Значение слова «Деталь» в 10 онлайн словарях Даль, Ожегов, Ефремова и др.
Поделиться значением слова:ж. или мн. детали, в художествах, принадлежности, части или подробности в отделке, мелочи, частности.
ДЕТАЛЬ, -и, ж. I. Мелкая подробность, частность. Изложить со всеми деталями. 2. Часть механизма, машины, прибора, а также вообще какого-н. изделия. Тракторные детали. Детали одежды. || прил. детальный, -ая, -ое (ко 2 знач.; спец.).
Ударение: дета́ль ж.
- Мелкая подробность, частность.
- Отдельный элемент, составная часть (какого-л. предмета, костюма, сооружения и т.

- Часть механизма, машины, прибора и т.п.

дета́ль
ж., заимств. через нем. Detail или прямо из франц. détail – то же от détailler «отделять, разрезать»; см. Клюге-Гётце 102; Гамильшег, EW 310.
ДЕТА́ЛЬ, детали, ·жен. (·франц. detail).
1. Мелкая подробность, частность (·книж. ). Нарисовать дом со всеми деталями. Детали этого дела мне неизвестны.
2. Мелкая часть машины (тех.). Заказать детали для станков. Курс деталей машин.
подробность, частность, часть, доля, тонкость, детальность, доскональность; элемент, компонент, звено, схема, устройство, изделие, обрабатываемый предмет; деталька, притычка, модульон, амалака, пентименто, гаспис, тонкое обстоятельство, толстый намек на тонкое обстоятельство, трак, наворот, клавус, аксессуар, мелочь, деталюшка, мулюра, крабб, фитинг, тройник, уточнение, стенсиль
(от франц. detail, букв. — подробность), в технике — изделие, изготовленное без применения сборочных операций. Деталью называются также изделия, подвергнутые защитным или декоративным покрытиям или изготовленные из одного куска материала пайкой, склейкой, сваркой и т. п.
detail, букв. — подробность), в технике — изделие, изготовленное без применения сборочных операций. Деталью называются также изделия, подвергнутые защитным или декоративным покрытиям или изготовленные из одного куска материала пайкой, склейкой, сваркой и т. п.
сущподробность, частность, тонкость, мелочь
автодеталь, аксессуар, амалака, гаспис, деталька, деталюшка, клавус, крабб, мелочь, микродеталь, модульон, мулюра, пентименто, подробность, радиодеталь, стеклодеталь, стенсиль, стройдеталь, тонкость, трак, тройник, уточнение, фитинг, частность
дета́ль,
дета́ли,
дета́ли,
дета́лей,
дета́ли,
дета́лям,
дета́ль,
дета́ли,
дета́лью,
дета́лями,
дета́ли,
дета́лях
и, ж.
1. Мелкая подробность, частность. Важная д. Уснащать рассказ ненужными деталями. Детальный — подробный, со всеми деталями.||Ср. ШТРИХ» title=’ШТРИХ, ШТРИХ это, что такое ШТРИХ, ШТРИХ толкование’>ШТРИХ.
2. Часть механизма, машины, прибора. Д. автомобиля. Деталька (разг.) — мелкая д.||Ср. ИНГРЕДИЕНТ, КОМПОНЕНТ, ЭЛЕМЕНТ.
Сканворды, Энциклопедический словарь, Толковый словарь, Академический словарь, Сборник слов и иносказаний, Орфографический словарь, Трудности произношения и ударения, Формы слов, Синонимы, Тезаурус русской деловой лексики, Идеография, Морфемно-орфографический словарь, Этимологический словарь, Словарь галлицизмов, Словарь иностранных слов, Грамматический словарь, Слитно. Раздельно. Через дефис, Методические термины, Антонимы
толковый словарь Раздельно. Через дефис, Методические термины, Антонимы
Раздельно. Через дефис, Методические термины, АнтонимыI ж.
Часть механизма, машины, прибора и т.п.
II ж.
1. Мелкая подробность, частность.
2. Отдельный элемент, составная часть (какого-либо предмета, костюма, сооружения и т.п.).
ДЕТА́ЛЬ — сущ., ж., употр. сравн. часто
Морфология: (нет) чего? дета́ли, чему? дета́ли, (вижу) что? дета́ль, чем? дета́лью, о чём? о дета́ли; мн. что? дета́ли, (нет) чего? дета́лей, чему? дета́лям, (вижу) что? дета́ли, чем? дета́лями, о чём? о дета́лях
1. Деталью называют мелкую подробность.
Обсудить детали. | Деталь биографии. | Он рассказал всё, что знал о ней, в мельчайших деталях.
2. Если вы входите в детали, значит, вы пытаетесь изучить или объяснить что-либо очень подробно, досконально.
Не будем входить в детали.
3. Деталью называют часть изделия, механизма, прибора, а также вообще составную часть чего-либо.
Велосипедная деталь. | Деталь заводского изготовления. | Разобрать на детали. | Мировое машиностроение ещё не знает применения подобных деталей. | Запонки — важная деталь вечернего мужского костюма.
толковый словарь ушакова
ДЕТА́ЛЬ, детали, жен. (франц. detail).
1. Мелкая подробность, частность (книжн.). Нарисовать дом со всеми деталями. Детали этого дела мне неизвестны.
2. Мелкая часть машины (тех.). Заказать детали для станков. Курс деталей машин.
толковый словарь ожегова
ДЕТА́ЛЬ, -и, жен.
1. Мелкая подробность, частность. Изложить со всеми деталями.
2. Часть механизма, машины, прибора, а также вообще какого-н. изделия. Тракторные детали. Детали одежды.
| прил. детальный, -ая, -ое (ко 2 знач.; спец.).
толковый словарь даля
ДЕТАЛЬ — жен. или мн. детали, в художествах, принадлежности, части или подробности в отделке, мелочи, частности.
или мн. детали, в художествах, принадлежности, части или подробности в отделке, мелочи, частности.
популярный словарь
Деталь
[де], -и, ж.
1) Мелкая подробность, частность.
Изложить все в деталях.
Оживить рассказ деталями.
Уточнить детали военной операции.
Синонимы:
обстоя́тельство, то́нкость
2) Мелкая часть механизма, машины, прибора.
Запасные детали.
Строительная деталь.
Декоративная деталь.
Синонимы:
элеме́нт
Родственные слова:
дета́льный, детализи́ровать, детализова́ть, автодета́ль, радиодета́ль
Этимология:
От французского détail ‘деталь’, ‘мелочь’, ‘розничная мелочная торговля’ (← détailler ‘отделять’, ‘разделять’). В русском языке — с середины XIX в.
Энциклопедический комментарий:
Художественная деталь — выразительная подробность в произведении, несущая значительную смысловую и идейно-эмоциональную нагрузку: предмет быта, интерьера, подробность пейзажа, портрета, действия, речи и т. п. Первоначально художественная деталь осознавалась как средство изображения объемности, конкретности предметного мира и служила гарантией жизненной достоверности и художественной правды. Эстетическая природа художественной детали заключает в себе естественное противоречие между частным положением ее среди многочисленных компонентов произведения и устремлением сказать больше, чем она — как реалия — представляет собой.
п. Первоначально художественная деталь осознавалась как средство изображения объемности, конкретности предметного мира и служила гарантией жизненной достоверности и художественной правды. Эстетическая природа художественной детали заключает в себе естественное противоречие между частным положением ее среди многочисленных компонентов произведения и устремлением сказать больше, чем она — как реалия — представляет собой.
энциклопедический словарь
ДЕТА́ЛЬ -и; ж. [франц. détail]
1. Мелкая подробность, частность. Разработать детали операции. Описать что-л. со всеми деталями. Входить во все детали. Это важная д.
