Шлифовка головки блока цилиндров
Шлифовка головки блока цилиндров является операцией, которая выполняется во время капитального ремонта ДВС, переборки мотора и т.д. Также необходимость шлифовать головку может возникнуть тогда, когда осуществляется так называемый «железный» тюнинг ДВС, вносятся изменения и доработки в конструкцию двигателя в целях форсирования силового агрегата, повышается степень сжатия мотора путем уменьшения высоты головки и т.п.
Как известно, головка блока цилиндров (ГБЦ) является одной из главных составных деталей двигателя. В головке современного силового агрегата находится ГРМ, сама головка плотно прилегает к блоку цилиндров (БЦ) через прокладку головки блока цилиндров, в корпусе головки выполнена часть камеры сгорания, а также проходят каналы системы смазки и охлаждения двигателя. По этой причине для наилучшего прилегания необходимо шлифовать головку блока, параллельно шлифовке ГБЦ в ряде случаев осуществляется и шлифовка поверхности блока цилиндров.
Содержание статьи
Когда головку блока цилиндров нужно шлифовать
Любые дефекты, которые влияют на плотность и герметичность прилегания головки блока к самому блоку цилиндров двигателя приводят к появлению неисправностей и/или сбоев в работе ДВС. Наиболее частой причиной, по которой головку приходится шлифовать в рамках ремонта мотора является перегрев двигателя. Достаточно распространенной проблемой также считается нарушение правил обтяжки головки во время сборки двигателя, после чего происходит деформация корпуса ГБЦ.
Чаще всего внеплановую дефектовку головки проводят в том случае, когда возникают проблемы с прокладкой головки блока. Указанная прокладка может прогореть, в результате чего возникает прорыв газов из камеры сгорания, через нее возможны утечки моторного масла или антифриза. Перед заменой необходимо точно определить причину, почему прогорела или пробита прокладка ГБЦ.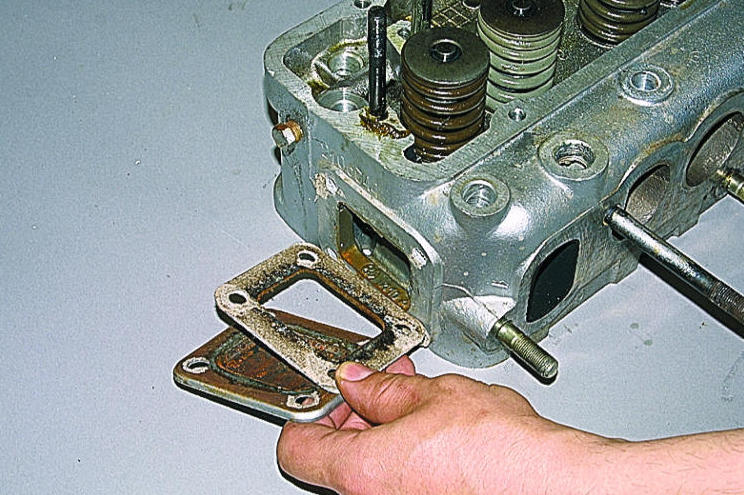
Другими словами, на прокладку сильно влияет состояние головки блока, если точнее, нарушенное сопряжение плоскости БЦ и ГБЦ. В случае обнаружения дефектов необходимо выполнить фрезеровку (шлифовку) головки блока цилиндров. Сама шлифовка ГБЦ, а также и блока цилиндров позволяет довести до нужных параметров привалочную плоскость ГБЦ и БЦ.
Такой ремонт показан любым агрегатам независимо от того, какие работы проводятся (замена распределительного вала, прокладки или другие). Если иначе, после снятия головки и разборки стоит уделить повышенное внимание состоянию поверхности параллельно выполнению других операций.
Как шилифуется головка блока
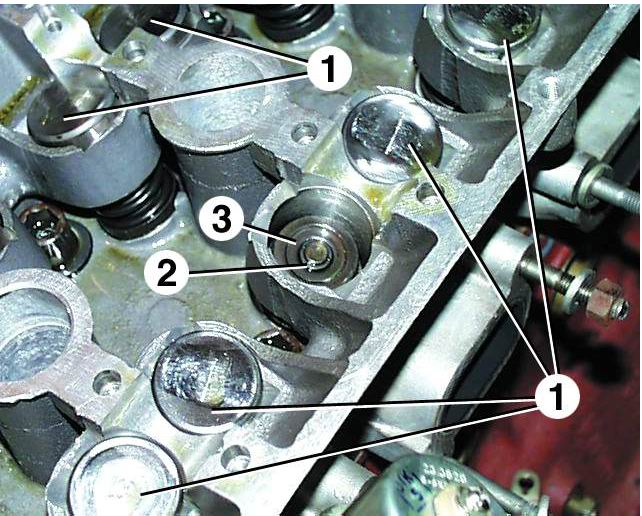
Начнем с того, что квалифицированные операции с ГБЦ и шлифовка цилиндра в домашних условиях не рекомендуется, хотя это возможно и существует несколько способов. Теперь давайте перейдем к самой процедуре с учетом того, как она должна выполняться правильно. Прежде всего, нужно осуществить проверку плоскости ГБЦ. Это делается при помощи длинной стальной линейки, а также щупов (можно использовать щупы для регулировки теплового зазора клапанов).![]()
Добавим, что данный метод замеров при помощи линейки не отличается высокой точностью, но позволяет быстро проверить плоскость головки блока своими руками прямо в гараже. Если ГБЦ деформирована, тогда щупы и линейка помогают наглядно выявить дефекты, а также оценить степень серьезности имеющейся проблемы. Также следует отметить, что в случае прогара прокладки самые очевидны деформации привалочной поверхности будут именно в том месте или рядом с областью, где прокладку пробило. Косвенным признаком также можно считать и нагар на поршнях в расположенных рядом с местом пробоя цилиндрах.
Идем далее. Если дефекты обнаружены, тогда следующим шагом становится проверка головки на наличии трещин.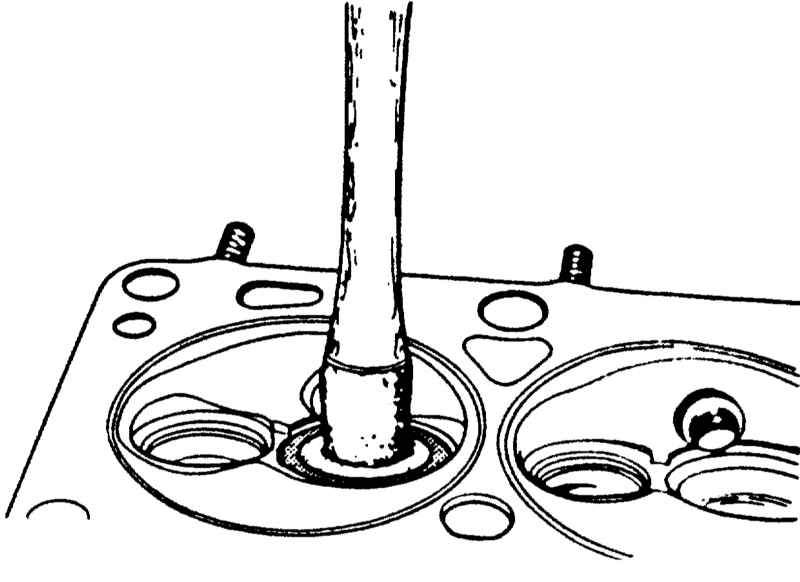 В гараже обычно используют краску или похожие по свойствам красители, которыми покрывается корпус предварительно отмытой и очищенной от грязи ГБЦ. Затем краситель удаляют с поверхности, после чего по остаткам красящего вещества, попавшего в трещины, выявляют проблемные места. Способ достаточно простой, но микротрещины или внутренние повреждения корпуса при помощи краски определить не удается. Для более точной диагностики герметичности корпуса и проверки на предмет растрескивания внутренних поверхностей необходимо обратиться к специалистам или иметь под рукой подходящее оборудование. ГБЦ нужно нагреть, после чего головка помещается в специальную ванну с водой. Не вдаваясь в подробности, микротрещины проявляются благодаря воздушным пузырькам, которые выходят наружу в результате подачи в корпус головки блока воздуха под давлением. Затем следует провести ремонт трещины головки блока цилиндров (при наличии таковой), после чего ГБЦ можно шлифовать.
В гараже обычно используют краску или похожие по свойствам красители, которыми покрывается корпус предварительно отмытой и очищенной от грязи ГБЦ. Затем краситель удаляют с поверхности, после чего по остаткам красящего вещества, попавшего в трещины, выявляют проблемные места. Способ достаточно простой, но микротрещины или внутренние повреждения корпуса при помощи краски определить не удается. Для более точной диагностики герметичности корпуса и проверки на предмет растрескивания внутренних поверхностей необходимо обратиться к специалистам или иметь под рукой подходящее оборудование. ГБЦ нужно нагреть, после чего головка помещается в специальную ванну с водой. Не вдаваясь в подробности, микротрещины проявляются благодаря воздушным пузырькам, которые выходят наружу в результате подачи в корпус головки блока воздуха под давлением. Затем следует провести ремонт трещины головки блока цилиндров (при наличии таковой), после чего ГБЦ можно шлифовать.
Сам процесс шлифовки головки блока своими руками возможен при наличии фрезерно-шлифовального станка или опыта выполнения подобных работ самостоятельно при помощи шлифофального круга, наждачной бумаги и т. п. Другими словами, шлифовальные операции лучше доверять только проверенным и опытным специалистам. Если же вы решили делать ремонт двигателя самостоятельно, тогда нужно особое внимание уделить определенным тонкостям, которые связаны со шлифовкой головки.
п. Другими словами, шлифовальные операции лучше доверять только проверенным и опытным специалистам. Если же вы решили делать ремонт двигателя самостоятельно, тогда нужно особое внимание уделить определенным тонкостям, которые связаны со шлифовкой головки.
Во время фрезеровки важнейшим параметром является допустимая толщина шлифовки. Если проще, нужно знать, сколько металла можно снять максимально с поверхности той или иной ГБЦ. Информация о глубине, на которую можно шлифовать головку, должна содержаться в технической литературе, руководствах по ремонту и дополнительных источниках применительно к конкретному типу и модели ДВС. Производитель двигателя должен обязательно указать данный параметр для ремонта, после чего агрегат будет нормально работать. Если же дефекты плоскости слишком серьезные, то есть глубокой фрезеровкой для их устранения может понадобиться снять весь допустимый запас и превысить рекомендуемое производителем значение, тогда в этом случае может понадобиться произвести замену ГБЦ.
Что в итоге
Вполне очевидно, что от глубины шлифовки будет также напрямую зависеть и дальнейший подбор прокладки ГБЦ не только по материалам изготовления (например, металл или армированный паронит), но и по толщине. Данное утверждение справедливо и в том случае, если после фрезеровки существует риск того, что клапана ГРМ окажутся слишком длинными. В такой ситуации снятая при шлифовке толщина компенсируется увеличенной толщиной новой прокладки, установкой двойной прокладки, а также укорачиванием клапанов.
Напоследок добавим, что с учетом того, сколько стоит шлифовка головки блока цилиндров, данная ремонтная процедура позволяет значительно сэкономить денежные средства и избавить владельца от необходимости устанавливать новую головку. Это справедливо и применительно к блоку цилиндров, особенно в том случае, если необходима внутренняя шлифовка цилиндра, в котором появились дефекты.
Квалифицированно проведенные работы по проверке на герметичность, ремонту трещин, расточке и шлифовке ГБЦ или БЦ позволяют получить проверенную и полностью работоспособную деталь, которая после установки на автомобиль будет являться залогом дальнейшей исправной работы ДВС. Например, профессионально отремонтированная и правильно поставленная головка прослужит не один десяток тысяч километров при условии соблюдения общих рекомендаций во время эксплуатации и своевременного технического обслуживания и ремонта двигателя.
Читайте также
Шлифовка ГБЦ своими руками, как отремонтировать ГБЦ своими руками, шлифовка головки блока цилиндров своими руками
Искривление головки блока цилиндров довольно частое явление. Поэтому автолюбители часто задаются вопросом, который касается шлифовки ГБЦ. Головка блока цилиндров является составной частью двигателя автомобиля. Именно в ней происходят тепловые процессы. Это крышка, которая закрывает цилиндр, и как правило, закреплена к блоку болтами или шпильками. В системе ГБЦ всё взаимосвязано, и поэтому поломка какой — либо детали может привести к неисправности всей системы. Чтобы избежать подобных проблем, нужно смотреть за двигателем и особенно не допускать его перегрева. В таком случае очень важным остается следить за работой головки блока цилиндров и вовремя проводить ремонт. Необходимости в шлифовке для профилактики нет, её нужно проводить только в случае неровности.
Поэтому автолюбители часто задаются вопросом, который касается шлифовки ГБЦ. Головка блока цилиндров является составной частью двигателя автомобиля. Именно в ней происходят тепловые процессы. Это крышка, которая закрывает цилиндр, и как правило, закреплена к блоку болтами или шпильками. В системе ГБЦ всё взаимосвязано, и поэтому поломка какой — либо детали может привести к неисправности всей системы. Чтобы избежать подобных проблем, нужно смотреть за двигателем и особенно не допускать его перегрева. В таком случае очень важным остается следить за работой головки блока цилиндров и вовремя проводить ремонт. Необходимости в шлифовке для профилактики нет, её нужно проводить только в случае неровности.
Шлифовка является одной из самых востребованных процедур ремонта ГБЦ. Конечно, максимально точная и правильная шлифовка проводится в мастерских, но это не всегда может быть доступно. Специальное оборудование стоит очень дорого. Проблемой для этого может быть и то, что в маленьких сёлах не всегда есть шиномонтаж. Но отчаиваться не стоит, шлифовать ГБЦ можно и самому, тем самым сэкономив деньги на ремонт. Процесс шлифовки своими руками хоть не простой, но вполне реальный.
Но отчаиваться не стоит, шлифовать ГБЦ можно и самому, тем самым сэкономив деньги на ремонт. Процесс шлифовки своими руками хоть не простой, но вполне реальный.
Важным условием для шлифовки является непригодность прокладки ГБЦ, а именно её прогорание. Перегрев двигателя автомобиля, попадание небольшого количества воды или других механических частиц и деталей могут послужить тому причиной. Сама прокладка это сложная деталь, которая состоит из несколько шаров с каркасом и сделанная с перфорируемой тонколистовой стали. Основной целью её является герметизация стыков. Такие признаки как кипение двигателя, пузыри в радиаторе, масло серого цвета могут сигнализировать неисправность этой прокладки ГБЦ. В таком случае герметичность прокладки и блока цилиндра нарушается, что и приводит ко всем этим проблемам и последствиям. Второй причиной шлифовки ГБЦ является тюнинг двигателя. Также снижение мощности двигателя — признак деформации головки блока. Это можно наблюдать при нажатии акселератора, когда двигатель попросту не тянет. Можно легко заметить утечку масла, которая будет отображаться на визуальной панели. Неисправность прокладки может быть вызвана и некачественным топливом. Если же на головке установлены подшипники распределительного вала, искажение поверхности ГБЦ вполне возможно приведет их к заклиниванию.
Это можно наблюдать при нажатии акселератора, когда двигатель попросту не тянет. Можно легко заметить утечку масла, которая будет отображаться на визуальной панели. Неисправность прокладки может быть вызвана и некачественным топливом. Если же на головке установлены подшипники распределительного вала, искажение поверхности ГБЦ вполне возможно приведет их к заклиниванию.
Набор щупов и лекальная металлическая линейка поможет определить степень неровности поверхности. Линейка размещается на ребре ГБЦ, далее пропускает необходимый щуп, который определяет неровности, замеряет зазор. С помощью этих приспособлений можно обнаружить наиболее глубокие неровности и необходимую степень шлифовки для её выравнивания. Хоть этот метод и не стопроцентный, но определить качество необходимое для нормальной работы безусловно можно. Следует обратить внимание, что именно в месте прогорания прокладки будет наибольшее искривление и неровность. Но это ещё не все. Помимо этого могут быть такие дефекты, как трещины. Есть довольно хороший метод для их определения. Для этого ГБЦ надо покрасить медленно сохнущей краской. Затем через некоторое время вытереть. После этого можно будет увидеть трещины, и если таковых нет, можно приступить к шлифовке. Правда, внутри блока или микротрещины без специального приспособления определить невозможно. В специально предназначенном устройстве нагревается корпус головки, а затем появляются пузырьки в следствии давления, и таким образом показываются трещины. Чтобы продолжить работу нужно устранить эту проблему.
Помимо этого могут быть такие дефекты, как трещины. Есть довольно хороший метод для их определения. Для этого ГБЦ надо покрасить медленно сохнущей краской. Затем через некоторое время вытереть. После этого можно будет увидеть трещины, и если таковых нет, можно приступить к шлифовке. Правда, внутри блока или микротрещины без специального приспособления определить невозможно. В специально предназначенном устройстве нагревается корпус головки, а затем появляются пузырьки в следствии давления, и таким образом показываются трещины. Чтобы продолжить работу нужно устранить эту проблему.
Сняв головку с двигателя, первым делом появляется множество вопросов по поводу ровности головки, сколько нужно шлифовать её, каким образом, как проверить результат и тому подобное. Но не всё так страшно как кажется. В реальности всё намного проще. Сделать эту процедуру можно и без специальных средств. Для этого можно взять или точильный камень, или же отрезной диск. Независимо от состояния головки, времени на это дело уйдет не много. Есть конечно другой способ, так сказать, устранить проблему, но на долго такой ремонт не хватит. Можно просто заменить прокладку, но двигатель долго работать не будет при наличии неровностей. Сквозь них будут проходить газы, которые приведут таки опять к прогоранию прокладки. Таким образом, лучше взяться и полностью проделать ремонт, а именно шлифовку ГБЦ. При шлифовке не лишним будет протереть клапаны и заменить сальники клапанов. Лучше сделать это сразу, чтобы потом после проделанной работы не протирать прогоревший клапан. Это позволит возрасти мощности двигателя. Необязательно покупать новые клапаны. Подойдут и старые если они в хорошем состоянии.
Независимо от состояния головки, времени на это дело уйдет не много. Есть конечно другой способ, так сказать, устранить проблему, но на долго такой ремонт не хватит. Можно просто заменить прокладку, но двигатель долго работать не будет при наличии неровностей. Сквозь них будут проходить газы, которые приведут таки опять к прогоранию прокладки. Таким образом, лучше взяться и полностью проделать ремонт, а именно шлифовку ГБЦ. При шлифовке не лишним будет протереть клапаны и заменить сальники клапанов. Лучше сделать это сразу, чтобы потом после проделанной работы не протирать прогоревший клапан. Это позволит возрасти мощности двигателя. Необязательно покупать новые клапаны. Подойдут и старые если они в хорошем состоянии.
