Как правильно запрессовывать подшипники? — Alisa-motors
Вопрос в реалиях полного отсутствия технической грамотности не праздный. На этом нелегком поприще много чего было угроблено: отбито пальцев подшипников, гнезд в которые они ставятся, кувалд, а сколько нервов потрачено? Страшно и представить…
Чтобы поставить подшипник и навсегда о нем забыть нужно соблюсти несколько условий:
- Трезвость
- Хорошая теоретическая подготовка
- Наличие оправки
- Желание учится и постоянно развиваться в своем ремесле
Большинство оправки игнорируют: берут кувалду, наставляют подшипник на гнездо и забивают его словно костыль в шпалу… При таком подходе к ремонту итог спрогнозировать сложно:
- Обойма может лопнуть
- Расплющится
- Встанет с перекосом
- Может замяться посадочное гнездо
- Поломается кувалда
- Опустеет кошелек
- Даром пройдут выходные
Теория
Для того, чтобы по-максимуму облегчить себе работу и свести риски повреждений деталей к минимуму, а заодно обеспечить высокое качество ремонта нужно соблюсти несколько важных правил:
- Подшипник нужно запрессовывать только оправкой. Прилагать усилие к подшипнику через его рабочие элементы категорически не рекомендуется! Если вам нужно запрессовать подшипник в гнездо, то усилие при запрессовке нужно прилагать строго к той обойме, которой вы его запрессовываете или напрессовываете. И ни в коем случае нельзя делать наоборот: набивать подшипник на вал нанося удары по наружной обойме или забивать в гнездо ударяя по внутренней, то есть прилагать усилие через рабочие элементы
- Для того, чтобы облегчит работу и минимизировать повреждение подчас очень дорогостоящих деталей — посадочные гнезда нужно нагревать до температуры 100-110 градусов.
 Греть лучше всего феном или в духовке по принципу: если подшипник прессуем в гнездо, то греем гнездо, если садим подшипник на вал — греем подшипник
Греть лучше всего феном или в духовке по принципу: если подшипник прессуем в гнездо, то греем гнездо, если садим подшипник на вал — греем подшипник - Для большего эффекта нагрев можно дополнить замораживанием в такой комбинации: если нужно запрессовать подшипник в гнездо — греем гнездо, а подшипник замораживаем. Если подшипник нужно насадить на вал — греем подшипник, а вал замораживаем. К сожалению, заморозка по разным причинам не всегда возможна и приходится ограничиваться только нагревом
По-возможности подшипник нужно запрессовывать с помощью промышленного пресса. Такой способ дает массу преимуществ: к подшипнику будет прилагаться только линейная нагрузка, а не импульсная, если забивать молотком
 Греть лучше всего феном или в духовке по принципу: если подшипник прессуем в гнездо, то греем гнездо, если садим подшипник на вал — греем подшипник
Греть лучше всего феном или в духовке по принципу: если подшипник прессуем в гнездо, то греем гнездо, если садим подшипник на вал — греем подшипникОправка
Оправку покупать совсем необязательно ее можно сделать самому за несколько минут из бездифицитного материала: из такого же подшипника, который нужно запрессовать. Если лень возится — оправку можно купить или даже купить целый набор и пользоваться на здоровье. Что вам больше приемлемо, то и выбирайте.
Берем старый ненужный подшипник, который еще способен вращаться. Подводим подшипник к кругу точильного станка и обтачиваем немного обойму: если подшипник развернуть поперек камня, то работа пойдет намного быстрее
Сильно стачивать обойму не нужно, хватит буквально десятой доли миллиметра
Вырезаем сваркой внутреннею обойму
Для удобства работы — навариваем на обойму шайбу
Запрессовка
Нагреваем гнездо, наставляем подшипник, кладем на подшипник оправку и с помощью молотка забиваем его на нужную глубину. Забивать нужно за несколько несильных ударов постоянно контролируя, чтобы подшипник не пошел на перекос
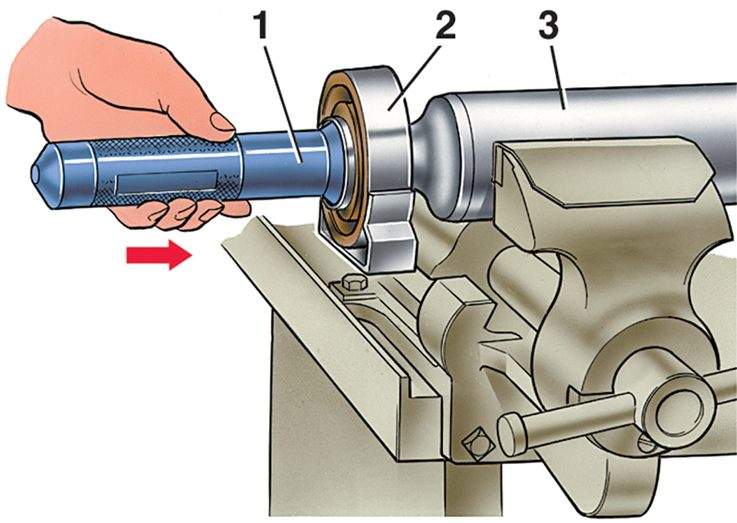
На вал насадить подшипник еще проще: отрезаем кусок подходящего размера трубы, нагреваем подшипник, одеваем его на вал, наставляем трубу на внутреннею обойму и забиваем
Как запрессовать подшипник | Справочник конструктора-машиностроителя
?Как видно из фотографии, устройство позволяет по очереди запрессовать все 4 подшипника крестовины.
Цепляясь непосредственно на ухо вилки и базируясь по ее фрезерованной тыльной базовой поверхности, оно строго перпендикулярно ей задавливает в гнездо вилки вложенный в него подшипник, причем, не нагружая изгибом саму вилку и не заставляя ее пружинить.
Отсутствие перекосов подшипника при запрессовке обеспечивается за счет промежуточного плунжера, движущегося с минимальным зазором в расточке приспособления.
При этом вероятная некоторая несоосность плунжера и запрессовываемого подшипника уже не располагают никакого принципиального значения.
Характерно, что до момента возможного защемления крестовины в подшипниках по торцам ее игл ( в момент завершения сборки ) во целых промежуточных фазах запрессовки крестовина остается совсем пустой, даже без намека на «прикусывание» запрессовываемых
Это — в отличие от их запрессовки с помощью тисков и тем паче с помощью молотка, когда дело порой доходит даже до задиров поверхности шипов иголками перекашиваемых подшипников ( впоследствии, при повторной переборке кардана, характерные следы этих задиров часто путают со следами местного износа крестовин, даже когда эти следы наблюдаются на нерабочих участках поверхности шипов ).
При охлаждении подшипник сжимается также и в осевом направлении.
Поэтому, во избежание образования зазора между подшипником и заплечиком, необходимо приложить и постоянно поддерживать ( до полного остывания подшипника ) напряжение в осевом направлении.
В эпизоде большого натяга между внешним кольцом и корпусом может использоваться способ посадки с предварительным охлаждением подшипника сухим льдом или другим охлаждающим средством.
Однако при подобном способе немедленно же после посадки на подшипнике конденсируется влага из духа.
Поэтому при посадке с охлаждением необходимо принимать особые степени для предотвращения коррозии.![]()
Вращаться с устройством стоит деликатно, так как его плунжер, даже обильно смазанный консистентной смазкой, просто вываливается из туловища даже под действием собственного веса.
Конечно, можно отфрезеровать на боковой поверхности плунжера небольшой паз длиной миллиметров 40 и предусмотреть в корпусе соответствующий штифт, свободно заходящий в сей паз и предохраняющий плунжер от выпадания.
Но я такую доработку не делал — просто возник дополнительный повод аккуратнее обращаться с устройством при работе и, во избежание случайной «разукомплектации», держать его в отдельном полиэтиленовом пакете.
1 ?°?€ ” передняя вилка шарнира промежуточного вала ;
2 ?°?€ ” промежуточный вал : 3 ?°?€ ” балансировочные пластины ;
4 ?°?€ ” корпус промежуточной опоры ;
5 ?°?€ ” подшипник : в ?°?€ ” скользящая вилка карданного вала : 7 ?°?€ ” защитный чехол : 8 ?°?€ ” сальник — 9 ?°?€ ” масленка — 10 ?°?€ ” карданный вал ;
11 ?°?€ ” вилка заднего кардана карданного вала ;
12 ?°?€ ” днище кузова ;
13 ?°?€ ” опора ;
14 ?°?€ ” указательные метки ;
15 ?°?€ ” гайка крепления фланца : 16 ?°?€ ” масленка : 17 ?°?€ ” игольчатый подшипник : 18 ?°?€ ” крестовина ;
19 ?°?€ ” стаканчик подшипника ;
20 ?°?€ ” стопорное кольцо : 21 ?°?€ ” сальник : 22 ?°?€ ” предохранительный клапан
С помощью такого комплекта легко по очереди демонтировать все 4 подшипника крестовины ( снова же — не прибегая к помощи молоточка ).
Причем сразу — наружу, не продергивая подшипники
Конечно, специальный съемник аналогичного принципа влияния мог бы быть компактнее и намного уютно в работенке, а в сочетании с нарисованным выше приспособом ( или таким ему ) — в иных случаях позволять производить экспресс — замену крестовин даже без демонтажа самого кардана с автомобиля.

Успехов!
вверх
Как правильно запрессовать подшипник
В конструкции скутеров чаше всего применяются шариковые радиальные подшипники.
Для подобных типов подшипников применяется единый метод снятия-установки. Старый подшипник обычно выбивают из гнезда при помощи молотка и выколотки (подробнее см. Подшипники переднего колеса — замена). Если гнездо подшипника не сквозное, то подшипник извлекается при помощи двухзахватного или трехзахват-ного съемника.
ВНИМАНИЕ!
Подшипник, извлеченный из гнезда любым из указанных способов в большинстве случаев не подлежит повторной установке, так как усилие при извлечении подшипника прикладывается к внутреннему кольцу, на весь подшипник действуют сильные поперечные перегрузки, на которые подшипник не рассчитан, и в результате которых он деформируется и уже не может выполнять своих функций. Скорее всего, повторно установленный подшипник выйдет из строя очень быстро.
В гаражных условиях удобнее всего запрессовывать подшипники при помощи торцовых головок и молотка.
- Смазываем внешнее кольцо подшипника небольшим количеством масла или смазкой.
- Устанавливаем подшипник в гнездо строго перпендикулярно оси гнезда. Это позволит избежать повреждений посадочной плоскости.
- Подбираем подходящую по диаметру торцовую головку из набора инструментов (диаметр головки должен быть чуть меньше диаметра внешнего кольца подшипника).
ВНИМАНИЕ!
Недопустимо запрессовывать подшипник в картер или корпус, воздействуя на его внутреннее кольцо. Аналогично, нельзя напрессовывать подшипник на вал через внешнее кольцо.
• Легкими ударами молотка осаживаем подшипник до упора в гнездо. Следите, чтобы подшипник заходил в гнездо без перекосов на всем своем пути. Это сбережет посадочный диаметр гнезда.
В большинстве случаев, подшипники устанавливаются в свои гнезда с натягом, то есть, посадочный диаметр гнезда выполнен меньше диаметра внешнего кольца подшипника. Валы, вращающиеся в подшипниках, также устанавливаются с натягом, то есть диаметр вала больше, чем посадочный диаметр внутреннего кольца подшипника.
Валы, вращающиеся в подшипниках, также устанавливаются с натягом, то есть диаметр вала больше, чем посадочный диаметр внутреннего кольца подшипника.
Если посадочный натяг невелик, то подшипник можно запрессовать «на холодную». Если натяг большой, то лучше всего использовать метод «горячей» запрессовки. Чаше всего, подшипники устанавливаются в детали из алюминиевых сплавов (картер двигателя, вариатора, литые колесные диски), что облегчает процесс запрессовки, так как алюминий имеет впятеро больший коэффициент теплового расширения, чем сталь.
Суть «горячей» запрессовки заключается в использовании свойства материалов расширяться при нагревании. То есть, если в холодном состоянии посадочный диаметр гнезда меньше, чем посадочный диаметр подшипника, то при нагревании он становится равным, или даже большим, и подшипник входит в свое гнездо без усилий, перекосов, что, несомненно, положительно влияет на долговечность самого подшипника, а также посадочных плоскостей деталей, в которые он устанавливается.
Для нагрева детали лучше всего использовать технический фен. Чаще всего, достаточно разогреть область вокруг посадочного гнезда подшипника до 100—130° С. Конечно, можно использовать газовую или бензиновую горелку, но температура открытого пламени излишне высока, и при неравномерном или слишком сильном нагреве всю нагреваемую деталь может «повести», то есть, деталь может необратимо деформироваться.
Также существует альтернативный способ «горячей» запрессовки. Вместо нагревания детали можно охладить сам подшипник. Для этого, как уже говорилось, можно воспользоваться физическим методом охлаждения — заморозить подшипник в морозильнике или обработать специальным охлаждающим спреем, который можно приобрести в магазинах автохимии. На выходе из сопла баллона спрей имеет температуру около минус 40″ С. При температуре детали около 20° С, разница температур может достигать 60° С, что вполне достаточно для заметного облегчения запрессовки подшипника.
Разумеется, для особо больших натягов (когда подшипник туго входит в гнездо даже после разогрева детали), можно использовать оба способа одновременно.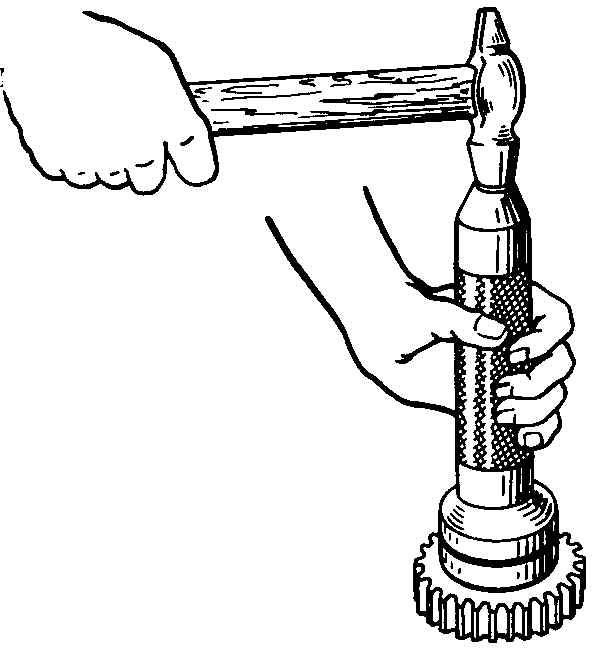 То есть, нагревать деталь и охлаждать подшипник.
То есть, нагревать деталь и охлаждать подшипник.
При наличии натяга в паре подшипник — вал, также рекомендуется пользоваться методом горячей запрессовки. Только теперь нужно нагревать подшипник, а вал охлаждать.
ВНИМАНИЕ!
Все подшипники, не имеющие постоянного притока смазки, как, например, в двигателе или в редукторе, необходимо заполнить пластичной смазкой. В зависимости от метода сборки, набивку подшипника смазкой необходимо осуществлять до запрессовки либо после, чтобы смазка не потеряла своих свойств при сильном нагреве.
ВНИМАНИЕ!
Преждевременный износ подшипников качения связан, как правило, с попаданием в подшипник воды и грязи, действующей как абразивный материал.
17. Тюнинг или бешеная табуретка
Тюнинг — (от англ. to tune — «настраивать») это комплекс действий, направленный на улучшение эксплуатационных характеристик скутера.
Когда проходит первая эйфория от ветра в лицо и ощущения полета, в голову начинают приходить мысли о том, что хочется «летать» еще лучше, и получать ветра в лицо еще больше. Именно в этот момент скутерист инфицируется «бациллой» тюнинга. Болезнь эта заразна и неизлечима практически в ста процентах случаев. Начав однажды «тюнить» свой скут, остановиться практически невозможно.
Тюнинг можно условно подразделить на три большие категории: восстановление мощности и характеристик изначально «задушенного» мотора, повышение мощности для улучшения эксплуатационных характеристик и максимальная форсировка двигателя, подготовка скутера к гонкам. Нас в первую очередь, интересует первое и второе, так как подготовка скутера к гонкам — это тема для отдельной книги, кроме того, без инженерного образования, специального оборудования и серьезной финансовой поддержки хороших результатов на этом поприще получить невозможно.
Тюнинг — процесс, не имеющий строгих границ и этапов. Нужно это четко осознавать. Силовой агрегат — очень сложный инженерный объект, все элементы которого спроектированы с целью обеспечения наилучшего их взаимодействия между собой. То есть, замена какой-то одной детали не только не улучшит характеристики скутера, но и, с высокой долей вероятности, ухудшит их.
То есть, замена какой-то одной детали не только не улучшит характеристики скутера, но и, с высокой долей вероятности, ухудшит их.
Тюнинг это в первую очередь, КОМП-ЕКС мероприятий, а не отдельные факты замены деталей.
Замена поршневой группы на тюнинговый кит(От англ. kit — набор) большего рабочего объема, практически со 100% вероятностью не даст прироста мощности, пропорциональной увеличению объема. Почему? Просто карбюратор не способен обеспечить хорошую наполняемость цилиндра топливовоздушной смесью из-за не рассчитанных на такой объем жиклеров и диффузора, воздушный фильтр не способен пропустить через себя необходимый объем воздуха, выхлопная система не успевает выбрасывать возросший объем выхлопных газов и просто-напросто «душит» мотор, кроме того, работа вариатора, также становится далекой от идеала, так как кривые графиков мощности и крутящего момента изменяются. В результате, после такого тюнинга мы получаем не прирост мощности, а лишь возросший расход топлива, и разочарование в своих способностях механика.
Именно поэтому не рекомендуется браться даже за самый, на первый взгляд, простой тюнинг, не имея достаточного опыта в ремонте скутеров, и без полного понимания процессов, происходящих в недрах сложного механизма под названием «двигатель внутреннего сгорания с бесступенчатой трансмиссией».
ВНИМАНИЕ!
Увеличение рабочего объема скутера свыше 50 см3 автоматически переводит его в категорию «мотоциклы» со всеми вытекающими последствиями (права, номерной знак, технический осмотр, обязательное страхование).
КИТЫ
Кит — это набор компонентов для повышения мощности двигателя. В России наиболее распространены и популярны детали производства итальянских компаний Malossi (Малосси) и Polini (Полини). Разумеется, основной ассортимент этих компаний направлен на скутеры европейских производителей, однако, и для наиболее распространенных «японцев» тоже можно найти много интересного. Итак, киты бывают очень разные — от самых простых, в которые входит только головка цилиндра с измененной формой камеры сгорания для повышения степени сжатия и прокладка, до полных наборов ЦПГ увеличенного объема.
