Полировка кузова автомобиля своими руками / Кузов автомобиля / kangaru.ru
Пара советов, или что НЕ нужно делать при полировке:
— Не делайте полировку в пыльных и ветреных местах! От только что нанесенной полироли не будет толка, ведь она тут же соберет на себя всю мелкую пыль, принесенную погодой.
— Машина не должна находиться под прямыми солнечными лучами и корпус не должен быть разогрет, так как нельзя использовать полироль на нагретых поверхностях во избежание разводов и пятен.
— Корпус не должен быть разогрет, так как нельзя использовать полироли при высокой температуре, влажности, в холодную погоду и при ярком солнце!
— Не нужно наносить полироль после каждой мойки, обычно защитный слой держится на машине более месяца.
— Каждый из представленных полиролей можно использовать как самостоятельное средство.
Убираем царапины с помощью абразивного полироля Rubbing Compound
Итак, в первую очередь убираем царапины и боремся с помутневшим кузовом.
Как мы наносим Сompound:
— Вымойте и высушите кузов автомобиля. Советы и хитрости по мойке кузова читайте здесь.
— Для защиты декоративных элементов кузова, перед полировкой надо оклеить малярным скотчем все пластиковые и резиновые детали, а также щели на кузове автомобиля. Так как после полного высыхания, полироль на этих участках может проявиться в виде матовых налетов, которые не так просто будет удалить. Для облегчения очистки от полироли, заклеим и края стекол.
— Зрительно разделите машину на основные участки – крыша, двери, капот, и каждую из этих частей поделите еще на несколько участков – так обрабатывать поверхность будет намного проще. Не стоит пытаться обработать за раз весь корпус, так как средства для полировки успеют засохнуть и удалять их будет затруднительно.
— Нанесите немного полироля RubbingCompound на губку или текстильную салфетку (не наносите на губку много полироля, иначе очистить поверхность будет проблематично) и легкими движениями разотрите его по автомобилю в выбранном участке, пока полироль не будет едва заметен, а губка не начнет с легкостью двигаться по поверхности.
— Старайтесь полировать так, чтобы последующий ряд минимально наплывал на предыдущий, в идеале они должны пройти параллельно.
— Полируйте поверхность в продольном и поперечном направлениях. Не делайте круговых движений — это может привести к неравномерной полировке!
— Далее, используя специальную варежку из микрофибры для полировки EasyTexPolishingGlove, тщательно уберите все остатки средства с кузова до полного исчезновения. Важно работать именно сухой варежкой (салфеткой или тряпкой). Не оставляйте средство на поверхности надолго – избавиться от него потом будет сложно.
— Просмотрите обработанный участок на свет. Если царапин не осталось – переходите к следующей детали, если видны шероховатости – повторите полировку.
Если царапин не осталось – переходите к следующей детали, если видны шероховатости – повторите полировку.
— Помните, что если переусердствовать, то можно и повредить покрытие кузова. Поэтому используйте абразивный полироль без фанатичности.
— Таким образом, полная восстанавливающая полировка всего кузова займет от трех часов в зависимости от состояния и габаритов вашей машины
— Всего одной банки полироля хватает на 2-3 применения.
Если у вас есть дрель:
— Используйте ее для ускорения процесса. Для этого примените специальные насадки, которые продаются в строительных или авто магазинах.
— Принцип работы тот же, что и при полировке вручную.
— Нюанс: полировальный диск всегда прижимайте к обрабатываемой поверхности равномерно и с одинаковыми усилиями, так как если диск располагать под углом, это может спровоцировать образование пятен и потертостей, видимых переходов от одного участка к другому.
— Использование дрели существенно сэкономит ваше время.
Завершен самый сложный и долгий этап полировки кузова авто. Итог работы с абразивным полиролем: убраны шероховатости и царапинки с покрытия. Как бонус: это средство уберет въевшийся гудрон, чужую краску, маркеры и другие загрязнения.
Если на вашей машине есть глубокие сколы, то их можно убрать с помощью средства-карандаша «TouchupPaint».
Это средство скрывает более явные дефекты, которые повредили краску. Но, естественно, если царапина глубиной в пол ногтя, то это средство вам, увы, не поможет.
Как использовать средство смотрите здесь>>
Делаем защитную полировку кузова с помощью средства Cosmic
После проведения восстановительной полировки кузов будет выглядеть как новый. Однако, если автомобиль постоянно эксплуатируется, то это продлится совсем недолго (несколько недель). Для того чтобы восстановительная полировка имела смысл, и результат от нее сохранился надолго,сразу после нее необходимо проводить защитную полировку.
Для защитной полировки используйте средство Cosmic. Это полироль, который не только чистит и придает блеск, но еще и защищает кузов вашего авто от дождя, солнечных лучей и выхлопных газов. При этом он очень прост в применении. Все благодаря уникальному составу, а именно натуральному воску карнауба и минеральным добавкам. Они формируют на поверхности кузова плотную защитную оболочку, которая покрывает кузов авто пленкой, защищающей ваш автомобиль от разных влияний окружающей среды – от ультрафиолета, не давая выгорать краске, до средств дорожных служб, не позволяя разъедать краску.
Приступайте к защитной полировке кузова:
— Нанесение этого полироля должно быть очень быстрым.
— Нанесите полироль полностью на весь кузов с помощью губки.
— Равномерно и энергично распределите полироль по поверхности тонким и однородным слоем, не допуская открытых мест.
— Подождите, пока средство высохнет (10–15 минут) и образует единое защитное покрытие.
— Начисто протрите кузов автомобиля с помощью сухой варежки из микрофибры EasyTexMulti-PolishingGlove, удалив остатки средства.
— Внимание: не оставляйте полироль на поверхности на долгое время во избежание появления пятен!
— Наносите очень аккуратно при полировке стыков деталей и мест соприкосновения пластика и металла, так как после высыхания полироль будет достаточно трудно удалить из щелей и пластика.
— Весь процесс нанесения защитного полироля в среднем занимает 30-40 минут.
— Одной банки такого средства хватит на большое количество полировок.
Придаем кузову блеск жидким воском Higlo wax
На заключительном этапе используйте жидкий воск Higlo wax от Kangaroo — «экспресс» полироль в виде спрея, который придаст вашему авто дополнительный блеск после защитной полировки. Его можно сравнить с воском, который наносят на кузов в автосервисах. Эффект длится до первой мойки, но и наносится средство очень быстро.
Полироль Higlo wax можно наносить как на мокрый, так и на сухой кузов:
— Встряхните флакон с полиролем и распылите средство на поверхности кузова.
— И разотрите его микрофибровой тряпкой до блеска круговыми движениями.
— На обработку всего авто уходит всего 20 минут.
Полировка окончена!
Мы убрали царапины, мелкие шероховатости, сколы, придали блеск и сохранили эффект. Теперь ваша машина должна заблестеть, как зеркало!
Самым простым тестом своей работы может стать обыкновенное ведро с водой.
Облейте отполированную часть кузова, вы должны увидеть, что вода собирается в крупные капли и свободно скатывается с машины.
Если вы решили сделать полировку самостоятельно, выбирайте выходной день, так как полировка занимает много времени, но она того стоит!
Смотрите видео-ролик «Как сделать полировку кузова автомобиля своими руками»
Сверкающего вам автомобиля!
Большой секрет перекупщиков: как распознать битую машину? | 74.ru
Подготовка поверхности к окраске в малярном цехе
После восстановления геометрии детали отправляются в малярный цех, а здесь – множество своих тонкостей. Поверхность готовят к покраске, грунтуют, тем временем колеровщики подбирают цвет, смешивают краски. После нанесения эмали кузов отправляется в сушильную камеру. А затем – в арматурный цех на финальную сборку.
Поверхность готовят к покраске, грунтуют, тем временем колеровщики подбирают цвет, смешивают краски. После нанесения эмали кузов отправляется в сушильную камеру. А затем – в арматурный цех на финальную сборку.
Работа по восстановлению кузова требует большой скрупулезности, а хороший кузовщик или маляр – это почти человек искусства.
Хуже битой…
Самое худшее, что может случиться с покупателем пробежного авто, – это приобретение залогового автомобиля. Прецедентов полно. Человек покупает автомобиль, ставит на учет, ездит год-другой, а затем приставы изымают машину, поскольку она, например, находится в залоге по автокредиту или другому долгу, который не был выплачен в срок предыдущим хозяином. Крайним остается последний владелец – автомобиль конфискуется через суд и продается с аукциона в пользу банка. Шансы вернуть хотя бы деньги есть, но препон на пути будет немало. Мошенникам, продавшим залоговый автомобиль, грозит уголовное наказание, но пострадавшему от этого не легче: как правило, деньги ему не возвращают.
Парадокс в том, что гарантированных способов защититься от такой ситуации практически нет: единого реестра залоговых машин не существует, равно как и особых отметок в свидетельстве о регистрации или ПТС. При покупке автомобиля в кредит ПТС обычно остается в банке, но владельцу не составляет труда получить копию в ГИБДД по причине якобы утери. Некоторые банки то ли по умыслу, то ли «случайно» принимают на хранение копии ПТС.
Как снизить риски? Стопроцентно надежного пути нет, но подозрения должна вызывать машина, которая приобретена недавно и тут же выставлена на продажу; у которой вместо ПТС – его дубликат, выданный в связи с утерей (смотрите графу «Особые отметки»). Попросите у владельца документы об оплате, по которым можно судить, был ли автомобиль приобретен в кредит или за наличный расчет (впрочем, это не мешает перезаложить машину позже для получения нового кредита). И разумеется, не игнорируйте внутреннее чутье: если продавец кажется подозрительным, иной раз лучше отказаться от покупки, чем лишиться и денег, и машины.
Алгоритм поиска следов кузовного ремонта
- Проверяем, снимался ли лючок бензобака. Если да, уточняем у владельца, для какой цели.
- Ищем на кузове сколы и микроцарапины: если машина в эксплуатации несколько лет, но кузов идеальный, возможно, его недавно перекрашивали.
- При хорошем освещении ищем несовпадение цвета между отдельными деталями, переходы оттенка или цветовые пятна, для чего обходим автомобиль кругом.
- В подозрительны местах при взгляде вдоль поверхности определяем наличие шагрени. (микронеровностей ЛКП), проверяем, не «играет» ли поверхность на свету.
- Внимательно изучаем равномерность и симметричность кузовных зазоров.
- Проверяем легкость и звук закрывания всех дверей, крышки багажника и капота.
- Оцениваем качество сварных швов (точек) и аккуратность нанесения герметика.
- Проверяем крепежные элементы: болты, заклепки, пистоны. Нет ли поврежденных, замененных, нестандартных или неокрашенных деталей? Не болтаются ли обшивки интерьера?
- Особое внимание уделяем скрытым полостям, например, подкапотному пространству, дну багажного отсека и обратной стороне задних крыльев.

- Ищем наличие следов от полировочной пасты или краски на неокрашиваемых деталях, особенно, на резиновых уплотнителях.
В случае сомнений требуем инструментальной диагностики автомобиля. В идеале стоит проверить геометрию кузова, функциональность ходовой части, состояние тормозной системы и рулевого управления, продиагностировать двигатель и проверить информацию о сработке систем безопасности.
Выбрать добротный подержанный автомобиль вы можете с помощью сервиса «Автообъявления» на нашем сайте.
Благодарим специалистов отдела трейд-ин и кузовного цеха компании «Форд Центр Восток» за помощь в подготовке материала.
Подробнее об услуге Trade In.
Вопросы от клиентов и ответы на них
На ваши вопросы отвечает Евгений Павлович Митрохин, старший специалист по кузовному ремонту. Опыт работы на этой должности: 17 лет. Самый старший и профессиональный сотрудник в нашем центре.От чего зависит цена ремонта кузова в мастерской?
Разумеется, стоимость зависит от марки вашего авто, точнее от того, насколько дорогие запчасти к нему необходимы.
Сколько может длиться кузовной ремонт при средней степени повреждения?
Процесс ремонта и восстановления автомобильной поверхности может занять неделю-две в мастерской. Если вы решили осуществить это самостоятельно, тогда придется уделить автомобилю где-то месяц внимания.
Должны ли сотрудники автосервиса помыть и почистить машину, если она была отдана им для починки кузова?
Так делают далеко не везде, а должны бы. Прежде чем машина вернется к своему законному владельцу, сотрудниками СТО она должна быть приведена в полагающий вид, даже если привезли ее не в самом чистом состоянии. Деньги за такую услугу, как правило, не берутся.
Может ли кузовной ремонт каким-то образом улучшить общее состояние авто или ухудшить его?
Ремонт кузова действительно содействует улучшению работы авто.
Насколько должен быть поврежден кузов, чтобы его невозможно было восстановить?
Конкретного определения нет. Просто в некоторых случаях количество вмятин и царапин превышает все нормы, тогда в мастерской вам сразу объявят — требуется замена кузова.
Как удалить царапины с поверхности кузова?
На сегодняшний день большой популярности приобрел знаменитый и известный почти всем маркер для удаления царапин с авто. Но на самом деле не все так прекрасно и хотя мало понимающие в автомобильном деле женщины с радостью покупают такие «подарочки» своим мужьям, те не приходят в дикий восторг от такого презента, ведь уже после первой попытки исправить какую-то даже крошечную царапину понимают бесполезность такой покупки. Лучше всего обращаться к профессионалам.
Где чаще всего появляются повреждения после столкновения бампером?
Как ни странно, но на крыше.
Что значит если при столкновении на красочном покрытии автомобиля лишь образовались трещины, а больше никаких повреждений не замечено?
В таком случае практически стопроцентная гарантия, что внутри авто тоже повреждено. Треснувшая в нескольких местах краска, которая непосредственно до момента столкновения была нормальной, практически всегда обозначает повреждение внутренних деталей машины.
Как произвести диагностику состояния кузова, не имея навыков и умений?
Ответ один — никак. Если не умеете анализировать состояние автомобиля и чинить его, то на ремонте кузова уж точно учиться не стоит. А уж если знаниями о ремонтных работах обладаете весьма глубокими, то диагностировать состояние авто все равно лучше доверьте профессионалам. Это обойдется совсем недорого, зато починка будет происходить более целенаправленно.
