трубы и кромок листового металла, колпачка шиферного гвоздя и других. Спрей под завальцовку
Завальцовка – метод холодной деформации, в результате которого материал не подвергается воздействию высоких температур. Следовательно, свойства и структура материала не изменяются, что является одним из преимуществ такой обработки.
Описание
Завальцовка кромок – это технологическая операция, в результате которой пластической деформации подвергаются края листовых материалов или концы труб и других цилиндрических заготовок. Данный процесс приводит к изменению геометрической формы, но никоим образом не влияет на свойства используемого материала.
Процесс может осуществляться как с помощью ручного инструмента, так и на специальных станках. Метод позволяет получать качественно обработанные края за малый промежуток времени, а также трубы любого нужного диаметра, в том числе и нестандартных размеров.
Завальцевать кромки листового металла бывает необходимо, когда предусматривается его дальнейшее использование, например, в качестве кровельного материала. В этом случае по периметру листа выполняются одинарные или двойные фальцы путем завальцовки кромки. Фальцы служат для надежного соединения листов между собой. Так называемая фальцевая кровля применяется на малоэтажных зданиях различного назначения. При этом кровельный металл для предотвращения его коррозии покрывается специальным полимерным составом.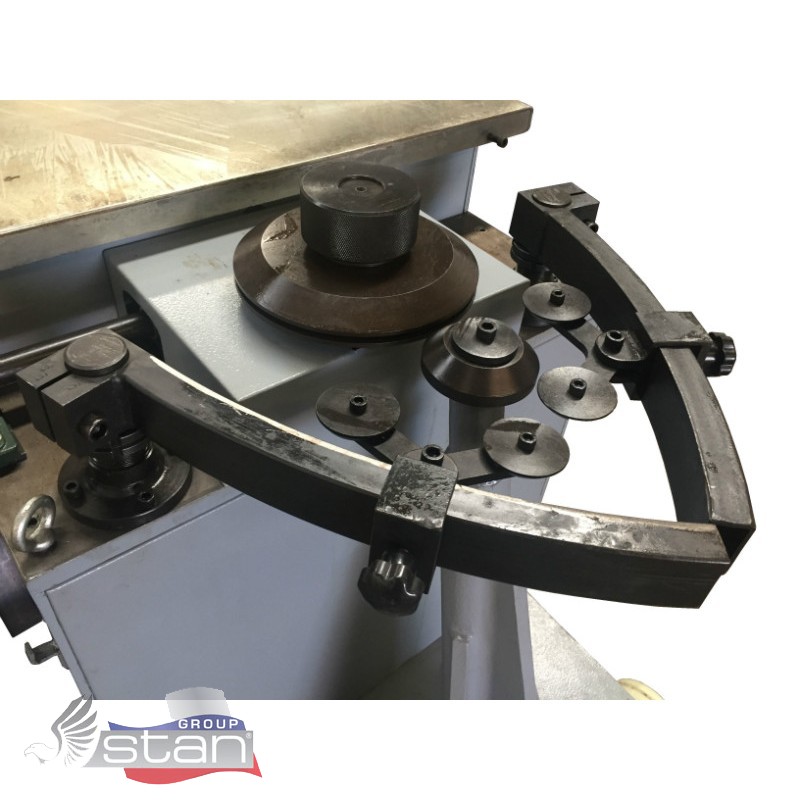
Также метод завальцовки широко применяется для обработки кромок керамической плитки, керамогранита и других отделочных материалов. Он позволяет сгладить углы и острые грани, которые неизбежны при резке плитки. Специальное оборудование позволяет качественно и быстро обработать кромку любой конфигурации, тем самым обеспечив безопасность выполнения плиточных работ.
Матрица оборудования, предназначенного для завальцовки, может иметь различный профиль.
 Соединение деталей способом развальцовки получило широкое применение в области приборостроения.
Соединение деталей способом развальцовки получило широкое применение в области приборостроения.Она позволяет получить повышенную прочность и герметичность готовых изделий, а также придать им современный внешний вид, что также немало важно.
Особенности технологии
Гвозди используются для крепления различных материалов. Но стоит обратить внимание на конструкцию шиферного гвоздя, верхний колпачок которого изготавливается методом жесткой завальцовки. Материалом для колпачка служит тонколистовая, имеющая оцинкованное покрытие, сталь. В результате нижний край колпачка способен четко повторить очертания поверхности волнообразного материала, обеспечив герметичность в точке его установки.
В результате нижний край колпачка способен четко повторить очертания поверхности волнообразного материала, обеспечив герметичность в точке его установки.Завальцовка тонких труб – это процесс пластической деформации ее торцевой части, направленный на получение неразъемной заглушки. Такая операция особенно востребована при ремонте трубок бытовых холодильников и кондиционеров. Технология выполнения заключается в образовании глухого торца с уменьшением или без изменения диаметра трубки путем загиба ее кромки внутрь. Загнутый край обжимается, а затем завальцовывается вручную или на специальных станках.
Проще всего выполнять завальцовку тонкостенных труб, изготовленных из пластичных материалов, таких как медь, алюминий или низкоуглеродистая сталь. Но процедура предусматривает ряд технологических особенностей.
Но процедура предусматривает ряд технологических особенностей.
- Участок трубы, подвергаемый завальцовке, необходимо слегка подогреть. Это позволит увеличить пластичность материала, существенно снизить риск его разрыва, а также исключить упрочнение металла.
- Если операция выполняется на станке, то следует увеличить скорость деформирующего инструмента на начальном этапе, пока заготовка горячая, и постепенно снижать ее по мере остывания материала трубы.
В домашних условиях завальцовку труб проводят, используя обычный молоток. Это грубая операция, которая способна привести к повреждению металла и деформации заготовки. Она возможна лишь при толщине стенки трубы от 1,5 до 2,0 мм. Технология завальцовки шлангов высокого давления предусматривает использование специальных приспособлений и оборудования.
Технология завальцовки шлангов высокого давления предусматривает использование специальных приспособлений и оборудования.
- Сплошная завальцовка позволяет избежать разрыва металла по окружности при его смещении.
 Перед тем, как приступить непосредственно к процессу, на корпусе выполняют кольцевые канавки V-образной формы, глубина и угол которых зависят от диаметра наружной обоймы подшипника. Сама операция выполняется кольцевым пуансоном.
Перед тем, как приступить непосредственно к процессу, на корпусе выполняют кольцевые канавки V-образной формы, глубина и угол которых зависят от диаметра наружной обоймы подшипника. Сама операция выполняется кольцевым пуансоном. - Завальцовка шариками, помещенными в V-образную канавку. Шарики совершают обкат по канавке под нагрузкой, при этом металл корпуса переходит в пластическое состояние, легко деформируясь и завальцовывая подшипник. Именно этот метод применяется в производстве двигателей для авиационной промышленности.
 Перед тем, как приступить непосредственно к процессу, на корпусе выполняют кольцевые канавки V-образной формы, глубина и угол которых зависят от диаметра наружной обоймы подшипника. Сама операция выполняется кольцевым пуансоном.
Перед тем, как приступить непосредственно к процессу, на корпусе выполняют кольцевые канавки V-образной формы, глубина и угол которых зависят от диаметра наружной обоймы подшипника. Сама операция выполняется кольцевым пуансоном.Для завальцовки кромок автомобильных дверей существует множество приспособлений. Технология здесь довольно проста и часто применяется при выполнении ремонтных работ: отдельные элементы дверной конструкции надежно соединяются между собой путем загибания их краев.

Используемое оборудование
Токарный станок используется для завальцовки труб, изготовленных из пластичных материалов. Для выполнения этой операции станок снабжается специальными вальцами небольшого размера и патроном для закрепления заготовки. Также на токарном станке завальцовывают кромки листового металла, плитки.
В домашних условиях для развальцовки труб удобно использовать такое приспособление, как специальные клещи. Их можно приобрести готовыми в торговой сети или сделать самостоятельно, взяв за основу старый трубный ключ.
Также создано немало разновидностей приспособлений для завальцовки автомобильных дверей.
Машина для завальцовки алюминиевых туб действует по принципу закаточной машинки для консервирования. Внешне она чем-то похожа на кофемолку, состоит из двух цилиндрических картриджей и ручки.
Инструмент для завальцовки:
- механический завальцовщик обеспечивает хорошее качество, обрабатывая трубу одновременно несколькими валиками из легированной стали;
- миниатюрные вальцы с винтовой подачей;
- простые клещи с увеличенным плечом рычага;
- аппарат ручной для завальцовки спрея позволяет осуществлять процесс непосредственно на флаконе;
- наконечник троса для троссового привода – уникальное приспособление, применяемое в автомобильной промышленности.

Завальцовка края трубки на токарном станке представлена в видео далее.
Большая Энциклопедия Нефти и Газа, статья, страница 3
Завальцовка
Cтраница 3
При завальцовке уплотнительных гребешков специальным приспособлением не разрешается два раза проходить обжимными роликами по одному месту. Ручную зачеканку желательно вести последовательно в сторону, обратную вращению ротора.
[31]
Ручную зачеканку желательно вести последовательно в сторону, обратную вращению ротора.
[31]
При завальцовке после сборки на корпусе элемента образуется галтель и поясок. Для формирования профиля галтели материал корпуса должен обладать достаточной пластичностью. Для того чтобы снять этот наклеп и придать пластичность материалу, корпуса отжигают в коробах, изготовленных из листовой стали. Отжиг производится в течение 1 ч при 650 — 750 С. Детали охлаждаются вместе с коробом, а затем вынимаются и отправляются на гальваническое покрытие. [32]
При завальцовке уплотнительных гребешков специальным приспособлением не разрешается два раза проходить обжимными роликами по одному месту. Ручную зачеканку желательно вести последовательно в сторону, обратную вращению ротора. [33]
При завальцовке после сборки на корпусе элемента образуется галтель и поясок. Для формирования профиля галтели материал корпуса должен обладать достаточной пластичностью. Для того чтобы снять этот наклеп и придать пластичность материалу, корпуса отжигают в коробах, изготовленных из листовой стали, в течение 1 ч при 650 — 750 С. Отожженные корпуса гальванически никелируют и передают на участок сборки элементов. Корпуса из монели используют без гальванического покрытия.
[35]
Для формирования профиля галтели материал корпуса должен обладать достаточной пластичностью. Для того чтобы снять этот наклеп и придать пластичность материалу, корпуса отжигают в коробах, изготовленных из листовой стали, в течение 1 ч при 650 — 750 С. Отожженные корпуса гальванически никелируют и передают на участок сборки элементов. Корпуса из монели используют без гальванического покрытия.
