением рабочей кромки режущего инструмента. С целью уменьшения вибраций, источником которых могут явлиться быстровращающиеся элементы шлифовальной головки, салазки, на которых закреплены шлифовальная головка и двигатель привода ее вращения, должны обладать повышенной жесткостью и увеличенной массой. Все сопрягаемые детали шлифовального суппорта должны быть взаимно подогнаны путем шабрения до плотного стыка. Быстровращающиеся детали не должны иметь несбалансированности. Хорошо зарекомендовал себя такой подход: с целью уменьшения несбалансированности всем рабочим и нерабочим поверхностям шкивов, оправок и планшайб придают биение, не превышающее 0,03 мм, что делает ненужным проведение специальной операции их балансирования. Некоторые особенности круглого шлифования поверхностей На шлифовальных станках обработку наружных и внутренних поверхностей тел вращения принято выполнять периферией шлифовального круга, а обработку торцов детали — и периферией, и торцом. Однако, если на детали 1 (рис.3) необходимо обработать углубленные поверхности (например, опорные шейки роторов турбин различного назначения), то зона обработки (рис.3,а) может оказаться недосягаемой для периферии шлифовального круга 2. Подойти к таким углубленным поверхностям мешают элементы конструкции планшайбы 3, шлифовальной головки 4 и корпуса головки 5. Единственный выход — работать кругами больших диаметров, что, в свою очередь, требуют крупногабаритных шлифовальных головок, которые затруднительно разместить на суппортах токарных станков. С целью кардинального решения данной проблемы предложено существенное изменение в традиционном подходе: выполнять круглое шлифование наружных поверхностей не только периферией, но и торцом круга (рис.3,б). При шлифовании торцом круга зона досягаемости значительно расширяется, т.к. вылет рабочей части круга 2 увеличивается за счет длины оправки 3 и выступающей из корпуса 5 части шлифовальной головки 4. Практически, любые углубленные поверхности деталей становятся досягаемыми для режущего инструмента. Возникает вопрос: почему способ, известный много лет и имеющий столь явное преимущество перед шлифованием периферией круга, не нашел широкого использования на круглошлифовальных станках? Объяснение можно найти в том, что кроме указанного преимущества круглое шлифование торцом круга обладает тремя характерными особенностями, снижающими его эффективность: 1) Производительность ниже, чем при шлифовании периферией; 2) Имеются два рабочих участка шлифовального круга слева и справа от оси его вращения, контактирующие с обрабатываемой поверхностью, далее будем называть их левая и правая стороны круга. 3) Если при обработке закрытых поверхностей длина продольного перемещения L (рис.3,б) окажется меньше двух диаметров внутренней части шлифовального круга Dк, то шлифование торцом круга станет невозможным, так как часть обрабатываемой поверхности детали, лежащей внутри круга, окажется не перекрытой, следовательно, останется необработанной. Пониженная производительность определяется меньшей жесткостью технологической системы и меньшей протяженностью двух рабочих участков круга по сравнению с одной рабочей поверхностью при шлифовании периферией круга. Для понимания второй особенности круглого шлифования торцом круга подробнее остановимся на сущности этого способа. Решающую роль имеет точность расположения оси вращения круга к направлению движения подачи. Они (ось и направление) должны быть строго взаимно перпендикулярными. Правку круга выполняют алмазом, осуществляющим движение подачи по одному из рабочих участков круга слева или справа от оси его вращения. Движение подачи при правке и при шлифовании является общим. На рис.4 показан случай, когда правку круга выполнили слева от оси вращения. Если ось вращения не перпендикулярна направлению движения подачи, то торец круга в ходе правки приобретет форму конуса. На левой стороне круга, где выполнялась правка, образуется линия, параллельная движению подачи. По этой линии слева происходит контакт круга с обрабатываемой поверхностью, а на противоположной стороне, справа, с обрабатываемой поверхностью контактирует точка. В зависимости от отклонения перпендикулярности оси по отношению к направлению подачи линия работает либо на меньшем диаметре детали (рис.5,а), либо на большем диаметре (рис.5,б). Кроме того, левая и правая рабочие стороны круга работают с различной глубиной резания. С увеличением отклонения наступит момент, когда перепад между положением левой и правой сторон круга превысит глубину резания и тогда начнет работать только одна из сторон: левая в случае а), правая в случае б). Если шлифование идет на проход, то определяет качество поверхности та сторона круга, которая работает на меньшем диаметре изделия. Из двух случаев, показанных на рис.4, лучшие показатели по шероховатости обработанной поверхности получатся в случае а), так как на меньшем диаметре детали работает линия, а не точка. Описанное приводит к тому, что при шлифовании закрытых поверхностей, которое выполняется не на проход (рис.5), на обработанной поверхности образуются два участка различных диаметров. На стыке этих двух участков возникает ступенька, высота которой h зависит от неперпендикулярности оси круга к направлению движения подачи. где D — диаметр шлифовального круга, d — угловая погрешность погрешности оси круга относительно направления подачи. По направленности ступеньки можно судить о положении оси круга: меньший диаметр обработанной поверхности получается со стороны острого угла а между осью круга и направлением подачи. В случае а) меньший диаметр слева, в случае б) — справа. Характер шероховатости поверхностей обоих участков детали также будет различным. Шероховатость будет лучше на левом участке, где круг с изделием контактируют по линии (с этой стороны круга выполнялась правка). Хуже шероховатость будет на правом участке, там, где круг работает точкой. где s — подача шлифовального круга, мм/об. Получить требуемую шероховатость Ra 0,2 — 0,32 мкм на всем протяжении шлифованной поверхности можно, придав высокую точность перпендикулярности оси вращения круга к направлению подачи (рис.6). В этом случае при шлифовании можно наблюдать искрение одинаковой интенсивности на левой и правой рабочих сторонах круга. На обработанной поверхности проявляются не два, а три участка: первый участок, обработанный левой рабочей стороной круга; второй, на котором круг работал обеими сторонами; третий, обработанный правой рабочей стороной. Ступенька на стыке отсутствует, а шероховатость на всех трех участках примерно одинакова. В конструкции станка предусмотрена возможность чрезвычайно тонкого регулирования положения оси шлифовального шпинделя путем поворота шлифовальной головки вокруг вертикальной оси. С помощью пары регулировочных винтов, размещенных слева и справа от оси поворота, можно тонко доворачивать головку, изменяя положение оси вращения круга. Определить положение оси можно путем