Это обойдется совсем недорого, зато починка будет происходить более целенаправленно.
Визуальный осмотр — эффективный ли метод диагностики?
Разумеется, что нет. Простым осмотром в таком деле явно не обойтись. В некоторых автомастерских используется высокотехнологичное оборудование, чтобы максимально точно определить отклонение каждой детали и иметь возможность отремонтировать все до мелочей.
Преимущества ремонта в автосервиса — есть ли они?
Безусловно да. Давайте посчитаем минусы и плюсы, возможно так будет понятней. Из минусов в голову приходит лишь цена, конечно же это дороже, чем делать все самому, но теперь переходим к плюсам, которых, кстати, значительно больше. Для начала стоит сказать о том, что ремонт будет выполнен профессионально, машина будет качественно отремонтирована и покрашена. По вашему желанию сотрудники мастерской могут дать рекомендации касательно, скажем, покраски вашей машины самостоятельно, так сказать на будущее. А также к плюсам относится гарантия, которую выдают большинство сервисов. Гарантия ремонта длится от полугода до года.
Гарантия ремонта длится от полугода до года.
Возможно ли отреставрировать деформированный кузов или нужно непременно менять его?
В некоторых случаях деформация может быть несущественной, тогда можно обойтись просто рихтованием и корректировкой повреждений, а уже потом осуществляется покраска. Во всех остальных случаях следует менять поверхность на новую.
В случае замены кузова важно ли, чтобы детали были того же производителя, что и автомобиль, то есть оригинальными?
Особо острой необходимости в этом нет и если уж никак не получается найти именно таких деталей, можно взять другие от другой фирмы. Но желательно все же запчасти приобретать той же марки, то и машина. Тогда работа вашего четырехколесного друга будет более исправной.
Оклейка кузова глянцевыми пленками в Москве
Телефон: +7 (495) 323-93-99
Ежедневно с 9:00 до 20:00
Если хочется существенно изменить
внешний вид автомобиля, придав ему индивидуальности или просто изменив цвет, то
вовсе не обязательно становиться в очередь на покраску. Есть более быстрое,
недорогое и несложное решение – оклейка глянцевыми плёнками.
Есть более быстрое,
недорогое и несложное решение – оклейка глянцевыми плёнками.
При этом глянцевые плёнки способны сделать внешний вид кузова даже более индивидуальным и оригинальным, чем покраска! Виниловому полотну вовсе не обязательно быть просто равномерно окрашенным. Различные текстуры (например, «карбон»), фактуры, эффект «хамелеон» или металлик – всё это способно сделать эстетику авто действительно необычным и впечатляющим.
И при всех этих преимуществах глянцевые плёнки обладают ещё одним немаловажным достоинством – они защищают «родное» лакокрасочное покрытие кузова от негативных внешних факторов. Например, от царапин из-за пыли, летящего гравия, веток кустов и деревьев во дворах, когтей дремлющей на тёплом капоте кошки или ключей в руках недоброжелателя.
5 преимуществ оклейки автомобиля глянцевыми плёнками
Мы используем наиболее высококачественные глянцевые плёнки из винила и других полимерных материалов производства компаний 3M, Oracal, KMPF и Hexis. Они известны превосходной цветопередачей, высокой надёжностью и долговечностью. Решения от этих производителей обладают сразу несколькими важными достоинствами:
Они известны превосходной цветопередачей, высокой надёжностью и долговечностью. Решения от этих производителей обладают сразу несколькими важными достоинствами:
- Адекватная цена. Стоимость оклейки – даже всего кузова – значительно ниже, чем перекраски. Можно переклеивать винил хоть каждые несколько месяцев, постоянно меняя цвет и внешний вид, без ущерба для бюджета;
- Быстрое нанесение. Винил наклеивается за один день, без разборки кузова и других сервисных операций. Автомобиль готов к эксплуатации сразу после нанесения, не нужно ждать высыхания;
- Обратимость процесса. Если текущая эстетика надоела, хочется вернуться к заводскому цвету автомобиля или поменять её на покрытие какого-нибудь другого оттенка – это также можно сделать за один день. Винил легко снимается, не повреждая ЛКП;
- Защита лакокрасочного покрытия. Покрытие способно предотвратить появление царапин и трещин на кузове. Кроме того, оно защищает от контактов с агрессивными химикатами, такими как противоснежные реагенты;
- Надёжность и долговечность. Цвета и фактуры
устойчивы к действию ультрафиолета, поэтому сохраняются на длительное время.
Полимерный клей надёжно фиксирует покрытие на кузове, не пропуская влагу и
пыль, и не допуская отсоединения. Даже через годы плёнка и автомобиль будут
выглядеть так, будто они только что с завода.
 Цвета и фактуры
устойчивы к действию ультрафиолета, поэтому сохраняются на длительное время.
Полимерный клей надёжно фиксирует покрытие на кузове, не пропуская влагу и
пыль, и не допуская отсоединения. Даже через годы плёнка и автомобиль будут
выглядеть так, будто они только что с завода.
Цвета и фактуры
устойчивы к действию ультрафиолета, поэтому сохраняются на длительное время.
Полимерный клей надёжно фиксирует покрытие на кузове, не пропуская влагу и
пыль, и не допуская отсоединения. Даже через годы плёнка и автомобиль будут
выглядеть так, будто они только что с завода.При наклеивании мы учитываем все конструкционные и аэродинамические особенности кузова автомобиля, поэтому плёнка ложится ровно и аккуратно – как второй слой лакокрасочного покрытия.
Глянцевая плёнка для маскировки повреждений ЛКП
Глянцевые плёнки можно использовать не только для придания свежего и индивидуального внешнего вида автомобилю, но и для маскировки повреждений ЛКП. Например, потёртостей после ДТП или масштабных царапин, оставшихся после того, как дети разрисовали машину куском кирпича.
Глянцевая плёнка аккуратно
ложится поверх повреждённого лакокрасочного покрытия, скрывая царапины,
трещины, следы коррозии и другие дефекты. И при этом она дополнительно защищает
детали кузова. Повреждения ЛКП могут стать очагами коррозии, особенно при
контакте с едкими реагентами – а виниловое полотно предотвратит разрушительное
воздействие химикатов и влаги.
Повреждения ЛКП могут стать очагами коррозии, особенно при
контакте с едкими реагентами – а виниловое полотно предотвратит разрушительное
воздействие химикатов и влаги.
Наши специалисты способны подобрать плёнку аккуратно в тон остальному ЛКП машины, так что оклейка не будет заметна.
Профессиональная оклейка автомобилей глянцевой плёнкой
В студии автодетейлинга «А1 Авто» мы проводим профессиональную оклейку автомобилей высококачественной глянцевой плёнкой. Используем только надёжные материалы, современные технологии и профессиональный подход. Хотите ли вы освежить вид машины или скрыть повреждения ЛКП – мы сделаем это за один день.
Запишитесь на профессиональную оклейку автомобиля прямо сейчас!
Телефон: +7 (495) 323-93-99
Ежедневно с 9:00 до 20:00
Что нужно знать о владельцу об особенностях покраске кузова автомобиля, чтобы быть уверенным в качественном конечном результате
Покраска автомобиля – сложный технологический процесс, который включает в себя множество стадий, начиная от первого осмотра и оценки ремонта и заканчивая финишной полировкой и нанесением защитного покрытия на отремонтированный кузов. Правильная очередность и соблюдение всех необходимых параметров на каждой стадии – это залог совпадения окрашенных деталей вашего авто с первоначальным вариантом, а также долгая эксплуатация окрашенных деталей машины без появления скрытых дефектов в будущем.
Правильная очередность и соблюдение всех необходимых параметров на каждой стадии – это залог совпадения окрашенных деталей вашего авто с первоначальным вариантом, а также долгая эксплуатация окрашенных деталей машины без появления скрытых дефектов в будущем.
Среди наиболее распространенных причин, по которым автовладелец задумывается о необходимости покраски своего автомобиля можно выделить следующие:
- Различного рода дорожно-транспортные происшествия, после которых требуется кузовной ремонт и без покраски уже не обойтись.
- Выявление очагов коррозии на кузове. Для их устранения требуется зачистка поврежденных деталей и последующая их покраска.
- Наличие сколов, царапин и вмятин на кузове машины, которые рано или поздно появляются при длительной эксплуатации автомобиля.
- Желание владельца поменять цвет или сделать аэрографию.
Независимо от того что выступает в качестве причины, процесс покраски автомобиля сложный и финансово затратный. Прежде чем передать свою машину в мастерскую необходимо обладать минимальным набором знаний, чтобы быть уверенным, что покрасочные работы выполнены качественно и деньги потрачены не зря.
Прежде чем передать свою машину в мастерскую необходимо обладать минимальным набором знаний, чтобы быть уверенным, что покрасочные работы выполнены качественно и деньги потрачены не зря.
Виды покраски
В зависимости от технического состояния машины покраска бывает локальная, частичная и полная. Если повреждена одна деталь или небольшое количество элементов кузова требует замены, то используют частичную покраску. Наиболее часто локальной покраске подвергаются следующие детали машины: бампер, крылья, пороги, двери. Основная сложность при частичной покраске – соблюсти совпадение цвета окрашенного элемента кузова с остальными. Преимущества такого способа покраски – это значительная экономия средств, т.к. окрашивается только место повреждения или отдельный элемент кузова. При соблюдении всех требований к технологическому процессу в результате следы ремонта не заметны и покрашенный элемент ничем не отличается от остального кузова.
Если вследствие ДТП или коррозии требуется заменить большую часть кузова, то используют полную покраску и полировку авто. Ее же применяют при ремонте старых авто, когда частичная покраска большого количества отдельных элементов не позволяет добиться точного совпадения с исходным цветом машины. Стоимость полной покраски автомобиля определяется индивидуально и зависит от сложности повреждений. Полная покраска автомобиля, выполненная по всем правилам – эта это один из самых трудоемких и длительных процессов в кузовном ремонте.
Ее же применяют при ремонте старых авто, когда частичная покраска большого количества отдельных элементов не позволяет добиться точного совпадения с исходным цветом машины. Стоимость полной покраски автомобиля определяется индивидуально и зависит от сложности повреждений. Полная покраска автомобиля, выполненная по всем правилам – эта это один из самых трудоемких и длительных процессов в кузовном ремонте.
Этапы покраски автомобиля при ремонте
Независимо от того выполняется полная или только частичная окраска существует определенный порядок действий при ремонте автомобиля связанный с необходимостью его подготовки и процедуры самой покраски.
Первый этап – предварительный осмотр машины и выявление всех дефектов на частях кузова, которые подлежат покраске. Чем детальнее будет определен форт работ, поставлены и согласованы задачи по покраске выбранных элементов, тем проще будет оценивать качество выполненных работ и регулировать претензии в будущем.
Второй этап подготовки самый длительный – подготовка машины к покраске. Для качественной покраски авто вмятины должны быть устранены. На этом этапе в зависимости от исходного качества окрашиваемых деталей (глубина сколов, размер коррозии, степень деформации ремонтируемых поверхностей и т.д.) требуется работа нескольких специалистов. Последовательно выполняется ряд действий:
- Разборка поврежденного элемента
- Рихтовка или восстановление правильной геометрии при наличии исходной деформации
- Шпатлевание и доводка элемента кузова до нужной формы.
Все это необходимо, если окрашиваемый элемент имеет мелкие неровности, царапины. Существует большое разнообразие марок шпатлевок от ведущих мировых производителей, но в основном все они относятся к категории полиэфирных шпатлевок. Это продукты, которые состоят из двух компонент: шпатлевочная масса на основе ненасыщенных полиэфиров и различные наполнители и добавки. Специалистами в работе одновременно может применяться несколько видов шпатлевок в зависимости от характера неровностей. В случае устранения незначительных дефектов на большой площади используется напыляемые шпатлевки, которые широкими слоями наносятся с помощью краскопульта. Для устранения глубоких вмятин используются шпатлевки усиленные стекловолокном, с ними за один проход получается слой большей толщины. Наиболее часто мастера используют универсальные шпатлевки.
Специалистами в работе одновременно может применяться несколько видов шпатлевок в зависимости от характера неровностей. В случае устранения незначительных дефектов на большой площади используется напыляемые шпатлевки, которые широкими слоями наносятся с помощью краскопульта. Для устранения глубоких вмятин используются шпатлевки усиленные стекловолокном, с ними за один проход получается слой большей толщины. Наиболее часто мастера используют универсальные шпатлевки.
4. Грунтование элемента для устранения всех мелких дефектов.
Если предыдущий этап иногда можно пропустить, если устанавливаем новую деталь кузова, то грунтование строго обязательно. Цвет грунтовки должен соответствовать итоговому цвету машины. Например, если машины красится в светлый или серебристые цвета, то и грунт необходимо подбирать светлым, если же окончательный цвет авто темный, то можно использовать грунты черного цвета. После грунтования считается, что пройдены все этапы подготовки авто к покраске.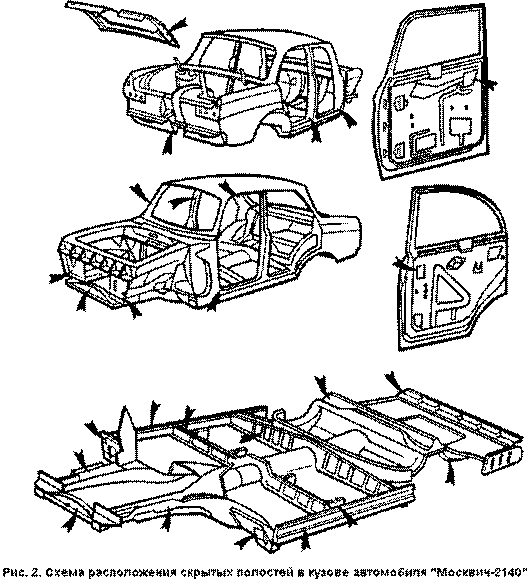
5. Подборка краски.