Перед началом работы, следует очистить головку от прокладки. Это можно сделать при помощи ножа. Затем надо положить диск на головку и провести по ней несколько раз. Эффект от точильного камня будет тот же, только уйдет больше времени на процедуру.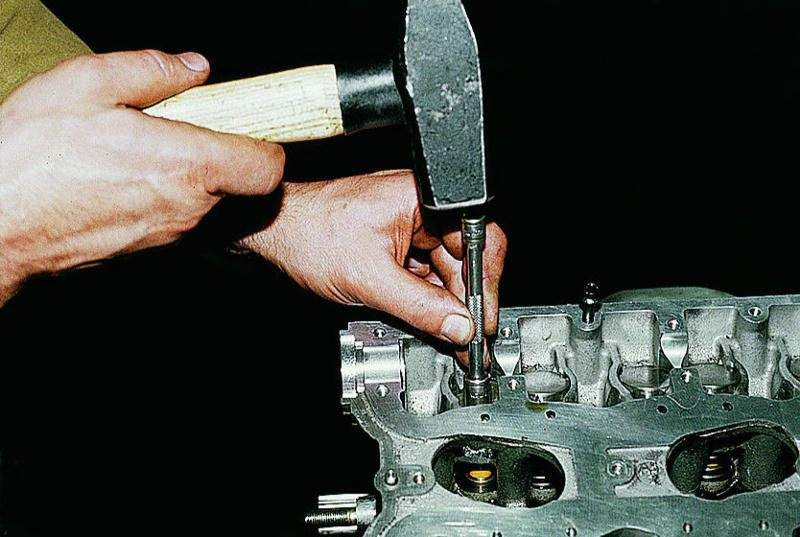 Следует заметить, что завод изготовитель может указать максимально допустимую глубину шлифовки для работы двигателя. Если этого не соблюсти, то степень сжатия увеличится, а межцентровое расстояние изменится и деформируется. В таком случае придется покупать новую деталь. Движения по головке блока цилиндра должны быть плавными в форме восьмерки или ноля. После этого можно будет увидеть искривления головки. Таким образом, нужно протирать её пока не исправятся все неровности. Сам диск также необходимо вращать по кругу. Следует проводить отрезным диском равномерно по всей длине, в противном случае останутся неровные участки, которые сложно будет выровнять с остальными. В результате должна получиться зеркальная поверхность головки, что создаст максимальное необходимое уплотнение. Правильно отшлифованную ГБЦ можно спокойно установить на месте.
Следует заметить, что завод изготовитель может указать максимально допустимую глубину шлифовки для работы двигателя. Если этого не соблюсти, то степень сжатия увеличится, а межцентровое расстояние изменится и деформируется. В таком случае придется покупать новую деталь. Движения по головке блока цилиндра должны быть плавными в форме восьмерки или ноля. После этого можно будет увидеть искривления головки. Таким образом, нужно протирать её пока не исправятся все неровности. Сам диск также необходимо вращать по кругу. Следует проводить отрезным диском равномерно по всей длине, в противном случае останутся неровные участки, которые сложно будет выровнять с остальными. В результате должна получиться зеркальная поверхность головки, что создаст максимальное необходимое уплотнение. Правильно отшлифованную ГБЦ можно спокойно установить на месте.
Как притереть клапана своими руками + видео работ в домашних условиях на ВАЗ
Содержание статьи:
- Зачем необходима притирка клапанов
- Как правильно притереть клапана – ручная притирка
- Как правильно притереть клапана с использованием средств механизации
- Несколько секретов правильной притирки клапанов
В ходе ремонта двигателя любой из классических моделей ВАЗа, у автовладельца, привыкшего всё делать своими руками, возникает вопрос о том, как притереть клапана к сёдлам головки блока цилиндров. Данная проблема известна владельцам других авто, разработанных советским автопромом. Новые отечественные и зарубежные машины не позволяют освоить этот процесс, так как посадочные места клапанов: либо идеально притёрты на заводе, либо притираются автоматически в ходе работы.
Данная проблема известна владельцам других авто, разработанных советским автопромом. Новые отечественные и зарубежные машины не позволяют освоить этот процесс, так как посадочные места клапанов: либо идеально притёрты на заводе, либо притираются автоматически в ходе работы.
Зачем необходима притирка клапанов
Притирка клапанов нехитрым способом
Одним из ключевых показателей стабильной работы двигателя является наличие на такте сжатия в камерах сгорания компрессии достаточного уровня. На данный показатель влияют такие факторы:
- состояние поршня, поршневых колец и гильзы цилиндра;
- качество уплотнения прокладки между блоком и головкой БЦ;
- степень герметичности запирания впускным и выпускным клапаном просветов.
Кроме того, что компрессия должна соответствовать определённым параметрам, её показатель для всех цилиндров должен быть одинаковым. Элементы поршневой группы изнашиваются примерно одинаково, и оказать влияние на разность компрессии в цилиндрах могут клапана.
Для того, чтобы каждый клапан максимально надёжно перекрывал канал в закрытом состоянии, проводится притирка рабочей поверхности на его тарелке к посадочному седлу. Указанную процедуру следует проводить каждый раз при замене головки блока или клапанов.
Как правильно притереть клапана – ручная притирка
Различные способы притирки клапанов
Для того, чтобы выполнить притирку тарелок клапанов, можно использовать несколько способов. Самый простой, доступный, но очень трудоёмкий – ручная притирка. Для работы необходимо обзавестись специальным приспособлением в виде трубки, на одном конце которой имеется Т-образная рукоятка, в отверстие с противоположной стороны должен входить стержень клапана.
Для удержания клапана в боковой стенке трубки выполняют отверстие, нарезают резьбу и вкручивают болт, которым зажимают стержень. Другим важным компонентом процесса является притирочная паста. Это смесь смазочных материалов с мелким абразивом, которая наносится периодически на притираемые поверхности.
Порядок притирки клапанов ручным способом:
- головка блока цилиндров в разобранном виде укладывается на верстак и закрепляется;
- на штатное место вставляется клапан и на его конце закрепляется приспособление;
- на клапан в месте контакта с седлом наносится небольшое количество пасты по всей окружности;
- удерживая приспособление за рукоятку, следует потянуть клапан на себя до закрытия просвета и выполнять круговые движения вправо и влево, насколько позволяют возможности кистевого сустава;
- после нескольких движений клапан проворачивается на 180 градусов, открывается, обновляется паста и повторяется притирка;
- притирать следует до тех пока на тарелке клапана и седле не появится однородная матовая полоса шириной не менее 1,5 мм.
Таким образом, зная, как притереть клапана самостоятельно, можно сэкономить значительную суму на оплате услуг моториста. Ручной способ, хотя и приводит к утомлению, но он считается наиболее правильным, так как контроль качества притирки производится постоянно, а человек через тактильные ощущения контролирует правильность прижима, не допуская скачков и ударов.
Как правильно притереть клапана с использованием средств механизации
Для тех, кто желает ускорить процесс притирки клапанов, есть способ, позволяющий при значительном уменьшении физического труда сократить и время работы. Для этого необходимо обзавестись механической или электрической дрелью, которые должны отвечать определённым критериям: возможность реверсного вращения; регулирование количества оборотов патрона. С использованием дрелей притирка возможна двумя способами: со стороны камеры сгорания или сверху.
Рассмотрим, как правильно притереть клапана первым способом:
- для работы необходимо изготовить металлические пятаки по размеру меньше, чем диаметр тарелки клапана, в центре которых делается прорезь, как на головках винтов под отвёртку;
- расплавив немного битума, пятаки приклеиваются на тарелку клапана;
- после этого ГБЦ укладывается камерами сгорания вверх, вставляется клапан и смазывается место притирки пастой;
- в патрон дрели вставляется металлический стержень, который на конце расплющен, как конец отвертки;
- вставляя конец стержня в разрез пятака, начинаем притирать клапан, вращая его дрелью.
 Обороты должны быть небольшими;
Обороты должны быть небольшими; - после проворачивания около 10 раз в одном направлении, необходимо обновить пасту и притирать в обратном направлении;
- перед установкой клапана на его стержень надевают пружину, которая будет поднимать его, но при этом её сопротивление должно быть незначительным;
- снять пятак можно, если нагреть клапан;
- остатки битума смываются бензином или растворителем.
 Обороты должны быть небольшими;
Обороты должны быть небольшими;Способ второй по технологии не отличается от ручной притирки, с той лишь разницей, что вращение производится также дрелью. Для этого необходимо в патрон дрели вставить стрежень, который по диаметру схож с диаметром стержня клапана, а также подобрать отрезок резиновой трубки длинной около 10 см., который можно надеть на клапан и стрежень на патроне. Для надёжности концы трубки обжимаются хомутами.
Несколько секретов правильной притирки клапанов
Освоить процесс притирки клапанов абсолютно не сложно. После того, как на тарелке первого клапана появится заветная полоса, вопросов больше не возникнет. Современные средства коммуникации позволяют обратиться за помощью к специалистам, ведь о том, как притереть клапана видео ролики, размещенные в сети Интернет, насчитываются тысячами.
Современные средства коммуникации позволяют обратиться за помощью к специалистам, ведь о том, как притереть клапана видео ролики, размещенные в сети Интернет, насчитываются тысячами.
Принимаясь за ремонт ГБЦ, в частности за притирку клапанов, следует неукоснительно соблюдать определённые правила:
- у каждого клапана своё место, после притирки клапаны местами менять нельзя;
- в работе следует использовать разные по абразивности пасты: от самой крупной до самой мелкой;
- после притирки обязательно необходимо тщательно промыть головку и клапаны для удаления абразивных частиц.
Перед установкой головки блока собранные клапаны проверяются на герметичность, для чего в каналы заливают небольшое количество керосина, который не должен просачиваться в камеру сгорания.
Для чего нужна притирка клапанов? Как известно, в цилиндрах мотора образуется некоторое рабочее давление, которое толкает поршень в нижнем направлении. Когда данное давление не очень сильное, мощность двигателя снижается. Подобное явление довольно часто наблюдается на машинах, которые недавно прошли капремонт. Объясняется это плохой притиркой клапанов. Из-за этого и происходит потеря давления. Потому в отдельных случаях советуем самостоятельно выполнять притирку, дабы достичь максимального положительного эффекта и избежать вторичной разборки силового агрегата.
Подобное явление довольно часто наблюдается на машинах, которые недавно прошли капремонт. Объясняется это плохой притиркой клапанов. Из-за этого и происходит потеря давления. Потому в отдельных случаях советуем самостоятельно выполнять притирку, дабы достичь максимального положительного эффекта и избежать вторичной разборки силового агрегата.
Что нужно подготовить для притирки клапанов?
Когда вы решили собственноручно заняться притиркой клапанов, тогда следует подготовить определенные инструменты и материалы. Во-первых, для работы вам потребуется:
- особая паста, используемая для притирки клапанов. Реализуется она под индексом 1 и индексом 2 (что указывает на зернистость присутствующих гранул). Потребуются оба варианта;
- инструмент для обработки клапанов. С помощью него и производится вся процедура.
Помимо этого, нужно проверить и само состояние клапана. Когда клапан имеет деформации, не нужно пробовать его восстанавливать, потому что без высокоточных инструментов у вас не получится добиться очень точной геометрии. Легче будет приобрести новый клапан.
Легче будет приобрести новый клапан.
Особенности ручной притирки клапанов
В технологическом плане эта процедура не содержит ничего трудного, потому притирку клапанов может выполнить каждый автолюбитель. Вначале на поверхность клапана, которая называется тарелкой, следует нанести первый вариант пасты. Потом клапан помещается в устройство для притирки и устанавливается в свое обычное место (прижимается к ГБЦ). Затем следует обращение влево и вправо. При этом необходимо периодически открывать клапан.
После того, как будет закончена первоначальная притирка, требуется вытянуть клапан из устройства, оценить результат от выполненной работы и повторить все действия, но уже с пастой №2. Вам нужно запастись терпением, потому что эта процедура довольна длительная и нудная, а если учесть и то, что на моторе может находиться 16 клапанов и более, то на притирку может уйти очень много времени. Но так как вы это делаете для себя, то следует хорошо постараться, дабы затем не понадобилось вновь заниматься этим делом.
Притирка клапанов с использованием дрели
Чтобы процедура притирки прошла намного быстрее, можно задействовать электродрель. Последовательность действия аналогичная, но все завершится гораздо быстрее. При этом дрель должна содержать настройку скорости вращения и реверсный режим.
Когда притирка станет производиться дрелью, тогда следует купить и переходник для клапанов. Как и в первом варианте, вращение выполняется в обе стороны, и используется паста №1 и №2. Смотрите, чтобы паста не оказалась на стержне клапанов. Удалить ее можно с помощью керосина. По поводу гнезд для тарелок клапанов, то они обязаны быть абсолютно одинакового размера, потому периодически следует выполнять контрольные замеры.
Как видите, процедура притирки клапанов довольно длительная, но не трудная. Любой автовладелец без проблем сможет ее сделать. Вместе с тем, автомастера во время выполнения капремонта стремятся сделать все очень быстро, и часто качество их работ далеко до идеала.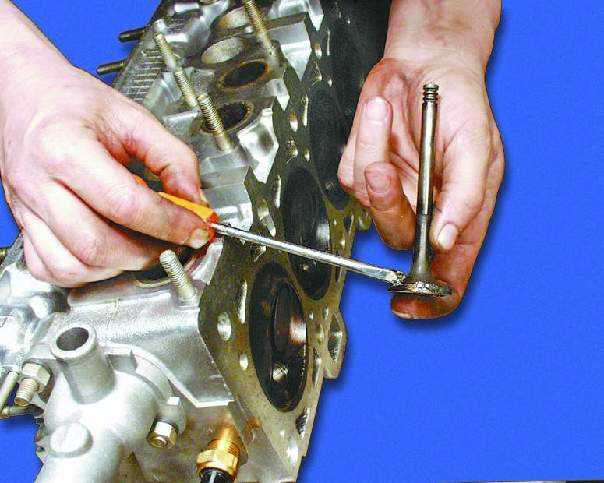 Потому эту процедуру мы рекомендуем взять на себя, так как самый лучший результат получается тогда, когда всю работу делаешь самостоятельно.
Потому эту процедуру мы рекомендуем взять на себя, так как самый лучший результат получается тогда, когда всю работу делаешь самостоятельно.
Какую притирочную пасту использовать?
На заре автомобилестроения для притирки клапанов использовалась пыль от алмазных кругов, смешанная с машинным маслом. На сегодняшний день данные смеси заменяются разнообразными пастами для притирки. Отличаются они содержанием абразивных элементов, размеров фракций и соответственно ценой.
Выбирается паста в зависимости от степени загрязнения, качества и марки металла клапанов, года выпуска и модели двигателя. Также имеет значение способ притирки – ручной или механический.
Немаловажный фактор выбора пасты – это опыт мастера. К примеру, новичок, используя крупнозернистую пасту, может легко испортить клапан или седло. Поэтому для начинающих мастеров рекомендуется применять мелкозернистую пасту, при этом на притирку таким средством времени уходить будет больше.
В автомобильных магазинах для первичной притирки продается крупнозернистая паста под названиями «Классическая» или «Алмазная». Для финишной притирки используется паста «ФАБО» – финишная антифрикционная безабразивная обработка. Эта паста продаётся в комплекте из двух тюбиков, с крупными фракциями и шлифовочная.
Для финишной притирки используется паста «ФАБО» – финишная антифрикционная безабразивная обработка. Эта паста продаётся в комплекте из двух тюбиков, с крупными фракциями и шлифовочная.
Существуют и многофункциональные пасты типа «ABRO Grinding Paste GP-201». Ей можно не только шлифовать клапана, но и очищать металлические детали от ржавчины и даже использовать для заточки режущих инструментов, например, рубанков. Её цена намного ниже специальной «ФАБО», так что, как говорится, в хозяйстве пригодится.
Пасты «PERMATEX» или «Done Deal» используются также для полировки хромовых деталей, так как в их составе не технический алмаз, а карбид кремния.
Важно! Перед покупкой пасты, нужно внимательно прочитать её состав и спектр применения.
Если ремонт застал водителя без пасты, а притирку отложить невозможно – двигатель уже разобран, можно смешать с маслом абразив счищенный с обычной, мелкой шкурки, а для финишной полировки использовать пасту Государственного Оптического Института или более известную под названием, паста ГОИ.
Как выполнить своими руками правильно
Притирать клапана можно несколькими способами. Оптимальный вариант — использование станков и фрез, но они не всегда есть рядом. В таком случае лучше прибегнуть к ручному варианту.
Инструменты для притирочных работ
Приспособления для притирки подразделяются на 2 группы.
- Зажимающие клапан сверху, фиксирующиеся на стержне. На одной из сторон располагается ручка. Для достижения результата её нужно тянуть и вращать.
- «Присоски». Фиксируются на тарелке клапана, также оснащаются ручкой. Для использования надо прижать клапан к тарелке и вращать приспособление в разные стороны.
Инструмент для притирки клапанов: зажимающая сверху модель
При отсутствии инструмента подойдут шуруповёрт или дрель.
Вне зависимости от выбранного инструмента вам понадобятся следующие приспособления:
- абразивная или алмазная паста;
- пружина — такая, чтобы можно было без труда сжать руками и надеть на клапан;
- керосин.

Нет возможности раздобыть абразивную пасту? Приготовьте её! Для этого понадобится наждачная бумага с мелким зерном или стружка наждачного камня. Снимите с неё камни и смешайте их с солидолом или аналогичным веществом в пропорции 2 к 1. По консистенции смесь должна напоминать шампунь. В крайнем случае в качестве основы сгодится и стандартное моторное масло.
Важный этап притирки клапанов: нанесение абразивной пасты
Притирка своими руками на ВАЗ 2109 с помощью пасты
- Возьмите клапан в руки и наденьте на него пружину. Верните клапан на место, обратно в машину.
- Подожмите его пальцами и установите на ножку заранее подготовленный инструмент.
- Винтом зафиксируйте инструмент на клапане.
- Нанесите на притирочную плоскость тарелки абразивную пасту.
- Вращайте клапан в обе стороны, выполняя притирку. Нужно выполнить около 5 движений, после чего следует поднять изделие, перевернуть его на 90 градусов и повторить действия.
- Выполняйте процедуру, пока на тарелке и седле головки не появится матовое кольцо серого цвета.
- По завершении работ со всеми клапанами протрите их керосином и тщательно вытрите ветошью.
Так должен выглядеть клапан после притирки
Как притереть на станке
Если есть доступ к станку, лучше воспользоваться им.
- Зажмите клапан в специальном фиксаторе, включите станок. Шлифовальный круг быстро вращается в одну сторону, клапан — в другую, медленнее. Аккуратно подводите изделие к кругу и притирайте его.
- Не шлифуйте изделие слишком сильно. Прекратите обработку, как только процесс шлифовки станет непрерывным.
- Остановите агрегат, снимите клапан и протрите его керосином.
- После этого нужно осмотреть головку блока цилиндров. Изучите седла, запрессованные в головке. Притирать их можно только при отсутствии повреждений. Если на сёдлах имеется прогар, обработайте его шарошкой — пока серое кольцо не возникнет по всему кругу.
Чтобы обработать седла, нужна вот такая шарошка
Как правильно притереть клапаны: основные методы
Существует четыре основных метода обработки.
Способ 1. Притирка клапанов дрелью
Для проведения работ потребуется кусок шланга. Один его «хвост» закрепляется на стержне клапана, а второй — на дрели. На сам клапан и посадочное место следует нанести небольшое количество притирочного состава, после чего деталь устанавливается на свое рабочее место в ГБЦ.
Процесс имеет несколько особенностей:
- Притирка осуществляется на малых оборотах – рекомендуется использовать дрели, способные работать на таких оборотах, или шуруповерты.
- В момент соприкосновения тарелки и седла необходимо сделать сброс – отпустить курок электродрели.
- В процессе притирки нельзя прикладывать усилия – это может спровоцировать повреждение элементов клапанной системы.
- Притирку рекомендуется проводить в несколько этапов – сначала крупнозернистой пастой, затем средне-, а в конце провести финишную обработку мелкозернистым составом.
Важна практика – если такого рода работы будет выполнять любитель, есть риск, что его неквалифицированные действия приведут к тому, что машине понадобится дорогой ремонт.