пересечек индикатором, прикрепленным струбциной к оправке шлифовального круга, по прошлифованной поверхности. Чтобы уменьшить воздействие ранее оговоренного ограничения 3), приходится работать кругами малых диаметров 80 — 100мм. Хотя для поддержания скорости резания 25 — 32 м/с необходимо иметь высокую частоту вращения круга 5000 — 7500об/мин, малогабаритные легкие шлифовальные круги даже при таких частотах вращения могут успешно работать без балансирования. При шлифовании торцом круга углубленных цилиндрических поверхностей (см. рис.3,б) приходится работать с большими вылетами кругов, из-за чего жесткость технологической системы оказывается пониженной. Правильное решение проблемы состоит в сочетании оптимальной длины конической по форме оправки и увеличенного вылета шлифовальной головки из корпуса. Нужно придерживаться правила: максимальная длина оправки не должна превышать расстояния между подшипниками шлифовальной головки. Исходя из этого, следует отдавать предпочтение увеличению длины шлифовальной головки, а не оправки. Повышению жесткости также способствует увеличение диаметра шлифовальной головки, но при диаметре головки, большем, чем диаметр шлифовального круга, возникают ограничения в достижении углубленных поверхностей. Обеспечение точности вращения изделия Точность вращения изделия обеспечивается точностью вращения шпинделей передней и задней бабок, точностью вращения роликов поддерживающих люнетов и правильностью исходной выверки заготовки. Заготовку зажимают кулачками двух четырехкулачковых патронов передней и задней бабок. Опыт завода показал, что наилучшие результаты достигаются, когда задняя бабка станка имеет шпиндельный узел, который по показателям жесткости и точности вращения шпинделя не уступает передней. Это обеспечивают следующим: 1) конструкция и размеры шпиндельного узла идентичны узлу передней бабки; 2) шпиндель имеет фланец для установки зажимного патрона; 3) в качестве радиальных опор шпинделя использованы подшипники серии 3182000 второго класса точности; 4) путем смещения при сборке внутренних колец в подшипниках создают натяг, обеспечивающий высокую жесткость. Проверку точности вращения шпинделей токарных станков обычно осуществляют косвенно путем выявления радиальных и торцовых биений посадочных поверхностей под установку зажимных патронов и центров. При этом оценивают одновременно точность вращения оси и точность расположения относительно этой оси посадочных поверхностей шпинделя. Однако точность обработки на токарно-шлифовальных станках с закреплением заготовки в кулачках зажимных патронов никак не связана с точностью расположения этих поверхностей. Целесообразней с помощью специальной регулируемой оправки контролировать точность вращения оси шпинделя в соответствии с проверкой 4.11.2. ГОСТ18097-93 «Станки токарно-винторезные и токарные. Основные размеры. Нормы точности». Оправку (рис.8) корпусом 1 прикрепляют к фланцу торца шпинделя станка. Положение стержня 2 регулируют торцовыми винтами 3 и радиальными 4 до получения минимально возможного биения у торца шпинделя и на определенном расстоянии от торца. Завод разработал конструкцию регулируемых оправок и оснастил производство для всех используемых размеров концов шпинделей. Нормы, регламентированные ГОСТом, неоправданно уравнены с требованиями к биению, выявленному обычными оправками. Вероятно, авторы ГОСТа считали, что выверка регулируемых оправок до минимального биения — процедура трудоемкая и оставили запас на погрешность контроля. Опыт показывает, что при некотором навыке выверку можно осуществить с минимальной погрешностью и судить по показаниям измерительного прибора об истинной точности вращения шпинделя. На заводе установлена норма биения 4 мкм. В конструкции шпиндельного узла использованы регулируемые роликовые подшипники типа 3182000 второго класса точности. Зазоры в подшипниках уменьшают до нуля. Ролики люнетов также опираются на подшипники второго класса точности, допустимое биение рабочей части роликов не должно превышать 5 мкм. Выверка и закрепление обрабатываемых заготовок Известно, что выверка массивной нежесткой заготовки является чрезвычайно трудоемкой процедурой. Если в станке не предусмотреть никаких конструктивных решений, то выверка и закрепление заготовки превратится в сверхсложную задачу, успешное решение которой не по силам даже квалифицированным умельцам. Заготовка деформируется под действием сил тяжести и закрепления, что вынуждает преодолевать две трудности. 1. Провисание центральной части длинной заготовки, закрепленной кулачками патрона за концы, составляет несколько десятых долей миллиметра. В то же время, у ротора турбины, допускаемое радиальное биение большинства поверхностей относительно общей оси рабочих шеек, которые необходимо обрабатывать, не должно превышать 0,02 — 0,03 мм, т.е. должно быть в 30 — 40 раз меньшим. 2. При закреплении заготовки кулачками патрона передней бабки ее ось наверняка отклонится от оси станка. Фактическая величина отклонения тем больше, чем дальше удаление от патрона. Попытка закрепить второй конец заготовки кулачками патрона задней бабки сопряжена с искривлением оси заготовки. Разработана и реализована технология надежной выверки и закрепления крупногабаритных нежестких заготовок. Эта технология осуществима при наличии в конструкции станка двух шпиндельных бабок (передней и задней), оснащенных четырехкулачковыми зажимными патронами, двух подставок и поддерживающих люнетов. Число люнетов выбирает заказчик в зависимости от длины станка и характера обрабатываемых на станке заготовок. Подставки имеют призмы, на которые свободно укладывают заготовку, их оси лежат в одной плоскости с осью станка. Призмы можно регулировать по высоте. Оба конца заготовки первоначально выверяют соосно с осью станка. Приведем два возможных варианта выверки. 1. К каждому из концов заготовки крепят индикаторы и обкатывают ими по наружным поверхностям корпусов зажимных патронов. Чтобы исключить влияние биения корпуса патрона, заготовку и патрон одновременно поворачивают на одинаковый угол. 2. К патрону и заготовке крепят соответственно лазерные излучатель и приемник. Величину несоосности выявляют при одновременном провороте шпинделя и заготовки. Лазерные приборы для контроля соосности изготавливает ряд инофирм (Pergam, Германия; Fixturlaser и SKF, Швеция). Только после того, как оба конца заготовки, окажутся соосными с осями шпинделей передней и задней бабок станка, можно приступить к закреплению заготовки кулачками патронов. Зажим совмещают с окончательной выверкой, доводя радиальное биение отдельных поверхностей заготовки до минимально допустимой величины (5 мкм по рабочим поверхностям, несколько больше по остальным). После выверки призмы подставок отводят от заготовки, а если подставки мешают обработке, то их снимают со станка. Ролики поддерживающих люнетов нужно устанавливать на одну или две необрабатываемые в данной операции поверхности, которые имеют высокую точность формы (круглость). В противном случае погрешность заготовки будет передана обрабатываемой поверхности. Режущий инструмент, режимы обработки, достигнутая точность В качестве режущего инструмента можно рекомендовать применение шлифовальных кругов с достаточно крупным размером зерна, например, 40. Наибольшей универсальностью обладают круги из электрокорунда белого твердостью СМ2, которыми можно успешно шлифовать различные материалы разной твердости. Такие характеристики кругов позволят достичь высокой производительности шлифования при предварительных и хороших результатов по шероховатости при чистовых рабочих ходах, выполненных с использованием чистовой правки круга. Подробнее о чистовой правке будет рассказано в следующем разделе Табл. 1 Режимы шлифования торцом круга
