техномакс.про — Ручные линии
Ручная линия порошковой окраски — это технологический комплекс, состоящий из следующих агрегатов:
- Модуль подготовки поверхности
- Печь сушки
- Печь полимеризации
- Транспортная система
- Система управления
- Установка водоподготовки
- Оборудование для нанесения порошковой краски
- Установка нейтрализации стоков
Технологический цикл
Компания ТЕХНОМАКС изготавливает окрасочные линии различной степени сложности и в полном соответствии с требованиями заказчика.
1. Модуль подготовки поверхности методом струйного облива
Модуль подготовки поверхности представляет собой проходную туннельную камеру, состоящую из одной зоны струйной обработки (которая объединяет в себе 3 стадии: 1. обезжиривание-фосфатирование, 2. промывка умягчённой водой, 3. окончательная промывка дэминерализованной водой), стоков, входных и выходных раздвижных дверей. В зоне струйной подготовки располагаются контуры труб с форсунками, в которые под давлением подаётся раствор для обработки деталей.
Материалом для изготовления агрегатов зоны подготовки служит высококачественная нержавеющая сталь INOXAISI 304, в зоне конверсии – INOXAISI 316. Модуль подготовки комплектуется форсунками LECHLER, Германия.Циркуляцию жидкостей в зоне подготовки обеспечивают насосы фирмы KSB, Германия. Предусмотрена система ПВХ трубопроводов для каскадного пополнения ванн. Ванны для технологических жидкостей оснащены температурными датчиками и датчиками уровня жидкости. Для снижения стоимости оборудования и повышения экономичности его эксплуатации предлагается вариант обогрева ванн горячей технической водой от котельной заказчика. В таком варианте конструкции не используется ни газовая горелка и трубчатый теплообменник, ни электрические ТЭНы для обогрева ванн. Вместо этого используется пластинчатый теплообменник и циркуляционный насос.
2. Печь сушки
Печь сушки предназначена для сушки деталей после предварительной подготовки от влаги перед нанесением порошковых красок путём нагрева деталей до необходимой температуры и выдерживании при этой температуре. Состоит из сэндвич-панелей, между стенками которых содержится теплоизоляционный материал. Проем для загрузки изделий закрывается теплоизолированными дверями с установленным на них по периметру термостойким резиновым профилем и снабженными запорным механизмом. Конструкция обеспечивает сохранение достигнутой температуры внутри камеры в течение заданного времени, не допуская нагрева наружных стенок и потерь тепло энергии.
Состоит из сэндвич-панелей, между стенками которых содержится теплоизоляционный материал. Проем для загрузки изделий закрывается теплоизолированными дверями с установленным на них по периметру термостойким резиновым профилем и снабженными запорным механизмом. Конструкция обеспечивает сохранение достигнутой температуры внутри камеры в течение заданного времени, не допуская нагрева наружных стенок и потерь тепло энергии.
Установка требуемой температуры и времени выдержки процесса полимеризации осуществляется с пульта управления, который устанавливается снаружи камеры на боковой стенке. Нагрев камеры осуществляется ТЭНами, установленными в специальном блоке (термоблок). Термоблок состоит из блока ТЭНов и жаростойкого вентилятора. Максимальная разность температур составляет не более 3 градусов.
3. Печь полимеризации
Печь полимеризации предназначена для формирования покрытий из порошковых полимерных красок путём нагрева окрашиваемых деталей с нанесённым порошком до температуры его полимеризации и выдерживании при этой температуре. Состоит из сэндвич-панелей, между стенками которых содержится теплоизоляционный материал. Проем для загрузки изделий закрывается теплоизолированными дверями с установленным на них по периметру термостойким резиновым профилем и снабженными запорным механизмом. Конструкция обеспечивает сохранение достигнутой температуры внутри камеры в течение заданного времени, не допуская нагрева наружных стенок и потерь тепло энергии.
Состоит из сэндвич-панелей, между стенками которых содержится теплоизоляционный материал. Проем для загрузки изделий закрывается теплоизолированными дверями с установленным на них по периметру термостойким резиновым профилем и снабженными запорным механизмом. Конструкция обеспечивает сохранение достигнутой температуры внутри камеры в течение заданного времени, не допуская нагрева наружных стенок и потерь тепло энергии.
Установка требуемой температуры и времени выдержки процесса полимеризации осуществляется с пульта управления, который устанавливается снаружи камеры на боковой стенке. Нагрев камеры осуществляется ТЭНами, установленными в специальном блоке (термоблок). Термоблок состоит из блока ТЭНов, номинальной мощностью и жаростойкого вентилятора. Максимальная разность температур составляет не более 3 градусов. При изготовлении печей использованы лучшие материалы: оцинкованная сталь толщиной 1.2 мм, ROCKWOOL утеплитель , Дания, толщиной 160 мм.
4. Транспортная система
Транспортная система
Состоит из системы поперечных направляющих, по которым перемещается каретка с продольными направляющими. Изделия подвешиваются на специальные траверсы, которые перемещаются по продольным направляющим по циклу окраски. Подвесная транспортная система производства компании TECHNOMAX, Россия.
7. Камера напыления с рекуперацией на основе картриджных фильтров
Камера напыления предназначена для нанесения порошковой краски и отвечает всем требованиям, предъявляемым к технологическому процессу:
— отсутствие выброса порошка в цеховое помещение;
— практически 100 % улавливание, сбор и возврат не осевшей на изделие краски в технологический цикл;
— безопасность в эксплуатации.
Особенности печей для порошковой покраски
При нанесении порошковой краски в покрасочной камере есть несколько основных процессов, которые нельзя убирать, принципиально менять или переставлять местами. Каждый из этих процессов одинаково важен и одинаково сильно влияет на качество нанесения краски. Это непосредственно само нанесения краски, процесс полимеризации и сушки. Под процессом полимеризацией принято понимать нагрев воздуха до высокой температуры на несколько минут. За это время частицы сухого порошка расплавятся, и образуют собой надежное полимерное покрытие. За нагрев отвечают печи полимеризации.
Каждый из этих процессов одинаково важен и одинаково сильно влияет на качество нанесения краски. Это непосредственно само нанесения краски, процесс полимеризации и сушки. Под процессом полимеризацией принято понимать нагрев воздуха до высокой температуры на несколько минут. За это время частицы сухого порошка расплавятся, и образуют собой надежное полимерное покрытие. За нагрев отвечают печи полимеризации.
Особенности оборудования
Конструктивно, печь полимеризации на вид представляет собой металлический шкаф с электронной начинкой. Управление рабочими режимами и параметрами внутри этих режимов выполняется при помощи основной системы контроля – оператор может настроить автоматическую работу печи, при которой устройство будет само отключаться при завершении работы. Примерный температурный режим в процессе полимеризации составляет около 200 градусов, и такой режим поддерживается на протяжении 15 минут. За это время частицы краски полностью расплавляются, вытесняют воздух и сливаются в единую пленку. Постепенно краска все глубже проходит в изделие и начинает затвердевать.
Постепенно краска все глубже проходит в изделие и начинает затвердевать.
Иногда габаритные детали могут быть предварительно нагреты, так как печь полимеризации не способна в один момент равномерно распространить тепло. Источником энергии печей полимеризации чаще всего выступает природный газ или электричество. Про печи полимеризации нужно сказать следующее:
- Быстрый и равномерный обогрев камеры, и как следствие, самого окрашиваемого изделия, зависит не только от одной печи полимеризации, но и от теплоизоляции помещения. Одно должно быть качественно утеплено и не иметь проблем с герметичностью.
- В процессе нагрева до экстремально высоких температур, силовым кабелям и прочим элементам печи не грозит перегрев, так как они выносятся за пределы прогреваемой зоны.
- Тепло на окрашиваемое изделие распространяется при помощи нагретых воздушных потоков. До того, пока частицы порошковой краски полностью не застыли, есть вероятность, что поток воздуха их сдует. Для этого нужно грамотно отрегулировать скорость воздушного потока при помощи клапанов.


Печи полимеризации может быть встроены в конвейерную линию и плавно переходить в зону отверждения – там температура нагрева несколько снижается, а сама процедура занимает намного больше времени, чем при полимеризации.
Разновидности и функциональность
Выбирать печь полимеризации можно по нескольким параметрам. Устройство может работать на электричестве, газе и на нефтепродуктах. Тут нужно отталкиваться от доступности ресурса, возможности подключения к магистральным сетям, к производительности камеры и экономической целесообразности использования того или иного ресурса. Выбор ресурса на качество обогрева особенно не влияет, в отличие от выбора конфигурации печи. Есть горизонтальные и вертикальные печи полимеризации.
Горизонтальные печи не подходят для сушки слишком габаритных изделий, но зато они являются более широкими. За счет установки вентиляторов, метод перемешивания воздуха там является принудительным. У вертикальных печей полимеризации есть возможность сушки вытянутых по высоте изделий, но там перемешивание воздуха выполняется естественным образом.
Далее идет выбор между проходными и тупиковыми печами полимеризации. Тупиковые печи имеют невысокую производительность, так как загрузка и выгрузка деталей происходит только с одной стороны, и пока одна деталь не высохнет, новое изделие загрузить не получится. Проходные печи полимеризации можно встроить в конвейерные линии, что увеличит скорость выполнения рабочих циклов. Проходные печи полимеризации также могут быть многоходовыми, то есть, одновременно можно загружать несколько однотипных изделий.
Пи выборе печи полимеризации нужно смотреть на несколько параметров. Обогрев печи должен быть равномерным, иначе качественного полимерного слоя ждать не стоит. Колебание температуры внутри печи не может превышать двух градусов. Физический размер печи полимеризации не может быть меньше, чем максимальные габариты окрашиваемого изделия. Технические требования печи должны соответствовать используемой электросети на объекте.
Печь для порошковой окраски | ОКБ «Поток
 Под целью данной операции подразумевается получение желаемых декоративных особенностей покрытий. Для того чтобы выполнить эту задачу, применяется нагревательное устройство – печь для порошковой окраски. Они должны обеспечить нагревание до желаемой температуры за достаточно малый промежуток времени, при этом необходимо, чтобы покрытие на изделии после порошковой окраски в результате отверждения не повредилось, а побочные продукты, выделяемые при сушке, были выведены.
Под целью данной операции подразумевается получение желаемых декоративных особенностей покрытий. Для того чтобы выполнить эту задачу, применяется нагревательное устройство – печь для порошковой окраски. Они должны обеспечить нагревание до желаемой температуры за достаточно малый промежуток времени, при этом необходимо, чтобы покрытие на изделии после порошковой окраски в результате отверждения не повредилось, а побочные продукты, выделяемые при сушке, были выведены.
Существует два распространенных вида печей для порошковой окраски – тупиковые и проходные. В обоих типах имеется камера полимеризации, которая непосредственно представляет собой достаточно теплоизолированный контейнер, между его двойными стенками имеется пространство, которое заполняется несгораемым теплоизолятором. В камере также осуществляется принудительная конвекция воздуха посредством действия вентилятора, расположенного на задней стене устройства. Для удаления летучих газов, которые образуются в процессе полимеризации, печь для порошковой окраски оборудуется вытяжной вентиляцией с вытяжным зонтом.
Затем проводится уплотнение дверного проема посредством специального профиля особого состава, изготовленного на основе силоксанового каучука, это существенно снижает потери тепла и уменьшает потребляемую мощность печи и приводит к значительной экономии средств и электроэнергии.
В камере используется инфракрасный (ИК) нагрев. К преимуществам, которыми обладает печь для порошковой краски при ее оснастке ИК системами, относится значительное снижение энергозатрат. Оно в несколько раз меньше мощности электрических конвекционных печей. Кроме того, благодаря естественной циркуляции внутрикамерного воздуха можно осуществлять одновременную сушку деталей разных расцветок в одной камере.  Благодаря широкому диапазону температур обеспечивается нагрев изделий до 240-250 градусов по Цельсию.
Благодаря широкому диапазону температур обеспечивается нагрев изделий до 240-250 градусов по Цельсию.
Печь для порошковой окраски обладает наружным силовым каркасом, а внутренняя обшивка печи выполняется из оцинкованных листов, это позволяет обеспечить высокое качество и простоту периодической чистки. Теплоизолирующим материалом в данном случае служит минеральная плита, у которой наблюдается низкий коэффициент теплопроводности. В качестве материала для наружной обшивки выбирается профилированный лист, который необходим для придания конструкции дополнительной жесткости.
В отдельный блок нагрева выносится калорифер совместно с вентилятором и управляемой заслонкой вентиляционного клапана. Здесь же используются первичные приборы управляющей электроники. Вынесение нагревательных элементов позволяет обеспечить оптимальное условие передачи тепла и достаточно высокую ремонтопригодность блока в печи полимеризации.
У вынесенного блока нагрева есть функция, которая позволяет при необходимости оборудовать печь нагревательными элементами без ее замены.
Опционально печь для окраски может быть также оборудована комплектом термопар, которые распределяются по рабочему объему оборудования. Оцифрованные значения можно автоматически сохранять на диске устройства управления или компьютера. Таким образом, появляется возможность отслеживать температуру с высокой точностью в течение всего цикла сушки и ввести данные в архив.
Оборудование для сушки окрашенных элементов используются широко в производстве и строительной сфере. На данный момент это наиболее популярная технология, применяемая уже не один год в западных странах.
Смотрите также:
АТБ Пром. Промышленное окрасочное оборудование: разработка, производство, подбор, монтаж
|
Печи полимеризации HiTTER могут работать на различных энергоносителях: газ, дизель, электричество. В зависимости от технологических задач клиента ООО «АТБ Пром» использует разные типы печей полимеризации и сушки: купольные печи полимеризации, механизированные проходные печи полимеризации, печи с напольными тележками и напольными транспортными системами и т. |
||
|
Системы рекуперации порошковой краски предназначены для устранения возможности проникновения порошковой краски в цех и для возврата использованного порошка в систему нанесения краски. Системы рекуперации предназначены для работы с ручными порошковыми окрасочными кабинами, с автоматическими порошковыми окрасочными кабинами и в комплексных системах нанесения порошковой краски. Системы рекуперации, разработанные ООО «АТБ Пром», обеспечивают удобство работы, экономию порошковой краски и высокое качество покрытия. |
||
|
ООО «АТБ Пром» является производителем окрасочных кабин для порошкового окрашивания: ручные и автоматические с системой рекуперации циклонного типа или на картриджных/патронных фильтрах, а также комплексных систем нанесения порошковых красок. |
||
|
Роботы-манипуляторы RoboZet предназначены для автоматизации перемещения распылителей. Специальный набор датчиков и гибкая система автоматизации нанесения позволяет, в отличие от западных систем перемещения распылителей, подстроится под самые разнообразные задачи заказчика и реализовать как полностью автоматизированные системы, так и провести частичную автоматизацию и механизацию. Позиционеры и мини-манипуляторы RoboZet — отличные вспомогательные инструменты для нанесения покрытия и удобства работы в цеху. |
||
|
У нас есть опыт работы с оборудованием нанесения порошковой краски всех основных производителей, которые представлены на российском рынке: Wagner, Nordson, Gema. |
||
|
ООО «АТЬ Пром» предлагает огромный спектр подвесных конвейерных систем, начиная от простых ручных транспортных систем, монорельсовые системы Single Line, заканчивая системами Power&Free конвейеров. Наше уникальное торговое предложения для российского рынка – это различные напольные конвейерные системы перемещения как для мелкосерийной продукции, так и для перемещения длинномеров. |
||
|
При необходимости наносить термопластичную краску мы рекомендуем использовать ванну флюидизации, где окраска изделий происходит методом погружения. |
||
|
Туннели подготовки поверхности и тактовые моечные установки позволяют сделать финишное покрытие более качественным за счет лучшего сцепления краски с металлом. Особенностью нашей продукции является продуманность деталей конструкции для защиты конвейера от агрессивной среды и использование материалов устойчивых к истиранию и агрессивной среде. |
||
|
Технологичные, энергоэффективные, требующие минимального обслуживания промышленные теплогенераторы горячего воздуха HiTTER на различных источниках нагрева:
Отлично зарекомендовали себя в печах сушки и полимеризации. |
 д. Особенностью печей HiTTER является особая энергоэффективность и надежность конструкции. Можно быть уверенным, что именно для вашего изделия и типа краски будет подобрана и изготовлена правильная печь полимеризации.