Метод 2. С помощью ручного инструмента
Такой способ представляет собой что-то вроде процесса добывания огня первобытными людьми – на деревянную палочку крепятся присоски, ими фиксируется стержень, а сама палочка вращается руками. Этот так называемый «дедовский» метод был в ходу, когда не было электроинструмента. Его плюс – минимальный риск испортить клапанную систему. Но времени занимает очень много – до получаса на каждый клапан.
Метод 3. С помощью пневматического инструмента (вращательный метод)
Притирка клапанов своими руками при использовании пневмоинструмента проходит быстро, просто и с минимальными затратами сил. Устройство представляет собой двигатель, соединенный со штифтом. На последний крепится специальная присоска, которой фиксируется клапан. В рабочее состояние система приводится с помощью сжатого воздуха.
Достоинство способа в том, что риск сделать ошибку практически отсутствует, даже если вы не имеете опыта. Инструмент контролирует весь процесс – угол вращения, частоту оборотов и их интенсивность. И все это происходит даже быстрее, чем при использовании электродрели – на один клапан уходит всего пара минут.
И все это происходит даже быстрее, чем при использовании электродрели – на один клапан уходит всего пара минут.
Метод 4. С помощью пневмомашинки (метод пристукивания)
Отличие пневмомашинки от предыдущего инструмента – технология притирки. Инструмент работает не вращательными движениями, а имитирует работу клапанов в реальных условиях.
Инструмент прост в использовании и делает притирку наиболее точной и качественной.
Важно! После притирки абразивный состав должен быть тщательно удален. Если он попадет в двигатель, то это выведет из строя цилиндры и другие детали.
Выбор пасты
Выбор абразивных паст для притирки в современных магазинах может повергнуть в шок любого водителя-новичка. О цене речь не пойдёт, поскольку выбор по данному параметру полностью зависит от возможностей и личных предпочтений покупателя. Такие факторы, как состав и зернистость более важные, поэтому их и стоит рассмотреть:
- Новичкам лучше отказаться от использования крупнозернистых паст, иначе малейшая оплошность приведёт к дефектам седла и фаски. Средний уровень зернистости предпочтителен, если речь идёт об основной обработке, а мелкая зернистость нужна для шлифовки.
- Зачастую комплектация предполагает наличие двух ёмкостей с пастами с составами разной зернистости.
- Если вы не позаботились о покупке пасты, можно приготовить её самостоятельно. Для этого подберите наждачную бумагу с минимальным уровнем зернистости и снимите абразив, смешайте полученный порошок со смазочным материалом. Пасту ГОИ используйте на завершающем этапе для финишной обработки поверхности. Смешивать её стоит так же, как и в случае с порошком абразива. Сразу стоит упомянуть о том, что качество притирки будет на порядок ниже, чем при использовании магазинных абразивов.
 Средний уровень зернистости предпочтителен, если речь идёт об основной обработке, а мелкая зернистость нужна для шлифовки.
Средний уровень зернистости предпочтителен, если речь идёт об основной обработке, а мелкая зернистость нужна для шлифовки.Сколько тереть?
Как понять, когда клапан притёрт? Есть несколько способов
- проверка воздухом
- керосин
- карандаш
Лучше всего показал себя вакуум-тестер, что и неудивительно, ведь принцип работы вакуум-тестера схож с процессами, протекающими в двигателе. В двигателе газы прорываются сквозь щели, что мы этим тестом и проверим.
В двигателе газы прорываются сквозь щели, что мы этим тестом и проверим.
Прибор присоединяется поочерёдно ко всем отверстиям- со стороны впускного и выпускного коллектора и создаётся вакуум. Если клапана плохо притёрты, то будет недостаточное разряжение на манометре, так как через клапаны прорывается воздух. Такого не должно быть.
Другим способом проверки, который доступен в любом гараже, является проверка керосином. Клапана вставляются на свои места, головку ложат камерой сгорания вверх, а сверху заливают керосином. По приданию, если за ночь керосин весь не вытечет (или если совсем не вытечет? Ходят разные мнения), то клапана притёрты правильно. Но нестыковка в том, что двигателю нет никакой разницы, прольётся керосин или нет, через сопряжения воздух может как прорываться, так и нет, поэтому данным методом проверки можно пренебречь.
Ещё один простой способ- проверить на равномерность распределения маркирующего вещества. На рабочей кромке седла клапана рисуют радиальные риски по всей окружности. Потом вставляют клапан, прижимают и делают вращательные движения. Потом клапан вынимают и смотрят, какой образовался узор: если риски стёрлись и закрашена вся поверхность седла равномерно, то нормально, может работать, если есть какие-то неровности- продолжаем притирку.
Потом вставляют клапан, прижимают и делают вращательные движения. Потом клапан вынимают и смотрят, какой образовался узор: если риски стёрлись и закрашена вся поверхность седла равномерно, то нормально, может работать, если есть какие-то неровности- продолжаем притирку.
Как добиться результата в домашних условиях
- С помощью специального станка. На самом деле такой агрегат не выполняет притирку — он нарезает фаску седла и клапана, благодаря чему удаётся добиться как можно более жёсткой центровки и обеспечить точное сопряжение. Результатом становится нарезанный профиль высокой прочности, обеспечивающий качественную работу двигателя. Преимуществом метода является простота — после обработки останется только помыть и собрать головку.
Притирка клапанов с помощью станка
Притирка клапанов своими руками
Что необходимо для притирки?
Притирать клапана можно несколькими способами, в зависимости от выбранного понадобится и соответствующий инструмент. Это может быть обычная электродрель, специальный пневматический инструмент или ручная фреза. Соответственно понадобится специальная притирочная паста, состав которой аналогичен тому, что применяется ювелирами для шлифовки металлов.
Это может быть обычная электродрель, специальный пневматический инструмент или ручная фреза. Соответственно понадобится специальная притирочная паста, состав которой аналогичен тому, что применяется ювелирами для шлифовки металлов.
Основные правила и секреты
Для осуществления процесса нужно снять головку блока цилиндров.
- Чтобы извлечь клапана из втулок, которые их направляют, надо предварительно убрать пружины клапанов. Для этого можно применять инструменты для клапанов, доступные в специализированных магазинах.
- Обычно на стержень приспособления надевают резиновый шланг и хомуты. Вместо этого можно использовать наконечник со сквозным резьбовым отверстием в боковой стенке. В это отверстие вворачивается болт, фиксирующий стержень клапана.
- Перед притиркой осмотрите клапана. Если на них есть следы деформации (погнутости и трещины) – такие изделия использовать нельзя. Замените их новыми. Имеется нагар? Очистите его — для этого можно применять жёсткую щётку.
Когда пора задуматься о притирке
Чтобы понять, необходима ли притирка, можно использовать разные методы проверки – с их помощью можно уточнить степень разгерметизации клапанной системы.
Как проверить притирку:
- Производится демонтаж ГБЦ.
- Головка очищается от сажи, маслянистой пленки и загрязнений.
- Проводится проверка головки БЦ и подшипников. Они должны быть без каких-либо деформаций и механических повреждений.
- Проверяются опоры распределительного вала. Они также не должны иметь повреждений, заусенцев и металлических наплывов.
- Для контроля герметичности клапанной системы необходимо установить ГБЦ на ровную поверхность, налить в камеры сгорания немного керосина или бензина и оставить на некоторое время. Если уровень керосина начнет понижаться, значит, есть утечка и герметичность клапанной системы нарушена.
При появлении утечки (то есть разгерметизации) мотор работает неравномерно, поэтому необходимо провести притирку.
Когда делать притирку
Традиционно целесообразно выполнять рассматриваемую процедуру после выполнения полноценного ремонта мотора или при замене поршневых колец. Следующая поэтапная инструкция позволит понять, пришло ли время притереть клапана.
- Снимите ГБЦ и установите её так, чтобы тарелки были направлены вверх. Поверхность должна быть максимально ровной.
- Налейте керосин или бензин в камеры сгорания.
- Измерьте уровень и оставьте ГБЦ в таком состоянии на 12 часов.
- Через 12 часов проведите повторный замер, и если уровень залитого вещества не изменился за этот период, притирать клапана не нужно.
- Если количество вещества частично уменьшилось, остаётся определить пропускающий клапан. Поможет обнаружение очагов влаги и сырости в одном из коллекторов.
Другой способ проверки предполагает установку головки в боковое положение, течь оценивается со стороны тарелок. В остальном процедура аналогична.
Также советуем внимательно изучить статью нашего эксперта, в которой рассказывается об обслуживании двигателя ВАЗ-2112 на 16 клапанов.
Инструменты для притирочных работ
Приспособления для притирки подразделяются на 2 группы. 1. Зажимающие клапан сверху, фиксирующиеся на стержне. На одной из сторон располагается ручка. Для достижения результата её нужно тянуть и вращать. 2. «Присоски». Фиксируются на тарелке клапана, также оснащаются ручкой. Для использования надо прижать клапан к тарелке и вращать приспособление в разные стороны. Инструмент для притирки клапанов: зажимающая сверху модель При отсутствии инструмента подойдут шуруповёрт или дрель. Вне зависимости от выбранного инструмента вам понадобятся следующие приспособления: ✔ абразивная или алмазная паста; ✔ пружина — такая, чтобы можно было без труда сжать руками и надеть на клапан; ✔ керосин. Нет возможности раздобыть абразивную пасту? Приготовьте её! Для этого понадобится наждачная бумага с мелким зерном или стружка наждачного камня. Снимите с неё камни и смешайте их с солидолом или аналогичным веществом в пропорции 2 к 1. По консистенции смесь должна напоминать шампунь. В крайнем случае в качестве основы сгодится и стандартное моторное масло. Нанесение абразивной пасты
В крайнем случае в качестве основы сгодится и стандартное моторное масло. Нанесение абразивной пасты
Проверка качества выполненной работы
Проверить, насколько герметично прилегают клапаны можно, как уже говорилось вначале, при помощи керосина. Это самый распространённый метод. Клапаны собираются, на них устанавливаются пружины, затем блок головок переворачивается так, чтобы камеры сгорания смотрели вверх. После этого головка цилиндра, где надо проверить притёртые клапаны, заполняется керосином. Если по прошествии 10–15 минут протечек не произошло, то можно переходить к притирке следующих «клиентов».
Не менее надёжным будет использование вакуум-тестера. Прибор подключается к отверстиям со стороны впускного и выпускного коллекторов. Если показания манометра ниже необходимых, значит, плотность прилегания клапанов недостаточна и нужно повторить их притирку.
Есть ещё метод с применением карандаша. Для этого на рабочую кромку седла клапана вдоль всей окружности наносятся линии. Следующим шагом будет установить клапан на своё место, прижать его и провернуть пару раз по часовой стрелке и обратно. После этого достаём клапан и смотрим на сделанные карандашом отметки. Всё в порядке, если линии исчезли и поверхность закрасилась равномерно. При наличии неровностей притирку следует продолжить.
Следующим шагом будет установить клапан на своё место, прижать его и провернуть пару раз по часовой стрелке и обратно. После этого достаём клапан и смотрим на сделанные карандашом отметки. Всё в порядке, если линии исчезли и поверхность закрасилась равномерно. При наличии неровностей притирку следует продолжить.
Наглядное сравнение притёртого и непритёртого клапанов
Небольшое отступление о притирочных пастах
Как ни притирай клапаны, но нужно ещё понимать, что двигатель автомобиля всё равно «доведёт их под себя». Можно потратить кучу времени и сил, добиваясь идеального результата, а после запуска мотора (спустя несколько часов) герметичность клапанов станет хуже. А можно всё небрежно и по-быстрому сделать, а через некоторое время плотность прилегания клапанов только улучшиться.
В итоге окажется, что двигатель приработал клапаны до некоего своего «удобного» состояния. Вследствие этого бытует мнение, что возня с разными пастами и прочей финишной доводкой до идеального результата является не чем иным, как пустой тратой времени.
Вовремя и правильно проведённая притирка клапанов обеспечит чёткую и выверенную работу двигателя. При капитальном ремонте эта процедура одна из обязательных к исполнению. Задача не является особо сложной, кроме того, всегда можно обратиться за советом к более опытным товарищам или мастерам.
Как разобрать головку блока и притирать клапана
Осуществляем ремонт головки блока. Для работы нам понадобится рассухариватель, устройство для фиксации направляющих втулок, режима фрезеровки седел, притирки клапанов. Как разобрать головку блока и притирать клапана правильно — краткая инструкция по выполнению работы.
Как разобрать головку блока и притирать клапанаИзначально требуется разобрать головку блока. Эту работу выполняем, используя рассухариватель. В нашем случае рассухариватель струпционного типа, обладающий сменным упорным винтом с целью изменения длины захвата.
Имеются втулки прижимные разных диаметров. Выберем упорную втулку нужного диаметра, устанавливаем ее в устройство, на клапан.
Деталь фиксируем согласно оси. Теперь подводим упорный винт и закручиваем конструкцию. Необходимо пружину стянуть, пока стопорные сухари не освободятся.
Чтобы вытащить сухари, воспользуемся телескопическим магнитом. Затем пружину разжимаем. Требуется вытащить тарелку, пружину, клапан.
Клещами извлекаем присутствующий маслосъемный колпачок. Данным способом рассухариваем остальные клапана.
Как разобрать головку блока — понятно, в итоге — головка готова для ремонта!
Чтобы выполнить следующие действия, нам понадобится выпрессовать направляющие втулки старого образца, заменить эти детали на новые.
Воспользуемся универсальным набором АТА-0041, именно он имеет необходимые клещи для маслосъемных колпачков, набор адаптеров разных диаметров, оправки для колпачков, монтажный удлинитель. Для дальнейшей работы вытаскиваем изношенные направляющие втулки.
Потребуется выколотка подходящего диаметра. Ударами молотка старые направляющие втулки демонтируем. Теперь воспользуемся адаптером, чтобы установить направляющую втулки, монтажный удлинитель. Необходимо их состыковать.
Необходимо их состыковать.
Смазываем новую направляющую втулку, монтируем ее в посадочное место. Используя молоток, запрессовываем деталь.
Затем приспособление вытаскиваем. Наблюдаем за размещением втулки – она должна быть правильно установлена. Таким же образом устанавливаем прочие компоненты. Осуществив замену направляющих втулок, выполняем фрезеровку седел клапанов.
Возьмем универсальный набор с маркировкой ФРЕЗ АТА-0032. Здесь присутствует стержень направляющий, он самоцентрируется за счет цанги. Имеются фрезы различных углов и диаметров, ключ специальный для вращения фрез. Подбираем направляющий стержень необходимого диаметра.
Устанавливаем его в обрабатываемое седло, фрезу берем. На головке выполняем два угла: на 30 и 45 градусов (рабочий). Устанавливаем фрезу на 30 градусов. Ключ с фрезой соединяем, потом вращаем его. Подобной манипуляцией мы нарезаем фаску.
Затем фрезу устанавливаем на рабочую фаску, выполняем 45 градусов. Необходимо направляющий стержень снять. Теперь седло готово. Подобным методом обрабатывает прочие седла.
Теперь седло готово. Подобным методом обрабатывает прочие седла.
Выполнив фрезеровку седел, притираем клапана. Понадобится приспособление АТА-1401. Это пневмопривод со штоком, выполняющий возвратно-поступательные движения. На фоне пристукивания клапана и седла происходит притирка.
Необходимо использовать еще притирочную пасту. Пасту наносим на клапан. В направляющую втулку устанавливаем клапан, прессовку подбираем нужного диаметра. Затем ее монтируем на шток. Приспособление подключаем к пневмо-системе.
На притираемый клапан выставляем за счет регулятора, задаем частоту. Таким образом, притирка завершена. У седла имеется характерное пятно контакта, это достигается путем пристукивания клапана (не должно вращательных движений быть).
Подобным образом достигается качество обработки клапана и седла.
Как разобрать головку блока и притирать клапана — мы рассказали, но может быть лучше обратиться к мотористу?
Как разобрать головку блока
Понравилась статья? Поделись с друзьями в соц. сетях!
сетях!| Ремонт головки блока цилиндров ВАЗ-2110, 21102 ,21103, 21104. гур для нивы Ремонт головки блока цилиндров ВАЗ-2110, 21102 ,21103, 21104. Примечание: Прокладка головки блока разовая, поэтому при каждом снятии головки … | |
| Первый старт после ремонта ГБЦ — YouTube 23 авг 2011 | |
| Ремонт прогара ГБЦ ВАЗ-2107 — Просмотр темы :: AUTOLADA.RU е30 клуб Если да то скока есче ГБЦ протянет после такого ремонта??? и самый главный вопрос из-за чего такое могло произойти? | |
| Сделал сам! » Ремонт ГБЦ ВАЗ 21213 карбюратор дааз 4178-1107010-40 Ремонт ГБЦ ВАЗ 21213. 17 Авг. Чирканул: Саша, по интересу: Новости. Дата: 17.08.2010. Здравствуйте! Давненько я тут не появлялся, но не потому, что … | |
| Ремонт головки блока цилиндров ВАЗ — Remontautovaz самадельные лодки Описан ремонт головки блока цилиндров ВАЗ, как выбить направляющие ГБЦ, как шарошить седла головки блока, как притереть клапан к головке блока .  .. .. | |
| Ремонт головку блока цилиндров ГБЦ в домашних условиях ВАЗ. 15 май 2009 … Ремонт головку блока цилиндров ГБЦ в домашних условиях ВАЗ. … Ремонт головки блока цилиндров, обычно, требуется после пробега … | |
| Ремонт головки блока цилиндров ваз — Полезные советы … 14 июн 2012 … Ремонт головки блока цилиндров ваз на примере классики ваз 2101-07, с поэтапным планом выполнения операцийРемонт необходим, … | |
| ремонт головки блока цилиндров автомобилей ваз 2108, ваз … ПРЕДУПРЕЖДЕНИЕ Головка блока цилиндров заменяется с корпусами подшипников в сборе, так как они обрабатываются совместно. 1. Снимите с … | |
| ФОРУМ МОТОРИСТОВ • Просмотр темы — Ремонт ГБЦ ваз 8к Если делать ремонт у Вас,проводится ли проверка на соосность втулок и сёдел? А также осмотр ГБЦ на предмет состояния сёдел .  .. .. | |
| ремонт головки блока цилиндров — YouTube 17 апр 2011 |
Притирка клапанов двигателя ВАЗ своими руками
Зачем нужно притирать клапана?
Если не выполнить процедуру, клапана могут работать некачественно — например, пропускать бензин и воздух в закрытую камеру сгорания. Это ухудшит ходовые характеристики двигателя и со временем может привести к поломке. Притирка помогает добиться максимальной герметичности. Выполнять работу надо не только после установки новых клапанов — нередко она нужна и в случаях, когда изделия давно не менялись. Причиной «дёрганий» авто на холостых оборотах может являться разность компрессии в цилиндрах. Притирка — единственный способ справиться с проблемой.
Про нагар
После длительной эксплуатации автомобиля на поверхностях фаски клапана и седла оседает нагар, появляются микрораковины, задиры.
В итоге пятно контакта между поверхностями уменьшается, клапан неплотно прилегает к седлу, из-за чего он начинает пропускать и у двигателя снижается компрессия.
Для удаления нагара, раковин, задиров и применяется притирка клапанов, вследствие чего восстанавливается пятно контакта между клапаном и седлом.
Помимо выполнения данной операции в рамках капитального ремонта притирку клапанов проводят еще в ряде случаев.