Когда владелец автомобиля желает полностью изменить цвет машины, то на выбор краски влияют только личные предпочтения по тому или иному цвету. Совершенно иные требования, если окрашиваеются отдельные детали, которые должна соответствовать первоначальному цвету кузова автомобиля. В таком случае подбираем цвет с учетом его интенсивности и яркости. В этом помогают компьютерные технологии и стереотипная таблица расцветок, благодаря которым определяется нужный номер оттенка цвета машины.
Выбранная для покраски эмаль помимо декоративных требований (совпадение по цвету и блеску) должна обладать такими физико-механическими свойствами как твердость, эластичность, прочность. Существующие на рынке автомобильные эмали условно разделяются на три группы: алкидные, меламино-алкидные (МЛ), акриловые.
Представители первой групп эмалей используются с 1950-х годов. Такой длительный срок применения связан с их основными преимуществами: невысокая стоимость, простота применения в работе, стойкость к химическим и физическим воздействиям у готового покрытия. Ключевым недостаток выступает – длительный срок высыхания окрашенного изделия. Это частично решается за счет использования в процессе окраске отвердителя.
Ключевым недостаток выступает – длительный срок высыхания окрашенного изделия. Это частично решается за счет использования в процессе окраске отвердителя.
Вторая группа автомобильных эмалей не нуждается в дополнительных веществах, покрытие на их основе получается достаточно твердым, но при этом сохраняет эластичность. Но высыхают они при температуре более 100 градусов, что делает невозможной работу с данными эмалями без специальных окрасочных камер.
Автоэмали третьей группы обычно наносятся в два слоя. Цвет покрытию придает первый, базовый слой. В отличии от первой группы при использовании акриловых эмалей расход материала гораздо меньше за счет большего количества сухого остатка.
При работе с этими эмалями можно производить сушку при 80 градусах, но при этом окрашенные поверхности будут стойкими не только к атмосферным воздействиям, но и отличаются масло- и бензостойкостью. Повышенная износостойкость покрытия, удобство применения в работе способствуют широкому их применению в покрасочных мастерских.
Качественное покрытие этими эмалями получается только при соблюдении технологических процессов, особенно соблюдение времени по обязательной межслойной выдержке.
6. Подготовка автомобиля к покраске: оклейка авто и защита неокрашиваемых поверхностей.
Третий этап – сам процесс покраски авто, который включает нанесение краски на ремонтируемую деталь/кузов и лакирование. На этом этапе применяется краскопульт для покраски авто.
Для того, чтобы получить требуемое качество окрашиваемых поверхностей всего кузова или отдельных его элементов необходимо все это производить в покрасочной камере. В таком случае достигается максимально качественный результат, который приближен к заводской окраске машины. В покрасочной камере соблюдается ряд важных условий:
1. Равномерность освещения. Наличие специального освещения повышает качество работ по покраске.
2. Хорошая вентиляция и система фильтрации. При окраске кузова автомобиля критически важен уровень пыли в воздухе. Если покраска осуществляется в обычном ремонтном боксе, как бы не было там чисто, но необходимого уровня по очистки воздуха не достичь. Как результат неровности и шероховатости свежеокрашенных поверхностей кузова.
При окраске кузова автомобиля критически важен уровень пыли в воздухе. Если покраска осуществляется в обычном ремонтном боксе, как бы не было там чисто, но необходимого уровня по очистки воздуха не достичь. Как результат неровности и шероховатости свежеокрашенных поверхностей кузова.
3. Герметичность. Стенки камеры сделаны из жаропрочного материала, что позволяет достигнуть нужной температуры для быстрой и качественной сушки окрашиваемых поверхностей.
Заключительный этап включает в себя сборку кузова автомобиля и финишную полировку.
Если в процессе ремонта производилась полная или частичная окраска кузова, то необходимо провести тщательный осмотр окрашенных деталей на предмет выявления возможных дефектов, чтобы в дальнейшем не заниматься полировкой царапин авто своими руками.
Причиной некачественной окраски могут выступать разные факторы. Это может быть проведение работ не в специализированных помещениях, применение дешевых низкосортных автоэмалей, не знание или нарушение технологии как подготовки поверхности к покраске, так и процедуры самой окраски детали или кузова в целом. Если были соблюдены все технические условия то у автомобиля: цвет окрашенных деталей совпадает с заводским оттенком, отсутствует шагрень (неровности или «апельсиновая корка» лакокрасочного покрытия), нет всевозможных вкраплений и наплывов в покрашенных частях кузова.
Если были соблюдены все технические условия то у автомобиля: цвет окрашенных деталей совпадает с заводским оттенком, отсутствует шагрень (неровности или «апельсиновая корка» лакокрасочного покрытия), нет всевозможных вкраплений и наплывов в покрашенных частях кузова.
Специалисты Центра кузовного ремонта компании Волга-Раст выполнят качественную частичную или полную покраску авто в Волгограде по приемлемой цене. В работу по покраске принимаются любые иностранных автомобилей (кроме китайских). Качество работ подтверждается регулярным обучением сотрудников и следование строгим технологическим стандартам ремонтных работ мировых автомобильных брендов.
Записаться на обслуживание и уточнить всю необходимую информацию можно по телефону: +7 (8442) 55-22-55
Окраска — Технический Центр Котельники
Если вы хотите восстановить внешний вид машины после аварии или длительного срока эксплуатации, закажите услугу покраска авто в Техническом Центре «Котельники». Также покрытие надежно защитит кузовную часть от появления коррозии.
Также покрытие надежно защитит кузовную часть от появления коррозии.
Что входит в покраску авто в ТЦ «Котельники»
Покраска автомобиля проводится слаженной командой профессионалов, поэтому о результате работ можно не волноваться. Мы предлагаем:
- полноценную покраску кузова;
- локальное покрытие красящим веществом деталей;
- полировка, которая затрагивает глубокие слои металла транспортного средства.
Специалисты ТЦ «Котельники» в своей работе используют специальное оборудование, позволяющее подобрать эмаль точно в цвет. Сотрудники в курсе особенностей каждой марки автомобиля. Мы знаем, как сделать вашу машину неотразимой!
На всех этапах окрашивания учитывается пошаговая технология. Грамотный подбор лака и краски обеспечивает кузову блеск. В итоге авто смотрится солидно.
Полная покраска кузова ТС
Покраска кузова специалистами автосервиса «Котельники» подразумевает нанесение лакокрасочного средства и материалов, которые защищают покрытие от нежелательных факторов, в том числе климатических.
Если транспортное средство повреждено, у нас по умеренной стоимости вы можете заказать сначала кузовной ремонт, а после полную покраску автомобиля.
От чего зависит цена на покраску кузова
Во сколько обойдется покраска кузова автомобиля, зависит от нескольких факторов:
- объем работ;
- сложность дефектов;
- расход лакокрасочных средств.
Полностью окрашивать машину нужно не всегда. Покраска деталей автомобиля в каждом отдельном случае имеет свои особенности. Если речь идет о восстановлении покрытия крыла, двери или капота, специалист снимает деталь и окрашивает отдельно.
Есть вариант обработки без демонтажа. Для этого с помощью малярной бумаги в обязательном порядке изолируют прилегающие друг к другу двери и стекла.
В любом случае услуги автосервиса могут отличаться по цене. Стоимость следует уточнить у мастера.
Как происходит окрашивание машины
Качественная полная окраска авто происходит согласно пошаговой инструкции.
- Мастер определяет, не нужно ли проводить кузовной ремонт.
- Снятие деталей, которые готовят к обработке.
- Выравнивание детали. Задача специалиста — добиться максимально ровной плоскости, тогда красящее вещество ляжет ровным равномерным слоем. С помощью специального грунта мастеру удается создать на кузове защитный слой от повреждений.
- Машину отправляют в покрасочную камеру, где выставлен необходимый уровень освещения и фильтрации.
- Осталось просушить транспортное средство в сушильной камере. Важно — указать оптимальную температуру сушки.
Тренды в окраске машины
Профессиональная покраска для придания авто необычного внешнего вида подразумевает следование модным тенденциям. К примеру, можно заказать нанесение по металлическую поверхность матового цвета. Выглядит такое транспортное средство необычно. Причем способов нанесения красящего вещества существует несколько:
- матовая краска;
- матовый лак;
- оформление матовой пленкой.

Отдельно окрасить детали в матовый оттенок нельзя. Матовые краски не отличаются большим разнообразием палитр, поэтому клиенту могут предложить достойную альтернативу — нанесение матового лака. Чаще автовладельцы просят обновить машину, перекрасив в черный цвет.
Если вы до сих пор не знаете, куда обратиться за покраской авто, не стоит искать автосервис далеко. Ведь рядом расположен ТЦ «Котельники», который восстановит вашу машину до заводских параметров. Цены умеренные, а сервисное обслуживание европейское.
Вопросы от клиентов и ответы на них
На ваши вопросы отвечает Евгений Павлович Митрохин, старший специалист по кузовному ремонту. Опыт работы на этой должности: 17 лет. Самый старший и профессиональный сотрудник в нашем центре.Стоит ли красить и ремонтировать бампера? Или лучше сразу купить новый?
Безусловно, бампера – расходная часть кузова автомобиля, именно поэтому они производятся по большей части из пластика и регулярно деформируются, трескаются и откалываются. И у каждого автомобилиста есть выбор, ремонтировать бампер или купить новый. Современные технологии позволяют отремонтировать практически любое повреждение бампера, залатать даже крупные дыры или собрать поломанный бампер из двух половин. При этом профессиональный мастер при осмотре вашей запчасти сразу скажет, стоит ли вкладываться в ее ремонт. Правильно отремонтированный бампер сможет проходить еще достаточно долгое время, внешне ничем не отличаясь от нового, если вы доверите его ремонт нашим профессиональным мастерам. Это сбережет не только ваши деньги, но и ваше время – ведь необходимость искать новый бампер отпадет.
И у каждого автомобилиста есть выбор, ремонтировать бампер или купить новый. Современные технологии позволяют отремонтировать практически любое повреждение бампера, залатать даже крупные дыры или собрать поломанный бампер из двух половин. При этом профессиональный мастер при осмотре вашей запчасти сразу скажет, стоит ли вкладываться в ее ремонт. Правильно отремонтированный бампер сможет проходить еще достаточно долгое время, внешне ничем не отличаясь от нового, если вы доверите его ремонт нашим профессиональным мастерам. Это сбережет не только ваши деньги, но и ваше время – ведь необходимость искать новый бампер отпадет.
Обязательно нужна камера при покраске? В гараже обещают качественно покрасить в два раза дешевле!
Кузовной ремонт и лакокрасочные работы требую тщательного, добросовестного подхода и высокого профессионализма. Ваша удовлетворенность результатом зависит не только от качества краски или других материалов, но и от опыта мастера. Процесс кузовного ремонта и окраски – постепенный и технологичный, от каждого этапа зависит конечный успех. При этом несоблюдение технологии или небрежность в работе может быть незаметна на первый взгляд, но обязательно проявит себя в процессе эксплуатации, так что экономия на профессионализме, увы, грозит обойтись в два раза дороже финансово. А уж потраченные нервы и время и вовсе неизмеримы.
При этом несоблюдение технологии или небрежность в работе может быть незаметна на первый взгляд, но обязательно проявит себя в процессе эксплуатации, так что экономия на профессионализме, увы, грозит обойтись в два раза дороже финансово. А уж потраченные нервы и время и вовсе неизмеримы.
Наличие камеры гарантирует, что на свежеокрашенную поверхность автомобиля или запчасти не сядет пылинка или песок. Даже очень опытный маляр не сможет гарантировать результат при ее отсутствии.
Будет ли отличаться свежеокрашенное крыло/дверь/капот?
Подбор точного оттенка автокраски с каждым годом становится все более сложным мероприятием. Это связано с постоянно расширяющейся цветовой гаммой, кроме того, у некоторых автоконцернов имеется некоторое количество оттенков, которые практически невозможно повторить один в один. К счастью, это исключительный случай и обычно с помощью компьютерного подбора точность попадания в тон составляет от 98-100%. Для этого необходим код краски автомобиля или его деталь — как правило, лючок бензобака. Отталкиваясь от этих данных, создается состав нужного колера. Далее обязательно производится тест-напыл и сравнительный анализ цвета при различном освещении. При профессионально проведенном подборе цвета ваш автомобиль гарантированно будет выглядеть идеально в любом освещении, даже при ярком солнечном свете.
Отталкиваясь от этих данных, создается состав нужного колера. Далее обязательно производится тест-напыл и сравнительный анализ цвета при различном освещении. При профессионально проведенном подборе цвета ваш автомобиль гарантированно будет выглядеть идеально в любом освещении, даже при ярком солнечном свете.
Возможно ли восстановить геометрию кузова после ДТП? Как распознать нарушение геометрии кузова?
Геометрия кузова – тщательно выверенный показатель, который может нарушиться даже при незначительном ДТП. Признаки нарушения геометрии кузова, которые возможно увидеть даже неопытному водителю – ухудшение управляемости автомобиля, резкое повышение износа резины, особенно с одной стороны, увеличение расхода бензина, поскрипывание или постукивание элементов подвески. При появлении одного или нескольких симптомов необходимо срочно обратиться в специализированный сервис.
Наши мастера, вооруженные новыми компьютерными технологиями, способны восстановить геометрию кузова, вернув ее к идеальным показателям. Для этого машину устанавливают на специальный стенд. После этого в разных местах кузова, индивидуальных в зависимости от модели автомобиля и вида повреждений, закрепляются специальные тянущие приспособления, последствием которых производится вытяжка. По окончании работ проводится контрольный замер.
Для этого машину устанавливают на специальный стенд. После этого в разных местах кузова, индивидуальных в зависимости от модели автомобиля и вида повреждений, закрепляются специальные тянущие приспособления, последствием которых производится вытяжка. По окончании работ проводится контрольный замер.
Что такое локальная покраска?
Локальная покраска автомобиля применима в случае мелких сколов, трещин, царапин покрытия. Если деталь не деформирована, допустим, прилетел мелкий камешек со встречной полосы или слегка притерли на парковке – то можно сэкономить время и не нарушать заводскую кузовную сборку автомобиля. Ее также называют детальной окраской, когда часть поверхности красится переходом.
Это достаточно быстрая процедура, ее можно полностью осуществить всего за несколько часов. Однако, обязательно закажите подбор краски для авто, если не желаете, чтобы место ремонта выделялось.