[35]
При завальцовке отделка наружной кромки оправы нарушается, и она становится блестящей. [36]
При завальцовке склеенных линз центрировка обеспечивается линзой, имеющей большую толщину по краю, а остальные линзы должны помещаться в оправе с большим зазором. [38]
При сферической завальцовке клапана наблюдается следующее явление. При заливке масла в основной цилиндр через маслоналивное отверстие масло перетекает через шариковый клапан, прижимает шарик 4 к краям завальцовки и перекрывает канал 3 клапана. Этим самым клапан закупоривается и не дает возможности маслу перетекать из дополнительного резервуара в основной цилиндр.
[40]
Этим самым клапан закупоривается и не дает возможности маслу перетекать из дополнительного резервуара в основной цилиндр.
[40]
Крепление завальцовкой применяется широко для неответственных зеркал ( например, осветительных) диаметром до 50 мм. Недостатком такого соединения является невозможность регулирования усилия зажима детали. Кроме того, соединение с оправой производится по всему периметру зеркала, что может вызвать его деформацию. [41]
Соединение завальцовкой широко применяют при операциях сборки. При этом одна из деталей имеет на торце дополнительный припуск материала, который обжимают по поверхности другой детали. [42]
Крепление завальцовкой применяется широко для неответственных зеркал ( например, осветительных) диаметром до 50 мм. Недостатком такого соединения является невозможность регулирования усилия зажима детали. Кроме того, соединение с оправой производится по всему периметру зеркала, что может вызвать его деформацию.
[43]
Кроме того, соединение с оправой производится по всему периметру зеркала, что может вызвать его деформацию.
[43]
Перед завальцовкой место установки камня хорошо промывают. Оправку зажимают в цангу 4 токарного станка, а камень вставляют в нее пинцетом. [44]
Развальцовка и завальцовка являются разновидностью клепки. Развальцовка и завальцовка осуществляются на токарных или сверлильных станках с помощью специальной оправки или давильни ка. Металл заклепки раскатывается, образуя буртик, который прочно скрепляет две или несколько деталей. Этими способами удобно осуществлять соединение металлических деталей с тонкими изоляционными, термопластическими и керамическими, так как ограничение движения развальцовки ( завальцовки) при помощи упора предохраняет детали от механического воздействия и разрушения. [45]
Страницы: 1 2 3 4
Развальцовка труб: ГОСТ, видео своими руками
Изготовление труб или их модификация для использования в той или иной системе, предполагает разнообразное воздействие. Применяют при этом как термические методы обработки, так и «холодные». Большинство процессов холодных связаны с участием вальцов.
Применяют при этом как термические методы обработки, так и «холодные». Большинство процессов холодных связаны с участием вальцов.
Ручной развальцовщик
Часто такого рода работы объединяются в одну категорию – развальцовка, что в корне неверно.
Вальцовка: что это означает
Термин используется для обозначения следующих процессов.
- Вальцовка – основная технологическая операция при производстве бесшовного трубопровода заключается в формировании изделия из круглой заготовки. Заготовка вытягивается, утончается и калибруется на соответствующем оборудовании – вальцах. Отсюда и название.
- Развальцовка – не требует обязательного участия вальцов, может производиться своими руками. Суть ее заключается в увеличении диаметра края трубы с помощью механического воздействия. Необходимость такая часто возникает при соединении прямых отрезков.
Качественный стык подразумевает вставку одного отрезка в гильзу – расширение, другого и запаивание зазора. Но так как далеко не все изделия имеют такую гильзу, операцию приходится делать самостоятельно. В быту под развальцовкой обычно понимают этот процесс.
Но так как далеко не все изделия имеют такую гильзу, операцию приходится делать самостоятельно. В быту под развальцовкой обычно понимают этот процесс.
- Завальцовка – обратная операция: обжимание края трубы перед установкой в гильзу. Если предполагает нарезка резьбы вручную, край трубопровода также нужно уменьшить в объеме – завальцевать. Используются для этого обычные клещи или миниатюрные вальцы.
- Гибка – большинство трубогибочных станков как ручных, так и гидравлических, включают в себя вальцы. Изделие вставляется в станок, деформирующей ролик прокатывается по длине отрезка и постепенно выгибает под требуемым углом. Так как в операции участвуют вальцы, этот процесс тоже часто именуют развальцовкой. Гибке подвергаются водоводы из нержавейки и алюминия.
Правомерно называть так стоит только второй вариант – увеличение диаметра края перед соединением. ГОСТ регламентирует качественные и количественные характеристики результата вальцовки.

Развальцовка: последовательность действий
Операции подвергаются изделия из нержавейки, алюминия и меди – то есть, материала, обладающего определенным уровнем пластичности. Применяются для этого как приспособления, изготовленные своими руками, так и специальные. Для развальцовки трубы с большим диаметром необходимо профессиональное оборудование.
Развальцованные края чаще всего можно встретить у канализационных водоводов среднего и большого диаметра. Именно их размеры и допустимая погрешность описываются ГОСТом.
В домашних условиях чаще приходится иметь дело с медными трубами. А вот завальцовке подвергаются изделия из нержавейки. Технология процесса одинакова для любого инструмента.
- Торец отрезка зачищается, устраняют заусеницы.
- На край одевается муфта.
- Труба устанавливается в какое-то приспособление для развальцовки и зажимается.
- Если речь идет о ручном приспособлении, то выглядит это так: конус развальцовщика, когда завинчивается винт, оказывает давление на внутреннюю поверхность водовода и деформирует ее.
- Развальцовщик снимается. Конец отрезка должен иметь правильную воронкообразную форму со стенками, скощенными под углом в 45 градусов.
- Затем муфту перемещают на развальцованный край и закручивают гайку.
На видео демонстрируется развальцовка медной трубы перед соединением.
Инструменты для развальцовки
При монтаже медного трубопровода своими руками вполне достаточно ручного приспособления. Медь – металл пластичный. Для формирования воронкообразного края нужны не столько усилию, сколько аккуратность. Воронка должна быть совершенно симметричной, без перекосов или сколов.
- Самый простой механизм состоит из двух частей: фиксатор с типовыми диаметрами – металлическая пластина, в которой удерживается изделие, и конус с винтом. На фото демонстрируется образец.
- Экстендер – рычажный инструмент со сменной расширительной головкой под разные диаметры. Экстендер фиксируется на край, рычаги разводятся и лапки растягивают трубу.
Работать с механическими приспособлениями нужно аккуратно, так как здесь велика опасность сформировать стенки неравной толщины.
- Развальцовщик профессиональный – как правило, оборудуется электроприводом и относится к вальцовым аппаратам. Конусовидная головка соответствующего диаметра прокатывается по краю изделия, пока воронка не достигает требуемой величины и формы. Равномерность и симметричность в этом случае значительно выше.
Для работы с водоводами из нержавейки, большого диаметра использовать можно только этот инструмент. В противном случае требования ГОСТ выполнены не будут, а соединения трубопровода окажутся некачественными.
Штакетник металлический М-образный Эко-М для забора
Штакетник М-образный Эко-М 95мм
16 ребер жесткости, завальцовка
Характеристики Евроштакетника М-образного ЭКО-М
- Рекомендуемое количество: 7-8 шт. на 1 пм забора
- Расстояние между штакетником при одностороннем заполнении: 2-4 см
- Расстояние между штакетником при заполнении шахматкой: 4-6 см
- Вид профиля металлоштакетника: М-образный
- Ребер жесткости: 16 шт.
- Высота профиля: 10 мм
- Ширина: 95 мм (скрытая завальцовка)
- Длина: по размерам Заказчика от 0,1м до 3м
- Толщина металла: 0,45-0,50 мм
- Вес 1 пм штакетника: 0,387 кг
- Покрытие: оцинковка, полиэстер, Стальной Бархат, под дерево и камень (Printech Корея)
- Цвет: оцинкованный, любой из палитры цветов
- Срок изготовления: 1 день!
- Гарантия: завод-изготовитель металла заявляет гарантию на выпускаемую продукцию до 50 лет!
- Условия оплаты: наличный, безналичный расчет, оформление в кредит
- Упаковка: за счет производителя — ТПК Центр Металлокровли.
- Весь штакетник (кроме оцинкованного) выпускается в защитной пленке, которая предотвращает повреждения полимерного покрытия во время транспортировки и должна демонтироваться перед монтажом. При отправке транспортной компанией штакетник упаковывается пачками по 50 шт в фирменные картонные коробки, различные размеры штакетин прокладываются между собой защитным упаковочным материалом. При необходимости (габариты, вес) — размещается на деревянный поддон и заколачивается в деревянную обрешетку.
- Доставка: в любой город России и СНГ транспортными компаниями, до терминала ТК доставка БЕСПЛАТНО.

 При необходимости (габариты, вес) — размещается на деревянный поддон и заколачивается в деревянную обрешетку.
При необходимости (габариты, вес) — размещается на деревянный поддон и заколачивается в деревянную обрешетку.Описание Евроштакетника М-образного ЭКО-М 95 мм
Евроштакетник М-образный «ЭКО-М» для забора — ЭКОномичный и ЭКОлогичный, а так же эргономичный, эстетичный, эффективный, практичный и необычный!
Инновационный доработанный М-образный вид профиля:
- Максимальная рабочая ширина планки евроштакетника при минимальном расходе сырья обеспечивает низкую себестоимость;
- Крепление в середину планки позволяет вдвое снизить расход крепежа без потери прочности крепления;
- Завальцованные края плотно прижимаются к лаге за счет приподнятой середины профиля.
Профилированные планки имеют 16 ребер жесткости, скрытую завальцовку и М-образную форму в разрезе. Ширина планки штакетника составляет 95 мм, высота профиля 10 мм.
Края планок штакетника завальцованы, что придает планкам законченный вид, дополнительную прочность, а также помогает избежать повреждений при транспортировке и монтаже. Завальцованные края штакетника безопасны в процессе эксплуатации для детей и животных.
Евроштакетник М-образный ЭКО-М 95 мм характеризует отличный дизайн, прочное и долговечное покрытие и широкая цветовая гамма по каталогу RAL. Планки штакетника производятся также с односторонним покрытием имитирующим рисунок натурального дерева.
Заборы из металлического штакетника М-образного ЭКО-М – это лучшие декоративные ограждения, способные стать украшением любого участка. В силу геометрии профиля данного вида штакетника, при небольшой высоте забор не смотрится громоздким, поэтому штакетник ЭКО-М часто используют для ограждения грядок, клумб, площадок, зонирования внутренней территории участка, а не только для возведения забора по внешнему периметру участка.