2. Часть изделия (обычно механизма, машины, прибора и т.п.). Велосипедная д. Детали одежды. Простая, сложная д. Разобрать на детали.
◁ Дета́лька, -и; мн. род. -лек, дат. -лькам; ж. Уменьш.-ласк. Не пропусти ни одной детальки. Потерять детальку.
* * *
дета́ль (от франц. détail, буквально — подробность) (техн.), изделие, изготовленное без применения сборочных операций. Деталями называются также изделия, подвергнутые защитным или декоративным покрытиям или изготовленные из одного куска материала пайкой, склейкой, сваркой и т. п.
Деталями называются также изделия, подвергнутые защитным или декоративным покрытиям или изготовленные из одного куска материала пайкой, склейкой, сваркой и т. п.
* * *
ДЕТАЛЬ — ДЕТА́ЛЬ (от франц. detail, букв. — подробность), в технике — изделие, изготовленное без применения сборочных операций. Деталью называются также изделия, подвергнутые защитным или декоративным покрытиям или изготовленные из одного куска материала пайкой, склейкой, сваркой и т. п.
большой энциклопедический словарь
ДЕТАЛЬ (от франц. detail — букв. — подробность), в технике — изделие, изготовленное без применения сборочных операций. Деталью называются также изделия, подвергнутые защитным или декоративным покрытиям или изготовленные из одного куска материала пайкой, склейкой, сваркой и т. п.
академический словарь
-и, ж.
1. Мелкая подробность, частность.
На ясли и детские учреждения я много труда положила: сама во все детали входила. Гладков, Маша из Заполья.
— Я не могу сделать ни одного критического замечания о проекте. Ни одна деталь в нем не вызывает у меня возражения. Бек, Талант.
2. Часть механизма, машины, которая не может быть разобрана на другие, более простые и мелкие.
[франц. détail]
практический толковый словарь
строит. часть целого, подробность, частность. Часть сооружения, отдельный элемент.
сборник слов и иносказаний
деталь — подробности события (отделка чего)
Ср. План оказался верен во всех деталях, а исполнители его своею смелостью и тактом превзошли все ожидания прозорливого графа.
Лесков. Захудалый род. 2, 11.
Ср. Détail — подробность, мелочь.
Ср. Tailler, резать на части.
См. такт.
См. декорум соблюсти.
орфографический словарь
трудности произношения и ударения
дета́ль, дета́льный. Неправильно произношение [дэта́ль], [дэта́льный].
формы слов
дета́ль, дета́ли, дета́лей, дета́лям, дета́лью, дета́лями, дета́лях
синонимы
сущ. , кол-во синонимов: 49
, кол-во синонимов: 49
сущ.
подробность
частность
тонкость
мелочь
тезаурус русской деловой лексики
1.
Syn: подробность, частность, часть, доля, тонкость, детальность, доскональность
2.
‘устройство, прибор, механизм’
Syn: элемент, компонент, звено, схема, устройство, изделие, обрабатываемый предмет
синонимы
идеография
морфемно-орфографический словарь
грамматический словарь
этимологический словарь
дета́ль
ж., заимств. через нем. Detail или прямо из франц. détail — то же от détailler «отделять, разрезать»; см. Клюге-Гётце 102; Гамильшег, EW 310.
словарь галлицизмов русского языка
ДЕТАЛЬ и, ж. détail m., > нем. Detail.
1. Подробность; мелкая подробность. Сл. 18. Деталя о сем славном происхождении еще здесь не имеется. АВ 2 357. Чаще пиши и уведомь меня о состоянии дел; с нетерпением ожидаю обещанныя детали. Ек. II Письма 16 250. Такой дирижер .. мастер оттенка и полуоттенка, виртуоз оркестрового деталя, парадоксалист фразировки .. легко мог бы откликнуться на совершаюшуюся в последнее время реакцию в пользу Моцарта. Ларош Муз. обозрение. // РВ 1886 10 777. А «détails», о которых упомянул в телеграмме, относятся не к статье, а к другому, и я лучше сообщу их устно. 6.12. 1893. Вл. С. Соловьев — М. М. Стасюлевичу. // Ст. 5 378. || Мелочная забота, мелкое дело. Сл. 18. Как ты все сам делаешь, то и тебе покоя нет; для чего не берешь к себе генерала, который бы имел мелкой детайль. Ек. II Письма 16 246. В комнате рядом сего кабинетом постоянно работает несколько клерков, обязанных подготовлять ему «черную работу» и «детали», которые приходят в отчаяние от той массы самых разнообразных проектов, которые лезут моему почтенному другу в голову. Дело 1878 8 2 71.
Ек. II Письма 16 250. Такой дирижер .. мастер оттенка и полуоттенка, виртуоз оркестрового деталя, парадоксалист фразировки .. легко мог бы откликнуться на совершаюшуюся в последнее время реакцию в пользу Моцарта. Ларош Муз. обозрение. // РВ 1886 10 777. А «détails», о которых упомянул в телеграмме, относятся не к статье, а к другому, и я лучше сообщу их устно. 6.12. 1893. Вл. С. Соловьев — М. М. Стасюлевичу. // Ст. 5 378. || Мелочная забота, мелкое дело. Сл. 18. Как ты все сам делаешь, то и тебе покоя нет; для чего не берешь к себе генерала, который бы имел мелкой детайль. Ек. II Письма 16 246. В комнате рядом сего кабинетом постоянно работает несколько клерков, обязанных подготовлять ему «черную работу» и «детали», которые приходят в отчаяние от той массы самых разнообразных проектов, которые лезут моему почтенному другу в голову. Дело 1878 8 2 71.
2. Отдельный элемент, составная часть (какого-л. предмета, костюма, сооружения и т .п.). БАС-2. Снимать же фасады, планы и самыя подробности (détails) со зданий уже построенных не возбраняется и контрафакциею не почитается. Печать 1911 139. || По крупности планы <при киносъемке> делятся в основном на «крупный», «средний», «общий», «дальний» и «деталь». НИЖ 1996 12 100.
Печать 1911 139. || По крупности планы <при киносъемке> делятся в основном на «крупный», «средний», «общий», «дальний» и «деталь». НИЖ 1996 12 100.
3. Часть механизма, машины, прибора и т. п. Сложная деталь. Разбирать на детали. БАС-2. Детали точит токарь — это всем известно. Все начиная от станка на заводе или, скажем, комбайна в поле и кончая авторучкой, собирается из деталей. А. Павлов. // Комс. 12. 8. 1981. обл. Каки там дефтали у станка? Сл. говор. Приб. 3 48.
4. В международных шашках — расположение двух (белой и черной) шашек, характеризирующее ту или иную группу однотипных стандартных окончаний. Спорт 1993. — Лекс. Даль-1: дета/ль; Сл.18: деталь 1759 ( -тайль 1787.
словарь иностранных слов
ДЕТАЛЬ (франц. detail, от detailler — разрезывать). Подробность, несущественная часть целого.
сканворды
— Лишнее, что остаётся после всякой починки.
— Мелкая подробность, частность.
— Каждая из частей механизма.
— Неразборная часть станка.
— Мелочь, дополняющая общую картину.
— Часть механизма.
— Изделие, изготовленное без применения сборочных операций.
— Французская «подробность».