Локальная покраска также отлично подходит для восстановления лакокрасочного покрытия после локального ремонта кузова.
Можно ли покрасить автомобиль из баллончика?
Покрасить можно. Качественно – нельзя. У краски из баллончика слишком насыщена струя, поэтому избежать подтеков не получится. Кроме того, у баллончика всегда неравномерное распыление, вследствие чего происходит наслоение краски. Надо ли говорить, что попасть в цвет кузова – непростая задача для профессионала, и любитель с баллончиком повторить это не сможет априори.
Покрасить авто в Нижнем Новгороде качественно, при этом расставшись с довольно скромной суммой денег, можно в нашем центре покрасочных работ.
Какая аэрография разрешена ПДД?
Единственное требование к аэрографии – она не должна повторять расцветку спецтехники, в остальном – ограничивать вас может только ваша смелость и фантазия. При этом обратите внимание на размер рисунка – если он займет более 40% кузова автомобиля, то такие изменения необходимо зарегистрировать в ПТС.
Правда ли, что на месте нанесения аэрографии стирается заводское покрытие?
Нет. При соблюдении технологии нанесения аэрографии защитный слой, которым покрыт кузов автомобиля, остается нетронутым – то есть сравнение аэрографии с татуировкой будет в этом вопросе абсолютно неверным.
При соблюдении технологии нанесения аэрографии защитный слой, которым покрыт кузов автомобиля, остается нетронутым – то есть сравнение аэрографии с татуировкой будет в этом вопросе абсолютно неверным.
Есть необходимость особенного ухода за аэрографией?
Это не обязательно. Как правило, правильно нанесенный рисунок долговечен. Но при желании можно защитить его дополнительно, время от времени покрывая аэрографию специальными мастиками. Приобрести их можно в магазинах автоэмалей, наносить желательно после полировки кузова.
Как делают автомобиль матовым?
Известно, что матовость покрытию автомобиля придает специальный лак, придающий поверхности «бархатистость». Такой лак наносят на заводскую краску, то есть перекрашивания какими-то специальными средствами не требуется. Вследствие этого бытует мнение, что сделать автомобиль матовым легко и быстро, а дороговизна этого процесса обусловлена исключительно модой на матовые машины. Так ли это?
Это в корне неверно, ведь технология перекраски автомобиля в матовый достаточно сложна. Во-первых, необходимо полностью разобрать кузов автомобиля по запчастям и каждую тщательно ошкурить – ведь заводская краска не гарантирует отсутствия погрешностей и непрокрашенных участков. Далее наносится слой краски в тон заводскому, в идеале – точно такого же колера. Завершает процедуру двукратное нанесение матового лака. После завершения процесса окраски все детали кузова сушатся в камере. В самом конце происходит сборка кузова, при этом используются только новые молдинги, уплотнители и клипсы.
Во-первых, необходимо полностью разобрать кузов автомобиля по запчастям и каждую тщательно ошкурить – ведь заводская краска не гарантирует отсутствия погрешностей и непрокрашенных участков. Далее наносится слой краски в тон заводскому, в идеале – точно такого же колера. Завершает процедуру двукратное нанесение матового лака. После завершения процесса окраски все детали кузова сушатся в камере. В самом конце происходит сборка кузова, при этом используются только новые молдинги, уплотнители и клипсы.
Весь процесс занимает в среднем от 2 до 3 недель!
Способ сборки автомобильных кузовов и приспособление для них
УРОВЕНЬ ТЕХНИКИ
1. Область изобретения
Настоящее изобретение относится к способу сборки кузовов автомобильного транспортного средства и к приспособлению для сборки, которое будет использоваться для этого.
2. Описание предшествующего уровня техники
При сборке кузовов автомобилей на сборочной линии кузова каждая из основных панелей пола, передних кузовов транспортных средств, задних кузовов транспортных средств, содержащих задние элементы пола, боковых панелей кузова транспортного средства (состоящих из боковых внутренних панели и боковые наружные панели), панели крыши (состоящие из внутренних элементов крыши и внешних панелей крыши) и элементы крышки, такие как боковые двери, капоты и крышки багажника, обычно собираются в соответствующих линиях сборки, и они поставляются из соответствующих частей -Монтажные линии к конвейеру сборки кузова автомобиля. Кроме того, на этапе сборки кузова транспортного средства для сборки нижней части кузова, панель пола, передняя часть кузова транспортного средства и задняя часть кузова транспортного средства выравниваются и прикрепляются к каретке или держателю с помощью множества выравнивающих элементов и зажимных узлов. смонтированный на нем, и нижняя часть кузова собирается временно сваркой, а затем дополнительной или постоянной сваркой.
Кроме того, на этапе сборки кузова транспортного средства для сборки нижней части кузова, панель пола, передняя часть кузова транспортного средства и задняя часть кузова транспортного средства выравниваются и прикрепляются к каретке или держателю с помощью множества выравнивающих элементов и зажимных узлов. смонтированный на нем, и нижняя часть кузова собирается временно сваркой, а затем дополнительной или постоянной сваркой.
Нижняя часть кузова, загруженная на тележку или шасси, переносится на площадку для установки верхних секций кузова, боковых панелей кузова, панели крыши и т. Д.крепятся к секции под кузовом. При установке боковой панели кузова транспортного средства, панели крыши и т. Д. На нижнюю часть кузова они выравниваются с нижней частью кузова на основе базовых поверхностей их внешних панелей с помощью расположенного эксклюзивного выравнивающего блока. на каждой из станций они крепятся к тележке или носителю и привариваются временно, а затем дополнительно или постоянно. Затем нижняя часть кузова монтируется к верхней части кузова.Передние крылья и задние крылья крепятся к секции кузова транспортного средства на этапе монтажа верхней части кузова.
Затем нижняя часть кузова монтируется к верхней части кузова.Передние крылья и задние крылья крепятся к секции кузова транспортного средства на этапе монтажа верхней части кузова.
С другой стороны, выложенная японская патентная публикация (kokai) № 64–1667 раскрывает удерживающий блок для удерживания частично смонтированной секции кузова транспортного средства. Удерживающий элемент состоит из основной рамы и трех пар внутренних вертикальных рам. Основная рама поддерживается в горизонтальном направлении четырьмя элементами колонны, расположенными вертикально на полу фабрики и дополнительно прикрепленными к двум вертикальным колоннам, расположенным на одной стороне, с возможностью перемещения в вертикальном направлении.Три пары внутренних рам установлены на основной раме в положениях, соответствующих положению вблизи секции обтекателя кузова транспортного средства, центральной части кузова транспортного средства и задней части кузова соответственно, так что они могут открываться с возможностью перемещения. в поперечном направлении кузова автомобиля. К каждой из внутренних рам прикреплено множество зажимных устройств, инструментов и так далее. Три пары внутренних рам вставляются сверху в проем в крыше частично смонтированного корпуса кузова (выглядит так, как левая и правая боковые внутренние панели временно устанавливаются на нижнюю часть кузова) путем поворота нижней части. торцевая часть основной рамы удерживающего устройства.После этого три пары внутренних рам расширяются для приближения к внутренней поверхности корпуса транспортного средства, а остальные операции сборки выполняются с помощью множества зажимов, инструментов и так далее.
в поперечном направлении кузова автомобиля. К каждой из внутренних рам прикреплено множество зажимных устройств, инструментов и так далее. Три пары внутренних рам вставляются сверху в проем в крыше частично смонтированного корпуса кузова (выглядит так, как левая и правая боковые внутренние панели временно устанавливаются на нижнюю часть кузова) путем поворота нижней части. торцевая часть основной рамы удерживающего устройства.После этого три пары внутренних рам расширяются для приближения к внутренней поверхности корпуса транспортного средства, а остальные операции сборки выполняются с помощью множества зажимов, инструментов и так далее.
Обычные методы сборки кузовов автомобилей имеют различные недостатки, поскольку элементы панели, такие как боковые панели кузова транспортного средства и т. Д., Выравниваются на основе их внешних панелей с помощью специального приспособления для выравнивания. Наружные панели настолько изогнуты и имеют сложную внешнюю форму, что ошибка формы становится такой большой из-за влияния возврата кривизны внешних панелей к их исходной форме, а жесткость внешних панелей настолько мала, что точность измерения выравнивание внешних элементов панели, вероятно, станет низким. Кроме того, элементы внешней панели различаются по форме в соответствии с моделями, поэтому специальные инструменты для выравнивания должны быть подготовлены для каждой из моделей автомобильных транспортных средств. Кроме того, выравнивающие приспособления множества видов должны быть готовы к немедленному использованию на каждой станции, а выравнивающие приспособления должны быть закреплены и отсоединены от секции кузова транспортного средства несколько раз во время монтажа, чтобы эффективность работы могла снизиться. С другой стороны, поскольку основная панель пола монтируется к верхней секции кузова на начальном этапе традиционной сборочной линии кузова, крупногабаритный и многофункциональный монтажный блок для монтажа секций кузова транспортного средства не может быть размещен. внутри секции кузова транспортного средства и операции по установке различных деталей, узлов и аксессуаров, таких как сиденья, могут стать очень трудными.Кроме того, возникают проблемы, связанные с тем, что внутренние элементы должны быть снабжены рядом сварочных отверстий для сварки соединений боковых внутренних панелей, таких как сборные боковые панели кузова транспортного средства и внутренние панели крыши, что повышает эффективность при сварке внутренних элементы могут стать меньше, а также что количество станций для операций по сварке и соединению станет больше и что длина станций станет больше, потому что сварочные роботы и т.
Кроме того, элементы внешней панели различаются по форме в соответствии с моделями, поэтому специальные инструменты для выравнивания должны быть подготовлены для каждой из моделей автомобильных транспортных средств. Кроме того, выравнивающие приспособления множества видов должны быть готовы к немедленному использованию на каждой станции, а выравнивающие приспособления должны быть закреплены и отсоединены от секции кузова транспортного средства несколько раз во время монтажа, чтобы эффективность работы могла снизиться. С другой стороны, поскольку основная панель пола монтируется к верхней секции кузова на начальном этапе традиционной сборочной линии кузова, крупногабаритный и многофункциональный монтажный блок для монтажа секций кузова транспортного средства не может быть размещен. внутри секции кузова транспортного средства и операции по установке различных деталей, узлов и аксессуаров, таких как сиденья, могут стать очень трудными.Кроме того, возникают проблемы, связанные с тем, что внутренние элементы должны быть снабжены рядом сварочных отверстий для сварки соединений боковых внутренних панелей, таких как сборные боковые панели кузова транспортного средства и внутренние панели крыши, что повышает эффективность при сварке внутренних элементы могут стать меньше, а также что количество станций для операций по сварке и соединению станет больше и что длина станций станет больше, потому что сварочные роботы и т. д. расположены вне секций кузова транспортного средства, которые устанавливаются и, как следствие, потому что секции кузова автомобиля подвергаются сварке только снаружи.
д. расположены вне секций кузова транспортного средства, которые устанавливаются и, как следствие, потому что секции кузова автомобиля подвергаются сварке только снаружи.
На сборочной линии кузова транспортного средства с использованием удерживающего устройства, как описано в выложенной японской патентной публикации (kokai) № 64–1667, удерживающий элемент применяется, по крайней мере, к нижней части кузова, которая временно устанавливается на боковая внутренняя панель. Следовательно, этап необходим для временного крепления нижних секций кузова к боковым внутренним панелям. Кроме того, для временного крепления нижних секций кузова к боковым внутренним панелям требуются кронштейны, стойки, болты и т.д., так что конструкции панельных элементов могут стать сложными.Кроме того, три внутренние рамы удерживающего устройства вставляются в корпус транспортного средства через сравнительно небольшую секцию проема в крыше, так что его внутренняя рама не может быть увеличена по размеру и многофункциональна, что делает операции трудоемкими и менее эффективными. .
.
КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Целью настоящего изобретения является создание способа сборки кузовов автомобилей и приспособления для сборки, которое может быть использовано для этого, что может повысить точность выравнивания кузовов автомобилей при установке по меньшей мере от боковых панелей кузова транспортного средства до панелей крыши, которые могут упростить структуру элементов для структурирования кузовов транспортных средств, которые в целом лучше подходят для различных моделей кузовов транспортных средств, что может повысить эффективность операций по установке и которые могут повысить эффективность монтажа деталей, узлов и аксессуаров к основным панелям пола.
Для достижения вышеупомянутой цели настоящее изобретение состоит из способа сборки кузова автомобильного транспортного средства, содержащего:
— первый этап установки боковой панели кузова транспортного средства и панели крыши на зажимное устройство, имеющее первый удерживающий механизм для удержания боковой панели кузова транспортного средства после того, как боковая панель кузова транспортного средства была выровнена с зажимным устройством на основе внутренней панели боковой панели кузова транспортного средства, и второй удерживающий механизм для удерживания панели крыши после панели крыши совмещен с кондуктором на основании внутренней панели кровельной панели;
— второй этап соединения боковой панели кузова транспортного средства, установленной на зажимном блоке, с панелью крыши для образования сборки кузова транспортного средства; и
— третий этап для откачивания зажимного приспособления относительно вниз от кузова транспортного средства.
Метод сборки автомобильного транспортного средства может иметь следующие преимущества, поскольку левая и правая боковые панели кузова транспортного средства и панель крыши выровнены на основе боковых внутренних панелей, а также передней панели. коллектор и задний коллектор, составляющие внутренние элементы кровельной панели. Эти внутренние элементы имеют более точную форму, чем их внешние панели, так что боковые панели кузова транспортного средства и панель крыши могут быть установлены через соответствующие внутренние элементы с высокой точностью.Кроме того, поскольку ни кронштейны, ни распорки, ни болты не требуются для установки при временной установке этих элементов панели, конструкция элементов панели может быть сделана менее сложной, и этап временной установки секции кузова транспортного средства может быть опущен. Кроме того, этот метод является более универсальным и экономичным, поскольку для элементов панелей различных моделей автомобилей может быть применено стандартное приспособление из-за относительного сходства внутренних боковых панелей и внутренних элементов крыши по форме и структуры друг к другу, даже если модели автомобилей различаются, и из-за сравнительно большого количества открывающихся частей, которые могут удерживаться удерживающим механизмом. Кроме того, поскольку приспособление для крепления может быть выполнено с возможностью вакуумирования на третьем этапе из сборки кузова транспортного средства, полученной путем сборки боковых панелей кузова транспортного средства с панелями крыши, приспособление для крепления может быть выполнено большего размера и многофункционального, так что монтажные операции можно сделать высокоэффективными.