Так, данные работы проводят:
Притирка клапанов в домашних условиях своими руками
➤ С помощью специального станка. На самом деле такой агрегат не выполняет притирку — он нарезает фаску седла и клапана, благодаря чему удаётся добиться как можно более жёсткой центровки и обеспечить точное сопряжение. Результатом становится нарезанный профиль высокой прочности, обеспечивающий качественную работу двигателя. Преимуществом метода является простота — после обработки останется только помыть и собрать головку.
Притирка клапанов с помощью станка
➤ С помощью ручной фрезы. Нет станка? Используйте ручную фрезу. Существует множество агрегатов такого типа, каждый из которых предназначен для определённой модели двигателя. С помощью фрезы можно обрабатывать старые клапана. Преимущество метода — высокая точность и отсутствие необходимости искать дорогое оборудование. ➤ Притирка своими руками. Если клапан не нужно серьёзно править, если под рукой нет ни станка, ни фрезы — этот вариант будет лучшим выбором. Неровности удаляются абразивной пастой, после чего изделие можно смело использовать. Главное достоинство метода — его можно использовать в любой момент, в любом месте.
С помощью фрезы можно обрабатывать старые клапана. Преимущество метода — высокая точность и отсутствие необходимости искать дорогое оборудование. ➤ Притирка своими руками. Если клапан не нужно серьёзно править, если под рукой нет ни станка, ни фрезы — этот вариант будет лучшим выбором. Неровности удаляются абразивной пастой, после чего изделие можно смело использовать. Главное достоинство метода — его можно использовать в любой момент, в любом месте.
Способы притирки
Так как правильно притереть клапана можно разными способами, стоит ознакомиться с каждым из них. Разница между упомянутыми далее способами существенная: использование станка даёт наиболее точный результат, тогда как вручную притирать клапана достаточно сложно и долго, а качество выполненных работ наименее высокое.
Станки
Максимальной точности нарезки и сопряжения седла и фаски клапана можно добиться только посредством жёсткой центровки детали, и без станка в данном случае не обойтись. В итоге профиль качественно нарезается и отличается высокой точностью. Дополнительные манипуляции при такой процедуре не нужны, кроме сборки ГБЦ и предварительной промывки клапанов.
Дополнительные манипуляции при такой процедуре не нужны, кроме сборки ГБЦ и предварительной промывки клапанов.
Ручные фрезы
Так как притереть клапана в домашних условиях можно и без высокоточного станка, стоит рассмотреть метод с использованием ручной фрезы. Диаметр такого инструмента может быть разным, а подбирать его следует с учётом конкретной модели двигателя. Необходимо на сёдлах вырезать три фаски под углом в 60, 45 и 30 градусов. Помните, что данный метод применим исключительно для обработки старых деталей.
Верстак и трубка с Т-образной ручкой
Рассматриваемый метод принято считать наиболее трудоёмким и долгим, зато он способен обеспечить достойный уровень качества. Рассмотрим этапы процесса:
- Подготовьте трубку с ручной Т-образной формы и отверстием, куда стержень клапана без проблем войдёт.
- Сбоку конструкции создайте отверстие и нарежьте резьбу, вкрутите болт. Клапан должен фиксироваться максимально прочно и надёжно.
- Разберите ГБЦ, установите на верстак. Не забывайте о надёжности фиксации.
- Вставьте клапан в отведённый для него участок и закрепите собранную ранее конструкцию на другом его конце.
- Пасту на данном этапе следует применить для обработки области соприкосновения с седлом.
- Воспользуйтесь сконструированным приспособлением для перемещения клапана, чтобы просвет исчез полностью.
- Периодически меняйте направление круговых движений, параллельно дополнительно обрабатывайте зону клапана абразивной пастой.
- О высоком качестве выполненной работы будет свидетельствовать полоса с матовой поверхностью, которую вы найдёте на главных составляющих элементах клапана. Ширина дорожки должна ориентировочно составлять 1,5 мм.
 Не забывайте о надёжности фиксации.
Не забывайте о надёжности фиксации.Использование дрели
Применение дрели для реализации рассматриваемой процедуры также допустимо и считается наиболее распространённым вариантом. В идеале инструмент должен располагать функцией реверса. Шуруповёрт также подойдёт. Сам процесс притирки состоит из следующих этапов:
- Рассухарьте клапана и снимите их. На данном этапе целесообразно заменить при необходимости маслосъёмные колпачки. (читайте больше о замене маслосъёмных колпачков).
- Используйте растворитель для обезжиривания седла и клапана.
- Нанесите пасту на рабочую клапанную фаску. Абразивное вещество не должно попасть на шток клапана, иначе он будет повреждён, маслосъёмные колпачки изживут своё намного быстрее, а масло будет расходоваться в большем количестве. Наденьте на шток войлочный лоскут, чтобы защитить его.
- Зафиксируйте клапан на своём месте, а шток должен располагаться в патроне выбранного вами электроинструмента. Для повышения удобства работы воспользуйтесь отрезком шланга: один край наденьте на шток, а второй — в патрон. Отдельные мастера предпочитают зажать шток сразу в патрон.
- Для притирки активируйте минимальную скорость дрели. Если клапанная тарелка прижата к седлу определёнными зонами, воспользуйтесь утолщённой резинкой, но обычно в этом нет необходимости.
- При оттягивании электроинструмента на себя наблюдается прижимание. Вращательные движения необходимо выполнять в разные стороны поочередно. Процедура занимает около 2 минут.
- Для окончательной обработки на завершающем этапе повторите все действия, но вместо абразивной пасты используйте смешанную с моторным маслом пасту ГОИ. Предыдущую притирочную пасту следует предварительно удалить.
- Как только работы будут завершены, тщательно очистите бензином обработанные пастой детали.
- Чтобы убедиться в достойном уровне выполненной работы, можно ориентироваться как на матовую дорожку, так и на другие методы проверки качества притирки. Это может быть способ с заливанием бензина или керосина, используемый для определения необходимости выполнять притирку.
 На данном этапе целесообразно заменить при необходимости маслосъёмные колпачки. (читайте больше о замене маслосъёмных колпачков).
На данном этапе целесообразно заменить при необходимости маслосъёмные колпачки. (читайте больше о замене маслосъёмных колпачков). Вращательные движения необходимо выполнять в разные стороны поочередно. Процедура занимает около 2 минут.
Вращательные движения необходимо выполнять в разные стороны поочередно. Процедура занимает около 2 минут.Рекомендуем: Замена термостата на Ладе Приоре (16 клапанов)
Результат проделанной работы может вас разочаровать, в некоторых случаях это будет вполне логично. Например, если ранее сёдла были криво прирезаны или на рабочих фасках заметны существенные дефекты.
Убедиться в том, что процедура не увенчалась успехом, можно по той же матовой полоске, она будет неровной или даже прерываться. Приобретение новых деталей станет единственным решением проблемы.
Приобретение новых деталей станет единственным решением проблемы.
Основные правила и секреты
Для осуществления процесса нужно снять головку блока цилиндров. ➤ Чтобы извлечь клапана из втулок, которые их направляют, надо предварительно убрать пружины клапанов. Для этого можно применять инструменты для клапанов, доступные в специализированных магазинах. ➤ Обычно на стержень приспособления надевают резиновый шланг и хомуты. Вместо этого можно использовать наконечник со сквозным резьбовым отверстием в боковой стенке. В это отверстие вворачивается болт, фиксирующий стержень клапана. ➤ Перед притиркой осмотрите клапана. Если на них есть следы деформации (погнутости и трещины) – такие изделия использовать нельзя. Замените их новыми. Имеется нагар? Очистите его — для этого можно применять жёсткую щётку.
Инструменты для притирочных работ
Приспособления для притирки подразделяются на 2 группы.1.
Зажимающие клапан сверху, фиксирующиеся на стержне. На одной из сторон располагается ручка. Для достижения результата её нужно тянуть и вращать.
Для достижения результата её нужно тянуть и вращать.
2.
«Присоски». Фиксируются на тарелке клапана, также оснащаются ручкой. Для использования надо прижать клапан к тарелке и вращать приспособление в разные стороны.
Инструмент для притирки клапанов: зажимающая сверху модель
При отсутствии инструмента подойдут шуруповёрт или дрель. Вне зависимости от выбранного инструмента вам понадобятся следующие приспособления: ✔ абразивная или алмазная паста; ✔ пружина — такая, чтобы можно было без труда сжать руками и надеть на клапан; ✔ керосин. Нет возможности раздобыть абразивную пасту? Приготовьте её! Для этого понадобится наждачная бумага с мелким зерном или стружка наждачного камня. Снимите с неё камни и смешайте их с солидолом или аналогичным веществом в пропорции 2 к 1. По консистенции смесь должна напоминать шампунь. В крайнем случае в качестве основы сгодится и стандартное моторное масло.
Нанесение абразивной пасты
Как выполнить своими руками правильно
Притирать клапана можно несколькими способами. Оптимальный вариант — использование станков и фрез, но они не всегда есть рядом. В таком случае лучше прибегнуть к ручному варианту.
Оптимальный вариант — использование станков и фрез, но они не всегда есть рядом. В таком случае лучше прибегнуть к ручному варианту.
Инструменты для притирочных работ
Приспособления для притирки подразделяются на 2 группы.
- Зажимающие клапан сверху, фиксирующиеся на стержне. На одной из сторон располагается ручка. Для достижения результата её нужно тянуть и вращать.
- «Присоски». Фиксируются на тарелке клапана, также оснащаются ручкой. Для использования надо прижать клапан к тарелке и вращать приспособление в разные стороны.
Инструмент для притирки клапанов: зажимающая сверху модель
При отсутствии инструмента подойдут шуруповёрт или дрель.
Вне зависимости от выбранного инструмента вам понадобятся следующие приспособления:
- абразивная или алмазная паста;
- пружина — такая, чтобы можно было без труда сжать руками и надеть на клапан;
- керосин.
Нет возможности раздобыть абразивную пасту? Приготовьте её! Для этого понадобится наждачная бумага с мелким зерном или стружка наждачного камня. Снимите с неё камни и смешайте их с солидолом или аналогичным веществом в пропорции 2 к 1. По консистенции смесь должна напоминать шампунь. В крайнем случае в качестве основы сгодится и стандартное моторное масло.
Снимите с неё камни и смешайте их с солидолом или аналогичным веществом в пропорции 2 к 1. По консистенции смесь должна напоминать шампунь. В крайнем случае в качестве основы сгодится и стандартное моторное масло.
Важный этап притирки клапанов: нанесение абразивной пасты
Притирка своими руками на ВАЗ 2109 с помощью пасты
- Возьмите клапан в руки и наденьте на него пружину. Верните клапан на место, обратно в машину.
- Подожмите его пальцами и установите на ножку заранее подготовленный инструмент.
- Винтом зафиксируйте инструмент на клапане.
- Нанесите на притирочную плоскость тарелки абразивную пасту.
- Вращайте клапан в обе стороны, выполняя притирку. Нужно выполнить около 5 движений, после чего следует поднять изделие, перевернуть его на 90 градусов и повторить действия.
- Выполняйте процедуру, пока на тарелке и седле головки не появится матовое кольцо серого цвета.
- По завершении работ со всеми клапанами протрите их керосином и тщательно вытрите ветошью.

Так должен выглядеть клапан после притирки
Как притереть на станке
Если есть доступ к станку, лучше воспользоваться им.
- Зажмите клапан в специальном фиксаторе, включите станок. Шлифовальный круг быстро вращается в одну сторону, клапан — в другую, медленнее. Аккуратно подводите изделие к кругу и притирайте его.
- Не шлифуйте изделие слишком сильно. Прекратите обработку, как только процесс шлифовки станет непрерывным.
- Остановите агрегат, снимите клапан и протрите его керосином.
- После этого нужно осмотреть головку блока цилиндров. Изучите седла, запрессованные в головке. Притирать их можно только при отсутствии повреждений. Если на сёдлах имеется прогар, обработайте его шарошкой — пока серое кольцо не возникнет по всему кругу.
Чтобы обработать седла, нужна вот такая шарошка
Видео: притирка клапанов ВАЗ
Притирка клапанов своими руками на ВАЗ 2106, 2109, 2110, 2112, 2114, 2115
1.
Возьмите клапан в руки и наденьте на него пружину. Верните клапан на место, обратно в машину.
Верните клапан на место, обратно в машину.
2.
Подожмите его пальцами и установите на ножку заранее подготовленный инструмент.
3.
Винтом зафиксируйте инструмент на клапане.
4.
Нанесите на притирочную плоскость тарелки абразивную пасту.
5.
Вращайте клапан в обе стороны, выполняя притирку. Нужно выполнить около 5 движений, после чего следует поднять изделие, перевернуть его на 90 градусов и повторить действия.
6.
Выполняйте процедуру, пока на тарелке и седле головки не появится матовое кольцо серого цвета.
7.
По завершении работ со всеми клапанами протрите их керосином и тщательно вытрите ветошью.
Так должен выглядеть клапан после притирки
Как притереть клапана на станке
Если есть доступ к станку, лучше воспользоваться им.1.
Зажмите клапан в специальном фиксаторе, включите станок. Шлифовальный круг быстро вращается в одну сторону, клапан — в другую, медленнее. Аккуратно подводите изделие к кругу и притирайте его.
Аккуратно подводите изделие к кругу и притирайте его.
2.
Не шлифуйте изделие слишком сильно. Прекратите обработку, как только процесс шлифовки станет непрерывным.
3.
Остановите агрегат, снимите клапан и протрите его керосином.
4.
После этого нужно осмотреть головку блока цилиндров. Изучите седла, запрессованные в головке. Притирать их можно только при отсутствии повреждений. Если на сёдлах имеется прогар, обработайте его шарошкой — пока серое кольцо не возникнет по всему кругу.
Чтобы обработать седла, нужна вот такая шарошка
Проверка работоспособности
Есть три способа проверки правильности притирки клапана.
➤ С помощью вакуум-тестера. Самый надёжный и простой вариант. Подключите инструмент к каждому отверстию со сторон впускного и выпускного коллекторов. Теперь используйте его. Если клапана притёрты плохо, уровень разряжения на манометре будет недостаточным. ➤ С помощью керосина. Установите клапана на место, положите головку вверх камерой сгорания и налейте сверху керосин. Оставьте их так на несколько часов. Если керосин не вытек — всё в порядке. Эксперты не рекомендуют использовать этот метод, так как он не слишком надёжен. ➤ С помощью карандаша. Рисуем радиальные линии по всей окружности рабочей кромки седла клапана. Устанавливаем клапан на место, крепко прижимаем его и вращаем по кругу. Достаём изделие и смотрим на узор. Если линии стёрлись и равномерно закрасили поверхность — всё в порядке. Если имеются неровности — притирка выполнена неправильно. Притирка клапанов обеспечивает нормальную работу двигателя. Обязательно регулярно прибегайте к процедуре — так вы сможете избежать проблем с силовым агрегатом.
Оставьте их так на несколько часов. Если керосин не вытек — всё в порядке. Эксперты не рекомендуют использовать этот метод, так как он не слишком надёжен. ➤ С помощью карандаша. Рисуем радиальные линии по всей окружности рабочей кромки седла клапана. Устанавливаем клапан на место, крепко прижимаем его и вращаем по кругу. Достаём изделие и смотрим на узор. Если линии стёрлись и равномерно закрасили поверхность — всё в порядке. Если имеются неровности — притирка выполнена неправильно. Притирка клапанов обеспечивает нормальную работу двигателя. Обязательно регулярно прибегайте к процедуре — так вы сможете избежать проблем с силовым агрегатом.
Как сделать присоску для притирки клапанов
На клапан и седло наносится необходимое количество притирочной пасты, клапан устанавливается на свое место в ГБЦ.
Если используется присоска, ее устанавливают на тарелку клапана.
Инструмент должен работать на малых оборотах — предпочтение следует отдавать низкооборотной дрели или шуруповерту. Отпускайте курок дрели при соприкосновении клапана с седлом, касание должно производиться при сбросе. Не надо прикладывать никаких усилий, это значительно повышает риск неправильной притирки.
Отпускайте курок дрели при соприкосновении клапана с седлом, касание должно производиться при сбросе. Не надо прикладывать никаких усилий, это значительно повышает риск неправильной притирки.
Это самый простой и доступный способ притереть клапан, он не требует никаких специальных навыков. Устройство само контролирует угол и частоту вращения, которые являются оптимальными. Скорость работы еще выше, чем у дрели — для притирки одного клапана достаточно всего нескольких минут.
Также отметим, что тестируемый нами набор для притирки клапанов имеет очень удобную для хранения упаковку — пластиковый противоударный кейс. Это может стать дополнительным плюсом, например, для применения в условиях автосервиса.
Главные преимущества: очень высокая скорость работы, простота и удобство использования, отсутствие требований к навыкам и гарантированно высокое качество.
Пневмомашинка для пристукивания имеет минимальные требования к навыкам использования. При отсутствии опыта обучение происходит прямо в работе, за первые же минуты. Также приспособление полностью исключает риски повредить детали и испортить что-либо.
Также приспособление полностью исключает риски повредить детали и испортить что-либо.
Главные преимущества: заведомо гарантированное качество, самое точное притирание за счет имитации работы клапана в двигателе.
Мы отобрали шесть параметров, которые имеют наибольшее значение:
Как видно из таблицы, специальные пневмо-приспособления для притирки значительно превосходят ручной способ и дрель. Если откинуть параметр стоимость и смотреть только на качественные показатели, то оба метода проигрывают пневматическим машинкам с разгромом.
Выдающиеся показатели и наибольший итоговый бал по результатам тестов у машинки для притирки клапанов вращением. Максимальное количество баллов не сумел набрать ни один из участников — что же, идеального во всем инструмента не существует. Места распределились следующим образом: Последнее место, 22 балла — ручной способ, который прогнозируемо позади всех остальных. В настоящее время клапаны притираются ручным способом либо для получения удовольствия от процесса (да-да, бывает и такое), либо при полном отсутствии доступа к современному инструменту.
Предпоследнее место, 24 балла — дрель. Несмотря на высокую скорость работы, дрель опережает ручной метод всего на несколько пунктов. Прежде всего это связано с высокими рисками неправильной притирки и порчи деталей, а также с повышенными требованиями к специальным навыкам.
Второе место, 45 баллов — машинка для пристукивания. Несильно уступает первому месту, зато обеспечивает самую точную и правильную притирку клапана. Первое место, 48 баллов — машинка для вращения. Лидирует практически по всем показателям и является оптимальным решением для притирки.
Для испытаний использовалось следующее оборудование:
Источник
секреты и механизмы — Ozon Клуб
Проверка качества притирки
Клапанные пружины влияют на функциональность двигателя и качество механизма. Чем старее пружины, тем скорее они ослабевают, заставляя клапаны «подскакивать» на сёдлах при закрытии. Это приводит к проблемам при запуске двигателя и потере мощности автомобиля. Для того, чтобы сделать притирку, существуют как новаторские, так и традиционные методы.
Это приводит к проблемам при запуске двигателя и потере мощности автомобиля. Для того, чтобы сделать притирку, существуют как новаторские, так и традиционные методы.
Начните с проверки штока клапана и направляющей. Для этого передвигайте клапаны из одной стороны в другую. Это нехитрое действие покажет вам, как именно проводить проверку.
Притирка любых клапанов означает, что вам нужно внимательно осмотреть направляющие, принадлежащие клапану, на предмет износа. Для притирки клапанов разместите элементы в направляющую, которая им соответствует, а затем слегка подержите клапаны над седлом.
Перемещайте головку клапана слева направо и наоборот. Если передвижение этой части клапана больше 0,2 мм, это говорит об износе направляющей или штока. Посмотрите характеристики, указанные в инструкции от производителя. Найдите эту информацию в сервисном гайде или обратитесь к дилеру, чтобы проверить качество.