Разумеется, существуют киты не только для двигателей, но и для других систем скутера. Вариаторные киты — наиболее простой способ настроить работу трансмиссии под увеличившуюся мощность двигателя.
Так называемый джет-кит — это набор деталей карбюратора, который приводит возможности этого прибора в соответствие с потребностями двигателя. Но о них мы поговорим чуть ниже.
Установив такой кит на «полтинник», можно увеличить объем двигателя до 80, 85, 90 и даже 124 см3! Правда для увеличения объема более чем вдвое, как правило, требуется замена коленчатого вала на тюнинговый усиленный, с большим радиусом кривошипа, и даже доработка картера двигателя, но это уже область глубокого тюнинга. Наиболее популярны киты для увеличения объема «полтинника» до 65-90 «кубиков».
НЕМНОГО ТЕОРИИ
Любой двигатель внутреннего сгорания действует по принципу преобразования тепловой энергии сгоревшего топлива в кинетическую энергию (вращение коленчатого вала).
Для начала нужно понять, что такое мощность двигателя. Выражаясь языком науки, мощность — это работа, проделанная за единицу времени. Чем больше работы проделано, тем выше мощность. Другими словами, физический термин «работа» в данном случае это сгорание топлива. Чем больше топлива сгорело в единицу времени, тем больше мощность двигателя. Задачу по увеличению объема сгоревшего топлива можно решать двумя путями — увеличить количество подаваемой смеси за каждый такт работы мотора или увеличить обороты двигателя. Разумеется, наилучшие результаты дает совместное использование двух способов. Рассмотрим применение обоих на конкретных примерах.
Дата добавления: 2016-10-07 ; просмотров: 3393 ; ЗАКАЗАТЬ НАПИСАНИЕ РАБОТЫ
Недавно делился с подписчиками о доработке самодельного гидравлического пресса.
А так же о том, как с помощью него была проведена выпрессовка и запрессовка ступицы форд.
Появились вопросы от подписчиков и просто гостей, о том, каким образом правильно запрессовать ступицу не повредив подшипник.
Рассказываю.
Есть три варианта запрессовки ступицы в кулак:
Способ 1: Самый простой — тупо задавить ступицу прессом в кулак. При этом все давление гидравлики с внутренней обоймы подшипника через шарики переходит на внешнюю обойму. При этом 99% случаев заканчивается повреждением шариков и обойм и ступица начнет шелестеть через 2-3 тыс. км. Так делают обычно те, кто выпрессовывают ступицу таким способом
Нам, творческим и технически подкованным ближе к телу третий вариант.
Сразу оговорюсь. Идея не моя. Где-то, что-то подобное я видел на просторах интернета. И расстрою некоторых последователей — без токарных работ не обойтись.
Итак, нам надо изготовить три детали.
Две одинаковые детали №1 вот такого плана
Вопрос в реалиях полного отсутствия технической грамотности не праздный. На этом нелегком поприще много чего было угроблено: отбито пальцев подшипников, гнезд в которые они ставятся, кувалд, а сколько нервов потрачено? Страшно и представить…
Чтобы поставить подшипник и навсегда о нем забыть нужно соблюсти несколько условий:
- Трезвость
- Хорошая теоретическая подготовка
- Наличие оправки
- Желание учится и постоянно развиваться в своем ремесле
Большинство оправки игнорируют: берут кувалду, наставляют подшипник на гнездо и забивают его словно костыль в шпалу… При таком подходе к ремонту итог спрогнозировать сложно:
- Обойма может лопнуть
- Расплющится
- Встанет с перекосом
- Может замяться посадочное гнездо
- Поломается кувалда
- Опустеет кошелек
- Даром пройдут выходные
Теория
Для того, чтобы по-максимуму облегчить себе работу и свести риски повреждений деталей к минимуму, а заодно обеспечить высокое качество ремонта нужно соблюсти несколько важных правил:
- Подшипник нужно запрессовывать только оправкой. Прилагать усилие к подшипнику через его рабочие элементы категорически не рекомендуется! Если вам нужно запрессовать подшипник в гнездо, то усилие при запрессовке нужно прилагать строго к той обойме, которой вы его запрессовываете или напрессовываете. И ни в коем случае нельзя делать наоборот: набивать подшипник на вал нанося удары по наружной обойме или забивать в гнездо ударяя по внутренней, то есть прилагать усилие через рабочие элементы
- Для того, чтобы облегчит работу и минимизировать повреждение подчас очень дорогостоящих деталей — посадочные гнезда нужно нагревать до температуры 100-110 градусов. Греть лучше всего феном или в духовке по принципу: если подшипник прессуем в гнездо, то греем гнездо, если садим подшипник на вал — греем подшипник
- Для большего эффекта нагрев можно дополнить замораживанием в такой комбинации: если нужно запрессовать подшипник в гнездо — греем гнездо, а подшипник замораживаем. Если подшипник нужно насадить на вал — греем подшипник, а вал замораживаем. К сожалению, заморозка по разным причинам не всегда возможна и приходится ограничиваться только нагревом
По-возможности подшипник нужно запрессовывать с помощью промышленного пресса. Такой способ дает массу преимуществ: к подшипнику будет прилагаться только линейная нагрузка, а не импульсная, если забивать молотком
 Прилагать усилие к подшипнику через его рабочие элементы категорически не рекомендуется! Если вам нужно запрессовать подшипник в гнездо, то усилие при запрессовке нужно прилагать строго к той обойме, которой вы его запрессовываете или напрессовываете. И ни в коем случае нельзя делать наоборот: набивать подшипник на вал нанося удары по наружной обойме или забивать в гнездо ударяя по внутренней, то есть прилагать усилие через рабочие элементы
Прилагать усилие к подшипнику через его рабочие элементы категорически не рекомендуется! Если вам нужно запрессовать подшипник в гнездо, то усилие при запрессовке нужно прилагать строго к той обойме, которой вы его запрессовываете или напрессовываете. И ни в коем случае нельзя делать наоборот: набивать подшипник на вал нанося удары по наружной обойме или забивать в гнездо ударяя по внутренней, то есть прилагать усилие через рабочие элементыОправка
Оправку покупать совсем необязательно ее можно сделать самому за несколько минут из бездифицитного материала: из такого же подшипника, который нужно запрессовать. Если лень возится — оправку можно купить или даже купить целый набор и пользоваться на здоровье. Что вам больше приемлемо, то и выбирайте.
Берем старый ненужный подшипник, который еще способен вращаться. Подводим подшипник к кругу точильного станка и обтачиваем немного обойму: если подшипник развернуть поперек камня, то работа пойдет намного быстрее
Сильно стачивать обойму не нужно, хватит буквально десятой доли миллиметра
Вырезаем сваркой внутреннею обойму
Для удобства работы — навариваем на обойму шайбу
Запрессовка
Нагреваем гнездо, наставляем подшипник, кладем на подшипник оправку и с помощью молотка забиваем его на нужную глубину. Забивать нужно за несколько несильных ударов постоянно контролируя, чтобы подшипник не пошел на перекос
Забивать нужно за несколько несильных ударов постоянно контролируя, чтобы подшипник не пошел на перекос
На вал насадить подшипник еще проще: отрезаем кусок подходящего размера трубы, нагреваем подшипник, одеваем его на вал, наставляем трубу на внутреннею обойму и забиваем
7 комментариев
Не, ну ведь по идее подшипники не так немного сажают. Сам подшипник лучше заморозить(в морозилке на всю ночь и более), а само посадочное место греют, хорошенько греют. Потом этот холодный подшипник влетает в посадочное место как по маслу.На холодную запрессовывать подшипники не очень айс..
Pocik29: то о чем вы говорите это способ хорош. Но видели ли вы где-нибудь , чтобы таким способом запрессовывали подшипники на заводе?
На заводах жидким азотом замораживают, сам пользуюсь.
Дмитрий, не в каждом гараже есть жидкий азот. Поэтому, исходим из того, что есть в наличии.
Спасибо за инфу.
А, ничего, так, что подшипники, в принципе забивать молотком (кувалдой) вообще нельзя?!
Сам термин «запрессовка» подразумевает задавливание. Применение ударных нагрузок к подшипникам категорически нежелательно!
Да никто с вами и не спорит. Собственно именно для того, чтобы не забивать подшипники кувалдой — я их грею или замораживаю (старый и общепринятый способ. даже рекомендуемый во многих изданиях). И идут они тогда очень легко, практически от руки, а молоток я использую скорее для бутафории. Нужен хороший пресс, и не тот, который наращивает усилие ступенчато: на основе всякого рода домкратов. Нужен именно с равномерной подачей и с манометром — для контроля усилия. У вас наверное дома есть такой пресс? У меня к сожалению нет, поэтому приходится приспосабливаться. Возможно когда-нибудь и куплю и тогда бы мы с вами, уверен, нашли бы общие темы для разговора.
Передняя подвеска — Ступицы передних колес
Технология горячей запрессовки подшипников
Запрессовка подшипников в горячем или холодном состоянии это, как оказалось, целая наука. При подготовке данного материала было изучено очень много действующих технологических процессов и исследовательских документов. Среди изученных данных есть материалы компании SKF Group, которая специализируется на решениях в области подшипников и подшипниковых узлов, уплотнениях, сервисе и системах смазывания. Нужно отметить, что по материалам этой компании можно написать целую докторскую диссертацию. Кому интересно, ссылка на их сайт будет после статьи.
При подготовке данного материала было изучено очень много действующих технологических процессов и исследовательских документов. Среди изученных данных есть материалы компании SKF Group, которая специализируется на решениях в области подшипников и подшипниковых узлов, уплотнениях, сервисе и системах смазывания. Нужно отметить, что по материалам этой компании можно написать целую докторскую диссертацию. Кому интересно, ссылка на их сайт будет после статьи.
А зачем вообще нужна горячая запрессовка подшипников?
Иногда это требование прописано в конструкторской документации на сборку узла. Также бывает ряд случаев, когда габариты и вес подшипника не позволяют установить его на посадочный диаметр при помощи только одного давления. В этих случаях и применяются установки для разогрева.
Технология горячей установки подшипников достаточно простая: внутренний диаметр нагревается до определенной температуры и подшипник устанавливается на вал. Часто данная операция осуществляется при помощи небольшого усилия пресса.
Оборудование для нагрева подшипников можно разделить на несколько видов:
- Масляные ванны — применяются редко, т.к. есть риск загрязнения подшипника и быстрого выхода его из строя (14% всех отказов подшипников происходят из-за его загрязнения)
- Нагревательные плитки с электронагревом — также применяются не часто, из-за одностороннего нагрева
- Установки с применением индукционного нагрева — самый используемый вид оборудования для горячей установки подшипников. О них дальше и пойдет речь.
Здесь наверное многие могут подумать про использование газовых горелок. Такой процесс нагрева практически неуправляемый. В процессе нагрева можно получить нежелательные структуры металла, его коробление и растрескивание.
Индукционные установки или установки для нагрева токами высокой частоты по исполнению подразделяются на следующие виды:
- Стационарные установки индукционного нагрева
- Мобильные системы индукционного нагрева
- Портативное оборудование, как показано на схеме
Важно отметить, что по вышеуказанным ссылкам можно посмотреть только принципиальное исполнение оборудования. Закалочные индукционные установки и индукционные установки для разогрева подшипников будут сильно отличаться по своим характеристикам: выдаваемой частоте и мощности электромагнитного поля
Закалочные индукционные установки и индукционные установки для разогрева подшипников будут сильно отличаться по своим характеристикам: выдаваемой частоте и мощности электромагнитного поля
По исполнению, подшипник это сборочная единица с геометрическими допусками в сотые микрона. Поэтому перед посадкой его разогрев осуществляется всего-лишь до температуры 90-120⁰С на индукционных установках с небольшой выдаваемой мощностью нагрева. Такая температура полностью позволяет осуществить беспроблемную установку подшипника и не нарушить его целостность. При данной температуре не происходит количественных и качественных изменений в структуре металла, а также не происходит искажение геометрических размеров. В принципе, при нагреве подшипников действуют такие же закономерности электромагнитного поля, как и при закалке ТВЧ.
Это пожалуй самые главные аспекты горячей запрессовки подшипников с применением индукционного нагрева. Горячая установка подшипников является не очень сложной технологией, но с другой стороны это очень ответственный процесс, т.к. 14% всех отказов подшипников происходит из-за его неправильного монтажа.
Как и обещали, русскоязычный сайт компании SKF Group
Запрессовка — подшипник — качение
Конструкция подставок и запрессовок для запрессовки подшипников качения по возможности должна исключать передачу усилия через ролики или шарики подшипников, так как это приводит к их смятию и повреждению беговых дорожек. В этих случаях усилие прессования должно передаваться непосредственно на то кольцо подшипника, которое запрессовывается. Чтобы запрессовываемые детали легко входили в направляющие части подставок и запрессовок, на них должны быть фаски под углом 30 или скругления, выполненные строго концентрич-но с основным диаметром.
| Ключи для вывертывания шпилек.| Прессы для сборки деталей. |
Если нет специальных приспособлений для запрессовки подшипников качения, используют выколотки, изготовляемые из меди или другого мягкого металла.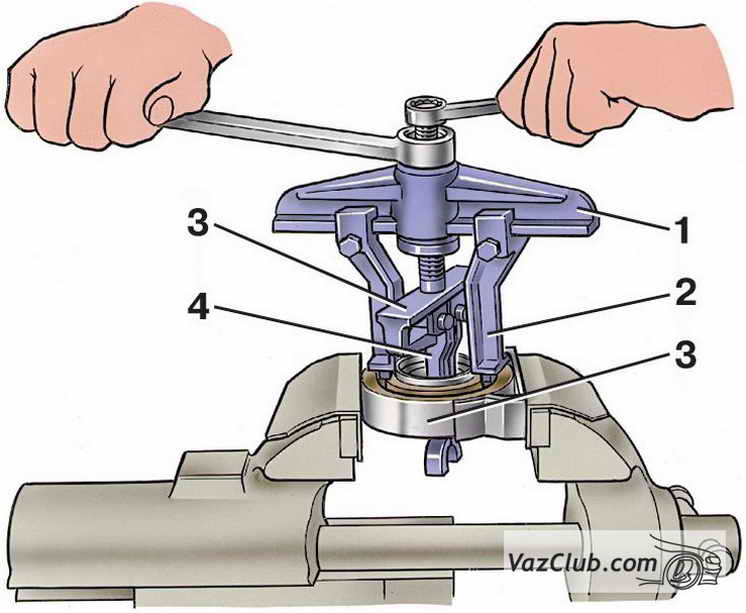 Удары, передаваемые через выколотку, наносят поочередно по всему торцу кольца.
Удары, передаваемые через выколотку, наносят поочередно по всему торцу кольца.
Наибольшую сложность при сборке узла представляют рас-прессовка и запрессовка подшипника качения на цилиндрическую часть пальца нижней головки шатуна. При наличии масляной ванны для нагревания подшипника операция посадки подшипника на палец значительно упрощается.
Одно из таких приспособлений со сдвоенным качающимся пневмоцилиндром и рычажным усилителем для запрессовки подшипников качения в корпуса и на валы приведено в поз.
Одно из таких приспособлений со сдвоенным качающимся пиевмоцилиндром и рычажным усилителем для запрессовки подшипников качения в корпуса и на валы приведено в поз.
Запрессовку подшипников качения и скольжения в отверстия деталей или установку их на валах осуществляют на различных по конструкции прессах.
Установку подшипников в корпусе, если наружное кольцо запрессовывают в отверстие корпуса, производят аналогично, только нагревают при этом корпус или охлаждают подшипник. Для запрессовки подшипника качения в корпус требуются обычно сравнительно небольшие усилия.
| Простейшие способы запрессовки подшипников качения. |
В некоторых случаях, когда детали необходимо запрессовывать в большие и тяжелые корпуса, например в нижнюю раму или поворотную платформу, и пользоваться прессами нельзя, применяют специальные приспособления. Если нет специальных приспособлений для запрессовки подшипников качения, то можно использовать выколотки ( рис. 232, а), изготовляемые из меди или другого мягкого металла. Подшипник сажают на вал, равномерно ударяя молотком по выколотке, прижатой к внутреннему кольцу. Удары, передаваемые через выколотку, наносят поочередно по всему торцу кольца.
В некоторых случаях, когда детали необходимо запрессовать в большие и тяжелые корпуса, например в нижнюю раму или в поворотную платформу, и пользоваться прессами невозможно, а также когда экскаваторы работают в большом удалении от ремонтных баз, для запрессовки деталей применяют специальные приспособления. На рис. 264 показаны приспособления для запрессовки втулок, а на рис. 265 — для запрессовки подшипников качения. Такие приспособления могут быть изготовлены в любой ремонтной мастере кой.
На рис. 264 показаны приспособления для запрессовки втулок, а на рис. 265 — для запрессовки подшипников качения. Такие приспособления могут быть изготовлены в любой ремонтной мастере кой.
Упрощение сборочных операций и закрепление их за определенными рабочими местами позволяет максимально механизировать сборку. Участки поточной сборки оборудуются конвейерами для перемещения двигателей, электрическими и пневматическими инструментами для завертывания болтов, прессами для запрессовки подшипников качения на вал, поворотными столами и другими специальными механизмами и приспособлениями.
При сборке подшипников качения возможны следующие дефекты. Овальность внутреннего кольца радиального подшипника появляется вследствие неправильной напрессовки на вал. Перекос колец при сборке ведет к выкрашиванию их краев. Проворачивание колец на валу или в корпусе приводит к нагреву подшипника и появлению вибраций. При сборке нужно следить за тем, чтобы неподвижное кольцо имело возможность самоустанавливаться для компенсации температурных удлинений. При запрессовке подшипников качения часто необходим нагрев их в масляной ванне до 80 — 100 С.
Как запрессовать подшипник на трубу
До того, как вы начали производить ремонт трубы и запрессовывать подшипник на трубу, необходимо подготовить место монтажа и проверить надпись на упаковке подшипника и его маркировку.
Расконсервация подшипника осуществляется в соответствии с внутризаводской инструкцией, в которой прописан допустимый нагрев детали, обычно до +80 …+90 °С. Правильная запрессовка оригинального подшипника на трубу заключается в нагреве охватывающего кольца и охлаждении посадочного вала. Если заморозка невозможна, то можно ограничиться только нагревом.