д. Особенностью печей HiTTER является особая энергоэффективность и надежность конструкции. Можно быть уверенным, что именно для вашего изделия и типа краски будет подобрана и изготовлена правильная печь полимеризации. 


За дополнительной информацией обращайтесь по тел.+7(812)716-30-98 и +7 (812)643-28-57 или заполняйте бланк технического задания (скачать внизу страницы) и отсылайте запрос на электронную почту Этот адрес электронной почты защищен от спам-ботов. У вас должен быть включен JavaScript для просмотра.
Полимеризация порошковой краски на печах
Информационная статьяКак правильно делать первую протопку (обжиг) печей для качественной полимеризации краски.

ПОЛИМЕРИЗАЦИЯ ПОРОШКОВОЙ КРАСКИ
Для получения качественного термостойкого покрытия Вашей печи требуется полное отверждение лакокрасочного слоя.
Полимеризация — это процесс постепенного прогрева печи для отвердения лакокрасочного покрытия.
Для того чтобы провести качественный первичный обжиг (полимеризацию) порошковой краски на печи необходимо точно следовать инструкции производителя.
ВАЖНО! Данную процедуру следует выполнять на свежем воздухе либо в хорошо проветриваемом помещении, т.к. в процессе полимеризации появляется едкий специфический запах, а также выделяется большое количество дыма и паров. Это нормальное явление для процесса отвердения лакокрасочного слоя.
Подготовьте печь к первой затопке. Для этого очистите ее от всех наклеек и пленок. Присоедините дымоход, чтобы улучшить тягу печи через дымовые каналы, иначе дым будет выходить и со стороны топочного окна. Это может сильно закоптить стекло. Заложите небольшое количество дров, щепы и бумаги для розжига.
Это может сильно закоптить стекло. Заложите небольшое количество дров, щепы и бумаги для розжига.
Не используйте легковоспламеняющиеся жидкости для розжига печей.
ВАЖНО! Слишком резкий подъем температуры может привести к разрушению лакокрасочного слоя, его отслоению и деформации. Не нужно сильно топить печь, необходимо длительное время поддерживать необходимую для полимеризации температуру.
Технология полимеризации
Процесс полимеризации производится по следующему алгоритму:
- выдержите печь на воздухе при температуре окружающего воздуха в течение 30 минут
- затопите печь, доведите температуру до 150-200°С и удерживайте ее в течение 30 минут
- далее осуществляйте плавный подъем температуры со скоростью 3,5°С в минуту до температуры эксплуатации и выдерживайте при данной температуре в течение 1 часа
- если лакокрасочное покрытие перестало дымить и больше не выделяет резкого запаха, это значит, что краска прошла полимеризацию и печь может быть установлена на штатное место.

ВНИМАНИЕ! Полимеризация печи в домашних условиях, вне специальной сушильной камеры, не всегда может пройти качественно с первого раза и на 100%. Поэтому, после того, как вы установите печь на штатное место и затопите снова, может появиться небольшое дымление и специфический запах. Через некоторое время краска на других недополимеризованных частях печи пройдет первичный обжиг и неприятный запах и дым больше не появятся.
Смотрите наши каталоги: печи для бани, отопительные печи, твердотопливные отопительные котлы.
Технология порошкового окрашивания в печи полимеризации — 26 Сентября 2018
ТЕХНОЛОГИЯ ПОРОШКОВОГО ОКРАШИВАНИЯ. НАНЕСЕНИЕ ПОРОШКОВОЙ КРАСКИ
После того как детали покидают участок предварительной обработки, они ополаскиваются и высушиваются. Сушка деталей производится в отдельной печи или в специальной секции печи отвержения. При использовании печи отвержения для просушки размеры системы снижаются, и отпадает необходимость использования дополнительного оборудования.
Когда детали полностью просушиваются, они охлаждаются при температуре воздуха. После этого они помещаются в камеру напыления, где на них наносится порошковая краска. Основное назначения камеры заключается в улавливании порошковых частиц, не осевших на изделии, утилизации краски и предотвращении ее попадания в помещение. Она оснащена системой фильтров и встроенными средствами очистки (например, бункерами, виброситом и т.д.), а также системами отсоса. Камеры делятся на тупиковые и проходные. Обычно в тупиковых камерах окрашиваются малогабаритные изделия, а в проходных – длинномерные.
Также существуют автоматические камеры напыления, в которых с помощью пистолетов-манипуляторов краска наносится за считанные секунды. Порошковая покраска в Киеве
Наиболее распространенным способом нанесения порошковых покрытий является электростатическое напыление. Оно представляет собой нанесение на заземленное изделие электростатически заряженного порошка при помощи пневматического распылителя (их также называют пульверизаторами, пистолетами и аппликаторами).
 Любой распылитель сочетает в себе ряд различных режимов работы:
Любой распылитель сочетает в себе ряд различных режимов работы:напряжение может распространяться как вверх, так и вниз;
может регулироваться сила потока (напор, течение струи) краски, а также скорость выхода порошка;
может меняться расстояние от выхода распылителя до детали, а также размер частиц краски.
Сначала порошковая краска засыпается в питатель. Через пористую перегородку питателя подается воздух под давлением, который переводит порошок во взвешенное состояние, образовывая так называемый «кипящий слой» краски. Сжатый воздух может также подаваться компрессором, создавая при этом местную область «кипящего слоя». Далее аэровзвесь забирается из контейнера при помощи воздушного насоса (эжектора), разбавляется воздухом до более низкой концентрации и подается в напылитель, где порошковая краска за счет фрикции (трения) приобретает электростатический заряд. Это происходит следующим образом. Зарядному электроду, расположенному в главном ружье, сообщается высокое напряжение, за счет чего вырабатывается электрический градиент.
 Это создает электрическое поле вблизи электронов. Частицы, несущие заряд, противоположный заряду электрода, притягиваются к нему. Когда частицы краски прогоняются через это пространство, частицы воздуха сообщают им электрический заряд.
Это создает электрическое поле вблизи электронов. Частицы, несущие заряд, противоположный заряду электрода, притягиваются к нему. Когда частицы краски прогоняются через это пространство, частицы воздуха сообщают им электрический заряд.При помощи сжатого воздуха заряженная порошковая краска попадает на нейтрально заряженную поверхность, оседает и удерживается на ней за счет электростатического притяжения.
Различают две разновидности электростатического распыления: электростатическое с зарядкой частиц в поле коронарного заряда и трибостатическое напыление. При электростатическом способе напыления частицы получают заряд от внешнего источника электроэнергии (например, коронирующего электрода), а при трибостатическом — в результате их трения о стенки турбины напылителя.
При первом способе нанесения краски применяется высоковольтная аппаратура. Порошковая краска приобретает электрический заряд через ионизированный воздух в области коронного разряда между электродами заряжающей головки и окрашиваемой поверхностью. Коронный разряд поддерживается источником высокого напряжения, встроенным в распылитель. Недостатком этого способа считается то, что при его использовании могут возникать затруднения с нанесением краски на поверхности с глухими отверстиями и углублениями. Поскольку частицы краски прежде осаждаются на выступающих участках поверхности, она может быть прокрашена неравномерно.
Порошковая краска приобретает электрический заряд через ионизированный воздух в области коронного разряда между электродами заряжающей головки и окрашиваемой поверхностью. Коронный разряд поддерживается источником высокого напряжения, встроенным в распылитель. Недостатком этого способа считается то, что при его использовании могут возникать затруднения с нанесением краски на поверхности с глухими отверстиями и углублениями. Поскольку частицы краски прежде осаждаются на выступающих участках поверхности, она может быть прокрашена неравномерно.
При трибостатическом напылении краска наносится с помощью сжатого воздуха и удерживается на поверхности за счет заряда, приобретаемого в результате трения о диэлектрик. «Трибо» в переводе означает «трение». В качестве диэлектрика используется фторопласт, из которого изготовлены отдельные части краскораспылителя. При трибостатическом напылении источник питания не требуется, поэтому этот метод гораздо дешевле. Его применяют для окрашивания деталей, имеющих сложную форму. К недостаткам трибостатического метода можно отнести низкую степень электризации, которая заметно снижает его производительность в 1.5-2 раза по сравнению с электростатическим.
К недостаткам трибостатического метода можно отнести низкую степень электризации, которая заметно снижает его производительность в 1.5-2 раза по сравнению с электростатическим.
На качество покрытия может влиять объем и сопротивление краски, форма и размеры частиц. Эффективность процесса также зависит от размеров и формы детали, конфигурации оборудования, а также времени, затраченного на покраску.
В отличие от традиционных способов окрашивания, порошковая краска не теряется безвозвратно, а попадает в систему регенерации камеры напыления и может использоваться повторно. В камере поддерживается пониженное давление, которое препятствует выходу из нее частиц порошка, поэтому необходимость в применении рабочими респираторов практически отпадает.
На заключительной стадии окрашивания происходит плавление и полимеризация нанесенной на изделие порошковой краски в печи полимеризации.
 Оплавление и полимеризация происходят в специальной печи. Существует много разновидностей камер полимеризации, их конструкция может меняться в зависимости от условий и особенностей производства на конкретном предприятии. С виду печь представляет собой сушильный шкаф с электронной «начинкой». При помощи блока управления можно контролировать температурный режим печи, время окрашивания и настраивать таймер для автоматического отключения печи при завершении процесса. Источниками энергии для печей полимеризации могут служить электричество, природный газ и даже мазут.
Оплавление и полимеризация происходят в специальной печи. Существует много разновидностей камер полимеризации, их конструкция может меняться в зависимости от условий и особенностей производства на конкретном предприятии. С виду печь представляет собой сушильный шкаф с электронной «начинкой». При помощи блока управления можно контролировать температурный режим печи, время окрашивания и настраивать таймер для автоматического отключения печи при завершении процесса. Источниками энергии для печей полимеризации могут служить электричество, природный газ и даже мазут.Печи полимеризации делятся на проходные и тупиковые, горизонтальные и вертикальные, одно- и многоходовые. Для тупиковых печей важным моментом является скорость подъема температуры. Этому требованию в наибольшей степени соответствуют печи с рециркуляцией воздуха. Камеры нанесения из диэлектриков с электропроводным покрытием обеспечивают равномерное распределение порошковой краски на поверхности детали, однако при неправильном использовании они могут накапливать электрические заряды и представлять опасность.

Оплавление и полимеризация происходит при температуре 150-220 °С в течение 15-30 минут, после чего порошковая краска образует пленку (полимеризуется). Основным требованием, предъявляемым к камерам полимеризации, является поддержание постоянной заданной температуры (в разных частях печи допускается разброс температуры не менее 5°С) для равномерного прогрева изделия.
При нагреве в печи изделия с нанесенным слоем порошковой краски частицы краски расплавляются, переходят в вязкое состояние и сливаются в непрерывную пленку, при этом вытесняя воздух, находившийся в слое порошковой краски. Часть воздуха может все же оставаться в пленке, образовывая поры, ухудшающие качество покрытия. Для избежания появления пор окраску следует проводить при температуре, превышающей температуру плавления краски, а покрытие наносить тонким слоем.
При дальнейшем нагревании изделия краска глубоко проникает в поверхность и затем отвержается. На этом этапе формируется покрытие с заданными характеристиками структуры, внешнего вида, прочности, защитных свойств и т.
 д.
д.При окраске больших металлических деталей температура их поверхности поднимается значительно медленнее, чем у тонкостенных изделий, поэтому покрытие не успевает полностью затвердеть, в результате чего снижается его прочность и адгезия. В этом случае деталь предварительно нагревают или увеличивают время его отвержения.
Отвержение рекомендуется производить при более низких температурах и в течение более продолжительного периода времени. При таком режиме снижается вероятность возникновения дефектов, и улучшаются механические свойства покрытия.
На время получения необходимой температуры на поверхности изделия влияют масса изделия и свойства материала, из которого изготовлена деталь.
После отвержения поверхность подвергается охлаждению, которое обеспечивается за счет удлинения конвейерной цепи. Также для этой цели используются специальные камеры охлаждения, которые могут являться частью печи отвержения.
Соответствующий режим для формирования покрытия необходимо подбирать с учетом вида порошковой краски, особенностей окрашиваемого изделия, типа печи т.
 д. Необходимо помнить, что для нанесения порошкового покрытия решающую роль играет температура, особенно при нанесении покрытия на термостойкие пластмассы или изделия из древесины.
д. Необходимо помнить, что для нанесения порошкового покрытия решающую роль играет температура, особенно при нанесении покрытия на термостойкие пластмассы или изделия из древесины.По окончании полимеризации изделие охлаждается на воздухе. После остывания изделия покрытие готово.
Оборудование для порошковой покраски металлоконструкций и дисков
Компания ГидКолор производит оборудование для порошковой покраски различной мощности, полностью соответствующее технологическим требованиям. Мы работаем под заказ и индивидуально формируем комплекты для оснащения мастерских и автосервисов, а также производственных предприятий.
Транспортные системы Распылительные системы
Камеры полимеризации Камеры напыления
Где применяется оборудование для порошковой покраски
Камеры для окрашивания порошковым методом используется как на больших производственных предприятиях, так и в частных мастерских, предлагающих единственную услугу.
Без порошковой покраски не обходится ни одно производство металлических изделий и сложных конструкций. Такой метод нанесения лакокрасочных материалов используется в изготовлении следующей продукции:
- двери;
- торговое и складское оборудование;
- высокотемпературные печи;
- приборы;
- станки и узды различного назначения,
- элементы ограждений и заборов;
- малые архитектурные формы;
- спортивные и детские площадки;
- мебель;
- рекламные щиты и информационные таблички.
Отдельно стоит выделить такое направление, как порошковая покраска дисков. Популярность данного метода нанесения лакокрасочных материалов на любые металлические поверхности объясняется простотой технологии, низкой себестоимостью и презентабельным видом готовой продукции. Что касается цветовой палитры и дополнительных опций покрытий, то возможности просто неограниченны. Оценить по достоинству разнообразие порошковой краски можно, посетив в наш каталог.
Оценить по достоинству разнообразие порошковой краски можно, посетив в наш каталог.