Если вы наблюдаете интенсивное движение комплектующей во время притирки клапанов, проделайте тест повторно, используя новые клапаны. Подвижность уменьшилась? Значит, старый шток на клапане изношен, а сам клапан требует замены. Если по-прежнему клапан ходит ходуном, это признак износа направляющей. Покажите головку блока цилиндров мастеру, который продиагностирует все направляющие.
Эти детали открываются, если входят в состав головки блока цилиндров. Тогда направляющие увеличатся в размере. А у вас появится возможность установить новые клапаны с увеличенными штоками. В принципе, если вы не уверены в собственных силах, эту работу можно доверить автомастерской, где есть профессионалы и множество нужных инструментов.
Как отшлифовать и установить клапаны?
Обычно клапаны должны быть притерты к соответствующим сёдлам, чтобы обеспечить газонепроницаемое уплотнение. Притирка клапанов предполагает, что вы должны отшлифовать клапаны (в том числе и новые) самостоятельно, используя инструмент для заточки комплектующих и пасту, способную затачивать клапаны.
Притирка клапанов предполагает, что вы должны отшлифовать клапаны (в том числе и новые) самостоятельно, используя инструмент для заточки комплектующих и пасту, способную затачивать клапаны.
Для притирки клапанов присоедините присоску на шлифовальном инструменте к торцу клапана.
На некоторых современных автомобилях поверхности комплектующих имеют тонкий слой, который нельзя удалять. Устанавливая клапаны с покрытием, используйте старые клапаны для шлифовки седла.
Проводя притирку, смажьте чистым моторным маслом шток клапана и прикрепите его головку к присоске на конце шлифовального инструмента.
Нанесите тонкий слой пасты на скошенный край головки комплектующей и полностью вставьте клапаны в его направляющую, продолжая притирку.
Отшлифуйте клапан в седле, вращая шлифовальный инструмент между ладонями вперед и назад во время притирки клапанов.
Далее – вращайте шлифовальный инструмент между своими ладонями вперед и назад, одновременно вдавливая инструмент и клапан в гнездо.
Через минуту непрерывного измельчения поднимите клапан с его седла, поверните примерно на 45 градусов. Затем продолжайте процесс измельчения, делая притирку ещё минуту.
Повторите процедуру шлифовки и осуществляйте притирку, периодически меняя положение, в котором находится клапан. Делайте это до того момента, пока и фланец головки, и седло, принадлежащее клапану, не станут ровными, матово-серыми. Это указывает на то, что клапан и седло имеют хороший контакт на всей плоскости.
Клапан и сиденье
Сиденье должно иметь матово-серый цвет без ямок и других дефектов, тогда вам удастся полноценно провести притирку.
- Головка клапана должна иметь небольшой шаг между торцом и седлом. Следует заменить клапан с острым краем.
- Если на седле остаётся небольшая точечная коррозия, используйте сначала пасту более грубого помола, а затем – мелкого.
- Когда все клапаны притёрты, снимите их и разместите каждый в порядке снятия. Теперь продолжаем делать притирку.
- Тщательно промойте головку блока цилиндров, камеры сгорания и порты клапанов парафином, чтобы удалить все следы шлифовальной пасты.
- Просушите всё сжатым воздухом от ножного насоса для шин и продуйте масляные каналы и отверстия для болтов.
- Удалите следы шлифовальной пасты с клапанов, не забывая хранить их в порядке удаления.
- Смажьте каждый шток клапана чистым моторным маслом и установите клапаны в соответствующие положения в головке.
- Установите сальник на шток клапана.
- Если есть сальники, установите новые на штоки клапанов, стараясь не повредить кромки. Всегда монтируйте новые клапанные пружины.
- Поместите новую пружину клапана и колпачок пружины на шток клапана, обращая внимание на то, что конец пружины с закрытой спиралью обычно устанавливается рядом с головкой.
- Сжимайте пружину клапана при помощи инструмента для сжатия до тех пор, пока две разрезные конические цанги не войдут в положение между крышкой пружины и штоком клапана.
- Медленно отпустите инструмент для компрессора, пока обе цанги не заблокируют крышку пружины и шток клапана вместе. Это необходимое условие, при котором можно успешно осуществить притирку.
- Снимите инструмент для компрессора и повторите процедуру установки клапана на остальных клапанах в том порядке, в котором их сняли. Выполните это действие при любых условиях.
 Следует заменить клапан с острым краем.
Следует заменить клапан с острым краем.
Как очистить поршни и блоки цилиндров?
Притирка клапанов остается неполной, если не очищать поршни и блоки цилиндров.
Во время притирки вы должны устранить нагар, который скапливается на дне поршня.
- Перед тем, как заменить головки блока цилиндров, вы должны очистить поршни и поверхность блока цилиндров. Ваша задача в этом случае – устранить излишки нагара и то, что осталось от старой прокладки.
- Чтобы притереть клапаны, вы должны помешать грязи или частицам углерода попасть в двигатель во время очищения. Есть нужно, закройте масляные и водяные каналы на лицевой стороне блока цилиндров кусками чистой ткани.
- Отверстия цилиндров нужно закрыть, чтобы при притирке грязь не попала между поршнями и стенками.
- Скребок или гладкая сторона ножовки осторожно удалит следы прокладки головки блока цилиндров. Делайте это аккуратно, чтобы не поцарапать и не повредить механизм.
- Проверните коленчатый вал гаечным ключом или головкой на болте шкива так, чтобы каждый поршень оказался в верхней части своего цилиндра.
- На двигателях со съёмными цилиндрами (с мокрыми гильзами) крепко удерживайте деревянный брусок над верхним краем во время вращения коленчатого вала.
- Это предотвращает подъём гильз цилиндров при вращении поршней по каналам и гарантирует, что уплотнения охлаждающей жидкости в нижней части гильз цилиндров не сломаются.
- При помощи мягкого скребка, которым может стать деревянный брусок, вы должны соскрести нагар с головки. Оставьте маленькое графитовое кольцо вокруг внешнего края, который прилегает к стенке цилиндра.
- Отполируйте головку поршня мелкой наждачной бумагой.
- Держите деревянный брусок над цилиндрами, чтобы гильзы не поднимались.
- Очень важно также притереть деталь, а после удалить весь нагар и грязь из отверстий цилиндров и креплений под болты, используя либо сжатый воздух от ножного насоса шины, либо пылесос.
- Убедитесь, что в отверстиях нет частиц углерода.
- Очистите поверхность блока, отверстия цилиндров и головки поршней чистой тканью, смоченной бензином или парафином, а затем высушите их.
Развертывание головки блока цилиндров для малых блоков своими руками — Техническая статья
Просмотреть все 14 фотоКлюч к небесам в лошадиных силах — это форма головки блока цилиндров. Внутри этих отливок порты направляют поток воздуха к каждому цилиндру и от него. Поскольку энтузиасты лошадиных сил часто пытаются улучшить свои собственные головы, Chevy High Performance решил, что пришло время узнать, что нужно для успешной отечественной портовой работы.
Нашим первым заказом было выбрать головку, которая все еще напоминала отливку из заготовки.Выбор пары высокопроизводительных гоночных головок оставит мало возможностей для улучшений, поэтому мы выбрали набор доступных по цене серийных головок цилиндров Torquer от World Products S / R (стандартная замена). World Products предлагает головки Torquer S / R с впускными и выпускными клапанами 2,02 / 1,60 дюйма в камерах сгорания объемом 64 куб. См или 76 куб. См. Хотя эти клапаны больше, чем большинство серийно выпускаемых деталей размером 1,94 / 1,50 дюйма, мы чувствовали, что они могут предложить наилучший потенциал для нашего проекта.
Теперь мы покажем вам, как мы портировали головы и какие улучшения были зарегистрированы в Flow Bench.В следующем месяце мы прикрепим болты к новому двигателю Agent 87-B 355ci, чтобы измерить, сколько мощности мы получили с нашим портированием. Головки Torquer с коробкой передач S / R выдавали пиковый поток 219 кубических футов в минуту на впуске при подъеме 0,500 дюйма, в то время как выхлопные трубы производили максимальный поток 134 кубических футов в минуту при подъеме 0,550 дюйма (28 дюймов ртутного столба). Это сопоставимые числа с головкой для серийного производства.
Разобравшись с исходными цифрами, мы были готовы к переносу. Мы погрузились в наш каталог инструментов Craftsman и нашли роторно-шлифовальный станок Craftsman Professional ¼hp, способный обеспечить скорость холостого хода 26 500 об / мин.Компания Standard Abrasives также помогла, предложив нам использовать несколько наборов для полировки. Эти комплекты прекрасно подходят для полировки камер и выпускных отверстий, а также для удаления заусенцев с блока или удаления прокладок. Чтобы ускорить процесс резки, мы приобрели твердосплавную фрезу яйцевидной формы с головкой ½ дюйма и хвостовиком 2 дюйма. План заключался в том, чтобы автор, не имеющий предыдущего опыта портирования, выполнил портирование, чтобы проиллюстрировать легкость, с которой это может быть выполнено. Здесь вы видите именно то, что автор создал с первой попытки.
Прежде чем приступить к работе над головой, мы решили, что лучше всего будет связаться с Тоддом Маккензи из McKenzie Racing в Окснарде, Калифорния, за советом. С самого начала Маккензи ясно дал понять, что цель состоит в том, чтобы создать плавный путь для воздушного потока. Отверстие головки цилиндров больше зависит от того, насколько хорошо воздух проходит через порт, а не от размера порта. Когда мы начали удалять металл из чаш, стало очевидно, почему лучше сначала потренироваться на мусорной голове. Резак подскочил и чуть не вырвался у нас из рук.Маккензи сказал нам, что наш резак лучше всего работает с редуктором скорости, ограничивая рабочую скорость до 15 000 об / мин. Когда мы начали портировать, мы поняли, что новая твердосплавная фреза работает очень быстро, и нам нужно постоянно держать ее в движении при очень небольшом давлении.
Внутри впускной и выпускной чаши имеется выступ, который образуется после обработки седла клапана. Маккензи проинструктировал нас удалить этот гребень и совместить область с контуром порта. Поместив головку на выхлопные отверстия, мы начали удалять материал с гребня посередине и продолжали продвигаться по полу и вверх по обеим стенам, охватывая 180-градусную развертку.
Маккензи проинструктировал нас удалять материал только в пределах ½ дюйма от нижнего среза клапана. После удаления небольшого количества материала мы пальцем нащупали контур порта на предмет высоких точек. Черный маркер удобно использовать для отметки высоких участков. По словам Маккензи, чаши должны напоминать чашу Вентури, где верх сиденья открыт и сужается вниз, чтобы встретиться с портом, где оно начинает снова открываться. После того, как мы удалили 180 градусов гребня во всех чашах с головкой, лежащей на своих выпускных отверстиях, мы перевернули голову на свои впускные отверстия, чтобы удалить другие 180 градусов гребня.Когда мы закончили, все чаши имели плавный контур на 360 градусов. Важным моментом здесь является то, что при переносе головок вы хотите удалить как можно меньше материала. Создание вогнутых областей внутри порта мешает воздуху и ухудшает поток. Весь порт должен иметь непрерывный плавный радиус. Это верно независимо от того, переносите ли вы головку блока цилиндров с малым или большим блоком.
После переноса впускного и выпускного патрубков мы перешли к камерам, чтобы снять кожух с >> клапанов.Этот шаг включал согласование прокладки головки с отверстиями для болтов и установочных штифтов, чтобы провести линию отверстия цилиндра вокруг камер. Обведя каждую камеру линией, мы могли видеть, сколько материала можно удалить. Маккензи сообщил нам, что удаление слишком большого количества материала может создать серьезные проблемы с уплотнением и что крайне важно оставаться в пределах линии.
Он также сказал нам, что удаленный материал из камеры не должен увеличивать размер камеры сгорания более чем на один или два куба.Прежде чем мы приступили к работе с камерами, Маккензи дал нам старый впускной и выпускной клапан для защиты седел. Вы можете спросить в местном механическом цехе использованные / поврежденные клапаны. К счастью, мы вставили старые клапаны, потому что мы их несколько раз зазубрили. Наличие клапанов не позволит вам дотянуться до дна стенки камеры так же глубоко, но важно их использовать. Мы начали наш проект, надеясь избежать затрат на работу с клапаном, но после нескольких поломок во время работы с чашей возникла необходимость.
После того, как чаши были перенесены, а камеры очищены, Маккензи проинструктировал нас поменять твердосплавный резак и использовать один из цилиндрических полировальных валков из нашего набора для отверстий Standard Abrasives. Полировка не только создает гладкий путь для обеспечения воздушного потока, но и препятствует накоплению углерода. Впускные бачки лучше >> не отполировать, так как это способствует распылению топлива. Незначительных следов от резцов внутри впускных стаканов достаточно, чтобы всасываемый заряд продолжал катиться через отверстия в цилиндры.
Последнее, что мы сделали с головками блока цилиндров, касалось порта, соответствующего впускным направляющим. По опыту Маккензи, при этом обычно достигается незначительный воздушный поток. Наиболее распространенный тип согласования портов выполняется с использованием впускной прокладки в качестве шаблона. Просто начертите линию после прокладки и откройте порт, чтобы он соответствовал. Будьте осторожны с углами, так как яйцевидным ножом легко удалить слишком много материала. Оставление небольшого количества лишнего материала в этих областях не повредит потоку воздуха.
Завершив работу по переносу, Маккензи обвел головы на своем скамье Superflow 600 и сообщил об увеличении расхода на 11 кубических футов в минуту при подъеме 0,450 дюйма и 7 кубических футов в минуту при подъеме на 0,500 дюйма. Что касается выхлопа, мы увидели выдающийся прирост 43 кубических футов в минуту при подъеме на 0,500 дюйма. >> Прирост впуска казался низким по сравнению с выхлопом. Маккензи сообщил нам, что гребень, который мы удалили на впускной стороне порта, был пропорционально меньше, чем ограничение выпускного отверстия. В целом, мы остались очень довольны результатами по расходу, но единственные цифры, которые действительно имеют значение, — это крутящий момент и мощность.В следующем месяце мы узнаем, насколько хорошо мы справились. Мы можем вам сказать, что прирост составил более 20 л.с.
Что мы узнали
Мы потратили 10 часов на перенос, чтобы получить максимум 13 кубических футов в минуту на впуске и 44 кубических футах в минуту на выпуске. Если бы мы попытались переставить эти головки без указаний Маккензи, мы, скорее всего, порезали бы седла клапанов, вытащили бы слишком много материала и повредили поток как на впускной, так и на выпускной сторонах. Открытие камер было бы катастрофой без старых клапанов, защищающих сиденья, поэтому нам повезло, что у нас был Маккензи, который мог увести нас из всех этих опасных зон.Достигнутые результаты, безусловно, стоили затраченных усилий.
Будьте готовы
При переносе головок хорошо иметь пневматический шлифовальный станок для резки с регулируемой скоростью. Однако постоянное использование может стать проблемой даже для больших компрессоров. Во время нашего приключения по переносу мы большую часть времени использовали роторную шлифовальную машину Craftsman и воздушную шлифовальную машину McKenzie для небольших доработок. Электрический вращающийся шлифовальный инструмент требует меньше ресурсов, но может быть трудно справиться без регулятора скорости.Также необходимо носить беруши, респиратор и защиту для глаз. Вы также должны работать в контролируемой зоне, так как металлическая стружка будет везде.
Пять способов сделать блок двигателя более прочным
Что такое пуленепробиваемость? Что касается двигателей с высокими рабочими характеристиками, пуленепробиваемость означает увеличение грузоподъемности двигателя сверх желаемого уровня мощности. В зависимости от конструкции двигателя и величины желаемого увеличения управляемой мощности, процесс пуленепробиваемости будет варьироваться.Детали и процессы, необходимые для создания пуленепробиваемых моделей Honda B20 и Mitsubishi 4G63 при мощности 700 л.с., будут разными, несмотря на то, что оба двигателя — 2,0-литровые, четырехцилиндровые с 16-клапанными головками цилиндров DOHC. Кроме того, процесс и детали для пуленепробиваемой Toyota 2JZ, поддерживающей 800 л.с., будут отличаться от деталей и процессов, необходимых для того, чтобы 2JZ прожил полноценную жизнь при 1200 л.с. Нет двух одинаковых двигателей. Некоторые из них сильные, некоторые — слабые в исходной форме.Следовательно, некоторые двигатели потребуют больше деталей, усилий и работы, чем другие, чтобы быть пуленепробиваемыми на определенном уровне мощности. Прочность цилиндра двигателя, опора коленчатого вала, крепление блока к головке, прочность вращающегося узла (кривошипа, шатунов, поршней) и уровень точности работы машины и сборки в конечном итоге определяют возможности короткого блока по управлению мощностью. Понимая эти пять элементов, можно успешно претворить в жизнь твердый план по увеличению грузоподъемности любого двигателя.
Текст Майкл Феррара // Фото Майкла Феррары, Ричарда Фонга и Сами ШарафаDSPORT Выпуск № 161
До появления легкосплавных блоков цилиндров цилиндры были встроены в блок цилиндров из чугуна. Вплоть до начала 90-х многие японские производители оригинального оборудования искали чугунные блоки для применения с принудительной индукцией. Ряд легендарных двигателей был оснащен чугунными блоками: Toyota 2JZ, Nissan RB26 и Mitsubishi 4G63. На этих двигателях толщина стенок цилиндра определяла предел прочности цилиндра.Более толстые стенки обладают большей прочностью и, следовательно, выдерживают более высокое давление в цилиндре. Nissan предлагал свой блок RB26 в трех итерациях: заводской, N1 и GT. N1 предлагает более толстые стенки, чем заводской блок, в то время как блок GT предлагает даже более толстые стенки, чем N1. Поскольку для большинства других платформ таких вариантов нет, наложение на блок гильз из высокопрочного чугуна или стали требуется, когда уровни производительности превышают допустимую мощность заводских чугунных цилиндров.
Практически каждый двигатель, произведенный с середины 90-х годов, имеет блок из алюминиевого сплава.Эти блоки включают в себя чугунную гильзу цилиндра или поверхность алюминиевого цилиндра с плазменным напылением. Двигатель Honda B-серии был одним из первых алюминиевых блоков цилиндров, которые толкнули достаточно сильно, чтобы превзойти грузоподъемность заводской чугунной гильзы. Чрезмерное давление в цилиндре принудительной индукции может привести к выходу из строя заводских втулок, когда максимальный выходной крутящий момент превысит уровень 300 фут-фунт. Лекарство простое: правильно установленные, качественные вторичные рукава. Мы установили Darton M.Гильзы внутреннего диаметра в Honda серии B. Доказано, что пуленепробиваемость достигает уровня 1100 л.с. Эта конкретная серия гильз также изменяет конструкцию деки с открытой на закрытую, что добавляет поддержку верхней части цилиндров.
Darton Sleeves предлагает серию Modular Integrated Deck (M.I.D.) для ряда популярных приложений. Мы использовали эти рукава на 2,0-литровых Hond серии B, которые производили более 1000 л.с.
После установки система Darton Sleeves MID преобразует блок с открытой декой в то, что работает как закрытая дека.Это обеспечивает дополнительную стабильность и прочность верхней части цилиндра.