В одном погонном метре забора: 7-8 штакетин при ширине 95 мм.
Штакетник ЭКО-М победитель премии новинка 2020 года
Металлический штакетник для забора марки ЭКО-М 95мм с М-образным профилем — победитель премии Mosbuild Awards лучшие новинки года на международной выставке строительных и отделочных материалов Мосбилд 2020.
Видео с производства штакетника М-образного ЭКО-М
Комплектующие для крепления металлосайдинга
Металлический сайдинг с каждым годом вызывает всё больше интереса со стороны покупателей.
У металлосайдинга очень обширная сфера применения:
- отделка фасада,
- устройство подшива кровли,
- оформление заборов,
- как интерьерный вариант – для отделки потолков, стен и т.д.
Причем, применяться металлосайдинг может на зданиях абсолютно любого назначения.
Назначение металлосайдинга:
- защита фасада от воздействия окружающей среды,
- придание эстетичного внешнего вида,
- возможность скрыть коммуникации на фасаде (проводка, трубы и т. д.),
- устройство вентилируемых фасадов из металлосайдинга, позволяет дополнительно утеплить строение, если в этом есть необходимость.
 д.),
д.),Помимо самого металлического сайдинга, вам потребуются комплектующие для грамотного и надежного оформления всего фасада.
В этой статье, мы постараемся максимально просто и подробно рассказать, какие комплектующие для монтажа металлосайдинга обычно применяются.
Разберемся сначала с основными правилами и понятиями.
По своему типу комплектующие для металлосайдинга бывают:
- Универсальные
- Простые
- Сложные
- Сборные
Детали для металлосайдинга могут быть изготовлены в любом покрытии, которые у нас представлены на сайте, а также в толщинах металла — от 0,45 до 0,5 мм.
Исключение: Z-образная планка*.
Комплектующие для обшивки металлосайдингом подбираются под вид сайдинга. То есть доборные элементы, например, от “Корабельной доски” не подойдут для “Woodstock”.
То есть доборные элементы, например, от “Корабельной доски” не подойдут для “Woodstock”.
Универсальные комплектующие
Система крепления: скрытая.
Установка: как до, так и после монтажа металлосайдинга.
Вид сайдинга: Корабельная доска, L-брус, L-брус XL, Woodstock.
Преимущества: универсальность применения.
Отлив
Размерный ряд:
150*30*2000
180*30*2000
210*30*2000
240*30*2000
Назначение: используется для защиты оконного проема — еще этот элемент называют подоконник.
Завальцовка: с одной стороны — низ детали.
Отлив цокольный
Размерный ряд:
50*20*2000
Назначение: защищает от погодных явлений место стыковки фасада с цоколем.
Рекомендация по монтажу: в зависимости от выбранного вида сайдинга, монтируется до или после монтажа металлосайдинга.
Завальцовка: с одной стороны — низ детали.
Планка аквилона малая
Размерный ряд:
35*20*2000
35*20*3000
Назначение: применяется в комплекте с планкой окоса 3D или планкой карнизного свеса простой и сложной.
Порядок монтажа: сперва устанавливается Планка аквилона малая, а уже в ней фиксируется Планка откоса 3D (в группе сложных комплектующих) или планки карнизного свеса (простая и сложная). В итоге — аккуратно выполненный узел обрамления оконного проёма.
Z-образная
Размерный ряд:
32*15*3000
Назначение: применяется как опорная планка, в том случае, когда последняя панель сайдинга — подрезается.
*Изготавливается только в 0,7 толщине металла и только в покрытии Полиэстр.
Простые комплектующие
Система крепления: открытая.
Установка: после монтажа металлосайдинга (кроме начальных планок).
Вид сайдинга: Корабельная доска, L-брус, Woodstock.
Преимущества: простота монтажа.
Недостатки: видимый крепеж.
Внутренний угол
Размерный ряд:
30*30*3000
50*50*3000
50*50*2000
75*75*3000
Назначение: закрывает кромки сайдинга на стыке внутреннего угла. Его могут называть “обратный уголок” для металлосайдинга. “Обратный” — потому что покрытие внутри детали.
Завальцовка с обеих сторон.
Наружный угол
Размерный ряд:
30*30*3000
50*50*3000
50*50*2000
75*75*3000
Назначение: закрывает кромки металлосайдинга на стыке внешнего угла. Его еще называют уголок для металлосайдинга.
Его еще называют уголок для металлосайдинга.
Завальцовка с обеих сторон.
Начальная планка
Размерный ряд:
10*20*2000
10*20*3000
Назначение: применяется для фиксации первой панели металлосайдинга «Корабельная доска».
Монтируется: до начала монтажа металлосайдинга.
Завальцовка: с одной стороны.
Начальная планка Woodstok
Размерный ряд:
12*15*3000
Назначение: применяется для фиксации первой панели металлосайдинга Woodstock.
Монтируется: до начала монтажа металлосайдинга.
Завальцовка с одной стороны, с другой стороны элемента — “зацеп” для замка панели металлосайдинга.
Завершающая планка
Размерный ряд:
65*3000
Назначение: применяется для оформления завершения монтажа металлосайдинга в том случае, когда монтаж заканчивается на плоской части панели. Особенно актуально подойдет для форм «Корабельная доска» и «L-брус».
Особенно актуально подойдет для форм «Корабельная доска» и «L-брус».
Завальцовки нет, есть только “зацеп” с одной стороны детали.
Стыковочная планка
Размерный ряд:
60*3000
Назначение: накладывается “поверх”, на места стыковки панелей сайдинга по длине, тем самым закрывая место реза.
Монтируется после монтажа сайдинга.
Завальцовка с обеих сторон элемента.
Ширина полки: 60 мм.
Планка карнизного свеса
Размерный ряд:
200*30*2000
250*50*2000
250*50*3000
Назначение: применяется как самостоятельный элемент, так и в комплекте с планкой аквилона малой. В комплекте, они считаются основные комплектующие элементы для обрамления окон и дверей снаружи, а так же для оформления карнизного свеса крыши.
Служат как для оформления карнизных свесов крыши, так и для обрамления оконных и дверных проёмов, защиты деревянных конструкций и придания фасаду эстетичного внешнего вида.
Завальцовка с одной стороны.
Сложные комплектующие
Система крепления: скрытая.
Фиксация: саморезами к направляющим.
Установка: до монтажа сайдинга.
Монтаж: панели металлосайдинга фиксируются между угловыми элементами, или между углом и стыковочной планкой. Чтоб компенсировать температурный зазор, необходимо оставлять 10 мм. между рёбрами планок и металлосайдингом.
Вид сайдинга: Корабельная доска, L-брус, L-брус XL, Woodstock (для Woodstock своя).
Преимущества: невидимый крепеж, эстетичный внешний вид.
Особенности: длина изделий – 2 и 3 метра.
Внутренний угол
Размерный ряд:
75*3000
Назначение: закрывает кромки металлосайдинга на стыке внутреннего угла.
Завальцовки нет, так как в данном случае, в местах крепления элемента дополнительная жесткость не требуется.
Для Woodstock свой внутренний угол.
Наружный угол
Размерный ряд:
75*75*3000
Назначение: закрывает кромки металлосайдинга на стыке внешнего угла.
Завальцовки нет, так как в данном случае, в местах крепления элемента дополнительная жесткость не требуется.
Для Woodstock свой наружный угол.
Стыковочная планка
Размерный ряд:
75*3000
Назначение: закрывает стыки панелей по длине на плоскости. Еще носит название планка Н-образная.
Завальцовки нет, так как в данном случае, в местах крепления элемента дополнительная жесткость не требуется.
Монтаж детали производится с отступами, согласно Инструкции по монтажу сайдинга. Так как элемент монтируется ДО монтажа металлосайдинга, важно четко определить и обозначить, где будет место стыковки панелей по длине.
Так как элемент монтируется ДО монтажа металлосайдинга, важно четко определить и обозначить, где будет место стыковки панелей по длине.
Для Woodstock своя стыковочная.
Стыковочная универсальная
Размерный ряд:
50*30*3000 (Woodstock)
50*18*2000
50*18*3000
Назначение: закрывает стыки панелей по длине на плоскости. Еще носит название планка Т-образная.
Завальцовка с одной стороны.
Монтаж детали производится с отступами, согласно Инструкции по монтажу сайдинга. Так как элемент монтируется ДО монтажа металлосайдинга, важно четко определить и обозначить где будет место стыковки панелей по длине.
Для Woodstock своя стыковочная.
Откос 3D
Размерный ряд:
230*75*2000 Woodstock
230*75*3000 Woodstock
245*75*2000
245*75*3000
Назначение: применяется в комплекте с планкой аквилона малой. В комплекте, они считаются основные комплектующие элементы для обрамления окон и дверей снаружи.
В комплекте, они считаются основные комплектующие элементы для обрамления окон и дверей снаружи.
Служат для обрамления оконных и дверных проёмов, защиты деревянных конструкций и придания фасаду эстетичного и объёмного внешнего вида, за счёт конфигурации планки.
Завальцовки нет, так как в данном случае, в местах крепления элемента дополнительная жесткость не требуется.
Планка карнизного свеса
Размерный ряд:
185*50*2000
250*50*2000
250*50*3000
Назначение: применяется в комплекте с планкой аквилона малой. В комплекте, они считаются основные комплектующие элементы для обрамления окон и дверей снаружи, а так же оформления карнизного свеса крыши.
Служат для обрамления оконных и дверных проёмов, защиты деревянных конструкций и придания фасаду эстетичного внешнего вида.
Завальцовки нет, так как в данном случае, в местах крепления элемента дополнительная жесткость не требуется.
j-профиль
Размерный ряд:
25*30*2000 Woodstock
25*30*3000 Woodstock
24*18*2000
24*18*3000
Назначение: универсальный комплектующий для монтажа металлосайдинга. Фиксирует панели металлосайдинга, как вариант завершения монтажа сайдинга, для оформления подшива свесов кровли и т.д
Завальцовка: с одной стороны детали.
Завершающая планка
Размерный ряд:
30*25*3000
Назначение: фиксация последней панели металлосайдинга, также, служит начальной планкой для сайдинга L-брус. Еще его называют отделочный профиль для металлосайдинга.
Завальцовки нет, только прижимной лепесток с одной стороны детали.
Сборные комплектующие
Такие комплектующие для металлосайдинга соединили в себе легкость монтажа от простых доборных элементов, эстетичность и невидимый крепёж от сложных.
Состоят они из двух элементов, один из которых, нижний – монтируется ДО начала монтажа металлосайдинга, а второй – верхний, устанавливается ПОСЛЕ того, как металлосайдинг смонтирован.