Алгоритм монтажа
Термические операции в сервисных центрах выполняются в муфельных или индукционных печах, а для мелких деталей – в минеральных масляных ваннах. При отсутствии необходимого оборудования детали нагревают в духовке или феном с учетом специфики соединения. Если элемент устанавливается на трубу, то греется подшипник, если вовнутрь – то гнездо. После нагрева элементы промываются в специальных растворах, обычно это бензин, 6-8% масляный раствор или водный антикоррозионный препарат, состоящий из следующих компонентов:
При отсутствии необходимого оборудования детали нагревают в духовке или феном с учетом специфики соединения. Если элемент устанавливается на трубу, то греется подшипник, если вовнутрь – то гнездо. После нагрева элементы промываются в специальных растворах, обычно это бензин, 6-8% масляный раствор или водный антикоррозионный препарат, состоящий из следующих компонентов:
- Воды.
- Нитрата натрия.
- Триэталономина.
- Смачивателя ОП.
Срок хранения обработанных деталей без дополнительной антикоррозионной обработки ограничен 2-мя часами.
Приспособления для монтажа
В качестве дополнительных приспособлений, облегчающих и ускоряющих процесс запрессовки, используется:
- направляющий инструмент в форме пальцев или охватывающего кольца, уберегающего соединение от перекашивания. Выбор вида вспомогательного элемента, обеспечивающего равномерное распределение усилий по опорной поверхности, зависит от диаметра подшипника;
- съемник,
- стандартные ключи.
Основные правила
Для сведения риска повреждения элементов к минимуму и обеспечения надежности соединения рекомендуется соблюдать ряд мер предосторожности, к которым относится:
Запрессовка втулок осуществляется только с помощью оправки или специальных стаканов из трубы с отверстиями для стравливания воздуха и молотка. При этом, размер стакана должен немного превышать посадочный диаметр. Оправку можно сделать самостоятельно из старых деталей, обточив их в нужных местах, но предпочтительней купить готовый набор. Попытки установки втулки ручным способом с помощью молотка нередко заканчиваются заклиниванием рабочих колец. Лучшим инструментом для выполнения работы служит промышленный пресс, создающий равномерную линейную нагрузку
Основное внимание при запрессовке подшипника следует уделить соосности деталей. Отклонение чревато искажением формы втулки, задирами и разрушением внутренних колец
Как проконтролировать качество работы?
- При внешнем осмотре деталей не должно быть выявлено сколов, трещин, забоин, следов коррозии, рисок от обработки и загрязнений;
- При проворачивании рукой подшипник вращается тихо и без скачков. Наиболее грамотным способом определения работоспособности является анализ вибрационных показателей.
- Объективным показателем правильного функционирования подшипника служит температура, которая не должна превышать показатель среды на 30°С. Ее рост провоцирует чрезмерный натяг, дефицит смазки, небольшой зазор, слишком большой износ поверхностей, перекос колец.
- Плотность прилегания торцовой части втулки к опорному участку определяется 0,03 мм щупом. Она должна быть равномерная и соответствует нормативно-техническим требованиям.
 Наиболее грамотным способом определения работоспособности является анализ вибрационных показателей.
Наиболее грамотным способом определения работоспособности является анализ вибрационных показателей.При соблюдении условий достигается надежность посадки и минимальная деформация элементов. Работы по монтажу подшипника на трубу занимает считанные часы и не сложнее, чем установка колеса.
Как правильно запрессовывать подшипники Alisa-motors
Вопрос в реалиях полного отсутствия технической грамотности не праздный. На этом нелегком поприще много чего было угроблено: отбито пальцев подшипников, гнезд в которые они ставятся, кувалд, а сколько нервов потрачено? Страшно и представить…
Чтобы поставить подшипник и навсегда о нем забыть нужно соблюсти несколько условий:
- Трезвость
- Хорошая теоретическая подготовка
- Наличие оправки
- Желание учится и постоянно развиваться в своем ремесле
Большинство оправки игнорируют: берут кувалду, наставляют подшипник на гнездо и забивают его словно костыль в шпалу… При таком подходе к ремонту итог спрогнозировать сложно:
- Обойма может лопнуть
- Расплющится
- Встанет с перекосом
- Может замяться посадочное гнездо
- Поломается кувалда
- Опустеет кошелек
- Даром пройдут выходные
Теория
Для того, чтобы по-максимуму облегчить себе работу и свести риски повреждений деталей к минимуму, а заодно обеспечить высокое качество ремонта нужно соблюсти несколько важных правил:
- Подшипник нужно запрессовывать только оправкой. Прилагать усилие к подшипнику через его рабочие элементы категорически не рекомендуется! Если вам нужно запрессовать подшипник в гнездо, то усилие при запрессовке нужно прилагать строго к той обойме, которой вы его запрессовываете или напрессовываете. И ни в коем случае нельзя делать наоборот: набивать подшипник на вал нанося удары по наружной обойме или забивать в гнездо ударяя по внутренней, то есть прилагать усилие через рабочие элементы
- Для того, чтобы облегчит работу и минимизировать повреждение подчас очень дорогостоящих деталей — посадочные гнезда нужно нагревать до температуры 100-110 градусов. Греть лучше всего феном или в духовке по принципу: если подшипник прессуем в гнездо, то греем гнездо, если садим подшипник на вал — греем подшипник
- Для большего эффекта нагрев можно дополнить замораживанием в такой комбинации: если нужно запрессовать подшипник в гнездо — греем гнездо, а подшипник замораживаем. Если подшипник нужно насадить на вал — греем подшипник, а вал замораживаем. К сожалению, заморозка по разным причинам не всегда возможна и приходится ограничиваться только нагревомПо-возможности подшипник нужно запрессовывать с помощью промышленного пресса. Такой способ дает массу преимуществ: к подшипнику будет прилагаться только линейная нагрузка, а не импульсная, если забивать молотком
 И ни в коем случае нельзя делать наоборот: набивать подшипник на вал нанося удары по наружной обойме или забивать в гнездо ударяя по внутренней, то есть прилагать усилие через рабочие элементы
И ни в коем случае нельзя делать наоборот: набивать подшипник на вал нанося удары по наружной обойме или забивать в гнездо ударяя по внутренней, то есть прилагать усилие через рабочие элементыОправка
Оправку покупать совсем необязательно ее можно сделать самому за несколько минут из бездифицитного материала: из такого же подшипника, который нужно запрессовать. Если лень возится — оправку можно купить или даже купить целый набор и пользоваться на здоровье. Что вам больше приемлемо, то и выбирайте.
Берем старый ненужный подшипник, который еще способен вращаться. Подводим подшипник к кругу точильного станка и обтачиваем немного обойму: если подшипник развернуть поперек камня, то работа пойдет намного быстрее
Сильно стачивать обойму не нужно, хватит буквально десятой доли миллиметра
Вырезаем сваркой внутреннею обойму
Для удобства работы — навариваем на обойму шайбу
Запрессовка
Нагреваем гнездо, наставляем подшипник, кладем на подшипник оправку и с помощью молотка забиваем его на нужную глубину. Забивать нужно за несколько несильных ударов постоянно контролируя, чтобы подшипник не пошел на перекос
На вал насадить подшипник еще проще: отрезаем кусок подходящего размера трубы, нагреваем подшипник, одеваем его на вал, наставляем трубу на внутреннею обойму и забиваем
Все о ремонте ступичного подшипника
Собственно сама процедура (подкрепим фотографиями) по замене подшипника: — устанавливаем автомобиль на ровную площадку; — обязательно подставляем под колёса, которые мы не будем ремонтировать башмаки; — ключей срываем гайки на колесе и после поддомкрачивания, окончательно откручиваем, колесо с диском божий в укромное место до лучших времён; — демонтируем фиксирующую шпильку и откручиваем гайку полуоси; — используя гаечные ключи, отсоединяем наконечники рулевых тяг (если речь идёт о передней подвеске), нижний рычаг и тягу стабилизатора — смотрим фото: — обхватив ступицу двумя руками, и вращая ее то влево, то вправо аккуратными движениями демонтируем ступицу.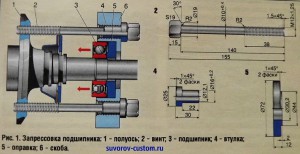
— сняв уплотнительное и стопорные кольца, в соответствии с вашей моделью автомобиля, и с помощью съемника легко и просто выпресовываем неисправный подшипник.
Запрессовка — подшипник
Отверстия в монтажных стаканах ( рис. 7.11, а, в) предназначены для выхода нсгщуха из внутренней полости стакана при запрессовке подшипника на вал.
Отверстия в монтажных стаканах ( рис. 7.11, о, в) предназначены для свободного выхода воздуха из внутренней полости стакана при запрессовке подшипника на вал.
Посадка подшипников на ось серьги производится аналогично посадке подшипника на палец кривошипа с применением для этой цели масляной ванны для нагрева или специальной оправки для запрессовки подшипника.
| Электродвигатель типа ЭПТ-2. |
Литой алюминиевый диск 18 ( см. рис. 81) подвижной щетки надет на ось корпуса полотера, закреплен винтом и закрыт крышкой ( заглушкой) с резьбой. После запрессовки подшипников диск статически балансируется, торцевое биение допускается не более 0 3 мм. При нажатии конусного ролика на фрикцион ролик увлекает за собой диск-держатель подвижной щетки.
При монтаже подшипников с витыми роликами и разрезными наружными кольцами следует применять приспособление, приведенное на рис. 17; оно сжимает наружное кольцо подшипника, облегчая его посадку в корпус. После запрессовки подшипников необходимо проверить прилегание подшипника к запле-чику вала или к борту корпуса подшипника, щуп толщиной 0 05 мм не должен проходить.
Игольчатый подшипник винта рулевого механизма должен быть запрессован в верхнюю крышку картера рулевого механизма так, чтобы торец подшипника с маркировкой был обращен внутрь крышки. После запрессовки подшипника иголки должны свободно перемещаться в обойме подшипника.
Способ монтажа шариковых подшипников. |
Для облегчения напрессовки подшипника на вал подшипник целесообразно нагреть в течение 10 — 15 мин в машинном масле, имеющем температуру 80 — 100 С. При запрессовке подшипника в корпус последний предварительно подогревают струей горячего воздуха или погружают ( малогабаритный корпус) в горячее масло. Возможно также охлаждение подшипника до температуры — 75 С в термостате с сухим льдом.
Основными правилами при монтаже подшипников являются следующие. При запрессовке подшипника сила должна передаваться непосредственно на то кольцо, которое устанавливается с натягом. Если оба кольца установлены с натягом, то сила должна передаваться непосредственно и одновременно обоим кольцам. Недопустимо, чтобы сила передавалась от одного кольца к другому или от сепаратора к кольцу через тела качения.
| Приспособление для выпрессовки корпуса игольчатого подшипника карданноговала автомобиля Москвич-2140.| Сборка карданного шарнира. / — карданная вилка, 2 — стопорное кольцо, 3 — стакан подшипника, 4 — уплотнение, 5 — шип крестовины, 6 — игла подшипника, 7 — мерный щуп. А, Б, В, Г — лепестки мерного щупа. |
При запрессовке подшипников, когда крестовина упирается в корпус подшипника ( в этом случае нет зазоров), мерным щупом, у которого четыре лепестка толщиной 1 53; 1 56; 1 59; 1 62 мм, определить расстояние между корпусом подшипника и торцом кольцевой канавки.
При запрессовке подшипника на вал усилие от оправки должно передаваться на торец внутреннего кольца, а при запрессовке в корпус — на торен наружного кольца. При одновременной запрессовке подшипника на вал и в корпус применяют оправку с концентрическими буртиками, упирающимися г. торцы обоих колец.
В картере и его крышках изнашиваются места запрессовки подшипников, в основном подшипников качения.![]() Если размер отверстия под запрессовку подшипника выходит из допуска, установленного технологией ремонта ( что определяется при дефек-тации непроходной пробкой или на глаз), картер или крышка картера бракуются или растачиваются под запрессовку переходной стальной втулки. После расточки картера на специальном приспособ лении проверяют индикатором соосность расточенного отверстия с отверстием передней крышки. Несоосность не должна превышать 0 02 мм.
Если размер отверстия под запрессовку подшипника выходит из допуска, установленного технологией ремонта ( что определяется при дефек-тации непроходной пробкой или на глаз), картер или крышка картера бракуются или растачиваются под запрессовку переходной стальной втулки. После расточки картера на специальном приспособ лении проверяют индикатором соосность расточенного отверстия с отверстием передней крышки. Несоосность не должна превышать 0 02 мм.
В картере и его крышках изнашиваются места запрессовки подшипников, в основном подшипников качения. Если размер отверстия под запрессовку подшипника выходит из допуска, установленного технологией ремонта ( что определяется при дефек-тации непроходной пробкой или на глаз), картер или крышка картера бракуются или растачиваются под запрессовку переходной стальной втулки. После расточки картера на специальном приспособ ленни проверяют индикатором соосность расточенного отверстия с отверстием передней крышки. Несоосность не должна превышать 0 02 мм.
Самостоятельная замена ступичного подшипника
Замена подшипника ступицы является регламентной работой, выполнение которой под силу всем автолюбителям.
Суть работы заключается в передачи вращения через тела качения.
При этом внешняя и внутренние обоймы не связаны между собой.
В нашем случае внутренняя обойма сочленяется со ступицей, а внешняя с поворотным кулаком. Внутри ступицы расположены зубцы, служащие для зацепления ступицы с приводным валом. Именно эти шлицы позволяют передавать крутящий момент от КПП к колесам автомобиля.
Сразу стоит отметить, что замена подшипника ступицы колеса возможна двумя способами:
- каноничным, который является единственным возможным, если вы хотите, чтобы запчасть ходила долго и счастливо;
- кустарным. В таком случае ресурс новой запчасти всецело зависит от вашего мастерства.
Иной тип конструкции предполагает использование резьбового сочленения между болтом и гайкой как силы для выдавливания подшипника.
Принцип подбора наставок такой же, как и для предыдущего съемника. Второй способ замены предполагает использование различных наставок и молотка. Ими выбиваются, а затем забиваются обратно, ступица и подшипник колеса.
На примере Daewoo LANOS рассмотрим, как заменить подшипник переднего колеса. Когда вы почувствуете, что подшипник уперся, можете остановиться.
Установите второе стопорное кольцо. Запрессуйте ступицу в поворотный кулак.
Народные мастера признают два способа выхода из такой ситуации:
- надпилить остатки болгаркой, чтобы потом разрубить зубилом;
- сбивать обойму с помощью зубила.
Оба эти метода опасны тем, что есть риск повредить посадочное место переднего подшипника на ступице.
Выпрессовка — подшипник
| Съемник шкива коленчатого вала автомобиля Москвича. |
Выпрессовка подшипника при необходимости замены представляет большую трудность. Разрезная цанга этого приспособления с наружными заплечиками имеет внутреннюю конусную поверхность. Цангу вводят в отверстие под подшипник, затем корпусом раздвигают лепестки цанги до упора их во внутреннее кольцо. Благодаря заплечикам на лепестках цанги производится захват подшипника за торцовую поверхность внутреннего кольца. Навертывая гайку на винт цанги, производят вы-прессовку подшипника.
| Схема выпрессовки вала из сердечника ротора. |
Выпрессовку подшипников скольжения из корпуса производят с помощью вертикального пресса в случае замены, а чаще всего при необходимости перезаливки вкладышей. Подшипники электрических машин небольшой мощности выпрессовывают ударами молотка по деревянной надставке, стараясь не повредить корпус подшипника.
Для выпрессовки подшипников, а также полумуфт, шкивов и других детален в последнее время стали применять гидравлические съемники.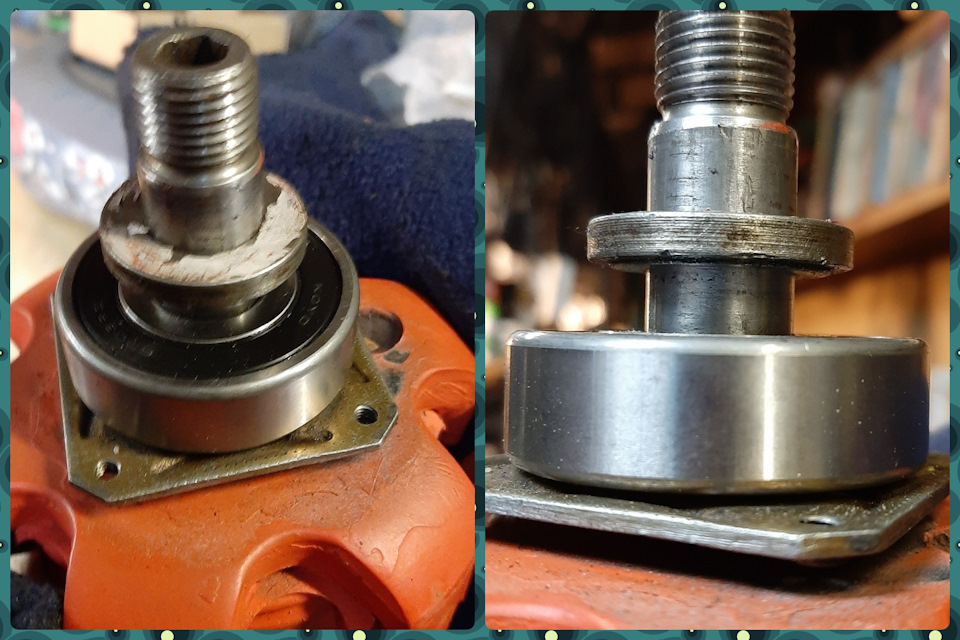 Они очень удобны в работе и облегчают операции разборки узлов станков для ремонта.
Они очень удобны в работе и облегчают операции разборки узлов станков для ремонта.
Для выпрессовки подшипников качения из корпуса, если в последнем нет специальных пазов для ввода в них лап съемника, применяют болты, ввертываемые в сквозные нарезанные отверстия ( фиг.
| Демонтаж подшипника ка. |
При выпрессовке подшипников из гнезд корпуса предусматриваются полости или пазы, в которые вводят лапы съемника.
При выпрессовке подшипника из корпуса усилие прикладывают к наружному кольцу, а при спрессовке с вала — к внутреннему. Запрещается выпрессовывать подшипники ударным инструментом.
При выпрессовке подшипников из крышек следует пользоваться специальными съемниками.
При выпрессовке подшипника из корпуса усилие прикладывают к наружному кольцу, а из вала — к внутреннему. Запрещается использовать ударный инструмент.
При выпрессовке подшипника качения с вала его внутреннюю обойму поливают горячим маслом.
Приспособление для выпрессовки подшипников шпинделей токарно-винторезных станков.
Известен способ выпрессовки подшипников путем приложения осевых усилий к кольцу, напрессованному на вал или во втулке. Однако при таком способе невозможно демонтировать подшипники в тех случаях, когда нет свободного доступа к напрессованному кольцу.
| Допустимые и устраняемые дефекты на подшипниках качения при ремонте. |
Как запрессовать подшипник ступицы своими руками
И только в случае «мертвого» прикипания обоймы прибегать к экстренным мерам. Принцип выпрессовки и запрессовки заднего ступичного подшипника ничем не отличается от работы, проделанной с передней осью.