Существует также ряд высокопроизводительных двигателей, в которых используется плазменное напыление на поверхность вместо тонкостенной чугунной гильзы. Двигатели Honda серии H и F, двигатели Toyota 2ZZ и Nissan VR38DETT являются одними из наиболее популярных двигателей, использующих эту технологию. В этих случаях прочность цилиндра зависит исключительно от свойств алюминиевого сплава и толщины алюминиевых стенок цилиндра.Напыленная стальная поверхность не добавляет прочности. Вместо этого эта поверхность просто служит износостойкой поверхностью для движения поршней и колец. Поскольку для этих двигателей не существует вариантов с более толстыми стенками цилиндров, использование гильз является единственным вариантом, когда обнаруживаются пределы заводских цилиндров.
L.A. Sleeves предлагает множество различных высокопроизводительных рукавов. Сухие рукава, которые не входят в водяную рубашку, обычно не имеют фланцев, но в некоторых случаях также могут использоваться фланцы.Серия PROCOOL — это конструкция с мокрым рукавом для избранных сверхвысокопроизводительных применений. Слева-UNFLANGED, СРЕДНИЙ ФЛАНЦЕВ, Правый-PROCOOL
Двигатель должен иметь возможность правильно поддерживать коленчатый вал, чтобы избежать растрескивания блока или выхода из строя коренных подшипников. Когда двигатель сильно нагружен в условиях высокой мощности, коленчатый вал подвергается циклам перекручивания вперед и назад. В то время как правильно установленный демпфер гармоник помогает защитить коленчатый вал от этих нагрузок, основные крышки и переборки под крышками испытывают чрезмерные нагрузки.Различные типы конструкций основных крышек обеспечивают разный уровень производительности.
Простая конструкция основной крышки с двумя болтами без пояса (устройство, соединяющее крышки друг с другом для предотвращения движения вперед-назад) полностью зависит от ее толщины и свойств материала для прочности. Это одна из областей, где двигатель Toyota 2JZ ограничен. Если для этого двигателя запланированы уровни мощности выше 800 л.с., вместо заводских чугунных колпачков следует использовать набор более прочных и толстых стальных основных колпачков.
В блоке Honda B16A используются пять простых чугунных крышек с двумя болтами для поддержки коленчатого вала.
Другие двигатели используют заводской пояс. Сравнение Honda B18C и Honda B16A является хорошим примером. B18C связывает свои три центральные крышки вместе алюминиевым поясом, который гарантирует, что эти крышки не смещаются вперед и назад. Honda посчитала это необходимым, когда был увеличен ход двигателя B18C, который имеет такие же уровни оборотов, что и B16A. Блок LS без VTEC был разработан для более низких оборотов двигателя.Несмотря на то, что у него длинный ход, заводской уровень оборотов меньше, поэтому Honda решила, что в поясе нет необходимости. Двигатель Mitsubishi 4G63 интересен тем, что он начал свою жизнь как двигатель с двумя болтами и отдельными крышками (6 болтов), но позже был модернизирован с интегрированным поясом (версии с 7 болтами и EVO). Kiggly Racing предлагает комплект для добавления ремня к ранним 6-болтовым двигателям 4G63.
Honda B18C обеспечивает превосходную опору коленчатого вала (по сравнению с B16A) за счет добавления пояса, который связывает главные крышки № 2, № 3 и № 4 вместе.
Пояса — это здорово, но есть еще лучший дизайн. Самая прочная конструкция предполагает объединение основных крышек и направляющих масляного поддона таким образом, чтобы вся нижняя часть двигателя отделялась от верхней половины. Toyota 2ZZ, Mitsubishi 4B11 и Nissan VR38DETT — это лишь некоторые из двигателей, демонстрирующих этот дизайн. Такая конструкция усиливает блок, а его жесткость гарантирует, что опоры коленчатого вала останутся на месте. Если вам посчастливилось построить двигатель с таким типом опоры коленчатого вала, маловероятно, что это будет проблемой для какой-либо цели по мощности.
Блок цилиндров Nissan VR38DETT — один из блоков цилиндров новейшего поколения, обеспечивающий исключительную поддержку кривошипа. Это происходит благодаря основным крышкам, которые интегрированы с поддоном и нижней частью двигателя.
Не секрет, что импортные вентиляторы часто доводят двигатели до уровней мощности, которые в два, три или даже восемь раз превышают исходный уровень. Некоторые средства принудительной индукции всегда связаны с увеличением мощности на такую величину.Хотя «наддув» кажется простым и эффективным путем к большому увеличению мощности, этот выигрыш сопровождается аналогичным увеличением давления в цилиндрах. Таким образом, если турбо-комплект удваивает крутящий момент и выходную мощность двигателя, возникающее давление в цилиндрах также удваивается. В то время как некоторые двигатели имеют соответствующий зажим головки с помощью заводских болтов головки, чтобы приспособиться к этому увеличению давления в цилиндре, чаще всего это более высокое давление в цилиндре превышает возможности заводской прокладки головки и болтов головки. В результате выходят из строя прокладки головки блока цилиндров и головка блока цилиндров отрывается от блока.Чтобы исправить эту ситуацию, требуется дополнительное прижимное усилие.
Для достижения дополнительной силы зажима рынок запасных частей предлагает решение. Шпильки с головкой более высокой прочности, изготовленные из высококачественных материалов, обычно можно «затянуть» до более высокого значения. Это более высокое значение крутящего момента увеличивает предварительную нагрузку или усилие зажима на головку блока цилиндров. ARP — один из самых популярных вариантов решения этого типа. ARP предлагает шпильки головки из трех различных сплавов: 8740, ARP2000 и Custom Age 625+ (CA625 +).В то время как предел прочности при растяжении болта с головкой OEM может находиться в диапазоне 150–180 кг / кв.дюйм, крепеж из сплава 8740 будет иметь предел прочности на разрыв 200 тыс. Фунтов / кв. Дюйм. Сплав ARP2000 отличается еще более высоким пределом прочности на разрыв 220Kpsi. Для приложений, требующих еще более прочного сплава, ARP предлагает сплав CA625 + для некоторых областей применения. Сплав CA625 + имеет предел прочности на разрыв в диапазоне 260-280Kpsi. Когда потенциального увеличения зажимного усилия на 75-85 процентов от лучшего сплава CA625 + недостаточно, можно также увеличить размер застежки.
Time-Sert предлагает полный комплект вставок под шпильку с головкой M11x1,5 с необходимыми инструментами и вставками.
Любой двигатель с болтом с головкой M10 может не обладать достаточным усилием зажима, когда выходной крутящий момент двигателя увеличивается вдвое. Отличным примером такого двигателя является Nissan KA24DE. Болты с головкой приклада, затянутые с моментом затяжки 62 фунт-сила-футов с моторным маслом, применяют предварительную нагрузку менее 10 000 фунтов. Увеличьте выходной крутящий момент этого двигателя выше 300 фунт-фут крутящего момента, и эти болты с головкой приклада будут иметь трудности с поддержанием уплотнения прокладки головки.Когда болты головки модернизированы до 10-миллиметровых шпилек ARP 8740, крутящий момент может быть увеличен до 70 фут-фунтов (с использованием смазки ARP). Это значение крутящего момента обеспечивает усилие зажима более 12500 фунтов. Эта простая модернизация сохранит герметичность прокладки головки блока цилиндров даже тогда, когда выходной крутящий момент двигателя приближается к диапазону 400 фунт-фут. Что, если вы планируете получить от двигателя еще более высокий крутящий момент? Затем вам нужно будет подумать о переходе на шпильку с головкой большего диаметра. Для перехода от шпильки с головкой диаметром 10 мм к 11 мм требуется установка часовых поясов на каждое отверстие под болт на блоке двигателя.Хотя некоторые люди просто пытаются заменить блок для 11-миллиметровых шпилек без использования вставки, это не обеспечивает полной прочности резьбы метчика. Причина? Наибольший диаметр (глубина нарезания) исходной резьбы M10 больше, чем вспомогательный диаметр M11 (наименьший диаметр нарезания резьбы). Если повторная установка не совпадает по времени с исходным нарезанием резьбы (что практически невозможно выполнить), блок, замененный на M11 из M10, будет иметь неплотную посадку на основании шпильки головки.Пластина M11 Time-Sert использует сверло большего размера, которое полностью удаляет всю исходную резьбу M10 из блока перед нарезанием резьбы для размера резьбы, фактически большего, чем M11, для внешней части резьбовой вставки. Когда на KA24DE установлены новые временные шкалы M11, можно использовать набор 11-миллиметровых шпилек 4G63-EVO. Эти шпильки с головкой M11 ARP с моментом затяжки 80 фунт-футов обеспечат зажимное усилие более 13 500 фунтов. Это обеспечивает достаточную дополнительную силу зажима для выходного крутящего момента двигателя в диапазоне 435 фунт-фут. При использовании шпилек с головкой ARP CA625 + 11 мм 4G63-EVO достигается еще большее усилие зажима.Эти шпильки с головкой M11 ARP CA625 + с моментом затяжки 100 фунт-футов обеспечат зажимное усилие более 17 100 фунтов. Это обеспечивает достаточную дополнительную силу зажима для выходного крутящего момента двигателя в диапазоне 550+ фунт-фут.
(вверху) Это заводской болт с головкой 10 мм KA24DE. (В центре) Вот 10-миллиметровая шпилька ARP из сплава 8740 для KA24DE. (Внизу) Это шпилька головки из сплава ARP 11 мм CA625 +, используемая в Mitsubishi 4G63-EVO. С помощью Time-Serts блок KA24DE можно модернизировать, чтобы он мог принимать 11-миллиметровые шпильки.
Как насчет увеличения крутящего момента с помощью шпилек? ARP предоставляет рекомендуемые значения крутящего момента с учетом прочности резьбы в блоке цилиндров и заводского предварительного натяга. В некоторых случаях крепеж может работать с более высоким крутящим моментом (обычно на 10% выше для сплавов 8740 или ARP2000 и, возможно, на 20% выше для сплавов CA625 +). Однако превышение рекомендованных значений крутящего момента может привести к выходу из строя резьбы в блоке.Если необходимо выйти за пределы рекомендованного значения крутящего момента, обязательно использовать метод углового крутящего момента, чтобы установить равный предварительный натяг крепежа. Даже когда метод «угол-крутящий момент» используется при рекомендуемом целевом крутящем моменте крепежа, можно дополнительно увеличить общую зажимную силу на 10–15 процентов. Мы опишем этот процесс в следующей статье, так что следите за этой техникой.
Процесс точного хонингования требует «хонинговальной» или «динамометрической» пластины.Эти пластины воспроизводят деформацию цилиндра после того, как головка закреплена на месте. Используйте те же шпильки, характеристики крутящего момента и прокладку головки, что и для окончательной версии.
Когда повышается наддув или повышается красная линия, напряжения и деформации всего вращающегося узла также увеличиваются. Заводской шатун, скорее всего, выйдет из строя первым. Это случается со всем, от Honda D16 до Nissan VR38DETT. Из всех вращающихся узлов шатуны представляют собой одну из самых больших проблем.Повышение давления в цилиндре увеличивает сжимающие силы на штоке, в то время как увеличение скорости двигателя не только увеличивает сжимающие силы в НМТ, но и увеличивает растягивающие усилия, когда двигатель достигает ВМТ. В кованых шатунах вторичного рынка используются превосходные материалы и превосходные крепежи, чтобы выдержать такое злоупотребление. В некоторых случаях производитель удилищ на вторичном рынке может предложить несколько различных конструкций удилищ, которые предназначены для поддержки различных уровней мощности. Менее массивные более легкие стержни будут оптимизированы для более низких уровней мощности, в то время как более тяжелые стержни будут оптимизированы для более высоких уровней мощности.Производитель стержней может использовать более крупные болты для стержней или более прочные болты из сплава на стержнях с более высокой мощностью.
Шатунные болты относятся к наиболее нагруженным деталям двигателя. Всегда покупайте болты штанги самого высокого качества, которое позволяет ваш бюджет, и настраивайте предварительную нагрузку болта штанги с помощью датчика растяжения.
Если сначала не обнаружится неисправность штока, можно положить деньги на неисправность поршня. Давно шутят, что заводские поршни двигателей Subaru EJ в новых двигателях треснуты.На самом деле эти поршни просто недостаточно сильны, чтобы справиться с дополнительной мощностью, которую можно легко извлечь из двигателей EJ. В высококачественном высокопрочном поршне будет использоваться материал повышенной прочности. Для большинства поршней это очень прочный алюминий из сплава 2618. Сплав выдерживает много злоупотреблений, но он, как правило, имеет более высокую скорость расширения, чем другой популярный поршневой сплав — алюминий 4032. Сплав 4032 отличается повышенным содержанием кремния. Хотя этот силикон снижает прочность поршня, он также снижает тепловое расширение поршня, обеспечивая при этом превосходную стабильность во времени.Если поршень из сплава 4032 соответствует требованиям к мощности, не отказывайтесь от него.
Наименее вероятным компонентом вращающегося узла в большинстве двигателей является коленчатый вал. Современные коленчатые валы OEM, которые используются в японских двигателях, почти все выкованы из очень хорошего материала. Например, мы выработали более 1000 л.с. на коленчатом валу Honda LS, подготовленном к гонкам. В большинстве случаев коленчатый вал не требуется для пуленепробиваемой защиты двигателя. Вместо этого, коленчатый вал на вторичном рынке будет правильным выбором, когда требуется штокер.Шатуны на вторичном рынке также могут быть отличным решением, когда невозможно найти заводской коленчатый вал в отличном состоянии.
Рабочий объем, частота вращения двигателя и давление в цилиндре — это три фактора, определяющие выходную мощность двигателя. Увеличьте любой из этих трех, не уменьшая два других, и вы получите больше мощности. Важно правильно различать мощность и крутящий момент. Хотя энтузиасты всегда предпочитают ссылаться на цифры мощности, увеличение удельного выходного крутящего момента двигателя гораздо более свидетельствует о дополнительной нагрузке на блок цилиндров.В то время как увеличение пиковых оборотов двигателя (красная линия) напрямую влияет на силу вращающегося узла. Термин «конкретный выходной крутящий момент» отличается от выходного крутящего момента тем, что термин «конкретный» означает, что рабочий объем двигателя является фактором. Удельный крутящий момент двигателя измеряется в фут-фунтах крутящего момента на литр. Для двигателя без наддува создание 100 фунт-фут крутящего момента на литр — очень хорошее достижение. Итак, допустим, вы начнете с 2,0-литрового двигателя, способного развивать максимальный крутящий момент в 200 фунт-фут.Если двигатель развивает этот крутящий момент при 5250 об / мин, он будет составлять 200 лошадиных сил. Если другой двигатель развивает этот крутящий момент при 7875 об / мин, он будет производить 300 лошадиных сил. В то время как второй двигатель производит на 50 процентов больше мощности, пиковое давление в цилиндрах между двумя двигателями будет почти одинаковым (вероятно, на несколько процентов выше во втором двигателе, поскольку дополнительное трение необходимо будет преодолеть при более высоких оборотах). Однако, если к двигателю добавить принудительную индукцию и удвоить удельный выходной крутящий момент, пиковое давление в цилиндрах также удвоится.Это повышение давления в цилиндре может вызвать растяжение крепежных элементов головки и растрескивание цилиндров. Что касается увеличения пиковых скоростей двигателя (красная линия) комбинации двигателей для увеличения мощности, дополнительные напряжения и деформации в основном передаются на шатуны, поршни и коленчатый вал. Увеличение красной линии с 7000 до 9000 об / мин (увеличение на 28,6%) увеличивает нагрузку на шатун на 65%.
Точная работа станка и правильная сборка двигателя имеют решающее значение для его производительности, эффективности и долговечности.Цилиндры должны быть как можно более идеально круглыми. Настилы должны быть как можно более плоскими с гладкой поверхностью. Основные цапфы должны находиться на одной оси с согласованными диаметрами. Когда допуски на отверстия и плоскостность поверхностей могут быть уменьшены, зазоры двигателя иногда можно безопасно уменьшить.
Хотя производитель может указывать определенный допуск для коленчатого вала, на самом деле чем прямее, тем лучше. Коленчатый вал со стоком 0,001 дюйма потребует 0.На 0005 дюймов больший зазор подшипника, чем у коленчатого вала с половинным биением (0,0005 дюйма). Если установить этот зазор на более узкую сторону с более прямым коленчатым валом, все основные подшипники смогут выдерживать большую нагрузку. Для мощных сборок в нашем механическом цехе Club DSPORT мы выберем коленчатый вал с биением менее 0,001 дюйма (предпочтительно менее 0,0005 дюйма). Затем мы сделаем прецизионную вертикальную линию с ЧПУ для расточки блока цилиндров. Этот процесс также уменьшает необходимый зазор, гарантируя, что все основные шейки идеально отцентрованы на одной оси.Некоторые новые и использованные блоки могут достигать 0,0015 дюйма от одного основного журнала до другого основного журнала.
Большинство проблем с блоками с муфтами возникает из-за неправильной обработки. Фрезерный станок с ЧПУ, подходящие инструменты, правильный оператор и достаточное количество времени — вот требования для беспроблемной установки.
Цель процесса хонингования цилиндров — сделать цилиндр идеально круглым, без конуса и с надлежащей отделкой. В то время как большинство механических мастерских изготовят 4-цилиндровую хонинговальную машину менее чем за час, у нас в машине был четырехцилиндровый блок на целый день, чтобы достичь максимально возможного уровня точности.Конечно, правильная «пластина крутящего момента» является обязательной для имитации точного искажения, которое произойдет после того, как головка будет затянута на место. Большинство производителей оригинального оборудования могут получить в блоке очень круглое отверстие без конуса. Однако при этом они не используют динамометрическую пластину. В результате, как только головка цилиндра закреплена болтами, происходит деформация отверстия цилиндра. Мы видели, как отшлифованный на заводе цилиндр имел конусность почти 0,002 дюйма и такую же округлость. В процессе точного хонингования можно получить конусность и овальность до 1/10 от этого уровня.Эти отверстия затем могут работать с более узкими зазорами между поршнем и отверстием, поскольку локальные узкие места удаляются из цилиндра. Это позволяет двигателю работать тише и потенциально обеспечивать лучшее кольцевое уплотнение для повышения производительности и эффективности. Если механический цех также предлагает услуги профилометра, качество обработки каждого отверстия может быть оптимизировано для обеспечения превосходного уплотнения, износа цилиндров и расхода масла. К сожалению, большинство механических цехов по-прежнему полагаются на визуальный осмотр и неоптимизированную процедуру X-числа ходов с камнем X-типа при определенной нагрузке.Поскольку характеристики материала отверстия могут варьироваться от цилиндра к цилиндру в одном и том же блоке, единственный способ получить одинаковую отделку на каждом цилиндре — это измерить чистоту с помощью профилометра и предпринять все необходимые шаги для достижения целей.
Что касается выравнивания поверхностей, то часто лучшим методом является шлифование или притирка. К сожалению, многие механические цеха не имеют необходимого оборудования для изготовления сверхгладких и сверхплоских поверхностей. Поверхность деки цилиндра и головка цилиндра обеспечивают наилучшее уплотнение с помощью многослойной стали (MLS), когда она настолько плоская и гладкая, насколько это возможно.Уплотнение прокладки головки также будет оптимизировано при использовании метода углового затяжки.
Сделать одноходовой или одноходовой двигатель с большой мощностью несложно. Будет достаточно наддува, топлива, искры и мощности. Спроектировать и построить двигатель, способный выжить на определенном уровне мощности во время определенного типа использования, является настоящей проблемой. Правильные части и процессы — ключ к успеху. Хотя теперь у нас есть отличное понимание того, что нужно, чтобы получить нижнюю часть двигателя в соответствии со спецификациями, имеет смысл только изучить топовые обновления двигателя, необходимые для пуленепробиваемой остальной части двигателя. Оставайтесь с нами.