Заправленный на режиме чистовой правки круг не обладает высокой режущей способностью, поэтому им следует делать не более двух рабочих ходов при малой глубине и один — два выхаживающих хода без поперечной подачи. При необходимости увеличить производительность продольную подачу можно поднять до половины ширины рабочей стороны круга при шлифовании торцом и половины ширины круга при шлифовании периферией. Поперечную подачу при предварительном шлифовании можно осуществлять на каждый одинарный ход круга, а при чистовых рабочих ходах — только раз на двойной ход. Станок имеет автоматический цикл шлифования от упора к упору. Еще более широкие возможности раскрываются при оснащении станка устройством ЧПУ с восстановлением положения режущей кромки круга после правки. Устройство ЧПУ или, по меньшей мере, устройство цифровой индикации, позволяют повысить производительность и точность обработки. При шлифовании шеек роторов, выполненном в ходе испытаний нескольких станков мод. РТ958, достигнута на участке длиной 220 мм следующая точность: 1) Разноразмерность диаметров в продольном сечении — 5 мкм, 2) Разноразмерность диаметров в поперечном сечении — 10 мкм, 3) Соосность с другими поверхностями — 20 мкм. Допуск разноразмерности составляет 20 мкм, соосности — 30 мкм. Правка шлифовального круга Процесс шлифования требует систематических правок, т.к. стойкость круга мала. В качестве правящего инструмента используют алмазы в оправе. Новый круг заправляют с целью ликвидации биения его рабочих поверхностей. Конструкция станка должна обеспечить выполнение ряда условий: 1. Устройство правки должно обладать высокой жесткостью во избежание возникновения при правке отжимов алмаза и вибраций. 2. Должны быть обеспечены легкость и удобство размещения устройства правки в зоне работы круга. 3. Привод подач должен обеспечивать возможность осуществления правки на двух режимах (табл.2): а) На режиме ускоренной подачи и большой глубины для выкрашивания затупившихся абразивных зерен; б) На режиме чистовой правки перед осуществлением финишных рабочих ходов. При чистовой правке с малыми подачами (продольной и поперечной) алмаз не выкрашивает зерна круга, а перерезает. Даже крупнозернистый шлифовальный круг становится гладким, и, независимо от его зернистости, можно получить хорошую шероховатость (Ra 0,1 — 0,32 мкм), правда, режущая способность круга ухудшается. 4. Устройства ЧПУ или цифровой индикации значительно повышают производительность труда, так как появляется возможность быстрого выхода круга в позицию правки и его возврата после правки в место встречи с заготовкой, а также компенсации величины правки. Табл.2 Режимы правки
Хорошо зарекомендовал себя вариант крепления правящего алмаза непосредственно к обрабатываемой детали. Съемное устройство правки охватывает одну из шеек детали лентой или цепью, крепление осуществляется винтовым зажимом. Вершину алмаза устанавливают в плоскости, в которой круг контактирует с обрабатываемой поверхностью. С этой целью на горизонтальную площадку алмазодержателя можно установить уровень. Самому алмазу целесообразно придать наклон к этой плоскости примерно на 10 — 15 градусов. Такое расположение обеспечивает как бы самозатачивание алмаза, так как при его повороте в держателе повернется и площадка затупления. Алмаз начнет работать новой вершиной. Система охлаждения и защитные экраны Система подачи СОЖ оснащена устройствами для очистки, как от металлических, так и неметаллических частиц — продуктов износа и правки круга. Недостаточно ограничиться использованием магнитных сепараторов. Защитные экраны предназначены для предохранения работающих от брызг смазочно-охлаждающей жидкости и осколков шлифовального круга в случае его разрушения. В то же время элементы конструкции не должны ухудшать обзор зоны обработки и правки круга и затруднять подвод шлифовальных кругов к обрабатываемым поверхностям. Неплохо проявили себя съемные и переставные щитки и гибкие навесные элементы в виде кожаной и резиновой «лапши». Выводы 1. Токарно-шлифовальные станки — это особый класс станков, область использования которых будет расширяться. Незаменимы эти станки при ремонте крупногабаритных массивных деталей. 2. В конструкции станков необходимо иметь переднюю и заднюю шпиндельные бабки, имеющие одинаковые характеристики точности и жесткости. 3. Целесообразно оснащать станки специальными сменными токарными и шлифовальными суппортами, которые устанавливают на одни и те же поперечные салазки станка. Шлифование выполняют на ограниченной длине обрабатываемой заготовки. 4. Во многих случаях эффективно шлифование наружных поверхностей торцом круга. Таким кругом можно достичь практически любой углубленной поверхности заготовки, что не всегда удается при шлифовании периферией круга. 5. Направляющие шлифовального суппорта должны обеспечивать прямолинейное перемещение салазок на всей длине хода без переориентации. Наилучшие результаты получены при использовании направляющих качения. 6. Держатель правящего алмаза должен обладать повышенной жесткостью, место правки круга должно совпадать с местом контакта круга с обрабатываемой поверхностью. Заслуживает внимания крепление алмаза на заготовке. 7. Должна быть обеспечена возможность правки круга на двух режимах: при увеличенной подаче и при медленной подаче алмаза относительно круга. 8. Оснащение станка устройством ЧПУ или цифровой индикацией позволяет повысить производительность труда и точность обработки. 9. Закреплению крупногабаритных нежестких деталей должна предшествовать выверка их положения относительно осей обеих бабок. Разработана технология выверки и закрепления таких деталей. 10. Разработана методика шлифования торцом круга, которое имеет в ряде случаев преимущество перед шлифованием периферией. 11. Система подачи СОЖ должна быть оснащена устройствами для очистки жидкости от металлических и неметаллических частиц. Список литературы 1. Свидетельство на полезную модель №17295 РФ. Станок специальный токарный. | ||||
Карта 49. Неполное штучное время. Полирование деталей на токарном станке
┌────────────────────────────────────────────────────────┬────────────────┐
│ Неполное штучное время │Карта 49, лист 1│