Оборудование для порошковой покраски: базовая комплектация
Соблюдение технологии на всех этапах производственного цикла – основа долговечности и стойкости напыления. Достижение результата возможно только при условии грамотного задействования оборудования, которое образует линию порошковой покраски производственного цикла:
- Камера напыления. Представляет собой сложную инженерную конструкцию с системами вытяжки и рекуперации воздуха. Повышению эффективности нанесения материала способствует оснащение системой автоматической очистки фильтров и частиц краски.
- Камера полимеризации. Следующий этап производственного цикла – создание условий, при которых происходит адгезия напыленной краски и металлической поверхности. В печи в течение необходимого времени поддерживается заданный температурный режим и осуществляется конвекция разогретых воздушных потоков для равномерного обдува дисков и других металлоизделий.
- Транспортная система. Служит для перемещения изделий в процессе окрашивания. Имеет различные масштабы и конфигурацию в зависимости от мощностей цеха и задействованного оборудования.

Оборудование для порошковой покраски также включает дробеструйные установки для подготовки деталей к помещению в камеру напыления. Поверхности обрабатываются абразивными материалами для удаления загрязнений, обезжиривания и создания оптимальных условий для глубокой адгезии. Камера напыления дополнительно оснащается системой рекуперации.
Высокое качество оборудования — залог успехов в бизнесе наших партнеров
Инженеры-конструкторы компании провели немало времени, совершенствуя базовые модели камер напыления и полимеризации. Все новации прошли испытания в условиях реального производства. Это позволило создать оборудование для порошковой покраски, эффективное в эжедневной эксплуатации:
- Процессы управления максимально автоматизированы и сводят к минимуму участие человека.
- Камеры и печи выполнены из качественных огнеупорных материалов с низким уровнем теплопроводности, что позволяет снизить энергозатраты.
- Конфигурация печей предусматривает использование различных энергоносителей.
- Все конструктивные элементы линии отвечают требованиям пожаробезопасности.

Мы производим линии для порошковой покраски различной мощности с потребностями заказчика. Для формирования оптимального комплекта проводим предварительные консультации и помогаем выбрать лучший вариант.
Линия масштабируется, как и успешный бизнес, который начинается с заказа в ГидКолор.
Оборудование для порошковой покраски от компании ГидКолор
Если Вы планируете купить линию порошковой окраски, компания «ГидКолор» рада предложить свои услуги! Звоните по телефону +7(977)900-6970 либо оставьте заявку на электронный ящик [email protected] , и сотрудники отдела продаж обязательно ответят на все вопросы, касающиеся качества и наличия оборудования на складе.
Будем рады продолжительному и плодотворному сотрудничеству!
Eastwood печи для порошкового покрытия, лампы и принадлежности
Печи для порошкового покрытия и расходные материалы
Все больше и больше домашних мастеров обращаются к порошковому покрытию, которое обеспечивает великолепный внешний вид и долговечность автомобильных деталей. Однако для правильного выполнения работы вам понадобится нечто большее, чем просто высококачественный пистолет HotCoat® и цветные порошки. Чтобы получить наиболее гладкую и долговечную отделку для вашего проекта порошкового покрытия, вам нужно будет термически отвердить детали сразу после того, как вы закончите наносить порошки.Духовка с порошковым покрытием своими руками — лучший способ сделать это — и вам не придется часами связывать кухонную духовку.
Решения для термического отверждения порошковых покрытий
С правильным оборудованием ваши детали могут должным образом отвердеть и загустеть менее чем за час, чтобы достичь полной стойкости к сколам и химическим воздействиям. Оборудование для термообработки Eastwood HotCoat предоставит вам все необходимое для выполнения вашей следующей работы в любом магазине. Вместо того, чтобы беспокоиться о том, как построить печь для порошкового покрытия, вы можете приобрести такую, которая готова к подключению, и поставляться со всеми необходимыми аксессуарами.
Оборудование для термообработки Eastwood HotCoat предоставит вам все необходимое для выполнения вашей следующей работы в любом магазине. Вместо того, чтобы беспокоиться о том, как построить печь для порошкового покрытия, вы можете приобрести такую, которая готова к подключению, и поставляться со всеми необходимыми аксессуарами.
Камеры для нанесения порошкового покрытия
Одна из причин, по которой порошковое покрытие так популярно, заключается в том, что оно более экологично, чем краска, но это не значит, что порошок не попадает повсюду. Вдобавок ко всему, одна из вещей, которая делает порошковое покрытие настолько экономичным, — это то, что вы можете повторно использовать избыточный спрей, но только не по всему полу.
Для наилучшего нанесения порошка и минимального беспорядка вам понадобится окрасочная камера. Компания Eastwood предоставит вам нашу кабину для порошкового покрытия 4x4x6.Он достаточно большой, чтобы удерживать такие общие детали, как колеса и амортизаторы, и в то же время содержит излишки порошка для последующей легкой очистки. Печи для порошкового покрытия
Печи для порошкового покрытия
Печи — это проверенный и проверенный способ выработки тепла, необходимого для хорошего отверждения. Откажитесь от кухонной духовки для печи с порошковым покрытием Eastwood, которая быстро нагреется до температуры. Небольшая печь для порошкового покрытия подходит по размеру для резисторов, крышек, пружин и других предметов небольшого или среднего размера. Эти духовые шкафы прекрасно поместятся на столе или в углу магазина.
Eastwood 4x4x6 Печь и камера для порошкового покрытия
Мы с гордостью предлагаем как нашу печь для нанесения порошкового покрытия своими руками, так и сопутствующую камеру для порошкового напыления размером 4 на 4 на 6 футов. (См. Врезку для получения дополнительной информации о том, зачем нужна окрасочная камера). Эта комбинированная печь для порошка и кабина идеально подходит для серьезного любителя или кого-то, кто хочет начать свой бизнес. Объедините их с пистолетом для порошкового покрытия Elite HotCoat PCS-1000, чтобы получить отличную работу под ключ по удивительной цене. Кабина спроектирована так, что внешний выхлоп НЕ нужен! Духовка быстро нагревается до 400 ° F менее чем за 15 минут. Вентилятор циркулирует воздух для равномерного отверждения и отличных результатов.
Кабина спроектирована так, что внешний выхлоп НЕ нужен! Духовка быстро нагревается до 400 ° F менее чем за 15 минут. Вентилятор циркулирует воздух для равномерного отверждения и отличных результатов.
Системы инфракрасных ламп для отверждения
Для тех, у кого нет места в магазине или бюджета для приобретения гигантской печи, инфракрасная лампа для порошкового покрытия является эффективным решением. Порошковые лампы для отверждения также отлично подходят для больших деталей, которые могут не поместиться в наших настольных печах для порошковой окраски. Направьте эти регулируемые лампы прямо на деталь, и инфракрасный свет будет стимулировать процесс отверждения без необходимости нагревания.У нас есть небольшие полимеризационные лампы для корпусов, более крупные лампы мощностью 6000 Вт для таких деталей, как колеса, и двухламповые системы порошкового покрытия для самых сложных задач.
Если вы собираетесь использовать лампу для порошкового покрытия, вам также потребуются стойки для порошкового отверждения.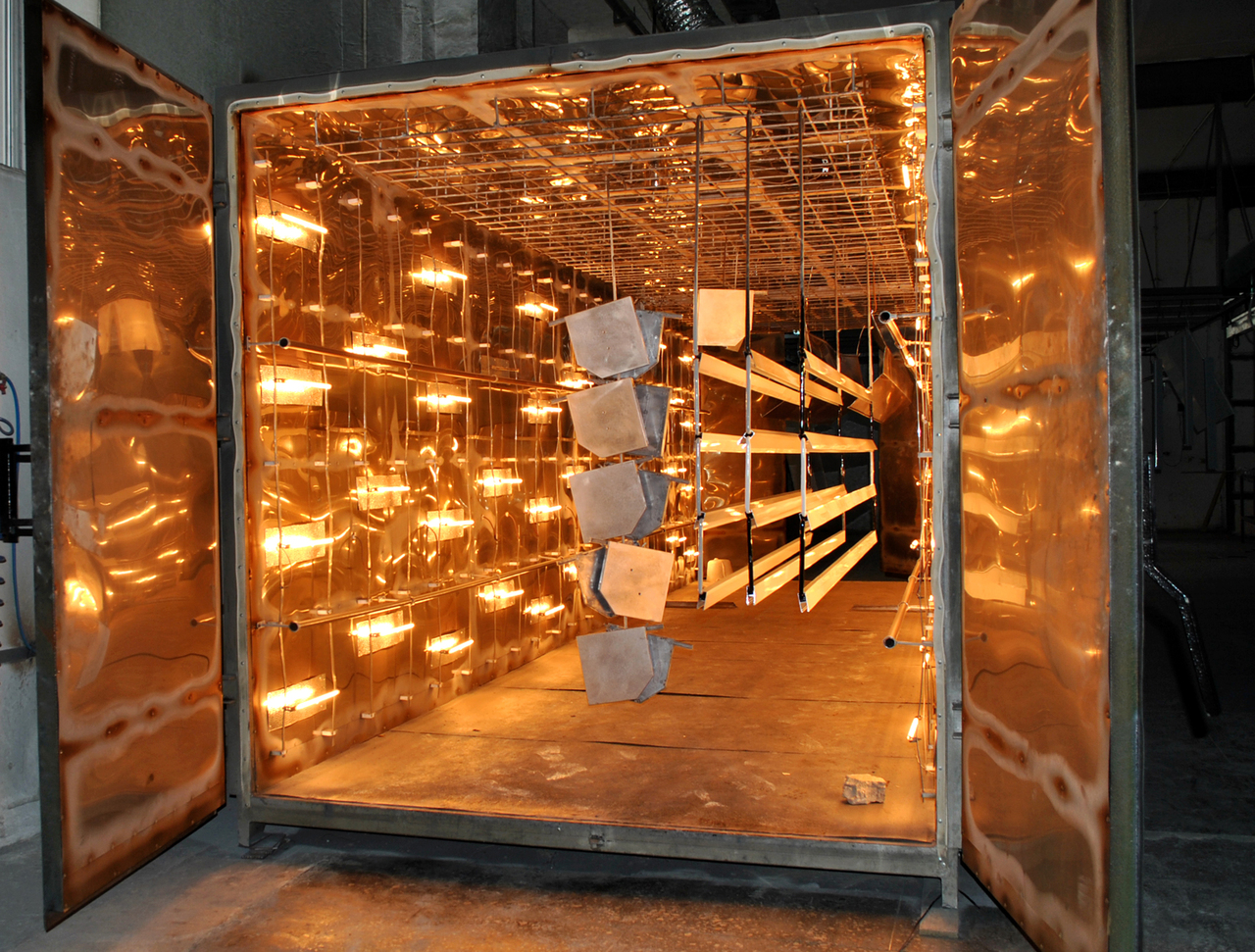 Подставка для инфракрасного света удерживает ИК-элемент на месте с помощью регулируемого по высоте зажима. Используйте нашу стойку для порошкового покрытия и краски HotCoat, чтобы вмещать до 300 фунтов деталей для отверждения. Он достаточно мал, чтобы поместиться и в духовке, и в кабине. Вы можете распылять, лечить и охлаждать детали автомобиля, не касаясь земли.
Подставка для инфракрасного света удерживает ИК-элемент на месте с помощью регулируемого по высоте зажима. Используйте нашу стойку для порошкового покрытия и краски HotCoat, чтобы вмещать до 300 фунтов деталей для отверждения. Он достаточно мал, чтобы поместиться и в духовке, и в кабине. Вы можете распылять, лечить и охлаждать детали автомобиля, не касаясь земли.
Инфракрасные термометры
При использовании печи для нанесения порошкового покрытия вся деталь должна достигать и поддерживать температуру 400 градусов в течение определенного времени. Инфракрасный термометр является неотъемлемой частью вашего комплекта для порошковой окраски. Этот термометр позволяет вам проверить, достигла ли деталь этой температуры, фактически прикоснувшись к ней. Направляйте один из наших полноразмерных или карманных бесконтактных термометров на разные участки и мгновенно получайте показания температуры.После этого не забудьте сразу закрыть дверцу духовки, чтобы свести к минимуму тепловыделение. У инфракрасных термометров есть много других применений в магазине, чтобы обеспечить вашу безопасность.
У инфракрасных термометров есть много других применений в магазине, чтобы обеспечить вашу безопасность.
Сохраняйте тепло на Eastwood
Завершите работу, начатую нашим другим оборудованием HotCoat, используя расходные материалы для отверждения порошкового покрытия Eastwood для лучшего и более стойкого цвета. Эти продукты подкреплены 100-процентной гарантией удовлетворенности клиентов и одними из лучших гарантий в бизнесе.
Какие вещи вы хотите покрыть порошковой краской? Свяжитесь с нами по телефону или электронной почте, и один из наших экспертов поможет вам найти лучшее решение для вашего магазина. Иствуд является пионером в индустрии порошковых покрытий «сделай сам», и мы продолжаем показывать путь, предлагая отличные расходные материалы и лучшее обслуживание. Мы порекомендуем вам лучшее решение для печи для порошковой окраски и поможем подготовить ваш проект к дороге.
Инфракрасная лампа для отверждения Infratech мощностью 1800 Вт — Eastwood
Элемент # 10170 БРЕНД: Infratech
Инфракрасная лампа мощностью 1800 Вт для закрепления мелких деталей в больших корпусах
Инфракрасная лампа мощностью 1800 Вт для закрепления мелких деталей в больших корпусах
Инфракрасная порошковая лампа для отверждения мощностью 1800 Вт. 3.6 из
5 автор:
8.
3.6 из
5 автор:
8.
Инфракрасная лампа мощностью 1800 Вт для закрепления мелких деталей в больших корпусах
- Возврат за 90 дней
- Техническая поддержка
Описание
Детали слишком большие, чтобы их можно было запекать в духовке? Эта инфракрасная порошковая лампа для отверждения может сделать работу в вашем магазине или гараже.
- Установка инфракрасной лампы на дополнительную подставку за считанные минуты
- Использование в магазине или гараже
- Зона покрытия 12 дюймов x 12 дюймов
- От мелких деталей до больших корпусов
Вы используете нашу систему порошкового покрытия Eastwood, но некоторым вашим деталям требуется больше места, чем внутри обычной печи для отверждения. Или, может быть, у вас нет специальной печи, которую вы могли бы использовать только для порошковой окраски в своем магазине.
Или, может быть, у вас нет специальной печи, которую вы могли бы использовать только для порошковой окраски в своем магазине.
Содержание
Инфракрасная лампа
Инструкции с диаграммами отверждения
Часто задаваемые вопросы
Q: Как часто следует перемещать лампу над заготовкой?
A: См. Таблицы отверждения в прилагаемом буклете с инструкциями, чтобы определить, как часто следует перемещать свет.
Q: Какие еще советы?
A: Длинные детали лучше всего закрепить, подвешивая их вертикально, работая снизу вверх. Перед началом процесса отверждения вся деталь должна быть покрыта порошковой краской. Если деталь имеет швы, на нее можно наносить покрытие и отверждать по частям.
Информация по технике безопасности
Не направляйте свет на горючие материалы. Не включайте фонарь, если он надежно не прикреплен к прилагаемой подставке.