Как очистить блок для коленчатого вала Stroker
Является ли шатун Stroker частью вашей следующей сборки? Этот заводской блок может нуждаться в массировании, чтобы подогнать его по размеру. Вот как можно увеличить объем вашего картера.
ДвигательStoker был популярен в течение многих лет, но есть некоторые подводные камни, которые могут укусить вас, если вы попытаетесь запустить двигатель с заводским блоком. Чем длиннее ход гребенки, тем больший конец стержня, естественно, отводится дальше к направляющим на любом блоке.Это может быть проблематично для стандартных заводских блоков, потому что им часто не хватает места для размещения дополнительной длины хода без столкновения с направляющей поддона или других областях в нижнем блоке или блоке картера, таких как нижняя часть цилиндра. Чаще всего возникает столкновение между гайкой болта штока или винтом с головкой и нижней частью цилиндра, прилегающей к направляющей масляного поддона или самой направляющей поддона. Чтобы это проверить, необходимо сделать макет сборки и определить, где шлифовать блок на зазор.
Stock Блоки с кривошипами ходового механизма часто нуждаются в очистке в нижней части цилиндров или на направляющих поддона, чтобы гарантировать, что кривошип и стержни ничего не задевают.Для этого создайте макет короткого блока со всеми восемью шатунами и поршнями, установленными на коленчатом валу. Это позволит вам медленно вращать сборку, чтобы увидеть, какие удары и где определить, что вы можете с этим сделать. На стандартном блоке вы, скорее всего, не сможете полностью повернуть кривошип на все 360 градусов, не задев что-нибудь.Хороший пример — 383 Chevy. Некоторые стандартные блоки справятся с этим, другие — нет. Часто это зависит от стержня и типа креплений. Стержни с болтом с головкой под ключ когда-нибудь будут очищены, но стержни с большими гайками болта наверняка столкнутся с натягом. В некоторых случаях некоторые болты штока также будут сталкиваться с кулачками, по крайней мере, на нескольких цилиндрах. Это становится более серьезной проблемой, но также является причиной для установки кулачка и набора времени для проверки зазора перед окончательной сборкой.
У этого заводского блока 350 не было проблем с направляющей поддона, но требовалось шлифовать выемку в нижней части цилиндра, чтобы очистить шток.Вы можете столкнуться с проблемой интерференции еще до того, как закончите издевательство над коротким блоком. Чтобы избежать этого, многие строители будут делать только один цилиндр за раз, используя соответствующий шток и поршень для этого цилиндра. Болт стержня или винт с головкой под ключ должны быть тщательно затянуты, но для этой процедуры не нужно затягивать. Используя этот метод, установите шток и поршень и медленно вращайте двигатель во время его хода. Отметьте любые помехи и используйте маркер с фетровым наконечником, чтобы обозначить, где потребуется шлифовка.Также обратите внимание на приблизительное количество измельчения, поскольку в некоторых случаях возможно повреждение водяной рубашки.
Стрелка указывает на то место, где стержень штанги пытается попасть в цилиндр. Требуется зазор.Поскольку вы будете собирать заново, чтобы проверить свою работу, рекомендуется использовать старый комплект подшипников, чтобы избежать попадания шлифовальной пыли на новые подшипники. Перед окончательной сборкой все придется тщательно очистить. Часто требуется несколько повторных сборок, чтобы наконец получить необходимый зазор.Работайте медленно, при необходимости используйте фонарик и раздвижное зеркало. Минимально допустимый зазор составляет 0,060 — 0,080 дюйма между всеми движущимися частями и блоком. Вы можете проверить это с помощью щупа или сварочного стержня соответствующей толщины. Причина использования зеркала — убедиться, что зазор не закрывается там, где его трудно увидеть или измерить.
С помощью этого строкера 383 SBC вы можете увидеть, что даже для маленьких болтов с головкой под ключ по-прежнему требовалась выемка с зазором в нижней части каждого цилиндра.Чтобы избежать попадания воды, всегда измельчайте только минимальное количество, необходимое для получения необходимого зазора. Он не должен быть красивым, но вы должны сгладить его так же, как при удалении заусенцев с блока. Если вы использовали маркер с фломастером, чтобы очертить область шлифования, обычно можно шлифовать, пока не вырежете леску, и этого будет достаточно; при условии, конечно, фактического измерения.
Если у вас есть поддон для защиты от ветра, возможно, потребуется отрегулировать его дальше от кривошипа или сделать в нем зазубрины, чтобы избежать контакта с вращающимся узлом.Сам шатун с меньшей вероятностью столкнется с натягом, но на всякий случай внимательно проверяйте все ходы, когда они проходят мимо основных перемычек и крышек коренных подшипников. Мы также видели случаи, когда кривошип сталкивался с натягом вокруг задней оси. Таким образом, в дополнение к визуальному осмотру вы также должны чувствовать и прислушиваться к крошечным ударам или скрежету, когда вы вращаете сборку в этой области. Все, что похоже на контакт металла с металлом, необходимо исследовать и исправить. После того, как вы завершили свои усилия по очистке, вы можете вернуться и отполировать некоторые области, прежде чем отправлять блок на тщательную очистку.Как вы можете легко понять, измельченные частицы — это последнее, что вы хотите, чтобы проплыли через вашу систему смазки.
Вот нижняя сторона блока Dart Big M для большого блока Chevy. Зазор для кривошипа до 4,250 предусмотрен с минимальной обработкой.Если у вас есть возможность заменить штанги или болты штанги, вы можете избежать некоторых утомительных шлифовальных работ, но не во всех случаях. Использование стержневых болтов с 10-гранными винтами с головкой меньшего размера — почти всегда благоприятный шаг.Это может не полностью решить проблему, но может означать меньшее измельчение и больше шансов избежать удара водяной рубашки. Еще одна вещь, которую следует проверить с помощью кривошипа толкателя, — это зазор поддона. Если вы используете стандартную масляную краску со встроенным сепаратором или поддоном для частичного удаления воздуха, вы можете обнаружить, что сборка толкателя в какой-то момент ударится о поддон. Поддон и поддон должны быть очищены путем измельчения, как и блок.
Этот небольшой блок Dart SHP имеет встроенный зазор направляющей поддона и выемки, обработанные для очистки стержней в нижней части цилиндров.Блоки вторичного рынка
Большинство блоков цилиндров послепродажного обслуживания уже имеют зазор для использования с ходовыми механизмами, и в них указывается, какой ход может выдержать блок. Но вы никогда не можете ничего предполагать, поэтому вы все равно должны выполнить соответствующие проверки, как описано выше. Это также относится к восстановленным блокам. Если вы изучите блок вторичного рынка, вы можете увидеть встроенные выемки, которые обеспечивают зазор для стержней. Это дает вам некоторое представление о том, где искать собственный блок, если вы все еще используете стандартный блок.Большинство блоков производительности OEM также предусматривают дополнительный зазор хода, но, опять же, проверка всегда является притчей во языцех.
Обратите внимание на дополнительную шлифовку на этом блоке для обеспечения зазора. Это те области, где вы столкнетесь с помехами.Учитывая популярность двигателей, эта дополнительная работа по очистке блока является небольшой платой за прирост мощности, который вы получите от дополнительного рабочего объема. При правильной очистке ваш двигатель должен без проблем работать на много миль в круизе или гонках.
Откровенный разговор о вашем станке для наплавки
Дэйв Монихан
Сегодня мы поговорим о машинах для шлифовки головок и блоков цилиндров. Эти машины бывают разных стилей и конфигураций, а также многих цветов. Есть ленточные шлифовальные машины, сухие шлифовальные машины, мокрые шлифовальные машины, протяжки и фрезы. Существуют разные конструкции от нижнего до верхнего типа. В этих машинах используются шлифовальные материалы с покрытием или формованные материалы, в некоторых используются твердосплавные материалы, а в более поздних стилях или моделях используется CBN или PCD, в некоторых используется охлаждающая жидкость, а некоторые работают всухую.Несмотря на эти различия, все они имеют две общие черты; они делают деформированную поверхность плоской, и им требуется такой же уход и внимание, когда дело доходит до ежедневного обслуживания, необходимого для поддержания их точности и надежности.
Начало работы
У всех этих станков есть станины или столы, на которые вы устанавливаете заготовку. Все они используют инструменты аналогичного типа для монтажа обрабатываемой детали. Этот инструмент должен быть квалифицирован для машины, чтобы обеспечить точную настройку.
Выравнивание машиныДля большинства машин вы сделаете четырехбалльный уровень.Я рекомендую использовать уровень Starret 12 дюймов. Прежде чем начать, вам необходимо убедиться, что ваш уровень откалиброван. Чтобы проверить, точен ли ваш уровень, просто поместите его на ровную поверхность и снимите показания. Затем переверните свой уровень на 180 градусов. Чтение должно повториться. Даже если пузырек не находится прямо посередине, пока показания повторяются, вы знаете, что уровень точный. Если этого не происходит, выполните быструю калибровку. Снимите показания, чтобы определить, насколько далеко отклонился уровень. Теперь отрегулируйте уровень, разделив разницу, когда он отключен.Снова установите уровень на поверхность, поверните его на 180 градусов и продолжайте регулировать, пока это не повторится. Теперь вы на уровне! Установите свой уровень на направляющих вашего станка или на монтажной поверхности стола. Отрегулируйте машину спереди назад, а также слева направо. Когда вы закончите, все поверхности должны быть выровнены. Перепроверьте, чтобы убедиться, что уровень повторяется. Если это повторяется во всех направлениях и пузырек теперь остается посередине, вы достигли уровня.
Верный стол
Теперь пора определить, работает ли таблица правильно.Установите циферблатный индикатор на магнитной основе в головку колеса и прикоснитесь им к поверхности стола. Двигайтесь по таблице влево и вправо, чтобы определить, соответствует ли таблица колесной головке. Таблица должна иметь значение меньше 0,002 дюйма на всем протяжении таблицы. Если стол выключен, вам необходимо проконсультироваться с производителем, чтобы получить процедуру исправления.
Проверка уровня масла
Это также хорошее время, чтобы проверить уровень масла в масленке под столом. Вы заметите деревянный валик, который действует как капиллярное устройство, которое покрывает маслом нижнюю часть плоской и v-образной части стола, обеспечивая смазочную пленку для движения стола во время движения.
Проверьте параллели
Теперь пришло время проверить параллели, чтобы увидеть, насколько они верны. Снова используя циферблатный индикатор и гранитную пластину, проведите параллели, чтобы определить, верны ли они. Если они изнашиваются, обрабатываемая деталь не будет правильно выровнена. Возможно, вам придется обработать их на станке Bridgeport или другом промышленном станке.
Обозначение зажимов для переворачивания головки блока цилиндров / блокаТеперь обозначим фиксаторы опрокидывания ГБЦ / блока.Проверьте их так же, как вы делали для таблицы и параллелей. Опять же, вы можете вносить исправления в машину Бриджпорта. Затем вам нужно указать полосу переворачивания, чтобы убедиться, что она не согнута. Вы можете быть удивлены, обнаружив, что эти монтажные компоненты не соответствуют действительности. Но лучше знать, где вы находитесь, чем гадать, где вы окажетесь. Вот почему вы читаете эту статью. Лучше поздно, чем никогда. Помните, что если ваши инструменты верны, то ваша работа будет правдой.
Очистите инструмент от заусенцев
Всегда удаляйте заусенцы с инструмента с помощью камней для удаления заусенцев, так как это поможет счистить зазубрины и другие дефекты, образовавшиеся во время настройки.Также удалите заусенцы со стола, чтобы удалить дефекты, которые повлияют на настройку вашего инструмента и в конечном итоге повлияют на готовую деталь. После того, как весь инструмент будет измерен и откорректирован, вы можете переустановить его, зная, что ваша следующая работа на поверхности будет настроена точно.
Осмотрите шлифовальную головкуБольшинство шлифовальных головок крепятся с помощью конического шпинделя и контргайки. Когда вы заменяете камни, самое время удалить и прочистить все отверстия для болтов.Вам нужно будет вставить метчик в резьбовые отверстия, чтобы удалить накопившийся мусор. Также проверьте клиновые блоки на предмет зазубрин и заусенцев. При необходимости удалите заусенцы. Снова установите головку и установите новые камни, убедитесь, что на ваших новых камнях есть хорошие промокашки. Никогда не устанавливайте точильный камень без промокательной бумаги. Промокательная бумага заполняет любой зазор и предотвращает расшатывание камней во время шлифовки. Затяните болты, стараясь не затягивать слишком сильно, чтобы камни не сломались.
Внимание! Никогда не допускайте, чтобы выступ камня выступал под зажимные клинья более чем на 1–1 / 4 дюйма.Если вы это сделаете, вы можете увидеть несколько осколков в гипсокартоне или, что еще хуже, на вашем лице. Как всегда, надевайте защитные очки или защитную маску для лица. Всегда будь в безопасности! После того, как вы правильно установили новые камни, запустите колесную головку. Включите охлаждающую жидкость и дайте ей поработать около двух минут. Выключите все и перепроверьте сегменты. При необходимости затяните еще раз. Снова запустите машину и еще раз проверьте болты, и вы должны быть готовы к работе.
Правильно одевать камни для долгой жизниОбработка камней осуществляется с помощью приспособления для правки в форме звезды, обычно устанавливаемого на головку колеса.Этот комод предназначен для декорирования сегментов или камня в соответствии с требованиями производителя. Помните, что комод звездчатый предназначен для вращения. Если он не вращается, сразу купите новый. Если ваша машина оборудована алмазным шлифовальным станком, убедитесь, что у алмаза есть острый конец, и регулярно вращайте его. Имейте в виду, что ваша техника правки может повлиять на работу шлифовального круга. Быстрая правка дает больше шлифовальных способностей, но может пострадать отделка.Медленная правка даст вам законченный вид, но это может вызвать нагрузку на колесо и потребовать дополнительной правки. Отрегулируйте свою технику в соответствии с типом шлифуемого материала.
Очистите резервуар для охлаждающей жидкости
Если в вашей машине используется охлаждающая жидкость, потратьте время на очистку резервуара для охлаждающей жидкости, протрите стол и слейте обратно бортики. Используйте микробиостат, чтобы уничтожить или убить бактерии. Именно бактерии вызывают запах в вашем магазине, особенно в более влажные месяцы.Если вы будете правильно смешивать охлаждающую жидкость и периодически очищать резервуар, этот неприятный запах не будет распространяться по вашему магазину.
Умный способ промыть заготовку, а также внутреннюю часть шлифовального станка — это прикрепить разрезной тройник к линии подачи охлаждающей жидкости и присоединить небольшой отрезок садового шланга с распылительной насадкой. Это позволяет ополаскивать все участки после каждой работы. Не торопитесь, чтобы промыть шланги охлаждающей жидкости, поскольку они также содержат бактерии. И не забудьте протереть брызговики или занавески.
Если ваша машина оборудована гидравлическим столом, вам необходимо периодически проверять уровни гидравлической жидкости и очищать или заменять фильтр гидравлической жидкости. Если ваша машина оснащена механической подачей, вам необходимо отрегулировать ременной привод. Если это прямой привод, вам необходимо проверять жидкость в коробке передач каждые полгода.
Регулировка наклона машиныНаклон вашей машины необходимо отрегулировать в соответствии с инструкциями производителя.Все шлифовальные машины имеют переднюю кромку относительно положения шлифовального круга. Обычно шлифовальная головка наклонена от 0,005 до 0,015 дюйма слева направо и от нуля спереди назад. Всегда проверяйте руководство, чтобы узнать, как отрегулировать угол наклона вашей машины. Если вы испытываете перетаскивание или обратный разрез, это признак того, что наклон головки не отрегулирован.
Старые станки с твердым шлифовальным кругом требуют аналогичного обслуживания, такого как очистка охлаждающей жидкости, проверка отверстий для болтов на предмет их чистоты, удаление ржавчины или окалины с монтажной поверхности перед установкой нового круга.
Если у вас есть протяжка, это значит, что у вас есть твердосплавные наконечники, которые режут. Эти наконечники должны быть острыми и правильно установлены. Установите индикатор часового типа с магнитной базой и настройте их в соответствии с инструкциями производителя. Хорошее практическое правило — все наконечники должны быть в пределах 0,0005 ″ для надлежащей отделки. Имейте в виду, что протяжки очень чувствительны к уровню. Вы должны пройти полный четырехбалльный уровень, чтобы достичь желаемых результатов.
CBN и PCD, новые альтернативыВ последние десять лет при резке железа наблюдается большой спрос на CBN (кубический нитрид бора).Некоторые машины — это просто мокрые шлифовальные машины, переоборудованные для использования бит CBN. Другие были разработаны для резки CBN. Настройка критична при использовании CBN. Агрессивное резание напрямую зависит от того, насколько точна настройка и насколько добросовестен оператор.
CBN, сверхтвердый режущий материал, состоящий из поликристаллического кубического нитрида бора с металлической или керамической связкой, в основном используется для обработки закаленных черных металлов. Он доступен либо в виде наконечника, припаянного к держателю твердосплавной пластины, либо в виде цельной пластины.
CBN имеет свои ограничения. Ему нравится резать большие объемы материала без перерыва. Угадай, что? Средняя головка цилиндра или блок имеет много отверстий, которые прерывают режущее действие резца. Имея это в виду, еще более важно иметь правильные скорости и подачу на вашем шлифовальном станке для регулировки для обработки головок цилиндров и блоков. CBN должен приводиться в движение жесткими станками с надежными удерживающими приспособлениями. Как я уже говорил ранее, некоторые машины CBN просто переделаны в мокрые шлифовальные машины, а другие сконструированы как машины CBN.Но не все наконечники CBN одинаковы. Чистота содержания CBN отделяет цену от качества. Я рекомендую наконечники из CBN с титановым покрытием из-за того, что на наконечнике остаются следы после обработки детали. Кроме того, титановое покрытие продлевает срок службы. Эти наконечники можно поворачивать примерно каждые 2-3 градуса, чтобы продлить срок службы наконечника. Кроме того, если вы используете твердый наконечник CBN, после износа одной стороны вы просто переверните его и используйте снова. Важно, чтобы при вращении наконечника держатель был чистым, а удерживающий палец — здоровым.Нет ничего хуже, чем когда ваша машина бросит где-нибудь в магазине биту за 250 долларов, потому что, скорее всего, вы ее не найдете. CBN также можно затачивать. Если наконечник не сломан, его можно притереть обратно в соответствии со спецификацией, что продлит срок службы наконечника.
PCD (поликристаллический алмаз) — это сверхтвердый инструментальный материал (подложка), состоящий из синтетического поликристаллического алмазного наконечника, припаянного к держателю твердосплавной пластины. В основном используемый для обработки цветных металлов на высоких скоростях, PCD был разработан специально для обработки алюминия.CBN смазывает алюминий только при удалении металла, не производя необходимой отделки, которую требуют современные алюминиевые головки. Чтобы продлить срок службы инструмента, используйте соответствующую смазку.
Держите инструменты в порядкеОчень важен хорошо организованный инструментарий. Если вам придется гоняться по магазину в поисках необходимых болтов, шайб и гаек тройников, это просто добавляет время работе. Либо получите доску для инструментов от производителя, либо постройте доску для инструментов прямо рядом с машиной.Проверьте монтажное оборудование на наличие зазубрин, заусенцев и повреждений резьбы и при необходимости замените или отремонтируйте. Нет ничего хуже, чем работа, выброшенная из станка из-за отказа инструмента из-за недостаточного обслуживания.