│ │ │
│Полирование деталей на токарном станке │ │
│Сталь сигма = 700 — 950 МПа │ │
│ в │ │
├────────────────────────────────────────────────────────┴────────────────┤
│ Содержание работы │
│ │
│1. Нанести полировочную пасту на притир │
│2. Полировать поверхность │
│3. Протереть деталь │
│4. Проверить шероховатость поверхности │
│5. Повторять приемы 1 — 4 периодически до получения требуемой │
│шероховатости поверхности │
├─────┬────────────────────────┬──────────────────────────────────────────┤
│N │ Характер обработки │ Площадь полирования, F, кв. см, до │
│пози-│ ├───┬───┬───┬────┬────┬────┬───┬───┬───┬───┤
│ции │ │12 │20 │30 │ 50 │ 80 │120 │160│200│240│300│
│ │ ├───┴───┴───┴────┴────┴────┴───┴───┴───┴───┤
│ │ │ Время на поверхность, мин. │
├─────┼────────────────────────┼───┬───┬───┬────┬────┬────┬───┬───┬───┬───┤
│1 │По наружному диаметру │3,1│4,9│7,1│11,2│17,1│24,5│32 │39 │46 │56 │
├─────┼────────────────────────┼───┼───┼───┼────┼────┼────┼───┼───┼───┼───┤
│2 │По отверстию │3,4│5,4│7,8│12,3│18,8│27,0│35 │43 │50 │62 │
├─────┼────────────────────────┼───┼───┼───┼────┼────┼────┼───┼───┼───┼───┤
│3 │По фасонной наружной │3,7│5,9│8,5│13,5│20,5│30,0│38 │47 │55 │68 │
│ │поверхности │ │ │ │ │ │ │ │ │ │ │
├─────┼────────────────────────┼───┼───┼───┼────┼────┼────┼───┼───┼───┼───┤
│4 │По фасонной внутренней │4,3│6,9│9,9│15,6│24,0│34,5│45 │54 │64 │78 │
│ │поверхности │ │ │ │ │ │ │ │ │ │ │
├─────┴────────────────────────┼───┼───┼───┼────┼────┼────┼───┼───┼───┼───┤
│Индекс │ а │ б │ в │ г │ д │ е │ ж │ з │ и │ к │
├──────────────────────────────┴───┴───┴───┴────┴────┴────┴───┴───┴───┴───┤
│ Примечания. │
│ 1. При измененных условиях обработки приведенное в нормативной карте│
│время применяется с коэффициентами: │
├───────────────────────────────────────┬─────────────────────────────────┤
│ Обрабатываемый материал │ Шероховатость поверхности, R , │
│ │ а │
│ │ мкм │
├───────────────────────────────┬───────┼──────────┬──────────┬───────────┤
│ Сталь сигма , МПа │Чугун, │ 0,4 │ 0,2 │ 0,1 │
│ в │цветные│ │ │ │
├─────────┬──────────┬──────────┤сплавы │ │ │ │
│700 — 950│950 — 1250│свыше 1250│ │ │ │ │
├─────────┴──────────┴──────────┴───────┴──────────┴──────────┴───────────┤
│ Коэффициент │
├─────────┬──────────┬──────────┬───────┬──────────┬──────────┬───────────┤
│┌───┐ │ │ │ │ │ │┌───┐ │
││1,0│ │1,1 │1,2 │0,8 │0,75 │0,9 ││1,0│ │
│└───┘ │ │ │ │ │ │└───┘ │
└─────────┴──────────┴──────────┴───────┴──────────┴──────────┴───────────┘
Металлообработка | Компания «Абразив Инструмент»
Полирование – это один из способов уменьшения шероховатости поверхности заготовки. При помощи полирования достигается высокая точность и зеркальный блеск наиболее ответственных деталей. Так же полирование применяют для декоративных целей. На токарном станке полирование производится при помощи шлифовальной (наждачной) шкурки или ленты. Полирование металлов производится двумя способами: закреплением наждачной шкурки в резцовой головке суппорта прижимают абразивную ленту к поверхности детали или вложением ленты в деревянную державку, форма которой копирует форму детали. Для достижения меньшей шероховатости необходимо использовать шлифовальную шкурку или ленты с меньшим показателем зернистости. Для абразивной обработки, полировки деталей или цветных металлов и сталей используется наждачные ленты с электрокорундовым зерном. Для полировки металла, деталей из чугуна и иных хрупких материалов – с карбидом В3 или К4.
Вас также может заинтересовать следующее:
Обработка металла
Тонкое точение применяется для уменьшения шероховатости, повышения точности или придания привлекательного внешнего вида деталям. В некоторых случаях, тонкое точение используется вместо шлифовки металла. Данная металлообработка производится при малой глубине резания и подаче, высокой скорости вращения детали, что позволяет уменьшить шероховатость и повысить точность детали.
При обточке деталей из цветных металлов и сплавов, пластмасс и иных неметаллических материалов применяются резцы с алмазными пластинами. Высокая стойкость таких резцов позволяет длительное время работать без подналадки станка. Для того, чтобы выполнить тонкое точение необходим станок с высокой жесткостью и точностью. Кроме этого, данной операции должно предшествовать чистовое точение.
Тонким растачиванием заменяют шлифование металла в том случае, если заготовка изготовлена из вязкого цветного сплава или стали, а также, если толщина стенки детали относительно мала. Кроме этого, данная механическая обработка металлов заменяет шлифование при обработке глухих отверстий и недопустимости наличия абразивных зерен в порах детали.
Механическая обработка металлов
Для того, чтобы получить деталь с высокими параметрами точности и малой шероховатости (Ra 0.1 мкм), используется алмазное выглаживание.
В процессе обработки металла происходит упрочнение поверхности детали. Данный способ металлообработки основан на принципе выравнивания оставшихся после предыдущих операций микронеровностей при помощи алмазного инструмента. Алмаз, который жёстко закреплен в державке скользит по поверхности. Рабочая часть алмазной пластины выполнена в виде цилиндра, конуса или полусферы. Чем выше твёрдость обрабатываемой детали, тем меньше радиус скругления алмазной пластины.
Преимуществами алмазного выглаживания являются: уменьшение шероховатости поверхности детали, отсутствие посторонних частиц, простота конструкции инструмента и возможность обработки заготовок сложной конфигурации или с малой толщиной стенки.
Как получить высокоглянцевую поверхность при токарной обработке на токарном станке с помощью полироли трения
Существует множество хороших полиролей, которые создают красивую прозрачную поверхность как на натуральном, так и на уже окрашенном дереве. Я просто не могу этого отрицать — я плотник мгновенно получаю удовольствие. Итак, когда я ищу чистую отделку на моих точеных деталях — а я в основном переворачиваю чаши — я почти всегда беру полироль.Их легко наносить, они быстро накапливаются и отлично смотрятся.
Что такое полироль для трения?
Нанесите фрикционную полировку на чашу при включении токарного станка. Нанесите фрикционную полировку на чашу, когда она вращается на токарном станке, здесь трение и вращательное движение помогут раздвинуть и отполировать деталь. Полироль для трения предназначен для нанесения на древесину, а затем для полировки, чтобы продукт растекался — чтобы выровнять его по подготовленной поверхности. Полировка (интенсивное протирание тканью или куском ультратонкой стальной мочалки) может оказаться сложной задачей для плоского куска дерева.Но это довольно просто, если дерево крутится на токарном станке. По этой причине фрикционная полироль — настоящий фаворит среди токарных станков. Обычные формулы для полировки трением включают комбинацию шеллака и воска определенного типа. Они могут быть приготовлены в жидком виде или в форме батончика, как широко используемый батончик продуктов HUT ™.
