кривошипный вал — это… Что такое кривошипный вал?
- кривошипный вал
Тематики
- нефтегазовая промышленность
Синонимы
- коленчатый вал
Справочник технического переводчика. – Интент. 2009-2013.
- кривошипные ножницы
- кривошипный гидромотор (кривошипный пневмомотор)
Смотреть что такое «кривошипный вал» в других словарях:
Кривошипный пресс — машина с кривошипно ползунным механизмом, предназначенная для штамповки различных деталей. Рабочей частью (инструментом) К. п. является Штамп, неподвижную часть которого крепят к столу, подвижную к ползуну пресса (рис. 1). Ползун… … Большая советская энциклопедия
кривошипный механизм — преобразует один вид движения в другой (например, равномерное вращательное в поступательное, неравномерное вращательное, качательное и др.

Кривошипный механизм — механизм для преобразования одного вида движения в другой, имеет вращающееся звено в виде Кривошипа или коленчатого вала (См. Коленчатый вал), связанное со стойкой и другим звеном вращательными кинематическими парами (шарнирами). К. м.… … Большая советская энциклопедия
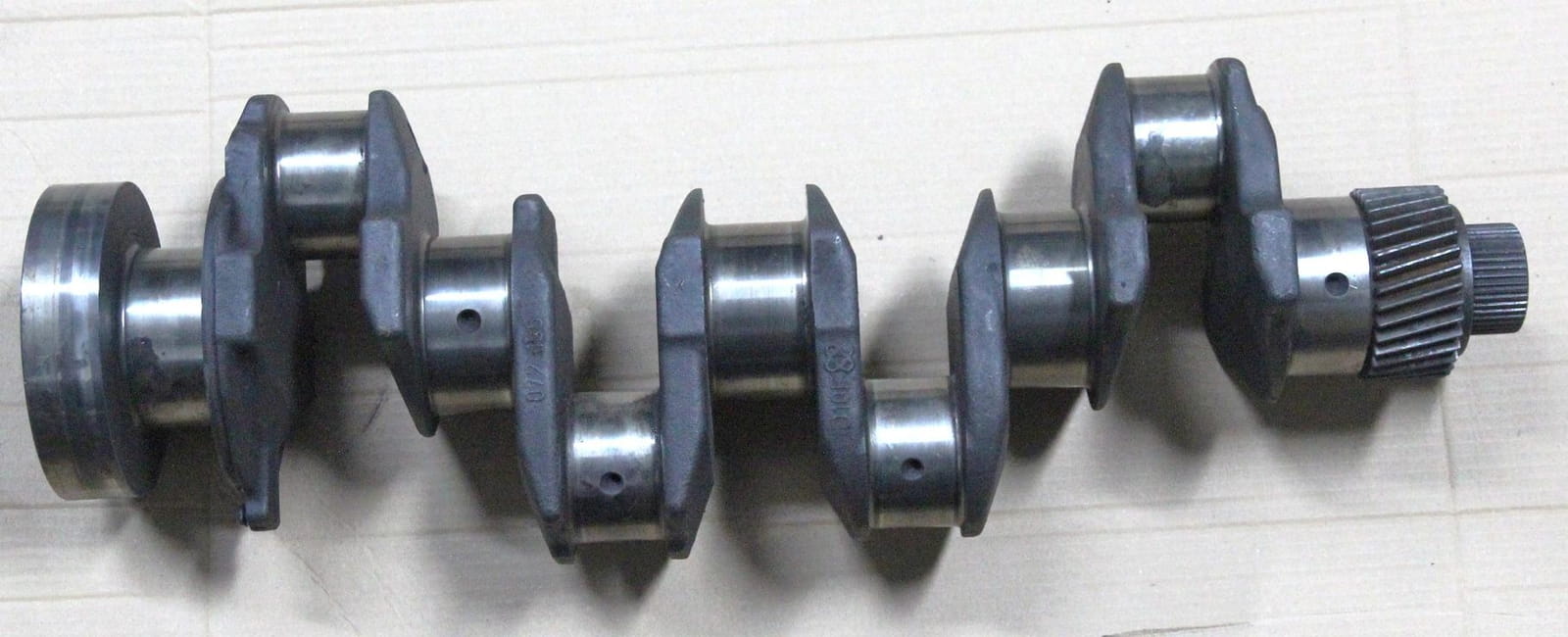
Коленчатый вал — вал, состоящий из одного или нескольких колен и нескольких соосных коренных шеек, опирающихся на Подшипники. Каждое колено К. в. имеет две щеки и одну шейку для присоединения шатуна. Оси шатунных шеек смещены относительно оси вращения К.… … Большая советская энциклопедия
коленчатый вал — вращающееся звено кривошипного механизма, состоящее из нескольких соосных коренных шеек, опирающихся на подшипники, и 1 или несколько колен, каждое из которых составлено из 2 щёк и 1 шейки, соединяемой с шатуном.
* * * КОЛЕНЧАТЫЙ ВАЛ КОЛЕНЧАТЫЙ… … Энциклопедический словарьПресс — I Ирина Натановна (р. 10.3.1939, Харьков), советская спортсменка (лёгкая атлетика), заслуженный мастер спорта (1960). Окончила Ленинградский институт инженеров ж. д. транспорта (1962). Кандидат педагогических наук (1972). Член КПСС с 1964 … Большая советская энциклопедия
Горизонтально-ковочная машина — (ГКМ) предназначена для горячего безоблойного штампования (См. Безоблойное штампование) заготовок из прутка в разъёмных матрицах. По характеру воздействия на заготовку ГКМ относится к прессам. На ГКМ производят высадку, а также прошивку,… … Большая советская энциклопедия
коленвал — кривошипный вал — [http://slovarionline.ru/anglo russkiy slovar neftegazovoy promyishlennosti/] Тематики нефтегазовая промышленность Синонимы кривошипный вал EN crank shaft … Справочник технического переводчика
Пресс — [press] (от латинского presso давить, жать) машина неударного (статического) действия для обработки материалов давлением, пресс широко применяют в разных отраслях промышленности для обработки металлов, пластических масс, резины, сельско… … Энциклопедический словарь по металлургии
ЦЕНТРОБЕЖНЫЕ СМЕШИВАЮЩИЕ ЛИТЕЙНЫЕ БЕГУНЫ — маятниковые бегуны смешивающие литейные бегуны с катками, вращающимися в горизонтальной плоскости и прижимаемыми к боковой поверхности чаши центробежными силами.
Бегуны бывают непрерывного и периодического действия (рис. Ц 3). Для охлаждения и… … Металлургический словарь


 Бегуны бывают непрерывного и периодического действия (рис. Ц 3). Для охлаждения и… … Металлургический словарь
Бегуны бывают непрерывного и периодического действия (рис. Ц 3). Для охлаждения и… … Металлургический словарьВалы кривошипные — Энциклопедия по машиностроению XXL
Примером деталей с преднамеренно заданной несоосностью цилиндрических поверхностей являются коленчатые валы кривошипно-шатунных механизмов и эксцентрики. [c.471]У рычажных машин передача движения от главного вала (кривошипного) к ползуну осуществляется посредством нескольких рычагов. [c.635]
Расчёт коленчатых валов кривошипных прессов обычно сводится к определению допускаемых усилий на ползуне пресса при заданном запасе прочности или заданном допускаемом напряжении. Все другие детали пресса, как правило, рассчитываются на усилия, которые устанавливаются исходя из прочности коленчатого вала. В кривошипных прессах коленчатый вал в системе привода, как правило,является наиболее слабым звеном, предохраняющим от поломки станину — наиболее ответственную и дорогую деталь пресса.
Ориентировочные значения в т и ъ см для коленчатых валов кривошипных прессов [c.663]
Рассмотрим сборку и регулирование храпового механизма поперечно-строгального станка по его схеме на фиг. 83, а. Вал подач / и вал кривошипного диска монтируются до начала сборки храпового механизма. Сборку храпового механизма начинают с установки собачки в гнездо рычага 3. Надев на хвостовик собачки пружину, вставляют собачку в гнездо рычага и закрепляют штифтом 6. Навинчивают на конец хвостовика собачки головку 5. Затем на вал 1 сначала свободно надевают рычаг 3 в сборке с собачкой, а потом на шпонке укрепляют храповое колесо 2. Далее регулируют пружину собачки таким образом, чтобы собачка поворачивала храповое колесо только в одном направлении и скользила по его зубьям в обратном. После этого неподвижно закрепляют на валу кривошипный диск 8, проверяя при этом, параллельны ли плоскость вращения кривошипного диска и плоскость качания рычага 3.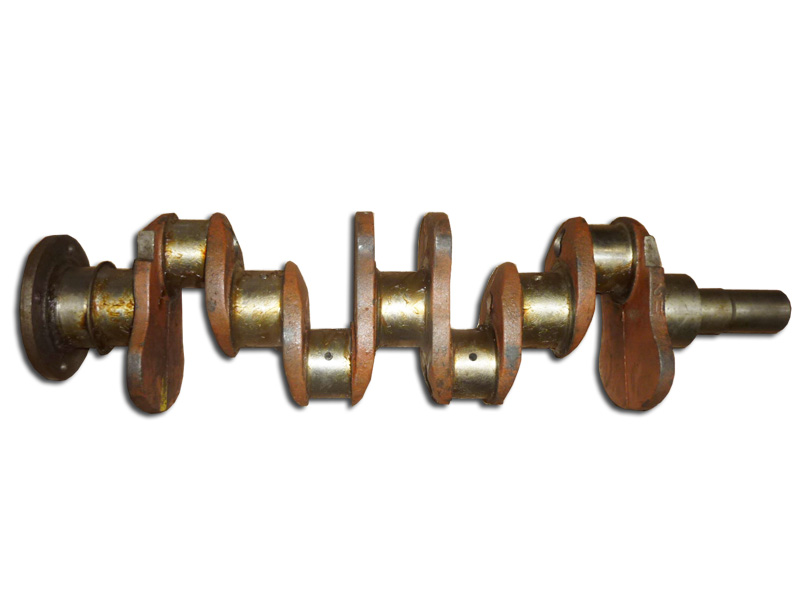
Число оборотов вала кривошипно-кулисного [c.169]
Кривошипно-шатунный механизм служит для восприятия давления газов при такте сгорания — расширения и превращения возвратно-поступательного движения поршней во вращательное движение коленчатого вала. Кривошипно-шатунный механизм состоит из блока цилиндров с головками, поршней с кольцами, поршневых пальцев, шатунов, коленчатого вала, коренных и шатунных подшипников, маховика и поддона картера.
Размеры коленчатых валов кривошипных машин /( ц) во многом определяют и размеры самой кривошипной машины. Поэтому конструированию этих элементов машины следует з делить особое внимание. [c.49]
[c.49]
Кривошипно-шатунный механизм воспринимает давление газов при такте сгорание — расширение и преобразовывает прямолинейное, возвратно-поступательное движение поршня во враш,ательное движение коленчатого вала. Кривошипно-шатунный механизм состоит из блока цилиндров с картером, головки цилиндров, поршней с кольцами, поршневых пальцев, шатунов, коленчатого вала, маховика и поддона картера. [c.15]
Скорость вращения вала кривошипного пресса 500 об/мин. [c.49]
Возвратно-поступательное движение долбяка осуществляется по следующей цепи электродвигатель N — 1,7 тт, п = 950 об мин), четырехступенчатая клиноременная передача со сменными шкивами вал/, кривошипно-шатун- [c.140]
При установке любого типа тормоза на главном валу кривошипного пресса габариты тормоза могут быть меньше, чем при установке в других местах механизма, так как работа, затрачиваемая на погашение инерционных сил, создаваемых частями механизма, которые должен поглощать тормоз в данном случае, меньше. [c.131]
[c.131]
В зависимости от расположения опор кривошипного вала кривошипные прессы подразделяют на одностоечные и двухстоечные. У одностоечных кривошип расположен за пределами опорных подшипников, т.е. на консоли, а у двухстоечных — между опорными подшипниками. [c.62]
Промежуточные валы служат для передачи усилий от электродвигателя к рабочему валу кривошипной машины. На них устанавливают шкивы ременных передач, крепят шестерни зубчатых передач, маховики, тормоза, муфты сцепления. По конструкции валы могут быть весьма разнообразны. В качестве примера на рис. 4.37 показан вал горизонтально-ковочной машины усилием 12,5 ЛШ. Вал установлен на двух двухрядных роликовых подшипниках 13. На левом конце вала 12 размещена шестерня 4, которая удерживается от осевого смещения шайбой 2 с болтами 1 и втулкой 5, а от проворота относительно вала — призматической шпонкой 3.
На валу кривошипного диска предусмотрен маховичок 3..png) [c.513]
[c.513]
Привод стенда и кривошипный механизм. Привод стенда (рис. 174) представляет собой электромотор 1, имеющий 720 об/. цн, вал которого муфтой 2 соединен с червячным редуктором о. Звездочка 4 в конце вала через цепную передачу и сменные звездочки 6 (рис. 175) передает движение от редуктора к кривошипному механизму. Этот механизм состоит из кривошипного маховика 5, на плоскости которого имеется паз пальца кривошипа 4 и шатуна 2 с отверстием для смазки 3. Палец кривошипа вместе с шатуном регулировочным винтом 7 можно перемещать вдоль паза маховика, изменяя тем самым величину рабочего вала до 150 мм. Левый конец шатуна связан с рабочим валом серьгой 1. Скорость рабочего вала изменяют сменными звездочками 6 на валу кривошипного механизма. Испытательная головка и кривошипный механизм закреплены на столе стенда. [c.293]
Кривошипно-шатунный механизм предназначен для преобразования поступательного движения поршня во вращательное даижение коленчатого вала. Кривошипно-шатунный механизм шестицилиндрового двигателя включает в себя блок цилиндров с головкой 26 (см. рис. 143) и уплотняющей прокладкой, поршневую группу, шатуны 5, коленчатый вал, картер двигателя с поддоном 6, подшипники, уплотняющие и крепежные детали.
Кривошипно-шатунный механизм шестицилиндрового двигателя включает в себя блок цилиндров с головкой 26 (см. рис. 143) и уплотняющей прокладкой, поршневую группу, шатуны 5, коленчатый вал, картер двигателя с поддоном 6, подшипники, уплотняющие и крепежные детали.