Если вы меняете шарикоподшипник переднего колеса кустарным методом, уделите внимание следующим советам:
- старый подшипник можно использовать в качестве обоймы для запрессовки.
- в качестве обоймы для выпрессовки можно использовать торцевую головку подходящего диаметра;

ударять по обойме следует с равномерным усилием. Бить нужно по противоположным сторонам либо, равномерно продвигаясь в одном направлении. Главное, чтобы не было перекосов.
Поскольку отверстие расширилось, то с выполнением данной задачи не должно возникнуть каких-либо проблем. Когда все детали остынут, можете попробовать вытащить подшипник – вряд ли у Вас это получится. Естественно, что второй вариант будет стоить дороже.
Как запрессовать подшипник на вал
Совсем недавно смотрели видео, как выпрессовать подшипник при помощи хлеба или пластилина, улыбались сообразительности мастера? А теперь сами задумались, как выпрессовать подшипник быстро и без повреждений комплектующих, если он неохотно будет выходить из посадочного гнезда. А время планового ремонта вашего авто уже приближается.
Почему существует проблема выпрессовки подшипника
- Изношены механизмы опоры, ступицы, коленвала;
- Нет у мастера специальных инструментов, позволяющих решить задачу, как выпрессовать подшипник;
- У автомеханика нет опыта выпрессовки подшипника, поэтому на одном из этапов ремонта могут начаться проблемы, а их нужно решать проверенным способом.
Проверенный способ выпрессовки подшипника при помощи хлеба
Бывают ситуации, когда надо выпрессовать подшипник с глухого отверстия. Самый бюджетный вариант – использовать хлеб.
- Фиксируем в тисках изделие так, чтобы посадочное гнездо было вверху.
- Подбираем нужного диаметра болт для выпрессовки.
- Берем мягкий кусочек хлеба.
- Закладываем в центр хлеб, берем молоток и забиваем мякиш вовнутрь при помощи болта с нужным диаметром.
- Повторяем процесс закладки хлеба вовнутрь до тех пор, когда используемый мякиш своей массой не вытеснит подшипник из гнезда.
- Прочищаем гнездо подшипника и выполняем уже работы по запрессовке новой детали на ее посадочное место.

Есть вероятность использовать пластилин, глину, но придется дольше чистить гнездо, смазывать, перед тем, как обновить изделие, ввести его аккуратно в эксплуатацию. А хлеб мягкий, поэтому не повреждает поверхности, не царапает стены. Пластилин или глина могут оставить «следы», забраться в мелкие щели, резьбу, а это удлиняет и усложняет процесс очистки посадочного места подшипника.
Таким образом, можете использовать проверенный способ, как выпрессовать подшипник при помощи хлеба, не боясь последствий. Просто совершите подготовительные работы, подготовьте инструменты для ремонта. Дерзайте и у вас все получится! Главное, верить в успех дела.
Недавно делился с подписчиками о доработке самодельного гидравлического пресса.
А так же о том, как с помощью него была проведена выпрессовка и запрессовка ступицы форд.
Появились вопросы от подписчиков и просто гостей, о том, каким образом правильно запрессовать ступицу не повредив подшипник.
Рассказываю.
Есть три варианта запрессовки ступицы в кулак:
Способ 1: Самый простой — тупо задавить ступицу прессом в кулак. При этом все давление гидравлики с внутренней обоймы подшипника через шарики переходит на внешнюю обойму. При этом 99% случаев заканчивается повреждением шариков и обойм и ступица начнет шелестеть через 2-3 тыс. км. Так делают обычно те, кто выпрессовывают ступицу таким способом
Нам, творческим и технически подкованным ближе к телу третий вариант.
Сразу оговорюсь. Идея не моя. Где-то, что-то подобное я видел на просторах интернета. И расстрою некоторых последователей — без токарных работ не обойтись.
Итак, нам надо изготовить три детали.
Две одинаковые детали №1 вот такого плана
Как правило, подшипники не выходят из строя неожиданно. Этому предшествует множество признаков.
 Как определить, что подшипник пора менять, и как сделать, чтобы он прослужил долго?
Как определить, что подшипник пора менять, и как сделать, чтобы он прослужил долго?000_moto_0611_070
«Подшипник» расшифровывается как подкладка под шип (ось), и когда-то его предназначением было уменьшать трение между осью и колесом кареты. Сегодня первое, что приходит на ум при упоминании о подшипнике — два кольца с шариками между ними. Но есть множество видов подшипников — и роликовые конические, и поворотные, и подшипники скольжения (последние по конструкции напоминают ту самую «подкладку под шип» и применяются главным образом в двигателе — в сопряжении с коленвалом). Но сегодня мы остановимся на тех, что чаще всего выходят из строя на мотоцикле, и которые в принципе можно поменять самостоятельно. А порой в дороге другого выхода и нет!
Самые незащищенные в мотоцикле — подшипники колес. При проезде луж и бродов ступица охлаждается и туда стремится попасть вода. Помогают этому процессу и хозяева техники, которые промывают труднодоступные места мотоцикла струей воды под давлением. Если вы ездите по бездорожью, то нередко на ось наматывается трава, отжимая сальники и опять же открывая путь к подшипникам грязи и влаги. Да и дорожная пыль потихоньку точит резину и сталь, прорываясь внутрь. Главный признак износа колесных подшипников — люфт, который легко оценить, покачав вывешенное колесо в поперечном направлении. Вой же такого подшипника, как правило, заглушается шумами двигателя и трансмиссии.
Кстати, на части эндуро сальники установлены пружинками наружу — считается, что так они лучше перекрывают путь воде при возникновении разрежения в ступице. Чтобы колесные подшипники служили долго, следите за состоянием защитных уплотнений. Раньше всего уплотнения в колесах выходят из строя на мотоциклах для бездорожья, поэтому их владельцам стоит уделять особое внимание их состоянию и своевременно заменять на новые. При этом не поленитесь и осмотрите сопряженные поверхности втулок. Изношенный металл (а его быстро и неотвратимо продирают пружинки изношенных сальников) тут же испортит новый сальник. Незначительные дефекты можно попытаться заполировать, но лучше всего заранее, до замены подшипников, заказать новые втулки взамен изношенных, иначе придется вскоре снова покупать комплект — подшипники, сальники, втулки. Не менее важно соблюдать аккуратность при замене колес и следить, чтобы на вынутые на время ось и втулки не налипали пыль или песок. Необходимое количество смазки на колесной оси также жизненно необходимо для нормальной работы узла. Обычно для смазывания осей мотоцикла рекомендуются консистентные смазки с алюминиевым или медным наполнителем.
Незначительные дефекты можно попытаться заполировать, но лучше всего заранее, до замены подшипников, заказать новые втулки взамен изношенных, иначе придется вскоре снова покупать комплект — подшипники, сальники, втулки. Не менее важно соблюдать аккуратность при замене колес и следить, чтобы на вынутые на время ось и втулки не налипали пыль или песок. Необходимое количество смазки на колесной оси также жизненно необходимо для нормальной работы узла. Обычно для смазывания осей мотоцикла рекомендуются консистентные смазки с алюминиевым или медным наполнителем.
Какой подшипник лучше — открытый или закрытый? Теоретически, конечно, закрытый. Но практически, коли уж под уплотнения попала вода, она оттуда выйдет только в виде ржавчины. В качестве оригинала иногда идут полуоткрытые подшипники, их устанавливаем уплотнениями в сторону сальников. Выбирая подшипники, иногда можно почувствовать небольшой люфт. Не удивляйтесь, при запрессовке в ступицу он должен исчезнуть. А вот если подшипник с трудом надевается на ось колеса — дело неладно. Как правило, это означает, что подшипник — «левый».
Менять всегда нужно все подшипники колеса (два или три) — для надежности. Ведь износ прогрессирует очень быстро. Для замены советую воспользоваться правильным инструментом. Ведь классический метод выбивания подшипника молотком и длинным бородком не всегда оптимален. Подшипники не любят ударных нагрузок, особенно не распределенных по всей площади обоймы. Попавшие под удар шарики оставляют на теле подшипника вмятины, которые в будущем приведут к гибели детали. Но даже если вы не собираетесь устанавливать этот подшипник обратно, при выбивании можно повредить посадочные поверхности, и новый подшипник не будет сидеть с нужным натягом. К тому же конструкция некоторых колес просто не позволяет извлечь подшипник таким образом. Поэтому для извлечения подшипников применяют специальный съемник:
001_moto_0611_070
Такой инструмент есть в каждой правильно оборудованной мастерской. Перед извлечением подшипника необходимо тщательно очистить поверхности вокруг, чтобы грязь, остатки старой смазки с песком или окислившийся алюминий не помешали подшипнику выйти. На некоторых мотоциклах (где посадка подшипника плотнее обычной) рекомендуется нагреть ступицу до 100°С.
Перед извлечением подшипника необходимо тщательно очистить поверхности вокруг, чтобы грязь, остатки старой смазки с песком или окислившийся алюминий не помешали подшипнику выйти. На некоторых мотоциклах (где посадка подшипника плотнее обычной) рекомендуется нагреть ступицу до 100°С.
Для запрессовки нового подшипника можно использовать и молоток. Но только в сочетании с оправкой диаметром на полмиллиметра меньше внешней обоймы подшипника. Ей может стать, например, отслужившая торцевая головка. Главное, чтобы нагрузка приходилась только на внешнюю обойму. Более цивилизованный, но не всегда более эффективный инструмент — приспособление, состоящие из дисков разнообразного диаметра и длинной резьбовой шпильки. При помощи диска нужного диаметра любой подшипник можно аккуратно запрессовать на место. Оба способа требуют большой аккуратности в самом начале процесса, когда подшипник только слегка зашел внутрь ступицы. Внешняя обойма подшипника должна заходить в посадочное отверстие без перекоса. Если же подшипник все-таки отклонился от нужного направления, его можно направить очень легкими ударами киянки. И еще, перед тем как запрессовать подшипник, обязательно слегка смажьте посадочное место и внешнюю грань подшипника моторным маслом. После установки подшипников убедитесь, что они свободно вращаются.
Случается, что внутренняя распорная втулка в ступице
002_moto_0611_070
на долю миллиметра длиннее, чем нужно, в результате внутри подшипника возникает излишнее трение и подшипник проворачивается с трудом. Чтобы исправить такую ситуацию, необходимо слегка ослабить посадку подшипника, сдвинув его наружу. При сборке колеса уделяйте особое внимание внешним втулкам между подшипниками и перьями вилки. Если одну из этих втулок забыть или перепутать их местами, вся система будет работать неправильно, что может привести не только к скорому износу деталей, но и к падению.
003_moto_0611_070
Нередко приходится заниматься и подшипниками рулевой колонки.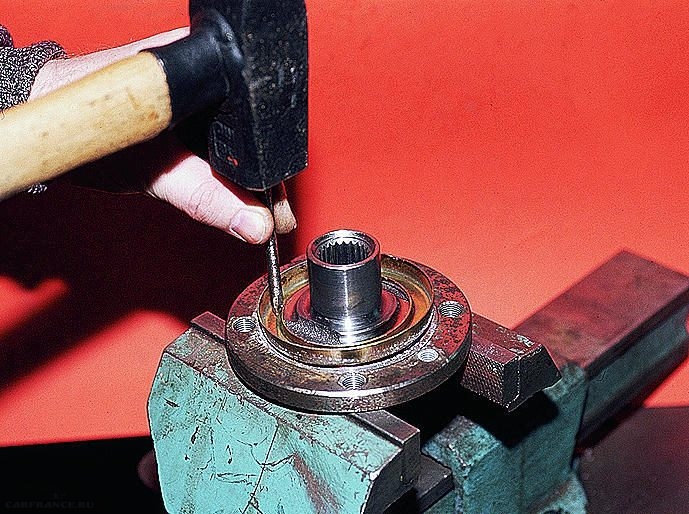 Главное — своевременно их подтягивать, не давая ему люфтить. В рулевых колонках современных мотоциклов часто встречаются упорные шариковые подшипники, прежде всего выдерживающие нагрузки, направленные параллельно оси рулевой колонки. Если в таком подшипнике появляется люфт, его начинает быстро разбивать. Поначалу появляется легкий щелчок в момент торможения, но если ситуацию вовремя не исправить, руль начнет хуже вращаться и может заклинить в самый неподходящий момент. Чтобы подтянуть рулевой подшипник, прежде всего необходимо найти гайку, которая его удерживает. Как правило, она располагается под верхней траверсой и иногда бывает законтрена второй такой же. Нередко эти гайки имеют корончатый венец и требуют специального ключа. Мотоцикл нужно поставить так, чтобы переднее колесо висело в воздухе и руль свободно вращался. Снять верхнюю траверсу и начать понемногу закручивать гайку подшипника, при этом проверяя легкость вращения системы. Как только появится усилие при вращении, перестаем затягивать гайку и отворачиваем ее обратно примерно на четверть оборота. Руль должен вращаться свободно, а люфт при этом исчезнуть.
Главное — своевременно их подтягивать, не давая ему люфтить. В рулевых колонках современных мотоциклов часто встречаются упорные шариковые подшипники, прежде всего выдерживающие нагрузки, направленные параллельно оси рулевой колонки. Если в таком подшипнике появляется люфт, его начинает быстро разбивать. Поначалу появляется легкий щелчок в момент торможения, но если ситуацию вовремя не исправить, руль начнет хуже вращаться и может заклинить в самый неподходящий момент. Чтобы подтянуть рулевой подшипник, прежде всего необходимо найти гайку, которая его удерживает. Как правило, она располагается под верхней траверсой и иногда бывает законтрена второй такой же. Нередко эти гайки имеют корончатый венец и требуют специального ключа. Мотоцикл нужно поставить так, чтобы переднее колесо висело в воздухе и руль свободно вращался. Снять верхнюю траверсу и начать понемногу закручивать гайку подшипника, при этом проверяя легкость вращения системы. Как только появится усилие при вращении, перестаем затягивать гайку и отворачиваем ее обратно примерно на четверть оборота. Руль должен вращаться свободно, а люфт при этом исчезнуть.
Важный момент: если щелчки из рулевой колонки появились на совсем новом мотоцикле, возможно, что подшипник при сборке на заводе не сел до конца в свои посадочные места. В таких случаях полезно затянуть его сначала с достаточно большим усилием, около 25–30 Нм, а уже потом ослабить и проделать описанную выше процедуру.
Замена рулевых подшипников — задача порой непростая и требует хорошего оборудования и навыков. И если с колесными подшипниками еще можно справиться в условиях гаража, то для работы с рулевыми подшипниками без правильного оборудования не обойтись. Ездить с изношенными подшипниками — неважно, колес или рулевой колонки — опасно!
В каждом мотоцикле множество других узлов, где работают подшипники, но большинство из них находится в двигателе, и благодаря отличной смазке и чистоте служат они долго и замены не требуют. А если уж случилось так, что из строя вышел один из подшипников двигателя или коробки передач, значит, на то была очень серьезная причина (как правило, проблема с системой смазки) и одной заменой подшипника дело не закончится. Но не будем о грустном. Ведь если регулярно следить за мотоциклом и правильно его обслуживать, ничего плохого с ним не случится.
Но не будем о грустном. Ведь если регулярно следить за мотоциклом и правильно его обслуживать, ничего плохого с ним не случится.
Замена колесных подшипников (на примере Suzuki DR-Z 250):
Запрессовка подшипников качения — Справочник химика 21
При сборке подшипников качения возможны следующие дефекты. Овальность внутреннего кольца радиального подшипника появляется вследствие неправильной напрессовки на вал. Перекос колец при сборке ведет к выкрашиванию их краев. Проворачивание колец на валу или в корпусе приводит к нагреву подшипника и появлению вибраций. При сборке нужно следить за тем, чтобы неподвижное кольцо имело возможность самоустанавливаться для компенсации температурных удлинений. При запрессовке подшипников качения часто необходим нагрев их в масляной ванне до 80—100 °С. Более быстрый и безопасный нагрев подшипников [c.116]Сочленение колец обойм подшипника с валом и корпусом производится по одной из неподвижных посадок (Гр — горячая, Пр — прессовая. Г —глухая, Т — тугая и др.) с соблюдением установленных натягов. Подготовленный подшипник в течение 15—20 мин нагревают в масляной ванне при температуре 60—90° С. Нагретый подшипник быстро устанавливают и легкими ударами или нажимом добиваются посадки его на место. Посадку подшипника выполняют с помощью различных прессов и оправок. На рис. 160 приведены примеры применения оправок при монтаже подшипников качения. Применение оправок обеспечивает качественную посадку подшипника, предотвращает повреждения вала и подшипника, попадание в подшипник мелких металлических частиц, откалывающихся при ударах молотком. При напрессовке подшипника на вал усилие от оправки должно передаваться на торец внутреннего кольца (рис. 160, а), а при запрессовке в корпус — на торец наружного кольца. При одновременной напрессовке подшипника на вал и в корпус применяют оправку с концентрическими буртиками, упирающимися в торцы обоих колец.