Просто сделай это
Создание высокоглянцевого покрытия с помощью фрикционной полировки После нанесения фрикционной полировки будет создано очень глянцевое покрытие как на свежих предметах, таких как эта кленовая чаша, так и на предварительно окрашенных деревянных поверхностях.Есть несколько способов нанести полироль жидким трением. Вы можете протереть легким слоем, когда деталь находится в неподвижном состоянии на токарном станке (или вне инструмента), затем поверните деталь и используйте ткань, смоченную полиролем, чтобы разгладить и равномерно распределить покрытие по детали. Это тот случай, когда легкие аппликации лучше толстых. Как тип «окунуться прямо там», я предпочитаю второй метод: нанесение финиша мягкой тканью прямо на вращающуюся чашу. Я использую умеренно высокую скорость и просто протираю.Мне нравится, когда на изделие направлен сильный направленный свет, чтобы я мог видеть изменения, когда наношу продукт. Различные марки полиролей немного различаются по способу нанесения, поэтому прочтите их инструкции и поэкспериментируйте, чтобы добиться наилучших результатов.
полировально-токарный станок | Treedental
Гарантия
1. На все товары в магазине TREEDENTAL распространяется гарантия.Срок гарантии указан в описании каждой позиции.
2. Гарантия распространяется на замену или ремонт неисправного элемента. Немедленно свяжитесь с нами по любым вопросам, которые могут возникнуть с нашим продуктом в течение гарантийного срока, которые не связаны с деятельностью человека. Вам просто нужно заполнить форму международной гарантии TREEDENTAL здесь .
3. В течение гарантийного срока магазин TREEDENTAL будет нести ответственность за оплату новых запасных частей и их стоимость доставки до места назначения.Если неисправный товар необходимо отправить обратно в наш магазин для проверки и ремонта, мы покроем стоимость доставки обратно в наш магазин. По прибытии в наш магазин мы оплатим стоимость ремонта и отправим его к вашему порогу бесплатно.
4. Если срок гарантии на приобретенный вами товар истек, вы можете сообщить нам о проблеме по адресу [электронная почта защищена], и наша группа технической поддержки выдаст вам отчет о стоимости ремонта в зависимости от типа неисправности.
5.Замена: если полученный товар имеет производственные дефекты, покупатели имеют право потребовать замену товара в течение 7 дней с момента получения товара. Чтобы запросить замену, покупатели должны предоставить фотографические, а также видео свидетельства производственных дефектов продукта, которые можно отправить на нашу электронную почту: [электронная почта защищена] Если случай будет признан действительным, мы покроем соответствующие расходы по доставке. замена.
Цена, указанная на веб-сайте, является заводской ценой, не включая стоимость доставки, налог на импорт вашей страны, плату за таможенное оформление и страховку.
Стоимость доставки
Мы можем отправить вам товар тремя способами: экспресс-доставкой (DHL / UPS / FeDex / EMS), воздушной или морской доставкой.
Express — лучший способ для заказа, вес которого не превышает 10 кг. Обычно доставка и доставка прямо к вашей двери занимает 4-7 дней.
Воздушная доставка — это хороший способ для тяжелых заказов более 100 кг, если вам нужен заказ срочно. Доставка обычно занимает 7-10 дней. Но вам нужно пройти таможенное оформление в вашем аэропорту и забрать товар там.
Морская доставка — это самый дешевый способ выполнения крупных заказов, таких как заказ стоматологического кресла / стоматологической установки. Доставка обычно занимает 30-60 дней. Но вам нужно пройти растаможку в морском порту и забрать товар там.
Стоимость доставки, которую мы взимаем с вас при оформлении заказа на нашем веб-сайте, указана только для стоимости экспресс-доставки. Если вы хотите использовать более дешевый способ доставки, например, морскую доставку, вам необходимо связаться с нами для уточнения цены.
Для авиаперевозок и морских перевозок, если вы не хотите брать на себя труд по таможенному оформлению и просто хотите, чтобы товары были доставлены к вашей двери, мы также можем сделать это за дополнительную плату.
Налог на импорт
В разных странах будет разная ставка налога на импорт для разных товаров, в некоторых странах даже 0 налогов на импорт стоматологического оборудования. Поэтому, если вы хотите узнать точную ставку налога на импорт товаров, вам необходимо узнать в своем таможенном отделе. Наша цена не включает налог на импорт, вы должны оплатить его на таможне, когда посылка прибудет в вашу страну. Но вы можете сообщить нам, чтобы мы выставили вам счет за доставку с низкой стоимостью, чтобы избежать высоких налогов на импорт.
Страхование доставки
Страхование доставки покрывает любые повреждения или пропажу вашего заказа во время транспортировки, поэтому мы настоятельно рекомендуем вам купить его при большом заказе.Размер страховой премии составляет:
a. Для экспресс-доставки / авиаперевозок / морских перевозок страховая премия = страховая сумма * 1,1 * 0,0008, минимальная страховая премия по каждому счету составляет 30 долларов США.
b. Для авиаперевозок или морских перевозок с доставкой «от двери до двери» страховой взнос = страховая сумма * 1,1 * 0,0013, минимальная страховая премия по каждому счету составляет 30 долларов США.
c. Собственная ответственность: 300 долларов США или 0,5% от страховой суммы всей партии груза, в зависимости от того, что больше .
Если вы хотите приобрести страховку доставки для вашего заказа, вы можете купить ее вместе с вашим заказом здесь: Страхование грузовых перевозок, PICC
Давайте рассмотрим пример для этих трех различных способов доставки (для справки):
Один комплект стоматологического кресла R7 отправлен в Торонто, Канада.
Размер упаковки 147 * 110 * 153 см
Вес брутто : 285 кг
Стоимость доставки в накладной: 4980 долларов США
Способ доставки | Стоимость доставки, оплаченная вами компании Treedental (долл. США) | налог на импорт (долл. США) (для Канады без пошлины, но 5% НДС) | Стоимость таможенного оформления (долл. США) | Стоимость доставки из аэропорта / морского порта до двери (долл. США) | Страховка (долл. США) | Итого (долл. США) |
| Экспресс (DHL / UPS / FeDex / EMS) | 3630 | 250 | 0 | 0 | 30 | 3910 |
| Воздушные перевозки | 2020 | 250 | 193 | 230 | 30 | 2723 |
| Морские перевозки | 500 | 250 | 193 | 230 | 30 | 1203 |
1 комплект и 5 стульев стоматологического кресла R7 отправлены в Нью-Йорк, США.