- Применяются только для металлосайдинга Woodstock.
- Изготавливаются в двух длинах — 2000 и 3000 мм.
- В сборных комплектующих представлены 3 элемента: внутренний угол, наружный угол, стыковочная планка.
Порядок монтажа обоих углов и стыковочной планки одинаковый.
НИЖНЯЯ ПЛАНКА
- Монтируется ДО монтажа металлосайдинга.
- Крепится саморезами на подвесы для металлосайдинга.
- Назначение: основа для фиксации верхнего декоративного элемента.
ВЕРХНЯЯ ПЛАНКА
- Монтируется ПОСЛЕ монтажа металлосайдинга.
- Фиксируется — путём защелкивания на нижней планке. Процесс требует усилий, рекомендуется производить работы вдвоём, с поддержкой детали с двух сторон.
- Специальная конфигурация элемента дает жёсткость конструкции и обеспечивает надёжную фиксацию детали.
- Не требует дополнительного крепежа.
- Назначение: эстетичный и завершенный вид фасада без видимого крепежа.
 Процесс требует усилий, рекомендуется производить работы вдвоём, с поддержкой детали с двух сторон.
Процесс требует усилий, рекомендуется производить работы вдвоём, с поддержкой детали с двух сторон.СБОРНЫЙ НАРУЖНЫЙ УГОЛ
Нижняя планка
Верхняя планка
Наружный угол в собранном виде
СБОРНЫЙ ВНУТРЕННИЙ УГОЛ
Нижняя планка
Верхняя планка
Внутренний угол в собранном виде
СБОРНАЯ СОЕДИНИТЕЛЬНАЯ ПЛАНКА
Верхняя планка
Нижняя планка
Соединительная планка в собранном виде
Резюмируем
Комплектующие элементы для отделки фасада металлосайдингом, у нас представлены в ассортименте в любом цвете, конфигурации и даже текстуре.
Вы можете воплотить самые смелые и необычные решения на своём фасаде. Особенно, если «поиграть» на контрасте и использовать доборные элементы к металлосайдингу другого цвета. Например, выбирая светлого оттенка металлосайдинг, можно использовать тёмного оттенка доборные элементы. Это очень известный и популярный манёвр в оформлении фасадов.
Причем, независимо от того, какой вид комплектующих Вы выберете, главное — придерживаться и соблюдать Инструкцию по монтажу сайдинга, и всё получится.
Надеемся, наша статья была для Вас полезной, помогла разобраться какие и зачем применяются детали для металлосайдинга.
В статье упоминаются категории:
В статье упоминаются товары:
cccp3d.ru | проверка завальцовки трубы с гайкой
Доброго времени суток господа.
Помогите, пожалуйста, разобраться как реалистично проверить завальцовку трубы..
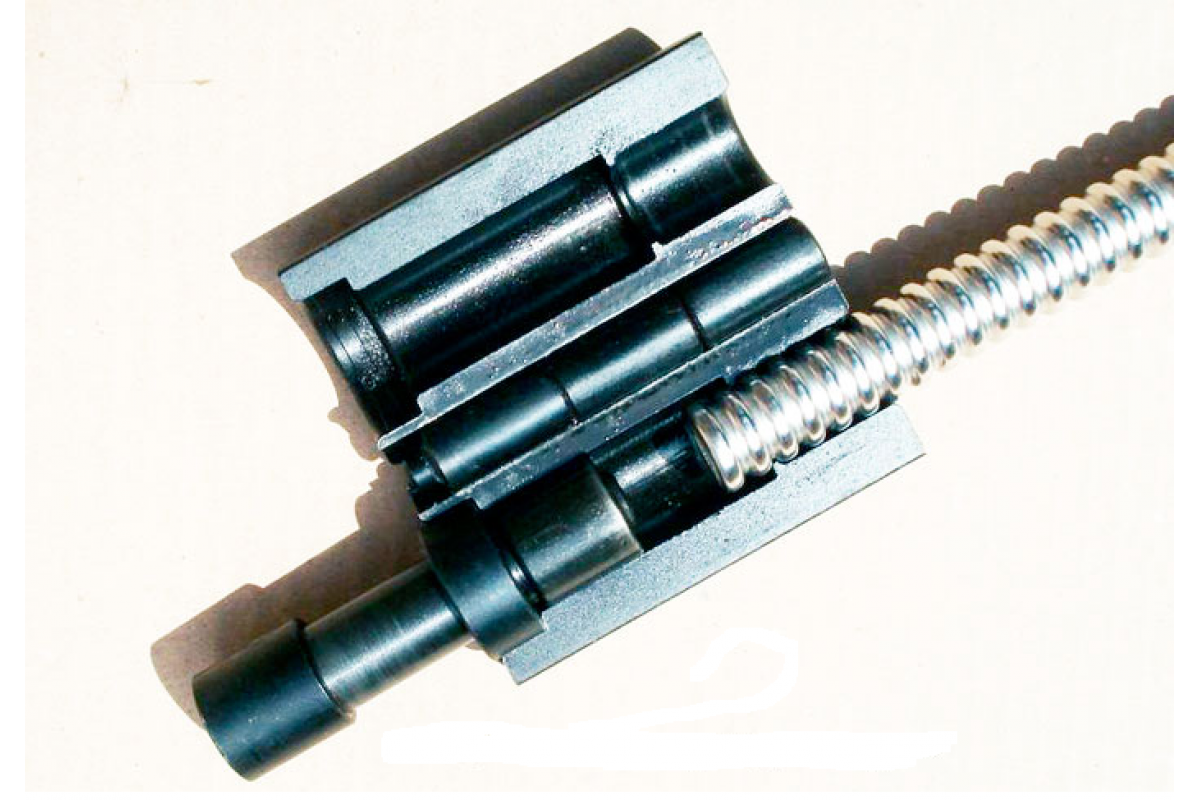
Делаю бессварные рычаги подвески. Хочу понять какой формы лучше сделать гайку под наконечник(в кружке отметил место) , насколько глубоко продавливать трубу при вальцовке. Вторым уже стоит вопрос проверки запаса прочности трубы, но сперва оптимизация формы гайки.
Хочу понять какой формы лучше сделать гайку под наконечник(в кружке отметил место) , насколько глубоко продавливать трубу при вальцовке. Вторым уже стоит вопрос проверки запаса прочности трубы, но сперва оптимизация формы гайки.
Что-то уже второй день пытаюсь по разному задавать граничные условия, а точнее контакты и крепижи, чтобы получить реальную картину, но получаю не то, что ожидаю.
Хочу также получить еще и результаты статического анализа в котором будет смоделирована резьба по ГОСТу, дабы увидеть где сильнее напряжения в витках резьбы, на шейки наконечника или на трубе в месте завальцовки. Но в результате я пришел к выводу что нужно задавать наборы контактов, чтобы увидеть напряжения на витках резьбы, а это долгий медленный расчет по сравнению с расчетом учитывающим глобальный контакт, но может я пропустил что-то, так как вот наткнулся на пост, где автор утверждает, что сделал анализ используя в модели сопряжения по плоскостям. http://secret.kompas3d.su/forum/5-72-7 94сообщение . Короче в итоге я просто сделал жесткую связь между наконечником и гайкой, соединение типа болт предполагает что болт стягивает тела между собой и поэтому требует, как я понял, прилегания головки болта к плоскости , в моем случае, мало того, что головки нет, так еще и нет прилегания. Но может правда стоит контршайбу вставить, которая в реале то должна быть и ее обозначить головкой болта, но чет странно это выглядит.
Короче в итоге я просто сделал жесткую связь между наконечником и гайкой, соединение типа болт предполагает что болт стягивает тела между собой и поэтому требует, как я понял, прилегания головки болта к плоскости , в моем случае, мало того, что головки нет, так еще и нет прилегания. Но может правда стоит контршайбу вставить, которая в реале то должна быть и ее обозначить головкой болта, но чет странно это выглядит.
Возможно, стоило бы завальцовку смоделировать как горячую посадку, но нужно тогда задавать пересечение тел, не знаю насколько делать и насколько это корректно.
Edited by Michaelss
Завальцовка патрона 9РА в Хорхе?!
Orlan
Раньше не обращал внимание а сейчас заметил: гильзы после досылания в патронник Хорхе имеют странный вид обжима. Это из за конструкции патронника? У всех так или только у меня?
Это из за конструкции патронника? У всех так или только у меня?
Первые две — стрелянные гильзы
Вторые две не стрелянные
Трети патрон после досылания вручную в патронник.
kum001
Стреляные техкрим выглядят аналогично.
михон
Офф. но такими гильзы становятся не только в Хорхе. АПС-М тоже даёт такую необычную деформацию.
Eros
михон
Офф. но такими гильзы становятся не только в Хорхе. АПС-М тоже даёт такую необычную деформацию.
Полностью согласен. Многие пистолеты выбрасывают именно такие гильзы. Это не страшно и говорит только об одном: в пистолете можно смело применять гильзы с любой завальцовкой.
Orlan
Я так понял что это говорит только об одном: патронник делает свою завальцовку и ему пох как завальцован патрон. Это есть гуд!
Это есть гуд!
DIMM77
А если он вальцует их из-за того, что там «тесно» патрону? может размеры патронника не соответствуют?
у меня такого не наблюдается..
у Вас две пружины?
ego
У меня две пружины и такого не наблюдаю.
Hot Gun
Лучше так, чем когда в моем МР79 им некуда «развальцовываться», так дует все гильзы… Посмотрел на первые две фото, прям девачки, вообще неподутые, аж завидно! )))
Mirai
у меня третье тоже не так, пружины две, не модифицированные
Orlan
У меня пружины две, ствол старый. После досылания вручную горлешко гильзы выпрямляется. Постронник сам под себя формирует гильзу. Проблем при стрельбе не возникало, всё штатно и кучно.
Проблем при стрельбе не возникало, всё штатно и кучно.
Юхан
У меня пистолет из первых — куплен через неделю после начала продаж на КСПЗ.
Никогда такого не видел.
Pavel0545
И у иеня такого нет, мое мнение это из-за короткого патронника (недоточенного).
снайпер-177
Никогда не было так, а тут вообще гильзы как от люгера 7,65.
Видно, все от патронника зависит. Может забить, если не мешает.
Экскурсовод
Хм, у меня ТК-50 такие же гильзы прилетают…. и не дует…
как от люгера 7,65.😛 Тоже по началу что-то такое же в голову пришло…
PS Купил ХОРХЕ 22 февраля… металл, лето-2007, ствол — ессно старый…
Хотел купить новый, но не сдержался и взял старый, стреляет на отлично 😊
Orlan
Проблем при стрельбе нет! Всё ОК! Просто интересен сам факт. Как уже было сказанно ему будет пох как хавальцован патрон!