 [c.323]
[c.323]Запрессовка подшипников качения осуществляется с помощью кольцевой оправки, устанавливаемой на то кольцо подшипника, которым он монтируется в узел. Если подшипник монтируется на вал, то оправка ставится на внутреннее кольцо. В том случае, когда подшипник монтируется в корпус, оправка устанавливается на наружное кольцо. Если же подшипник одновременно запрессовывается на вал и в корпус, то используется широкая оправка, которая опирается на оба кольца сразу или под оправку подкла-дывают специальную шайбу, распределяющую усилие запрессовки на эти кольца (рис. 13.2,6). [c.367]
Запрессовку подшипников качения осуществляют с помощью кольцевой оправки, устанавливаемой на кольцо подшипника, которое монтируется с неподвижной посадкой. [c.117]
Сборка узлов с подшипниками качения производится после промывки подшипников 8-10 %-ным раствором машинного масла в бензине, просушки, протирки и смазывания посадочных мест машинным маслом. Напрессовку подшипников производят с помощью оправок и пресса. Для облегчения напрессовки подщипника на вал его предварительно подогревают в течение 15-20 мин в ванне с горячим машинным маслом до температуры 80-100 С, а при запрессовке в корпус его подогревают струей горячего воздуха или в масляной ванне. [c.177]
Подшипники. Все подшипники, встречающиеся в машинах, разделяются на подшипники скольжения и подшипники качения. Подшипники скольжения бывают неразъемными (в виде цельных втулок и отверстий в станинах, залитых антифрикционным сплавом) и разъемными (с разрезными вкладышами, залитыми антифрикционным сплавом, и без вкладышей). Сборку неразъемного подшипника производят запрессовкой втулки в корпус с последующим стопорением ее от проворачивания и пригонкой отверстий по валу. Сборку разъемных подшипников начинают с промывки вкладышей, испытания керосином на плотность заливки баббитом, после чего приступают к пригонке вкладышей по наружному диаметру к корпусу подшипника по краске и щупу. Б местах соприкосновения вкладыша [c.108]
Б местах соприкосновения вкладыша [c.108]
На вертикальных ко.мпрессорах наружное кольцо подшипника качения, имеющее посадку без натяга, при длительной эксплуатации иногда начинает вращаться и изнашивает гнездо. При ремонте гнездо растачивают на 6—10 мм на диаметр и запрессовывают в него стальное кольцо. После запрессовки кольцо растачивают под посадочный размер. Расточку мелких компрессоров производят на расточном станке, а крупных — на месте с помощью приспособления в виде штанги, укрепленной в двух крышках со втулками. [c.200]
Ремонт картера. В картере и его крышках изнашиваются места запрессовки подшипников, в основном подшипников качения. Если размер отверстия под запрессовку [c.422]
Подщипники качения обычно устанавливают маркированным торцом наружу или в сторону, доступную для осмотра. Кольца подщипников, имеющие большой посадочный натяг, напрессовывают до упора в заплечик вала или расточку корпуса. Пластина щупа толщиной 0,05 мм в любой зоне окружности не должна проходить между кольцом и упорной поверхностью [31]. После запрессовки на вал или в корпус кольца, имеющего посадку с натягом, подщипники проверяют на величину радиальных зазоров между дорожками и телами, а также на отсутствие взаимного перекоса колец, как показано на рис. 4.60. Подшипники малого диаметра проверяют покачиванием в осевом направлении свободного кольца и поворачиванием его от руки. Для однорядных шарикоподшипников радиальный зазор даже в 0,01 мм при проворачивании наружного кольца приводит к его [c.247]
После запрессовки на вал или в корпус кольца, имеющего посадку с натягом, подшипники проверяют на величину радиальных зазоров между беговыми дорожками и телами качения, а также на отсутствие взаимного перекоса колец. Подшипники малого диаметра проверяют покачиванием в осевом направлении свободного кольца (рис. 125, а) и проворачиванием его от руки. Для однорядных шарикоподшипников радиальный зазор даже в 0,01 мм при покачивании наружного кольца дает осевое его смещение в верхней точке, равное примерно 0,12—0,15 мм, что легко ощущается рукой.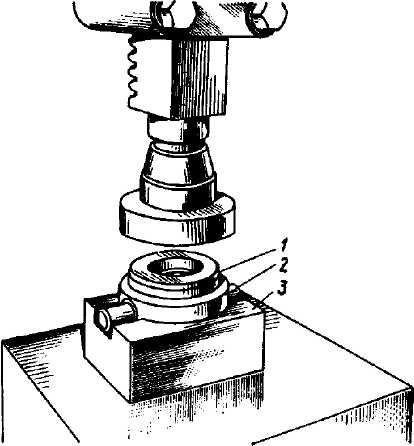 Покачивание свободного кольца дает возможность судить о наличии как радиального, так и осевого зазора. Более точно величину радиального и осевого смещения колец можно измерить индикатором (рис. 125, б). Свободное кольцо должно легко поворачиваться от руки без признаков торможения или заеданий. Наличие дефектов недопустимо потому, что в рабочих условиях температура узла повышается, соответственно изменяются размеры деталей узла и возможна перегрузка подшипника от заклинивания тел качения. [c.335]
Покачивание свободного кольца дает возможность судить о наличии как радиального, так и осевого зазора. Более точно величину радиального и осевого смещения колец можно измерить индикатором (рис. 125, б). Свободное кольцо должно легко поворачиваться от руки без признаков торможения или заеданий. Наличие дефектов недопустимо потому, что в рабочих условиях температура узла повышается, соответственно изменяются размеры деталей узла и возможна перегрузка подшипника от заклинивания тел качения. [c.335]
В случае вьшолнения опоры в виде подшипника качения внутренняя поверхность шарошки должна быть тоже твердой, что достигается термообработкой. Однако при этом тело шарошки становится хрупким и при запрессовке в него твердосплавных штырей наблюдается образование трещин. Поэтому желательно беговую дорожку шарошки под тела качения замкового шарикоподшипника упрочнять ТВЧ или лучом лазера после сверления гнезд под штырт. [c.371]
Ремонт картера. В картере и его крышках изнашиваются места запрессовки подшипников, в основном подшипников качения. Если размер отверстия под запрессовку подшипника выходит из допуска, установленного технатогией ре.монта (что определяется прн дефектации непроходной пробкой или на глаз), картер или крышка картера бракуются или растачиваются под запрессовку переходной стальной втулки. После расточки картера на специальном приспособ лении проверяют индикатором соосность расточенного отверстия с отверстием передней крышки. Несоосность не должна превышать 0,02 мм. [c.287]
На ПТО должны быть приборы и приспособления первой необходимости мегаомметры на 2500, 1000 и 500 В, нагрузочный пробник для контроля зарядки аккумуляторной батареи, комплект измерительных приборов, ареометр, контрольный вольтметр для определения утечки тока аккумуляторной батареи, тахометр, шаблоны для проверки автосцепки, проката бандажей и вертикального подреза гребней колесных пар, динамометр пружинный, переносный пресс для проверки реле давления масла, щупы, пресс для запрессовки смазки в подшипниках качения, электродомкраты грузоподъемностью 35 т и гидравлические домкраты с пневматическим приводом, электрические и пневматические гайковерты, наборы необходимого слесарного инструмента. [c.133]
[c.133]
Наибольшую сложность и трудоемкость монтажа и демонтажа представляют крупногабаритные подшипники качения широких высокоскоростных бумаго- и картоноделательных машин. Монтаж таких подшипников целесообразно вести гидравлическим методом (рис. 9, 1,2). Обычным механическим (сухим) способом (рис. 9, 3, 4) вследствие больших усилий запрессовки монтаж таких подшипников затруднителен. Кроме того, подобным методом можно повредить дорогостоящие подшипники. Например, на картоноделательной машине К-10 с обрезной шириной картона 6300 мм установленные сферические роликоподшипники 1137/680 Г с наименьшпм внутренним коническим диаметром 680 мм и весом более 350 кг требуют усилия запрессовки около 150 т. [c.55]
Износ подшипников качения и скольжения. Преждевременный износ подшипников качения может быть вызван неправильно выбранным видом смазки загрязненностью смазки избытком и недостатком смазки несоблюдением допусков при запрессовке подшипников и неправильной геометрической формой посадочных мест внбрацией узла прохождением электрического тока через подшипники конструктивными недостатками подшипника. [c.120]
Электродвигатели приводов также вскрывают, осматривают, очищают от грязи и продувают сжатым воздухом. В процессе осмотра электродвигателя обязательно проверяют зазоры между роторо м и статором, зазоры в подшипниках скольжения, целостность обойм сепараторов и комплектность щариков или цилиндров в подщип-никах качения. Кроме того, проверяют наличие смазочного материала в подщипниках и состояние запрессовки (крепления) подшипников в крышках электродвигателей. [c.39]
Перепресовка подшипников — РемСити
Ремонт и сборка подшипников качения
При разборке подшипниковых узлов подшипники тщательно промывают и проверяют на пригодность для дальнейшей эксплуатации: в случае непригодности подшипники заменяют. Возможные дефекты подшипниковых узлов и способы их устранения приведены ниже.
Дефекты подшипниковых узлов и способы их устранения
| Дефект или его признак | Причины | Способ устранения |
| Повышенный шум | 1. Повреждение тел качения подшипника | |
| 2. Защемление тел качения вследствие неправильной регулировки | ||
| 3. Износ посадочных мест на валу и в корпусе | Отремонтировать посадочные места | |
| 4. Отсутствие смазки | Смазать подшипники | |
| Повышенный нагрев | 1. Защемление тел качения из-за чрезмерного натяга в подшипниках | Отрегулировать натяг в подшипниках |
| 2. Недостаток смазочного материала | Добавить смазочный материал | |
| 3. Несоосность посадочных мест на валу и в корпусе | Устранить несоосность | |
| 4. Загрязнение подшипника вследствие выхода из строя уплотнения | Подшипник промыть, уплотнение заменить При наличии цветов побежалости на кольцах и телах качения подшипник заменить | |
| Выкрошивание рабочих поверхностей колец и тел качения | Усталостность материала | Подшипник заменить |
| Увеличенный радиальный и осевой зазоры в подшипнике | Частичный износ рабочих поверхностей подшипника | Допустимое увеличение зазоров по сравнению с начальными: для опор шпинделей и точных валов – 25 %, для остальных опор: в 3-4 раза. При больших зазорах подшипник следует заменить |
Поля допусков посадочных поверхностей валов и отверстий в корпусах для сопряжения с подшипниками качения.
| Подвижность вала и корпуса в работе | Класс точности подшипника | Поля допусков вала | Поля допусков отверстия в корпусе |
| Вал вращается,корпус неподвижен | 5 и 4 | n5, m5, k5, js5 | M6, K6, Js6, H6 |
| 0 и 6 | n6, m6, k6, js6 | M7, K7, Js7, H7, G7, H8, H9 | |
| Вал неподвижен,корпус вращается | 5 и 4 | h5, g5 | N6, M6, K6 |
| 0 и 6 | h5, g5 | P7, N7, M7, K7 |
При сборке подшипниковых узлов должны выполняться следующие технические условия:
1. Кольца и тела качения подшипника должны быть чистыми, без заметных дефектов. При вращении от руки подшипник должен вращаться свободно, без значительного шума. Новый подшипник с неповрежденной упаковкой и незагустевшей смазкой можно не промывать. Загрязненные подшипники промывают в бензине с добавлением 6-8 % минерального масла или в масле (Индустриальное 12 или 20) в ванне с электроподогревом при температуре 60-90 °С в течение 15-20 мин. Сильно загрязненные подшипники промывают дважды. После промывки подшипник просушивают на бумаге или с помощью сжатого воздуха. Пятна коррозии на подшипнике удаляют мягкой шкуркой и пастой ГОИ с последующей промывкой.
2. Осевой и радиальный зазоры в подшипнике должны быть в допускаемых пределах.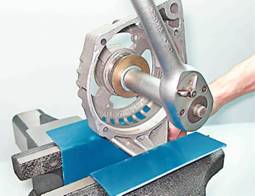 Схема замера зазоров приведена на схеме. Величина начальных зазоров для подшипников различных типов приведена в специальной литературе.
Схема замера зазоров приведена на схеме. Величина начальных зазоров для подшипников различных типов приведена в специальной литературе.
Точность форм посадочных поверхностей под подшипник качения
| Показатель | Класс точности подшипника | |||
| 0 | 6 | 5 | 4 | |
| Овальность и конусность шейки вала и отверстия в корпусе | 1/2 | 1/4 | ||
| допуска на диаметр посадочной поверхности | ||||
| Овальность и конусность шейки вала для подшипников на закрепительных втулках | 1/4 допуска на диаметр посадочной поверхности вала | |||
| Торцевое биение заплечиков вала, мкм, при диаметре, мм: | ||||
| до 50 | 20 | 10 | 7 | 4 |
| свыше 50 до 120 | 25 | 12 | 8 | 6 |
| свыше 120 до 250 | 30 | 15 | 10 | 8 |
| Торцевое биение заплечиков отверстия в корпусе, мкм, при диаметре, мм: | ||||
| до 80 | 40 | 20 | 13 | 8 |
| свыше 80 до 120 | 45 | 22 | 15 | 9 |
| свыше 120 до 150 | 50 | 25 | 18 | 10 |
| свыше 150 до 180 | 60 | 30 | 20 | 12 |
| свыше 180 до 250 | 70 | 35 | 23 | 14 |
| свыше 250 до 315 | 80 | 40 | 27 | 16 |
3. Посадочные места в корпусе и на валу должны быть точно и чисто обработаны. Перед сборкой подшипникового узла посадочные места промывают керосином, просушивают и смазывают. Механические повреждения, забоины, вмятины, следы коррозии устраняют. Диаметры шеек валов контролируют с помощью предельных скоб и микрометров, а диаметры отверстий корпусов – предельными пробками, индикаторными нутромерами или штихмассами.
Посадочные места в корпусе и на валу должны быть точно и чисто обработаны. Перед сборкой подшипникового узла посадочные места промывают керосином, просушивают и смазывают. Механические повреждения, забоины, вмятины, следы коррозии устраняют. Диаметры шеек валов контролируют с помощью предельных скоб и микрометров, а диаметры отверстий корпусов – предельными пробками, индикаторными нутромерами или штихмассами.
4. Во избежание перекоса радиус закругления галтели на валу (при отсутствии кольцевой проточки или выточки) должен быть меньше, чем радиус фаски у подшипника. Величину радиуса галтели проверяют с помощью радиусомера или шаблона.
5. Упорный заплечик вала или отверстия в корпусе должен быть перпендикулярен к посадочным поверхностям. Допускаемое торцовое биение приведено в таблице. Перпендикулярность заплечиков вала и корпуса оси посадочного места проверяют угольником или индикатором.
Шероховатость посадочных поверхностей вала и корпуса под подшипники качения
| Посадочные поверхности | Класс точности подшипника | Номинальные диаметры, мм | |||
| до 80 | от 80 до 500 | ||||
| Параметры шероховатости поверхности, мкм | |||||
| Rz | Ra | Rz | Ra | ||
| Вала | 0 | 6,3 | 1,25 | 10 | 2,50 |
| 6 и 5 | 3,2 | 0,63 | 6,3 | 1,25 | |
| 4 | 1,6 | 0,25 | 3,2 | 0,63 | |
| Отверстия в корпусе | 0 | 6,3 | 1,25 | 10 | 2,50 |
| 6,5 и 4 | 3,2 | 0,63 | 6,3 | 1,25 | |
| Торцов заплечиков вала и отверстия в корпусе | 0 | 10 | 2,50 | 10 | 2,50 |
| 6,5 и 4 | 6,3 | 1,25 | 10 | 2,50 | |
6. Недопустимо попадание в подшипниковый узел грязи или абразива, что приводит к ускоренному изнашиванию подшипника.
Недопустимо попадание в подшипниковый узел грязи или абразива, что приводит к ускоренному изнашиванию подшипника.
7. При правильной сборке подшипник должен работать плавно и бесшумно, а также не нагреваться выше 70 °С.
8. Выбор посадки подшипника на вал и в отверстие корпуса зависит от типа машины, требований к точности вращения, характера нагрузки, типа, размера и условия монтажа подшипника. Необходимая посадка подшипника обеспечивается за счет допусков на диаметры вала и отверстия корпуса. На сборочных чертежах и чертежах деталей рядом с номинальным размером дается условное обозначение поля допуска только поверхности, сопряженной с подшипником.
9. Для обеспечения правильной установки подшипника на вал и в корпус следует применять специальные приспособления. При запрессовке подшипника на вал или в корпус используют монтажные трубы из мягкого металла, винтовые и гидравлические прессы. Усилие запрессовки прикладывается к тому кольцу подшипника, которое устанавливается с натягом, а при запрессовке одновременно на вал и в корпус – к обоим кольцам. Для облегчения работы вал может охлаждаться, а корпус нагреваться, подшипник, соответственно, либо нагреваться, либо охлаждаться.
10. После сборки проверяют по периметру прилегание подшипника к заплечику вала и корпуса, вхождение щупа 0,03 мм и более не допускается.
11. Отсутствие перекоса подшипника при установке его вместе с валом в корпус проверяют свободным проворотом вала вручную.
12. Во избежание защемления тел качения подшипники, устанавливаемые с предварительным натягом, должны иметь плавный ход и незначительный шум при провороте от руки, а в подшипниках без предварительного натяга, кроме того, должен ощущаться небольшой осевой люфт.
Особенности монтажа подшипников качения
1. Радиальные роликоподшипники с одним съемным кольцом без бортов монтируют раздельно – съемное кольцо и кольцо в комплекте с роликами. При наличии на валу в обеих опорах подшипников такого типа необходима дополнительная опора (подпятник) для фиксации вала в осевом направлении.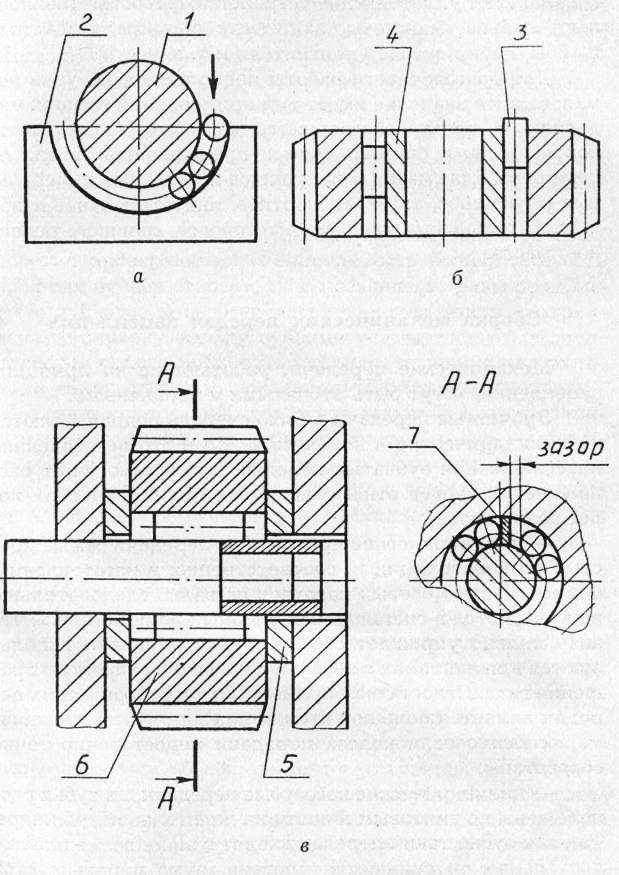 При наличии одного бурта на съемном кольце с целью фиксации вала в обоих направлениях роликоподшипники ставят враспор, т.е. с буртами в разных направлениях.
При наличии одного бурта на съемном кольце с целью фиксации вала в обоих направлениях роликоподшипники ставят враспор, т.е. с буртами в разных направлениях.
2. Игольчатый подшипник без колец (т.е. комплект игл) устанавливают на шейку вала, предварительно обильно покрытую пластичным смазочным материалом, а затем надевают корпус. При установке игольчатого подшипника без внутреннего кольца сначала в наружное кольцо набивают пластичный смазочный материал, устанавливают в нее иглы, вводят внутрь монтажную втулку диаметром на 0,1-0,2 мм меньше диаметра вала, затем в таком виде подводят к торцу вала и надвигают с втулки на вал.