Не включайте фонарь, если он надежно не прикреплен к прилагаемой подставке.
Отзывы клиентов
Оценка 5 из 5 к Джек из Я очень рекомендую эту лампу Я наносил порошковое покрытие и использовал тостер для своей небольшой работы, и он работал хорошо, однако, когда дело дошло до более крупных деталей (бензобаки, рамы), мне нужно было что-то получше, и это все.Я полностью отказался от покраски и теперь это порошковая покраска.Дата публикации: 2014-01-19
Оценка 5 из 5 к мбрамель из Работает замечательно, доступно, удобно (по большей части) Заказал это 27 декабря. Пришел 30-й по FedEx. Замечательный сервис. Установил лампу на подставку для лампы для отверждения краски infratech 1500w 2×3. Лампа работает отлично. Очень быстро нагревается! При отверждении порошка медленно увеличивайте температуру (расстояние до детали), иначе у вас будет шелушение, как в роще флориды.Может быть немного … интригующе выяснение правильных углов для закрепления некоторых частей. Некоторые детали немного сомнительны, например, действительно глубокие тарелки. Но отлично подходит для плоских объектов, таких как блоки цилиндров, картеры оси, рычаги подвески и т. Д. Я не могу позволить себе купить или прогуляться в духовке, ни на электричество! Так что я нисколько не возражаю против того, чтобы повернуть или переставить детали на лампу.Дата выпуска: 08.01.2010
Оценка 4 из 5 к CBchris от Это действительно работает Я купил это после ужасного опыта работы в профессиональной порошковой лавке. За последние два дня я использовал его с хорошими результатами. Я покрыл раму мотоцикла, сисси-бар и бензобак. Чтобы понять, нужно время. Вы должны перемещать его на 6-дюймовые секции, пока не закончите все. Сисси-бар был сделан из квадратного прутка, и ему потребовалась вечность, чтобы нагреться. Чтобы сделать что-нибудь приличного размера больше 18 калибра, потребуется ВСЕГО ВРЕМЕНИ. Просто духовка работает лучше, меньше времени / лучший результат. Но это окупается после одной большой работы. Если у вас нет других вариантов, рассмотрите его.Не покупайте, если это ваше первое покрытие. Слишком много переменных. Начните с крошечной духовки. Тогда двигайтесь дальше.
За последние два дня я использовал его с хорошими результатами. Я покрыл раму мотоцикла, сисси-бар и бензобак. Чтобы понять, нужно время. Вы должны перемещать его на 6-дюймовые секции, пока не закончите все. Сисси-бар был сделан из квадратного прутка, и ему потребовалась вечность, чтобы нагреться. Чтобы сделать что-нибудь приличного размера больше 18 калибра, потребуется ВСЕГО ВРЕМЕНИ. Просто духовка работает лучше, меньше времени / лучший результат. Но это окупается после одной большой работы. Если у вас нет других вариантов, рассмотрите его.Не покупайте, если это ваше первое покрытие. Слишком много переменных. Начните с крошечной духовки. Тогда двигайтесь дальше.Дата выпуска: 2018-08-12
- Инфракрасная порошковая лампа для отверждения 1800 Вт Отзывы — стр. 2
Вопросы и ответы
Какие габариты агрегата?
Спросил: BobM
Это блок 1’x1 ‘Ответил: ZachC
Дата выпуска: 2021-09-13
Равномерно ли нагревается свет внутри 10 дюймов? х 10 дюймов область отверждения? Боюсь, у него неравномерное нагревание
Спросил: Kaiquan
Инфракрасное освещение намного менее эффективно, чем духовка, поскольку оно создает неравномерное распределение тепла.
Ответил: Kelly H
Дата публикации: 13.01.2021
Насколько они горячие?
Спросил: Хуано
Инфракрасное излучение, излучаемое инфракрасной лампой, способно нагреть поверхность до температуры более 800 ° F в зависимости от того, насколько близко она находится и как долго находится на ней. Для порошкового покрытия требуется всего несколько минут, чтобы поверхность нагрелась до 400 ° F на расстоянии 8-10 дюймов.Внешний корпус лампы может достигать 140 ° после длительного использования.Ответил: Bob G
Дата публикации: 2021-07-20
подойдет ли эта лампа для колес? или вы бы порекомендовали лампу побольше?
Спросил: robot521
Эта лампа будет работать на колесах, возможно, вам придется перемещать лампу. Также удобно иметь ИК-термометр, так что вы можете контролировать температуру колеса. Номер 31223
https://www.eastwood.com/eastwood-non-contact-infrared-thermometer.html
Номер 31223
https://www.eastwood.com/eastwood-non-contact-infrared-thermometer.htmlОтветил: Bob G
Дата публикации: 2021-05-31
Можно ли его установить внутри специальной печи для отверждения и использовать в качестве нагревательного элемента?
Спрашивает: Lethal Designs
ИК-лампы нагревают только то, на что попадают. Таким образом, он не нагреет замкнутое пространство правильным способом отверждения порошка.Вам все равно понадобится традиционный нагревательный элемент.Ответил: S Church
Дата выпуска: 2021-06-05
Если бы у меня была эта лампа, можно было бы покрыть ПВХ порошковой краской? Я предполагаю, что процесс будет таким: нагреть ПВХ до 200 градусов — распылить порошковое покрытие — использовать лампу для отверждения покрытия. Это возможно?
Спросил: Randavian
Вы можете припудрить любой объект, выдерживающий 400F.
Ответил: S Church
Дата публикации: 2021-07-20
Сертифицирован ли этот продукт для использования в Канаде CSA, ULC или аналогичным органом?
Спрашивает: Мэтт
Мы нашли другие продукты, которые могут вам понравиться!
Инфракрасная порошковая лампа для отверждения 1800 Вт
Печи для порошкового покрытия
Продукты 1-41 из 41
Сортировать по…БрендНазвание продуктаНовейшие продуктыПо цене от низкой до высокойЦена от высокой до низкойРейтинг от низкой до высокойОценка от высокой до низкойВсего отзывовЛидеры продаж
Показать 48 на странице 96 на странице 144 на странице 192 на странице 240 на странице
Быстрый просмотрЦена: ЗВОНИТЕ
Наличие: Есть в наличии
Наши печи со сварной трубчатой рамой размером 10 x 10 x 20 футов и прочностью сварены с 3-дюймовой стальной трубой с 3-дюймовой изоляцией из минеральной ваты, покрытой оцинкованным листом G90. Этот размер также поставляется с вентиляторами с двойной циркуляцией для обеспечения исключительной циркуляции тепла. Температурный зонд встроен во внутреннюю стенку духовки, чтобы предотвратить повреждение. Эти печи прибывают на ваш объект, настроены, настроены и готовы к приготовлению после того, как лицензированный подрядчик подаст газ и подключит электропитание. …
Цена: ЗВОНИТЕ
Наличие: Есть в наличии
Наши печи со сварной трубчатой рамой 10 футов x 10 футов x 24 фута, кроме прочной, сварены 3-дюймовой стальной трубой с 3-дюймовой изоляцией из минеральной ваты, покрытой оцинкованным листом G90. Этот размер также поставляется с вентиляторами с двойной циркуляцией для обеспечения исключительной циркуляции тепла. Температурный зонд встроен во внутреннюю стенку духовки, чтобы предотвратить повреждение. Эти печи прибывают на ваш объект, настроены, настроены и готовы к приготовлению после того, как лицензированный подрядчик подаст газ и подключит электропитание. …
Этот размер также поставляется с вентиляторами с двойной циркуляцией для обеспечения исключительной циркуляции тепла. Температурный зонд встроен во внутреннюю стенку духовки, чтобы предотвратить повреждение. Эти печи прибывают на ваш объект, настроены, настроены и готовы к приготовлению после того, как лицензированный подрядчик подаст газ и подключит электропитание. …
Цена: ЗВОНИТЕ
Наличие: Есть в наличии
Наши печи со сварной трубчатой рамой размером 10 x 10 x 26 футов и прочностью сварены с 3-дюймовой стальной трубой с 3-дюймовой изоляцией из минеральной ваты, покрытой оцинкованным листом G90. Этот размер также поставляется с вентиляторами с двойной циркуляцией для обеспечения исключительной циркуляции тепла. Температурный зонд встроен во внутреннюю стенку духовки, чтобы предотвратить повреждение. Эти печи прибывают на ваш объект, настроены, настроены и готовы к приготовлению после того, как лицензированный подрядчик подаст газ и подключит электропитание. …
Этот размер также поставляется с вентиляторами с двойной циркуляцией для обеспечения исключительной циркуляции тепла. Температурный зонд встроен во внутреннюю стенку духовки, чтобы предотвратить повреждение. Эти печи прибывают на ваш объект, настроены, настроены и готовы к приготовлению после того, как лицензированный подрядчик подаст газ и подключит электропитание. …
Цена: ЗВОНИТЕ
Наличие: Есть в наличии
Наши печи со сварной трубчатой рамой размером 10 x 10 x 30 футов и прочностью сварены с 3-дюймовой стальной трубой с 3-дюймовой изоляцией из минеральной ваты, покрытой оцинкованным листом G90. Этот размер также поставляется с вентиляторами с двойной циркуляцией для обеспечения исключительной циркуляции тепла. Температурный зонд встроен во внутреннюю стенку духовки, чтобы предотвратить повреждение. Эти печи прибывают на ваш объект, настроены, настроены и готовы к приготовлению после того, как лицензированный подрядчик подаст газ и подключит электропитание. …
Этот размер также поставляется с вентиляторами с двойной циркуляцией для обеспечения исключительной циркуляции тепла. Температурный зонд встроен во внутреннюю стенку духовки, чтобы предотвратить повреждение. Эти печи прибывают на ваш объект, настроены, настроены и готовы к приготовлению после того, как лицензированный подрядчик подаст газ и подключит электропитание. …
Цена: 18 090 долларов.00
Наличие: Есть в наличии
Наши газовые печи для отверждения размером 8 x 8 x 12 дюймов соответствуют всем требованиям, чтобы сделать их духовками класса А. Мы создаем наши газовые печи, думая о пользователях, как качественное, профессиональное и экономичное дополнение к вашему процессу отверждения.Эта печь построена и настроена в доме, готова к подключению и настройке вашим механическим подрядчиком.
Цена: 17 817,00 долларов
Наличие: Есть в наличии
Наши газовые печи для отверждения размером 8 x 8 x 16 дюймов отвечают всем требованиям, чтобы сделать их духовками класса А.Мы создаем наши газовые печи, думая о пользователях, как качественное, профессиональное и экономичное дополнение к вашему процессу отверждения. Эта печь построена и настроена в доме, готова к подключению и настройке вашим механическим подрядчиком.
Эта печь построена и настроена в доме, готова к подключению и настройке вашим механическим подрядчиком.
Цена: ЗВОНИТЕ
Наличие: Есть в наличии
Наши печи на стальных стержнях размером 8 x 8 x 20 футов Идеально подходят для экономичного нанесения покрытия с профессиональными результатами.Это оборудование сделано прочным и долговечным из 4-дюймовой стальной трубы с 4-дюймовой изоляцией из минеральной ваты, покрытой оцинкованным листом G90. Температурный датчик встроен во внутреннюю стенку духовки, чтобы предотвратить повреждение. настроены и готовы к приготовлению после того, как лицензированный подрядчик подаст газ и подключит электропитание. …
настроены и готовы к приготовлению после того, как лицензированный подрядчик подаст газ и подключит электропитание. …
Цена: ЗВОНИТЕ
Наличие: Есть в наличии
Наши печи с рамой из сварных труб 8 ‘x 8’ x 20 ‘и прочностью сварены 3-дюймовой стальной трубой с 3-дюймовой изоляцией из минеральной ваты, покрытой оцинкованным листом G90.Этот размер также поставляется с вентиляторами с двойной циркуляцией для обеспечения исключительной циркуляции тепла. Температурный зонд встроен во внутреннюю стенку духовки, чтобы предотвратить повреждение. Эти печи прибывают на ваш объект, настроены, настроены и готовы к приготовлению после того, как лицензированный подрядчик подаст газ и подключит электропитание.
Эти печи прибывают на ваш объект, настроены, настроены и готовы к приготовлению после того, как лицензированный подрядчик подаст газ и подключит электропитание.
Цена: ЗВОНИТЕ
Наличие: Есть в наличии
Наши печи со сварной трубчатой рамой размером 8 футов x 8 футов x 25 футов и прочной сварной 3-дюймовой стальной трубой с 3-дюймовой изоляцией из минеральной ваты, покрытой оцинкованным листом G90.На агрегатах от 20 футов и более установлен дополнительный циркуляционный вентилятор для обеспечения циркуляции тепла. Температурный зонд встроен во внутреннюю стенку духовки, чтобы предотвратить повреждение. Эти печи прибывают на ваш объект, настроены, настроены и готовы к приготовлению после того, как лицензированный подрядчик подаст газ и подключит электропитание. …
Температурный зонд встроен во внутреннюю стенку духовки, чтобы предотвратить повреждение. Эти печи прибывают на ваш объект, настроены, настроены и готовы к приготовлению после того, как лицензированный подрядчик подаст газ и подключит электропитание. …
Цена: ЗВОНИТЕ
Наличие: Есть в наличии
Наши печи с рамой из сварных труб размером 8 x 8 x 30 футов и прочностью сварены с 3-дюймовой стальной трубой с 3-дюймовой изоляцией из минеральной ваты, покрытой оцинкованным листом G90.На агрегатах от 20 футов и более установлен дополнительный циркуляционный вентилятор для обеспечения циркуляции тепла. Температурный зонд встроен во внутреннюю стенку духовки, чтобы предотвратить повреждение. Эти печи прибывают на ваш объект, настроены, настроены и готовы к приготовлению после того, как лицензированный подрядчик подаст газ и подключит электропитание. …
Температурный зонд встроен во внутреннюю стенку духовки, чтобы предотвратить повреждение. Эти печи прибывают на ваш объект, настроены, настроены и готовы к приготовлению после того, как лицензированный подрядчик подаст газ и подключит электропитание. …
Цена: 15470 долларов.00
Наличие: Есть в наличии
Наши газовые печи для отверждения размером 8 футов x 8 футов x 8 футов соответствуют всем требованиям, чтобы сделать их духовками класса А. Мы создаем наши газовые печи, думая о пользователях, как качественное, профессиональное и экономичное дополнение к вашему процессу отверждения. Эта печь построена и настроена в доме, готова к подключению и настройке вашим механическим подрядчиком.
Эта печь построена и настроена в доме, готова к подключению и настройке вашим механическим подрядчиком.
Цена: $ 120.00
Наличие: Есть в наличии
Когда мы производим наши печи, элементы подвергаются воздействию.Мы предлагаем возможность встроить эти горелки в стенки печи, чтобы исключить возможность удара или повреждения элементов горелки. Доступ к элементу будет осуществляться через съемную панель доступа, что делает его легко заменяемым.
Быстрый просмотр Цена: 225 долларов. 00
00
Наличие: Есть в наличии
Установка окна: Установка окна двери в наших электрических печах позволяет наблюдать за вашей работой, поскольку она лечит, чтобы остановить повреждение на его следах.Эти окна имеют размер 8 x 16 и устанавливаются вертикально.