Балка на упругом основании. Опора главного вала кривошипного пресса претерпевает упругие деформации в зависимости от действующей на вал нагрузки и свойств опоры. Это обстоятельство в сочетании с тем, что, во-первых, пролет опоры соответствует длине цапфы и, во-вторых, долевые и поперечные размеры цапфы соизмеримы, вносит значительные изменения в распределение сил. [c.97]
Приведенный выше расчет балки на упругом основании выполнен для бруса прямоугольного сечения, прилегающего плоскостью к плоской опоре. Поэтому при расчете коленчатых валов и осей необходимо найти эквивалент круглой цапфе, прилегающей к опоре по цилиндрической поверхности. Эпюру распределения сил по периметру подшипника скольжения с зазором между цапфой и вкладышем при наличии слоя смазочного материала приближенно можно представить в виде треугольника с основанием от (0,25.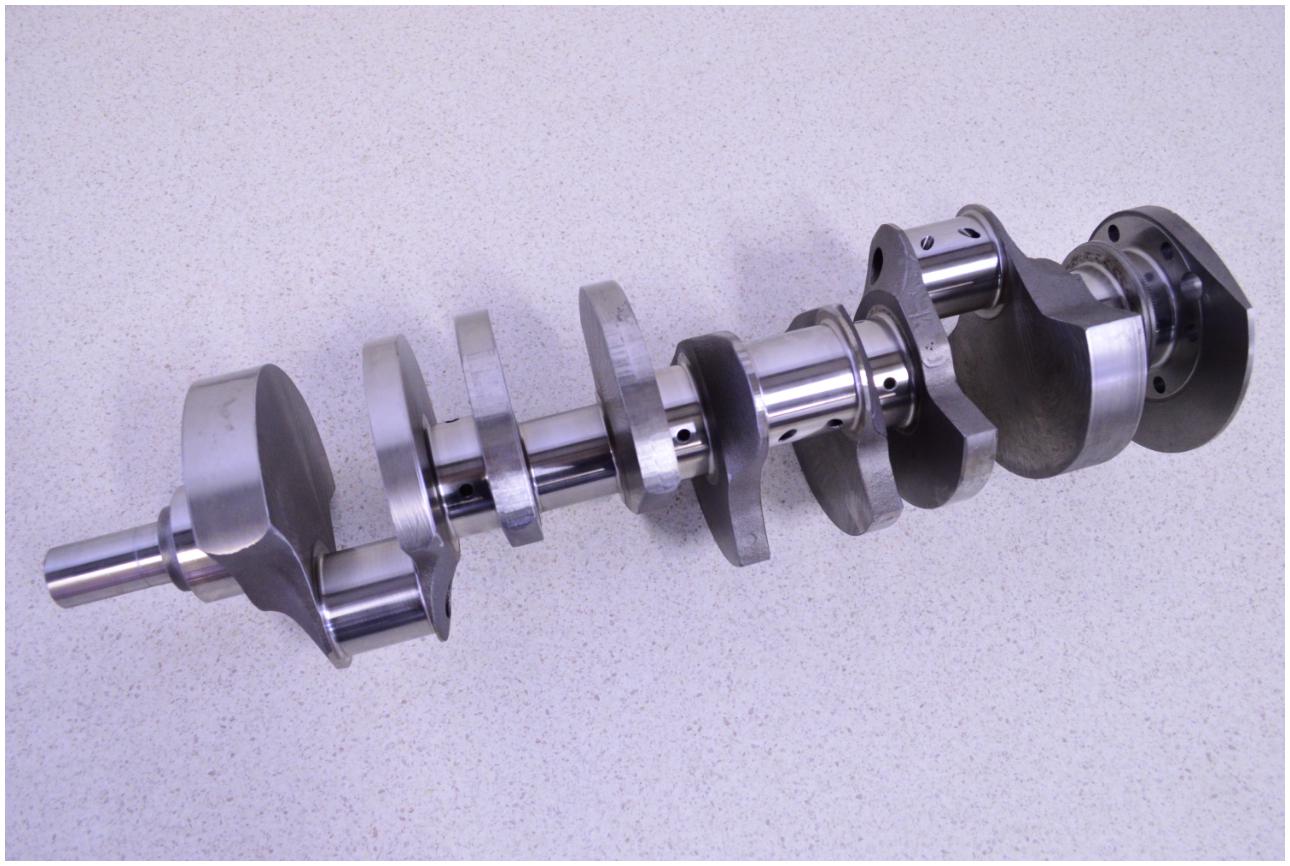 ..0,3)7Гменьшее значение в связи с тем, что края вкладышей подшипника скруглены во избежание защемления вала. Следовательно, на единицу длины цапфы действует сила
[c.100]
..0,3)7Гменьшее значение в связи с тем, что края вкладышей подшипника скруглены во избежание защемления вала. Следовательно, на единицу длины цапфы действует сила
[c.100]
Главные валы кривошипно-ползунных механизмов всегда устанавливают на радиальных подшипниках скольжения. При этом предусмотрена подналадка. [c.176]
При скоростях движения плунжера более 3 м/с происходит быстрое изнашивание уплотнений. Рекомендуемая частота вращения кривошипного вала кривошипно-плунжерного насоса ограничивается его неустойчивой работой (стуком клапанов), ее устанавливают в пределах 95… 180 об/мин. [c.243]
В соответствии со сложившейся практикой проектирования КШМ сначала принимаются проектные решения конструктивного характера, что неизбежно сопровождается назначением внутренних параметров X, а затем расчетным путем проверяется соответствие принятых проектных решений техническим требованиям (см. (23.1)). Это соответствует решению уравнения (23.2) относительно вектора выходных параметров V. Такой расчет носит проверочный характер. Проектный расчет используют ограниченно, например при предварительном определении основных размеров коленчатых валов кривошипных прессов по номинальному усилию. В этом случае зависимость (23.2) решается относительно вектора внутренних параметров X. Однако и при использовании проектного расчета качество принятых решений обязательно оценивается проверочным расчетом.
[c.503]
(23.1)). Это соответствует решению уравнения (23.2) относительно вектора выходных параметров V. Такой расчет носит проверочный характер. Проектный расчет используют ограниченно, например при предварительном определении основных размеров коленчатых валов кривошипных прессов по номинальному усилию. В этом случае зависимость (23.2) решается относительно вектора внутренних параметров X. Однако и при использовании проектного расчета качество принятых решений обязательно оценивается проверочным расчетом.
[c.503]
КРУТИЛЬНЫЕ КОЛЕБАНИЯ КОЛЕНЧАТЫХ ВАЛОВ. Крутильные колебания коленчатых валов поршневых машин возникают вследствие периодических изменений усилий, передаваемых на вал кривошипными механизмами от давления газов в цилиндрах. Так как вал — упругая система, то вызываемые этими изменениями периодические колебания угловой скорости вращения наступают в различных его частях не одновременно. Отдельные участки вала получают периодические относительные угловые смещения. Эти периодические угловые смещения участков вала и представляют собой крутильные колебания ).
[c.229]
Эти периодические угловые смещения участков вала и представляют собой крутильные колебания ).
[c.229]
На коленчатый вал кривошипного пресса (рис. 3.46, а) действует сила Q = 0,5 кН известны размеры а= й = 0,6 м с = = 0,4 м г = 0,2 м /г = 0,3 м. Определить реакции опор вала, а также окружное F, и радиальное Fr усилия на приводном колесе, если Fr = 0,36 F,. [c.121]
Для кривошипно-ползунного механизма определить приведенный к валу А звена АВ момент М от силы Рд = 1000 н, приложенной к ползуну 3, и приведенный к тому же валу момент инер-цни /, от массы ползуна 3, если масса ползуна пц — 4 кг, = 100 мм, [c.127]
Для привода высадочного механизма и механизма зажима заготовки тормоз 14 включается, а тормоз 13 — растормаживается. Тогда движение передается от вала 16 через планетарный редуктор г, —Zj —2j —Я и колеса г , на вал кривошипно-ползунного механизма 1—2—3 (рис. 6.9,6). Ма ползуне 3 установлен пуансон 17, деформирующий заготовку 18, которая зажимается подвижной полу-матрицей 19, установленной на зажимном ползуне 8. Закрывание матриц происходит при повороте кулачка II, который посредством ролика 13 перемещает боковой ползун 4 втраво, а звеньям[1 5, 6, 7 — зажимной ползун 8 по направлению к неподвижной полуматрице 9.
[c.220]
Закрывание матриц происходит при повороте кулачка II, который посредством ролика 13 перемещает боковой ползун 4 втраво, а звеньям[1 5, 6, 7 — зажимной ползун 8 по направлению к неподвижной полуматрице 9.
[c.220]
Предположим, что мы имеем два механизма, ведущие звенья которых закреплены на одном валу кривошипно-шатунный механизм Ofl, — цикловой. Вычерчиваем этот механизм в его начальном положении ОВ С,. Затем вычерчиваем начальное положение второго (четырехшарнирного) механизма OBn W (на рис. 223, а показано штрихами). От линии 0В в направле-янн, обратном вращению вала, откладывав заданный фазовый угол t ) четырехшарнирного механизма. Угол В ОВ будет углом Yn. под которым надо закрепить на валу ведущий кри- [c.288]
Приводные кривошипные молоты. Баба приводится в движение кривошипным или эксцентриковым валом. По роду связей между бабой и валом кривошипные молоты делятся на рычажные с жёсткими рычагами рессорно-пружинные с упругими связями — рессорами, пружинами, резиновыми буферами. Первый вид является развитием рычажных молотов простого действия — хвостовых, среднебойных и лобовых, появление которых относится к глубокой древности. Современные рычажные и рессор.чо-пружинные молоты работают по принципу двойного действия.
[c.401]
Первый вид является развитием рычажных молотов простого действия — хвостовых, среднебойных и лобовых, появление которых относится к глубокой древности. Современные рычажные и рессор.чо-пружинные молоты работают по принципу двойного действия.
[c.401]
Другой способ расчёта основных размеров коленчатых валов г. к. м. по методу, предложенному в качестве общего для валов кривошипных прессов всех видов., см. Чистокривошипные прессы. [c.584]
Пресс оснащен двусторонней валковой подачей 14, выполненной совместно с правйльным устройством. Привод подачи 15 осуществляется от коленчатого вала с помощью конических шестерен, закрепленных на вертикальном валу, кривошипной шайбы 16 и системы тяг и рычагов. Валковая подача автомата позволяет вести шахматную вырубку ленты путем поперечного перемещения обеих валковых подач, осуществляемого от кривошипной шайбы 16, установленной на горизонтальном валу привода подачи 15 через пару конических шестерен и систему рычагов.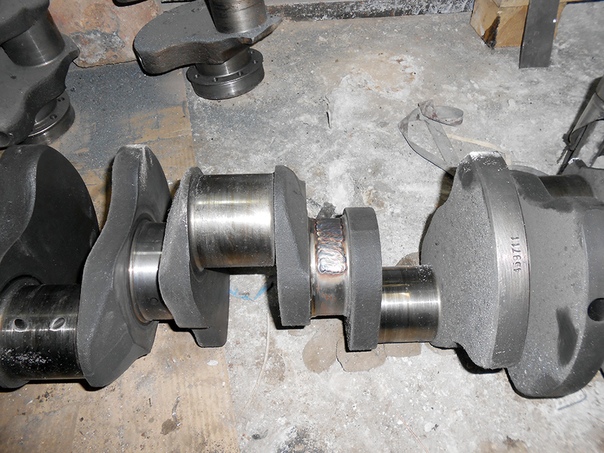 Для резки отходов вырубленной ленты на автомате предусмотрены ножнищл 1, работающие от ползуна 2 через двуплечий рычаг. В пуансонодержателе 8 ползуна пресса установлены выталкиватели рычажного типа.
[c.414]
Для резки отходов вырубленной ленты на автомате предусмотрены ножнищл 1, работающие от ползуна 2 через двуплечий рычаг. В пуансонодержателе 8 ползуна пресса установлены выталкиватели рычажного типа.
[c.414]
При нарезании зубчатых колес внутреннего зацепления для вывода долбяка вверх (после нарезания) используется гидро-цилнндр /- , который через реечную передачу к храповой механизм ме.о .1 енно поворачивает вал кривошипного диска 2. [c.337]
Коленчатые валы кривошипно-ползунных механизмов могут выполняться в виде коленчатых валов или в виде обычных ступенчатых осей и валов шестернеэксцентрикового привода. В шестернеэксцентриковом приводе используются одна (рис. 2.15, ) или две (рис. 2.15, д, е) неподвижных оси, закрепленных в головке (траверсе) пресса. На этих осях вращаются эксцентрики, сблокированные с зубчатыми колесами. [c.47]
Выключают ножницы повторным нажатием на курок. Электродвигатель ножниц охлаждается вентилятором, насаженным на вал ротора. Вращение от электродвигателя через редуктор передается эксцентриковому валу кривошипно-шатунного механизма, преобразующего вращательное движение эксцентрика в возвратно-поступательное движение ползуна. На ползуне крепится пуансон, выполнен ный в виде пустотелого цилиндра. Через отверстие в пуансоне проходит стержень, в нижней части которого специальной гайкой
[c.145]
Вращение от электродвигателя через редуктор передается эксцентриковому валу кривошипно-шатунного механизма, преобразующего вращательное движение эксцентрика в возвратно-поступательное движение ползуна. На ползуне крепится пуансон, выполнен ный в виде пустотелого цилиндра. Через отверстие в пуансоне проходит стержень, в нижней части которого специальной гайкой
[c.145]
Ряд заводов успешно применяет упрочняющую обкатку роликами штоков штамповочных молотов, рабочих валков прошивочных станов и пильгерста-нов, валов кривошипных прессов и т. д. [c.187]
| Фиг. 102. Типы валов кривошипныл прессов а — чистокривошипный б — эксцентриковый, в — коленчатый (i — радиус кривошипа е — эксцентрицитет). |
 Для этого чтобы между поршнем и цилиндром не происходила утечка жидкости, на боковой поверхности поршня устанавливают еталлические или резиновые уплотнительные кольца, плотно прилегающие к внутренней стенке цилиндра. Расстояние 5, на которое перемещается поршень внутри цилиндра от одной мертвой точки до другой, называют длиной хода поршня. Два хода поршня (всасывающий и нагнетательный), совершаемые при одном обороте вала кривошипного механизма, называют одним двойным ходом поршня.