Размер упаковки : 147 * 110 * 153 см / компл.
Вес брутто упаковки : 285 кг / компл.
Стоимость в накладной на доставку: 4980 долларов США за комплект.
Способы доставки | Стоимость доставки, оплаченная вами компании Treedental (долл. США) | налог на импорт (долл. США) | Таможенные пошлины (включая ISF) (долл. США) | Местные сборы морского порта (долл. США) | Стоимость склада (долл. США) | Стоимость доставки из аэропорта / морского порта до двери (долл. США) | Сбор за таможенное оформление (долл. США) | Итого (долл. США) |
| Express (DHL / UPS / FeDex / EMS) 1 комплект | 3180 (С завода до вашей двери) | 50 | 0 | 0 | 0 | 0 | 0 | 3230 |
| Express (DHL / UPS / FeDex / EMS) 5 комплектов | 15900 (С завода до вашей двери) | 250 | 0 | 0 | 0 | 0 | 0 | 16150 |
| Воздушная доставка 1 комплект | 2310 (С завода в аэропорт) | 50 | 0 | 0 | 0 | 0 | 0 | 2360 |
| Воздушная доставка 5 комплектов | 11550 (С завода в ваш аэропорт) | 250 | 0 | 0 | 0 | 0 | 0 | 11800 |
| Морские перевозки 1 комплект | 450 (С завода в ваш морской порт) | 50 | 185 | 300 | 415 | 450 | 125 | 1925 |
| Морские перевозки 5 комплектов | 545 (С завода в ваш морской порт) | 250 | 260 | 715 | 535 | 900 | 125 | 3330 |
Axminster Установленная на токарном станке полировальная швабра Стержень
Axminster Установленная полировальная швабра на токарно-токарном станке Axminster Стенд для полировки | Axminster ИнструментыКлиент торгового счета , пожалуйста, просмотрите наш онлайн-магазин, чтобы узнать эксклюзивные цены, события и многое другое — Посетите магазин
Магазин не будет работать корректно, если куки отключены.
Похоже, в вашем браузере отключен JavaScript. Для наилучшего взаимодействия с нашим сайтом обязательно включите Javascript в своем браузере.
Коды расходов и сбережений — кликните, чтобы узнать условия! | £ 5 за £ 50: SPEND50 | £ 10 для скидки £ 100: SPEND100 | £ 20 скидка £ 200: SPEND200
- Превратите свой токарный станок в полировальный станок
- Швабра самоблокируется на конической резьбе
- Маленькая выемка в наконечнике для опоры задней бабки
- Просмотр полного описания
Этот аксессуар превращает ваш токарный станок в полировальный станок. Токарщики считают его особенно полезным для окончательной отделки акрила и смол.Выбранная вами швабра просто навинчивается на коническую резьбу, когда токарный станок включается, швабра «поднимается» по конусу, фиксируя себя на месте. Эти беседки позволяют легко и быстро менять швабры на разные составы. На конце имеется небольшая полая выемка, чтобы можно было поднять заднюю бабку и надежно удерживать оправку на месте. В швабру можно добавить подходящий полировальный состав для придания окончательного блеска вашей работе. Обязательно снимайте опору для инструмента перед выполнением любых работ по полировке.Подробную информацию о подходящих полировальных швабрах и составах можно найти в разделе «Заточка, шлифовка и полировка». Доступны оправки с 1 или 2 конусом Морзе.
Основные характеристики
- Превратите токарный станок в полировальный станок
- Швабра самоблокируется на конической резьбе
- Небольшая выемка в наконечнике для опоры задней бабки
Варианты доставки
Выберите вариант для просмотра информации о доставке.
Easy Returns
Мы стремимся продавать высококачественные товары, однако мы также знаем, что бывают случаи, когда вам необходимо обменять или вернуть товар.
- Политика возврата в течение 30 дней без возражений
- Организуйте возврат онлайн, в магазине или по телефону
- Простой и легкий процесс возврата
Политика конфиденциальности и файлы cookie
Мы используем файлы cookie для улучшения и персонализации наших услуг, для маркетинга и социальной активности.Пожалуйста, посмотрите наш Политика конфиденциальности для получения дополнительной информации о том, как и почему мы используем ваши данные. Вы можете изменить свой настройки файлов cookie в любое время. Продолжая, вы соглашаетесь с нашими использование файлов cookie.
Учетная запись клиентаКонтур человекаКорзина покупателяКорзина для покупок с ручкойОптовые покупкиЗвезда с множеством точекБизнес услугиКаталог Axminster ToolsКаталогClick & CollectСравнитьСравнить товарыДоставкаФургон, доставляющий посылкиПремиум-доставкаЛоготип фургона с быстрой доставкой посылокEditbriteEdit envelope веб-сайтРазвернутьДве стрелки, расходящиеся друг от другаFacebookЛоготип для FacebookФильтрТочки в форме треугольника, указывающие внизфинансыКошелекInstagramЛоготип для InstagramLinkedInЛоготип для LinkedInМестоположениеМаркер местоположенияСделано в ВеликобританииСделано в Великобритании логотипPay By FinanceHitachi Pay by Finance LogoPayPalPayPayPalплатежный логотипСтиль платежной системы PayPalСтарый сервис оплаты PayPal Pinterestточка вправоСтрелка в круге, указывающая вправоПринтерПринтер печатает лист бумагиЛичный замокУдалитьДве линии в форме топораВозврат nСтрелка в круге, указывающая назад к началуНастройкиПросмотр настроекСортировкаОдна стрелка, указывающая вверх, одна стрелка, указывающая внизСпинКруг, который вращается, чтобы показать, что страница загружаетсяЗапасКружок, который окрашен, чтобы показать текущий уровень запасовTickСимвол галочкиТорговый счетСохранение значка тегаУдалитьУдалитьTwitterЛоготип TwitterUnavailableA no entry signVideo Играть Круг с символом воспроизведения видео внутри Гарантия Отвертка и гаечный ключ в форме xЗапрашивая это уведомление, вы не размещаете заказ, и цена может измениться к моменту поступления новых запасов.Возможно, удастся разместить обратный заказ по объявленной сегодня цене. Платежи по карте принимаются только при отправке товара. Оплата через PayPal будет произведена немедленно.
DC1000 = Полировальный двигатель настольного токарного станка Foredom, модель BL от FDJtool
| Номер артикула: | DC1000 |
| Наличие: | В наличии |
НАСТОЛЬНЫЙ ТОКАРНЫЙ СТАНОК FOREDOM BL
Это удобный стартовый мотор для полировки, который пригодится как мастерам, так и любителям.Это компактный, мощный настольный токарный станок с регулируемой скоростью, созданный ведущим производителем двигателей с гибким валом.