10 Планы печи для порошкового покрытия DIY: Сделай сам легко
Добро пожаловать в еще один удивительный проект печи для порошкового покрытия DIY, который научит вас самым простым и крутым способами сделать печь для порошкового покрытия. Эти печи просто нагревают детали с порошковым покрытием, чтобы успешно запечь на них порошок.
Эти печи просто нагревают детали с порошковым покрытием, чтобы успешно запечь на них порошок.
Некоторые из духовок с порошковым покрытием в моем списке имеют электрический или газовый обогрев, в зависимости от того, что вы предпочитаете больше. Итак, давайте погрузимся и посмотрим, как несколько создателей создали печи для порошковой окраски.
1. Как построить печь для порошкового покрытия
Это руководство научит вас, как построить печь для порошкового покрытия от начала до конца. Вот некоторые удивительные особенности этой печи для порошкового покрытия: она имеет 4 утопленных нагревательных элемента на 2000 Вт, встроенный вентилятор и воздуховоды, листовой металл 20-го калибра и листовой металл 16-го калибра на полу, ПИД-регулятор, конструкция с заклепками, нет. сварка, выполненная в этом проекте, и несколько других важных функций.Со всем этим вы можете иметь представление о том, что вы будете делать, проверьте ссылку, чтобы получить краткое изложение простых и легких шагов, которым нужно следовать.
Щелкните для получения более подробной информации
2. Духовка для порошкового покрытия своими руками
Это супер дешевая печь для порошкового покрытия, созданная создателем этого видео-руководства. Совершенно новая печь для порошкового покрытия может стоить 3000 долларов, а в некоторых случаях — до 25000 долларов. Эта печь для нанесения порошкового покрытия, описанная в этом руководстве, была сделана всего за 250–500 долларов США, а ее размер составляет 6000 долларов США.Вам понадобятся металлические оцинкованные листы, несколько квадратных труб и несколько простых инструментов, чтобы сделать внутреннюю часть духовки. Создатель уже получил в свои руки бывшую в употреблении домашнюю печь на торговой площадке Facebook за 75 долларов. Если вам повезет, это поможет вам сэкономить немного денег. Процесс изготовления очень простой и быстрый.
3. Самодельная печь для порошкового покрытия пропаном
 youtube.com/embed/MafCFXQWHlk» frameborder=»0″ allowfullscreen=»»/>
youtube.com/embed/MafCFXQWHlk» frameborder=»0″ allowfullscreen=»»/> Вот гладкая печь для порошкового покрытия пропаном, которую очень легко сделать из нескольких материалов, таких как металлические трубы, металлические оцинкованные листы, которые будут использоваться для создания стеллажа. в духовке и вне ее.Вы собираетесь строить надстройки этой печи, если решите попробовать это руководство и посмотреть, что вы можете сделать с небольшим количеством пропана. Эта духовка довольно большая и с пошаговой инструкцией даже новичок сможет опробовать этот проект.
4. Как построить печь для порошкового покрытия
В этом видеоуроке вы узнаете детали печи для порошковой окраски и покажете, как ее можно сделать с нуля. Создатель больше занимался сборкой, сборкой, сваркой и меньше разговаривал.Показанные детали представлены в процессе изготовления, все видно в собранном виде. Более подробная информация о цене, материалах и других важных характеристиках печи для порошковой покраски, сделанной в этом видео, находится в ссылке на описание видео.
Более подробная информация о цене, материалах и других важных характеристиках печи для порошковой покраски, сделанной в этом видео, находится в ссылке на описание видео.
5. Самодельная печь для порошкового покрытия Build
Эта печь проста в сборке, и просто идеального размера, не слишком большая и не слишком маленькая, практически она будет размером с вертикальную морозильную камеру, которую вы можете использовать для этого руководства Вот несколько материалов, которые вам понадобятся для начала работы, ПИД-регулятор, разные винты и провода, один металлический лист размером 4×8 футов, одна вертикальная морозильная камера, это легко найти, если у вас есть старая вертикальная морозильная камера. просто валяется, блок выключателя, вилка 220 В, высокотемпературная краска, элементы духовки и несколько других важных деталей.
Во-первых, вам нужно удалить все пластиковые кожухи, компрессоры и некоторые провода изнутри морозильной камеры. Затем используйте металлический тормоз времен Второй мировой войны, чтобы сделать углы для коробки, затем установите несколько колесиков, коробку выключателя и другие элементы.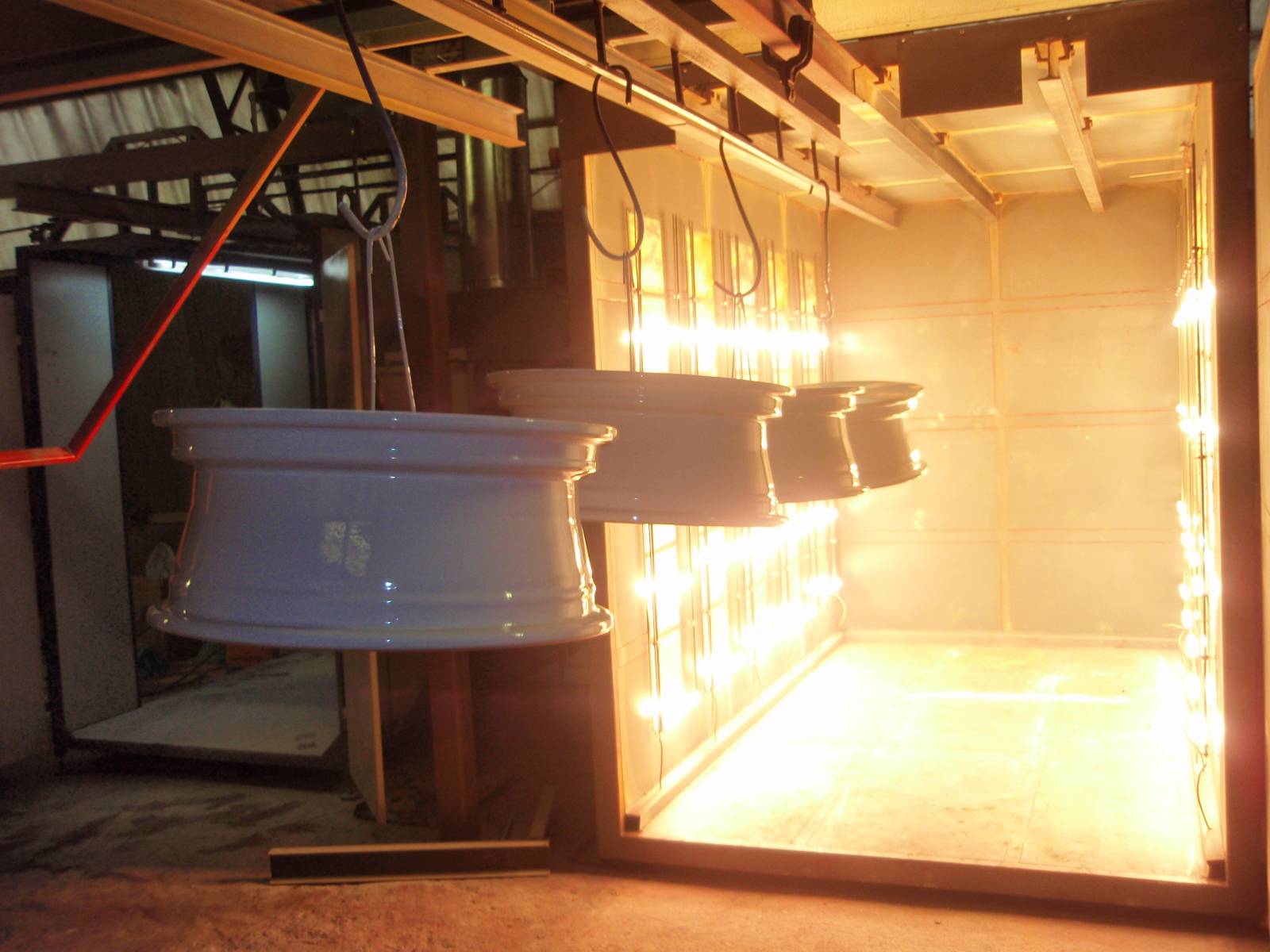 Ознакомьтесь с полным руководством для получения полной информации.
Ознакомьтесь с полным руководством для получения полной информации.
Щелкните для получения более подробной информации
6. Самодельная печь для порошкового покрытия от коптильни
Вот милое видео, которое покажет вам, как построить печь для порошкового покрытия из бывшей в употреблении или новой электрической коптильни.Модификации, внесенные создателем, поддерживают эту духовку при хорошей температуре, и менее чем за 12 минут она может нагреться до 400 градусов по Фаренгейту. В печи для порошковой окраски используется небольшая розовая изоляция и другие детали, которые могут поставляться с коптильней, если она новая, вы собираетесь ее приобрести, и если вы решите использовать это видео-руководство для создания печи для порошковой окраски. Вы можете найти нового курильщика всего за 158 долларов через Amazon или попробовать торговую площадку Facebook.
7.
 Как сделать печь для порошкового покрытия
Как сделать печь для порошкового покрытия Изготовление печи для порошковой окраски связано с подготовкой правильных деталей, эти детали во многом будут определять общий результат печи.Для этого видеогида создатель использовал металлические трубы, внутренняя глубина духовки 48 дюймов, ширина 52 дюйма и, наконец, внутренняя высота 77 дюймов.
Первое, что было сделано в этом видео, — это измерение и резка металлических труб. Когда они были нужного размера, создатель собрал их и сформировал каркас пола, используя металлический лист, чтобы закрыть его. Каркас пола 10га MSPL. После этого следующие детали, которые нужно собрать, — это задние стенки, затем две стороны и, наконец, прикрепить к ним крышу.Это простой проект, его легко построить и удобно для личного пользования.
8. Печь для порошкового покрытия DIY
Оцинкованный металлический лист — одна из самых важных частей при изготовлении печи для порошкового покрытия, но тип оцинкованного металлического листа, который вы используете, многое говорит о качестве вашей печи. Создатель использовал оцинкованный металлический лист 22G / 0,8 мм, металлический U-образный канал 72C50 (толщина узла 72 мм), 4-миллиметровые заклепки и несколько других инструментов и материалов. В этом покадровом видео-руководстве показано, как печь была сделана с нуля, и ее довольно легко и просто построить.
Создатель использовал оцинкованный металлический лист 22G / 0,8 мм, металлический U-образный канал 72C50 (толщина узла 72 мм), 4-миллиметровые заклепки и несколько других инструментов и материалов. В этом покадровом видео-руководстве показано, как печь была сделана с нуля, и ее довольно легко и просто построить.
9. Дешевая печь для порошковой покраски из кухонной печи
Печь для порошковой покраски, сделанная создателем в этом видео, очень проста в сборке и очень крутая, и имеет средний размер, не слишком большой и не маленький. Создатель использовал нагревательные элементы из старой газовой плиты, так что это должно дать вам представление о том, где взять нагревательные элементы, если вы решите использовать это руководство для создания супер дешевой печи с порошковым покрытием из кухонной духовки.
Также это печь для порошковой покраски с электропроводкой.В дополнение к нагревательным элементам, которые вы возьмете из кухонной газовой духовки, вы также снимете систему проводки и снова подключите ее к своей недавно построенной печи для порошкового покрытия. Строительство этой печи стоило около 100 долларов.
Строительство этой печи стоило около 100 долларов.
Вот отличная печь для порошковой покраски картотеки, которую вы можете построить всего за 255 долларов или меньше. Я собираюсь перечислить некоторые из основных частей, которые вам понадобятся для этого проекта, с указанием их цен. Вам понадобится алюминиевый лист за 48 долларов, картотечный шкаф за 30 долларов, 3 куска жаропрочной белой краски за 38 долларов, неизолированная изоляция R-30 за 25 долларов, высокотемпературный уплотнитель двери за 19 долларов, вилка на 220 В за 19 долларов, провод ткацкий станок за 12 долларов, петли, защелка, шайбы за 18 долларов, термостойкая ручка за 5 долларов и еще несколько важных деталей.
Вам, прежде всего, нужна духовка, в отличие от других частей, которые можно купить на месте или на Amazon, духовка, которую создатель получил на торговой площадке Facebook, всего за 30 долларов. Когда все эти детали будут готовы, следующим шагом будет сборка и сборка вашей духовки. Его легко и просто построить. Проверьте ссылку с описанием под видео, чтобы получить прямую ссылку на то, где вы можете купить эти детали по этой цене на Amazon.
Когда все эти детали будут готовы, следующим шагом будет сборка и сборка вашей духовки. Его легко и просто построить. Проверьте ссылку с описанием под видео, чтобы получить прямую ссылку на то, где вы можете купить эти детали по этой цене на Amazon.
Заключение
Вот и все! Вы можете построить как можно больше печей для порошковой окраски.Детали легко найти и ими легко пользоваться. Шаги краткие и достаточно простые. Вам не нужно иметь высокий уровень навыков, чтобы построить печь для порошкового покрытия, все, что вам нужно сделать, это получить нужные детали, выполнить шаги и начать строительство.
Печи для порошковой окраски бывают разных размеров, в зависимости от того, хотите ли вы построить их для личного использования или для коммерческих целей. Если у вас есть идея, размер зависит от вас. Руководство в моем списке выше предлагает несколько размеров, что позволяет вам легко выбрать тот, который вам больше нравится.Спасибо за то, что уделили время этой статье, сделанной своими руками, я надеюсь, что вы найдете подходящую печь для порошковой окраски DIY, которая соответствует вашим потребностям.
Как построить печь для порошкового покрытия | Порошковое покрытие: полное руководство
Порошковое покрытие требует либо печи, либо инфракрасного нагрева для отверждения порошка. Бытовая духовка или даже тостер отлично подходят для небольших деталей, но вы всегда будете ограничены размером духовки. Если вас интересует печь меньшего размера, ознакомьтесь с оригинальной статьей о духовке: Печи для порошкового покрытия .Если вы хотите начать порошковое покрытие больших деталей, вам придется либо потратить много денег, либо сделать самостоятельно. В этой статье я сосредоточусь на том, как построить свою собственную печь для порошковой окраски. Это может показаться пугающим, если вы никогда не пробовали заниматься этим видом проекта, но с информацией, доступной в Интернете, вы можете легко справиться с этой работой, сэкономить деньги и в конечном итоге получить большую печь для порошкового покрытия. Для изготовления печи для порошковой окраски, описанной в этой статье, сварка не требуется. Это первая часть конструкции печи для порошкового покрытия, состоящей из двух частей.См. Как построить печь для порошкового покрытия, часть II , где описаны остальные шаги.
Это первая часть конструкции печи для порошкового покрытия, состоящей из двух частей.См. Как построить печь для порошкового покрытия, часть II , где описаны остальные шаги. Вы можете построить печь для порошковой окраски до нужного вам размера, а также встроить некоторые функции, которые сделают ее более эффективной. Эта статья представляет собой руководство, чтобы дать вам представление о том, что все происходит, и об основных принципах конструкции духовки. Уникальность этой духовки в том, что абсолютно ничего не выступает в ее пространство. Можно использовать все внутреннее пространство духовки. Все нагревательные элементы, фары, вентиляторы и т. Д.утоплены в стены. Такая конструкция духовки позволяет создать стойку для порошкового покрытия, которая плотно входит в духовку, не тратя лишнего места. Вы должны будете нанести порошковое покрытие на решетку, а затем закатать решетку в духовку для отверждения. Однако это добавляет сложности и увеличивает стоимость материалов, необходимых для изготовления печи.