[c.69]
Для этого чтобы между поршнем и цилиндром не происходила утечка жидкости, на боковой поверхности поршня устанавливают еталлические или резиновые уплотнительные кольца, плотно прилегающие к внутренней стенке цилиндра. Расстояние 5, на которое перемещается поршень внутри цилиндра от одной мертвой точки до другой, называют длиной хода поршня. Два хода поршня (всасывающий и нагнетательный), совершаемые при одном обороте вала кривошипного механизма, называют одним двойным ходом поршня.
[c.69]Обычно в однорядных двигателях оси цилиндров лежат в одной плоскости с осью коленчатого вала. Кривошипно-шатунный механизм такого двигателя называют аксиальным. Если ось коленчатого вала смещена относительно плоскости, в которой расположены оси цилиидрор, то кривошипно-шатунный механизм такого двигателя называется д е з а к -спальным. Так, в двигателе ГАЗ-51А коленчатый вал смещен на 3 мм в правую сторону по ходу автомобиля. При смещении оси коленчатого вала повышается долговечность цилиндров, но одновременно несколько усложняется конструкция и технология изготовления двигателя. [c.49]
[c.49]
Бункер 1 грузоподъемностью 3 т имеет три наклонные стенки, что обеспечивает гарантированное размещение на донной части определенного числа поковок. Дном бункера является платформа 2 вибролотка, которая рычагами 3 шарнирно связана со сварным основанием 4. Привод вибролотка обеспечивается от электродвигателя 5 типа АОП-2424 мощностью 5,5 кВт с числом оборотов 1440 мин» Клиноременной передачей электродвигатель 5 связан с маховиком 6, установленном на эксцентриковом валу. Кривошипно-шатунный механизм [c.91]
Кинематические разъемы, если машина проходила контрольную сборку при изготовлении, на монтаже подгонки не требуют. Соединительные муфты трансмиссионных валов, кривошипные и цепные передачи допускают компенсацию неточности установки соединяемых ими узлов. Если эти узлы не имеют обшей рамы, то они требуют прицентровки при монтаже машины по заданным допускам. [c.115]
Для кривошипного механизма с качаюш,имся ползуном определить приведенный к валу А звена АВ момент от момента Мз = 4 нм, приложенного к ползуну 3, и приведенный момент инерции / от масс ползуна 3, если его момент инерции относительно оси С равен/с = 0,004 л гл Ub = ЮОмм, 1ас = 300лл, Фх = 180°.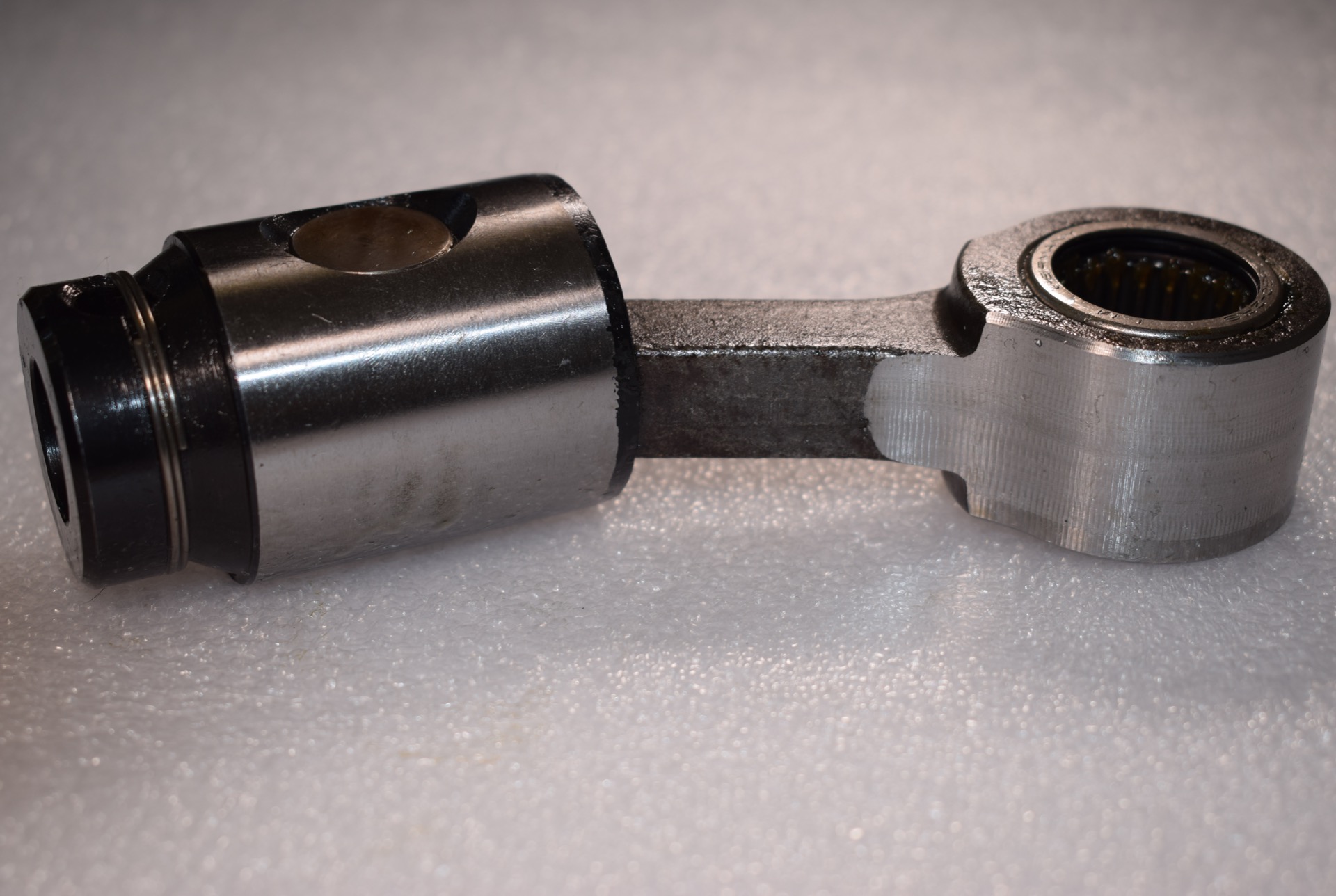 [c.127]
[c.127]
КД2134 Пресс однокривошипный простого действия открытый схемы, описание, характеристики
Сведения о производителе однокривошипного пресса КД2134
В настоящее время пресс КД2134 производит ПАО «Кувандыкский завод КПО «Долина» Оренбургская обл., г. Кувандык
В настоящее время пресс КД2134 производит, также, ООО СО «Прессмаш», г. Москва
Станки, выпускаемые ООО СО Прессмаш
КД2134 Пресс однокривошипный простого действия открытый ненаклоняемый. Назначение, область применения
Механический быстроходный пресс КД2134 усилием 2500 кН (250 тс) предназначен для выполнения вырубки, гибки, неглубокой вытяжки, пробивки и других различных операций холодной штамповки.
Принцип работы и особенности конструкции пресса КД2134
Однокривошипный пресс КД2134 работает в режимах: ручной проворот, регулировка, толчок, одиночные хода, непрерывные хода.
Электросхема предусматривает два способа управления: с пульта управления и от педали.
Защита рабочей зоны – приводная подвижная защитная решетка.
Предохранение от перегрузки — самовосстанавливающийся гидро- предохранитель или срезная шайба.
Однокривошипный пресс простого действия. Общие сведения
Кинематическая схема кривошипного пресса:
- ползун
- тормоз
- маховик
- клиноремённая передача
- электродвигатель
- передаточный вал
- зубчатая передача
- муфта
- кривошипный вал
- шатун
- плита для крепления матрицы штампа
Кривошипный пресс — машина с кривошипно-шатунным механизмом, предназначенная для штамповки различных деталей.
Рабочей частью (инструментом) пресса является штамп, неподвижную часть которого крепят к столу, подвижную — к ползуну пресса. Ползун перемещается кривошипно-шатунным механизмом. За один оборот кривошипа шатун совершает полный ход, во время которого при движении ползуна вперёд происходит штамповка.
За один оборот кривошипа шатун совершает полный ход, во время которого при движении ползуна вперёд происходит штамповка.
Усилие пресса создаётся за счёт крутящего момента, передаваемого кривошипному валу электроприводом. Привод состоит из электродвигателя, маховика, муфты включения, тормоза и понижающей зубчатой передачи, от которой вращение передаётся кривошипному валу. Электродвигатель вращает маховик, за счёт силы инерции которого на кривошипном валу возникает крутящий момент. Пресс может работать в режиме одиночных ходов, т. е. с выключением муфты после каждого полного хода, или в автоматическом режиме, когда муфта включена постоянно.
Важнейшие характеристики пресса, в определяющие его технологические возможности:
- размеры стола
- ход ползуна
- номинальное усилие
- число ходов ползуна в минуту в автоматическом режиме
Кривошипные прессы различных конструкций используют для объёмной и листовой штамповки.
По конструкции прессы имеют три основных исполнения:
- наклоняемые
- ненаклоняемые
- ненаклоняемые с передвижным столом и рогом для обработки деталей, имеющих большую закрытую высоту штампов, а также снабжаются специальным столом (рогом) для обработки деталей с замкнутым контуром.
Прессы наклоняемые позволяют использовать наклон станины для съема штампуемых изделий или удаления отходов под их собственным весом.
Прессы ненаклоняемые с передвижным столом предназначены для выполнения операций штамповки на деталях с широким диапазоном размеров по высоте, а при замене стола рогом обрабатывать изделия с замкнутым контуром.
Конструкция наклоняемых и ненаклоняемых прессов с неподвижным столом предусматривает возможность установки механизмов автоматической подачи металла и пневматических подушек, а также встраивать их в автоматизированные поточные линии.
Обозначение кривошипных прессов
Значения первых двух цифр в обозначениях кривошипных прессов:
- К14хх — пресс открытый (С — типа), однокривошипный, простого действия, одностоечный, с подвижным столом
- К21хх — пресс открытый (С — типа), однокривошипный, простого действия,, с неподвижным столом
- К23хх — пресс открытый (С — типа), однокривошипный, простого действия,, с неподвижным столом, наклоняемый
- К30хх, К31хх — пресс открытый (С — типа), двухкривошипный, простого действия
- К25хх. .К27хх — пресс закрытый (Н — типа), однокривошипный, простого действия
- К55хх — пресс закрытый (Н — типа), однокривошипный, двойного действия
- К35хх..К37хх — пресс закрытый (Н — типа), двухкривошипный, простого действия
- К60хх..К65хх — пресс закрытый (Н — типа), двухкривошипный, двойного действия
- К40хх..К45хх — пресс закрытый (Н — типа), четырехкривошипный, простого действия
- К70хх..К75хх — пресс закрытый (Н — типа), четырехкривошипный, двойного действия
- К19хх — пресс дыропробивной
- К01хх — пресс координатно-револьверный
- И13хх — пресс листогибочный
 .К27хх — пресс закрытый (Н — типа), однокривошипный, простого действия
.К27хх — пресс закрытый (Н — типа), однокривошипный, простого действияЗа двумя первыми цифрами следуют еще две цифры, обозначающие номинальное усилие пресса, а затем буква, которая показывает его модификацию в группе прессов данного вида.
Значения основного параметра (номинальное усилие пресса) в обозначениях прессов:
Таблица 1. Обозначение основного параметра пресса
Обозначение основного параметра пресса
| Обозн. пресса | Усилие пресса, кН | Обозн. пресса | Усилие пресса, кН | Обозн. пресса | Усилие пресса, кН | Обозн. пресса | Усилие пресса, кН |
|---|---|---|---|---|---|---|---|
| 14 | 25 кН | 20 | 100 кН | 30 | 1000 кН | 40 | 10000 кН |
| 15 | 31,5 кН | 21 | 125 кН | 31 | 1250 кН | 41 | 12500 кН |
| 16 | 40 кН | 22 | 160 кН | 32 | 1600 кН | 42 | 16000 кН |
| 18 | 63 кН | 23 | 200 кН | 33 | 2000 кН | 43 | 20000 кН |
| 24 | 250 кН | 34 | 2500 кН | 44 | 25000 кН | ||
| 25 | 315 кН | 35 | 3150 кН | 45 | 31500 кН | ||
| 26 | 400 кН | 36 | 4000 кН | 46 | 40000 кН | ||
| 28 | 630 кН | 38 | 6300 кН | 48 | 63000 кН |
Пример обозначения механических прессов:
- КД1424, КД1426, КД1428 — прессы однокривошипные простого действия открытые двухстоечные ненаклоняемые с передвижным столом и рогом
- КД2120, КД2122, КВ2132, КД2128 — прессы однокривошипные простого действия открытые двухстоечные с неподвижным столом ненаклоняемые
- КД2320, КД2322, КД2324, КД2326, КД2328 — прессы однокривошипные простого действия открытые двухстоечные с неподвижным столом наклоняемые
- КД2122 — 160 кН, пресс однокривошипный открытый (С — типа), простого действия
- КД2124 — 250 кН, пресс однокривошипный открытый (С — типа), простого действия
- КВ2132 — 400 кН, пресс однокривошипный открытый (С — типа), простого действия
- КД2128 — 630 кН, пресс однокривошипный открытый (С — типа), простого действия
- К2130 — 1000 кН, пресс однокривошипный открытый (С — типа), простого действия
КД2134 изображение однокривошипного пресса
Фото однокривошипного пресса кд2134
Фото однокривошипного открытого ненаклоняемого пресса КД2134. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Фото однокривошипного пресса кд2134
Фото однокривошипного пресса кд2134
Расположение основных узлов однокривошипного пресса КД2134
Расположение основных узлов однокривошипного пресса кд2134
1. Расположение основных узлов однокривошипного пресса КД2134. Смотреть в увеличенном масштабе
2. Расположение основных узлов однокривошипного пресса КД2134. Смотреть в увеличенном масштабе
- 1. Станина
- 2. Привод
- 3. Вал приемный
- 4. Вал главный
- 5. Вал распределительный
- 6. Ползун
- 7. Установка уравновешивателей
- 8. Установка выталкивателей
- 9. Механизм регулировки штампового пространства
- 10. Микропривод
- 11. Ограничитель регулировки хода ползуна
- 12. Установка гидропредохранителя (срезная шайба)
- 13. Установка пневмоаппаратуры
- 14. Установка подушки пневматической*
- 15. Сдув изделия**
- 16. Ограничитель регулировки штампового простанства
- 17. Блок безопасности**
- 18. Рольганг**
- 19. Ограждения боковые
- 20. Ограждение ползуна
- 21. Ограждение колес
- 22. Ограждение штампового пространства
- 23. Решетка защитная
- 24. Маслопровод
- 25. Электрооборудование пресса
- 26. Устройство управления
- 27. Пульт управления
- 28. Командоаппарат
- 29. Педаль
 Установка подушки пневматической*
Установка подушки пневматической*Схема кинематическая однокривошипного пресса КД2134
Кинематическая схема однокривошипного пресса кд2134
1. Кинематическая схема однокривошипного пресса КД2134. Смотреть в увеличенном масштабе
2. Кинематическая схема однокривошипного пресса КД2134. Смотреть в увеличенном масштабе
Перечень элементов кинематической схемы
- 1. Электродвигатель
- 2. Маховик
- 3. Муфта
- 4. Тормоз
- 5. Шестерня
- 6. Шестерня
- 7. Колесо бугельное
- 8. Колесо бугельное
- 9. Вал эксцентриковый
- 10. Эксцентрик
- 11. Шестерня
- 12. Шестерня
- 13. Обойма
- 14. Шатун
- 15. Винт
- 16. Гайка-шестерня
- 17. Ползун
- 18,19 Механизмы регулировки эксцентриситета
- 20. Шестерня центральная
- 21. Звездочка
- 22. Привод механизма регулировки эксцентриситета
- 23. Шестерня
- 24. Венец
- 25. Шестерня
- 26. Сателлит
- 27. Сателлит
- 28. Звездочка
- 31. Командоаппарат
- 32. Червяк z = 1, 2
- 33. Колесо червячное
- 34. Шестерня удлиненная
- 35. Шестерня
 Маховик
МаховикРабота пресса и его составных частей
Крутящий момент электродвигателя М1 через шкив 1 передается на маховик 2 и далее при включенной муфте 3 и выключенном тормозе 4 – на приемный вал 1, на котором закреплены шестерни 5 и 6.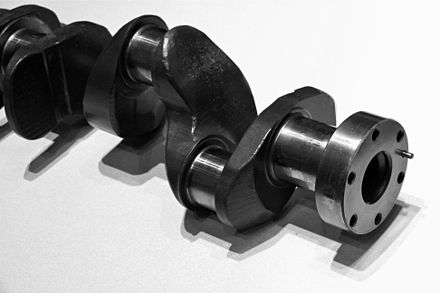
Шестерни 5 и 6 передают крутящий момент на зубчатые колеса 7 и 8, свободно вращающиеся на оси II. Колеса 7 и 8 жестко соединены о эксцентриком 9, на котором насажена эксцентриковая втулка 10, связанная с эксцентриком 9 посредством шестерен 11, 12 и обоймы 13. Шестерня 11 жестко соединена с эксцентриковой втулкой 10, а шестерня 12 – с колесом 8.