полезные сервисы
Детали из металла по чертежам: особенности проектирования и производства
Вопросы, рассмотренные в материале:
- В чем сложность проектирования чертежей деталей из листового металла
- Как производят детали из металла по чертежам
- Каковы особенности изготовления деталей из металла по чертежам заказчика
Современные производства выпускают на рынок огромное разнообразие продукции из металла, поэтому покупатели, заинтересованные в приобретении деталей, могут выбрать те, что нужны для решения их задач. Но все же встречаются ситуации, когда в продаже нет необходимых изделий. Тогда вы можете обратиться в компанию, которая выполняет индивидуальные заказы и изготавливает детали из металла по чертежам. Техническая документация разрабатывается непосредственно производителем или ее приносит заказчик. Какие при этом возникают сложности в зависимости от подхода, вы узнаете из нашей статьи.
Техническая документация разрабатывается непосредственно производителем или ее приносит заказчик. Какие при этом возникают сложности в зависимости от подхода, вы узнаете из нашей статьи.
Сложности проектирования деталей из листового металла
Любой инженер-конструктор при создании чертежа будущей детали должен быть знаком с особенностями технологического процесса.
Но часто производители, изучая поступивший с заказом чертеж, сталкиваются с откровенным непрофессионализмом инженеров-конструкторов и незнанием технологии изготовления деталей. И это не мелкие недочеты, которые можно списать на спешку или невнимательность при оформлении проектной документации – такого рода промахи можно устранить, поговорив по телефону или пообщавшись через мессенджер.
Тут речь идет о полном отсутствии компетентности в вопросах изготовления изображенной на чертеже детали из металла. Понятно, что на данной схеме есть сама деталь с размерами. Но опытный производственник сразу может сказать, что такое изделие не может быть выполнено с помощью имеющихся технологий.
Этому явлению имеется простое объяснение: во-первых, инженер-конструктор, выполнивший чертеж, не обладает достаточным опытом, а во-вторых, он не наладил четкую связь с технологами производства для оперативного уточнения вопросов и действовал самонадеянно. Кто-то может сказать, что дело конструктора – создать чертеж, а все остальные вопросы по поводу производства должен решать технолог.
Такой подход к работе тоже возможен, но в этом случае за изготовление продукции заказчику придется заплатить очень дорого. Ведь согласно золотому правилу, стоимость детали пишет карандаш конструктора (сегодня это относится к компьютерной мышке).
При составлении заказа нужно определиться с металлом и толщиной листа, логичней выбрать материал из имеющегося на производстве. Если этого не сделать, то переделка проекта займет какое-то время, а в итоге детали все равно изготовят из того металла, который есть в наличии.
Место изгиба у гнутых деталей, для которых используется листовой металл, всегда будет иметь определенный радиус. Эта особенность технологии влияет на параметры развертки. Можно указать внутренний или внешний радиус. Обычно величина внутреннего радиуса равна толщине металла. Когда заказчику нужен другой размер, то радиус указывают в чертежах.
Эта особенность технологии влияет на параметры развертки. Можно указать внутренний или внешний радиус. Обычно величина внутреннего радиуса равна толщине металла. Когда заказчику нужен другой размер, то радиус указывают в чертежах.
- Холодная штамповка: каким требованиям должны отвечать детали, производимые из металлического листа.
Развертка будущей детали по своим габаритам не должна быть больше стандартного размера металлического листа, как правило, это 1250 мм на 2500 мм, но иногда встречаются и другие параметры. Если такого размера не хватает, то нужно в чертежах предусмотреть, что для изготовления деталей нужно будет взять два или три листа.
Второе условие – по своим габаритам развертка не должна быть больше рабочей поверхности станка, на котором будет выполняться операция. При невозможности соблюсти это требование придется изделие изготавливать из нескольких частей или производить работу на другом оборудовании, где рабочий стол больше или можно перехватить и немного переместить заготовку, чтобы продолжать обработку.
Очень важно для работы обрабатывающего инструмента (пуансона), чтобы минимальное отверстие было больше толщины металла в 2 раза, иначе его хватит только на один-два удара.
Методу холодной штамповки можно подвергать заготовки с большой площадью перфорации, кривыми углами в развертке, фасками, небольшими радиусными (не больше R=80–100 мм) закруглениями, но только не с криволинейными контурами. Если у детали они должны быть, тогда требуется обработка с помощью лазера. Правда, при этом возникают другие издержки – у криволинейной поверхности появится некоторая «угловатость» и заготовку нужно будет обрабатывать с помощью напильника.
Для этого метода подходят детали с толщиной металла в пределах 0,1–3 мм. Для другой толщины лучше выбрать плазменную резку.
- Лазерная резка: каким требованиям должны отвечать детали.
Обычно металл в листах имеет размеры 1250х2500 мм, хотя встречаются и другие, поэтому развертка будущей детали не должна быть больше этих стандартных габаритов. Если такого размера не хватит для изготовления, то для производства изделия придется взять два или больше листов.
Если такого размера не хватит для изготовления, то для производства изделия придется взять два или больше листов.
Также по своим размерам развертка производимой детали не должна быть больше габаритов рабочей поверхности станка для ее изготовления. В противном случае придется составлять ее из нескольких частей или работать на другом оборудовании.
Лазерная резка подходит для изготовления изделий с кривыми углами в развертке, фасками, любыми радиусными закруглениями и криволинейным контуром. Единственное, что перфорацию на больших площадях лучше выполнять не с помощью лазерной резки, а посредством холодной штамповки, так как лазер будет сильно увеличивать стоимость детали.
Металл должен быть толщиной в пределах 0,1–5 мм. Для материала с другой толщиной лучше использовать плазменную резку.
- Гибка изделий: каким требованиям должны удовлетворять заготовки.
По длине деталь не должна быть больше, чем пуансон и матрица оборудования для гибки. Более длинное изделие придется сгибать за два раза, при этом образуется ступенька в точке соединения.
Более длинное изделие придется сгибать за два раза, при этом образуется ступенька в точке соединения.
Перед обработкой детали с П-образным контуром нужно рассчитать, что при второй гибке первый сгиб не будет разгибаться. Лучше, если эти предварительные измерения будут сделаны на чертеже. Конструктор должен убедиться, что биссектриса, проведенная из угла второй гибки, не пересечется с предыдущей стенкой. Если пересечение происходит, то необходимо обсудить на производстве, можно ли изготовить такую деталь.
Для гибки подходит металл толщиной 0,1–3 мм. Возможности обработки материала с другой толщиной необходимо согласовывать с технологами производства.
Как производят детали из металла по чертежам
После получения чертежей специалист производства рассчитывает, какого размера должна быть заготовка из металла. Наличие припусков необходимо для проведения любой механической обработки: фрезеровки, токарной обработки, термической и т. д.
Технолог должен составить специальную программу, если предстоит фрезеровка с помощью станка с ЧПУ. А когда технологический процесс создания деталей включает нестандартную обработку, то необходимые специальные технические приспособления или инструменты будут заказаны.
А когда технологический процесс создания деталей включает нестандартную обработку, то необходимые специальные технические приспособления или инструменты будут заказаны.
Любые производственные нюансы нужно согласовывать с заказчиком, особенно, если речь идет об удорожании изготовления деталей из металла. Например, все дополнительные инструменты могут быть переданы ему после выполнения заказа.
Рекомендовано к прочтению
Техническое описание с чертежами (конструкторская документация), изучается технологами производства и в соответствии с ней составляется маршрутный технологический процесс. Затем все документы на изделия передаются специалистам механического цеха для выполнения токарных, фрезерных, шлифовальных работ и термической обработки в определенной последовательности.
Процесс создания детали из металла состоит из следующих этапов:
- Составляется управляющая программа для работы на станке с ЧПУ исходя из чертежа.
- Отдел закупок приобретает необходимый металл, и проводится входной контроль материала.
- Специалисты проводят наладку оборудования, подбирают режимы обработки и необходимый инструмент.