С Т Р Е Л О К
Это чтото с патронником… У меня такого не было нина одном стволе…
Серый Волк
В обед проверял новую втулку (вставку в затвор), собрал немного гильз. Техкрим все с таким обжатием, АКБС практически незаметно, но все же присутствует. КСПЗ, к сожалению, закончились.
shin-ap
А у меня такого нет. Хорхе-1, ствол с прямыми зубами, пружина одна. Т.е, патронник длиннее?
Серый Волк
shin-ap — мой выпуска 11-2006, но патронник не замерял еще.
naviko
У меня только отметину
Makaroff
У себя не проверял-не вижу глубокого смысла в собирании гильз после тренировки 😛
Главное зверь ест все — не давится, чего еще нужно то 😊
Serg S
Гильза не должна довальцовыватся (упор в радиус гильзы), налицо непригнанность деталей (ход затвора и посадка ствола). Дефектом это назвать можно, но это характерно для большинства аппаратов такого типа.
Big Max
У себя не проверял-не вижу глубокого смысла в собирании гильз после тренировкиПредставляю как у вас тир загажен! Я после каждых срельб объязательно подметаю, если друзья стреляют то сами приберают.
По поводу гильз на Хорьке проверил даже специально спустился в тир отстрелял на 2 пружинах техкримовскими и убойными затем убрал доп. пружину повторил попытку. Мой результат — никакой деформации, никакой завальцовки.
пружину повторил попытку. Мой результат — никакой деформации, никакой завальцовки.
Makaroff
Big Max
Представляю как у вас тир загажен! Я после каждых срельб объязательно подметаю, если друзья стреляют то сами приберают.
Угу.. когда одновременно стреляют 7-10 человек , примерно по 80-120 патронов за час каждый — это несколько затруднительно 😛
Тем более не вижу острой необходимости подметать за собой- ибо мы платим за аренду тира деньги , тарифы московские.
Big Max
Ну тогда вопросов нет 😊 У меня до тира ехать 50 км, так что я переделал подвал под тир, тем самым сэконлмил кучу времени!
Определение прокатки по Merriam-Webster
прокатка | \ ˈRō-liŋ \настоящее причастие рулон
: не имеет фиксированной даты или крайнего срока или не имеет фиксированной даты : постоянно регулируется в течение определенного периода времени, чтобы обеспечить гибкость для индивидуальных обстоятельств
Представитель De Blasio Вили Норвелл заявил, что город поощряет семьи регистрировать своих детей до 26 июня, хотя есть скользящий крайний срок до октября. 1. По его словам, чем раньше семьи подадут заявки, тем больше у них шансов получить место, которое они хотят. — Мэтью Чейес. Многие юридические школы используют непрерывный процесс приема, то есть оценивают заявки по мере поступления и выпускают решения о приеме, одно за другим. .— Илана Коварски Правление Delaware Aglands Foundation объявило о том, что введет скользящий процесс подачи заявок на участие в программе ссуды для молодых фермеров, чтобы предоставить молодым фермерам больше гибкости при приобретении фермы. — The Dover Post
1. По его словам, чем раньше семьи подадут заявки, тем больше у них шансов получить место, которое они хотят. — Мэтью Чейес. Многие юридические школы используют непрерывный процесс приема, то есть оценивают заявки по мере поступления и выпускают решения о приеме, одно за другим. .— Илана Коварски Правление Delaware Aglands Foundation объявило о том, что введет скользящий процесс подачи заявок на участие в программе ссуды для молодых фермеров, чтобы предоставить молодым фермерам больше гибкости при приобретении фермы. — The Dover Post
определение прокатки по The Free Dictionary
roll
(rōl) v. рулон , рулон , рулон
рулон , рулон , рулон
1. Для движения вперед по поверхности путем вращения вокруг оси или многократного переворачивания.
2. Для передвижения или передвижения на колесах или роликах: кататься по тротуару на своих самокатах.
3. Для передвижения; блуждать: кататься из города в город.
4.а. Путешествовать или перевозиться в транспортном средстве.
б. Перенести по ручью: Бревна катились по течению реки.
5.а. Для начала движения или работы: пресс не катится.
б. Устойчиво работать или добиваться успеха; набрать обороты: наконец, началась политическая кампания.
6. Пройти мимо; elapse: Дни шли.
7. Повторить. Часто используется с вокруг: Снова наступило лето.
8. Двигаться с периодическим оборотом, как планета на своей орбите.
9. Перевернуть и перевернуть: Щенок катался по грязи.
Перевернуть и перевернуть: Щенок катался по грязи.
10. Обычно быстро и постоянно переводить взгляд: Глаза ребенка закатываются от испуга.
11. Для поворота или вращения вокруг оси.
12. Для движения или продвижения с восходящим и нисходящим движением; волнистый: волны катились к берегу.
13. Расширяться или казаться расширяющимися плавными взлетами и падениями: дюны катятся к морю.
14. Движение или качание из стороны в сторону: Корабль кренится и качается в сильном море.
15. Ходить покачивающимися, неустойчивыми движениями.
16. Сленг Чтобы испытывать периодические приступы приступов после приема одурманивающих наркотиков, особенно МДМА.
17. Чтобы принять форму шара или цилиндра: пряжа легко катится.
18. Разглаживается под действием давления ролика.
19. Чтобы издать глубокий, продолжительный, пульсирующий звук: Гром прокатился вдалеке.
20. Чтобы издавать устойчивый трель, как некоторые птицы.
21. Бить по барабану непрерывной серией коротких ударов.
22. Лить, течь или двигаться непрерывным потоком: туристы, катящиеся в городе.
23. Чтобы получить большие суммы: вкладывайте деньги.
в. тр.1. Для движения вперед по поверхности путем вращения вокруг оси или многократного переворачивания.
2. Для передвижения или толкания на колесах или роликах: выкатить самолет из ангара.
3. Чтобы толкать или направлять вперед в устойчивом, набухающем движении: Море накатывает свои волны на песок.
4. Для придания покачиваемости, раскачивания: Судну раскачивали сильные волны.
5. Чтобы развернуться или частично развернуться; повернуть: повернул голову к двери.
6. Для начала движения или работы: поверните камеры; раскатайте прессы.
7. Для удлинения или раскладки: раскатайте длинную веревку.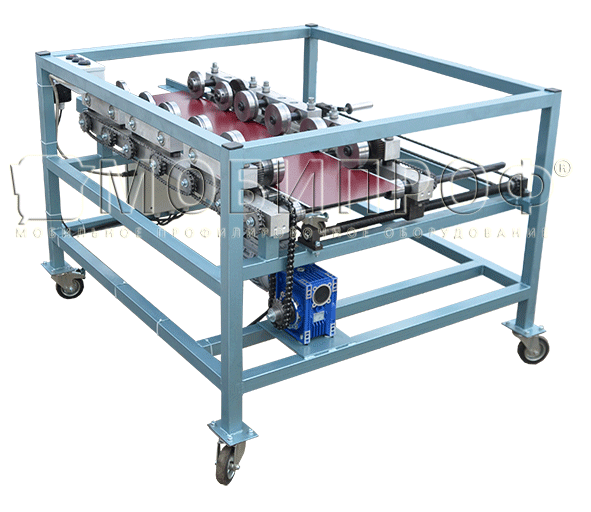
8. Произносить или произносить с трелью: Вы должны бросить r на испанском языке.
9. Чтобы издавать или издавать полный отек.
10. Бить (в барабан) непрерывной серией коротких ударов.
11. Чтобы обернуть (что-то) вокруг себя или вокруг чего-то другого. Часто используется с up: свернуть плакат.
12.а. Для обертывания или завертывания в покрытие: грязное белье свернуть в простыню.
б. Сделать путем формования в шар или цилиндр: скрутить сигарету.
13. Для намазывания, сжатия или разглаживания путем нажатия валиком: раскатайте тесто.
14. Печать Для нанесения краски (печати) валиком или роликами.
15. Игры Бросать (кости), как в кости.
16. Сленг Грабить (пьяный, спящий или иным образом беспомощный человек).
н.1. Акт или экземпляр прокатки.
2. Что-то свернутое: рулон ленты.
Что-то свернутое: рулон ленты.
3. Количество ткани или обоев, свернутое в цилиндр и часто рассматриваемое как единица измерения.
4. Кусок пергамента или бумаги, который может быть свернут или свернут; свиток.
5. Реестр или каталог.
6. Список имен лиц, принадлежащих к группе.
7. Масса цилиндрической или округлой формы: табачный свиток.
8.а. Небольшая буханка хлеба, порционная для одного человека и часто служащая в качестве гарнира или закуски или используемая для приготовления бутерброда.
б. Порция еды, обернутая вокруг начинки: булочка с корицей; суши ролл.
9. Перекатывание, раскачивание или раскачивание.
10. Плавное вздутие или волнистость поверхности: рулон равнин.
11. Глубокая реверберация или грохот: раскат грома.
12. Быстрая последовательность коротких звуков: барабанный бой.
13. Трель: ролл его r’s.
14. Звонкий, ритмичный поток слов.
15. Ролик, особенно цилиндр, на котором что-то скатывается или с помощью которого что-то выравнивается.
16.а. Величина вращения вокруг продольной оси, как у самолета или лодки.
б. Маневр, при котором самолет совершает один полный оборот вокруг своей продольной оси без изменения направления или потери высоты.
17. Сленг Деньги, особенно пачка бумажных денег.
Фразовые глаголы: откат1. Для снижения (например, цен или заработной платы) до предыдущего более низкого уровня.
2. Повернуть назад или отступить.
выкатить1. Чтобы встать с постели.
2. Инициировать или производить впервые; представить: развернуть новую линейку продуктов.
3. Футбол Выполнить выкатку.
пролистать1. Для отсрочки или отсрочки платежа (обязательства).
2. Для пересмотра условий (финансовой сделки).
3. Реинвестировать (средства из ценной бумаги с наступающим сроком погашения или со счета с отсроченным налогом) в аналогичную ценную бумагу или счет.
свернуть1. Приехать на автомобиле.
2. Накопить; накопить: скатали целое состояние.
3. Уничтожить или уничтожить военными действиями: «Дайте ему немного пехоты, и он закроет вражеский фланг» (Брукс Д. Симпсон).
Идиомы: на рулоне НеформальныйПереживание или переживание устойчивой, даже увеличивающейся удачи или успеха: «Фондовый рынок в ударе» (Карен Пеннар).