На эксцентриковую втулку 10 падет шатун 14, который в свою очередь через винт 15, гайку-шестерню 16 связан с ползуном 17.
Муфта 3 и тормоз 4 предназначены для периодического соединения постоянно вращающегося маховика 2 с ползуном 17, воспринимающим технологическое усилие.
Изменение величины хода ползуна осуществляется за счет взаимного разворота эксцентрика 9 и эксцентриковой втулки 10 при включенной муфте 3 и выключенном тормозе 4. При этом пневмоцилиндры 18 расцепляют обойму 13 и шестерню 11, пневмоцилиндр 19 затормаживает центральную шестерню 20 и связанную с ней звездочку 21, пневмоцилиндр 22 вводит в зацепление шестерню 23 и венец 24, жестко установленный на маховик 2. Далее мотор-редуктор М2 через шестерню 23, зубчатый венец 24, маховик 2, муфту 3, шестерни 5 и 6, вала 1 передает крутящий момент колесам 7 и 8 и эксцентрику 9. При вращении колес 7 и 8 эксцентриковая втулка 10 получает равное и противоположное направленное движение от жестко соединенного с ней зубчатого колеса.
Далее мотор-редуктор М2 через шестерню 23, зубчатый венец 24, маховик 2, муфту 3, шестерни 5 и 6, вала 1 передает крутящий момент колесам 7 и 8 и эксцентрику 9. При вращении колес 7 и 8 эксцентриковая втулка 10 получает равное и противоположное направленное движение от жестко соединенного с ней зубчатого колеса.
По окончании регулировки величины хода ползуна пневмоцилиндры 18. 19, 22 возвращаются в исходное положение, при этом шестерня 11 сцепляется с обоймой 13, шестерня 20 растормаживается, шестерня 23 отводится от венца 24.
Звездочки 21, 28 через цепную передачу передают вращение валу командоаппарата.
ВНИМАНИЕ! При регулировке величины хода ползуна суммарный вектор эксцентриситетов эксцентрика и эксцентриковой втулки изменяется по вертикальной оси пресса, привод командоаппарата 31 заторможен, поэтому переналадка командоаппарата не требуется.
Изменение величины штампового пространства осуществляется электродвигателем М3 через червячную передачу 32, 33, удлиненную шестерню 34, шестерню 35, гайку-шестерню 16. Последняя, вращаясь по винту 15. изменяет положение ползуна 17 относительно стола станины пресса.
Последняя, вращаясь по винту 15. изменяет положение ползуна 17 относительно стола станины пресса.
Описание основных узлов пресса КД2134
Станина
Станина 1 (рис. 10) пресса С-образная, цельносварная, стальная. Для направления движения ползуна станина 1 имеет две плоские неподвижные направляющие 5 и 6, установленные на штифтах 14 и закрепленные винтами 11, и две призматические направляющие 2 и 3. Призматическими направляющими осуществляется регулировка зазора между направляющими станины и ползуном при помощи нажимных болтов 10 и отжимных шпилек 13, установленных в планках 8. Последние закреплены в пазах станины винтами 9.
На рабочей плоскости стола винтами 12 и сухарями 7 закреплены подшамповая плита с Т-образными пазами для крепления инструмента.
Для установки средств механизации на станине предусмотрены привалочные поверхности и места крепления.
На бугельном колесе 3, установлены сателлиты 12 и 13, сцепленные с шестерней 9 и центральным колесом 14, имеющим отверстие для стопорения. С центральным колесом 14 сцеплена звездочка 15, приводящая во вращение распределительный вал.
С центральным колесом 14 сцеплена звездочка 15, приводящая во вращение распределительный вал.
Вал главный
Вал главный приводится во вращение приемным валом и вместе с шатуном 16 преобразует вращательное движение привода в возвратно-поступательное движение ползуна с установленной величиной хода.
Вал приемный однокривошипного пресса кд2134
Вал приемный однокривошипного пресса КД2134. Смотреть в увеличенном масштабе
Вал распределительный
Вал распределительный 1 установлен на подшипниках 2 в стакане 3, закрепленном в станине пресса, и приводится во вращение посредством цепи 4 и звездочки 5 от вала главного. Натяжение цепи 4 осуществляется поворотом стакана 3.
Справа к валу подсоединяется командоаппарат, а слева насажен поводок 6 средств механизации.
На станине закреплен лимб 7 с делениями в градусах, а на валу установлена стрелка 8 положения кривошипного вала.
Ползун (рис. 15)
Ползун 1 (рис. 15) является исполнительным органом пресса. К нему крепится верхняя часть штампов, для чего в нижней части ползуна предусмотрены Т-образные пазы, центрирующее отверстие и отверстие под выталкиватели.
15) является исполнительным органом пресса. К нему крепится верхняя часть штампов, для чего в нижней части ползуна предусмотрены Т-образные пазы, центрирующее отверстие и отверстие под выталкиватели.
В ползун вмонтирована гидроопора (см. рис. 15а) или срезная шайба 13 (см. рис. 15б). На ползуне установлены элементы управления гидроопорой. В отверстии ползуна 1, размещена опора 2 с подпятником 3 силовым винтом 4, свинченным с гайкой-шестерней 5, которая постоянно сцеплена с промежуточной шестерней 6. Опора 2 фиксируется от поворота шпонкой 7, скользящей в процессе регулировки вдоль паза ползуна 1. На подпятник 3 устанавливается шатун 9 и крепится гайкой 10, которая после регулировки зазора в паре шатун-ползун стопорится винтом. К направляющим ползуна 1 прикреплены бронзовые накладки 11 и 12. зазор «F» между торцом гайки-шестерни 5 и торцом клапана гидроопоры (или торцом срезной шайбы) устанавливается в пределах 0,05…0,1 мм) за счет подгонки компенсатора 16.
ВНИМАНИЕ!
- Зазор «F» устанавливать при отсутствии давления в пневмосистеме уравновешивателей после нескольких движений ползуна при ходе последнего к В. М.Т. (Верхняя Мертвая Точка).
- Во избежание стуков, зазор в паре шатун-ползун регулировать, обеспечив сопряжение, отвечающее посадке Н8/h7.
 М.Т. (Верхняя Мертвая Точка).
М.Т. (Верхняя Мертвая Точка).Установка уравновешивателей
Установка уравновешивателей (рис. 16). Уравновешиватели 1 служат для уравновешивания подвижных масс, выбора зазоров в системе ползун-шатун-вал главный, предотвращения падения ползуна при обрыве шатуна.
Уравновешиватели 1 крепятся на станине кронштейнами 2.
Штоки уравновешивателей – через тягу 3 штанги 4 связаны с ползуном пресса.
Механизм регулировки штампового пространства
Механизм регулировки штампового пространства (рис. 17). В направляющих станины пресса закреплены корпус 1, на котором установлены червячный редуктор 2, сцеплений с удлиненной шестерней 3 и приводимый во вращение электродвигателем 4. Шестерня 3 постоянно сцеплена с промежуточной шестерней 6 ползуна (см.рис.15).
Регулировка зацепления и крепление корпуса 1 осуществляется компенсационной планкой 5 и болтами 6.
Микропривод
Микропривод (рис. 18) предназначен для медленного проворота главного привода пресса при регулировке величины ода ползуна и наладках штампов. На плите 1, установленной на оси 2, закреплен мотор-редуктор 3 с ведущей шестерней 4. Пневмоцилиндр 5 связан с плитой 1 осью 6 и служит для ввода или вывода шестерни 4 из зацепления с зубчатым венцом маховика. Регулировка зубчатого зацепления осуществляется винтом 7.
Установка выталкивателей
Установка выталкивателей (рис. 19). В ползуне пресса на опоре 1 установлены раздвижные штанги 2, упирающиеся в кронштейны 3, закрепленные на станине.
На нижней части штанги 2 предусмотрены места под ключ для осуществления регулировки длины штанги 2. Резьба штанги имеет механизм выборки зазора, состоящий из контргайки 4 и гаки 5. К опоре 1 прикреплены штыри 6, контактирующие со съемниками штампов. При эксплуатации пресса стопорное кольцо поз. 7 снять.
Установка гидропредохранителя
Установка гидропредохранителя (рис. 20) монтируется на ползун пресса и состоит из гидроопоры 1, связанной с гидропанелью нагнетательным трубопроводом 2 и сливным трубопроводом – с баком 4.
20) монтируется на ползун пресса и состоит из гидроопоры 1, связанной с гидропанелью нагнетательным трубопроводом 2 и сливным трубопроводом – с баком 4.
Гидропанель состоит из насоса гидропневматического 5, панели 6 с перепускным вентилем 7, реле давления 8, крана-демпфера 9, манометра 10 и сливных 11, связанных с баком 4.
В баке 4 установлен клапан запорный 12, фильтр 13, заливной фильтр 14.
Работу установки гидропредохранителя (см. раздел 7).
Установка срезной шайбы
Вместо самоустанавливающегося гидропредохранителя от перегрузки прессы могут комплектоваться разрушающимся предохранителем срезной шайбой.
Срезная шайба 13 (рис. 15б) устанавливается под торец гайки шестерни 5 (см. рис. 15 б) в стакане 14, сцентрированного на ползуне при помощи корпуса 15 через компенсационное кольцо 16.
В стакане 14 имеются отверстия со штифтами 19, 20. конечный выключатель 17 прикреплен к стакану 14 через кронштейн 18. Стакан 14 удерживается от проворота двумя рукоятками, предназначенными также для съема стакана.
При разрушении шайбы 13 штифт 19, воздействуя на штифт 20, передвигает последний влево до замыкания конечных выключателя 17, который сигнализирует о срабатывании предохранителя.
Чертеж срезной шайбы (см. рис. 39).
ВНИМАНИЕ:
При изготовлении срезных шайб взамен разрушившихся необходимо строго соблюдать технические требования чертежа по материалу, термообработке, точности изготовления, чистоте поверхностей.
Ограничитель регулировки хода ползуна
При регулировки хода ползуна в полость трубы 1 подается воздух (см. рис. 24), который прижимает наконечник 2 к верху шатуна.
При достижении крайних значений регулировки срабатывают конечные выключатели 3,4, отключающие механизм регулировки.
Командоаппарат
Командоаппарат (рис. 25) представляет собой устройство для подачи сигналов исполнительным механизмом пресса в наладочном и рабочих режимах.