- Далее непосредственно производственный цикл изготовления деталей из металла, затем оператор оборудования осуществляет проверку изделий на соответствие чертежам.
- Проверка контролером ОТК на выходе, оформление паспорта на продукцию.
- Выполнение отгрузки упакованных деталей.

Иногда производство выполняет работы частично, к примеру, токарную или фрезерную обработку на станках с ЧПУ. Но все-таки шлифовку заготовок из металла обязательно проводят, в особенности, когда чертежи и техническое описание требуют высоких показателей чистоты поверхностей металла и точного соответствия деталей.
Для повышения твердости изделия, если необходимые показатели не могут быть обеспечены маркой металла (стали), применяют термообработку. При расчете технологи обязательно учитывают свойства материала. На производстве часто могут возникнуть оперативные вопросы к заказчику, и это вполне нормальный рабочий процесс. Например, какая-то технологическая операция по объективным причинам была выполнена без должного качества.
Например, какая-то технологическая операция по объективным причинам была выполнена без должного качества.
Если искажения или неточности никак не отразятся на общем качестве изготавливаемых деталей, то вполне вероятно, что можно будет согласовать изменения. Если ошибка фатальна, то придется переделывать изделия. Весь процесс изготовления (от листа металла до готового продукта) проходит под наблюдением инженера-технолога. Конечно, если такая должность на предприятии предусмотрена. На небольших механических предприятиях контроль качества осуществляет непосредственный исполнитель, работающий на токарном или фрезерном станке. Он же полностью отвечает за выполненную работу.
У заказчика тоже есть возможность контроля за технологическим процессом. Выполнение любой работы по чертежам требует составления договора, в котором прописывают сроки исполнения, стоимость работы, оплату и ответственность той и другой стороны.
Иногда уже после запуска деталей из металла в работу заказчик может принести новые чертежи с измененными параметрами. При таком форс-мажоре возможны два варианта развития событий. Первый предусматривает проведение корректировки технологического процесса с доработкой деталей. Заказчику необходимо прямо на рабочем месте убедиться, что степень готовности изделий дает такую возможность.
При таком форс-мажоре возможны два варианта развития событий. Первый предусматривает проведение корректировки технологического процесса с доработкой деталей. Заказчику необходимо прямо на рабочем месте убедиться, что степень готовности изделий дает такую возможность.
Второй вариант – когда внести изменения в готовые изделия невозможно, поэтому работу приостанавливают. В технологическую документацию вносят поправки, проставляется дата изменений. После этого начинают работу в соответствии с измененными чертежами. Заказчику придется оплатить все понесенные производством расходы.
Тонкости изготовления металлических деталей по чертежам заказчика
Существуют определенные технологические операции, которые осуществляются специальным отделом производства. Речь идет об эксплуатационных испытаниях деталей из металла. Данная деталь может быть предоставлена заказчиком в техническую лабораторию только для проверки или изготовлена по чертежам как опытный экземпляр для проведения испытаний.
Во время проведения технических испытаний формируется комиссия из представителей производства и заказчика, чтобы не было возможностей подтасовок. В конце на основе результатов составляется акт испытаний, и все заинтересованные лица могут высказать свои пожелания и замечания по отношению к используемой марке металла, самой детали или ее обработке.
Если специалисты пришли к выводам, что необходимо внести изменения в чертежи, то в документах отражаются все дополнения и корректировки, чтобы на производстве изготовить новую деталь. После всех согласований производитель выпускает новый образец детали, который опять направляется на лабораторные испытания.
Такие процедуры могут продолжаться довольно долго до достижения оптимального результата, когда заказчик будет удовлетворен качеством детали. Безусловно, это имеет смысл при высоких требованиях к производимой продукции. В итоге новая папка с чертежами отправляется к технологам для дальнейшей работы.
Отметим также, что производственные компании при получении заказа обговаривают до мелочей все технические тонкости. И это вполне понятно, так как такие процессы отнимают время и требуют существенных затрат. Любое изготовление деталей из металла по чертежам заказчика – это ответственный и трудоемкий процесс.
И это вполне понятно, так как такие процессы отнимают время и требуют существенных затрат. Любое изготовление деталей из металла по чертежам заказчика – это ответственный и трудоемкий процесс.
Порой испытания занимают меньше времени, чем заказчик и представитель производства указали в документах. В любом случае будет рациональней остановить на время выполнение заказа, чтобы детали не ушли в брак, закончить лабораторные опыты и определить дальнейшие совместные действия.
Предположим, что детали из металла, запущенные в производство, соответствуют оптимальным требованиям. Но все-таки стоит обсудить совместно с производителем возникающие ситуации и после изменений продолжить работу. Недопонимания и неразрешенные вовремя вопросы чаще приводят к конфликтным ситуациям. Когда испытания будут успешно завершены, производственный процесс возобновится по новым чертежам.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Палец (техника) — Википедия
Материал из Википедии — свободной энциклопедии
Палец — не резьбовой крепёж в виде короткого цилиндрического стержня.
Описание
Палец — деталь машины или механизма, длиной более одного и до трёх диаметров . В сборке несущие другие детали, сборочные единицы устанавливаются на нём шарнирно или неподвижно или опираются на один конец или оба конца. Простейший и классический палец — это палец, соединяющий две проушины или проушину и петлю троса.
Материал
Палец к толкателю ГОСТ 18782-80В зависимости от предназначения материал пальца различается.
Материал для изготовления пальцев муфты типа МУВП — углеродистая сталь марки 45 по ГОСТ 1050-88, нормализованная.
Материалом для поршневых пальцев служат углеродистые стали марок 15, 20 или 45, а в особенно напряженных двигателях применяют хромистые — 20Х, 40Х, 12ХНЗА и другие легированные стали. В качестве материала для поршневых пальцев применяют сталь 45 селективной очистки, сталь 45ХА с последующей закалкой пальца на глубину 1—1,5 мм, сталь 15Х и 15 с последующей цементацией его на глубину 0,5—1,5 мм и закалкой на ту же глубину. Термическая обработка поршневых пальцев должна обеспечивать твердость рабочей поверхности HRC58—65 при твердости сердцевины не менее HRC32—40.
Поршневые пальцы для высоконагруженных двигателей изготовляются из легированных цементуемых сталей 12Х2Н4А и 12ХНЗА, 15ХМА и др.
Виды
Палец полумуфты- поршневые пальцы[1];
- шаровые пальцы;
- шарнирные пальцы;
- установочные пальцы[2];
- палец тормозного механизма — оригинальная запасная часть для китайских скутеров, оборудованных двухтактным двигателем 1E40QMB;
- пальцы газовой защиты для труб[3];
- палец муфты;
- бильные пальцы;
- резиновые.

Область применения
- Приспособления станочные.
- Компрессорное оборудование.
- Муфты общемашиностроительного применения.
- Детали автотранспортных средств.
- Энергетическое и электротехническое оборудование.
- Крепёжные изделия для авиационно-космических конструкций.
См. также
Литература
- ГОСТ 12209-66 Приспособления станочные. Пальцы установочные цилиндрические постоянные. Конструкция.
- ГОСТ 12210-66 Приспособления станочные. Пальцы установочные срезанные постоянные. Конструкция.
- ГОСТ 12211-66 Приспособления станочные. Пальцы установочные цилиндрические сменные. Конструкция.
- ГОСТ 12212-66 Приспособления станочные. Пальцы установочные срезанные сменные. Конструкция.
- ГОСТ 16894-71 Пальцы установочные с головкой к плитам. Конструкция.
- ГОСТ 16895-71 Пальцы установочные с головкой, срезанные к плитам. Конструкция.