Это небольшой настольный моторчик для полировки, который намного больше. Это всего лишь 5-1 / 8 дюйма в высоту и 13 дюймов в ширину со шпинделями. Это означает, что он может легко поместиться на вашей скамейке или где угодно. Он легкий, поэтому идеально подходит для путешествий.
Когда вы его включите, вы обнаружите, что это высокомоментный двигатель с постоянными магнитами, который обеспечивает плавную и бесшумную передачу 1/6 л.с. Корпус пыленепроницаемый, а его шарикоподшипники постоянно смазываются.Он имеет ручку управления, которая позволяет вам выбирать скорость от 500 до 7000 об / мин. Зеленый индикатор загорается, когда он работает.
Он имеет 4 ножки на присосках, чтобы удерживать его на месте. Если вам нужна дополнительная безопасность, в чугунном основании есть 4 монтажных отверстия, чтобы вы могли прикрутить его к столешнице.
В комплект входят конические шпиндели для валов 5/16 «. Шпиндель с напечатанной буквой» R «идет с правой стороны, если вы смотрите на двигатель.Шпиндель с буквой «L» идет слева. Резьба на шпинделях работает только на соответствующей стороне двигателя. Чтобы надеть их, просто ослабьте установочные винты, надвиньте шпиндель на вал так, чтобы винты совпали с плоской точкой на валу, затем надежно затяните винт. Теперь вы можете использовать стандартные полировальные круги, войлочные бафы и щетки до 4 дюймов в диаметре. Просто разогните двигатель и наденьте отверстие полировального диска на конец шпинделя. Резьба шпинделя будет «тянуть» «бафф вверх и прочно удерживайте его на месте.Чтобы удалить бафф, выключите мотор, возьмитесь за шпиндель и вытащите бафф.
Характеристики BL:
* Двигатель с постоянным магнитом мощностью 1/6 л.с. с высоким крутящим моментом
* Пылезащищенный корпус и регулируемая частота вращения от 500 до 7000 об / мин с твердотельным дисковым регулятором
* Шарикоподшипники с постоянной смазкой
* Чугунное основание для тяжелых условий эксплуатации с четырьмя креплениями отверстия
* Включение / выключение света в основании
* Работа от сети переменного тока 115 В
* Идеально подходит для использования с полировальными кругами диаметром до 4 дюймов
* Включает два конических шпинделя
* Достаточно мал, чтобы поместиться прямо на вашем рабочем столе
* Высота: 5-1 / 8 «
* Ширина: 13″ между шпинделями
* Также качество, которое вы ожидаете от продукции Foredom
— Настройка и полировка с помощью полировального станка
Тэмми Хонаман, автор, эксперт и педагог по ювелирному делу,
Исключительно для Fire Mountain Gems and Beads®
A53KСоблюдайте осторожность при настройке и полировке на настольном токарном станке.
- Соберите длинные волосы назад.
- Всегда надевайте защитные очки, когда машина включена.
- Подсоедините пылесборник к шлангам системы пылеулавливания.
- Включите систему пылеулавливания во время работы токарного станка.
- Не допускайте попадания мусора в пылесборник — очищайте его после каждого использования.
- Когда токарный станок включен, работайте только в нижнем переднем квадранте колеса.
- Если колесо захватывает то, над чем вы работаете, отпустите его, выключите машину, подождите, пока колеса перестанут вращаться, а затем заберите свой предмет.
- Полируемые предметы могут стать теплыми или горячими — будьте осторожны и помните обо всем, что происходит. Выключите машину, если предмет станет слишком горячим, чтобы держать его в руках. Подождите, пока он остынет, и снова начните полировку или полировку.
- ЗАПРЕЩАЕТСЯ полировать цепи любого типа на настольном токарном станке.
ШАГ 1
Закрепите настольный токарный станок на рабочей поверхности с помощью ножек с присосками или путем установки болтов в монтажные отверстия в основании.
ШАГ 2
Подсоедините шпиндель / оправки к валу двигателя.- Определите, какой шпиндель предназначен для левой и правой стороны (найдите маркер L или R на шпинделях).
- Наденьте шпиндель на соответствующий вал двигателя.
- Совместите установочный винт с плоской стороной вала двигателя.
- Оставьте зазор 1/8 дюйма между корпусом двигателя и внутренней кромкой шпинделя или оправки.
- Используя прилагаемый шестигранный ключ, затяните установочный винт, чтобы закрепить шпиндель или оправку на месте.
- Включите настольный токарный станок, затем нанесите выбранный компаунд на нижнюю переднюю часть колеса.
- Держите, пока колесо не зарядится.
- Не наносите слишком много компаунда. — слишком много компаунда может сделать поверхность мутной (ее можно отшлифовать, но это еще один шаг).
- Если вы нанесете слишком много состава, со временем он со временем исчезнет; еще не все потеряно.
- После того, как колесо заправлено одним составом, лучше не использовать это колесо ни с каким другим составом.
- Когда вы полируете или полируете деталь, смывайте ее, прежде чем переходить к следующему составу, иначе вы загрязните круг, привнеся к более крупной зернистости от полировки ранее.
- Если это произойдет, переведите этот бафф на смесь с более низкой зернистостью, а затем установите новое колесо, чтобы заменить загрязненное.
- Промаркируйте все колеса, чтобы указать, какой состав они удерживают.
- Для достижения оптимальных результатов отшлифуйте затвердевший полимер до полировки мелкозернистой наждачной бумагой перед полировкой на токарном станке Bench.
- Не заряжайте полировальный или полировальный круг каким-либо составом.
- Переместите затвердевший полимер; не держите слишком долго на одном месте.
- Если удерживать в одном месте, полимер нагреется и начнет плавиться, а также схватит волокна с колеса.
Есть вопросы по и ? Электронная почта службы поддержки клиентов.
Авторские права
Разрешение на копирование данной инструкции предоставляется только в некоммерческих образовательных целях.Любое другое воспроизведение требует письменного разрешения. Пожалуйста, напишите по адресу [email protected] для получения дополнительной информации.Токарный станок для полировки
Токарный станок —
Одна из самых больших проблем при настройке системы полировки Beall — получение и настройка двигатель, чтобы повернуть колеса. Двигатель должен вращаться со скоростью 1750 об / мин и, далее, он должен повернуть в правильном направлении.
Альтернативой является установка полировального круга на токарный станок.Это позволяет вам чтобы избежать хлопот с двигателем, а также позволяет использовать регулировку скорости особенность вашего токарного станка, позволяющая изменять скорость полировального круга.
Компания Beall Tool производит адаптер, который подходит к конусу Морзе передней бабки.
шпиндель. Комбинированный адаптер, поставляемый с трехкомпонентной полировальной системой
Адаптер конуса Морзе требует дышла для надежной фиксации в конусе Морзе. Без дышла адаптер может ослабить вибрацию и соскочить с токарного станка. Вы должны поставить это дышло, длина которого может составлять от 1/4 до 20 с резьбой. стержень.