Управление прессом предусматривает:
- отключение муфты и включение тормоза пресса
- подачу сигнала на счет ходов
- контроль тормозного пути
- блокировку рук
- обеспечивает остановку ползуна в крайнем верхнем положении, исключая возможность повторного хода при режимах с одиночными ходами
- подачу сигнала на выключение обоймы и включение стопора при регулировки величины хода ползуна
- работу гидропневмоподушки или других средств механизации
К кронштейну 1 вала распределительного, прикреплен корпус 2 командоаппарата, в подшипниках 3 которого размещен вал 4.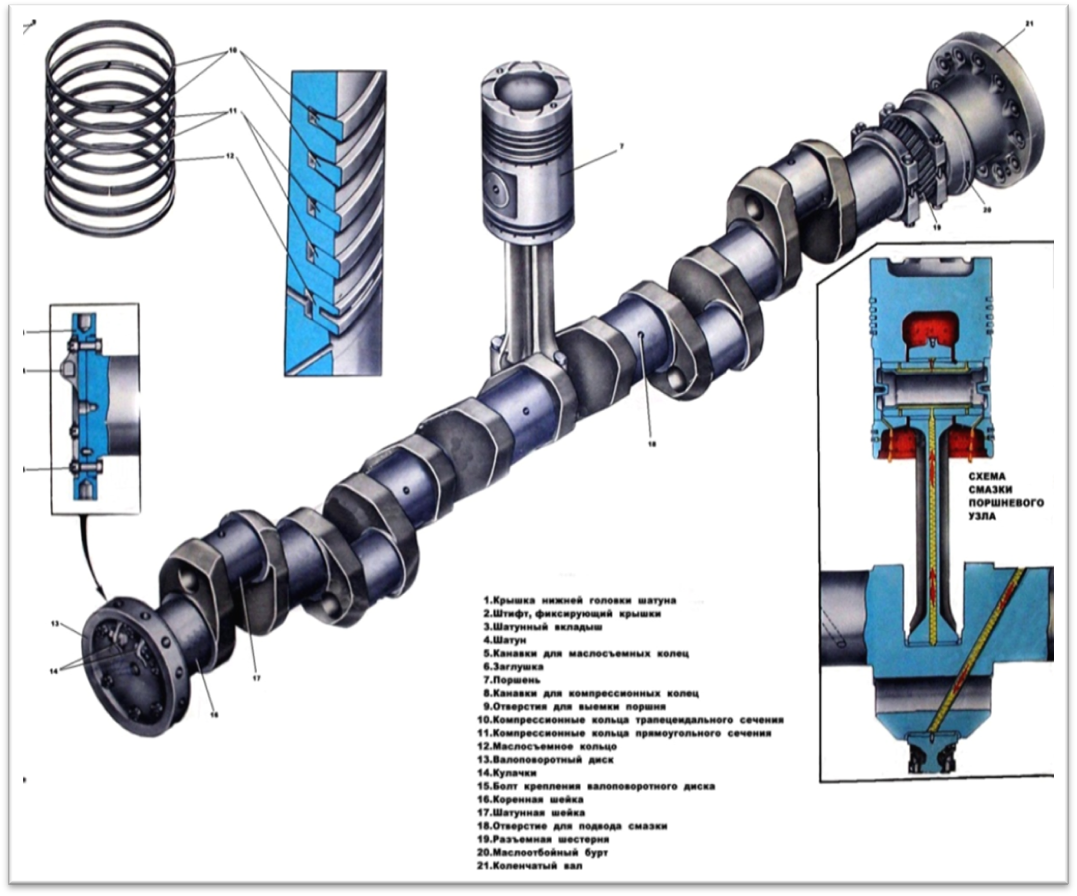
На валу 4 через дистанционные втулки 5 установлены кулачки 6, 7, 8, 9, 10, 11, 12, 13, фиксация которых осуществляется посредством гайки 14. В корпусе 2 установлены бесконтактные выключатели 15, в щели которых входят соответствующие кулачки.
Назначение, ориентировку кулачков относительно вертикальной оси пресса (см. табл. рис. 22).
Для регулировки положения кулачков необходимо ослабить гайку 14, установить кулачки в нужное положение и снова затянуть гайку.
Привод вала 4 осуществляется соединением с валом распределительным.
Гидро- и пневмосистемы, система смазки
Гидросистема (для некоторых моделей)
Гидросистема пресса предназначена для работы гидропредохранителя.
Принципиальную схему гидропредохранителя, перечень оборудования см. рис. 23.
Гидросистема работает следующим образом: гидропневматический насос 8 поднимает давление в полости гидроопоры 1 до заданной величины, которая обеспечивается настройкой регулятора давления воздуха, установленного в пневмоблоке подготовки воздуха.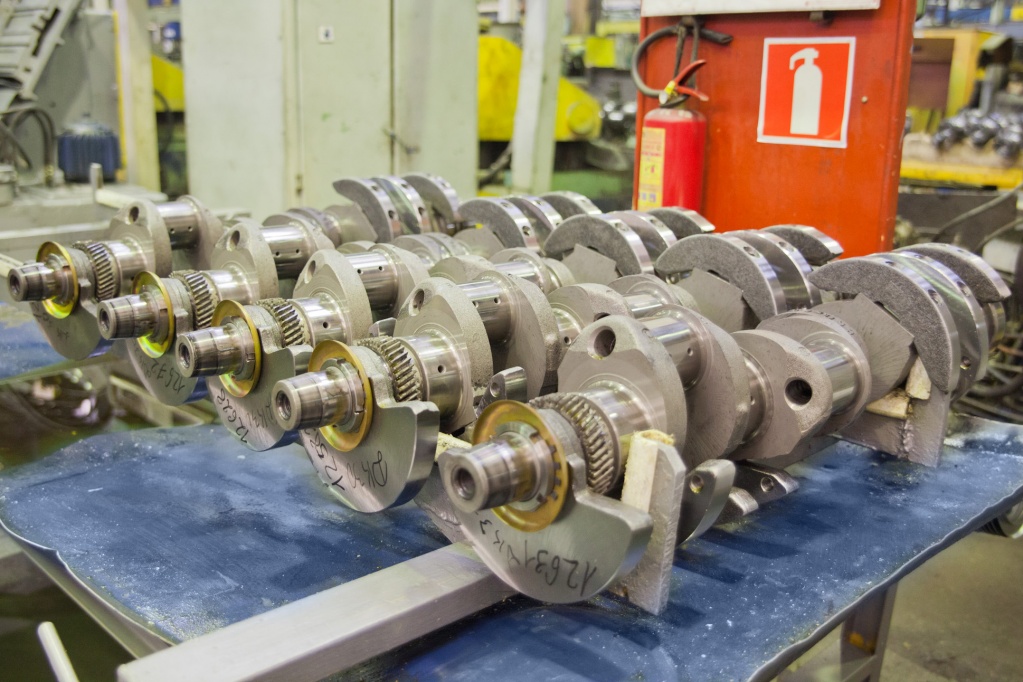 При достижении давления гидропневматический насос 8 автоматически останавливается за счет равенства сил, создаваемых давлением воздуха, действующего на его пневмопоршень, и жидкости, действующей на его плунжер. При понижении давления в гидросистеме в результате утечек или при срабатывании гидроопоры 1 гидропневматический насос автоматически повышает давление масла до заданной величины, т.к. сжатый воздух постоянно давит на поршень насоса.
При достижении давления гидропневматический насос 8 автоматически останавливается за счет равенства сил, создаваемых давлением воздуха, действующего на его пневмопоршень, и жидкости, действующей на его плунжер. При понижении давления в гидросистеме в результате утечек или при срабатывании гидроопоры 1 гидропневматический насос автоматически повышает давление масла до заданной величины, т.к. сжатый воздух постоянно давит на поршень насоса.
Зависимость первоначального давления в гидросистеме от усилия на ползуне см. рис. 2.
При перегрузке пресса, когда усилие, передаваемое на хвостовик клапана, превышает создаваемое давлением масла в гидросистеме, произойдет дополнительное сжатие масла в полости гидроопоры и клапан оторвется от седла опоры. Масло перельется в подклапанную полость и в бак 6 через запорный клапан 2 по сливному трубопроводу. Одновременно реле давления 3 сигнализирует об аварийном состоянии гидросистемы. Манометр 5, подключенный к магистрали через кран-демпфер 4, предназначен для периодического контроля давления масла. Перепускной вентиль 9 предназначен для сброса давления в системе.
Перепускной вентиль 9 предназначен для сброса давления в системе.
При первоначальном пуске гидросистемы необходимо: залить масло в бак 6 до указателя верхнего уровня масла, закрыть перепускной вентиль 9, открыть кран-демпфер 4, подать воздух к гидропневматическому насосу. Регулятором давления воздуха установить необходимое давление в системе, отрегулировать реле давления 3, перекрыть кран-демпфер 4.
При работе на прессе с гидропредохранителем гидропневматический насос должен периодически включаться в работу, производя несколько циклов. При этом давление в системе должно оставаться неизмененным.
По окончании работы необходимо перекрыть подвод воздуха к гидропневматическому насосу. Сбрасывать давление в гидросистеме не рекомендуется.
Перед началом работы необходимо установить начальное давление воздуха в блоке подготовки воздуха, открыть кран-демпфер, поднять давление в гидросистеме, закрыть кран-демпфер.
ВНИМАНИЕ! Во избежание выхода из строй манометра кран-демпфер должен быть постоянно закрыт.
При отсутствии давления в системе при длительной работе насоса необходимо проверить состояние перепускного вентиля; клапана запорного, герметичность нагнетательных трубопроводов, работоспособность плунжера насоса, уровень масла в баке.
В аварийных случаях необходимо открыть перепускной вентиль, перекрыть подвод воздуха к насосу. Запрещается сбрасывать давление краном-демпфером.
Категорически запрещается производить работы по обслуживанию гидросистемы при наличии в ней давления.
Для нормальноай работы гидросистемы рекомендуется масло гидравлическое «ВНИИНП-403», кинематическая вязкость 35 с. ст при температуре окружающей среды от +5 до +50оС. Номинальная тонкость очистки масла 40 мкм.
Пневмосистема
Схема пневматическая принципиальная пресса кд2134
Схема пневматическая принципиальная однокривошипного пресса КД2134. Смотреть в увеличенном масштабе
Пневмосистема пресса предназначена для работы муфты, тормоза, тормоза маховика, уравновешивателей, пневмоподушки, гидропневматического насоса, пневмоцилиндров управления валом главным, выталкивателей, (микропривода и пневмосдувателя для некоторых моделей)
Принципиальную пневматическую схему, перечень оборудования см.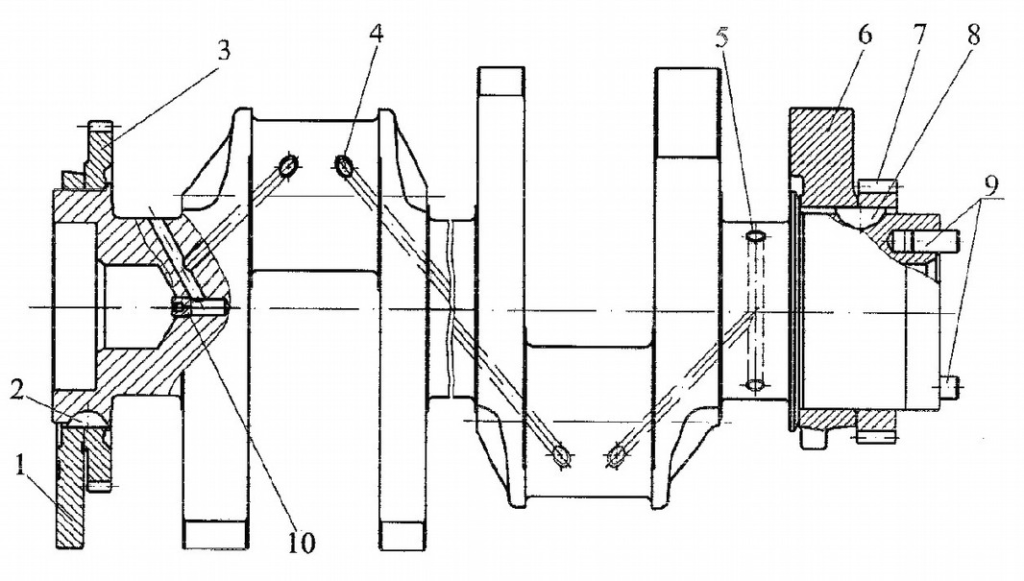 рис. 24 и табл. 10.
рис. 24 и табл. 10.
Пневмосистема работает следующим образом: воздух от цеховой магистрали подается в пневмопанель подготовки воздуха, состоящую из нескольких боков, влагоотделителя и реле давления. Назначение блоков: А1 – блок управления; А2 – блок уравновешивателей; А4 – блок пневмоподушки; А3 – блок гидропневматического насоса.
От пневмоблока А1 воздух поступает в ресивер РС1 и через маслораспылитель МР2 к пневмораспределителям Р4, Р5, Р7 которые управляют цилиндрами тормоза маховика, выталкивателя, решетки защитной, а также через пневмораспределитель Р8 к пневмоцилиндру микропривода.
Из ресивера РС1 через маслораспылитель МР1 панель управления П-ПУ25/10 воздух поступает вмуфту МТ и тормоз Т3 и через пневмораспределитель Р3 – к пневмоцилиндрам фиксатора и стопорной обоймы. Из пневмоблока А2 воздух поступает в ресиверы РС1 и РС2 и далее к уравновешивателям УР1, УР2.
При движении ползуна пресса вниз воздух из уравновешивателя выгоняется в ресивер, при движении ползуна вверх воздух поступает в цилиндры уравновешивателей.
От пневмоблока А3 через маслораспылитель МР3 воздух поступает к гидропневматическому насосу.
От пневмоблока А4 через ресивер РС4 воздух поступает в пневмоподушку.
Каждый пневмоблок имеет регулятор, которым устанавливается необходимое давление в исполнительном органе пневмосистемы.
Настройку давления воздуха в уравновешивателях производится так, чтобы усилие уравновешивателей превышало массы движущихся частей и инструмента на 20-30%.
График настройки уравновешивателей в зависимости от массы штампа подвешиваемого к ползуну см. рис. 25.
По окончании работы на прессе необходимо перекрыть подвод воздуха из магистрали, слить конденсат из пневмоблоков и ресиверов.
Система смазки
Смазка пресса осуществляется тремя способами:
- автоматическая циркуляционная от станции смазки С-ЦС;
- шприцеванием густой смазки;
- заливка жидкой смазки.
Карта смазки, точки и способ смазки, применяемые материалы даны на рис. 26.
26.
Схема автоматической циркуляционной смазки дана на рис. 27. Указания по установке, подготовке к работе, обслуживанию станции, однолинейных питателей, возможные неисправности и способы их устранения см. паспорта на С-ЦС; питатели однолинейные типа М.
Точки смазки шприцеванием, периодичность смазки, марка, расход смазочного материала см. таблицу 12.
Точки смазки заливкой, периодичность смазки, марка, расход смазочного материла см. таблицу 13.
Реле давления станции смазки отрегулировать на величины Рmin = 2,0 МПа; Рmax = 4,0 МПа.
Номинальное давление в системе установить регулятором давления станции смазки, равно 2,5 + 3,5 МПа.