 Вы можете построить такую духовку для максимальной экономии места или пойти традиционным путем. Самым замечательным в создании духовки является то, что это полностью зависит от вас.Строительство этой конкретной печи стоит около 1400 долларов. Некоторую экономию можно сэкономить, если не откладывать все, так как для этого требуется больше строительных материалов. Но планируйте потратить не менее 1000 долларов на печь такого размера.
Вы можете построить такую духовку для максимальной экономии места или пойти традиционным путем. Самым замечательным в создании духовки является то, что это полностью зависит от вас.Строительство этой конкретной печи стоит около 1400 долларов. Некоторую экономию можно сэкономить, если не откладывать все, так как для этого требуется больше строительных материалов. Но планируйте потратить не менее 1000 долларов на печь такого размера. Характеристики печи для порошкового покрытия
- 3,4 фута в ширину, 3,4 фута в глубину x 6,5 фута в высоту
- Заклепка, сварка не требуется
- Листовой металл толщиной 20 мм с листом толщиной 16 мм на полу
- 4 утопленных нагревательных элемента мощностью 2000 Вт (обслуживание 240 В)
- Встраиваемое освещение
- Встраиваемый конвекционный вентилятор и воздуховоды
- ПИД-регулятор
- Окно в двери
Быстрый ремонт конструкции и материалов печи для порошкового покрытия.

Основная конструкция этой и большинства печей для порошковой окраски — это стальная шпилька и стальная направляющая, склепанная вместе. Обе стороны рамы будут обшиты листовым металлом с изоляцией между ними. В этой печи везде используется листовой металл толщиной 20 мм, за исключением пола, который представляет собой листовой металл толщиной 16 мм. Причина более толстого металла на полу заключается в том, что он позволяет выдерживать вес стойки для порошкового покрытия. Весь листовой металл, шпильки и гусеницы можно приобрести на месте в Home Depot, Lowe’s или в местной компании по поставке металла.Вы также можете купить его в Интернете, но стоимость доставки, скорее всего, сведет на нет любую экономию. Лучше всего совершить покупки, позвонить в некоторые пункты снабжения металлом в вашем районе и получить расценки. Внутри духовки вы разместите нагревательные элементы, которые будут подключены к блоку управления снаружи духовки.
Приступаем к работе — Материалы и инструменты для обрамления
Powdercoatguide. com является участником программы Amazon Services LLC Associates, партнерской рекламной программы, предназначенной для предоставления сайтам средств для получения рекламных сборов за счет рекламы и ссылок на Amazon.com.
Начнем с обрамления. Каркас этой печи будет сделан из оцинкованных стальных шпилек и направляющих. Стальная гусеница очень похожа на стальные шпильки, за исключением того, что у них нет выступа на внутренней стороне шпильки. Это позволяет стальным шпилькам войти в гусеницу. Это те же шпильки, которые используются для каркаса домов. Они доступны как в Home Depot, так и в Lowe’s по цене около 7 долларов за штуку. Они имеют ширину 3 5/8 дюйма, толщину 1 5/8 дюйма и доступны в длине 10 футов или 8 футов.Лучше всего для начала купить несколько таких. Вам не нужно заниматься наукой, чтобы точно определить, сколько вам понадобится, вы можете покупать больше по мере продвижения. Работать с ними довольно легко, так как они довольно тонкие (калибр 25). Их легко сверлить, и их можно разрезать ножницами для резки металла или отрезной пилой. Так как вы будете отрезать много шпилек, я рекомендую хотя бы хороший набор ножниц, таких как эти: Ножницы для олова Wiss.
Так как вы будете отрезать много шпилек, я рекомендую хотя бы хороший набор ножниц, таких как эти: Ножницы для олова Wiss.
 Еще один отличный вариант, особенно если вы уже вложили средства в некоторые аккумуляторные инструменты и аккумуляторы Milwaukee M12, — это аккумуляторный электрический пистолет для заклепок Milwaukee M12. Вам понадобится много заклепок, чтобы работать с любым заклепочным пистолетом, который вы решите использовать. Самое важное в заклепках — убедиться, что они из того же металла, что и вы работаете, чтобы избежать гальванической коррозии.Поскольку это стальная печь, вам потребуются стальные заклепки. При использовании заклепок также важно просверлить отверстие подходящего размера. Пакет из 1000 стальных заклепок диаметром 3/16 дюйма на 1/8 дюйма должен провести вас через конструкцию печи, оставив несколько штук. Это позволит вам склепывать стопки металла максимальной толщиной 0,125 дюйма и минимальной толщиной 0,020 дюйма. Обязательно отрегулируйте соответственно, если вы используете более тонкие или тяжелые стальные шпильки и листовой металл. Упомянутые заклепки 3/16 дюйма требуют сверла №11 для наилучшей посадки.
Еще один отличный вариант, особенно если вы уже вложили средства в некоторые аккумуляторные инструменты и аккумуляторы Milwaukee M12, — это аккумуляторный электрический пистолет для заклепок Milwaukee M12. Вам понадобится много заклепок, чтобы работать с любым заклепочным пистолетом, который вы решите использовать. Самое важное в заклепках — убедиться, что они из того же металла, что и вы работаете, чтобы избежать гальванической коррозии.Поскольку это стальная печь, вам потребуются стальные заклепки. При использовании заклепок также важно просверлить отверстие подходящего размера. Пакет из 1000 стальных заклепок диаметром 3/16 дюйма на 1/8 дюйма должен провести вас через конструкцию печи, оставив несколько штук. Это позволит вам склепывать стопки металла максимальной толщиной 0,125 дюйма и минимальной толщиной 0,020 дюйма. Обязательно отрегулируйте соответственно, если вы используете более тонкие или тяжелые стальные шпильки и листовой металл. Упомянутые заклепки 3/16 дюйма требуют сверла №11 для наилучшей посадки.
Теперь, когда у вас есть заклепки, заклепочный пистолет и шпильки, вы можете приступить к сборке каркаса пола. Убедитесь, что вы отрезаете и измеряете пол точно по размеру вашей духовки. Ваши стены будут располагаться поверх пола. Делая квадратную секцию пола, вы должны перекрывать стойки так, чтобы они находились внутри друг друга по углам. Установив шпильки на место, вы можете удерживать их фиксирующим зажимом. Затем вы будете клепать там, где они перекрываются сверху и снизу (см. Красные точки на рисунках ниже, где показано расположение заклепок).Начните с одной заклепки на угол, чтобы шпильки могли поворачиваться. Используйте скоростной угольник, чтобы выровнять каждый угол (убедитесь, что все углы составляют ровно 90 °, прежде чем добавлять дополнительную заклепку к каждому углу.
После того, как все четыре стороны пола будут отрезаны по длине и приклепаны, добавьте дополнительные шпильки, чтобы укрепить пол. Пол не только выдерживает вес всех стенок и компонентов духовки, он также должен быть достаточно прочным, чтобы выдерживать стойки с порошковым покрытием и даже вес человека, если вы хотите стоять в духовке для обслуживания или чистки.
 Имея это в виду, убедитесь, что вы выбрали достаточно толстый листовой металл, чтобы пол не прогибался, и поддерживайте его достаточным количеством распорок, чтобы он оставался прочным.
Имея это в виду, убедитесь, что вы выбрали достаточно толстый листовой металл, чтобы пол не прогибался, и поддерживайте его достаточным количеством распорок, чтобы он оставался прочным. Бесполая печь для порошкового покрытия?
При планировании сборки печи с порошковым покрытием важно учитывать, действительно ли вам нужен каркас пола. Преимущество отсутствия рамы для пола заключается в том, что она позволяет легко катить решетку с деталями с порошковым покрытием в духовку.Хотя это возможно с напольной рамой, для этого требуется сдвижная стойка, состоящая из двух частей. Духовку, описанную в этой статье, можно сделать практически идентичной без рамы для пола, а вместо этого использовать кусок листового металла в качестве пола. На картинке ниже вы можете увидеть, как полку намного проще скатать в печь для порошковой окраски без пола.
Такая же конструкция шпильки, направляющей и заклепки продолжается для стен, рисунок ниже — задняя стена.
 Боковые стенки сделаны таким же образом, только убедитесь, что вы измерили и учли толщину задней стенки.
Боковые стенки сделаны таким же образом, только убедитесь, что вы измерили и учли толщину задней стенки.Затем вы разместите стены на полу по одной и приклепаете их к полу:
После того, как вы установите заднюю стену и построите боковые стенки, вы установите их на место и приклепаете к полу и задней стене.
Затем соберите потолок так же, как и пол:
Это та точка конструкции, где в игру вступают утопленные нагревательные элементы.Нагревательные элементы имеют свои собственные секции в стенах, но каждый квадратный дюйм печи для порошковой окраски должен быть изолирован. Полость между стойками — это место, где обычно размещается изоляция, однако, поскольку нагревательные элементы будут занимать это пустое пространство в этих секциях, помещенных в коробку, необходимо добавить еще одну секцию изоляции в коробке снаружи печи. где нагревательные элементы утоплены. Если вы не планируете встраивать нагревательные элементы и другие предметы в стенки духовки, вы исключите эти вставленные в коробку секции.

Здесь вы можете увидеть заключенные в коробку секции внизу для нагревательных элементов, а также дополнительные опорные стойки в стенах:
Обшивка изнутри листовым металлом
Как только конструкция будет обрамлена, вы начнете снимать шкуру с листового металла. Листовой металл можно приобрести в местном магазине Home Depot или Lowe’s, но если вы обратитесь к компании-поставщику металла, большинство из них разрежут листовой металл в соответствии с вашими требованиями. Здесь вам понадобятся длинные прямые пропилы, а компании, которые занимаются в основном листовым металлом, будут иметь большие тормоза, которые могут сделать эти пропилы за вас.Я рекомендую оцинкованный стальной лист, который поможет защитить вашу духовку от ржавчины. В этой конкретной печи везде используется сталь 20-го калибра, за исключением пола 16-го калибра. Выбирая толщину, вы должны оставаться в диапазоне от 16 до 26 калибра. У каждого есть свои преимущества и недостатки. Использование более тонкого калибра дешевле и позволит духовке нагреться быстрее. Толстый калибр дороже, но он прочнее и лучше сохраняет тепло, когда духовка нагревается. Это экономит расходы на отопление.Листовой металл, используемый для обшивки духовки, является основной причиной, по которой я не могу назвать вам точную стоимость сборки духовки. В зависимости от вашего местоположения цена на листовой металл может сильно отличаться. Хорошая идея — поискать в Google местных поставщиков листового металла и позвонить / отправить им электронное письмо, чтобы узнать цену. Если можете, свяжитесь с несколькими, чтобы убедиться, что вы получаете хорошую цену.
Толстый калибр дороже, но он прочнее и лучше сохраняет тепло, когда духовка нагревается. Это экономит расходы на отопление.Листовой металл, используемый для обшивки духовки, является основной причиной, по которой я не могу назвать вам точную стоимость сборки духовки. В зависимости от вашего местоположения цена на листовой металл может сильно отличаться. Хорошая идея — поискать в Google местных поставщиков листового металла и позвонить / отправить им электронное письмо, чтобы узнать цену. Если можете, свяжитесь с несколькими, чтобы убедиться, что вы получаете хорошую цену.Первый слой 16-го калибра укладывается на внутреннюю часть пола и приклепывается на место, а также добавляются дополнительные опоры для шипов снизу.Не экономьте здесь на заклепках, листовой металл связывает все обрамление вместе и предохраняет каркас от прогиба или провисания.
Во время этой части сборки вы заметите, что листовой металл не прилегает идеально заподлицо с рамой из-за небольшого выступа головок заклепок (~ 1/16 дюйма). Это небольшой зазор, и обычно это не так. имеет большое значение, потому что листовой металл достаточно тонкий, чтобы прилегать к заклепкам. Однако, если вы хотите обеспечить идеальное герметичное уплотнение между листовым металлом и рамой, вы можете использовать высокотемпературный герметик между ними, прежде чем клепать листовой металл на место.Однако это шаг, о котором вы должны немного подумать. Если вам понадобится разобрать духовку по какой-либо причине позже, герметик значительно продлит процесс.
Это небольшой зазор, и обычно это не так. имеет большое значение, потому что листовой металл достаточно тонкий, чтобы прилегать к заклепкам. Однако, если вы хотите обеспечить идеальное герметичное уплотнение между листовым металлом и рамой, вы можете использовать высокотемпературный герметик между ними, прежде чем клепать листовой металл на место.Однако это шаг, о котором вы должны немного подумать. Если вам понадобится разобрать духовку по какой-либо причине позже, герметик значительно продлит процесс.
Теперь вся внутренняя часть духовки очищена от кожи:
После снятия шкуры четыре выреза для нагревательных элементов выполняются с помощью Dremel с отрезным диском. Здесь также подойдет пневматический отрезной инструмент или аккумуляторный электрический отрезной инструмент — все, что у вас есть, для резки листового металла.Убедитесь, что вы правильно отметили все разрезы линейкой и квадратом. При достаточном планировании вы можете включить эти вырезы при покупке листового металла.
КОНВЕКЦИОННЫЙ НАГНЕТАТЕЛЬ И ТРУБОПРОВОД
Эта духовка будет иметь конвекционную систему, чтобы поддерживать постоянную температуру во всем пространстве духовки. При порошковой окраске очень важна постоянная и надежная температура печи, поэтому это настоятельно рекомендуется. Циркуляция духовки осуществляется за счет добавления высокотемпературного нагнетателя вверху, у которого есть воздухозаборник для поднимающегося горячего воздуха в духовке, который затем выдувает его обратно в нижнюю часть духовки с помощью воздуховодов.Это помогает выровнять температуру по всей духовке. Здесь вы можете увидеть, как работает воздуховод внутри стены духовки, который направляет воздух сверху вниз. Эти тонкие прямоугольные воздуховоды называются дымоходами. В этой печи используются вертикальные воздуховоды шириной 10 дюймов и глубиной 3,25 дюйма.Здесь воздух выходит из воздуховода в нижнюю часть духовки:
Это высокотемпературный нагнетатель Dayton 310cfm , который будет использоваться в верхней части духовки для циркуляции воздуха:
Здесь вы можете увидеть, как был обернут воздуховод от боковой стенки до верхней части духовки и до вентилятора, и вы можете увидеть колено дымохода, частично видимое наверху. Те же металлические шпильки, которые использовались для сборки каркаса духовки, использовались для отделки воздуховода к воздуходувке.
Те же металлические шпильки, которые использовались для сборки каркаса духовки, использовались для отделки воздуховода к воздуходувке.