Кроме того, поскольку приспособление для крепления может быть выполнено с возможностью вакуумирования на третьем этапе из сборки кузова транспортного средства, полученной путем сборки боковых панелей кузова транспортного средства с панелями крыши, приспособление для крепления может быть выполнено большего размера и многофункционального, так что монтажные операции можно сделать высокоэффективными.
Другой аспект настоящего изобретения состоит в способе сборки кузова автомобильного транспортного средства на сборочной линии кузова транспортного средства для установки по меньшей мере левой и правой боковых панелей кузова транспортного средства на панель крыши, в котором боковая внутренняя панель каждой из левой и правой боковых панелей кузова транспортного средства подобрана с их боковой внешней панелью для формирования подузла боковой панели, внутренний элемент крыши панели крыши подобрана с его внешняя панель крыши для образования подузла панели крыши, подузел боковой панели и подузел панели крыши поставляются отдельно на соединительную станцию, в которой подузел боковой панели соединен с подузлом панели крыши, и подузел боковой панели соединен с подузлом панели крыши на соединительной станции, которая включает:
— первый этап для соединения левой и правой внутренних боковых панелей кузова транспортного средства с панелью крыши путем совмещения левая рука и правые внутренние боковые панели кузова автомобиля и панель крыши, подаваемые на соединительную станцию, фиксация левой и правой внутренних боковых панелей кузова автомобиля и выравнивание панели крыши, сварка левого и правого кузова автомобиля боковые внутренние панели к панели крыши временно, а затем дополнительно или навсегда; и
— второй этап для соединения левой и правой внешних панелей кузова автомобиля с панелью крыши путем подачи левой и правой боковых наружных панелей и внешней панели крыши к соединительной станции, выравнивая левая и правая боковые внешние панели кузова транспортного средства с соответствующими боковыми внутренними панелями, выравнивание внешней панели крыши с внутренним элементом крыши и временное приваривание левой и правой боковых боковых панелей кузова транспортного средства к панели крыши а затем дополнительно или навсегда.
В соответствии с другим аспектом настоящего изобретения левая и правая боковые внутренние панели соединяются с внутренними элементами крыши на первом этапе путем их совмещения, фиксации и сварки временно, а затем дополнительно или навсегда. Точное выравнивание может быть реализовано на основе боковой внутренней панели или внутреннего элемента крыши, который представляет собой элемент, который имеет относительно простую форму, высокую жесткость и меньшую погрешность формы из-за возврата к своей исходной форме из его изогнутая форма.Кроме того, сварочные операции могут быть выполнены с высокой эффективностью в таком состоянии, что никакое выравнивание не выполняется на основе внешней панели в отличие от традиционных процедур. Кроме того, поскольку для боковых внутренних панелей и внутреннего элемента крыши не требуется предусматривать сварных отверстий, а также не требуются ни кронштейны, ни распорки, ни болты для установки на боковые внутренние панели и внутренний элемент крыши для временного монтажа, конструкция боковых внутренних панелей и внутренних элементов крыши может быть упрощена.
Далее, на втором этапе левая и правая боковые внешние панели соединяются с внешней панелью крыши путем совмещения левой и правой сторон с соответствующими боковыми внутренними панелями, с одной стороны, и внешнюю панель крыши с внутренним элементом крыши, с другой стороны, и сваривая их временно, а затем дополнительно или постоянно, так что внешние панели могут быть точно выровнены с боковыми внутренними панелями и внутренними элементами крыши, которые выровнены и могут быть подключенным с высокой точностью.Следовательно, кузова автомобилей можно собирать с высокой точностью.
В предпочтительном варианте настоящего изобретения левая и правая боковые внешние панели дополнительно или постоянно привариваются к внешней панели крыши на втором этапе с помощью сварочных средств, расположенных внутри и снаружи секции кузова транспортного средства в второй этап, так что сварочные операции могут выполняться с повышенной эффективностью, а количество станций для дополнительной или постоянной сварки может быть уменьшено, тем самым сокращая сборочную линию кузова транспортного средства.
В более предпочтительном варианте настоящего изобретения левая и правая боковые внешние панели временно привариваются к внешней панели крыши с помощью сварочного средства, расположенного внутри секции кузова на втором этапе, а затем дополнительно или постоянно с помощью сварочного робота, расположенного вне секции кузова транспортного средства на станции, где должна выполняться дополнительная или постоянная сварка. Такая компоновка для сварочных операций может повысить эффективность временных сварочных операций и обобщить сборку кузовов транспортных средств различных моделей и типов.Кроме того, поскольку дополнительные или постоянные сварочные операции выполняются с помощью сварочного робота, расположенного вне секции кузова транспортного средства, обобщение может быть улучшено при сборке кузовов транспортных средств различных моделей и типов.
С другой стороны, зажимное приспособление согласно настоящему изобретению для сборки кузовов автомобилей характеризуется:
первым удерживающим механизмом, расположенным внутри боковых панелей кузова транспортного средства для удерживания боковых панелей кузова транспортного средства, выровненных на основе боковые внутренние панели соответствующих боковых панелей; и
— второй удерживающий механизм, расположенный внутри панели крыши, для удерживания панели крыши, выровненной на основании внутреннего элемента крыши панели крыши;
, в котором первый удерживающий механизм выполнен с возможностью перемещения между первым положением, в котором удерживаются боковые панели, и вторым положением, в котором первый удерживающий механизм откачивается из боковых панелей; и
, в котором второй удерживающий механизм выполнен с возможностью перемещения между первым положением, в котором удерживается панель крыши, и вторым положением, в котором второй удерживающий механизм откачивается из панели крыши.
В соответствии с настоящим изобретением, относящимся к блоку зажимного приспособления, как описано выше, блок зажимного приспособления может выравнивать левую и правую боковые панели кузова транспортного средства на основе их соответствующих боковых внутренних панелей, которые имеют сравнительно простую форму, высокая жесткость и небольшая погрешность формы благодаря возвращению к исходной форме из изогнутой формы, и он может фиксировать их на зажимном устройстве. Аналогичным образом, кондуктор может выровнять панель крыши на основе ее внутреннего элемента крыши, который сравнительно простой по форме, высокой жесткости и небольшой погрешности формы из-за возврата к исходной форме из ее изогнутой формы, и он может прикрепите панель крыши к кондуктору.Такое расположение позволяет выровнять левую и правую боковые панели кузова транспортного средства и панель крыши с высокой точностью и прикрепить к панели крыши.
Кроме того, поскольку левая и правая боковые панели кузова транспортного средства, а также панель крыши поставляются на сборочный узел и затем монтируются к нему, ни кронштейны, ни распорки, ни болты не требуются для временного монтажа этих элементов панели. так что конструкция элементов панели может быть простой и что этап временной установки для временной установки части кузова транспортного средства может быть опущен.Кроме того, зажимное приспособление согласно настоящему изобретению превосходит в обобщении, поскольку оно может применяться к элементам панели для различных моделей автомобильных транспортных средств по существу одинаковым образом из-за схожести формы и конструкции, а также расположения большого количество отверстий, удерживаемых удерживающим механизмом.
так что конструкция элементов панели может быть простой и что этап временной установки для временной установки части кузова транспортного средства может быть опущен.Кроме того, зажимное приспособление согласно настоящему изобретению превосходит в обобщении, поскольку оно может применяться к элементам панели для различных моделей автомобильных транспортных средств по существу одинаковым образом из-за схожести формы и конструкции, а также расположения большого количество отверстий, удерживаемых удерживающим механизмом.
Кроме того, поскольку первый и второй удерживающие механизмы могут перемещаться между первым и вторым положениями, зажимное приспособление может быть эвакуировано из секции кузова транспортного средства путем перемещения зажимного приспособления вниз относительно секции кузова транспортного средства и от него после кузова транспортного средства. раздел собран.Следовательно, зажимное приспособление может быть выполнено настолько большим по размеру и таким многофункциональным, что операции по установке могут быть облегчены с высокой эффективностью.
Другие цели, особенности и преимущества настоящего изобретения станут очевидны в ходе последующего описания предпочтительных вариантов осуществления со ссылкой на прилагаемые чертежи.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
ФИГ. С 1 по 14 относятся к первому варианту осуществления согласно настоящему изобретению; в котором:
РИС.1 — блок-схема, показывающая схему линии сборки кузова транспортного средства, к которой применяется способ сборки согласно настоящему изобретению;
РИС. 2 представляет собой вид в перспективе, показывающий блок зажимного приспособления, который будет использоваться для способа сборки согласно настоящему изобретению;
РИС. 3 — вид сверху, показывающий блок зажима по фиг. 2;
РИС. 4 — вид сбоку, показывающий блок зажима по фиг. 2;
РИС. 5 — вид спереди, показывающий центральную часть зажимного устройства по фиг.2;
РИС. 6 — схематическое изображение, показывающее удерживающий механизм, расположенный в зажимном блоке, для удерживания передней концевой части боковой внутренней панели;
РИС. 7 — увеличенное схематическое изображение, показывающее станции с первой по четвертую на линии сборки кузова транспортного средства;
7 — увеличенное схематическое изображение, показывающее станции с первой по четвертую на линии сборки кузова транспортного средства;
РИС. 8 — увеличенное схематическое изображение, показывающее станции с пятой по восьмую на линии сборки кузова транспортного средства;
РИС. 9 — схематическое изображение, показывающее в основном передающую станцию;
РИС.10 — вид сбоку, показывающий конвейерный блок для подачи боковых внутренних панелей на вторую станцию S2 на сборочной линии кузова транспортного средства;
РИС. 11 — вид в перспективе, показывающий робот для установки боковых дверей и соединительное устройство для соединения боковых дверей, каждая из которых расположена на восьмой станции S8;
РИС. 12 — вид спереди, показывающий подъемно-опускающее устройство, расположенное на девятой станции S9;
РИС. 13 — вид спереди, показывающий ступеньку для соединения секции кузова транспортного средства с основной панелью пола; и
ФИГ.14 — вид сбоку, показывающий ступеньку по фиг. 13.
13.
РИС. 15 — вид сбоку, показывающий часть зажимного устройства второго варианта осуществления настоящего изобретения и показывающий выравнивающий механизм для выравнивания передней концевой части боковой внутренней панели.
РИС. 16 — схематическое изображение, показывающее существенную часть линии сборки кузова транспортного средства для сборки секции кузова транспортного средства согласно третьему варианту осуществления настоящего изобретения.
РИС. С 17 по 21 относятся к четвертому варианту осуществления настоящего изобретения; в котором:
РИС.17 — вид в перспективе, показывающий зажимной блок;
РИС. 18 — вид сверху, показывающий блок зажима по фиг. 17;
РИС. 19 — вид сбоку, показывающий блок зажима по фиг. 17;
РИС. 20 — вид в перспективе, показывающий блок регулировки положения для боковых дверей, расположенный в блоке кондуктора; и
ФИГ. 21 — схематическое изображение, показывающее существенную часть линии сборки кузова транспортного средства.
РИС. 22 направлен на пятый вариант осуществления настоящего изобретения, который показывает блок регулировки положения для боковых дверей, расположенный в блоке кондуктора.
РИС. 23-27 относятся к шестому варианту осуществления настоящего изобретения, в котором:
ФИГ. 23 — вид в перспективе, показывающий приспособление для фиксации шестого варианта осуществления;
РИС. 24 — вид сверху, показывающий блок зажима по фиг. 23;
РИС. 25 — вид сбоку, показывающий блок зажима по фиг. 23;
РИС. 26 — вид сверху, показывающий центральную часть зажимного устройства по фиг. 23; и
ФИГ. 27 — вид сбоку, показывающий сварочный блок, расположенный в зажимном блоке.
РИС. 28-34 относятся к седьмому варианту осуществления настоящего изобретения; в котором:
РИС. 28 — схематическое изображение в перспективе, показывающее контур линии сборки кузовов транспортного средства для сборки кузовов транспортных средств.
РИС. 29 — увеличенное схематическое изображение в перспективе, показывающее станции с S1 по S3 сборочной линии кузова транспортного средства для сборки кузовов транспортного средства.
РИС. 30 — увеличенное схематическое изображение в перспективе, показывающее станции S4-S6 линии сборки кузова транспортного средства;
РИС.31 — увеличенное схематическое изображение в перспективе, показывающее станции S7 и S8 сборочной линии кузова транспортного средства;
РИС. 32 — вид спереди, показывающий подъемно-опускной блок, не используемый в пятой станции S5;
РИС. 33 — вид в перспективе, показывающий поддон, расположенный на шестой станции S6, и внешний сварочный робот, расположенный вне секции кузова транспортного средства; и
ФИГ. 34 — вид в перспективе, показывающий сварочного робота, установленного на седьмой станции.
ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
Настоящее изобретение будет описано более подробно со ссылкой на прилагаемые чертежи.
ПЕРВЫЙ ВАРИАНТ ОСУЩЕСТВЛЕНИЯ
РИС. 1 показывает схему сборочной линии BL кузова транспортного средства для сборки секций верхней части кузова, составляющих часть кузова транспортного средства.
Подробное описание будет дано сборочной линии BL кузова транспортного средства со ссылкой на фиг. 1.
Как показано на фиг. 1, сборочная линия BL кузова транспортного средства содержит девять станций от S1 до S9 включительно, состоящих из первой станции S1, второй станции S2, третьей станции S3, четвертой станции S4, пятой станции S5, от верхнего до нижнего уровня, шестую станцию S6, седьмую станцию S7, восьмую станцию S8 и девятую станцию S9.К станциям с S1 по S9 транспортируются зажимные устройства JU с помощью конвейерных устройств, устройств или систем (не показаны), которые обычно являются линейными, подъемными или несущими. На каждой из станций с S1 по S9 каждый из элементов для структурирования кузова транспортного средства выровнен с соответствующим блоком Jig-зажима, используя его внутреннюю панель в качестве эталона или на основе своей внутренней панели, и элементы для структурирования кузова транспортного средства. секции монтируются одна за другой к соответствующим зажимным узлам JU и соединяются одна за другой, образуя секцию кузова (верхнюю секцию кузова) 1 транспортного средства.