Расход смазки по точкам отрегулировать клапаны через пробку 3, находящуюся на раздаточной колодке 1, рис. 28.
Маслораспылители пневмосистемы отрегулировать так, чтобы скорость каплепадения была на одиночных ходах не менее одной капли за 5-10 включений муфты.
Особенности разборки и сборки при ремонте однокривошипного пресса кд2134
Схема разборки однокривошипного пресса кд2134
Схема разборки однокривошипного пресса КД2134. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Перед разборкой пресса необходимо:
- слить масло с гидросистемы и системы смазки;
- слить конденсат с пневмосистемы;
- отсоединить электрооборудование, снять электродвигатель главного привода;
- демонтировать боковые ограждения или площадку обслуживания; ограждение колес, ползуна, масляные ванны;
- демонтировать пневмоподушку;
- демонтировать пресс с фундамента.
Разборку пресса производить в следующей последовательности (рис. 30):
- опрокинуть пресс «на спину»;
- снять опорные планки 2, подвижные направляющие 3 со станины 1;
- снять плиту 4;
- рассоединить шатун 6 с ползуном 5;
- передвинуть ползун 5 в сторону стола за зону выталкивателей, демонтировать со станины;
- снять крышки 7, выбить ось 8, демонтировать вал главный 9 с шатуном 6;
- снять тормоз 10;
- демонтировать вал приемный 11 вместе с маховиком 11. 1 и муфтой 11.2, сняв шпильки крепления правой опоры на станине 1 и стопорный сухарь левой опоры;
- разобрать вал главный, сняв гайки 9.1, колесо 9.2, эксцентриковую втулку 9.3, отсоединить шатун 6.
 1 и муфтой 11.2, сняв шпильки крепления правой опоры на станине 1 и стопорный сухарь левой опоры;
1 и муфтой 11.2, сняв шпильки крепления правой опоры на станине 1 и стопорный сухарь левой опоры;Сборку пресса производить в обратной последовательности.
ВНИМАНИЕ! Для правильной работы механизма регулировки величины хода ползуна, необходимо при сборке вала главного совместить диаметральные плоскости максимальных эксцентриситетов бугеля и эксцентриковой втулки с плоскостью центральной шестерни планетарного механизма, проходящей через ось стопорных отверстий.
При ремонте направляющих и рабочих плоскостей, влияющих на точность пресса, необходимо соблюдать следующие требования:
- неплоскостность зеркала ползуна и стола пресса не более 0,04 мм на длине 1000 мм, допускается только вогнутость;
- неплоскостность направляющих станины и ползуна не более 0,04 мм на длине 1000 мм, допускается только вогнутость;
- неперпендикулярность направляющих ползуна к зеркалу не более 0,06 мм на длине 1000 мм, допускается только уменьшение угла 90о;
- неперпендикулярность неподвижных направляющих станины к столу не более 0,06 мм на длине 1000 мм, допускается только уменьшение угла 90о.

После каждого ремонта пресса необходимо проверять его нормы точности, производить регулировку направляющих.
При ремонте отдельных узлов пресса следует руководствоваться приведенными в настоящем руководстве по эксплуатации описаниями и иллюстрациями.
Читайте также: Заводы производители КПО в России
КД2134 Пресс кривошипный простого действия открытый. Видеоролик.
Технические характеристики пресса КД2134
| Наименование параметра | КД2132 | КД2134 |
|---|---|---|
| Основные параметры | ||
| Номинальное усилие пресса, кН (тс) | 1600 (160) | 2500 (250) |
| Наибольший ход ползуна (штока), мм | 25. .160 .160 | 25..200 |
| Частота ходов ползуна непрерывных, 1/мин | 71 | 61 |
| Частота ходов ползуна одиночных от кнопки, 1/мин | 28 | 25 |
| Размеры стола (слева направо х спереди назад), мм | 1000 х 670 | 1120 х 750 |
| Размеры отверстия в столе, мм | 360 х 530 | |
| Диаметр отверстия в столе, мм | 480 | |
| Наибольшее расстояние между столом и ползуном в его нижнем положении — закрытая высота пресса, мм | 480 | 560 |
| Расстояние от оси штока до станины (вылет), мм | 360 | 400 |
| Величина хода ползуна до его крайнего нижнего положения, на котором пресс развивает номинальное усилие при наибольшем ходе: при непрерывных ходах /при одиночных ходах, мм | 4/ 8 | |
| Величина регулировки расстояния между столом и ползуном, мм | 120 | 140 |
| Расстояние между стойками станины в свету, мм | 480 | 560 |
| Толщина подштамповой плиты, мм | 125 | |
| Размеры нижней поверхности ползуна, мм | ||
| Размеры отверстия в ползуне: диаметр / глубина, мм | 75Н8/ 100 | |
| Вертикальная жесткость, кН/мм | 820 | |
| Угловая жесткость, кН/рад | 2 × 106 | |
| Тип муфты тормоза | ||
| Электрооборудование | ||
| Количество электродвигателей | 4 | |
| Электродвигатель главного привода, кВт (об/мин) | 33,5 (1000) | |
| Электродвигатель привода насоса смазки, кВт | ||
| Электродвигатель привода регулировки штампового пространства, кВт | ||
| Электродвигатель привода регулировки хода ползуна, кВт | ||
| Габариты и масса пресса | ||
| Габариты пресса (длина ширина высота), мм | 2500 х 2700 х 4300 | |
| Масса пресса, кг | 14000 | 22050 |
- Банкетов А.Н., Бочаров Ю.А., Добринский Н.С. и др. Кузнечно-прессовое оборудование, 1970
- Бочаров Ю.А., Прокофьев В, Н. Гидропривод кузнечно-прессовых машин, 1969
- Белов А.Ф., Розанов Б. В., Линц В. П. Объемная штамповка на гидравлических прессах, 1971
- Живов Л.И. Кузнечно-штамповочное оборудование, 2006
- Кузьминцев В.Н. Ковка на молотах и прессах, 1979
- Розанов Б.В. Гидравлические прессы, 1959
- Титов Ю.А. Оборудование кузнечно-прессовых цехов, 2001
- Щеглов В.Ф. Кузнечно-прессовые машины, 1989
- Берлет Разработка чертежей поковок, 2001
- Рудман Л.И. Справочник по оборудованию для листовой штамповки, 1989
- Романовский В.П. Справочник по холодной штамповке, 1965
- Охрименко Я.М. Технология кузнечно-штамповочного производства, 1966
- Кузьминцев В.Н. Ковка на молотах и прессах, 1979
- Мещерин В.Т. Листовая штамповка. Атлас схем, 1975
Список литературы:
Связанные ссылки. Дополнительная информация
Кривошипные прессы. Общие сведения. | мтомд.инфо
Кривошипные прессы — прессы, у которых в качестве исполнительного механизма, преобразующего вращательное движение привода в возвратно-поступательное движение ползуна, используется кривошипный вал, имеющий с ползуном жесткую кинематическую связь.
Кривошипно-шатунный механизм. Расчет кривошипно-шатунного механизма.
Основные особенности кривошипных машин:
- Привод машин нереверсивный, асинронный. Скорость рабочего органа 0,8..0,9 м/с. Число ходов ползуна от 12 до 120 в минуту.
- Привод машин маховичный. На рабочем ходе используется 25..30% накопленной энергии маховика, то есть машина работает с большим запасом избыточной энергии. Это сделано для того, чтобы предотвратить электродвигатель от перегрузки и сгорания на рабочем ходе.
- Мощность приводного электродвигателя благодаря наличию маховика на 1-2 порядка ниже мгновенной мощности, развиваемой на ползуне пресса.
- В машинах присутствуют жесткие кинематические связи между валом двигателя и ползуном. В связи с наличием жестких кинематических связей и большим избыточным запасом кинематической энергии на маховике, кривошипные машины предрасположены к частым перегрузкам и заклиниванию.
- Жесткость станины и исполнительного механизма пресса существенно влияют на точность штампуемых изделий по высоте, то есть на величину недоштамповки.
- В связи с наличием жестких кинематических связей кривошипные машины легко поддаются автоматизации и являются самыми автоматизированными машинами в парке кузнечно-прессового оборудования.
- Кривошипные машины достаточно сложны, дороги в наладке, эксплуатации и обслуживании.
Открытый кривошипный пресс простого действия с усилием 2,5 Мн (250 тс) | Закрытый кривошипный пресс простого действия с усилием 6,3 Мн (630 тс) | Горячештамповочный кривошипный пресс с усилием 25 Мн (2500 тс) |
расшифровка, характеристики кривошипных горячештамповочных прессов
Аббревиатурой КГШП называют горячештамповочный пресс кривошипного типа. Исключительно высокая мощность отдельных моделей такого оборудования делает его оптимальным выбором для предприятий, занимающихся переработкой металлического лома.
Горячештамповочный кривошипный пресс номинальной силой 14000 тс. Используется для горячей штамповки коленчатых валов массой до 200 кг в составе современной роботизированной линии
Использование КГШП, в частности, позволяет успешно решать такую насущную для данных предприятий проблему, как пакетирование лома металлов, обладающих невысокой пластичностью (алюминиевые и титановые сплавы, бронзы и др.). Между тем приобретение пресса данного типа является для преимущественного большинства таких предприятий непозволительной роскошью. Основной сферой применения КГШП, которые представлены на современном рынке в большом разнообразии модификаций, является оснащение производства, выпускающего свою продукцию крупными, средними и мелкими сериями.
На видео ниже можно увидеть в работе кривошипный горячештамповочный пресс K8540.
Конструктивные особенности
Поскольку штамповка на станках данной категории выполняется при высоких температурах (1000–1200°), их конструкция отличается некоторыми особенностями.
- Для оснащения КГШП средней и невысокой мощности используются асинхронные двигатели, а на оборудование, развивающее большие усилия (свыше 31,5 МН), могут устанавливаться синхронные агрегаты и даже двигатели, работающие на постоянном токе.
- От электродвигателя вращение на конструктивные элементы станка передается посредством мощной клиноременной передачи.
- Принимающий вращение вал, установленный в подшипниках скольжения, с одной стороны оснащен маховым колесом, а вторым концом соединяется с элементами открытой понижающей передачи, вращение от которой передается на эксцентриковый вал.
- На одном конце эксцентрикового вала устанавливается тормоз ленточного типа, а на втором – муфта включения, работающая за счет наличия в ее конструкции нескольких фрикционных дисков.
- На станке установлена система, обеспечивающая в зависимости от необходимости включение либо муфты, либо тормоза. Конструктивно такая система связана и с узлом торможения махового колеса.
- На кривошипно-шатунном механизме установлены верхние направляющие ползуна. Нижняя часть ползуна соединяется с подвижной частью штампа, установленного на прессе.
- Для регулировки закрытой высоты КГШП используется специальный клиновой механизм, который монтируется на рабочем столе оборудования.
- Станина, отличающаяся высокой жесткостью, собирается из отдельных конструктивных элементов, соединяемых друг с другом при помощи стяжных шпилек. Чтобы обеспечить требуемый уровень сжимающих напряжений, создаваемых такими шпильками, их затяжку выполняют в нагретом состоянии.
- Нижняя (неподвижная) часть штампа фиксируется на рабочем столе пресса.
- КГШП также оснащаются системами смазки и управления, причем система управления обязательно содержит в своем составе контрольно-диагностическое оборудование.
Применение кривошипного горячештамповочного пресса возможно как в автономном режиме, так и при встраивании в состав специализированных линий, на которых выполняется штамповка.
Схема штампа КГШП
Если сравнивать КГШП с обычным кривошипным оборудованием, то в его работе также можно выделить несколько особенностей.
- Для того чтобы штампуемый на таком оборудовании металл не успел остыть, необходима высокая скорость выполняемой обработки.
- Максимальный выход энергии за короткий промежуток времени, в течение которого выполняется горячая штамповка, обеспечивается за счет использования высокомощного привода.
- Шатун пресса нельзя регулировать, что делает его более жестким и прочным.
- Муфта включения имеет в своем оснащении увеличенное количество фрикционных дисков.
Сравнительные данные штамповки на КГШП и молотах
Современные модели станков данной категории еще более усовершенствованы. Так, на них устанавливаются кривошипно-клиновые механизмы, которые пришли на смену конструкциям кривошипно-шатунного типа. Такие механизмы позволяют выполнять штамповку с более высокой точностью, а элементы их конструкции, характеризующейся меньшей площадью поверхности контакта, изнашиваются менее интенсивно.
Характеристики и принцип работы
Оснастить прессом данного типа штамповочное производство целесообразно в том случае, если вас интересует мощное и надежное оборудование, работающее с исключительно высокой производительностью.
Кинематическая схема кривошипного горячештамповочного пресса
Принцип работы КГШП заключается в следующем.
- От приводного электрического двигателя крутящий момент последовательно передается на следующие элементы – маховое колесо, промежуточный вал и зубчатую передачу.
- После того как количество оборотов махового колеса достигает номинального значения, включается муфта.
- Во фрикционную муфту под большим давлением подается сжатый воздух, и эксцентриковый вал соединяется с механизмом «ползун-шатун».
- В тот момент, когда включается муфта, происходит отключение ленточного тормоза.
- Эксцентриковый вал, соединенный посредством фрикционной муфты с механизмом «ползун-шатун», придает ползуну возвратно-поступательное движение.
- Нижняя часть ползуна, соединенная с подвижной половиной штампа, сообщает движение и ей, за счет чего и выполняется основная технологическая операция по деформированию металла – штамповка.
- В тот момент, когда ползун начинает совершать движение вверх и размыкает половинки штампа, срабатывает механизм выталкивателя, за счет которого готовое изделие извлекается из зоны обработки.
В зависимости от потребностей, которые испытывает штамповочное производство, КГШП могут дополнительно оснащаться и другими узлами, в качестве которых могут выступать микропривод для регулировки угла поворота главного вала, подштамповая плита выдвижного типа, гидрозажимы для инструмента и др.
Подштамповый блок для пресса серии КБ8040
В соответствии с положениями ГОСТа, на которые при выборе оборудования ориентируется любое штамповочное производство, прессы данной категории характеризуются следующими параметрами.
- Развиваемое номинальное усилие – 6300–63000 кН.
- Величина хода ползуна – 200–460 мм.
- Количество непрерывных ходов, совершаемых ползуном, – 100–40 мин-1.