рулон в сене СленгПоловой акт.
катить кости ИгрыБросать кости, особенно в кости.
рулон с пуансонами SlangЧтобы справляться с трудностями и противостоять им, особенно благодаря гибкости.
[среднеанглийский rollen, от старофранцузского roler, от вульгарной латыни * rotulāre, от латинского rotula, уменьшительное от rota, wheel ; см. назад в индоевропейских корнях.]
Словарь английского языка American Heritage®, пятое издание. Авторские права © 2016 Издательская компания Houghton Mifflin Harcourt. Опубликовано Houghton Mifflin Harcourt Publishing Company.Все права защищены.
качение
(ˈrəʊlɪŋ) adj1. с пологими подъемами и спусками; холмистая: холмистая местность.
2. прогрессирует или распространяется поэтапно или по мере возникновения в разных местах подряд, с продолжающейся или возрастающей эффективностью: три недели непрерывных забастовок разрушили школы.
3. подлежит регулярному пересмотру и обновлению: скользящий план развития за рубежом.
4. глубоко звучный; реверберация: раскат грома.
5. сленг чрезвычайно богатый
6. который может быть повернут вверх или вниз: поля катящейся шляпы.
advсленг покачивание или шатание (во фразе катящийся пьяный )
Словарь английского языка Коллинза — полный и несокращенный, 12-е издание, 2014 г. © HarperCollins Publishers 1991, 1994, 1998, 2000, 2003, 2006, 2007, 2009, 2011, 2014
Что такое Rolling Admission? | Princeton Review
Постоянный и регулярный прием во многом похожи с одним ключевым отличием.Колледжи с непрерывным приемом оценивают заявки по мере их поступления, а не ждут оценки всех заявок после жесткого крайнего срока. Школы будут продолжать оценивать заявки до тех пор, пока не заполнят все места для поступающих в класс.
В отличие от раннего действия и раннего принятия решения, скользящий допуск — это не вариант, который вы выбираете. Так устроен процесс приема в некоторые колледжи. Вот что вам нужно знать.
Преимущества прокатного допуска
Вы составляете список колледжей и замечаете, что школа вашей мечты принимает заявки на «постоянной основе».«Вот чем может быть полезно для вас непрерывное посещение:
1. Снижает стресс в колледжеПроцесс допуска прокатки происходит быстро. Чем раньше вы подадите заявку, тем раньше вы получите ответ, который может быть через 4-6 недель после подачи заявки. Многие студенты могут даже начать выпускной курс с поступлением в колледж!
2. Это дает вам потенциальную выгодуПроцесс подачи заявки может быть менее конкурентоспособным, если вы подадите заявку на ранней стадии окна приема.В колледжах еще предстоит заполнить весь входящий класс, и они не будут сравнивать вас с уже принятыми студентами. (Это не означает, что вам по-прежнему не нужен высокий средний балл, отличные результаты тестов и отличные эссе в колледже!).
3. Позволяет быть гибкимПостоянные решения о допуске не являются обязательными, как решения о ранних действиях. У вас будет время до крайнего срока школы, чтобы решить, будете ли вы учиться. В школах с скользящим приемом часто бывают длинные окна приема, что означает, что вы все равно можете подать заявление после того, как истекли обычные сроки принятия решений другими школами.
Как воспользоваться преимуществами непрерывного приема
1. Проведите исследованиеПри составлении списка вузов обращайте внимание на сроки и требования. Некоторые школы будут принимать заявки на постоянной основе в течение года, но в других будет определенное окно приема.
2. Сначала подайте скользящие заявкиКолледжи с постоянным приемом начинают прием заявок уже в июле и продолжают до апреля.Ваши шансы на зачисление будут намного выше на раннем этапе, когда останется больше мест, которые нужно заполнить, поэтому будет разумной идеей подавать текущие заявки, прежде чем работать над своими обычными приложениями для принятия решений. Результаты (принятие, список ожидания или отклонение) могут изменить остальную часть вашей стратегии приема.
3. Планируйте заранее подготовку к SAT / ACTБольшинство студентов в конечном итоге сдают SAT или ACT более одного раза. Если вы планируете подать скользящее заявление о приеме в начале осени, рекомендуется пройти тест в первый раз в октябре вашего младшего года обучения (что дает вам возможность пройти тест снова весной, если это необходимо. ).Ознакомьтесь с расписанием тестирования ACT и SAT, чтобы понять, когда начинать подготовку.
4. Позаботьтесь о своем заявленииВаше конкурентное преимущество будет уничтожено небрежным заявлением. Уделите своим заявлениям о принятии решений то же самое время и внимание, что и своим обычным заявлениям о принятии решений.
5. Не забывайте о материальной помощи!Как и в случае с вашими обычными заявлениями о принятии решения, важно быть в курсе ваших заявлений на финансовую помощь и поиска стипендий.Мы рекомендуем заполнить FAFSA как можно скорее после 1 октября. Если вы подаете заявление в колледж позже, в текущем окне приема, вы рискуете, что средства на школьную помощь и стипендии будут предоставлены тем студентам, которые были приняты до вас. . Изучите процедуры каждой школы для подачи заявки на помощь и подготовьте эти документы.
Ищете стратегический совет колледжа?
Получите индивидуальную помощь от бывших сотрудников Лиги плюща и высокопоставленных офицеров приемной комиссии.Наши консультанты по приему в колледж помогут вам найти школу вашей мечты, подать заявление и поступить в нее.
Узнать больше
The Staff of Princeton Review
Более 35 лет учащиеся и семьи доверяют изданию Princeton Review помочь им попасть в школу своей мечты. Мы помогаем учащимся добиться успеха в средней школе и за ее пределами, предоставляя им ресурсы для получения более высоких оценок, более высоких результатов тестов и более сильных заявлений в колледж. Следуйте за нами в Twitter: @ThePrincetonRev.Что такое скользящий процесс: определение, работа, типы, дефекты и применение
1. ВведениеМир движется быстро, увеличиваясь почти с экспоненциальной скоростью. Этот быстро меняющийся мир также увеличил спрос на готовую продукцию. Компании-производители автомобилей почти увеличили свои продажи в 5 раз или даже больше за последние двадцать лет. Этот спрос побудил нас внедрить новые технологии для быстрого, простого и экономичного производства.Прокатка является одним из таких процессов и широко используется во многих отраслях промышленности. В этой статье будут обсуждаться различные типы процесса прокатки, начиная с введения в прокатку.
2. Что такое процесс прокаткиПроцесс прокатки — это процесс деформации, при котором металл (металлы) в его полуфабрикате или готовой форме пропускается между двумя противоположными роликами, что уменьшает толщину металла в процессе сжатия. Ролики катятся по металлу, когда он сжимается между ними.
3. Принцип работы прокаткиПроцесс прокатки состоит из двух противоположных роликов и металлического зажима между ними. Основное соображение заключается в том, что толщина между валками должна быть меньше начальной толщины металла (слитка). Это поможет продвижению металла вперед, когда он проходит через зазор между роликами. Процесс прокатки уменьшает толщину металла и увеличивает его длину и ширину, сохраняя постоянный общий объем.
4. Терминология, используемая в процессе прокаткиНаиболее распространенные термины, используемые при прокатке:
- Слиток: Это исходный металл, который является исходным материалом для процесса прокатки. Слиток — это терминология ковки, при которой из отливки вынимается металл с различными дефектами.
- Блюм: Это первый прокат из слитка с площадью поперечного сечения более 230 см 2 .
- Заготовка: Продукт получают дальнейшей прокаткой Блюма с площадью поперечного сечения более 1600 мм. 2 .
- Сляб: Это горячекатаный слиток с площадью поперечного сечения более 100 см 2 и шириной> = 2 * толщины.
Рис .: Заготовка, блюм и сляб
Выше представлены некоторые распространенные полуфабрикаты, теперь мы рассмотрим продукцию прокатного стана.
- Плита: Стальное изделие толщиной более 6 мм.
- Лист: Это продукция комбината толщиной менее 6 мм и шириной более 600 мм.
- Полоса: Это прокатный продукт толщиной менее 6 мм и шириной менее 600 мм.
Рис .: Пластина, лист и полоса
Для более подробного изучения мы можем обратиться к еще нескольким терминологиям:
- Фольга: Это тонкая полоса шириной 300 мм и максимальной толщиной 1,5 мм.
- Пруток: Это объект равномерного круглого сечения в форме цилиндра.
- Проволока: Это стержень с небольшой площадью поперечного сечения, которая может доходить до 9.5 мм.
Работа прокатки может быть понятна из ее основного определения. Это производственный процесс, состоящий из роликов, находящихся на некотором расстоянии друг от друга. Металл в полуфабрикате или готовой форме проталкивается через зазор роликов, скользя по концам.
Процесс прокатки состоит из трех этапов завершения, которые обсуждаются следующим образом:
Первичная прокатка:
Это основной этап уменьшения толщины, на котором слиток превращается в простые элементы заготовки, такие как блюм и сляб.Этот процесс улучшает структуру, улучшает механические свойства и устраняет внутренние дефекты.
Горячая прокатка:
Блюмы и слябы, полученные при первичной прокатке, преобразуются в листы, листы, прутки и другие второстепенные элементы посредством горячей прокатки.
Холодная прокатка:
Это окончательный процесс чистовой обработки, в котором конечным продуктам придается хорошее качество поверхности, допуски и улучшаются их механические свойства.
Также читайте:
6). Типы прокатных становПрокатные станы состоят из установки, которая вращает ролик и помогает в начале и завершении процесса прокатки. Он состоит из одной или нескольких роликовых опор, редуктора, двигателя главного привода, шестерни стойки, маховика и муфты между агрегатами. Эти компоненты оборудованы вместе, чтобы помочь в завершении процесса прокатки.
Прокатные станы классифицируются по количеству и расположению валков в клети.Обычно используются шесть типов прокатных станов:
(i) Двухвалковый прокатный стан:Он состоит из двух высоких клетей и двух валков, расположенных ровно один над другим. . В этом типе прокатного стана валки вращаются в противоположном направлении, и их направление меняется после каждого прохода металла. Металл (слиток) пропускается непрерывно, и для преобразования слитка в блюм требуется примерно 25-30 проходов.
(ii) Трехвалковый прокатный стан:Он состоит из трех высоких клетей и трех валков, расположенных в одной вертикальной плоскости.Верхний и нижний ролик вращаются в одном направлении, а средний ролик вращается в противоположном направлении. В прокатном стане этого типа направление привода не меняется после каждого прохода. Он производительнее и проще по сравнению с двухвалковым станом.