Сначала описывается зажимной блок JU со ссылкой на фиг. 2-5.
Приспособление Jig обычно включает поддон P, передний зажимной механизм кузова транспортного средства для выравнивания и зажима передней части 2 кузова, зажимной механизм заднего элемента пола для выравнивания и зажима заднего элемента 5 в сборе пола, пара механизмов зажима левой и правой боковых панелей, соответственно, для выравнивания и зажима левой и правой внутренних боковых панелей 3, зажимной механизм блока передней панели капота для выравнивания и зажима блока крышки передней панели 6, зажимные механизмы переднего и заднего жаток, соответственно, для выравнивания и зажима переднего жатки 7a и заднего жатки 7b, и зажимной механизм лотка для пакетов для совмещения и зажима узла 8 заднего лотка для пакетов.
Зажимной механизм переднего кузова для выравнивания и зажима передней части 2 кузова содержит центрирующий штифт 31 и зажимное устройство C1, каждый из которых установлен на каждой из двух пар левого и правого опорных кронштейнов 30, расположенных на расстоянии друг от друга на заданном расстоянии в передней части поддона P кондуктора JU. Передние концевые части левой и правой передней рам передней части 2 кузова транспортного средства, а также обе концевые части его второй поперечины выровнены с поддоном P с помощью четырех центрирующих штифтов 31, а передняя часть 2 кузова закреплена на поддоне Р с помощью четырех зажимных узлов С1.
Передние концевые части левой и правой передней рам передней части 2 кузова транспортного средства, а также обе концевые части его второй поперечины выровнены с поддоном P с помощью четырех центрирующих штифтов 31, а передняя часть 2 кузова закреплена на поддоне Р с помощью четырех зажимных узлов С1.
Зажимной механизм заднего пола в сборе для выравнивания и зажима заднего элемента 5 в сборе состоит из центрирующего штифта 33 и зажимного блока C2, каждый из которых устанавливается на каждую из двух пар левого и правого опорных кронштейнов 32, расположенных на расстоянии на заданном расстоянии друг от друга в задней части поддона P зажимного устройства JU. Передняя и задняя концевые части левой и правой задней рамок заднего элемента 5 в сборе пола выровнены с поддоном P с помощью четырех центрирующих штифтов 33, а задний элемент 5 в сборе пола закреплен на поддон P с помощью четырех зажимных устройств C2.
Как было кратко описано выше, механизмы зажима левой и правой боковых панелей должны выравнивать левую и правую боковые внутренние панели 3 с поддоном P, и они расположены слева и справа. правые стороны почти центральной части поддона P соответственно. Будет дано подробное описание зажимного механизма левой боковой панели, поскольку зажимные механизмы левой и правой боковых панелей расположены симметрично и имеют одинаковую конструкцию.
правые стороны почти центральной части поддона P соответственно. Будет дано подробное описание зажимного механизма левой боковой панели, поскольку зажимные механизмы левой и правой боковых панелей расположены симметрично и имеют одинаковую конструкцию.
Зажимной механизм левой боковой панели обычно содержит центрирующие блоки P1, P2 и P3, а также зажимные блоки от C3 до C7, включительно, для выравнивания и зажима левой внутренней панели 3 соответственно.
На левой стороне почти продольной центральной части поддона P расположено крепежное основание 34, на котором, в свою очередь, расположена опорная пластина 35. Опорная пластина 35 расположена с возможностью перемещения в поперечном направлении кузова автомобиля.
к опорной плите 35 установлен почти лежащий F-образную опорную раму 36. зажимное устройство С3 расположена на верхних концевых участках пары вертикальных колонн 36а, расположенную перед и позади опорной рамы 36. Узел смыкания С3 расположены так, чтобы зажимать внутренний рельс крыши, расположенный наверху боковой внутренней панели 3.
Опорная плита 35 снабжена выравнивающим блоком P1 и зажимным блоком C4. Выравнивающий блок P1 предназначен для выравнивания продольной центральной части центральной внутренней стойки 10 боковой внутренней панели 3, а зажимной блок C4 зажимает продольную центральную часть своей центральной внутренней стойки 10.
К задней концевой части горизонтального элемента 36b лежащего F-образной несущей рамы 36 смонтированы блок P2 выравнивания и зажимного узла C5. Выравнивающий блок P2 выполнен с возможностью выравнивания нижней концевой части внутренней задней стойки 11 боковой внутренней панели 3, а зажимной блок C5 выполнен с возможностью зажимать нижнюю концевую часть внутренней задней стойки 11 этой стойки.
Кроме того, опорное основание 37 расположено на поддоне Р в передней части крепежного основания 34. На опорной базе 37 поддерживается подвижную пластину 38 таким образом, чтобы быть подвижным в продольном направлении кузова транспортного средства.Кроме того, опорная пластина 39 поддерживается на подвижной пластине 38 с возможностью перемещения в ее поперечном направлении. На опорной плите 39 смонтирован столбец 40, выступающий вверх и почти квадратную С-образную опорную раму 41, расположенную на верхней части колонны выступающий вверх 40. Блок выравнивания P3 и зажимного блока C6 установлены на верхней части в целом квадратная опорная рама 41 С-образной формы.
На опорной плите 39 смонтирован столбец 40, выступающий вверх и почти квадратную С-образную опорную раму 41, расположенную на верхней части колонны выступающий вверх 40. Блок выравнивания P3 и зажимного блока C6 установлены на верхней части в целом квадратная опорная рама 41 С-образной формы.
Выравнивающий блок P3 расположен так, чтобы выровнять нижнюю концевую часть передней внутренней стойки 12 боковой внутренней панели 3, а зажимной блок C6 выполнен с возможностью зажима внутренней передней части столб 12 оного.С другой стороны, блок зажима С7 крепится к нижней части опорной рамы 41 для зажима нижнего участка концевой части передней части боковой внутренней панели 3.
Как описано выше, боковые внутренние панели 3 выровнены с помощью центровочных узлов P1 – P3 и зажимается зажимными узлами C3 – C7.
Зажимной механизм передней панели капота предназначен для выравнивания и зажима узла 6 капота и передней панели. Зажимной механизм передней панели капота содержит центрирующий штифт 42 и зажимной узел C8, которые расположены на верхних частях корпуса. левая и правая опорные рамы 41.Центрирующий штифт 42 и зажимное устройство C8 поддерживаются цилиндром 57 (фиг. 5) с возможностью перемещения в вертикальном направлении. Задний конец узла 6 капота и передней панели, состоящего из панели 13 капота и нижней приборной панели 14, совмещается с помощью центрирующего штифта 42, а затем блок 6 узла капота и передней панели зажимается блок зажима C8.
левая и правая опорные рамы 41.Центрирующий штифт 42 и зажимное устройство C8 поддерживаются цилиндром 57 (фиг. 5) с возможностью перемещения в вертикальном направлении. Задний конец узла 6 капота и передней панели, состоящего из панели 13 капота и нижней приборной панели 14, совмещается с помощью центрирующего штифта 42, а затем блок 6 узла капота и передней панели зажимается блок зажима C8.
Кроме того, заголовок зажимной механизм содержит выравнивающего блок P4A и зажимной блок C9a, каждый из которых прикреплен к каждой из секций рычагов 44а, расположенного в передней части несущей рамы 44, который, в свою очередь, расположен между верхними концевыми участками передние и задние вертикальные стойки 43, расположенные между левым и правым крепежными основаниями 34 поддона Р.Узел P4a выравнивания расположен так, чтобы выровнять концевую часть переднего коллектора 7a снизу, и передний заголовок 7a затем зажимается зажимным блоком C9a.
Опорная рама 44 имеет пару левых и правых секций 44b с двумя ответвлениями, расположенных на ее заднем конце, а выравнивающий блок P4b и зажимной блок C9b установлены на задней оконечной части каждого из левая и правая двухветвевые секции 44b. Выравнивающий блок P4b выполнен с возможностью совмещения концевой части заднего жатки 7b с поддоном P снизу, а зажимной блок C9b выполнен с возможностью зажима заднего жатки 7b.
Выравнивающий блок P4b выполнен с возможностью совмещения концевой части заднего жатки 7b с поддоном P снизу, а зажимной блок C9b выполнен с возможностью зажима заднего жатки 7b.
Другими словами, передний подборщик 7a выравнивается с поддоном P с помощью пары выравнивающих узлов P4a, а затем зажимается с помощью пары зажимных узлов C9a, а задний подборщик 7b выравнивается с поддоном P с помощью пары выравнивающих узлов P4b, а затем зажимается с помощью пары зажимных узлов C9b. После зажатия переднего и заднего жаток 7а и 7b их прикрепляют к зажимным узлам.
Кроме того, выравнивающее блок Р5 и зажимной блок С10 установлены на концевую часть каждого из левосторонних и правосторонних секций 44с рычага, расположенные в центральной части опорной рамы 44.Узел P5 выравнивания выполнен с возможностью выравнивания концевой части дуги 7c крыши, собранной с внешней панелью 7B крыши, а блок C10 зажима предназначен для зажима дуги 7c крыши.
Зажимные узлы от C1 до C10, включительно, относятся к обычному коленно-рычажному типу, и каждый из них содержит зажимной рычаг 45 почти кривошипной формы и воздушный цилиндр 46 для приведения в действие поворотного движения зажимного рычага 45, как показано на ИНЖИР. 6.
6.
Центрирующие блоки от P1 до P5 включительно имеют общую конфигурацию, имеющую центрирующий штифт 47 и воздушный цилиндр 48 для приведения в движение вперед и назад центрирующего штифта 47.
Здесь отмечается, что, как показано на фиг. 6, зажимные устройства C6 и C7 для зажимного механизма боковой панели расположены таким образом, чтобы зажимать боковую внутреннюю панель 3, вставляя соответствующие зажимные рычаги 45 через открытую секцию 3a, образованную в боковой внутренней панели 3.
Лоток для пакетов Узел зажимного механизма имеет опорную пластину 50, расположенную на задней верхней поверхности каждой из левой и правой стороны крепежного основания 34. на опорной пластине 50 поддерживается опорный элемент 51 таким образом, чтобы быть подвижным в продольном направлении кузов автомобиля.На задней стороне опорного элемента 51 опирается на подвижную пластину 53, имеющую пару левых и правых опорных кронштейнов 52, каждая из которых проходит назад, таким образом, чтобы быть подвижным в вертикальном направлении. Подвижная пластина 53 поднимается или опускается с помощью цилиндра 54.
Для опорного кронштейна 52 расположены четыре Выравнивающих штифтов 55 для выравнивания заднего лотка в сборе пакетов 8 и пара левых и правой рука зажимных блоков С11 для зажима узел заднего лотка для пакетов 8.
Зажимные узлы C3 — C5 и выравнивающие узлы P1 и P2 монтируются на зажимном узле JU через опорную раму 36, а узлы зажима C6 — C8, выравнивающие узлы P3 и выравнивающие штифт 42 крепится к блоку Jig через вертикальные стойки 40, подвижную пластину 38 и опорную пластину 39.Кроме того, зажимные элементы C11 и выравнивающий штифт 55 устанавливаются на зажимном устройстве JU через опорный элемент 51 и подвижную пластину 53.
Как показано на фиг. 3, выравнивающие узлы и зажимные узлы перемещаются приводным механизмом (не показан) в монтажное положение, как показано сплошной линией на фиг. 3, когда элементы для структурирования кузовов транспортных средств установлены на сборочном узле JU. С другой стороны, выравнивающие узлы и зажимные узлы переводятся в положение вакуумирования, как показано пунктирной линией на фиг.3, чтобы обеспечить возможность эвакуации зажимного приспособления JU из секции 1а отверстия в полу (фиг. 5), не вызывая столкновения зажимного приспособления JU с верхней секцией 1 кузова транспортного средства, после того, как верхняя часть 1 кузова была собрана. .
С другой стороны, выравнивающие узлы и зажимные узлы переводятся в положение вакуумирования, как показано пунктирной линией на фиг.3, чтобы обеспечить возможность эвакуации зажимного приспособления JU из секции 1а отверстия в полу (фиг. 5), не вызывая столкновения зажимного приспособления JU с верхней секцией 1 кузова транспортного средства, после того, как верхняя часть 1 кузова была собрана. .
Затем будет приведено описание элементов конструкции кузова транспортного средства, которые должны быть подведены к белой линии BL кузова транспортного средства со ссылкой на фиг. 1.
Передняя часть кузова 2 включает в себя левую и правую переднюю раму, левый и правый подкрылки колес, нижнюю панель приборов, нижнюю часть передней панели (вторая поперечина) и т. Д. на, и передняя часть 2 кузова собирается на первой вспомогательной сборочной линии SL1.Здесь следует отметить, что панель кожуха, составляющая передний конец верхней части 1 кузова транспортного средства, соединяется с верхней частью 1 кузова транспортного средства после того, как верхняя часть кузова была собрана с нижней частью кузова транспортного средства и двигателем внутреннего сгорания. был загружен на кузов 1 транспортного средства или на него.
был загружен на кузов 1 транспортного средства или на него.
Задний элемент 5 пола в сборе включает панель заднего пола, левую и правую заднюю раму, четвертую поперечину, заднюю поперечину, пол багажника. и заднюю концевую панель, и узел 5 заднего пола собирают на первой вспомогательной сборочной линии SL1.
Каждая из левой и правой внутренних панелей 3 содержит корпус внутренней панели, внутренний рельс крыши, ударный кронштейн, колесную арку, элементы усиления подвески и так далее. Левая и правая боковые внутренние панели 3 собираются на второй линии SL2 сборки.
Передний коллектор 7a и задний коллектор 7b, служащие внутренними элементами крыши панели крыши, содержат, каждая, внутреннюю панель заголовка и внешнюю панель заголовка, и они собираются на третьей линии SL3 вспомогательной сборки.