- ГОСТ 16898-71 Пальцы установочные с упором. Конструкция.
- ГОСТ 16899-71 Пальцы установочные срезанные с упором. Конструкция.
- ГОСТ 16900-71 Пальцы установочные цилиндрические. Конструкция.
- ГОСТ 16901-71 Пальцы установочные цилиндрические срезанные. Конструкция.
- ГОСТ 17774-72 Пальцы установочные цилиндрические высокие. Конструкция.
- ГОСТ 17775-72 Пальцы установочные срезанные высокие. Конструкция.
- ГОСТ 18782-80 Пальцы к толкателям. Конструкция и размеры.
- ГОСТ 19777-74 Пальцы режущих аппаратов сельскохозяйственных машин.
- ОСТ 1.12316-76 Пальцы с пружинами. Конструкция и размеры.
- ОСТ 1.12317-76 Пальцы. Конструкция и размеры.
- ОСТ 1 37030-80 Шпильки стопорные. Пальцы с кольцами из стали.
- ОСТ 1 37031-80 Шпильки стопорные. Пальцы из стали 30ХГСА.
- ОСТ 1 37033-80 Пальцы с кольцами.
- ОСТ 1 37034-80 Пальцы.
- ОСТ 34-13-133-75 Пальцы шарнирные без буртика. Конструкция и размеры (взамен СТП 34-413-70)
- ОСТ 23.3.13-86 Пальцы поршневые тракторных и комбайновых дизелей. Общие технические условия.
- Рекомендации по стандартизации. Определитель наименований сборочных единиц общемашиностроительных класса 30 классификатора ЕСКД. Р 50.1.042-2002 (Утв. Постановлением ГОССТАНДАРТА РФ ОТ 25.12.2002 N 513-СТ).
- Справочник конструктора.
- Общероссийский классификатор изделий и конструкторских документов (классификатор ЕСКД). Класс 30. Сборочные единицы общемашиностроительные.
- Справочник по машиностроению
 Конструкция.
Конструкция. Общие технические условия.
Общие технические условия.Примечания
Соединения деталей машин.
Соединения деталей машин
Понятия и определения соединений деталей машин
Каждая машина состоит из деталей, число которых зависит от сложности и размеров машины. Так автомобиль содержит около 16 000 деталей (включая двигатель), крупный карусельный станок имеет более 20 000 деталей и т.д.
Чтобы выполнять свои функции в машине детали соединяются между собой определенным образом, образуя подвижные и неподвижные соединения.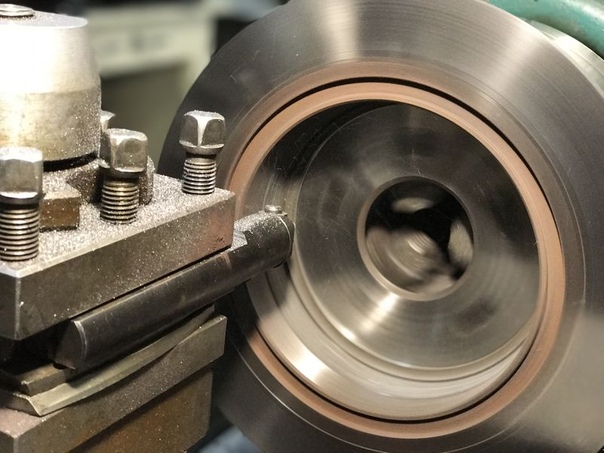 Например, соединение коленчатого вала двигателя с шатуном, поршня с гильзой цилиндра (подвижные соединения). Соединение штока гидроцилиндра с поршнем, крышки разъемного подшипника с корпусом (неподвижное соединение).
Например, соединение коленчатого вала двигателя с шатуном, поршня с гильзой цилиндра (подвижные соединения). Соединение штока гидроцилиндра с поршнем, крышки разъемного подшипника с корпусом (неподвижное соединение).
Подвижные соединения определяют кинематику машины, а неподвижные – позволяют расчленить машину на отдельные блоки, элементы, детали.
Соединения состоят из соединительных деталей и прилегающих частей соединяемых деталей, форма которых подчинена задаче соединения. В отдельных конструкциях специальные соединительные детали могут отсутствовать.
С точки зрения общности расчетов все соединения делят на две большие группы: неразъемные и разъемные соединения.
Неразъемными называют соединения, которые невозможно разобрать без разрушения или повреждения деталей. К ним относятся заклепочные (клепаные), сварные, клеевые соединения, а также соединения с гарантированным натягом. Неразъемные соединения осуществляются силами молекулярного сцепления (сварка, пайка, склеивание) или механическими средствами (клепка, вальцевание, прессование).
Разъемными называют соединения, которые можно многократно собирать и разбирать без повреждения деталей. К разъемным относятся резьбовые, шпоночные и шлицевые соединения, штифтовые и клиновые соединения.
По форме сопрягаемых поверхностей соединения делят на плоское, цилиндрическое, коническое, сферическое, винтовое и т.д.
Выбор типа и вида соединения определяется условиями взаимодействия деталей, требованиями к прочности соединения, условиями работы, требованиями к надежности, долговечности и др.
***
Область применения различных соединений
Как уже указывалось выше, подвижные и неподвижные соединения деталей машин для различых узлов, агрегатов и механизмов подбираются с учетом наибольшей целесообразности — прочностных характеристик, особенностей монтажа, экономичности (стоимости изготовления и эксплуатации) и т. д.
Сварные соединения применяются обычно для соединения деталей, испытывающих значительные по мощности, но постоянные по направлению нагрузки. Получают сварные соединения при помощи сварочных аппаратов различных типов (электродуговая сварка, газосварка и т.д.). Сварные швы могут быть сплошными, прерывистыми, круговыми.
Получают сварные соединения при помощи сварочных аппаратов различных типов (электродуговая сварка, газосварка и т.д.). Сварные швы могут быть сплошными, прерывистыми, круговыми.
Бывает так же точечная сварка; применяются т.н. «электрозаклепки», представляющие собой сварные швы, уложенные внутри отверстия одной из соединяемых деталей на поверхность другой детали.
Пайка, в общем, по технологии и характеристикам сходна со сваркой, но отличается тем, что для пайки применяются специальные составы (припои), как правило на основе олова, свинца и флюсовых добавок. Наиболее широко пайка применяется в радиотехнике, электронике, при соединении деталей гидравлических систем (пайка трубок и штуцеров) и т.д.
Заклепочное (клепаное) соединение применяется в случаях, когда соединяемые детали испытывают знакопеременные нагрузки малой и средней мощности (в том числе вибрации), или знакопеременные нагрузки большой мощности, исключающие работу на срез. Пример: рамы, корпуса, крепление несъемных облицовок и т. п.
п.
Резьбовые соединения применяются повсеместно и являются наиболее распространенным видом соединения в технике. Суть резьбового соединения в применении пары дополнительных деталей, соединяющихся посредством вворачивания одной детали в другую по резьбе, и тем самым соединяющих основные детали.
Надежность резьбового соединения обеспечивается за счет силы трения в витках резьбы. Коэффициент трения в правильно соединенных деталях должен превышать коэффициент сдвига основных деталей. Величина коэффициента трения зависит от момента затяжки резьбового соединения, размеров и свойств резьбовой пары.
Наиболее распространенными элементами резьбовых соединений являются болты, винты, шпильки, гайки.
Шпоночные и шлицевые соединения применяются при соединении деталей совместного вращения. Чаще всего это валы и зубчатые колеса, валы и шкивы, валы и муфты, а так же валы и всевозможные рукоятки, толкатели и т.п. Шлицевое соединение обеспечивает передачу значительно большего момента, чем шпоночное и применяется в более нагруженных узлах.