3. Подшипники, устанавливаемые на вал на разрезной закрепительной втулке, фиксируют затягиванием гайки. Степень затяжки во избежание защемления тел качения из-за деформации внутреннего кольца проверяют свободным вращением от руки наружного кольца.
4. Одинарные упорные подшипники монтируют следующим образом: кольцо с меньшим внутренним диаметром устанавливают на вал, а с большим – в корпус. У двойного упорного подшипника промежуточное кольцо с меньшим внутренним диаметром монтируют на вал, а боковые кольца с большим внутренним диаметром – в корпус. При установке упорных подшипников зазор между наружным диаметром колец и корпусом в целях обеспечения самоустановки подшипника должен составлять от 0,5 до 1 мм.
5. Радиально-упорные подшипники со съемным наружным кольцом монтируют раздельно: в корпус – наружное кольцо, на вал – внутреннее кольцо с телами качения и сепаратором.
6. Радиально-упорные подшипники с целью восприятия ими осевой нагрузки обоих направлений ставят парами навстречу друг другу.
Осевые зазоры в упорных подшипниках
| Серия подшипника | Допускаемые пределы зазора (мкм) при диаметре вала (мм) | |||
| до 30 | от 30 до 50 | от 50 до 80 | от 80 до 120 | |
| Легкая | 30-80 | 40-100 | 50-120 | 60-150 |
| Средняя и тяжелая | 50-110 | 60-120 | 70-140 | 100-180 |
Предварительный натяг в подшипниках создается с целью устранения радиального и осевого биений узла (например, шпинделя) для повышения точности и виброустойчивости осуществляется следующими способами:
1. установкой прокладки нужной толщины между внутренними (или наружными) кольцами двух радиально-упорных шарикоподшипников с последующим стягиванием наружных (или внутренних) колец до исчезновения просвета между ними;
установкой прокладки нужной толщины между внутренними (или наружными) кольцами двух радиально-упорных шарикоподшипников с последующим стягиванием наружных (или внутренних) колец до исчезновения просвета между ними;
2. применением сдвоенных радиально-упорных шарикоподшипников, у которых одна пара колец соприкасается, а между другой парой колец имеется зазор, путем стягивания этих колец до исчезновения зазора;
3. установкой между наружными и внутренними кольцами пары шарикоподшипников двух втулок или прокладок различной высоты и последующим стягиванием колец до выборки зазора;
4) нажатием на наружное кольцо подшипника при неподвижном внутреннем с помощью витых или тарельчатых пружин.
Величину натяга в подшипниках контролируют по моменту сопротивления проворачиванию вала; момент может быть найден как произведение усилия, приложенного к динамометру, закрепленному на конце намотанной на вал веревки, на половину диаметра вала.
Регулировку осевого зазора (осевой «игры») радиально-упорных подшипников, необходимого для их правильной работы, осуществляют следующими способами:
1. За счет изменения толщины прокладки или комплекта прокладок между крышкой, прижимающей наружное кольцо подшипника, и корпусом. Толщину прокладки находят путем затягивания винтов крышки без прокладки до получения необходимой «игры» в опорах, измеряемой индикатором, приставленным к торцу вала или посаженной на него детали. С помощью щупа или свинцовой проволоки измеряют зазор между крышкой и корпусом, в соответствии с которым подбирают прокладку или комплект прокладок нужной толщины. Винты крышки могут быть затянуты до полной выборки зазоров в подшипнике, и тогда искомая толщина прокладки будет равна сумме зазора между крышкой и корпусом и требуемого зазора в подшипнике. Регулировочная прокладка может находиться также между крышкой и наружным кольцом подшипника.
2. Перемещением наружного кольца подшипника установочным винтом, ввинченным в крышку, через промежуточную шайбу. Сначала винт при отвернутой контргайке затягивают до отказа, а затем отворачивают на нужную долю оборота в зависимости от требуемого зазора и шага резьбы и стопорят контргайкой.
Сначала винт при отвернутой контргайке затягивают до отказа, а затем отворачивают на нужную долю оборота в зависимости от требуемого зазора и шага резьбы и стопорят контргайкой.
3. Перемещением наружного кольца подшипника регулировочной гайкой, ввернутой в корпус. Сначала гайку, освобожденную от стопора, затягивают до отказа, а затем несколько отворачивают до создания нужного зазора в подшипнике и стопорят.
4. Перемещением внутреннего кольца подшипника с помощью гайки или винтов и шайбы. После достижения нужного зазора в подшипнике гайку или винты стопорят деформируемыми шайбами.
5. Деформацией внутреннего кольца подшипника, имеющего конусное отверстие, за счет перемещения его гайкой по конусу вала.
Регулировку осевого зазора упорных подшипников производят смещением кольца, расположенного в корпусе, с помощью прокладок и другими способами, описанными выше.
Схемы установки подшипников в опорах.
1. Одна из опор фиксирована в осевом направлении, а другая – плавающая. Осевая нагрузка, действующая на вал, воспринимается только фиксированной опорой. Плавающей обычно выполняется опора с меньшей радиальной нагрузкой. В фиксированной опоре внутреннее кольцо подшипника с одной стороны упирается в заплечик вала, а с другой зажимается гайкой, разрезным пружинным кольцом, втулкой и шайбой. Наружное кольцо с одной стороны упирается в заплечик корпуса или стакана, а с другой прижимается крышкой, разрезным пружинным кольцом и гайкой с наружной резьбой.
При значительных осевых нагрузках на вал фиксированную опору составляют из двух радиально-упорных подшипников. В плавающей опоре внутреннее кольцо подшипника крепится так же, как в фиксированной опоре, а наружное кольцо может свободно перемещаться в осевом направлении в расточке корпуса или в стакане.
Данная схема позволяет обеспечить любое расстояние между опорами, компенсировать неточности изготовления деталей узла по длине и тепловое удлинение вала. Применяется обычно при значительных расстояниях между опорами.
2. Крепление подшипников враспор. Внутренние кольца обоих подшипников упираются в заплечики вала, а с другой стороны не крепятся. Наружные кольца располагаются в гладких (без заплечиков) расточках корпуса и лишь с внешней стороны прижимаются крышкой или гайкой с наружной резьбой. Расстояние между опорами при этой схеме ограничено и обычно не превышает 6-8 диаметров опор. Во избежание заклинивания подшипников при нагреве и удлинении вала при монтаже должен быть предусмотрен соответствующий зазор.
Осевые зазоры в радиально-упорных подшипниках
| Тип подшипника | Интервал внутренних диаметров | Крепление по одному подшипнику в фиксированной и в плавающей опорах | Крепление враспор по одному подшипнику в обеих опорах | |
| Допускаемые пределы осевой «игры», мкм | Наибольшее возможное расстояние между опорами | Допускаемые пределы осевой «игры», мкм | ||
| Шариковый,угол контакта α=12°ГОСТ 83175 | 10-3030-5050-80 | 20-4030-5040-70 | 8 опор6 опор4 опор | 30-6030-8040-100 |
| Шариковыйугол контакта α=26-36°ГОСТ 831-75 | 10-3030-5050-80 | 20-3020-4030-50 | Не рекомендуется устанавливать враспор | |
| Конический роликовый,угол контакта α=10-16°ГОСТ 333-79 | 10-3030-5050-80 | 20-3040-7060-140 | 12 опор8 опор7 опор | 20-8040-11060-140 |
| Конический роликовый,угол Контакта α=25-29°ГОСТ 7260-81 | 10-3030-5050-80 | 20-4020-4030-60 | Не рекомендуется устанавливать враспор | |
Разновидностью данной схемы является конструкция, где внутренние кольца зажимаются с внешней стороны, а изнутри не крепятся. Наружные кольца упираются с внутренней стороны в заплечики стакана или корпуса, а снаружи не крепятся. Конструкция с регулировкой зазора по внутренним кольцам исключает опасность защемления тел качения даже при валах значительной длины. Каждая из опор при креплении подшипников враспор воспринимает осевую нагрузку только одного направления. По данной схеме устанавливают все радиально-упорные подшипники, а также радиальные шариковые и роликовые с двумя буртами на наружном и одним на внутреннем кольцах.
Каждая из опор при креплении подшипников враспор воспринимает осевую нагрузку только одного направления. По данной схеме устанавливают все радиально-упорные подшипники, а также радиальные шариковые и роликовые с двумя буртами на наружном и одним на внутреннем кольцах.
Основы установки и снятия подшипников
Правильная установка радиального шарикового или роликового подшипника имеет решающее значение для достижения полного срока службы компонента. Неправильные методы монтажа, в которых используются короткие пути, такие как использование молотка или резака, приведут к преждевременному выходу из строя или потенциальной угрозе безопасности. В этой статье рассматриваются правильные советы по установке подшипников, в частности установка подшипников без корпуса, в отличие от подшипниковых узлов в корпусе, таких как опорный блок.
Крайне важно, чтобы все вопросы безопасности были решены, для работы было выделено достаточно времени и чтобы процедура была понятна всем до начала работ по установке подшипников. Инвестиции в соответствующие инструменты, процедурное обучение и время приведут к окончательной экономии средств и продлению срока службы подшипника и машины, на которой он установлен. Цена подшипника и количество человеко-часов, затрачиваемых на его правильную работу, ничтожны по сравнению с общей стоимостью простоя, начальной ценой машины, потенциальным дополнительным повреждением и, конечно же, вредом, который может нанести установщику или оператору станка. .«Сделай правильно с первого раза» — это не просто клише; это должно быть обязательным и составлять часть культуры обслуживания на вашем предприятии. Все необходимые средства индивидуальной защиты (СИЗ) следует использовать во время этих процессов.
Механическое снятие, установка и методы
Безопасное и правильное удаление вышедшего из строя подшипника — это первый шаг. Съемники и прессы, разработанные для этой цели, являются лучшими вариантами по трем причинам: безопасность, экономия времени и минимизация повреждений вала и корпуса во время процесса. Двух- и трехкулачковые механические съемники равномерно притягивают внешнее кольцо по мере затягивания резьбового стержня, который центрируется на конце вала (см. Рисунок 1).
Двух- и трехкулачковые механические съемники равномерно притягивают внешнее кольцо по мере затягивания резьбового стержня, который центрируется на конце вала (см. Рисунок 1).
Другой тип съемника — это разделительный или ножевой инструмент с двумя пластинами, расположенными за подшипником. Съемники для тяжелых условий эксплуатации оснащены гидроцилиндрами, обеспечивающими простоту снятия. Если снять подшипник с помощью высокоскоростного отрезного инструмента и при неосторожном использовании, вал и корпус могут быть повреждены. Хотя размер и ограниченность пространства иногда диктуют необходимость этого метода, любые последующие зазубрины и выбоины на валу или в корпусе приводят к удалению металла.Удаление металла, в свою очередь, изменяет важнейшие допуски на размеры и правильную установку подшипника. По возможности избегайте открытого огня или искр во время процесса.
Обычно не рекомендуется повторно использовать подшипник, который был снят с эксплуатации, но рекомендуется проверить подшипник после снятия на предмет причины неисправности. Стресс со временем может привести к повреждениям, которые не видны невооруженным глазом. Это также требует некоторого образования и опыта в области анализа неисправностей, чтобы определить причину и характер неисправности.Подшипник можно использовать повторно только в том случае, если он был отправлен обратно производителю для очистки, проверки, измерения, переточки и повторной сборки. Это неэффективно с меньшими подшипниками.
Бережное обращение с заменяемым подшипником во время хранения или в процессе установки является обязательным. Лучше всего хранить в чистых, сухих, окружающих условиях и без вибрации. Не разворачивайте подшипник до тех пор, пока он не будет готов к установке. Не смывайте заводскую смазку, если это не требуется из-за особых требований к смазке.Чистота — это образ жизни механиков и подшипников.
Важно убедиться, что используется точная замена. Есть два способа идентифицировать механический компонент: измерение и / или проверка номера детали. Авторитетные производители маркируют кольца подшипника номером детали. На этот номер можно ссылаться в каталоге, в котором указаны размеры и допуски колец. Грубое измерение можно получить с помощью штангенциркуля. Для точных измерений используется откалиброванный, сертифицированный микрометр Вернье с точностью до 0.Рекомендуется 0001 дюйм.
Авторитетные производители маркируют кольца подшипника номером детали. На этот номер можно ссылаться в каталоге, в котором указаны размеры и допуски колец. Грубое измерение можно получить с помощью штангенциркуля. Для точных измерений используется откалиброванный, сертифицированный микрометр Вернье с точностью до 0.Рекомендуется 0001 дюйм.
Вал и корпус должны быть чистыми, без зазубрин и заусенцев. Хотя в промышленности для этой цели обычно используется наждачная бумага, имейте в виду, что частицы, отделяющиеся от бумажной основы, могут загрязнить подшипник. Желательно использовать промышленные подушечки Scotch-Brite для очистки вала или корпуса от истирания или коррозии. Легкое машинное масло можно использовать для удаления влаги или кислот. Чистота необходима на протяжении всего процесса. Помните, что размер, форма и состояние вала и корпуса напрямую влияют на срок службы заменяемого подшипника.
Обязательно измерить и проверить отверстие вала и корпуса, чтобы убедиться, что они находятся в пределах рекомендуемых допусков на размер для данного применения и размера подшипника. Следует использовать калиброванные измерительные инструменты, такие как микрометр или штангенциркуль. Как для вала, так и для корпуса рекомендуется восьмиточечный метод измерения (см. Рисунок 1). Это включает четыре измерения в разных местах, чтобы определить, что вал и корпус не эллиптические, а стороны параллельны. В руководствах по установке подшипников и справочниках для машинистов будут перечислены различные типы посадки и точные допуски на размеры как для колец подшипников, так и для валов и корпусов.Если они не соответствуют предложенным спецификациям, срок службы подшипников уменьшится. Увеличенный вал или корпус меньшего размера уменьшат требуемый внутренний зазор в подшипнике. Этот зазор необходим для обеспечения свободного вращения тел качения, смазочной пленки и расширения металла из-за тепловых изменений. Слишком слабая посадка приведет к тому, что подшипник будет ходить или ползать, вытягивая металл, который неизбежно попадет в подшипник. Помните, измеряйте перед установкой.
Помните, измеряйте перед установкой.
Три основных типа посадки: посадки с натягом или с натягом, посадки по прямой и с зазором или без посадки. Посадка определяется характером применения, нагрузкой, размером, типом подшипника и вращающимся кольцом.
Уровень усилия, необходимого для правильной установки подшипника, определяется типом и степенью запрессовки. В большинстве случаев, какое бы кольцо ни вращалось, будет запрессовываться. Например, вал электродвигателя вращается вместе с ротором. Следовательно, внутреннее кольцо подшипника потребует запрессовки, а внешнее кольцо будет посажено по прямой или с зазором.
Подшипники диаметром менее 50 миллиметров (мм) могут быть установлены с помощью отвертки для подшипников, если кольца установлены с легкой посадкой с натягом. Забивные инструменты состоят из металлической трубки, полимерных ударных колец и глухого молотка (см. Рис. 2). Этот тип трубчатого оправки может использоваться со втулками и масляными / консистентными уплотнениями. Важно использовать втулку и ударное кольцо подходящего размера, а также следить за тем, чтобы подшипник не взводился во время посадки.
оправочный пресс — безопасный метод снятия и установки.Пресс должен быть прикреплен болтами к прочному верстаку или полу. Рейка и шестерня вместе с длинной ручкой используются для обеспечения рычага. При нажатии на ручку стойка опускается. Никогда не прикрепляйте трубу к ручке. Медленно надавливайте. Пластина с прорезями, обычно называемая опорой, используется для поддержки детали станка и обеспечения сквозного доступа к валу. В идеале использовать только аксессуары, предназначенные для пресса. Правильная блокировка колец подшипника очень важна, как и выравнивание и прямоугольность заготовки для эффективного равномерного усилия.При использовании пресса убедитесь, что кольца подшипника заблокированы правильно, чтобы монтажные усилия не передавались через тела качения. Эти силы вызовут вмятины на дорожках качения, известные как истинный бринеллинг.
Гидравлический пресс — это полезный и эффективный инструмент для снятия и установки подшипников, но его использование связано с некоторыми оговорками. Крайне важно, чтобы технический специалист прошел обучение технике безопасности и правильному использованию. Опасности для оператора многочисленны, и есть вероятность повредить связанные с ним обработанные компоненты.Эти прессы обычно измеряются в тоннах давления. Держите руки подальше, найдите кнопку пуска / останова и наденьте СИЗ. Те же соображения, что и при использовании ручных прессов, применимы и к использованию гидравлических прессов. Требуется выравнивание и выравнивание заготовки, надлежащая блокировка подшипника и вала, а также медленное, равномерное давление. Медленно опустите гидроцилиндр и посмотрите, куда прилагается сила. Тот же человек должен вставлять / настраивать работу и управлять прессом. Не превышайте предельную рабочую нагрузку пресса.
Термическое удаление, установка и методы
Понижение или повышение температуры подшипника, вала и / или корпуса в заданных пределах — еще один метод снятия и установки подшипников. Все предостережения, упомянутые в отношении методов механического удаления, также применимы к термическим методам. Вал и корпус должны быть чистыми, без зазубрин и заусенцев. Необходимо выделить время для измерения и подтверждения того, что вал и корпус находятся в пределах рекомендуемых размеров. Если вал или корпус не находятся в пределах рекомендуемых допусков, их следует заменить.Хотя использование связующих веществ может временно выиграть время, монтажные компаунды для подшипников не заменяют требования к хорошей размерной подгонке.
Использование жидкого азота или сухого льда для понижения температуры стальных компонентов следует использовать только при предельной посадке с натягом. В зимние месяцы в северных странах техники обычно размещают валы большого диаметра снаружи на ночь, а утром нагревают подшипник и собирают их вместе. Помните, что побочным продуктом этого процесса может быть образование воды из-за быстрых изменений температуры и относительной точки росы.Вода на стали — это ржавчина.
Существуют различные нагреватели подшипников, такие как конусные, нагревательные пластины, печи для пиццы и широко распространенные масляные ванны. У всех этих типов есть две общие черты: они медленные и обычно грязные. Для установки подшипников на вал лучше всего использовать современный индукционный нагреватель подшипников (см. Рис. 3). Они безопасны, быстры, эффективны и чисты. Индукционные нагреватели доступны в различных размерах, большинство из них можно переносить вручную или размещать на тележке.Их также можно использовать для нагрева других компонентов, таких как ступицы муфт и втулки.