High Temp Sealant был использован на воздуховоде, чтобы предотвратить утечку принудительного воздуха в раму печи. Этот герметик рассчитан на 600 ° F (315 ° C). Верхняя часть воздуховода из листового металла была приклепана на место после нанесения герметика
Вот изображение внутренней верхней части духовки, где находится вход для нагнетателя:
На этом конвекционная система духовки завершена.Как вы можете видеть, воздух поднимается вверх через верх духовки и направляется обратно вниз по боковой стенке в нижнюю часть духовки с помощью прямоугольных стальных коробов, которые уравновешивают температуру во всей духовке. Это очень важно при нанесении порошкового покрытия, поскольку в такой большой печи без циркуляции воздуха могут быть колебания температуры до 50 ° F сверху вниз.
Освещение
Эта конструкция духовки имеет три встроенных светильника в потолок. Они никогда не будут мешать предметам с порошковым покрытием внутри духовки. Их врезка требует дополнительных действий и некоторых дополнительных деталей, как вы можете видеть ниже. Если вы решите не вставлять их в углубление, все, что вам понадобится, — это керамический светильник и электрические лампы.
Они никогда не будут мешать предметам с порошковым покрытием внутри духовки. Их врезка требует дополнительных действий и некоторых дополнительных деталей, как вы можете видеть ниже. Если вы решите не вставлять их в углубление, все, что вам понадобится, — это керамический светильник и электрические лампы. Вот готовая сборка светильника перед установкой на верхнюю часть духовки:
Вот детали, необходимые для изготовления каждой сборки светильника:
Фарфоровый патрон лампы (по 1 на каждую сборку)
40-ваттные лампы для бытовых приборов (по одной на блок)
Заглушка воздуховода 6 дюймов без обжима (2 на светильник в сборе)
6-дюймовый гибкий соединитель воздуховода (1 на световой узел)
Для сборки осветительных приборов:
- При использовании фарфоровой осветительной арматуры, связанной выше, просверлите отверстие ~ 2 1/8 дюйма в центре одной 6-дюймовой заглушки воздуховода с помощью кольцевой пилы.Это отверстие дает вам доступ к клеммам проводки на задней панели светильника. Это тонкий материал для воздуховодов, поэтому это не имеет особого значения, но при использовании кольцевой пилы по металлу вы можете максимально продлить срок службы, используя смазочно-охлаждающую жидкость и вращая сверло на низких скоростях (400-600 об / мин. )
 Это тонкий материал для воздуховодов, поэтому это не имеет особого значения, но при использовании кольцевой пилы по металлу вы можете максимально продлить срок службы, используя смазочно-охлаждающую жидкость и вращая сверло на низких скоростях (400-600 об / мин. )
Это тонкий материал для воздуховодов, поэтому это не имеет особого значения, но при использовании кольцевой пилы по металлу вы можете максимально продлить срок службы, используя смазочно-охлаждающую жидкость и вращая сверло на низких скоростях (400-600 об / мин. )- На этой же крышке просверлите два монтажных отверстия для шурупов по обе стороны от предыдущего отверстия (на расстоянии 3 1/4 дюйма). Используйте фарфоровый фиксатор в качестве направляющей, чтобы отметить крышку воздуховода. Сверло 1/4 дюйма или # 8 бит будет достаточно для этих отверстий.
- Прикрепите фарфоровый светильник к крышке воздуховода 6 дюймов с помощью прилагаемого оборудования.
- На другой 6-дюймовой крышке воздуховода без просверленных отверстий просверлите отверстие, чтобы свет проходил сквозь нее. В крышке воздуховода просверлили 4-дюймовую кольцевую пилу.
- Соберите две заглушки воздуховода с обеих сторон 6-дюймового соединителя воздуховода.

- Затем скрепите собранную вами сборку с помощью тех же стальных шпилек, которые использовались при сборке печи.
Вот изображение обратной стороны готовой сборки.
Вот три световых узла, приклепанных на место. Перед их размещением вам нужно будет вырезать отверстия для заглушек воздуховодов в металлическом листе потолка.
Вы можете увидеть заглушки воздуховодов с прорезанными в них отверстиями, размещенные через листовой металл на узлах освещения.Это дает красивый законченный вид. Теперь потолок дополнен тремя встроенными светильниками и вентилятором.
Изоляция Необходимо утеплить каждую стену духовки. Изоляция сохраняет внутреннюю часть духовки горячей, а внешнюю — прохладной. Цель изоляции — снизить скорость передачи тепла изнутри духовки наружу.
 Скорость теплопередачи будет зависеть от разницы температур внутри и снаружи печи, изоляционного материала и толщины изоляции.К счастью, большинство изоляционных материалов имеют рейтинг R, который учитывает толщину, поэтому их можно напрямую сопоставить. Чем выше значение R, тем ниже скорость теплопередачи и, следовательно, лучше изоляция. Выбранная вами толщина изоляции будет зависеть от толщины стенок духовки. Изоляция не должна сжиматься внутри стенок печи, поскольку это снижает ее изоляционные свойства. Чаще всего в качестве изоляционного материала для печи с порошковым покрытием используется минеральная вата или стекловолокно.
Скорость теплопередачи будет зависеть от разницы температур внутри и снаружи печи, изоляционного материала и толщины изоляции.К счастью, большинство изоляционных материалов имеют рейтинг R, который учитывает толщину, поэтому их можно напрямую сопоставить. Чем выше значение R, тем ниже скорость теплопередачи и, следовательно, лучше изоляция. Выбранная вами толщина изоляции будет зависеть от толщины стенок духовки. Изоляция не должна сжиматься внутри стенок печи, поскольку это снижает ее изоляционные свойства. Чаще всего в качестве изоляционного материала для печи с порошковым покрытием используется минеральная вата или стекловолокно. Изоляция из минеральной ваты, также называемая торговой маркой Rockwool, имеет более высокий температурный рейтинг, чем стекловолокно (~ 2000 ° F против ~ 1000 ° F), более долговечна, с ней проще работать и обычно стоит более высокая цена. R-значение для 3,5-дюймовой изоляции из минеральной ваты составляет R15, тогда как R-значение для 3,5-дюймового стекловолокна находится в диапазоне от R11 до R15. Как видите, их изоляционные свойства очень сравнимы. Решение о выборе минеральной ваты вместо стекловолокна зависит от нескольких факторов. Он намного лучше держит форму, поэтому его резка и установка, как правило, более чистый и аккуратный процесс, чем стекловолокно.В то время как стекловолокно необходимо сжать, чтобы разрезать бритвенным лезвием, минеральную вату можно разрезать ножом для минеральной ваты, как буханку хлеба. Минеральная вата считается более прочной и долговечной, чем стекловолокно. Кроме того, из-за более высокого температурного класса он считается более безопасным в случае пожара в духовке. Изоляцию из минеральной ваты можно увидеть на картинке ниже, но она не использовалась в этой конструкции печи из-за затрат.
Как видите, их изоляционные свойства очень сравнимы. Решение о выборе минеральной ваты вместо стекловолокна зависит от нескольких факторов. Он намного лучше держит форму, поэтому его резка и установка, как правило, более чистый и аккуратный процесс, чем стекловолокно.В то время как стекловолокно необходимо сжать, чтобы разрезать бритвенным лезвием, минеральную вату можно разрезать ножом для минеральной ваты, как буханку хлеба. Минеральная вата считается более прочной и долговечной, чем стекловолокно. Кроме того, из-за более высокого температурного класса он считается более безопасным в случае пожара в духовке. Изоляцию из минеральной ваты можно увидеть на картинке ниже, но она не использовалась в этой конструкции печи из-за затрат.
В этой конструкции духового шкафа используется неизолированная изоляция из стекловолокна R13.Общая площадь изоляции для всех панелей составила примерно 18 204 квадратных дюйма (126,4 квадратных футов). Этот тип изоляции доступен в Интернете или в вашем местном хозяйственном магазине, и обычно они продаются оптом.
Вам нужно будет поместить изоляцию между каждой стойкой и обрезать изоляцию, чтобы она могла поместиться в любых пространствах нестандартного размера. Проще всего разрезать изоляцию острым канцелярским ножом и длинной прямой кромкой. При работе с изоляцией вам следует надевать полный комплект защитного снаряжения, включая перчатки, защитные очки, респиратор или респиратор, рубашку с длинными рукавами, брюки и обувь с коротким носком.Это очень зудящая вещь, и даже если вы все это наденете, вы, несомненно, все равно будете зудеть после этого. Как видно на фотографиях выше, вырезы для утопленных нагревательных элементов не изолированы. Это будут самые горячие части духовки, поэтому, конечно, их нужно будет изолировать. Здесь духовка расширяется наружу. Благодаря использованию отдельных изоляционных панелей снаружи духовки, все можно утопить, но при этом изолировать. Эти изолированные панели потребуются в таких областях духовки, как 4 нагревательных элемента, воздуховоды на задней стороне духовки и вся верхняя часть духовки.
 Все изолированные панели были обрамлены стальными шпильками и заклепками. Однако перед их установкой вам нужно будет установить нагревательные элементы и обшить духовку снаружи листовым металлом.
Все изолированные панели были обрамлены стальными шпильками и заклепками. Однако перед их установкой вам нужно будет установить нагревательные элементы и обшить духовку снаружи листовым металлом. Нагревательные элементы
В этой духовке используются четыре нагревательных элемента мощностью 2000 Вт , что в сумме составляет 8000 Вт. Доступны различные нагревательные элементы духовки. Стандартные нагревательные элементы духовки могут варьироваться от 2000 Вт до 3600 Вт.Чтобы определить, какая мощность вам нужна для вашего конкретного размера печи с порошковым покрытием, общее правило состоит в том, что у вас должен быть нагревательный элемент мощностью от 100 до 150 Вт на каждый кубический фут внутреннего пространства печи. 150 Вт на кубический фут — это идеальный вариант. Внутреннее пространство этой печи составляет ~ 75 кубических футов, поэтому при общей мощности 8000 ватт получается около 106,5 ватт на кубический фут. Если вы живете в более холодном климате, вам следует стремиться ближе к 150 Вт на кубический фут.

Вы также можете использовать калькулятор BTU для приблизительной оценки, но это может быть немного неточно.Чтобы использовать калькулятор, вы вводите внутренние размеры вашей духовки в дюймах, среднюю температуру окружающей среды в вашем районе, желаемую температуру в ° F и предполагаемую общую мощность нагревательного элемента. Затем он сообщит вам, сколько времени потребуется духовке, чтобы достичь желаемой температуры, в зависимости от ваших критериев. Просто имейте в виду, что 100-150 Вт на кубический фут — это идеальный вариант.
Ниже вы можете увидеть четыре нагревательных элемента, установленных в духовке.
Остальная часть этой сборки печи находится здесь: Как построить печь для порошкового покрытия, часть II .Если у вас есть какие-либо вопросы или комментарии, оставьте их в разделе комментариев ниже.
Печи для отверждения порошковых покрытий
PowderCoatingOnline.com
Для порошкового покрытия вам понадобится какой-нибудь тип печи для отверждения порошкового покрытия — промышленная печь для отверждения. Вам нужна духовка, способная выдерживать 450 градусов по Фаренгейту и достаточно большая, чтобы ваши детали могли поместиться внутри. Выбранная вами печь для отверждения порошкового покрытия зависит от деталей, которые вы будете отверждать.См. Очень информативную статью Reliant Finishing Systems: Печь для порошкового покрытия какого размера вам нужна? Вы также должны выбрать электрическую или газовую порошковую, периодическую или автоматическую. Есть много поставщиков промышленных сушильных печей. Сравнивая их, убедитесь, что вы сравниваете яблоки с яблоками. Вы даже можете построить свою собственную духовку.
Вам нужна духовка, способная выдерживать 450 градусов по Фаренгейту и достаточно большая, чтобы ваши детали могли поместиться внутри. Выбранная вами печь для отверждения порошкового покрытия зависит от деталей, которые вы будете отверждать.См. Очень информативную статью Reliant Finishing Systems: Печь для порошкового покрытия какого размера вам нужна? Вы также должны выбрать электрическую или газовую порошковую, периодическую или автоматическую. Есть много поставщиков промышленных сушильных печей. Сравнивая их, убедитесь, что вы сравниваете яблоки с яблоками. Вы даже можете построить свою собственную духовку.
Дополнительную информацию о создании собственной печи для отверждения см. В разделе «Печи для порошкового покрытия » документа «Уголок для порошкового покрытия ».
Бесплатный звонок: 877-647-1089 Веб-сайт: www.boothsandovens.com Покупайте оборудование для подготовки, покраски и порошковой окраски | |||
| Печи для порошкового покрытия 866-227-8262 Духовка Empire Manufacturing имеет печи для любого применения: печи периодического действия, печи для порошкового покрытия, автоматические печи и сушильные шкафы.  OEM предлагает более 300 размеров и настроит любую духовку в соответствии с вашими точными размерами. OEM Духовки OEM спроектированы и изготовлены в соответствии со всеми применимыми промышленными и коммерческими нормами и стандартами. www.oemoven.com | |||
Если вы ищете практичный дизайн, высочайшее качество и партнера, который поставит вас на первое место, свяжитесь с нами для консультации. Тел. (419) 982-5531 Факс: (419) 853-1038 админ: 14741 Winter Road, West Salem, OH 44287 | |||
Промышленные сушильные шкафы Бесплатный звонок: 1-877-RAYPAUL (729-7285)
| |||
Купите печь для порошкового покрытия у Комплексный каталог оборудования для порошкового покрытия COLO 2021 pdf | |||
Системы покрытий Powder-X Промышленные сушильные шкафы Бесплатный звонок: 888-326-4840 Эл. Почта: info @ Powderx.com Лидер в индустрии порошковых покрытий, | |||
| Надежные отделочные системы Промышленные сушильные шкафы 2541 Highway 67 South Эл. Производители высокопроизводительного оборудования в США | |||
Новое и бывшее в употреблении… Актуальный список подержанного оборудования Slocum смотрите здесь |
 com
com  com
com  Почта: info @ reliantfinishingsystems.com
Почта: info @ reliantfinishingsystems.com Порошковое покрытие Поставщики печей
Asia Sourcing Corp. com
com
Стальные ролики для печей твердения.
610 Monroe Avenue
Memphis, TN 38103
Телефон: (901) 647-2464
Blasdel Enterprises, Inc.
Высокоскоростные конвекционные печи с высокой скоростью рециркуляции воздуха для удаления растворителей и воды с покрытий и ускорения отверждения.
495 West McKee Street
Greensburg, IN 47240
Бесплатный звонок: 800-661-3213
Каталитические промышленные системы
Комбинированные инфракрасные и конвекционные сушильные шкафы — «лучшее из обоих миров».T Инфракрасная часть геля для печи гели или отверждает порошковое покрытие, которое ускоряет отверждение перед участком конвекционного пропитывания, который завершает отверждение.
713 N. 20-я улица,
Независимости, KS 67301
Бесплатный звонок: 800-835-0557
Col-Met Engineered Finishing Solutions
Лидер в области печей периодического действия и технологических печей. Благодаря широкому ассортименту печей для порошкового покрытия на выбор, каждая печь отличается инновационным дизайном и мастерством, чтобы удовлетворить разнообразные потребности потребителей — от небольших печей для отверждения в окрасочной камере до печей для тяжелого оборудования.
Благодаря широкому ассортименту печей для порошкового покрытия на выбор, каждая печь отличается инновационным дизайном и мастерством, чтобы удовлетворить разнообразные потребности потребителей — от небольших печей для отверждения в окрасочной камере до печей для тяжелого оборудования.