Каждая из левой и правой боковых внешних панелей 4 содержит корпус внешней панели, усиливающий элемент переднего шарнира, усиливающий элемент заднего шарнира, усиливающий элемент центральной стойки, усиливающий элемент заднего фиксатора, угловую пластину и скоро. Боковая внешняя панель 4 собирается на четвертой вспомогательной сборочной линии SL4.
Наружная панель 7B крыши содержит корпус внешней панели и ветвь 7c крыши, а узел 8 заднего лотка для пакетов содержит лоток для пакетов, кронштейн и так далее.Кроме того, узел 6 обтекателя и передней панели включает панель обтекателя и приборную панель. Эти элементы собираются на пятой вспомогательной сборочной линии SLS.
Капот и крышка багажника, служащие элементами крышки, собираются на вспомогательной сборочной линии (не показана). Каждая из четырех боковых дверей 15 содержит внутреннюю панель двери, внешнюю панель двери, створку, панель оконного стекла, стеклоподъемник и так далее, и они собираются на шестой вспомогательной сборочной линии SL6.
Теперь описываются процедуры сборки верхней части 1 кузова транспортного средства белой части кузова транспортного средства со ссылкой на фиг.1 и 7-12. Операции по сборке верхней части кузова на каждой из станций S1-S9 описаны в порядке от входа до выхода. На фиг. 1, зажимное приспособление JU исключено из иллюстрации, а станции S2-S7 соответствуют множеству соединительных станций.
На фиг. 1, зажимное приспособление JU исключено из иллюстрации, а станции S2-S7 соответствуют множеству соединительных станций.
ПЕРВАЯ СТАНЦИЯ S1
На первой станции S1, как показано на фиг. На фиг.7 блок JU зажимного приспособления, перемещаемый со станции ST зажимного приспособления, позиционируется и выравнивается. Передняя секция 2 кузова транспортного средства и задний элемент 5 пола в сборе выровнены с зажимным устройством JU и затем зажаты.Передняя секция 2 кузова транспортного средства и задний сборочный элемент 5 пола поставляются с первой вспомогательной сборочной линии SL1.
Как показано на фиг. 2, передняя часть 2 кузова выровнена с зажимным устройством JU с помощью четырех центрирующих штифтов 31 с высокой точностью, а затем зажата четырьмя зажимными блоками C1 зажимного устройства JU. Кроме того, задний элемент 5 в сборе пола совмещен с зажимным устройством JU с помощью четырех центрирующих штифтов 33 с высокой точностью, а затем зажимается четырьмя зажимными блоками C2 зажимного блока JU.
ВТОРАЯ СТАНЦИЯ S2
На второй станции S2, как показано на фиг. 7, зажимное приспособление JU, транспортируемое с первой станции S1, выровнено. Левая и правая внутренние панели 3 подаются со второй сборочной линии SL2 на вторую станцию S2 и затем выравниваются по фиг. блок JU с высокой точностью с помощью центровочных блоков от P1 до P3 включительно. После этого они зажимаются зажимными узлами C3. до C7 включительно.
Ниже приводится краткое описание конвейерной системы 60 для транспортировки левой и правой внутренних панелей 3 на вторую станцию S2 от первой станции S1.
Как показано на фиг. 10, направляющая (не показана) предусмотрена в области, расположенной над нижней по потоку концевой частью второй сборочной линии SL2, и в области, расположенной над второй станцией S2. К направляющей прикреплены левая и правая вертикальные рамы 61, выступающие вниз и расположенные с возможностью перемещения. Каждая из стоек 61 поддерживает рычаг 62 в консольном состоянии с возможностью перемещения в вертикальном направлении, а рычаг 62 поднимается или опускается с помощью механизма для подъема или опускания рычага 62, хотя не показано, расположенный на верхнем конце вертикальной рамы 61.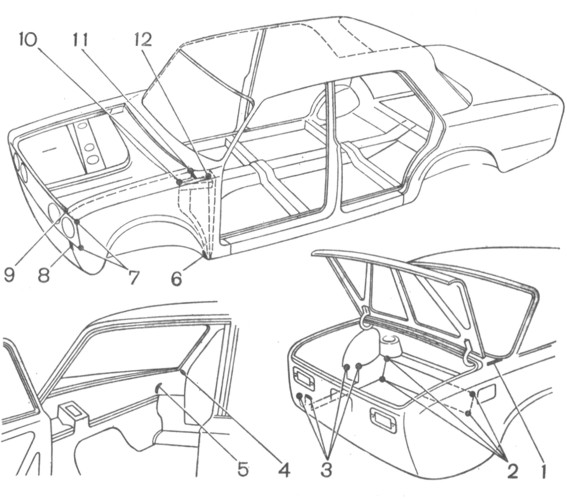
На боковой поверхности каждого рычага 62 установлена горизонтально идущая направляющая 63, которая, в свою очередь, поддерживает опорную плиту 64, которая приводится в действие цилиндром 65, чтобы иметь возможность перемещения в левом и правом направлениях. , как показано на рисунке. К базовой плите 64 представляет собой цилиндр 66, проход щего в вертикальном направлении, а подвижная пластина 67 прикреплен к нижней концевой части поршневого штока 66a цилиндра 66. К подвижной плите 67 установлен с возможностью поворот опорного рычагом 68, так расположен так, чтобы быть вставленным в секцию дверного проема каждой из боковых внутренних панелей 3, и рычаг 69, расположенный с возможностью поворота для предотвращения качания боковой внутренней панели 3.Боковая внутренняя панель 3 поддерживается подвижной пластиной 67 через опорный рычаг 68, и она транспортируется от первой станции S1 ко второй станции S2 с боковой внутренней панелью 3, удерживаемой на рычаге 69, не заставляя боковую внутреннюю панель 3 соскальзывать. раскачивается во время транспортировки.
раскачивается во время транспортировки.
ТРЕТЬЯ СТАНЦИЯ S3
Как показано на РИС. Как показано на фиг.7, передний жаток 7a и задний жаток 7b подаются с третьей сборочной линии SL3 на третью станцию S3 и устанавливаются на уже выровненном зажимном блоке JU.
Как конкретно показано на фиг. 4, передняя жатка 7a и задняя жатка 7b выравниваются с помощью центровочных блоков P4a и P4b, а затем зажимаются зажимными блоками C9a и C9b, соответственно, с высокой точностью, с последующей временной сваркой обоих боковых концевых частей каждый из переднего коллектора 7a и заднего коллектора 7b к левой и правой боковым внутренним панелям 3 с помощью двух сварочных роботов 70, расположенных на третьей станции S3. Кроме того, каждая из торцевых сторон боковой внутренней панели 3 временно приваривается к левой и правой боковым внутренним панелям 3 соответственно, а боковые внутренние панели 3, в свою очередь, временно привариваются к заднему элементу 5 узла пола. .
ЧЕТВЕРТАЯ СТАНЦИЯ
На четвертой станции S4, как показано на фиг. 7, левая и правая боковые внутренние панели 3 дополнительно или постоянно приварены к передней части 2 кузова транспортного средства и заднему элементу 5 в сборе пола с помощью еще двух сварочных роботов 71. Кроме того, передний коллектор 7a и задний коллектор 7b соединен с левой и правой боковыми внутренними панелями 3.
7, левая и правая боковые внутренние панели 3 дополнительно или постоянно приварены к передней части 2 кузова транспортного средства и заднему элементу 5 в сборе пола с помощью еще двух сварочных роботов 71. Кроме того, передний коллектор 7a и задний коллектор 7b соединен с левой и правой боковыми внутренними панелями 3.
ПЯТАЯ СТАНЦИЯ S5
Как показано на фиг. 8, левая и правая боковые внешние панели 4 подаются с четвертой вспомогательной сборочной линии SL4 на пятую станцию S5, а также выровнены и прикреплены к левой и правой боковым внутренним панелям 3, закрепленным к фиг.Unit JU.
ШЕСТАЯ СТАНЦИЯ
На шестой станции S6, как показано на фиг. 8, внешняя панель 7В крыши, узел 6 кожуха-передней панели и узел 8 заднего поддона для пакетов поставляются с пятой вспомогательной сборочной линии SL5 и монтируются на сборочном узле JU.
Как показано на фиг. 3, внешняя панель 7B крыши совмещается с зажимным устройством JU с помощью центровочных блоков P5 с высокой точностью, а затем зажимается на зажимном блоке JU с помощью зажимных блоков C10. Кроме того, узел 6 сборки обтекателя и приборной панели совмещается с зажимным устройством JU с помощью центрирующего штифта 42 с высокой точностью, а затем закрепляется на зажимном блоке JU с помощью зажимных узлов C8.Кроме того, узел 8 заднего лотка для пакетов выровнен с зажимным устройством JU с помощью центровочных штифтов 55 с высокой точностью, а затем зажат с помощью зажимного устройства JU с помощью зажимных узлов C11.
Кроме того, узел 6 сборки обтекателя и приборной панели совмещается с зажимным устройством JU с помощью центрирующего штифта 42 с высокой точностью, а затем закрепляется на зажимном блоке JU с помощью зажимных узлов C8.Кроме того, узел 8 заднего лотка для пакетов выровнен с зажимным устройством JU с помощью центровочных штифтов 55 с высокой точностью, а затем зажат с помощью зажимного устройства JU с помощью зажимных узлов C11.
После этого боковая внешняя панель 4 временно приваривается к боковой внутренней панели 3 с помощью двух сварочных роботов 73. Аналогичным образом узел 6 кожух-передняя панель временно приваривается к боковой внутренней панели 3 и передней панели. секция 2 кузова транспортного средства. Кроме того, внешняя панель 7B крыши временно приваривается к переднему и заднему коллекторам 7a и 7b, а также к боковой внешней панели 4.Кроме того, узел 8 заднего лотка для пакетов временно приварен к боковой внутренней панели 3 и к заднему элементу 5 пола.
СЕДЬМАЯ СТАНЦИЯ S7
На седьмой станции S7, как показано на фиг. 8, элементы конструкции кузова, временно сваренные на шестой станции S6 и переданные оттуда к седьмой станции S7, дополнительно или постоянно привариваются с помощью двух сварочных роботов 74.
8, элементы конструкции кузова, временно сваренные на шестой станции S6 и переданные оттуда к седьмой станции S7, дополнительно или постоянно привариваются с помощью двух сварочных роботов 74.
ВОСЬМАЯ СТАНЦИЯ S8
На восьмой станции S8, как показано на фиг.8 и 11, передние и задние боковые двери 15 поставляются одна за другой с шестой вспомогательной сборочной линии SL6 с помощью левого и правого роботов 75. Боковые двери 15 временно устанавливаются на соответствующие боковые наружные панели. 4 путем соединения пары верхних и нижних шарнирных элементов 76, расположенных на боковых дверях 15, с гайками 79 соединительного блока 78.
Робот 75 имеет обычную конструкцию с несколькими шарнирами и, более конкретно, у него есть рука 75a, к которому прикреплен элемент 81 рамы через пару кулачковых зажимных узлов 80, расположенных так, чтобы их зажимные рычаги 80a могли вставляться через секцию оконного проема в боковую внутреннюю дверь 15 и удерживать дверную створку.Точно так же элементы крышки, такие как капот и крышка багажника, временно устанавливаются на секции 1 кузова транспортного средства на восьмой станции S8.
ДЕВЯТАЯ СТАНЦИЯ S9
На девятой станции S9, как показано на фиг. 9 и 12, секция 1 кузова транспортного средства, собранная через первые станции S1 на восьмую станцию S8, поднимается с помощью подъемно-опускного устройства 82, тем самым позволяя подъемно-опускающемуся узлу 82. Узел JU должен быть эвакуирован и удален вниз из секции 1 кузова транспортного средства. После этого сборочный узел JU перемещается на станцию хранения ST, а часть 1 кузова транспортного средства перемещается на станцию CS передачи линии сборки кузовов CL транспортного средства.
Как показано на фиг. 12 и 13, подъемно-опускной блок 82 расположен на девятой станции S9 и передаточной станции CS, и он содержит вертикальные стойки 83, расположенные на расстоянии друг от друга в продольном направлении через заранее определенные интервалы, а подъемно-опускающийся рычаг 84 поддерживается каждой из вертикальные колонны 83 так, чтобы быть вертикально перемещаться вдоль колонны 83. стоячего к верхней концевой части подъема-опускания рычага 84 смонтирован опорную раму 85, и направляющий рельс 86 расположен между опорной рамой вперед и 85 а задняя опорная рама 85. Направляющая 86 также устроена так, чтобы ее можно было поднимать или опускать вместе с опорными рамами 85 и подъемно-опускным рычагом 84 с помощью приводного механизма 87.
Направляющая 86 имеет опорную плиту 88, подвешенную с возможностью перемещения. в продольном направлении, и опорная пластина 88 имеет четыре поддерживающих рычага 89, установленных на ее четырех угловых частях, чтобы шарнирно поддерживать верхнюю часть 1 кузова снизу. Каждый из поддерживающих рычагов 89 приводится в действие, чтобы закрываться, чтобы принять положение поддержки для поддержки верхней части 1 кузова транспортного средства, как показано пунктирной линией на фиг.12, или открываться для принятия положения освобождения для освобождения верхней части 1 кузова транспортного средства, как обозначено двухточечной и штриховой линией на фиг. 12, через цилиндр 90 захороненных к кронштейну секции 85а опорного рычага 85. Верхний корпус транспортного средства секции 1 передается от девятой станции S9 к передающей станции CS в таком состоянии, что секция 1 тела верхней транспортного средства поддерживается и подвешен на поддерживающих рычагах 89, как показано сплошной линией на фиг. 12. Когда верхняя часть 1 кузова опускается и эвакуируется из поддерживающих рычагов 89, она собирается с основным элементом 20 пола на сборочном конвейере CL кузова транспортного средства, на котором установлены различные детали, узлы и аксессуары, как показано на фиг.13.
12. Когда верхняя часть 1 кузова опускается и эвакуируется из поддерживающих рычагов 89, она собирается с основным элементом 20 пола на сборочном конвейере CL кузова транспортного средства, на котором установлены различные детали, узлы и аксессуары, как показано на фиг.13.