Оправка для установки полировального круга на токарный станок
Есть более простой способ установить полировальный круг на токарный станок. Он состоит из
цех-
Оправку можно изготовить прямо на токарном станке. Все, что требуется, — это немного шпинделя.
токарная обработка и сверление трех отверстий: одно 3/4 дюйма, одно 5/8 дюйма и одно 3/8 дюйма. Используя захваченный
гайка (3/8 —
Изготовление оправки — пошагово, короткая версия
(1) Установите кусок шпиндельной бабки 2.5 дюймов в длину и около 2,5 дюймов в диаметре между центры. С каждого конца поверните шип.
(2) Установите заглушку в спиральный патрон. Сверните конец заготовки. Использовать Долото Форстнера или лопаточное сверло для просверливания отверстия диаметром 3/4 дюйма на глубину 5/16 дюйма. Затем переключитесь на Сверлом 3/8 дюйма и продолжайте отверстие до глубины 1 дюйма, измеренной от поверхности бланк.
(3) Переверните заготовку в спиральном патроне. Используйте сверло Форстнера или лопату для сверления отверстие 3/4 дюйма на глубину 1 дюйм.
(4) Переключитесь на сверло Форстнера 5/8 дюйма или лопаточное сверло и продолжите отверстие еще на одну половину —
(5) Установите стопорную гайку. Один из способов сделать это, гарантирующий, что гайка будет правильно выровнено — использовать болт 3/8 дюйма в качестве направляющей. Вставьте болт в заглушку, как показано на рисунке. как показано на следующей схеме, и накрутите гайку на болт.Затем используйте молоток и короткий дюбель для вбивания гайки до упора в конец 5/8 ” отверстие. Убедитесь, что крепежный болт полировального круга вошел в Отверстие 3/8 дюйма и затяните гайку.
(6) Re-
(7) Последний шаг — использовать немного эпоксидной смолы для закрепления захваченной гайки. Будь очень осторожен чтобы эпоксидная смола не попала на резьбу гайки. Вы можете пропустить эпоксидную смолу если гайка плотно прилегает к отверстию 5/8 дюйма.
(8) Установите оправку в спиральный патрон, установите на оправку полировальное колесо, затем осмотритесь и найдите что-нибудь, что можно полировать.
Более длинная версия
Один из способов изготовления более длинной версии — изготовление оправки из двух частей.В первая часть по сути такая же, как описанная выше. Второй — это удлинительная часть, сделанная с выемкой, чтобы шип более короткой версии можно было покрыть эпоксидной смолой на конец пристройки. Этот метод позволяет избежать сверления глубоких отверстий. а также необходимость вработать в глубокое отверстие, чтобы нанести эпоксидную смолу на гайку.
(1) Установите заготовку шпинделя длиной около 5,25 дюйма между центрами. Уменьшите его до диаметра 2,5 дюйма. Сформируйте на заготовке три шипа, как показано на схеме выше.
(2) Разделите две части. Используйте отрезной инструмент или ручную пилу, чтобы сделать надрез. (Никогда примените пилу к детали, вращающейся на токарном станке.)
(3) Сделайте деталь с зажимной гайкой, следуя процедуре, описанной выше. Тем не мение, не придайте форму внешнему профилю в это время.
(4) Переверните деталь и сформируйте шип, который войдет в выемку на удлинителе. Сделайте диаметр шипа примерно 1,5 дюйма.
(5) Установите удлинитель в спиральный патрон.Сделайте выемку под шип вы включили кусок на предыдущем шаге. Проверьте соответствие двух частей и Когда вы убедитесь, что все в порядке, нанесите эпоксидную смолу на две части вместе. Используйте центр конуса на задней бабке, чтобы обеспечить совмещение двух частей и немного прижимающего давления. В косметических целях выровняйте зерна на двух частях.
(6) После застывания эпоксидной смолы поверните внешний профиль. Вы можете скрыть соединение с помощью линия ожога.Добавьте еще парочку в декоративных целях. Нанесите финиш, если хотите, вот и все.
Заключительное примечание: При использовании, когда вы устанавливаете оправку в патрон, используйте конический центр на задней бабке, чтобы прижать буртик шипа к губкам патрона. Это гарантирует, что он будет работать правильно.
В начало
Полировальный токарный станок все еще работает 70 лет после
Предоставлено: Фото Джона Симпсона.
Колин Рейн, сын покойного Нормана Рейна, производитель стоматологической продукции, недавно приобрел полировальный станок Rayway, которому, по оценкам, около 70 лет.
Норман Рэйн (1900-1959) начал производить и ремонтировать стоматологическое оборудование в небольшом гараже в Кендал-Плейс, Лондон, примерно в 1930 году. Операция расширилась до большого заводского помещения на Хайгейт-роуд, став Norman Rayne Ltd, производящей Electro Dental. Оборудование. Колин работал в компании подмастерьем инженера с 1959 года, и «Rayway Alternating Lathe», точный старинный шлифовальный станок для тонкой работы, стал их самым популярным продуктом.
Пример, показанный здесь, относится к 1940-м годам и принадлежал Дэвиду Калдову Симпсону, дантисту из Торп-ле-Сокена, Эссекс, который выполнял многие из своих собственных «механических» операций до того, как они были переданы на аутсорсинг в специализированные лаборатории.Его сын Джон хранил машину много лет, но в прошлом месяце решил ее отпустить. Он повторно подключил блок управления, который также позволяет выбирать три скорости, и сообщает, что машина по-прежнему работает так же плавно и тихо, как и раньше. Он также поставляется с коробкой из более чем 20 оригинальных шлифовальных кругов, щеток и полировальных машин.
Джон связался с Колином Рейном и спросил, будет ли ему интересно увидеть токарный станок. Колин решил купить токарный станок и передать его Музею Британской стоматологической ассоциации, который с радостью принял его.Оба сына довольны тем, что их отцов будут помнить благодаря «токарному станку с переменным током Rayway», который, насколько им известно, является единственным существующим до сих пор.
Колину Рейну интересно узнать, есть ли у каких-либо считывателей BDJ другие образцы продукции Rayway, и его можно отправить по электронной почте на адрес [email protected].
Об этой статье
Цитируйте эту статью
Полировальный токарный станок все еще пользуется успехом 70 лет спустя. Br Dent J 214, 907 21 544 (2013).https://doi.org/10.1038/sj.bdj.2013.548
Скачать цитату
Поделиться этой статьей
Все, с кем вы поделитесь следующей ссылкой, смогут прочитать это содержание:
Получить ссылку для общего доступаИзвините, для совместного использования ссылка в настоящее время недоступна для этой статьи.
Предоставлено инициативой по обмену контентом Springer Nature SharedIt
.