Индукционные нагреватели подшипников создают сильное переменное магнитное поле для индукции вихревых токов в металле. Эти токи вызывают быстрый нагрев кольца. Его можно сравнить с трансформатором, использующим первичную обмотку с множеством обмоток и вторичную обмотку с несколькими обмотками (подшипник). Вторичная обмотка выдает низкое напряжение при высоком токе. Подшипник действует как короткозамкнутая одновитковая вторичная обмотка, через которую проходит низкое переменное напряжение при высоком токе.Результат: ближайшее к штанге кольцо быстро нагревается. Одним из побочных продуктов этого процесса является намагничивание. Современные нагреватели имеют автоматический цикл размагничивания в конце процесса. Помните, что датчик температуры должен быть размещен на внутреннем кольце для расширения, чтобы обеспечить плотную посадку на валу. Рекомендуемая температура составляет 110 ° C или 230 ° F. Оператор имеет полный контроль над настройками.
Напоминания об установке подшипников
- Наденьте СИЗ.
- Бережное обращение и чистота важны.
- По возможности избегайте стальных молотков или искр.
- Осмотрите вал и корпус. Удалите заусенцы.
- Измерьте, измерьте и еще раз измерьте.
- Подгонка имеет значение.
- Используйте идентичные замены.
- Избегать перегрева.
- Используйте подходящие инструменты.
- Будьте осторожны, думайте безопасно, делайте это безопасно!
Заключение
Правильная установка радиального шарикового или роликового подшипника имеет решающее значение для достижения полного срока службы компонента.Для правильной установки подшипников необходимо, чтобы все вопросы безопасности были решены, для работы было отведено достаточно времени, а процедура была понятна всем до того, как работа начнется.
Ричард Р. Кнотек — специалист по техническому обучению в Motion Institute, подразделении Motion Industries. Он проработал 43 года в Motion Industries, занимая различные должности, включая должности водителя, внутренних продаж, операционного менеджера, продавца, менеджера филиала и специалиста по продуктам.Knotek, бывший адъюнкт-инструктор Программы промышленного обслуживания Университета Северного Мичигана, также является опубликованным автором книги «Механические системы и принципы» (ISBN 0-13-049417-8). Для получения дополнительной информации посетите motionindustries.com или видеоканал MiHow2.com, где есть обучающие видеоролики, в том числе советы по установке подшипников.
Установка герметичного подшипника на вал — Решение проблем
Это вопрос, который имеет несколько переменных и может изменить фактические процедуры.
1) Измерьте внутренний диаметр (ID) подшипника и внешний диаметр (OD) вала. Вычитание внутреннего диаметра из внешнего диаметра дает прессовую посадку.
Зайдите на веб-сайт поставщика подшипников и убедитесь, что прессовая посадка находится в указанных пределах. Если прессовая посадка будет слишком тугой, подшипник может расколоться или работать слишком туго из-за расширения внутреннего кольца. Если он слишком ослаблен, он может работать, не оставаясь на месте на валу, и может даже «пустить» свободный ход, полностью разрушив вал. В некоторых спецификациях может быть указано усилие в фунтах, необходимое для надавливания подшипника на вал.Loc-tite и ее конкуренты имеют изделия, которые могут закрепить подшипник на валу, если он не слишком ослаблен.
Если не удается найти спецификации для конкретного подшипника, найдите подшипник с такими же размерами и используйте эти характеристики.
2) Есть 3 способа установить герметичный подшипник
2.1) На небольших подшипниках можно использовать пресс, чтобы надавить на подшипник. Будьте осторожны и надавите на подшипники. Некоторые гидравлические прессы имеют манометры, которые позволяют непосредственно считывать усилие, прилагаемое прессом к подшипнику.Убедитесь, что усилию пресса противостоит внутреннее кольцо подшипника и вал. Убедитесь, что внешнее кольцо не оказывает давления, так как это может повредить подшипник, поскольку подшипник не может выдержать осевое усилие. Пресс может использоваться для подшипников большего размера, но когда подшипники становятся большими с внутренним диаметром 4-6 дюймов или более, нагрев становится все более и более жизнеспособным.
2.2) На больших подшипниках они часто нагреваются с помощью электрических нагревателей подшипников или нагреваемых масляных ванн. Мы, кузнецы, можем использовать мой любимый источник тепла — тостер.Мы можем использовать его не только для нагрева бутерброда, но и для закалки и нагрева подшипников. Проверьте максимальную температуру нагрева подшипника. Никогда не нагревайте выше 275-300 градусов F, если это не рекомендовано производителем подшипников. Не нагревайте подшипники с пластиковыми или резиновыми сепараторами, щитками или уплотнениями.
2.3) Охладите вал сухим льдом. Обычно это не используется, но возможно.
Nevr: используйте стальной молоток для включения или выключения подшипника. Если вам необходимо использовать молоток для забивания подшипника, используйте латунную выколотку или пробойник, чтобы забить подшипник.Подшипники «стеклянно-твердые» и могут расколоться при ударе стальным молотком.
Когда вы почувствуете, как нажимать на подшипники с принудительной посадкой, некоторые из этих шагов можно пропустить, исходя из опыта.
Я не предлагаю всегда измерять вал и подшипники. С помощью небольшого пресса и небольших подшипников вы можете просто очень осторожно запрессовать подшипники. Если они будут слишком сильно давить, остановитесь и исследуйте возможные проблемы.
Руководствуйтесь здравым смыслом, наблюдайте и думайте о том, что происходит.
Убедитесь, что на внешнее кольцо подшипника не действует сила, когда внутреннее кольцо прижимается к валу, или что сила не прилагается к внутреннему кольцу, когда внешнее кольцо вдавливается в корпус.
Порядок установки подшипников — журнал Turbomachinery Magazine
Установка новых подшипников — важный шаг к максимальной надежности подшипников. Если подшипники неправильно установлены или повреждены во время установки, срок службы сократится.Следовательно, использование надежных проверенных методов имеет решающее значение.
Для небольших подшипников, определяемых как подшипники с внешним диаметром 4 дюйма или меньше, подшипники могут устанавливаться в холодном состоянии. Если размер больше, рекомендуется нагрев подшипников. При холодном монтаже сила должна быть направлена на кольцо с натягом. Обычно это означает давление на внутреннее кольцо, потому что подшипник обычно устанавливается на вал с натягом.
Эта статья содержит выдержки из статьи Брайана П. Дамера из SKF USA «Практика технического обслуживания подшипников для обеспечения максимального срока службы подшипников».
Усилие можно приложить с помощью оправочного пресса или ударной гильзы и молотка. Не следует наносить удары по самому подшипнику. Скорее, втулка должна контактировать с подшипником, и удары должны быть направлены на конец этой втулки. Также рекомендуется использовать глухой молоток.
При запрессовке подшипника на вал или в корпус следует использовать втулку. При горячем монтаже необходимо соблюдать осторожность, чтобы не перегреть подшипник.
Подшипники имеют ограничения по максимальной температуре из-за металлургии колец, а также из-за использования любых неметаллических компонентов, таких как нейлоновые сепараторы или резиновые уплотнения.Хорошее общее правило — нагревать подшипники до температуры на 150 F выше, чем температура вала. Он достаточно теплый, чтобы подшипник мог скользить по валу, но при этом недостаточно горячий, чтобы повредить какие-либо компоненты. Ни в коем случае не нагревайте открытые подшипники выше 250 F.
Для подшипников, которые имеют крышки и смазаны на весь срок службы, рекомендуется 210 F в качестве максимальной температуры, поэтому разницу в 150 F по температуре вала, возможно, придется несколько уменьшить для подшипников с пожизненной смазкой.Пока работают духовки, горячие плиты и масляные ванны, самый простой способ нагреть подшипник — с помощью индукционного нагревателя.
Процесс быстрый, точный, повторяемый и безопасный. Обязательно соблюдайте инструкции по эксплуатации и предупреждения, поскольку индукционные нагреватели создают сильное магнитное поле, которое может представлять опасность. При нагреве подшипников крайне важно использовать индукционный нагреватель со встроенным циклом размагничивания. В процессе нагрева подшипник намагничивается индуцированным током.Если не устранить это магнитное поле, подшипник будет притягивать все частицы железа, содержащиеся в масле. Обычно цикл размагничивания нагревателя выполняется непосредственно перед отключением нагревателя, поэтому полный цикл нагрева должен быть завершен до того, как подшипник будет снят с нагревателя и установлен.
При установке нагретых подшипников необходимо прижать подшипники к буртику вала, а затем установить контргайку и прижать ее к подшипнику. По мере охлаждения подшипник сжимается как в радиальном направлении (создавая посадку с натягом на валу), так и в осевом направлении (потенциально вызывая его отрыв от заплечика).По мере охлаждения подшипника контргайку следует дополнительно затянуть с помощью ударного гаечного ключа или, для небольших подшипников, обычного гаечного ключа, чтобы подшипники были плотно прижаты к заплечику.
После охлаждения подшипника контргайку следует снять, стопорную шайбу поставить на подшипник, а контргайку снова установить на стопорную шайбу. Контргайки должны быть ужесточены, пока она не находится в непосредственном контакте с шайбой и подшипник плотно прижат к плечу, а затем соответствующая вкладка стопорной шайбы согнута вниз в паз контргайки.
Убедиться, что подшипники сильно прижаты к буртику, особенно важно для парных радиально-упорных шарикоподшипников. Если кольца не зажаты плотно между контргайкой и буртиком, может возникнуть слишком большой осевой зазор. При затягивании контргайки с помощью ударного гаечного ключа удары по гаечному ключу будут издавать глухой звук до тех пор, пока кольца не будут плотно соприкасаться. Когда все компоненты будут плотно прижаты друг к другу, удары по гаечному ключу вызовут звонкий звук.Это изменение тона указывает на то, что все достаточно плотно.
Хотя спецификации крутящего момента опубликованы для контргаек, их может быть трудно применить, потому что определенные допуски резьбы, шероховатость и смазка (или их отсутствие) существенно изменят крутящий момент контргайки. Существует верхняя граница того, какое осевое усилие зажима следует прикладывать к подшипнику. Эта максимальная осевая сила зажима равна ¼ статической грузоподъемности (Со) подшипника. Любое большее усилие зажима может деформировать кольца, изменяя внутреннее распределение нагрузки и контактные давления, тем самым сокращая срок службы.
Для всех этих действий следует использовать правильные инструменты. Попытка использовать оправку или кусок прутка может привести к затяжке контргайки, но есть риск повредить гайку и / или подшипник. Кроме того, небольшие детали могут отломиться от подручных инструментов, и они могут попасть в подшипник и вызвать повреждение во время работы. Наконец, никогда не следует использовать горелку для нагрева подшипника перед установкой. Такой прямой нагрев приведет к необратимому повреждению термической обработки подшипника и сокращению срока службы.
Сотрудники и участники TMI
В блогеTurbomachinery Blog публикуются сообщения от экспертов во всех областях турбомашиностроения, таких как газовые турбины, диагностика машин, материалы, ремонт и запасные части, и поощряется участие пользователей, основной целью которых является привлечение читателей и взаимодействие с ними.
Подшипник крепления | Базовые знания подшипников
15-3-1 Рекомендуемая подготовка перед монтажом
1) Подготовка подшипников
Подождите непосредственно перед установкой, прежде чем извлекать подшипники из упаковки, чтобы предотвратить загрязнение и ржавчину.
Поскольку антикоррозийное масляное покрытие подшипников представляет собой смазку с высокими характеристиками, масло не следует смывать, если подшипники предварительно смазаны или когда подшипники используются в нормальных условиях эксплуатации. Однако, если подшипники используются в измерительных приборах или при высокой скорости вращения, антикоррозионное масло следует удалять с помощью чистого масла с моющим средством. После удаления антикоррозионного масла подшипники нельзя оставлять надолго, так как они легко ржавеют.
2) Осмотр валов и корпусов
Очистите вал и корпус, чтобы проверить, нет ли на них дефектов или заусенцев в результате механической обработки.
Будьте очень осторожны, чтобы полностью удалить притирочные средства (SiC, Al2O3 и т. Д.), Литейный песок и стружку изнутри корпуса.
Затем убедитесь, что размеры, форма и состояние отделки вала и корпуса соответствуют указанным на чертеже.
Диаметр вала и диаметр отверстия корпуса следует измерять в нескольких точках, как показано на рис. 15-1 и 15-2 .
Рис. 15-1 Точки измерения на диаметре вала
Фиг.15-2 Точки измерения диаметра отверстия корпуса
Кроме того, необходимо проверить радиус галтели вала и корпуса, а также перпендикулярность заплечиков.
При использовании вала и корпуса, прошедших проверку, рекомендуется нанести машинное масло на каждую посадочную поверхность непосредственно перед установкой.
15-3-2 Подшипник
Порядок монтажа зависит от типа и условий установки подшипников.
Для подшипников общего назначения, в которых вал вращается, внутренние кольца применяют с натягом, а к наружным кольцам — посадку с зазором.
Для подшипников с вращающимися наружными кольцами наружные кольца применяются с натягом.
Интерференционная арматура примерно классифицируется, как показано здесь. Подробные процессы монтажа описаны в таблицах с 15-1 по 15-3.
«Таблица 15-1 Прессовая посадка подшипников с цилиндрическими отверстиями»
«Таблица 15-2 Термоусадка подшипников с цилиндрическими отверстиями»
«Таблица 15-3 Монтаж подшипников с коническими отверстиями»
«Таблица 15-4 Монтаж сферических роликов с коническими отверстиями подшипники «
ReferenceForce необходимо для запрессовки или снятия подшипников.
Усилие, необходимое для запрессовки или снятия внутренних колец подшипников, различается в зависимости от отделки валов и степени натяга, допускаемого подшипниками.
Стандартные значения можно получить, используя следующие уравнения.
В уравнениях (15-1) и (15-2) ,
Значение коэффициента сопротивления ƒ
к| Условия | ƒ k |
|---|---|
| 4 |
| 6 |
| 5.5 |
| 4,5 |
| 10 |
| 11 |
Таблица 15-1 Запрессовка подшипников с цилиндрическими отверстиями
Таблица 15-2 Термоусадка подшипников с цилиндрическим отверстием
| Термоусадочная посадка | Описания |
|---|---|
(а) Нагрев в масляной ванне (б) Индукционный нагреватель |
[Примечания]
|
Рис. 15-3 Температура нагрева и расширение внутренних колец
[Примечания]
- Толстые сплошные линии показывают максимальное значение натяга между подшипниками (класс 0) и валами (r6, p6, n6, m5, k5, j5) при нормальной температуре.
- Следовательно, температура нагрева должна быть выбрана так, чтобы получить большее «расширение диаметра отверстия», чем максимальные значения натяга.
(При установке подшипников класса 0 с диаметром отверстия 90 мм на валы m5, этот рисунок показывает, что температура нагрева должна быть на 40 ℃ выше, чем комнатная температура, чтобы обеспечить расширение, превышающее максимальное значение натяга 48 мкм. Следует учитывать, что температура должна быть на 20–30 ℃ выше, чем первоначально требуемая температура.)
Таблица 15-3 Монтаж подшипников с коническим отверстием
| Способы крепления | Описания |
|---|---|
(a) Монтаж на конических валах (b) Монтаж с использованием закрепительной втулки (c) Монтаж с использованием стяжной втулки (d) Измерительные зазоры |
Фиксирующий подшипник с помощью зажима
Уменьшение зазора можно измерить толщиномером. Сначала стабилизируйте ролик в правильном положении, а затем вставьте датчик в пространство между роликами и внешним кольцом. Следите за тем, чтобы зазор между обоими рядами роликов и наружными кольцами был примерно одинаковым ( e ≒ e ‘).Поскольку зазор может отличаться в разных точках измерения, производите измерения в нескольких точках.
|
Таблица 15-4 Монтаж сферических роликоподшипников с коническим отверстием
| Условный проход d мм | Уменьшение радиального внутреннего зазора мкм | Осевое смещение, мм | Минимальный требуемый остаточный зазор, мкм | |||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Конус 1/12 | Конус 1/30 | C N зазор | C 3 зазор | C 4 зазор | ||||||
| более | до | мин. | макс. | мин. | макс. | мин. | макс. | |||
| 24 | 30 | 15 | 20 | 0,27 | 0,35 | – | – | 10 | 20 | 35 |
| 30 | 40 | 20 | 25 | 0,32 | 0,4 | – | – | 15 | 25 | 40 |
| 40 | 50 | 25 | 35 | 0.4 | 0,5 | – | – | 20 | 30 | 45 |
| 50 | 65 | 30 | 40 | 0,45 | 0,6 | – | – | 25 | 35 | 55 |
| 65 | 80 | 35 | 50 | 0,55 | 0,75 | – | – | 35 | 40 | 70 |
| 80 | 100 | 40 | 55 | 0.65 | 0,85 | – | – | 40 | 50 | 85 |
| 100 | 120 | 55 | 70 | 0,85 | 1,05 | 2,15 | 2,65 | 45 | 65 | 100 |
| 120 | 140 | 65 | 90 | 1,0 | 1,2 | 2,5 | 3,0 | 55 | 80 | 110 |
| 140 | 160 | 75 | 100 | 1.1 | 1,35 | 2,75 | 3,4 | 55 | 90 | 130 |
| 160 | 180 | 80 | 110 | 1,2 | 1,5 | 3,0 | 3,8 | 60 | 100 | 150 |
| 180 | 200 | 90 | 120 | 1,4 | 1,7 | 3,5 | 4,3 | 70 | 110 | 170 |
| 200 | 225 | 100 | 130 | 1.55 | 1,85 | 3,85 | 4,6 | 80 | 120 | 190 |
| 225 | 250 | 110 | 140 | 1,7 | 2,05 | 4,25 | 5,1 | 90 | 130 | 210 |
| 250 | 280 | 120 | 160 | 1,8 | 2,3 | 4,5 | 5,75 | 100 | 140 | 230 |
| 280 | 315 | 130 | 180 | 2.0 | 2,5 | 5,0 | 6,25 | 110 | 150 | 250 |
| 315 | 355 | 150 | 200 | 2,3 | 2,8 | 5,75 | 7,0 | 120 | 170 | 270 |
| 355 | 400 | 170 | 220 | 2,5 | 3,1 | 6,25 | 7,75 | 130 | 190 | 300 |
| 400 | 450 | 190 | 240 | 2.8 | 3,4 | 7,0 | 8,5 | 140 | 210 | 330 |
| 450 | 500 | 210 | 270 | 3,1 | 3,8 | 7,75 | 9,5 | 160 | 230 | 360 |
| 500 | 560 | 240 | 310 | 3,5 | 4,3 | 8,75 | 10,8 | 170 | 260 | 370 |
| 560 | 630 | 260 | 350 | 3.9 | 4,8 | 9,75 | 12,0 | 200 | 300 | 410 |
| 630 | 710 | 300 | 390 | 4,3 | 5,3 | 10,8 | 13,3 | 210 | 320 | 460 |
| 710 | 800 | 340 | 430 | 4,8 | 6,0 | 12,0 | 15,0 | 230 | 370 | 530 |
| 800 | 900 | 370 | 500 | 5.3 | 6,7 | 13,3 | 16,8 | 270 | 410 | 570 |
| 900 | 1000 | 410 | 550 | 5,9 | 7,4 | 14,8 | 18,5 | 300 | 450 | 640 |
[Примечание]
Приведенные выше значения уменьшения радиального внутреннего зазора являются значениями, полученными при установке подшипников с зазором CN на сплошных валах.При установке подшипников с зазором C3 максимальное значение, указанное выше, следует принимать за стандартное.