- Расстояние (минимальное) между столом и подштамповой плитой – 560–1150 мм.
- Рабочий ход механизма клиновой регулировки хода – не менее 10 мм.
- Усилие, которое могут развивать выталкиватели, величина их хода.
- Размеры рабочего стола и ползуна.
- Размеры боковых окон, имеющихся в станине.
Коленчатый вал — x-engineer.org
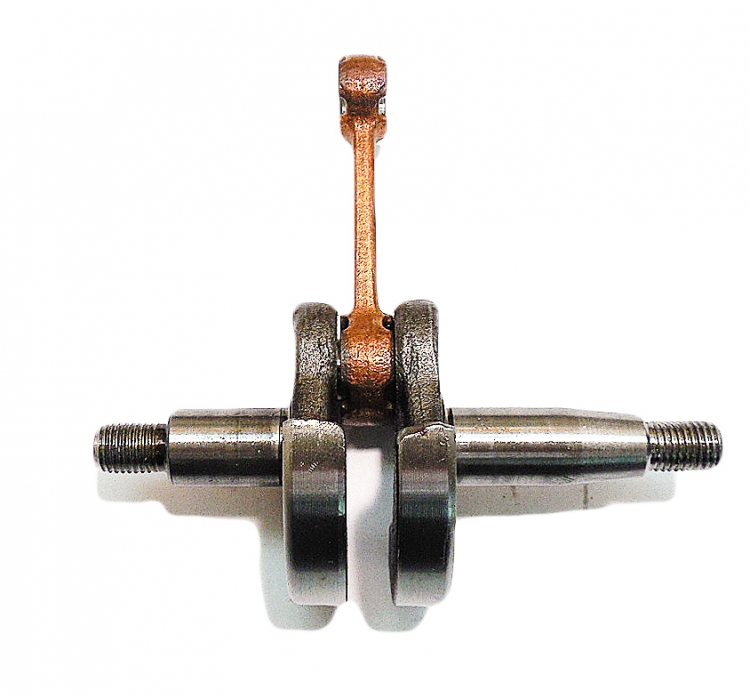
Коленчатый вал — подвижная часть двигателя внутреннего сгорания (ДВС). Его основная функция — преобразовывать поступательное движение поршня во вращательное движение. Поршни соединены с коленчатым валом через шатуны. Коленчатый вал установлен внутри блока цилиндров.
Изображение: Кривошипный механизм двигателя (источник: Rheinmetall)
- Поршни
- Шатуны
- Маховик
- Коленчатый вал
Поршни, шатуны и коленчатый вал вместе образуют кривошипно-шатунный механизм .
Вторичная функция коленчатого вала — передача мощности другим системам двигателя:
- фаз газораспределения
- масляный насос
- охлаждающий (водяной) насос
- компрессор кондиционера
- генератор переменного тока и т. Д.
Изображение: ICE Коленчатый вал с коваными противовесами
Коленчатый вал устанавливается в блок цилиндров через его основные шейки. Шатуны закреплены на шатунных шейках коленчатого вала. На противоположных сторонах шейки шатуна коленчатый вал имеет противовесы, которые компенсируют внешние моменты, минимизируют внутренние моменты и, таким образом, уменьшают амплитуды колебаний и напряжения в подшипниках.. На одном конце коленчатого вала соединен маховик, а на другом конце — зубчатая передача.
Изображение: Описание коленчатого вала двигателя (источник: Rheinmetall)
- Сторона управления или сторона привода
- Противовесы
- Коренная шейка подшипника
- Шатунная шейка
- Сторона маховика / передача усилия
- Масляный канал
Количество основных шейки и шатунные шейки зависят от количества цилиндров и типа двигателя (V-образный, прямой и т. д.)). Как на главной шейке, так и на шатунных шейках коленчатый вал имеет отверстия для смазки (масляное отверстие), через которые масло течет при работающем двигателе.
Изображение: Коленчатый вал ДВС с привинченными болтами противовесами
Крутящий момент двигателя не является постоянным, поскольку он создается только тогда, когда каждый поршень находится в цикле расширения. За счет этого на коленчатый вал устанавливается маховик для сглаживания крутящего момента двигателя и уменьшения вибраций.
На V-образном двигателе на одинаковых шатунных шейках установлены два шатуна.Благодаря такому расположению V-образный двигатель с таким же количеством цилиндров более компактен, чем прямой двигатель. Длина двигателя V6 короче, чем длина прямого 6-цилиндрового двигателя (L6).
Изображение: Анимация кривошипно-шатунного механизма ДВС (щелкните по нему)
Между коленчатым валом и блоком двигателя, на коренных шейках, установлены подшипники коленчатого вала. Их роль заключается в уменьшении трения за счет слоя антифрикционного материала, который контактирует с опорами блока цилиндров.
Коленчатый вал выпускается двух типов: литой и кованый . Противовесы можно также наделать непосредственно на коленчатый вал или прикрутить (закрепить болтами с резьбой).
Все поршни двигателя внутреннего сгорания передают свои силы на коленчатый вал. С механической точки зрения коленчатый вал должен выдерживать высокие крутящие усилия, изгибающие усилия, давления и вибрации.
Для любых вопросов или замечаний относительно этого руководства, пожалуйста, используйте форму комментариев ниже.
Не забывайте ставить лайки, делиться и подписываться!
Что такое коленчатый вал и для чего он нужен?
Из всех движущихся частей двигателя коленчатый вал является самым большим и тяжелым.
Нет никаких сомнений в том, что коленчатый вал — это фундамент, на котором построен двигатель внутреннего сгорания.
Ни одна часть процесса — впуск, сжатие, сгорание или выпуск — не происходит без коленчатого вала, который приводит его в движение.
Но большинству людей не совсем понятно, как работает коленчатый вал.
Вот как он работает, каково его назначение и что может пойти не так с коленчатым валом.
Что такое коленчатый вал?
Название «коленчатый вал» восходит к началу 20 века, когда автомобильные двигатели запускались с помощью кривошипной рукоятки, а его запуск означал буквально вращение коленчатого вала с помощью рукоятки.
Сегодня эту работу выполняют электрические стартеры, но внутренний компонент по-прежнему называется коленчатым валом.
Коленчатый вал вращается внутри двигателя, но прочно удерживается в одном месте на шейках коренных подшипников.
Затем поршни, которые перемещаются вверх и вниз в цилиндрах, прикрепляются шатунами к шейкам подшипников шатуна.
Цепи подшипников шатуна стратегически расположены в шахматном порядке, поршни перемещаются в таком ритме, который уравновешивает массу двигателя во время движения.
Помните, что коленчатый вал должен быть очень прочным — он вращается сотни или тысячи раз в минуту!
Но на этом работа коленчатого вала не заканчивается.
Звездочка на передней части коленчатого вала синхронно с распределительным валом.
Эти детали работают в тандеме для обеспечения плавной работы двигателя.
Как узнать, есть ли проблема с коленчатым валом?
Смазка невероятно важна для того, чтобы коленчатый вал оставался в хорошем состоянии.
Таким образом, если замена моторного масла не выполняется регулярно, это может вызвать износ коленчатого вала или его выход из строя.
Проблемы с коленчатым валом обычно не являются незначительными. К ним относятся:
- Детонация двигателя из-за чрезмерного износа коренной шейки коленчатого вала и подшипников шатуна
- Низкие показания давления масла из-за неаккуратных допусков
- Двигатель не запускается из-за заедания
Можно ли отремонтировать коленчатый вал?
Выход из строя коленчатого вала — серьезное дело, и даже незначительное повреждение коленчатого вала может вызвать серьезные проблемы.
В некоторых случаях выемки или царапины на шейках могут быть устранены и установлены подшипники большего размера, компенсирующие удаление материала с коленчатого вала.
Если повреждение не может быть полностью устранено, необходимо установить новый коленчатый вал, иначе вскоре после этого вы рискуете снова выйти из строя.
Сколько стоит замена коленчатого вала?
Как уже говорилось, замена коленвала — это всегда капитальный ремонт.
В большинстве случаев это неотъемлемая часть ремонта двигателя.
Для большинства автомобилей стоимость коленчатого вала как отдельного компонента составляет от 400 до 800 долларов США.
Тем не менее, для опытного механика по замене коленчатого вала требуется больше, чем полный рабочий день, плюс потребуются прокладки, жидкости и другие второстепенные детали.
В среднем замена коленчатого вала для большинства моделей будет стоить от 2000 до 2800 долларов.
Если вам нужна замена коленчатого вала, рекомендуется попросить квалифицированного механика выполнить эту работу, чтобы убедиться, что все сделано правильно.
Вы можете использовать AutoGuru для поиска и сравнения местной высококачественной механики, чтобы заказать замену коленчатого вала.
Eagle Specialty Products 103523480 3,48-дюймовый литой стальной коленчатый вал для Small Block Chevy: Automotive
| Прейскурантная цена: | 270 долларов.00 $ 270,00 Подробности |
| Цена: | 254,99 долларов США 254,99 долларов США + $ 251,05 перевозки |
| Вы сэкономили: | 15,01 долл. США 15 долл. США.01 (6%) |
Коленчатый вал Огайо — более 1200 коленчатых валов на складе
Как можно скорее доставьте нам коленчатые валы, головки цилиндров, двигатели в сборе (или что-либо еще) для ремонта и технического обслуживания. В связи с текущими сбоями в цепочке поставок мы хотим получить любые детали, которые могут вам понадобиться, в разумные сроки. Кроме того, скоро будут готовы новые мелкоблочные шатуны Ohio Crankshaft для Chevy, так что планируйте на 2022 год. Поставки будут ограничены.
Ohio Crankshaft — ваш поставщик головок цилиндров Pro-Filer, включая это новое предложение на их головки 174-32-03 Sniper.
Посетите нашу страницу о головках цилиндров, чтобы получить дополнительную информацию о World Products, Dart Machinery, Brodix, Profiler и Ohio Crank Heads.
| Модель | Цена |
|---|---|
| Профилировщик 174-32-03 Снайперские головки Квадратные алюминиевые отверстия для направляющих 320 | 2999,00 долл. США пара |
КОЛЕНЧАТЫЕ ВАЛЫ В настоящее время мы перечисляем ряд коленчатых валов SBC, BBC и Mopar.
Эти кривошипы правильно обработаны. но за пределами новых параметров, таких как 0,010 дюйма при обработке шейки.
https://www.racingjunk.com/cranks/184214086/CRANK-SHAFT-BLEMS-.html
ПОСЛЕДНИЕ НОВОСТИ
Джереми Мейсон выигрывает Super Gas на чемпионате NHRA Midwest Nationals на трассе World Wide Technology Raceway недалеко от Сент-Луиса. Джереми побеждает не только на своем драгстере, но и на своем Chevy II с двигателем от Ohio Crankshaft.
Всего через несколько недель после крупной победы Джереми на Norwalk NHRA Nationals, он смог выиграть NHRA JEGS Sportsnationals 2021 года на своем новом драгстере Ohio Crank.
Джереми говорит:
Я собрал этот драгстер в апреле, и он уже окупается! С нетерпением жду начала сезона и посмотрю, что еще я могу сделать !
Расти Кук победил Джереми Мэйсона (оба — клиенты Ohio Crankshaft) в финале Jegs All Stars Super Gas.Super Gas Расти был куплен на выставке Ohio Crank на прошлой неделе и отправился прямо в Инди за победой! Расти также прошел 6 раундов в Super Comp.
Цепочки поставок многих товаров в мире (включая рабочие характеристики и автоспорт) в настоящее время находятся в несовершенном состоянии.
Мы ищем наши различные источники, чтобы поставлять продукты наиболее эффективными средствами и по самым выгодным ценам. Некоторые рекламируемые цены могут незначительно колебаться в это время, и мы постараемся сделать все возможное в срок поставки. ЦЕНИМ ВАШ БИЗНЕС.
FIRE CRACKERS Мы будем закрыты 3-5 июля >>> Да благословит Бог США
Большой привет Джереми Мэйсону, Грегу Диллману и Джейсону Форду .
Мейсон забрал домой NHRA Super / Gas Wally на недавнем мероприятии Norwalk National.
Диллман и Форд в последнее время также одержали победы в паре крупных гонок.
Все с мощностью коленчатого вала Ohio !
Гонщики повсюду ищут нужные запчасти, которых не хватает. Компания Ohio Crankshaft отмечает, что у нас на складе есть труднодоступные алюминиевые блоки BMP по очень конкурентоспособным ценам. Кроме того, наш ассортимент железных блоков World Products не имеет себе равных.
BMP Aluminium — 350 Main x 4,125 малый блок Chevy
BMP Aluminium — 400 Main x 4.125 small block Chevy
BMP Aluminium — 9,8 x 4.500 454 big block Chevy
BMP Aluminium — Mopar Hemi
BMP Aluminium — Mopar Wedge
Мы отстаем в некоторых наших проектах по нескольким причинам. Было сложно получить запчасти и всевозможные расходные материалы. Компании, занимающиеся доставкой посылок, постоянно опаздывают, поставщики хороших запчастей, на которых мы рассчитывали годами, сталкиваются с теми же проблемами.С другой стороны, сдерживаемый спрос, поскольку пандемия прекращается и гонки возвращаются.