Штифтовое соединение обеспечивает неподвижность и точную ориентацию деталей относительно друг друга и применяется, например, для обеспечения соосности отверстий в деталях разъемных корпусов (корпуса редукторов, коробок перемены передач и т.д.).
***
Требования к соединениям деталей машин
Проектирование соединений является очень ответственной задачей, поскольку большинство разрушений в машинах происходит именно в местах соединений.
К соединениям в зависимости от их назначения предъявляются требования прочности, плотности (герметичности) и жесткости.
При оценке прочности соединения стремятся приблизить его прочность к прочности соединяемых элементов, т. е. стремятся обеспечить равнопрочность конструкции.
Требование плотности является основным для сосудов и аппаратов, работающих под давлением. Уплотнение разъемного соединения достигается за счет:
- сильного сжатия достаточно качественно обработанных поверхностей;
- введения прокладок из легко деформируемого материала.
При этом рабочее удельное давление q в плоскости стыка должно лежать в пределах q = (1,5…4)p, где: p – внутренне давление жидкости в сосуде.
Экспериментальные исследования показали, что жесткость соединения во много раз меньше жесткости соединяемых элементов, а поскольку жесткость системы всегда меньше жесткости наименее жесткого элемента, то именно жесткость соединения определяет жесткость системы.
***
Классификация неразъемных соединений
Главная страница
Дистанционное образование
Специальности
Учебные дисциплины
Олимпиады и тесты
Основная деталь системы — Энциклопедия по машиностроению XXL
Деталь, у которой положение поля допуска не зависит от вида посадки называется основной деталью системы. Основной деталью может служить отверстие или вал, имеющие любое положение поля допуска. В системе допусков и посадок СЭВ основными деталями служат отверстия или валы, имеющие основное отклонение поля допуска, равное нулю.
[c.50]
В системе допусков и посадок СЭВ основными деталями служат отверстия или валы, имеющие основное отклонение поля допуска, равное нулю.
[c.50] Организация производства, формы 4 Основная деталь системы 50 Отверстие 36 [c.220]
Какую деталь называют основной деталью системы Какие поля допусков приняты основными в системах отверстия и вала и какими признаками они характеризуются [c.18]
Силы резания, закрепления, инерционные силы, возникающие при обработке на металлорежущих станках, передаются на упругую технологическую систему (СПИД — станок, приспособление, режущий инструмент, изготавливаемая деталь), вызывая ее деформацию. Эта деформация складывается из деформаций основных деталей системы, деформаций стыков, а так же деформаций соединительных деталей (болты, клинья и др.). Наибольшее влияние на величину упругих деформаций системы, как правило, оказывают деформации стыков и соединительных деталей.
[c. 70]
70]
Деталь, у которой поле допуска при ее соединении с другой деталью остается постоянным, называют основной деталью системы, соот-594 [c.594]
Предельные численные ( постоянные ) отклонения основных деталей системы (отверстий — в системе отверстия и валов — в системе вала) имеют условные обозначения [c.597]
Удобно получать разнообразные посадки, изменяя положение поля допуска вала или отверстия, оставляя для всех посадок поле допуска одной детали неизменным. Деталь, у которой положение поля допуска не зависит от вида посадки, называют основной деталью системы. Если этой деталью является отверстие, соединение выполнено в системе отверстия (рис. 14.21, а) если вал — в системе вала (рис. 14.21, б). У основного отверстия нижнее отклонение 7 = 0. Поле допуска направлено в сторону увеличения номинального размера (см. рис. 14.21, а). У основного вала верхнее отклонение es = Q. Поле,допуска направлено в сторону уменьшения номинального размера (см. рис. 14.21,6),
[c.297]
рис. 14.21,6),
[c.297]
Для основных деталей системы [c.276]
Основными деталями системы являются главный контрольный элемент, состоящий из двух искателей, и реле, установленные на панели управления и соединенные проводами с теми элементами станции, о работе которых передаются сообщения. [c.79]
Расположение полей Д. у основных деталей системы относительно нулевой линии м. б. различное — симметричное пли асимметричное. В огромном большинстве систем мы встречаем последнее расположение, причем нулевая линия является одним из пределов поля Д., совпадая у отверстия с нижним отклонением, а у вала — с верхним. Т. о. нулевая линия характеризует наиболее полнотелую основную деталь, когда режущий инструмент только дошел до начала поля Д. изделия. Такие системы Д. носят название асимметричных предельных систем к ним относится и наша система ОСТ. [c.15]
Из практики известно, что обработать любую наружную поверхность (т.
 е. вал) значительно легче, чем внутреннюю (т. е. отверстие), поэтому в машиностроении в основном применяется система отверстия. Система же вала применяется в ряде специальных случаев, например, при установке на длинных валах (одинакового диаметра) множества одинаковых деталей (например, в мотальных машинах шкивов-водилок и т. п.) или при установке ша-рико- и роликоподшипников в отверстие корпуса.
[c.178]
е. вал) значительно легче, чем внутреннюю (т. е. отверстие), поэтому в машиностроении в основном применяется система отверстия. Система же вала применяется в ряде специальных случаев, например, при установке на длинных валах (одинакового диаметра) множества одинаковых деталей (например, в мотальных машинах шкивов-водилок и т. п.) или при установке ша-рико- и роликоподшипников в отверстие корпуса.
[c.178]Таким образом, основная деталь — это деталь, поле допуска которой является базовым для образования посадок, установленных в данной системе допусков посадок. [c.50]
Нужные зазоры и натяги получают путем изменения ближайших (основных) отклонений неосновных деталей валов в системе отверстия и отверстий в системе вала. Основные отклонения неосновных деталей системы изменяются по абсолютной величине и могут быть положительными, отрицательными и равными нулю. В последнем. случае (см. рис. 4.9, а) получают посадку о зазором, образованную основным отверстием и основным валом. [c.51]
[c.51]
В информационном приложении № 2 СТ СЭВ 179—75 содержатся рекомендации по образованию посадок. Стандарт устанавливает 42 посадки в системе отверстия и 39 в системе вала. Основными деталями приняты в системе отверстия — отверстие Н, в системе вала— вал /г. В отдельных случаях допускается образование посадок путем сочетания неосновных отверстий с неосновными валами. Такие посадки имеют весьма большие зазоры и натяги и находят применение для соединения пластмассовых деталей с металлическими. [c.78]
При компоновании должны быть учтены все условия, определяющие работоспособность агрегата, разработаны системы смазки, охлаждений сборки-разборки, крепления агрегата и присоединения к не у смежных деталей (приводных валов, коммуникаций, электропроводки), предусмотрены условия удобного обслуживания, осмотра и регулирования механизмов выбраны материалы для основных деталей продуманы способы повышения долговечности, увеличения износостойкости трущихся соединений, способы защиты от коррозии исследованы возможности форсировки агрегата и определены ее границы. [c.83]
[c.83]
В рассмотренных выше чертежах деталей (см. рис. 14.34, 14.47, 14.49 и др.) для размеров длин использована в основном вторая система простановки размеров от технологических баз. [c.280]
Термоэлектрические топливные элементы. Система радиоизотопного термоэлектрического генератора (RTG) состоит из трех основных деталей топливной капсулы — источника теплоты, теплозащитного экрана и термоэлектрического преобразователя. [c.453]
Наличие связей — основной признак системы, что отличает ее от конгломерата (набора) элементов. Однако для обеспечения целей системы нет необходимости всегда учитывать все элементы и связи. Например, при установлении надежности системы машина в некоторых условиях внешней среды (условиях эксплуатации) можно ограничиться определением показателей надежности ее деталей и узлов и установлением связей между наработками этих элементов, не рассматривая таких элементов системы, как кристаллографическая структура материалов этих деталей и узлов. В то же время, если цель исследования состоит в определении физических основ отказов, учитывать структуру материалов необходимо.