(iii) Четырехвалковый прокатный стан:Состоит из двух опорных и двух рабочих роликов, расположенных друг над другом в одной вертикальной плоскости. Диаметр опорных роликов всегда больше, чем рабочих роликов.Этот тип роликов в основном используется при прокатке листов.
Два рабочих ролика малого диаметра используются для снижения потребляемой мощности, но это увеличивает вероятность изгиба рабочих роликов и, как следствие, неравномерного сжатия листов. По этой причине мы используем опорные ролики для уменьшения изгиба рабочих роликов.
(iv) Кластерная мельница:Состоит из двух рабочих роликов и двух или более опорных роликов. Количество опорных роликов зависит от размера поддержки, необходимой для работы.Он в основном используется на операциях холодной прокатки.
(v) Многоступенчатый валковый стан:Он состоит из рабочих валков двух малых диаметров и промежуточного ряда приводных валков, а также ряда опорных валков. Расположение выполнено таким образом, что вся система достигает исключительной жесткости. Многоступенчатые прокатные станы используются для изготовления листа минимальной толщины.
(vi) Универсальный прокатный стан:Состоит из двух вертикальных роликов и двух горизонтальных роликов.Вертикальные ролики расположены между опорами горизонтальных роликов в вертикальной плоскости. Он широко используется для изготовления блюмов из слитков и прокатки двутавровых балок с широкими полками.
Источник изображения
Также читайте:
7. Типы процесса прокатки:Прокатку металла можно выполнять различными способами, которые используются в зависимости от области применения. Выбор типа прокатки зависит от количества продукта, условий производства и т. Д.В зависимости от этих требований процесс прокатки классифицируется следующим образом:
(i) Резьбовое и зубчатое накатывание:В этом процессе на роликах присутствуют резьбовые матрицы. Плашки прижимаются к металлическому входу и, перекатываясь по металлу, образует резьбу на металле. Этот процесс в основном используется для нарезания резьбы и шестерен.
(ii) Формовочная прокатка:
Этот тип процесса прокатки используется для резки форм на различных металлах (заготовках).Он используется для прокатки двутаврового, двутаврового и т. Д. Различные ролики используются на металле для изменения его формы. Расположение и форма роликов зависят от требуемой окончательной формы. Это очень точный метод.
(iii) Кольцевое катание:
В этом типе роликов присутствуют три ролика, ведущий ролик, натяжной ролик и осевой ролик. Два основных ролика (ведущий ролик и натяжной ролик) вращаются в одном направлении.Натяжной ролик вращается внутри металла, и с увеличением диаметра отверстия ролики перемещаются ближе друг к другу.
Источник изображения
(iv) Пробивка трубы:
Этот тип прокатки состоит из двух роликов и неподвижной оправки. Ролики вращаются на Металле, и Металл движется вперед к оправке. Движение металла к оправке создает отверстие внутри металла из-за сжимающего напряжения оправки.Применяется для изготовления цельнотянутой полой трубы с толстыми стенками.
Источник изображения
(v) Косая прокатка:Этот тип процесса прокатки используется для изготовления шариковых подшипников. В этом процессе металл пропускается через специально разработанный ролик, и шарики подшипников выходят в виде готового продукта. Это очень удобный метод, который мы можем использовать при массовом производстве шариковых подшипников.
Источник изображения
Рис.17: Косая прокатка
(vi) Поперечная прокатка:Этот тип прокатки используется для создания конической поверхности материала. Он состоит из двух роликов, которые вращаются в одном направлении, между которыми пропускается металл. Ролики также содержат определенную коническую часть, которая вызывает конусность на поверхности металла. Он используется при производстве конических валов, листовых рессор и т. Д.
Источник изображения
(vii) Процесс гибки валков:Этот тип процесса прокатки используется для гибки металла, пропущенного через него. .Ролики устроены так, что при пропускании металла через них происходит кривизна в направлении ролика. Процесс гибки валков в основном используется для гибки труб шасси автомобиля, что увеличивает его аэродинамическую эффективность.
Источник изображения
(viii) Плоская прокатка:Это самый простой процесс прокатки, который используется для преобразования слитка в блюм, сляб и т. Д. Плоский металл предоставляется как вход и выдается на выходе в том же направлении с уменьшенной толщиной.Вкратце можно сказать, что при данном виде прокатки толщина металла уменьшается только на выходе.
Источник изображения
(ix) Контролируемая прокатка:Как видно из названия, это один из типов процессов прокатки, выполняемых контролируемым образом. Он широко используется в промышленности. Например, в сталелитейной промышленности размер зерна фиксирован, а прокатка выполняется контролируемым образом, чтобы получить тот же размер зерна на выходе.
Для более четкого объяснения процесса прокатки посмотрите видео, приведенное ниже:
8. Применение прокатки:
Процесс прокатки — один из наиболее широко используемых в промышленности. Из него изготавливают самые разные вещи — от шариков подшипников до турбин. Помимо этого, процесс прокатки также используется для массового производства листов, полос, проволоки, стержней, слябов и т. Д., Которые являются вторичными продуктами в процессе прокатки.
Всегда следует помнить, что процесс прокатки в основном используется для изменения формы металла, что привело к различным применениям в различных областях.
9. Дефекты прокатной продукции:В процессе прокатки возникает несколько дефектов. К этим дефектам относятся следующие:
(i) Растрескивание кромок:
Это происходит из-за ограниченной пластичности материала или неравномерной деформации, в основном по краям. Этот тип деформации чаще всего встречается в слитках, пластинах или слябах.
(ii) Аллигаторство:
При этом типе дефекта Металл разрывается на 2 части в горизонтальной плоскости. В основном это происходит с плитами и возникает, когда толщина плиты относительно длины контакта падает от 1,4 до 1,65.
Источник изображения
(iii) Сгибы:
Этот тип дефекта возникает, когда уменьшение за проход минимально. Складки при прокатке толстого листа очень часты.
(iv) Образование накипи:
При этом типе дефекта оксидный слой образуется над металлическим слоем.Образование окалины происходит в процессе горячей прокатки.
Часто задаваемые вопросыQ.1: В чем разница между контролируемой прокаткой и другими типами прокатки?
Ответ: Управляемая прокатка означает процесс прокатки, выполняемый контролируемым образом. Если другие типы прокатки будут выполняться контролируемым образом, то они также будут называться управляемым процессом прокатки.
Q.2: Чем универсальный прокатный стан отличается от других типов прокатных станов?
Ответ- Универсальный прокатный стан может выполнять прокатку как в направлении X, так и в направлении Y, и не указывается в определенном направлении, как другие прокатные станы.
Q.3: Чем горячая и холодная прокатка отличается от видов прокатки?
Ответ- Горячая и холодная прокатка проводится для всех металлов, подвергающихся прокатке, и является классификацией по температуре прокатки. Приведенная здесь классификация процесса прокатки основана на различном применении и расположении компонентов.
Трение качения — Определение | происхождение | синоним | примеры | формула | коэффициент | коэффициенты — DewWool
Что такое трение качения?Трение качения — это сила сопротивления, испытываемая объектом, когда он катится по поверхности.Трение качения снижает скорость катящегося объекта. Хорошим примером трения качения может служить катание футбольного мяча по лужайке. Применение трения качения можно увидеть в сумках для прогулочных колясок.
Направление трения качения Синонимы трения качения- Сопротивление качению
- Сопротивление качению
- Статическое трение качения
- Кинетическое трение качения
- Сила трения качения
- Сила трения качения
При приложении силы объект изначально не перемещается из-за статического трения.После того, как приложенная сила превышает статическое трение, объект начинает катиться по другой поверхности.
Трение качения зависит от упругой деформации катящегося объекта. Ни один объект не может быть идеально круглым, гладким или эластичным. Когда объект катится, он подвергается упругой деформации, небольшая площадь соприкасается с поверхностью и создает силу сопротивления, которая снижает скорость объекта, это называется трением качения.
Чем трение качения отличается от трения скольжения?При качении поверхности трения не скользят друг по другу, а перекатываются друг по другу.В случае трения скольжения две поверхности скользят друг по другу.
Уменьшают ли колеса трение?Трение качения обычно меньше трения скольжения.
Что такое коэффициент трения качения?
Формула трения качения: f = μrN
Где f = сила трения качения
μr = коэффициент трения качения
Н = нормальная сила
Коэффициент трения качения — это постоянная величина, которая показывает меру силы, необходимой для качения.Более низкий коэффициент трения качения показывает, что для прокатки требуется меньшее усилие. Его также можно определить как отношение силы трения качения к нормальной силе.
Какие факторы влияют на трение качения?- Гладкость объекта: неровности поверхности вызовут блокировку. Гладкие поверхности уменьшают трение качения. Вы можете узнать больше о факторах, влияющих на трение, в этом посте. Поверхность можно выровнять шлифованием или полировкой.
- Упругая деформация объекта: Упругая деформация объекта увеличивает площадь контакта с поверхностью качения, что приводит к возникновению силы сопротивления. Чем больше деформаций, тем больше трение качения. Металлические поверхности качения имеют очень меньшую упругую деформацию, но они тяжелые и поэтому имеют высокое трение качения. Идеально круглая поверхность также поможет снизить трение качения. Вы можете прочитать этот пост, чтобы узнать больше о методах уменьшения трения.
- Нагрузка на объект: трение всегда прямо пропорционально нагрузке / весу объекта.Таким образом, тяжелые предметы будут иметь более высокую силу трения качения.
- Обеспечьте гладкость поверхностей качения. Это можно сделать шлифовкой или полировкой.
- Катящийся объект должен быть как можно более круглым. [представьте себе машину]
- Используйте материалы с умом. Резину можно использовать вместо тяжелых металлов.
- Баскетбол, катящийся по земле
- Автомобиль, движущийся на колесах
- Сумки для коляски с колесами
- Тележка для волов
- Катание шарикоподшипников
- Роликовые коньки
Трение можно разделить на сухое и жидкостное трение.Жидкое трение всегда слабее, чем сухое трение. Сухое трение можно разделить на трение покоя, кинетическое трение и трение качения. Трение качения — самое слабое трение. Порядок такой: Статическое трение> Кинетическое трение> Трение качения> жидкостное трение
Почему трение качения самое слабое?В случае трения качения скольжение отсутствует. Поверхность контакта очень минимальная. Но при других типах трения происходит полное скольжение предметов друг по другу.Если катящийся объект совершенно жесткий и идеально круглый, то поверхность контакта почти нулевая. Трение доказывает эффект крутящего момента, который заставляет объект катиться, а не скользить.