Мы не бездельничаем, много сверхурочно работаем. Мы увеличили штат сотрудников и делаем все возможное, чтобы не отставать.
| 1W5009 | КОЛЕНВАЛ С ШЕСТЕРНЮ | 3408, 3408B, 3408C, 3408E | 589, 631D, 631E, 631G, 633D, 633E II, 637D, 637E, 69D, 69D, 69D, 69D, 69D, 69D, 69D 768C, 769C, 769D, 771C, 771D, 834B, 836, 988B, 988F, 988F II, AD40, AD45, AE40, AE40 II, CG137-08 | |||
| 1W6209 | КОЛЕНЧАТЫЙ ВАЛ W / ШЕСТЕРНЯ 340159 | 1 , 988B|||||
| 1W6213 | КОЛЕНВАЛ AW / ШЕСТЕРНЯ | 3412, G3412 | D9L | |||
| 1W9771 | КОЛЕНЧАТЫЙ ВАЛ | 3204 926 | , 916 9516, 916, 916||||
| 1070992 | КОЛЕНЧАТКА В КАКОВОМ РЕЖИМЕ | 3046 | 933, 939, 939C, D3C III, D3G, D4C III, D4G, D5C III, D5G | |||
| 11728 30 | ||||||
| , 315C, 317B LN, 318B, 933C, 939C | ||||||
| 1253005 | CR ANKSHAFT W / GEAR | 3066 | 318C, 319C, 320, 320B, 320B L, 320C, 320C FM, 320C L, 320D, 320D LRR, 320N, 321B, 321C, 323D L, 323D LN | |||
| КОЛЕНВАЛ | 3064 | 311B, 311C, 312B, 312C, 312C L, 314C | ||||
| 1601799 | КОЛЕНВАЛ W ШЕСТЕРНЯ | 3406E, C-15, C-16, 824, 824, C15 , 825G II, 826G II, AD30, MTC835, R2900G | ||||
| 1694187 | КОЛЕНЧАТЫЙ ВАЛ | 3176C, C-10 | 345B, 480, 75D, 966G II, D7R II, R16001860 | 0G0GКОЛЕНВАЛ С ШЕСТЕРНЮ | C-12 | 85D, 972G II |
| 1894918 | КОЛЕНВАЛ С ШЕСТЕРНЯ | C-18, C18 | 24M, 385C, 385C LH, 385C L, 385C L, 385C L, 385C L, 385C 390D, 390D L, 631E, 631G, 633E II, 637E, 637G, 657E, 657G, 772, 834H, 836H, 988H, AD45B, AD55, D9T, PM-200, PM-201 | |||
| 2W4088 901 60 | КОЛЕНВАЛ AW / ШЕСТЕРНЯ | 3412, 3412C, 3412E, G3412, G3412C | 24H, 651E, 657E, 773B, 773D, 775B, 775D, 844, 990, 990 II, 992C, 992D, D10NL, D10R PR-1000, PR-750B, SCT673, SPS342, SPT342 | |||
| 2327400 | КОЛЕНВАЛ | 3054C | 414E, 416D, 416E, 420D, 420E, 422E, 424D, 430D, 428D, 428D 432E, 434E, 442D, 442E, 444E, 914G, AP-300, AP-300D, AP-650B, AP-800D, C4.4, CB-434D, CB-534D, CB-564D, CD-54, CP-433E | |||
| 2611544 | КОЛЕНВАЛ С ШЕСТЕРНЮ | C-9 | 12H, 140M, 140M 2, 160M, 160M 2 , 2290, 2390, 2391, 2491, 2590, 330C, 330C FM, 330C L, 330C MH, 330D, 330D FM, 330D L, 330D LN, 330D MH, 336D, 336D L, 336D LN, 336D2, 336D2 L, 340D L, 340D2 L, 511 | |||
| 2715658 | КОЛЕНВАЛ С ШЕСТЕРНЮ | 3116, 3126, 3126B, 3126E | 120H, 120H ES, 120H NA, 120K, 120K 2, 12K, 12M, 135H, 135H, 135H 140G, 140K, 140K 2, 140M, 160K, 214B, 30/30, 320B, 322B L, 322B LN, 322C, 322C FM, 324D, 324D FM, 324D FM LL | |||
| 3133996 | ШЕСТЕРНЯ КОЛЕНЧАТОГО ВАЛА | В КОМПЛЕКТЕ 901 C11 | 14M, 725, 730, 966H, C11, R1600H, R1700G, RM-300, Th45-C11I | |||
| 3133997 | КОЛЕНВАЛ С ШЕСТЕРНЯ | C13 | 16M, 345C, 345C, 345D, 345D L, 345D L VG, 349D, 349D L, 621H, 621K, 623H, 623K LRC, 627H, 627K LRC, 730 , 730C, 972H, 980C, 980K, 980K HLG, C13, C13 XQ350, CX31-C13I, D8N, Th45-C13I, Th45-C1 | |||
| 3216442 | КОЛЕНЧАТЫЙ ВАЛ | 33016 901 90G3309 | ||||
| 3348389 | КОЛЕНВАЛ W ШЕСТЕРНЯ | 3306, 3306B | 12G, 12H ES, 12H NA, 140G, 140H, 140H ES, 140H NA, 143H, 14G, 14H NA, 160G, 160H ES, 160H NA, 163H NA , 1673C, 330, 350, 528B, 530B, 615C, 627E, 627F, 637E, 815B, 966F, 966F II, 970F, 972G | |||
| 3370201 | КОЛЕНЧАТЫЙ ВАЛ | C15 Th | 9040, 7359 374F -C15T||||
| 3370872 | КОЛЕНЧАТЫЙ ВАЛ | G3304, G3304B | 120G, 130G, 3304, 3304B, 515, 517, 518C, 525, 527, D4H, D4H XL16, D4HTSK 9015 III | , D4HTSK 9015 3442603КОЛЕНВАЛ | 3306, 3306B, 3306C | 12H, 12H ES, 12H NA, 140G, 140H, 140H ES, 140H NA, 143H, 14H NA, 160H, 160H ES, 160H NA, 163H NA, 235B, 330, 330B L, 350, 545, 572R, 611, 615C, 627B, 627F, 627G, 637E, 637G, 814F |
| 3642828 | КОЛЕНВАЛ | 3054, 3054C | 312B 416C L, 3 416D, 420D, 426C, 428B, 428C, 430D, 436C, 438C, 908, 914G, CB-434B, CB-434C, CB-535B, CB-544, CB-545, CP-433C, CS-323C, CS- 431C, IT14G, M312, M315, PS-150B | |||
| 3645145 | КОМПЛЕКТ ШАЙБЫ | C7.1 | 120M 2, 2384C, 2484C, 2570C, 2670C, 312E, 312E L, 314E CR, 314E LCR, 316E L, 318E L, 320D2, 320D2 GC, 320D2 L, 320E, 320E L, 320E LN, 320E LRR, 320E RR, 323D2 L, 323E L, 324E, 324E L, 324E LN, 329E | |||
| 3849906 | КОЛЕНЧАТЫЙ ВАЛ | 3412, 3412C, 3412E | 24H, 5110BE, 651E, 77D, 77B, 77B, 77D, 77B , 775E, 844, 990, 990 II, 992C, C30, D10N, D10R, D9L, G3412, PM3412, PR-1000, SPS342, SPT342 | |||
| 4N7692 | КОЛЕНЧАТЫЙ ВАЛ С ШЕСТЕРНЯМИ | 9GAR-FORGED | 9, 130G, 215, 215B, 215C, 225, 225D, 229D, 3304, 518, 920, 930, 936, 941, 950, 950B, 950B / 950E, 951B, 955K, 955L, 963, CB-534, D4D, D4E , D5H, E240, FB518, G936 | |||
| 4N7693 | КОЛЕНЧАТЫЙ ВАЛ С КОВАННОЙ ШЕСТЕРНЯМИ | 3306, 3306B | 120B, 12G, 140G, 14G, 160G, 1673C, 235, 56C, 528 561D, 571G, 572G, 615, 615C, 627B, 637D, 639D, 814, 814B, 815, 815B, 816, 816B, 966C, 966D, 973, 977K, 977L, 980B, D250B | |||
| 6I1453 | КОЛЕНВАЛ AW / ШЕСТЕРНЯ | 3406, 3406B, 3406C, 3406E | 16G, 16H NA, 245B, 375, 375 L, 5080, 587, 621R, 621R, 621E, 621R : | 342, D342 | D8K | |
| 7C4859 | КОЛЕНЧАТЫЙ ВАЛ С ЦИЛИНДРИЧЕСКОЙ КОВКОЙ | 3406, 3406B, G3406 | 16G, 578, 621E, 623E, 62760 814, 814, 814 | |||
| 8M4505 | КОЛЕНВАЛ STD | D330A | 955H, 955K, D4D | |||
| 9M2337 | CRANKSHAFT | 1673, 1673B62, КОЛЕНЧАТЫЙ ВАЛ 9015 9015 9015 9015 9015 9016, 1673B62, D33159 9015 9016 9015 3208 | 225, 3208, 613B, 613C, FB221, PR-1000, PS-500 | |||
| 6127-31-1012 901 60 | КОЛЕНВАЛ С ШЕСТЕРНЯ | S6D155, SA6D155 | ||||
| 6211-31-1010 | КОЛЕНЧАТЫЙ ВАЛ С ШЕСТЕРНЯ | S6D140, S6D140E, SA6D140, SA6D1401 , SA6D6D140E, SA6D140A | ||||
| 6240-31-1101 | КОЛЕНВАЛ С ШЕСТЕРНЮ | SAA6D170E |
Запасные коленчатые валы | Комплекты, задние главные уплотнения, рукава — CARiD.com
Коленчатый вал преобразует возвратно-поступательное движение поршней и шатунов во вращательное движение, которое поворачивает шестерни трансмиссии, полуоси и, наконец, колеса. Коленчатый вал вращается вокруг своей оси в блоке цилиндров. Шатуны прикреплены к смещенным ходам кривошипа, что позволяет преобразовывать движение. Чугун обычно используется для изготовления коленчатых валов двигателей малой мощности, а кованая сталь необходима для двигателей большой мощности.
Цапфы подшипников механически обработаны на коленчатом валу, чтобы его можно было поддерживать в блоке цилиндров и прикреплять большие концы шатунов к ходу кривошипа.Коленчатый вал вращается в блоке на подшипниках скольжения, поддерживаемых тонкой пленкой масла под давлением, и штоки таким же образом поддерживаются на шейках шатунов кривошипа. Большинство коленчатых валов имеют противовесы, которые компенсируют массу поршневых и шатунных узлов и поддерживают балансировку двигателя.
Маховик установлен на заднем конце коленчатого вала для сглаживания потока мощности и обеспечивает монтажную поверхность для узла сцепления. На автомобилях с автоматической коробкой передач вместо маховика, к которому крепится гидротрансформатор, используется гибкий диск.И маховики, и гибкие диски имеют зубцы по окружности в месте зацепления привода стартера. Гаситель колебаний, также называемый гармоническим балансиром, установлен на передней части коленчатого вала для гашения крутильных искажений, возникающих в коленчатом валу во время работы двигателя. Шкивы привода вспомогательных агрегатов обычно крепятся к гасителю колебаний.
Коленчатые валы — это прочные, прецизионные компоненты, которые при нормальном техническом обслуживании и эксплуатации должны прослужить ему весь срок службы. Однако неаккуратное обслуживание может привести к попаданию грязи между шейками кривошипа и подшипниками или снижению потока масла, что может привести к царапинам на шейках, увеличению зазора, контакту металла с металлом и детонации в двигателе.В таких случаях наиболее экономичный ремонт с наименьшим временем простоя транспортного средства обычно достигается с помощью комплекта кривошипа, который включает полностью обработанный коленчатый вал и заменяемые подшипники.
Утечки масла через заднее основное уплотнение — еще одна распространенная болезнь коленчатого вала. У нас есть запасные сальники и комплекты сальников для всех популярных автомобилей, но в случае сильного износа на контактной поверхности сальника коленчатого вала могут появиться канавки, что сделает замену сальника неэффективной. Однако нет необходимости полностью заменять коленчатый вал, если уплотнительная поверхность повреждена.На наших цифровых полках вы найдете легко устанавливаемые ремонтные втулки, которые запрессовываются на коленчатый вал, создавая гладкую поверхность для эффективного уплотнения и контроля масла.
Как работает коленчатый вал | DoItYourself.com
Коленчатый вал — фундаментальная деталь двигателя транспортного средства. Это система, которая преобразует линейную энергию в энергию вращения. Это позволяет колесам двигаться вперед. Все поршни в двигателе прикреплены к кривошипу, который также соединен с маховиком.Кривошип работает вместе с другими компонентами двигателя для достижения синхронизированного движения. Этот процесс, который позволяет двигателю транспортного средства работать, объясняется ниже.
Расположение цилиндровКоленчатый вал находится под цилиндрами двигателя транспортного средства. На двигателях V-типа он находится в основании, но на плоских двигателях он находится между рядами цилиндров. Автомобили могут иметь от трех до 12 цилиндров внутри двигателя, хотя у большинства из них четыре. Внутри каждого цилиндра находится поршень, который перемещается вверх и вниз по цилиндру.Все поршни двигателя соединены с коленчатым валом отдельными шатунами. Цилиндры работают согласованно, как и с другими частями двигателя. Это называется четырехтактным циклом и происходит в каждом из четырех цилиндров. Этот цикл — это то, что приводит в действие двигатель транспортного средства.
Четырехтактный цикл
Четыре такта относятся к впуску, сжатию, мощности и выпуску. На такте впуска поршень опускается вниз, поскольку впускной клапан открывается, позволяя воздуху и топливу попасть в цилиндр.Как только поршень достигает основания такта впуска, он вызывает закрытие впускного клапана. Топливно-воздушная смесь остается в цилиндре. Эта смесь сильно сжимается поршнем при движении вверх. Содержимое цилиндра воспламеняется свечой зажигания, во время которой происходит расширение. В процессе сгорания опускается поршень, который поворачивает кривошип, чтобы дать энергию для движения транспортного средства. Затем выпускной клапан открывается, чтобы выпустить выхлоп, как только поршень достигнет нижней части цилиндра.Затем поршень возвращается в верхнюю часть цилиндра, выпуская сгоревшие газы через выпускной клапан. Затем повторяется 4-тактный цикл.
Коленчатый вал — распределительный вал
Кривошип перемещает поршни вверх и вниз внутри цилиндров. Движение поршней регулируется кривошипом. Компонент, известный как распределительный вал, также обеспечивает правильную работу поршней. При каждом вращении кривошипа вместе с ним должен вращаться и распределительный вал.Это потому, что эти два компонента связаны вместе. Две части двигателя имеют синхронизированное движение. Когда распределительный вал вращается, он заставляет впускные и выпускные клапаны открываться и закрываться. Это позволяет потоку воздуха, который важен для взрыва в цилиндре. Внутри цилиндров двигателя возникают взрывы. Взрывы оказывают давление на поршни, так что они продолжают двигаться. Эти взрывы приводят в движение колеса. Движущиеся поршни вызывают резкие движения.Маховик, который находится на конце вала, помогает уменьшить неустойчивое движение. Когда вал движется, маховик совершает круговое движение. Насечки на маховике помогают добиться более равномерного движения. Это движение в конечном итоге приводит к повороту колес транспортного средства, поскольку маховик соединен с другими частями транспортного средства.