Как определить посадку вала подшипника и корпуса
Правильная посадка вала и корпуса жизненно важна для срока службы ваших подшипников. Существует несколько типов посадок на валы и корпуса. Несколько факторов будут определять подходящую подгонку для вашего приложения. Не вдавайтесь в подробности при выборе посадки подшипника. Плохая конструкция или неправильный выбор подгонки приводят к постоянным сбоям в приложении.
При неплотной посадке подшипники могут выскользнуть из-за непреднамеренного перемещения с места установки или внутри него или повредиться. Неплотная посадка также может привести к потрескавшейся дорожке качения из-за отсутствия поддержки внутреннего или внешнего кольца. Когда посадка слишком тугая, подшипник резко теряет эффективность, повышается рабочая температура и увеличивается окружающий шум.
Выбор правильной посадки подшипника сведет к минимуму поломки. Исправить посадку также может быть очень сложно, в зависимости от области применения.Обычно для доступа к валу и корпусу требуется полный демонтаж. Исправить такую проблему в полевых условиях может быть практически невозможно. Посадки подшипников — это не так уж и красиво, но их правильное выполнение избавит вас от утомительного ремонта.
При выборе подходящего вала и корпуса для каждого применения необходимо учитывать несколько факторов:
- Вращается ли внутреннее кольцо
- Какой тип нагрузки создает приложение и его направление
- Отверстие и наружный диаметр подшипника
- Само приложение
Материалы подшипников и корпуса, хотя и не так часто встречаются, также важны при определении правильной посадки.Алюминий будет расширяться больше, чем сталь, что потребует различных посадок, даже если все остальные параметры останутся прежними. Перед тем, как начать процесс выбора, мы обсудим дальнейшие общие положения. Давайте взглянем.
Определите тип посадки подшипника
Посадка с зазором , или посадка с проскальзыванием, всегда допускайте зазор между отверстием подшипника и валом или наружным кольцом и корпусом. Установка, как правило, проста из-за дополнительного зазора. Если посадка слишком свободная, вы можете столкнуться с проблемами, когда подшипник может проскальзывать или вращаться либо на валу, либо внутри корпуса, особенно при наличии вибрации.Это вращение приведет к выделению тепла и преждевременному выходу подшипника из строя.
Посадка с натягом — полная противоположность посадки с зазором. При такой посадке, часто называемой запрессовкой, возникает натяг между кольцом подшипника и его сопрягаемой частью. Отверстие подшипника меньше диаметра вала или наружного диаметра подшипника. больше диаметра вашего корпуса. Это затрудняет сборку деталей, и обычно они требуют вдавливания на место или использования термоусадки, чтобы упростить сборку.
Как следует из названия, переходная посадка находится где-то между двумя описанными выше. В зависимости от фактических размеров отверстия подшипника и вала или наружного кольца и корпуса может возникнуть посадка с зазором или натягом. Полученная посадка будет зависеть от допусков двух точек контакта — отверстия подшипника и вала или наружного диаметра корпуса и подшипника.
Совпадение посадки вала и корпуса будет необычным. Одна посадка требует посадки с зазором, другая, как правило, вращающееся кольцо, требует посадки с натягом.Вращающееся кольцо требует такой посадки с натягом, потому что при приложении нагрузки к более свободной посадке может произойти проскальзывание и потеря эффективности и, в конечном итоге, повреждение поверхности или коррозионное истирание. Часто применение вибрационного или вибрационного типа отличается от вышеуказанного. Неправильная посадка может вызвать преждевременный выход из строя подшипника.
Этапы определения посадки вала
Наиболее общие области применения включают вращение внутреннего кольца и постоянную радиальную нагрузку. Для этих условий мы рекомендуем посадку с натягом между валом и отверстием подшипника.Уровень помех увеличивается при более тяжелых нагрузках. Когда состояние вала является стационарным и радиальная нагрузка постоянна, возможна установка посадки с умеренным зазором между валом и отверстием подшипника.
Выбор подходящей посадки корпуса
Посадка корпуса может отличаться от посадки вала, что часто бывает. Как и посадка вала, многие условия определяют, какая посадка лучше всего. При этом необходимо учитывать вращение внутреннего или внешнего колец, тип нагрузки и то, насколько легко должна быть установка или снятие подшипника с корпуса.
В первую очередь следует учитывать вращение внутреннего кольца подшипника и его отношение к радиальной нагрузке. Величина радиальной нагрузки также влияет на выбор посадки. Для неопределенных или переменных направлений нагрузки избегайте посадки с зазором. Кроме того, примените посадку с зазором для применений с корпусом с осевым разъемом, чтобы избежать деформации наружных колец подшипника.
Применение теории к примерной ситуации
Представьте, что вы устанавливаете подшипник в электродвигатель.Какой тип вала и корпуса вам нужен? Давайте сначала рассмотрим особенности приложения. В этой ситуации ваше внутреннее кольцо будет вращаться, направление приложенной нагрузки будет постоянным, а внешнее кольцо будет неподвижным.
Давайте уточним и воспользуемся следующими размерами: вал 20 мм с шарикоподшипником 6204 (0,787402 дюйма x 1,85039 дюйма) (внутренний диаметр x внешний диаметр). В этом случае вам понадобится посадка с натягом на валу, потому что внутреннее кольцо вращается. Переходная посадка наиболее подходит для отверстия в корпусе, поскольку она упрощает установку, а также перемещение для снятия.
Просматривая таблицу в нашем Каталоге шарикоподшипников Axis, обратите внимание, что подходящие посадки — это посадка вала k5 на 0,7875–. 7878 дюймов и посадка на корпус J7 на 1,850–1,851 дюйма. Конечно, это только один пример. Для вашего приложения вам нужно будет заранее иметь общее представление о том, какие подгонки должны быть. Когда вы узнаете, нужна ли вам посадка с натягом, зазором или переходной посадкой, в каталоге можно будет указать конкретные размеры, основанные на внутреннем и внешнем диаметрах рассматриваемого подшипника.
Позвольте специфике вашего применения подсказать вам наилучшую посадку корпуса и вала.
Перед тем, как выбрать посадку на корпус или вал, обратитесь к приложению. В нашем каталоге Axis есть вся необходимая информация для точного определения рекомендаций по указанному диапазону допусков, подходящих для каждого приложения.
Дружелюбные инженеры Baart всегда готовы дать полезные советы и рекомендации. Есть вопросы по вашей заявке? Связаться с нами.
Восстановление насоса для сырой воды Фотогалерея от Compass Marine How To на pbase.com
Вал в ледяном ящике
Вот вал охлаждается, чтобы хоть немного его сжать.
Не вышло
Хотя я смог завести подшипник, это не сработало, как я хотел. Температура большей массы вала быстро охладила обойму подшипника, и она перестала скользить по валу. Блин ……
Самодельный пресс для подшипников
Я хотел показать вам, как это сделать, не прибегая к использованию магазинного пресса.Пока у вас есть тиски, вы можете выполнять эту работу.Моей первой задачей было просверлить отверстие чуть больше вала в куске клена толщиной 3/4. Я использовал старый вал и подшипники в качестве направляющей, чтобы просверлить отверстие достаточно глубоко.
Подходит для
Здесь я проверяю глубину отверстия, чтобы убедиться, что оно подходит, но не достигает дна.
Измерьте глубину опоры
Важно, чтобы подшипники находились в том же месте, что и оригиналы, но на новом валу.Чтобы передать это измерение, я использовал глубиномер на своих суппортах и измерил расстояние от конца вала рабочего колеса до внутреннего кольца подшипника.
Передача глубины подшипника
Теперь вам нужно перенести глубину подшипника на новый вал. Я использовал белую изоленту, а затем сделал отметку ручкой. К сожалению, когда вы обматываете изолентой вал, она может быть изогнутой, поэтому создание контрольной отметки на круглом валу будет разумной идеей, если вам нужно попасть в точную отметку.
Шайба прессовая
Для того, чтобы запрессовать новые подшипники на вал, требуется значительное давление. Давление этого типа следует применять только к внутреннему кольцу подшипника или к тому, которое контактирует с валом. Нажатие на внешнее кольцо может вызвать повреждение подшипников или дорожек. Это метрическая шайба, которая была у меня в запасных частях для гаек и болтов, которая идеально подходила к валу, но оставалась только внутри внешнего кольца.
Посадка нажимной шайбы
Как вы можете видеть, нажимная шайба оказывает давление только на внутреннее кольцо подшипника и не задевает внешнее кольцо..
Тиски для скамьи / самодельный жим
На этой фотографии вы можете видеть, что я столкнул челюсти своих тисков двумя кленовыми блоками и удерживал их на месте изолентой. В обоих деревянных блоках есть отверстия, чтобы принять вал и удерживать его на месте. Отверстия и блоки также идеально отцентрованы по центральной линии губок тисков. Тиски — не самые точные инструменты, поэтому обязательно выровняйте все так, чтобы губки не сгибались в одну или другую сторону, когда вы затягиваете вал и подшипники.Подшипники должны располагаться под идеальным углом 90 градусов к валу.Если присмотреться, можно увидеть нажимную шайбу.
Проверка глубины
Здесь я сравниваю старый вал и подшипники с новым. ******** ВАЖНО ********** Подшипники ДОЛЖНЫ быть запрессованы с противоположной стороны вала, со стороны двигателя этого насоса, со стороны водяных и масляных уплотнений. Если вы надавите подшипники на вал со стороны рабочего колеса, вы ПОРУЧИТЕ поверхность, что, в свою очередь, испортит уплотнение и возникнет утечка воды и масла.НЕ НАЖИМАЙТЕ подшипники слишком сильно. Сальник находится очень близко к подшипникам, если вы нажмете подшипники больше, чем они должны быть, вы просто испортите свой вал. Не пропускайте этапы маркировки глубины и измерения.
Установите новый вал и подшипники
Так же, как вы его сняли, вы можете установить его с помощью деревянного бруска и молотка. Пожалуйста, будьте осторожны и убедитесь, что ваши подшипники и вал расположены под углом 90 градусов к основанию насоса, прежде чем вставлять их на место.Не стоит пытаться криво их тапать.Если ваш подшипник запрессован в корпус насоса с плотной посадкой, вам нужно придумать способ запрессовать внешние кольца подшипника, которые соответствуют корпусу насоса. Это снимает давление с подшипников и внутреннего кольца. Этот насос не был очень тугим, поэтому деревянный брусок работал нормально.
Давление в сальник
Нейлоновая шайба используется с гнездом для равномерного давления на сальник при его установке в корпус насоса.Он лишь немного меньше самого уплотнения. Я использую нейлон, чтобы не повредить корпус помпы. Если бы вы поцарапали эти внутренние стенки, вода или масло могли бы обойти уплотнение через царапину.******* НАЖМИТЕ НИЖЕ ДЛЯ СТРАНИЦЫ 3 *******
2. Монтаж | Техническое обслуживание | Услуги
Способ установки подшипников качения сильно влияет на их точность, срок службы и производительность, поэтому их установка заслуживает особого внимания.Их характеристики следует сначала тщательно изучить, а затем правильно смонтировать. Рекомендуется, чтобы процедуры обращения с подшипниками были полностью изучены инженерами-проектировщиками и чтобы были установлены стандарты в отношении следующих позиций:
- Очистка подшипников и сопутствующих деталей.
- Проверка размеров и отделки сопутствующих деталей.
- Крепление
- Осмотр после монтажа.
- Поставка смазочных материалов.
Подшипники следует распаковывать только непосредственно перед установкой. При использовании обычной консистентной смазки смазку следует набивать в подшипники без предварительной очистки. Даже в случае обычной масляной смазки чистка подшипников не требуется. Однако подшипники для инструментов или для работы на высоких скоростях необходимо сначала очистить чистым фильтрованным маслом, чтобы удалить антикоррозийный агент.
После очистки подшипников фильтрованным маслом их следует защитить от коррозии. Подшипники с предварительной смазкой следует использовать без очистки. Способы крепления подшипников зависят от типа подшипника и типа посадки. Поскольку подшипники обычно используются на вращающихся валах, внутренние кольца требуют плотной посадки. Подшипники с цилиндрическими отверстиями обычно устанавливаются путем запрессовки их на валы (запрессовка) или нагрева до увеличения диаметра (горячая посадка). Подшипники с коническим отверстием можно устанавливать непосредственно на конические валы или цилиндрические валы с помощью конических втулок.
Подшипники обычно устанавливаются в корпуса с неплотной посадкой. Однако в случаях, когда внешнее кольцо имеет посадку с натягом, можно использовать пресс. Подшипники можно установить с натягом, охладив их перед установкой с помощью сухого льда. В этом случае подшипник необходимо обработать для предотвращения ржавчины, поскольку на его поверхности конденсируется влага из воздуха.
Монтаж подшипников с цилиндрическими отверстиями
Прессовые фитинги
Фитинг с прессом широко применяется для малых подшипников.Монтажный инструмент помещается на внутреннее кольцо, как показано на рис. 1, и подшипник медленно прижимается к валу с помощью пресса до тех пор, пока сторона внутреннего кольца не коснется заплечика вала. Монтажный инструмент нельзя класть на внешнее кольцо при прессовой установке, так как это может привести к повреждению подшипника. Перед установкой рекомендуется нанести масло на установленную поверхность вала для плавной установки. Метод монтажа с использованием молотка следует использовать только для небольших шарикоподшипников с минимальной плотностью посадки и при отсутствии пресса.В случае плотной посадки с натягом или для средних и крупных подшипников этот метод не следует использовать. Каждый раз, когда используется молоток, монтажный инструмент должен быть помещен на внутреннее кольцо.
Когда и внутреннее, и внешнее кольца неразъемных подшипников, таких как радиальные шарикоподшипники, требуют плотной посадки, на оба кольца помещается монтажный инструмент, как показано на рис.2, и оба кольца устанавливаются одновременно с помощью винтового или гидравлического пресса. Поскольку внешнее кольцо самоустанавливающихся шарикоподшипников может отклоняться, для их установки всегда следует использовать монтажный инструмент, такой как показанный на рис. 2.
В случае разъемных подшипников, таких как цилиндрические роликоподшипники и конические роликоподшипники, внутреннее и внешнее кольца могут быть установлены отдельно. Сборка внутреннего и внешнего колец, которые ранее были установлены отдельно, должна выполняться аккуратно, чтобы правильно совместить внутреннее и внешнее кольца.Неосторожная или принудительная сборка может привести к появлению царапин на контактных поверхностях качения.
Термоусадочные муфты
Поскольку для запрессовки больших подшипников требуется большое усилие, широко используется горячая посадка. Подшипники сначала нагреваются в масле для их расширения перед установкой. Этот метод предотвращает приложение чрезмерного усилия к подшипникам и позволяет быстро установить их.
Расширение внутреннего кольца при различных перепадах температур и размерах подшипников показано на рис. 3.
Меры предосторожности при выполнении горячей посадки следующие:
(a) Не нагревайте подшипники выше 120 ℃.
(b) Поместите подшипники на проволочную сетку или подвесьте их в масляном баке, чтобы они не касались непосредственно дна бака.
(c) Нагрейте подшипники до температуры на 20–30 ℃ выше минимальной температуры, необходимой для монтажа, без помех, поскольку внутреннее кольцо немного остынет во время монтажа.
(d) После установки подшипники усадятся как в осевом, так и в радиальном направлении при охлаждении. Поэтому плотно прижмите подшипник к заплечику вала, используя методы определения местоположения, чтобы избежать зазора между подшипником и заплечиком.
Индукционные нагреватели подшипников NSK
Помимо нагрева в масле, широко используются нагреватели подшипников NSK, в которых для нагрева подшипников используется электромагнитная индукция.
В нагревателях подшипников NSK электричество (переменный ток) в катушке создает магнитное поле, которое индуцирует ток внутри подшипника, который выделяет тепло. Следовательно, без использования пламени или масла возможен равномерный нагрев за короткое время, что делает посадку подшипников эффективной и чистой.
В случае относительно частого монтажа и демонтажа, например, цилиндрических роликоподшипников для шейки валков прокатных станов и железнодорожных коромысел, следует использовать индукционный нагрев для монтажа и демонтажа внутренних колец.
Монтаж подшипников с коническим отверстием
Подшипники с коническим отверстием устанавливаются непосредственно на конические валы или на цилиндрические валы с переходниками или стяжными втулками (рис. 4 и 5). Большие сферические роликоподшипники часто устанавливаются с использованием гидравлического давления. На рис. 6 показана опора подшипника с использованием втулки и гидравлической гайки. На рис. 7 показан другой способ крепления. Во втулке просверлены отверстия, которые используются для подачи масла под давлением к гнезду подшипника.Поскольку подшипник расширяется в радиальном направлении, втулка вставляется в осевом направлении с помощью регулировочных болтов.
Сферические роликоподшипникиследует устанавливать, проверяя их уменьшение радиального зазора и обращаясь к величинам вдавливания, указанным в таблице 1. Радиальный зазор следует измерять с помощью датчиков зазора. При этом измерении, как показано на рис. 8, зазор для обоих рядов роликов должен измеряться одновременно, и эти два значения должны оставаться примерно одинаковыми, регулируя относительное положение внешнего и внутреннего колец.
Когда на валу устанавливается большой подшипник, внешнее кольцо может деформироваться в овальную форму под действием собственного веса. Если зазор измеряется в самой нижней части деформированного подшипника, измеренное значение может быть больше истинного. Если таким образом получен неправильный радиальный внутренний зазор и используются значения в таблице 1, то посадка с натягом может стать слишком тугой, а истинный остаточный зазор может стать слишком маленьким. В этом случае, как показано на рис.9, можно использовать половину общего зазора в точках и b (которые находятся на горизонтальной линии, проходящей через центр подшипника) и c (которая находится в самом нижнем положении подшипника). как остаточный зазор.
При установке самоустанавливающегося шарикоподшипника на вал с адаптером убедитесь, что остаточный зазор не становится слишком маленьким. Должен быть обеспечен достаточный зазор для легкого выравнивания наружного кольца.
Таблица 1 — Монтаж сферических роликоподшипников с коническим отверстием
Замечания
Значения уменьшения радиального внутреннего зазора приведены для подшипников с зазором CN.
Для подшипника с зазором C3 следует использовать указанные максимальные значения для уменьшения радиального внутреннего зазора.