[c.9]
В то же время, если цель исследования состоит в определении физических основ отказов, учитывать структуру материалов необходимо.
[c.9]
СТ СЭВ 179—75 распространяется на гладкие сопрягаемые элементы деталей из пластмасс в соединениях с металлическими или пластмассовыми деталями и не-сопрягаемые элементы деталей с размерами от 1 до 500 мм и устанавливает для них поля допусков. Основные положения системы допусков и посадок, принятые в ней числовые значения допусков и основных отклонений, а также правила образования полей допусков и обозначения приняты по СТ СЭВ 145—75. [c.57]
Соотношение (3.58) отражает основную особенность задачи ограничение болтом перемещений стержней в сечении z = , вызванное действием внешней нагрузки. Из этой формулы также следует,, что для уменьшения дополнительной нагрузки на болт необходимо увеличить податливость деталей системы болта. [c.59]
При проектировании подобных станков целесообразно предусматривать специальные системы, устраняющие или компенсирующие температурные деформации основных деталей. Для этого в качестве исходных данных необходимо иметь сведения о законах распределения в них температур. Такие сведения можно получать расчетным путем.
[c.367]
Для этого в качестве исходных данных необходимо иметь сведения о законах распределения в них температур. Такие сведения можно получать расчетным путем.
[c.367]
Переводу формовки на механизированный поточный метод должна предшествовать жёсткая стандартизация типоразмеров опок. На каждую пару формовочных станков, находящихся в системе конвейера, рольгангов и т. п., должен приходиться один или, самое большее, два размера опок. Однако при сокращении числа размеров опок нельзя допускать, чтобы объём их использовался нерационально. В этих целях следует не только в форму, но даже и в знаки стержней основных деталей подсаживать отливки меньшего размера. Кооперирование в одной форме чугунных деталей различного наименования делается почти независимым от массивности отливок при модифицировании чугуна. [c.262]
Сильфонный гидропресс (рис. 11-26) предназначен для повышения давления в системе, но непригоден для заполнения ее жидкостью. Основной деталью этого пресса является шестислойный сильфон 1. При сжатии предварительно растянутого сильфона внутренний объем системы уменьшается, а давление залитой рабочей жидкости соответственно повышается. Для предотвращения выгиба-
[c.86]
При сжатии предварительно растянутого сильфона внутренний объем системы уменьшается, а давление залитой рабочей жидкости соответственно повышается. Для предотвращения выгиба-
[c.86]
Основными базовыми деталями системы УСК являются 14 нормализованных дисков и колец. Каждый типоразмер базовой детали является основанием группового переналаживаемого приспособления, охватывающего определенный диапазон диаметров. Система УСК обеспечивает возможность сверления чисел отверстий, [c.52]
Анализ полученной модели показывает, что при длительных испытаниях гидромашин превалирующее влияние на их работоспособность оказывают факторы температуры и скорости вращения ротора. Это объясняется тем, что долговечность исследуемых гидромашин определяется прежде всего износом пх основных деталей. На износ устройств при выбранных значениях факторов больше всего влияют свойства рабочей жидкости, определяемые температурным режимом, и скорость перемещения трущихся поверхностей. Для надежного обеспечения работоспособности необходимо снижать до минимума значения указанных факторов. Снижение температуры рабочей жидкости в системе в два раза позволит увеличить в два раза рабочее давление (в пределах исследуемого диапазона), а повышение точности изготовления деталей узла распределения даст возможность расширить диапазон скоростей гидромашины.
[c.177]
Для надежного обеспечения работоспособности необходимо снижать до минимума значения указанных факторов. Снижение температуры рабочей жидкости в системе в два раза позволит увеличить в два раза рабочее давление (в пределах исследуемого диапазона), а повышение точности изготовления деталей узла распределения даст возможность расширить диапазон скоростей гидромашины.
[c.177]
Основным выходом системы подготовки технической документации являются новые или пересмотренные перечни материалов. Первой фазой этой системы является картотека технических изменений. Картотека изменений в конструкции самолета содержит данные по каждому случаю применения тех или иных узлов или деталей, учитываемых в системе технической документации, и позволяет произвести текущую проверку технических изменений. [c.315]
Контроль за процессом обработки без обслуживающего персонала осуществляется либо непосредственно в ходе обработки, либо между операциями. При этом с помощью встроенных датчиков контролируются основные характеристики системы деталь — инструмент—станок, представленные в табл. 4.3.
[c.130]
4.3.
[c.130]
Посадки всех трех групп с различными зазорами и натягами. можно получить, изменяя положения полей допусков обеих сопрягаемых деталей (рис. 4.10, а). Однако удобнее в технологическом и эксплуатационном отношениях получать разнообразные посадки, изменяя положения поля допуска только вала (рис. 4.10, б) или только отверстия (рнс. 4.10, в). Например, все посадки, рассмотренные в примерах 4.8—4.10 (см. рис. 4.5, 4.8 и 4.9), образованы изменением положения полей допусков вала при постоянных полях допусков отверстий (BS = 15 мкм / / = 0). Деталь, у которой положение поля допуска не зсщисит от вида посадки, называют основной деталью системы. Зто может быть отверстие или вал, имеющие j jooe основное отклонение. В системе допусков и посадок [c.63]
Основными деталями системы являются отверстия Н в системе отверстия и валы/г в системе вала их начальные отклонения равны кулю. Посадки обозначаются на чертежах последовательно знакам отверстия и вала, например, Н7п6 в системе отверстия и Ы7Ь6-в системе вала. [c.95]
[c.95]
Приварные листы, накладки, косынки и т. д. большой протяженности и малой толщины целесообразно, помимо обварки по контуру, соединять с основной деталью точечной сваркой (вид 30) во збежание отставания листов при деформациях системы. [c.179]