2975 Discovery Blvd.
Rockwall, TX 75032
Бесплатный звонок: 888-452-6684
Прочтите сообщение PCO о системах отделки Col-Met Engineered Finishing Systems
Combustion & Systems, Inc.
Лидер в области индивидуального проектирования, производства и установки сушильных печей. Позвоните нам перед покупкой б / у!
116 North Walnut Street
Rising Sun, IN 47040
Телефон: (812) 308-1046
David Weisman, LLC
Производство промышленных печей для отверждения с конвекцией горячим воздухом и комбинированных инфракрасных / конвекционных печей для порошкового покрытия
30 Mill Valley Lane
Stamford, CT 06903
Телефон: (203) 322-9978
Davron Technologies
Прочные печи для порошкового покрытия, сделанные в Америке.Наши печи для отверждения порошкового покрытия прочные и обеспечивают непревзойденное распределение воздушного потока по всей камере печи. Система распределения воздушного потока обеспечивает жесткий допуск по температуре по всей обогреваемой камере.
4563 Pinnacle Lane
Chattanooga, TN 37415
Бесплатный звонок: 888-263-2673
Телефон: (423) 870-1888
Инженерные системы отделки
Спроектируйте и изготовьте полный набор сушильных печей, сушильных печей и систем осушения.Наши специально разработанные системы, сконфигурированные для обеспечения равномерного отверждения, обеспечивают высочайшее качество покрытия.
390 East Congress Parkway, Suite J
Crystal Lake, IL 60014
Телефон: (815) 893-6090
Покрытия EPTEX
Лидер в технологии периодических печей с полной линейкой промышленных периодических печей, газовых или электрических. Мы являемся производителем, и мы способны поддерживать каждую систему сверху донизу.Каждую печь периодического действия можно настроить в соответствии с уникальными требованиями вашей компании. Все оборудование произведено в США.
5559 Эль-Пасо Драйв
Эль-Пасо, Техас 79905
Телефон: (915) 313-9333
The Fab Shop
Производит печи для порошковой окраски и управляется командой отца и сына. Вы оцените мастерство.
206 Sewell Street
Welcome, MN 56181
Телефон: (507) 728-8550
Веб-сайт: www.Powdercoatovens.com
Fostoria Process Equipment
Производство инновационных, ведущих в отрасли электрических инфракрасных и конвекционных технологических печей для промышленных и коммерческих рынков. Благодаря нашему уникальному модульному дизайну.
1200 N. Main St.
Fostoria, OH 44830
Телефон: (423) 477-4131
Бесплатный звонок: 800-495-4525
GAT-General Automatic Transfer Co.
В нашей конвекционной печи для отверждения используется непрямое воздействие воздуха вместе с нагретым воздухом для отверждения детали, что обеспечивает равномерную теплопередачу и практически устраняет «холодные точки» и термическое расслоение, что приводит к равномерному нагреву по всей печи сверху вниз.
100 Larkin Williams Ind. Ct.
St. Louis, MO 63026
Телефон: (636) 343-6370
The Grieve Corporation
Промышленные печи отверждения, доступные в широком диапазоне конструкций для нанесения порошкового покрытия.
500 Hart Road
Round Lake, IL 60073
Телефон: (847) 546-8225
Heraeus Noblelight America LLC
Новое определение высокоэффективного технологического нагрева! Мы производим промышленные каталитические инфракрасные обогреватели, работающие на природном газе или пропане, сушильные шкафы, сушильные шкафы и печи для порошковой окраски, которые излучают инфракрасное тепло с помощью безопасной технологии беспламенного обогревателя, производящей равномерное тепло низкой интенсивности.
1520 Broadmoor Blvd, Suite C
Buford, GA 30518
Телефон: (678) 8356207
HAS Makina Kimya
Производство печей для отверждения порошковых покрытий.
Стамбул, Турция
Телефон: 00
- 1775803
Факс: 00
4857355
Heat-Pro ™ от LEWCO
Полная линейка качественных промышленных печей: душевые, шкафы, скамейки, печи для выпечки, конвейерные и электрические печи для отверждения, сушки и термообработки порошков, работающие от пара, электричества, газа. или тепло теплоносителя.
706 Lane Street
Sandusky, OH 44870
Телефон: (419) 625-4014
Herr Industrial, Inc.
Конвекционные печи твердения по индивидуальному заказу.
В конвекционных печах для циркуляции нагретого воздуха внутри изолированного корпуса используется давление вентилятора, а также естественная конвективная сила. Обычно газовые конвекционные печи могут иметь прямой или косвенный нагрев.
Бесплатный звонок: (800) 700-HERR
Hix Thermatrol
Промышленные конвейерные печи и сушильные системы по индивидуальному заказу
1201 E 27th TER
Pittsburg, KS 66762
Бесплатный звонок: 888-702-3457
Производители промышленных печей
Ваш надежный поставщик продуктов и решений для промышленных печей.Практические решения и высочайшее качество при инвестиционной стоимости, которую вы заслуживаете. Сделано в США!
14741 Winter Rd
West Salem, OH 44287
Телефон: (419) 982-5531
Инфракрасные нагревательные технологии
Производитель промышленных печей. Сделано в США.
шоссе 2010 г. 58, Suite 2120
Oak Ridge, TN 37830
Телефон: ( 865) 535-0050
Intech Services
с промышленными сушильными шкафами Precision Quincy
211 Lake Drive, Ste.J
Neward, DE 1970
Телефон: (302) 366-8530
Intellicure
Печи непрерывного производства и периодического действия — 4-дюймовые алюминиевые панели стен и крыши — Регулируемые форсунки — Горелки Maxon
— Вентиляторы Twin City
193140 Amaranth e / l Townline
Grand ONLINE l9w 0m3 Канада
Телефон : (416) 567-6048
JB Finishing, Inc
Порошковые покрытия, краски и решения для систем отопления, вентиляции и кондиционирования воздуха.
100 Brydon Drive, Unit F
Etobicoke, ON M9W 4N9
Canada
Телефон: (416) 749-6168
LaX Engineered Solutions LLC
Промышленные печи на заказ
S40 W24080 Rockwood Way
Waukesha, WI 53189
Телефон: (262) 408-5583
Духовка Империя Производство
Мы производим Духовки. Вы не найдете лучших духовок по такой цене.
3211 E.Eloika Lake Road
Deer Park, WA 99006
Телефон: 866-227-8262
Веб-сайт: www.oemoven.com
Palmer Mechanical, LLC
Специализируется на установке отделочного оборудования, снятии и перемещении отделочного оборудования, модификации / ремонте промышленных печей, установке / ремонте подвесных монорельсовых конвейеров.
2896 T.R.7
Brinkhaven, OH 43006
Телефон: (330) 231-5415
Pneu-Mech Systems Mfg.ООО
Производит сушильные шкафы для порошковой окраски. У нас есть опыт работы с низкотемпературными и высокотемпературными печами, использующими газовые, паровые, электрические, инфракрасные, инфракрасные бустерные, дожигающие, УФ и конвекционные технологии. Мы изготавливаем печь именно в соответствии с технологическим процессом заказчика. Низкотемпературная или высокотемпературная конструкция — туннельные сушильные шкафы непрерывного действия — сушильные шкафы периодического действия — регулируемая скорость воздуха — сушильные шкафы с принудительной подачей воздуха для порошковой или жидкой краски.
201 Pneu-Mech Drive
Statesville, NC 28625
Телефон: (704) 873-2475
Precision Quincy Corporation
Производитель промышленных печей для любых процессов нанесения покрытий, отверждения, нагрева или сушки.
483 Gardner Street
South Beloit, IL 61080
Телефон: (302) 602-8738
Radiant Energy Systems, Inc.
На переднем крае проектирования и строительства высококачественных систем технологического нагрева, использующих новейшие печи с горячим воздухом и инфракрасную технологию сушки и отверждения.
175 N Ethel Avenue
Hawthorne, NJ 07506
Телефон: (973) 423-5220
ООО «Рапид Инжиниринг»
Промышленное технологическое и отделочное оборудование состоит из печей периодического действия, сушильных печей и сушильных шкафов, специальных печей и оборудования для индивидуальной отделки.
1100 7 Mile NW
Comstock Park, MI 49321
Телефон: (616) 784-0500
Raypaul Manufacturing
Туннельные печи мгновенного отверждения, печи непрерывного отверждения, плоские печи отверждения, многозонные печи периодического отверждения и специальные приложения.
205 Silo Lane
Lavonia, GA 30553
Телефон: (706) 356-8190
Red Line Industries LTD
Печи для отверждения порошков
7 Kaliandas Udyog Bhavan, Prabhadevi
Mumbai, Maharashtra 400025
India
Телефон: +91 22 2432 4737
SSM Industries llc
Мы производим различные качественные газовые и электрические печи для отверждения.
8553 West Chicago
Detroit, MI 48204
Телефон: (313) 931-6880
System Technologies, Inc.
Печи для отверждения порошковых покрытий
310 N. Mitthoeffer Road
Indianapolis, IN 46235
Телефон: (317) 895-5970
Trimac Industries, LLC
Производитель камер периодического действия и печных систем для отверждения и сушки порошкового покрытия
12601 Kaw Dr # C
Bonner Springs, KS 66012
Телефон: (913) 441-0043
TTX, Inc.
Наши духовки имеют внутреннюю и внешнюю части из алюминизированной стали с нагнетателями, вентиляторами и воздуховодами, размер которых обеспечивает оптимальную циркуляцию воздуха.
1155 S. Neenah Ave.
Sturgeon Bay, WI 54235
Телефон: (920) 743-6568
Wisconsin Oven Corporation
Производитель промышленных печей уже 40 лет.
2675 Main Street
East Troy, WI 53120
Телефон: (262) 642-3938
Вернуться к началу
Связанные ресурсы Печь для порошкового покрытия | Промышленные сушильные шкафы Выбор печи для порошкового покрытия— Полное руководство
Как известно всем специалистам по нанесению порошкового покрытия, ваша печь для порошковой окраски является одним из наиболее важных и зачастую самых дорогих инвестиций в оборудование, которое вы делаете в процессе порошковой окраски.Учитывая, насколько важна ваша печь для порошковой окраски и разнообразие доступных опций, важно понимать типы предлагаемых печей для порошковой окраски, преимущества и недостатки каждой из них, а также причины, по которым цены на печи для порошковой окраски могут отличаться. В этом руководстве подробно описаны печи для порошковой окраски, чтобы помочь вам сделать лучший выбор для вашего бизнеса по нанесению порошковых покрытий.
Типы печей для отверждения порошковых покрытий
Существует множество печей, обычно используемых для отверждения порошковых покрытий.Две основные группы порошковых печей включают инфракрасное отверждение и конвекционное отверждение. Основное различие между этими двумя печами — это способ отверждения покрытия.
Конвекционные печи для порошкового покрытия
Конвекционная печь использует конвекционное тепло для повышения температуры всей площади печи, которая передается через воздух и увеличивает температуру поверхности продукта. В конвекционных печах отверждение порошкового покрытия происходит снаружи внутри. Из-за этого снаружи при отверждении конвекционные печи обычно медленнее отверждают порошковое покрытие, чем их аналоги в инфракрасных печах.Хотя они не такие быстрые, они, как правило, дешевле в первоначальном варианте по сравнению с инфракрасными духовками. Внутри конвекционной печи есть электрические и газовые конвекционные печи для порошковой окраски. Между двумя газовыми конвекционными печами не так дорого работать, но наличие достаточного количества газа может быть проблематичным для некоторых. Электрические духовки, как правило, имеют меньшие отклонения в регулировании температуры, и, предлагаемые в конструкциях класса A или класса B, могут иметь более низкую начальную стоимость покупки. Скоро покроет класс A и класс B.Электрические духовые шкафы из-за более низкой начальной стоимости и доступных вариантов более низкого качества часто являются обычным выбором для любителей или домашнего нанесения порошкового покрытия.
Инфракрасные печи для порошкового покрытия
Инфракрасные печи для нанесения порошкового покрытия отверждают продукт под действием лучистого тепла, что означает, что тепло передается непосредственно на поверхность продукта, в результате чего порошковое покрытие нагревается изнутри наружу для отверждения. Благодаря способу передачи тепла, печи для нанесения порошкового покрытия с инфракрасным излучением отверждают порошковое покрытие намного быстрее, чем печи для нанесения порошкового покрытия с конвекцией.Однако они также значительно дороже и имеют некоторые ограничения при лечении того, что инфракрасные волны могут легко достичь или увидеть. Инфракрасные печи отлично подходят, когда требуется высокая производительность, и когда детали относительно плоские и однородные по форме, другие приложения могут работать, но обычно требуют тестирования, чтобы убедиться, что инфракрасная работа будет работать хорошо.
Подробнее об инфракрасных и конвекционных печах можно прочитать здесь.
Калькулятор стоимости электрических печей для порошковой окраски в сравнении с газовыми.
Классификация и стандарты конструкции печи для порошкового покрытия
После рассмотрения того, какая печь инфракрасная или конвекционная, а также электрическая или газовая печь для нанесения порошкового покрытия, представляет интерес, следует рассмотреть вопрос о том, будет ли рассматриваться печь класса A или класса B.Основное различие между ними заключается в том, что печь класса A построена в соответствии с более строгими требованиями безопасности, чем печь класса B, и требуется, если существует вероятность взрыва горючих или летучих веществ. Для порошкового покрытия обычно допускаются печи класса b, если какое-либо другое отверждение, как с жидкими покрытиями, является критическим. Какой бы маршрут вы ни выбрали, вы хотите уточнить в местных органах власти, чтобы убедиться, что они подходят для духовки класса b, а не класса a, поскольку они должны будут одобрить любое оборудование, которое вы выберете.
Стандарты проектирования печи для порошкового покрытия
Печи для порошковой окраскидолжны соответствовать ряду стандартов безопасности. NFPA 86 — это наиболее полный код для печей для порошкового покрытия, который ссылается на другие важные классификации, включая сертификаты UL и FM. Другие общие моменты, которые следует учитывать при проектировании печей для порошкового покрытия, включают:
— Используемая калибровочная сталь — Более толстая сталь обеспечивает большую прочность и долговечность использования; Качественная печь будет иметь конструкцию толщиной 16-20 мм с каналами для подключения из стали толщиной 18 или более толщиной
.— Обеспеченная изоляция — изоляция повышает эффективность работы печи для порошковой окраски; хороший минимум — 4-6 фунтов изоляции
— Духовки должны иметь воздуховоды для удаления опасных отложений и воздуховоды для рециркуляции воздуха через духовку для обеспечения равномерного нагрева продуктов (в духовых шкафах конвекционного типа)
— Включает в себя все соответствующие функции безопасности, включая, но не ограничиваясь, взрывобезопасные панели, датчики пропадания пламени, газовые клапаны с электроприводом и многое другое (в соответствии с NFPA 86)
В конечном итоге, чем толще используемый стальной калибр, чем больше обеспечена изоляция, тем выше эффективность газовой горелки и чем точнее управление, тем более высокое качество будет обеспечивать печь для порошкового покрытия, но это также приведет к более высоким затратам.