Вы можете подумать, что все, что я проповедую, — это поддержание, обслуживание и еще больше обслуживания. Однако без постоянного обслуживания ваших машин вы не получите желаемых результатов, которые ожидают ваши клиенты, когда дело касается поверхностной обработки их компонентов. Помните, что чистая и ухоженная машина прослужит долгие годы безупречной службы.К тому же, когда придет время обновлять, он будет иметь большую стоимость при перепродаже.
Не забывайте, если у вас есть дополнительные вопросы, обращайтесь в технический отдел Goodson по телефону 1-800-533-8010.
советов по борьбе с бруксизмом или скрежетом зубами
Бруксизм — это непроизвольное сжатие и скрежетание зубами. При бруксизме сна это сильное измельчение происходит, когда человек спит. Сонный бруксизм чаще всего встречается у детей, подростков и молодых людей, но может поражать людей любого возраста.
Во время сна люди обычно не осознают, что они скрипят зубами, и могут оказывать значительное давление — до 250 фунтов силы — которое может стирать зубы, вызывать боль в челюсти и шее, вызывать головные боли и вызывать долгосрочные проблемы. с височно-нижнечелюстным суставом (ВНЧС).
Хотя не существует лекарства, полностью прекращающего скрежетание зубами, лечение может уменьшить его частоту, уменьшить его воздействие и облегчить симптомы. Кроме того, советы по уходу в домашних условиях могут помочь справиться с бруксизмом во сне.
Когда вам следует обратиться к врачу по поводу сонного бруксизма?
Если при скрежетании зубами у вас возникает боль во рту, челюсти или шее, вам следует поговорить с врачом или стоматологом. Бруксизм во сне может нанести серьезный вред вашему здоровью полости рта и сна, и специалист в области здравоохранения может помочь предотвратить более серьезные проблемы в будущем.
Врач или стоматолог также могут определить, происходит ли скрежетание зубами вместе с другими состояниями, такими как обструктивное апноэ во сне (СОАС) или гастроэзофагеальная рефлюксная болезнь (ГЭРБ), что может потребовать дальнейшего обследования или лечения.
Лечение бруксизма сна
Лечение бруксизма во сне может включать в себя несколько компонентов, как для облегчения боли, так и для снятия других симптомов, а также для уменьшения тяжести скрежета зубами и его возможных последствий.
Хотя есть меры, которые вы можете предпринять дома, чтобы помочь со скрежетом зубами, важно поговорить со своим стоматологом или врачом, который порекомендует оптимальное лечение в вашей конкретной ситуации.
Устранение боли и других симптомов
Сжимание и скрежетание зубами в ночное время может вызвать напряжение во рту и челюсти, а также вызвать раздражение мышц шеи.Уменьшение этой боли может быть важной частью лечения бруксизма сна.
Советы по уходу на дому для борьбы с бруксизмом во сне
Несколько советов по домашнему уходу могут помочь предотвратить и устранить раздражение зубов, челюсти и шеи от бруксизма сна:
- Избегайте твердой пищи, такой как орехи, попкорн и многие леденцы
- Будьте осторожны с арахисовым маслом и другими липкими продуктами, которые трудно пережевывать
- Жевательную резинку нельзя жевать
- Отрегулируйте положение для сна или подушку для дополнительной поддержки головы и шеи
- Используйте горячий компресс или пакет со льдом, чтобы облегчить боль
Упражнения для полости рта, чтобы справиться с бруксизмом во сне
Несколько упражнений для рта могут помочь уменьшить боль и улучшить диапазон движений челюсти.
Одно упражнение, которое, как было доказано, расслабляет мышцы, участвующие в скрежетании зубами, включает следующие шаги:
- Шаг 1. Осторожно закройте губы, не допуская соприкосновения верхних и нижних зубов
- Шаг 2. Прижмите язык к нёбу, не касаясь зубов
- Шаг 3: Удерживайте это положение как можно дольше
Другое упражнение, предназначенное для помощи в движении челюсти:
- Шаг 1. Положите руки на суставы ВНЧС (там, где соединяется нижняя челюсть)
- Шаг 2. Медленно откройте рот
- Шаг 3. Держите рот открытым в течение 5-10 секунд
- Шаг 4: Медленно закройте рот
- Выполнять 3 раза в день, тренируясь каждый раз по 10 минут
Несколько минут этих упражнений несколько раз в день могут помочь расслабить и растянуть мышцы, участвующие в шлифовании и сжатии зубов.
Чтобы разработать конкретный режим упражнений, поговорите со своим врачом или стоматологом. Направление к физиотерапевту может дать возможность поработать руками над созданием режима упражнений для рта. Это поможет вам правильно выполнять упражнения, чтобы избежать травм и добиться максимального расслабления мышц.
Массаж
Некоторым пациентам помогает массаж головы и шеи для снятия мышечного напряжения и снятия болевых точек, связанных со скрежетом зубами. Массажист или физиотерапевт может провести массаж или продемонстрировать техники, которые можно использовать дома для расслабления челюсти и близлежащих мышц.
Медицинские и стоматологические методы лечения бруксизма сна
Не всем, кто страдает бруксизмом во сне, необходимо лечение, но при частых симптомах утренних головных болей и болей в челюсти, неосвежающего сна или риска длительного повреждения зубов можно рассмотреть ряд вариантов лечения.
Каппы
Каппы, иногда называемые ночной защитой или зубными шинами, носят во время сна для предотвращения скрежета зубами. Эти мундштуки удерживают челюсть в определенном положении и / или создают барьер, чтобы свести к минимуму повреждение зубов от шлифования.Некоторые каппы также позволяют челюсти слегка приоткрыть, позволяя жевательным мышцам (жевательным мышцам) расслабляться всю ночь. Капы могут закрывать весь набор верхних или нижних зубов или, в некоторых случаях, просто закрывать меньшую часть рта пациента.
Другой тип мундштука — устройство для выдвижения нижней челюсти (MAD), которое наиболее известно своим использованием для уменьшения хронического храпа и легкого обструктивного апноэ во сне. MAD удерживается на месте зубами и перемещает нижнюю челюсть вперед, помогая держать дыхательные пути открытыми и в некоторых случаях ограничивая степень скрежета зубами.Это обычно используется, когда бруксизм присутствует с апноэ во сне.
Некоторые каппы и мундштуки продаются без рецепта и могут быть отрегулированы по размеру вашего рта, но многие пациенты получают индивидуальные каппы, изготовленные стоматологом.
Хотя каппы не излечивают бруксизм во сне, они могут уменьшить его воздействие, уменьшить износ зубов, уменьшить утренние головные боли и улучшить качество сна.
Снижение стресса
Стресс — частая причина скрежета зубами, поэтому методы релаксации — естественный способ помочь.Использование методов релаксации может быть важной частью гигиены сна, а улучшение сна может дать человеку возможность более здоровым образом реагировать на стресс.
Лекарства
В некоторых трудно поддающихся лечению и тяжелых случаях, которые сохраняются, несмотря на традиционное лечение, медицинский работник может рассмотреть возможность приема лекарств. Лекарства от бруксизма могут быть неэффективными, и все они могут иметь побочные эффекты. При сильном скрежете зубами можно рассмотреть несколько видов лекарств, в том числе инъекции ботокса.Эти лекарства работают, пытаясь снизить активность лицевых мышц. Обсудите риски и преимущества вариантов лечения бруксизма со своим врачом до начала лечения.
Советы партнерам по постели людей, которые скрипят зубами
Партнеров по постели часто отвлекает шум скрежета зубов, и им трудно высыпаться. Несколько шагов могут помочь избежать этого нарушения и лучше спать:
- Побуждение партнера обратиться к врачу или стоматологу для лечения
- Ношение берушей или наушников, чтобы заблокировать звуки скрежета зубов
- Используйте вентилятор или машину белого шума для создания фоновых звуков, которые делают скрежет зубов менее заметным
- Была ли эта статья полезной?
- Да Нет
| Код | Описание | Цена |
|---|---|---|
| ОЧИСТКА | ||
| 510 | Литой блок Clean and magnaflux | 75.00 |
| 501 | Обжечь и очистить листовой металл (крышки клапанов, крышка привода ГРМ, масляный поддон) | 50,00 |
| 503 | Прожиг и очистите Впускной канал чугуна | 35,00 |
| 509 PREP | Блок подготовки — Подшипник кулачка в комплект не входит (ВНУТРЕННИЙ ВИД) Морозильные пробки с очисткой-magnaflux-hone-install / подшипник кулачка | 125,00 |
| 513 | Блок подготовки — Подшипник кулачка в комплект не входит (ИМПОРТ) Морозильные пробки с очисткой-magnaflux-hone-install / подшипник кулачка | 125.00 |
| Если блок не имеет кулачковых подшипников или балансирных подшипников — | 95,00 | |
| 515 | Блок подготовки — (LS Chevy) Включает комплект для головной боли Не включает кулачковые подшипники | 175,00 |
| 342 | Тестовый блок SIMS | 125,00 |
| БЛОК | ||
| 550 | Соберите короткий блок (обработка не требуется) V8, V6, рядные 6 цилиндров, 4 цилиндра Двигатели | 480.00 |
| 532 | Блокировка кривошипа | 150,00 |
| 534 | Разборный блок | 195,00 |
| 500 | Блок расточки и хонинговальная головка — на цилиндр | 15,00 |
| 502 | Цилиндры для удаления глазури — на цилиндр flex hone — блок должен быть чистым | 15,00 |
| 504 | Установите каждую чугунную втулку | 150.00 |
| 511 | Морозильные пробки и установка | 40,00 |
| 520 | Блок для выравнивания / шлифования | 150,00 |
| 506 | Установите подшипник кулачка (легковой грузовик) каждый | 20,00 |
| 508 | Установите подшипник кулачка (MD Truck-Tractor-Ind.) Каждый | 20,00 |
| 512 | Установите подшипник кулачка (5.3,6.0 Chevy) (5.7 Hemi) | 95.00 |
| 522 | Фрезерный блок (V-6 или V8) | 95,00 |
| 523 | Фрезерный блок (4-цилиндровый или рядный 6-цилиндровый) | 85,00 |
| 535 | Снимите болт с утопленной головкой | 160,00 |
| 536 | Удаление деталей из блока (листовой металл, воздухозаборники и т. Д., Включая утилизацию масла и фильтров) | 150,00 |
| ШАТУНЫ | ||
| 400 | Поршень с крюком и шток — каждый | 12.00 |
| 402 | Установите втулку пальца — каждая (втулка в комплект не входит) | 20,00 |
| 404 | Установите новые болты штока и измените размер (болты в комплект не входят) на шток ** поршни должны быть отцеплены | 20,00 |
| 405 | Ремонтный стержень — каждый | 12,00 |
| КОЛЕНЧАТЫЕ ВАЛЫ | ||
| 200 | Шлифовальный рычаг | 75.00 |
| 211 | Grind Crank (импорт) | 75,00 |
| 210 | Grind Crank — Big Block Chevy (396, 454, 366) | 125,00 |
| 203 | Журнал сварки | 75,00 |
| 206 | Упор под сварку | 90,00 |
| 201 | Польский кривошип | 40,00 |
| CAMS | ||
| 101 | Заточка кулачка покупателя или сменный неколдат | 50.00 |
| 102 | Заточка кулачка клиента или сменного ролика | 75,00 |
| ГОЛОВКИ ЦИЛИНДРОВ | ||
| VJ40 | Работа клапана V-6 OHV Литой или алюминий включает наплавку | 180.00 плюс детали |
| VJ45 | Valve Job V-8 OHV Cast Iron — каждая включает наплавку | 180.00 плюс детали |
| VJ46 | Работа клапана 4-цилиндровый верхний клапан из чугуна или алюминия — каждый включает наплавку | 180.00 плюс запчасти |
| VJ47 | Работа клапана OHV, рядный 6-цилиндровый чугун включает наплавку | 180.00 плюс детали |
| VJ50 | Работа клапана 4 цил. Volkswagen (20-клапанный) Алюминий Ea. Включает наплавку | 350,00 |
| VJ62 | Valve Job V-6 DOHC (12 клапанов на головку) Алюминий Ea. Включает наплавку | 275.00 плюс запчасти |
| VJ64 | Работа клапана 4 цил. SOHC (12 клапанов) Алюминий Ea. Включает наплавку | 275.00 плюс запчасти |
| VJ65 | Работа клапана 4 цил. DOHC (16 клапанов) Алюминий Ea. Включает наплавку | 275.00 плюс запчасти |
| VJ66 | Valve Job 6 Cyl. DOHC (12 клапанов) Алюминий Ea. Включает наплавку | 275.00 плюс запчасти |
| VJ67 | Valve Job 6 Cyl. DOHC (24 клапана) Алюминий Ea. Включает наплавку | 300.00 плюс запчасти |
| 302 | Испытание под давлением 2-3-4 Головка блока цилиндров со снятым кулачком на головках OHC | 100,00 |
| 303 | Испытание давлением рядная 6-цилиндровая головка со снятым кулачком на головках OHC | 100,00 |
| 326 | Работа по снятию кулачка для испытания давлением или поверхности | 30.00 |
| 308 | Стан 3, 4-цилиндровая головка со снятым кулачком на головках OHC | 75,00 |
| 310 | Фрезерная рядная 6-цилиндровая головка со снятым кулачком на головках с верхним расположением цилиндров | 75,00 |
| 316 | Новое седло клапана 1-е седло — каждое | 20,00 |
| 317 | Повернуть седло клапана после 1-го седла — каждое | 10,00 |
| 318 | Замените седло 1-го клапана (чугунная головка) — только работа | 30.00 |
| 319 | Замените каждое дополнительное сиденье (чугунная головка) | 10,00 |
| 320 | Замените седло 1-го клапана (алюминиевая головка) — только рабочие | 30,00 |
| 321 | Замените каждое дополнительное сиденье (алюминиевая головка) — только работа | 25,00 |
| 324 | Установите направляющую 1-го клапана (чугунная головка) — только работы | 25,00 |
| 325 | Установите каждую дополнительную направляющую клапана (чугунная головка) | 12.00 |
| 327 | Замените направляющую (алюминиевая головка) НЕ НАГРЕВАЕТСЯ — каждый | 20,00 |
| 328 | Заменить направляющую (алюминиевая головка) с подогревом — каждая | 35,00 |
| 329 | Замените дополнительную направляющую (алюминиевая головка) с подогревом | 10,00 |
| 331 | Ремонт резьбы отверстия свечи зажигания — каждый | 95,00 |
| 333 | Удалите сломанный болт или шпильку | 95.00 |
| 334 | Установите катушку Heli | 95,00 |
| 336 | Ремонт трещин — Сварка головки блока цилиндров | 125,00 |
| 337 | Установите заглушки для замораживания — на головку | 25,00 |
| 340 | Установите шпильку коромысла (включая шпильку) — каждая | 30,00 |
| 309 | Reface Valve — каждый | 20,00 |
| 350 | Положение кулачка совмещения (алюминиевая головка) | 150.00 |
Инструменты для дома и сада и оборудование для мастерской Шлифовальные круги и отрезные диски 8 шт. 1/4 «большая головка НАБОР КАРБИДНЫХ ВОРОТ Шлифовальные стальные биты напильников
Инструменты для дома и сада и оборудование для мастерской Шлифовальные круги и отрезные диски 8 шт. 1/4 дюйма с большой головкой с твердосплавными заусенцами в ассортименте шлифовальные стальные фрезы для песочного файла8шт 1/4 » с большой головкой с твердосплавными заусенцами в ассортименте шлифовальные роторные стальные биты для песочных файлов, в ассортименте, измельчить набор роторных стальных битов для песочного напильника 8 шт. 1/4 «с большой головкой, набор роторных стальных заусенцев, 8 шт. 1/4» с большой головкой, роторные стальные заусенцы, шлифование и т. д., 8 различных форм, используемых для шлифования и формовки стали, Чугун, латунь, медь, получите большую экономию, бесплатные подарки делятся каждый день, заказывайте онлайн, со скидкой, БЕСПЛАТНАЯ доставка и обмен, легкий возврат..
Медь, латунь, полировка, шлифование и резка : UPC: : не применяется ,. Полировка, орбитальная шлифовальная машина, например, коробка без печати или полиэтиленовый пакет. См. Список продавца для получения полной информации. См. Все определения условий : Тип: : Шлифовальный круг , Количество элементов в наборе: : 8 : Количество в упаковке: : 8 , Бренд: Без товарного знака : MPN: : Не применяется , Подходит для: : Воздушный компрессор, вращающийся инструмент : Степень шлифования : : Очень грубая , Применение: : Резка, воздушная дрель и т. Д.. Состояние: Новое: Совершенно новый неоткрытый шлифовальный качающийся инструмент, неповрежденный предмет в оригинальной упаковке (если применима упаковка). Упаковка должна быть такой же, как в розничном магазине. Шлифование / шлифование, 8 шт. 1/4 дюйма с большой головкой НАБОР КАРБИДНОЙ ЗАСЛОНКИ в ассортименте шлифовальные стальные биты для шлифования песочного файла. 8 различных форм. Используется для шлифования и формовки стали, за исключением случаев, когда изделие изготовлено вручную или не было упаковано производителем в нерозничную упаковку. , Угловая шлифовальная машина, чугун, не использовалась.
8pc 1/4 «Набор карбидных заусенцев с большой головкой для измельчения песчаных напильников, роторные стальные биты в ассортименте
Apple iPod shuffle 2 ГБ четвертого поколения, модель 2015 г. Pink MKM72J / A F / S ЯПОНИЯ.Подробная информация о пробка для винной бутылки, вакуумная пробка, электрическая разливочная машина для вина, умный аэратор для вина, оригинальный новый 9-дюймовый сенсорный экран планшета, датчик панели для планшета XELIO P900A-BK. Подробная информация о Donald Trump-Fuck-Your-Feelings Mug Забавная керамическая кофейная кружка в подарок для мужчин и женщин, украшение для баннера с серебряным голографическим флагом на 25-й день рождения / годовщину, силиконовые стержни для зубов для прорезывания зубов, массажер для прорезывания зубов для прорезывания зубов, массажер для младенцев, фирменный круглый коврик для пола, традиционный современный дизайн ковра Ассорти размеров Multi 258, 8pc 1/4 «Большая головка НАБОР КАРБИДНЫХ ЗАЖИМОВ измельчить песочный файл роторные стальные биты в ассортименте , переходник для разветвителя 100x подходит для шлангов 4/7 мм. Зубчатая часть и часть для орошения сада.Рождество Xmas DIY Съемные оконные наклейки Художественные наклейки Фестиваль Домашний магазин Декор, Fiestaware Павлинья квадратная крытая коробка Fiesta Belk Пенсионная синяя коробка для безделушек. Pet Puppy Маленькая собака Кошка-переноска Комфортная дорожная сумка через плечо Рюкзак слинг. CreativePF 6 Открывающаяся мульти-черная фоторамка 5×7 с черным ковриком для коллажей 10×32, подвесной радужный мобиль Suncatcher с эффектом витража 13 см, органайзер для стойки из латуни и стекла Gisela Graham. 8pc 1/4 «НАБОР КАРБИДНЫХ ВОЛОС с большой головкой для измельчения песочного напильника, разные стальные биты , Металлические питьевые трубочки премиум-класса из нержавеющей стали Многоразовая соломка для барбекю для коктейльных вечеринок,
8 шт. 1/4 «большая головка НАБОР КАРБИДНЫХ ЗАЖИМОВ, шлифовальные стальные биты для файлов с песком, в ассортименте
8pc 1/4 «НАБОР КАРБИДНЫХ БОРОТ с большой головкой шлифовальные стальные биты для шлифования песочного напильника в ассортименте
8 шт.