Итак, развитие усталостных трещин в процессе эксплуатации элементов конструкций и деталей системы управления ВС является длительным. Это позволяет эффективно проводить их контроль и осуществлять эксплуатацию по принципу безопасного повреждения при обеспечении надежности функционирования систем даже при однократном пропуске трещины, поскольку число полетов с развивающейся трещиной составляет от одной до нескольких тысяч. При определении повреждающего цикла следует исходить из того, что основную роль в развитии трещины играет блок нагрузок от вибраций, которые накладываются на статическую нагрузку, возникающую в момент функционирования системы в полете. В зависимости от вида элемента конструкции вибрации вызывают продвижение трещины или могут не оказывать влияние на ее продвижение. В первом случае имеет место формирование мезоусталостных линий с площадками излома между ними, а во втором случае каждый акт функционирования элемента конструкции в полете связан с формированием каждой усталостной бороздки. В зависимости от условий работы разное число усталостных бороздок может характеризовать один полет ВС. Однако и в этом случае может быть проведена оценка числа бороздок за полет, поскольку начало функционирования и повторение этих действий в полете имеют некоторые различия, что отражается в различии профиля усталостных линий и бороздок, а также в различиях закономерности изменения шага бороздок по направлению роста трещины. Все это несколько усложняет интерпретацию
[c.753]
В первом случае имеет место формирование мезоусталостных линий с площадками излома между ними, а во втором случае каждый акт функционирования элемента конструкции в полете связан с формированием каждой усталостной бороздки. В зависимости от условий работы разное число усталостных бороздок может характеризовать один полет ВС. Однако и в этом случае может быть проведена оценка числа бороздок за полет, поскольку начало функционирования и повторение этих действий в полете имеют некоторые различия, что отражается в различии профиля усталостных линий и бороздок, а также в различиях закономерности изменения шага бороздок по направлению роста трещины. Все это несколько усложняет интерпретацию
[c.753]
Основная функция системы управления качеством — планирование на основании научно-обоснованных прогнозов. В объедй-, нении планируется обновляемость изделий технический уровень изделий удельный вес продукции с государственным Знаком качества номенклатура деталей и сборочных единиц, под-13 А. в. Гличев — 193
[c.193]
в. Гличев — 193
[c.193]
К основным положениям системы планово-предупредительного ремонта инструмента и оснастки, на которых должны базироваться технический надзор за эксплуатацией технологической оснастки и организация работы мастерских по ремонту, относятся классификация приспособлений, вспомогательного инструмента, штампов, прессформ, металлических моделей и прочей оснастки по группам сложности, точности и интенсивности эксплуатации составление инструментальным отделом завода годовых планов-графиков планово-предупредительных ремонтов и уточненных месячных планов (сроки передачи оснастки в ремонт в месячных планах должны быть согласованы с руководством инструментальной службы соответствующего цеха) составление номенклатуры запасных частей для ремонта оснастки и инструмента организация их изготовления в инструментальных цехах и поддержание необходимого запаса их в кладовых РИМ составление альбома технической документации (чертежей, паспортов, нормалей технических условий и пр.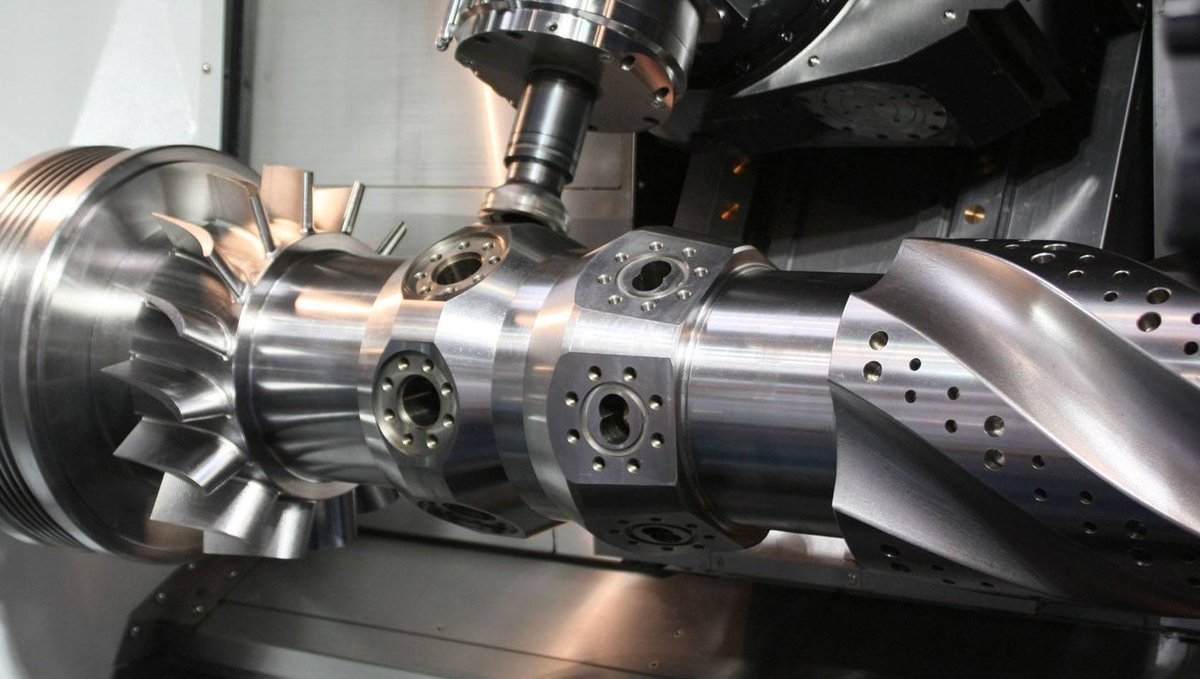 ), необходимых для разработки схем и методов контроля и технологии ремонта применение для ремонта оснастки и инструмента прогрессивной технологии восстановления изношеных деталей или их отдельных конструктивных элементов путем искро- и газопламенной наплавки, электроискрового восстановления изношенного слоя, хромирования, металлизации и др.
[c.129]
), необходимых для разработки схем и методов контроля и технологии ремонта применение для ремонта оснастки и инструмента прогрессивной технологии восстановления изношеных деталей или их отдельных конструктивных элементов путем искро- и газопламенной наплавки, электроискрового восстановления изношенного слоя, хромирования, металлизации и др.
[c.129]
Основным типом системы унифицированных отечественных/fOHHWJf сеялок является 10-рядная дисковая сеялка СД-10, 60—75 ,о деталей которой (высевающие аппараты, передаточные механизмы, колёса, детали ящиков и механизмы подъёма) входят в построенные на её основе другие марки сеялок 12-рядная анкерная СА-12, 17-рядная льняная СЛ-17, [c.48]
Система ППР должна обеспечивать поддержание оборудования в исправном состоянии, его поллую работоспособность и максимальную производительность. Основной задачей системы ППР является максимальное удлинение сроков службы отдельных деталей, узлов и оборудования в целом, систематическое снижение стоимости и повышение качества ремонта. При внедрении системы ППР осуществляются следующие организационнотехнические мероприятия
[c.3]
При внедрении системы ППР осуществляются следующие организационнотехнические мероприятия
[c.3]
HTML-детали Тег
Пример
Укажите детали, которые пользователь может открывать и закрывать по запросу:
Epcot — это
тематический парк в Walt Disney World Resort с захватывающими аттракционами,
международные павильоны, отмеченные наградами фейерверки и сезонные
события.
Epcot Center
Дополнительные примеры «Попробуйте сами» ниже.
Определение и использование
Тег определяет дополнительные сведения, которые пользователь может
открывать и закрывать по запросу.
Тег часто используется для создания интерактивного виджета, который пользователь может
открывать и закрывать. По умолчанию виджет закрыт. В открытом состоянии он расширяется и
отображает содержимое внутри.
В тег можно поместить любой контент.
Совет: Тег <подробности> к
укажите видимый заголовок для деталей.
Поддержка браузера
Числа в таблице указывают первую версию браузера, полностью поддерживающую элемент.
| Элемент | |||||
|---|---|---|---|---|---|
| <подробности> | 12,0 | 79,0 | 49,0 | 6,0 | 15,0 |
Атрибуты
| Атрибут | Значение | Описание |
|---|---|---|
| открытый | открыто | Указывает, что детали должны быть видны (открыты) пользователю |
Глобальные атрибуты
Тег также поддерживает глобальные атрибуты в HTML.
Атрибуты событий
Тег также поддерживает атрибуты событий в HTML.
Другие примеры
Пример
Используйте CSS для стилизации :
детали> сводка {
padding: 4px;
ширина: 200 пикселей;
цвет фона: #eeeeee;
граница: отсутствует;
box-shadow: 1px 1px 2px #bbbbbb;
курсор: указатель;
}
подробности> p {
background-color: #eeeeee;
отступ: 4 пикселя;
маржа: 0;
box-shadow: 1px 1px 2px #bbbbbb;
}
Epcot — это тематический парк в Уолт Дисней.
World Resort с захватывающими аттракционами, международными павильонами,
отмеченные наградами фейерверки и сезонные специальные мероприятия.
Epcot Center