Каковы преимущества трения качения?- Уменьшает усилие, прилагаемое к движущимся объектам. Сумки для колясок и конвейерные ленты являются хорошими примерами, в которых тяжелые предметы можно легко перемещать.
- Комфортная езда на транспорте. Если бы колеса транспортных средств были основаны на трении скольжения, поездка была бы очень утомительной.
- Скорость. Роликовые коньки позволяют нам двигаться с гораздо большей скоростью по сравнению с нашей обувью из-за трения качения.
- Отсутствие контроля. Когда в действие вступает трение качения, будет скорость. Но также снизятся возможности управления и маневрирования. С нашей обувью поворачиваться намного легче, чем на роликовых коньках.
- Нежелательные аварии. Поскольку трение качения меньше, чем трение скольжения, трудно ходить по поверхностям, по которым будут катиться предметы.
| Трение качения | Трение скольжения | |
| Объект катится по поверхности | Объект скользит по поверхности | |
| Катящийся объект обычно имеет сферическую форму | Форма отсутствует1066 | Зависит от упругой деформации объектаНет зависимости от упругих деформаций |
| Значение трения качения меньше по сравнению с трением скольжения | Значение трения скольжения больше | |
| Коэффициент трения качения | Коэффициент скольжение и кинетическое трение |
Статическое трение возникает, когда объект находится в состоянии покоя.Трение качения возникает, когда объект катится или, другими словами, находится в движении. Так что да, трение качения можно считать кинетическим по своей природе.
Что такое квантовое трение качения?Квантовое трение качения — это совершенно новый тип трения качения, определенный квантовыми учеными. Он касается движения квантовых частиц и сил трения, противодействующих движению. Вы можете узнать больше о квантовом трении здесь.
См. Также:
Исследования
Наностержни вольфрама обычно используются в качестве добавок из-за их хороших износостойких свойств.Наноматериалы обладают уникальными свойствами из-за их высокого соотношения сторон. В этой статье авторы исследуют свойства трения качения и трения скольжения наноматериала и объясняют исследование свойств износостойкости наностержней WSe2. Liink: https: //nanoscalereslett.springeropen.com/articles/10.1007/s11671-008-9183-8
Вибрационные конвейеры широко используются на производственных предприятиях, таких как пищевая промышленность и другие предприятия по переработке сырья. Они используются для подачи сырья в оборудование, находящееся в вибрационном состоянии.При этом авторы изучают влияние рабочих параметров, таких как трение качения, на производительность. Ссылка: https://www.mdpi.com/2076-3417/10/6/1926
Прогноз движения на— Глоссарий | ГКН Тагетик
Что такое скользящий прогноз?
Определение скользящего прогноза — это отчет, который использует исторические данные для непрерывного прогнозирования будущих чисел в течение определенного периода времени. Скользящие прогнозы часто используются в финансовой отчетности, управлении цепочкой поставок, планировании и составлении бюджета во всех отделах.Скользящий прогноз является важным помощником в принятии обоснованных бизнес-решений.Скользящие прогнозы более гибкие, чем статические прогнозы , которые прогнозируют числа на основе одного временного интервала, например, с января по декабрь. Вместо этого скользящие прогнозы опускаются по мере прохождения месяца, автоматически прогнозируя следующий месяц. Другими словами, они позволяют вам непрерывно планировать в течение заранее определенного временного горизонта. Таким образом, вы всегда смотрите в будущее на основе самых последних цифр и временных рамок.
Скользящие прогнозы особенно полезны в сегодняшней бурной цифровой бизнес-среде, которая является быстрой, подвижной и постоянно меняющейся. Они позволяют компании планировать, реагировать и перефокусировать свои усилия быстро и с меньшим воздействием при изменении рыночных условий.
Преимущества скользящих прогнозов
Благодаря своей гибкости скользящие прогнозы помогают предприятиям быстрее реагировать на меняющиеся рыночные условия. При эффективном использовании скользящие прогнозы могут помочь вам определить пробелы в производительности, сократить циклы планирования и выбрать лучшее решение для вашей чистой прибыли.Передовой опыт скользящего прогноза.
Используйте систему CPM: Как создать скользящий прогноз? Конечно, не только в Excel. Электронные таблицы склонны к неэффективности, ошибкам и недопониманию. Вместо этого корпоративная система производительности позволяет рисовать цифры из единого источника данных и разыгрывать сценарии в песочнице, которая не изменяет исходные данные. Это гораздо более эффективный и точный способ составления скользящих прогнозов.Автоматизация: Традиционно финансовый отдел создает прогнозы в Excel, прежде чем загружать их в систему планирования ресурсов предприятия.Но прогнозирование будущих периодов в Excel становится трудным, трудоемким и подверженным ошибкам. Корпоративная система управления эффективностью, которая автоматизирует скользящие прогнозы, упрощает этот процесс.
Прогнозирование на основе драйверов: Драйверы используются для создания более точных прогнозов. Движущие силы — это конкретные факторы, такие как «единицы» и «цена за единицу», а не агрегированные, всеобъемлющие проценты. Например: допустим, вы занимались микроволновым бизнесом. Вы можете спрогнозировать количество микроволновых устройств и доход от каждого микроволнового устройства.Затем вы можете использовать прогноз на основе драйверов, чтобы понять отклонение прогноза выручки. Например, если вы превысили свой прогноз, это было из-за проданных единиц или цен? Прогноз, основанный на драйверах, укажет разницу.
Сценарии «что, если»: Основываясь на своем прогнозе на основе драйверов, вы можете протестировать наши различные драйверы, чтобы увидеть их влияние на последующие месяцы. Возвращаясь к нашей аналогии с микроволновой печью, вы можете проверить влияние продажи на ваши проданные устройства и вашу предполагаемую прибыль.
Анализ отклонений: Чтобы измерить эффективность и точность скользящего прогноза, вы можете измерить отклонение между прогнозируемыми и фактическими результатами.
Трение качения — обзор
8.4.2 Влияние режима нагружения
Во время трения локально действующая нагрузка изменяется из-за неравномерности соприкасающихся поверхностей на микромасштабе. Таким образом, несмотря на постоянное значение нагрузки в макромасштабе, происходит локально переменная нагрузка.Это, в свою очередь, приводит к эффектам усталости, вызывающим зарождение трещин, их распространение и, наконец, появление обломков износа. Некоторые авторы рассматривают усталостный износ как основной механизм износа, возникающего в условиях умеренного трения (Kragelski et al., 1982).
Эффекты усталостного износа, сопровождающие трение, усиливаются, когда внешняя нагрузка пары трения имеет циклическую форму. Трибологические эксперименты, проведенные с различными материалами при циклическом нагружении, показали, что скорость износа в этом случае была намного выше, чем скорость, выявленная при постоянной нагрузке (Barbour et al., 1997; Hu et al., 1999). До сих пор не проводились сравнительные исследования трибологического поведения зубной эмали при различных режимах нагружения, поскольку принято считать, что циклическое нагружение усиливает износ эмали, как и в случае с другими материалами (биоматериалами). С другой стороны, микроскопические наблюдения за окклюзионными поверхностями человеческих зубов не выявляют симптомов усталостного износа, хотя иногда наблюдаются ямки, подобные тем, которые характеризуют точечный износ, то есть усталостный износ, возникающий при трении качения.Однако в литературе недвусмысленно доказано (Teaford, Walker, 1984; Bonis, Virot, 2002; Organ et al., 2005), что косточки имеют пищевое происхождение. Согласно упомянутым выше литературным источникам, язвы вызваны твердыми частицами, присутствующими в потребляемой пище.
В этом разделе представлены результаты исследований влияния режима нагрузки на трибологические свойства эмали человеческого зуба. Исследование проводилось с помощью описанного выше трибометра.Образцы эмали в форме усеченных конусов подвергались трению дисковыми контробразцами из амальгамы. Подробная информация о приготовлении образцов эмали и контрпробы была дана в другом месте (Sajewiczb, 2007). Основные параметры исследований представлены в таблице 8.2. Параметры нагрузки были выбраны на основании клинических данных.
Таблица 8.2. Условия исследования влияния режима нагружения на трибологическое поведение эмали человека
| Образцы эмали | Форма | Усеченный конус | ||
| Количество | 54 | |||
| Дисковый счетчик | Диск | |||
| Материал | Амальгама из дисперсного сплава | |||
| Параметры | Противодействие пробы | Однонаправленное вращение | ||
| Радиус трения | 2 мм / с | |||
| Контактное давление при циклической нагрузке | Среднее значение: 8,5–47,4 МПа | |||
| Контактное давление при постоянной нагрузке | 6,5–43,3 МПа | |||
| ч Продолжительность одного измерения | ч. | |||
| Окружающая среда | Тип | Физиологический раствор | ||
| Температура | Комнатная температура (20–22 ° C) |
Результаты экспериментов показаны на рисунке 8.4. Объемный износ образцов эмали выражается как функция приложенного начального контактного давления. Здесь контактное давление используется для нормализации нагрузки из-за некоторых различий в начальных диаметрах образцов эмали. Связь между начальным контактным давлением и износом описывается в экспоненциальной модели для установившегося режима нагружения и в линейной модели для циклического нагружения. На основании результатов регрессионного анализа можно констатировать, что нагрузка объясняет 54% изменчивости износа эмали (коэффициент детерминации R 2 = 0.54, достигнут уровень значимости p <0,05) при постоянной нагрузке и только 8,5% при циклической нагрузке.
Рисунок 8.4. Объемный износ эмали, полученный при установившемся и циклическом нагружении (средние значения контактного давления приведены для циклического нагружения).
На основании полученных экспериментальных результатов можно сделать важный вывод — для предполагаемого диапазона контактного давления, т.е. почти до 50 МПа, в отличие от износа при установившемся нагружении, износ при циклическом нагружении практически не зависит от значение контактного давления.Это означает, что зубная эмаль лучше «воспринимает» циклическую нагрузку, чем постоянную. Это открытие является неожиданным, поскольку для большинства материалов, подверженных трению, все наоборот. С другой стороны, как правило, условия пероральной нагрузки имеют циклическую форму, и поэтому результаты можно рассматривать как доказательство адаптации эмали к условиям полости рта. Другими словами, зубная эмаль, по-видимому, выполняет особую функцию материала (Weiner et al, 2000).
Для лучшего понимания процессов, происходящих на эмалевых поверхностях во время скольжения, были выполнены исследования изношенных поверхностей с помощью сканирующей электронной микроскопии (СЭМ) как при постоянной, так и при циклической нагрузке (Рисунок 8.5). Микрофотографии показывают типичную топографию поверхности, образовавшуюся во время экспериментов по износу.