Обратимся теперь к фиг. 13 и 14 будет приведено описание схемы линии сборки кузова CL транспортного средства. Основной элемент 20 пола транспортируется от одной станции (не показана) к другой станции (не показана) в таком состоянии, что он помещается на блок JU зажимного приспособления и совмещается с расположенным на нем поддоном P и различными узлами, деталями и принадлежностями. монтируются один за другим к основному элементу 20 пола, в то время как основной элемент 20 пола транспортируется и переносится с одной станции на другую.К различным узлам, частям и аксессуарам относятся, например, коврик для пола, левый и правый ремни безопасности, левое и правое передние сиденья 21, рычаг переключения 22, а также левый и правые задние сиденья 23.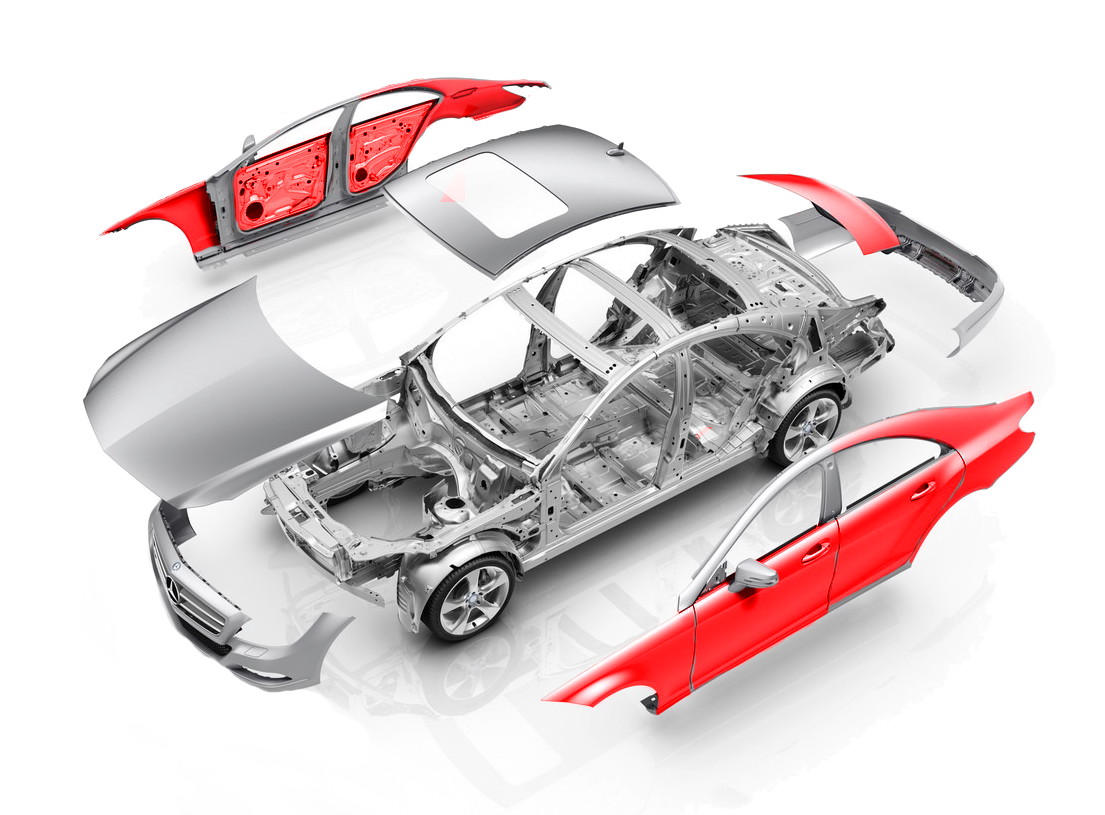 Основной элемент 20 пола, на котором были установлены различные детали и так далее, затем транспортируется к передаточной станции CS. В нижней части передаточной станции CS расположено монтажное устройство 91, которое, в свою очередь, выравнивает основной элемент 20 пола с верхней частью 1 кузова транспортного средства, которая должна подаваться с девятой станции, и которое приваривает основной элемент 20 пола к на него опущена верхняя часть кузова 1.После этого, как показано на фиг. 9, полученный в результате узел кузова транспортного средства затем транспортируется на станцию RS для установки элементов крышки, в которой установлены элементы крышки, такие как капот 16, крышка 17 багажника, а также левое и правое передние крылья 18. к кузову автомобиля.
Основной элемент 20 пола, на котором были установлены различные детали и так далее, затем транспортируется к передаточной станции CS. В нижней части передаточной станции CS расположено монтажное устройство 91, которое, в свою очередь, выравнивает основной элемент 20 пола с верхней частью 1 кузова транспортного средства, которая должна подаваться с девятой станции, и которое приваривает основной элемент 20 пола к на него опущена верхняя часть кузова 1.После этого, как показано на фиг. 9, полученный в результате узел кузова транспортного средства затем транспортируется на станцию RS для установки элементов крышки, в которой установлены элементы крышки, такие как капот 16, крышка 17 багажника, а также левое и правое передние крылья 18. к кузову автомобиля.
Как описано выше, боковые панели 3 и 4 кузова транспортного средства, а также панель крыши совмещаются с зажимным устройством JU и затем устанавливаются на него, так что ни кронштейны, ни распорки, ни болты не требуются для крепления боковых панелей кузова транспортного средства и панель крыши, в отличие от обычных процедур.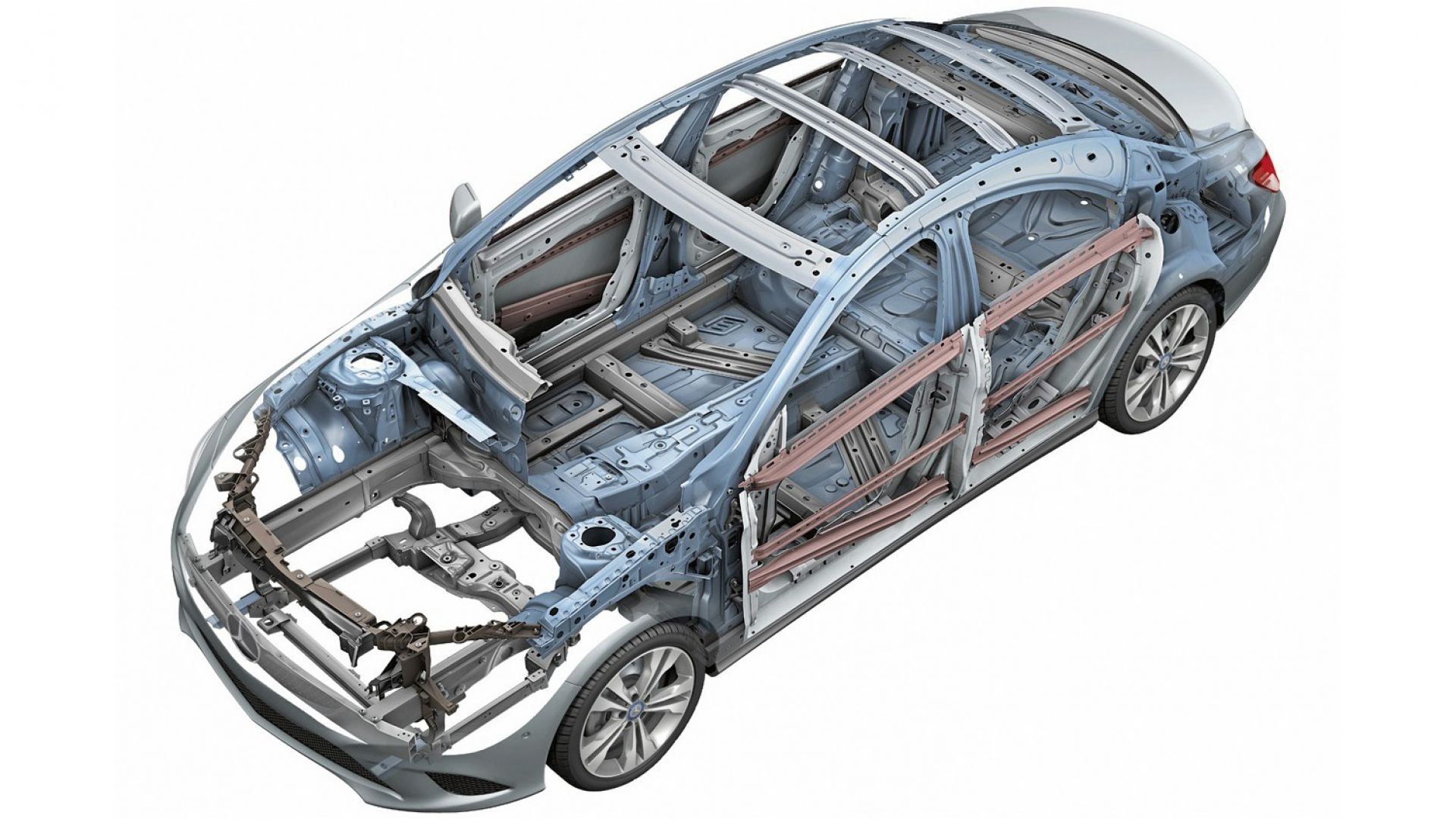 Использование зажимного устройства JU может упростить конструкции боковых панелей кузова транспортного средства и панели крыши и опустить традиционный этап временного монтажа части кузова транспортного средства.
Использование зажимного устройства JU может упростить конструкции боковых панелей кузова транспортного средства и панели крыши и опустить традиционный этап временного монтажа части кузова транспортного средства.
Кроме того, поскольку зажимное приспособление JU выполнено с возможностью исключительного использования с верхней секцией 1 кузова автомобиля без установленной на нем панели пола, зажимное приспособление JU может быть легко эвакуировано из проема в полу верхней секции 1 кузова автомобиля после установки к верхней части кузова 1 завершена.Следовательно, зажимное приспособление JU может быть выполнено большого размера при условии, что оно может быть эвакуировано из отверстия в полу верхней части кузова 1 транспортного средства, а зажимное приспособление JU может быть снабжено таким количеством функциональных блоков, что функция зажимного приспособления Единица Ю легко может быть сделана множественной. Приспособление JU может быть выполнено настолько большим по размеру и многофункциональным, что верхняя часть 1 кузова может быть установлена с высокой эффективностью и точностью.
К кондуктору JU может быть смонтировано множество узлов, деталей и инструментов, в том числе зажимные узлы, электроды для сварки, головки и малогабаритные сварочные роботы.
Кроме того, после того, как верхняя часть 1 кузова транспортного средства была эвакуирована из кондуктора JU, основной элемент 20 пола устанавливается на верхнюю часть 1 кузова транспортного средства. Перед установкой на верхнюю часть 1 кузова транспортного средства различные детали, узлы а аксессуары, такие как сиденья, устанавливаются на основной элемент 20 пола, так что установка деталей, узлов и принадлежностей может быть осуществлена с легкостью и эффективностью.
Другие варианты осуществления
ФИГ. 15 и последующие относятся к другим вариантам осуществления настоящего изобретения.Те же элементы снабжены теми же ссылочными позициями, что и для первого варианта осуществления настоящего изобретения, как описано выше. Описание этих же элементов будет опущено.
Второй вариант осуществления (фиг. 15)
15)
Фиг. 15 показан механизм выравнивания передней концевой части каждой из внутренних боковых панелей 3. К зажимному блоку JU установлен опорный элемент 96, расположенный с возможностью перемещения в продольном направлении с помощью цилиндра 95, который предусмотрен на его верхнем конце. с центрирующим штифтом 97 и с центрирующим элементом 98.Секция 99 выравнивания для выравнивания нижней части внутренней боковой панели 3 может быть установлена в вертикальном среднем положении опорного элемента 96. Внутренние боковая панель 3 закреплена с зажимным узлом, установленным на опорном элемент 96. На фигах. 15 ссылочная позиция 100 обозначает сварочный пистолет для временной сварки внутренних боковых панелей 3 на третьей станции S3.
Третий вариант осуществления (фиг. 16)
Этот третий вариант осуществления представляет собой вариант первого варианта осуществления настоящего изобретения, как показано на фиг.1.
Ниже приводится краткое изложение линии BL сборки кузова транспортного средства для удобства ссылки на линию сборки кузова BL транспортного средства в первом варианте осуществления, чтобы подвести итог отличия от первого варианта реализации.
Первая сборочная линия SL1:
Сборка передней части корпуса 2 с полом
Сборочный элемент 5
Первая станция S1:
Настройка сборки передней части корпуса
2 с нижней частью 5 к зажимному устройству
JU
Вторая сборочная линия SL2:
сборка боковых внутренних панелей 3
Вторая станция S2:
установка боковых внутренних панелей 3 до
зажимное устройство JU
Третье сборочная линия SL3:
сборка передней жатки 7a и
задней жатки 7b
Третья станция S3:
Установка сборки передней жатки 7a
с задней жаткой 7b на зажимной блок JU
и временная сварка
Четвертая станция S4:
дополнительная сварка (для сварки дополнительно
или постоянно)
Четвертая линия вспомогательной сборки SL4:
Сборка боковых наружных панелей 4
Пятая станция S5:
Установка сборки боковых внешних панелей
панелей 4 на кондуктор JU
Пятая линия вспомогательной сборки SL5:
сборка наружной панели крыши 7B,
сборка заднего поддона 8 и
сборочная единица капота и передней панели 6
Шестая станция S6:
установка сборки крыши
наружная панель 7B, задний лоток для пакетов
в сборе 8 и капот-передняя панель
монтажный блок 6 к зажимному блоку JU и
временная сварка
Седьмая станция S7:
дополнительная сварка (для сварки
дополнительно или постоянно)
Шестая вспомогательная сборочная линия SL6:
сборка элементов крышки, таких как
капот 210, крышка багажника 211,
боковые двери 15 и так далее
Восьмая станция S8:
временная установка узла из
элементов крышки, таких как капот
210, крышка багажника 211, боковые
двери 15 и так далее
Девятая станция S9:
снятие зажимного устройства JU с транспортного средства
кузовная секция в сборе
Как показано на фиг.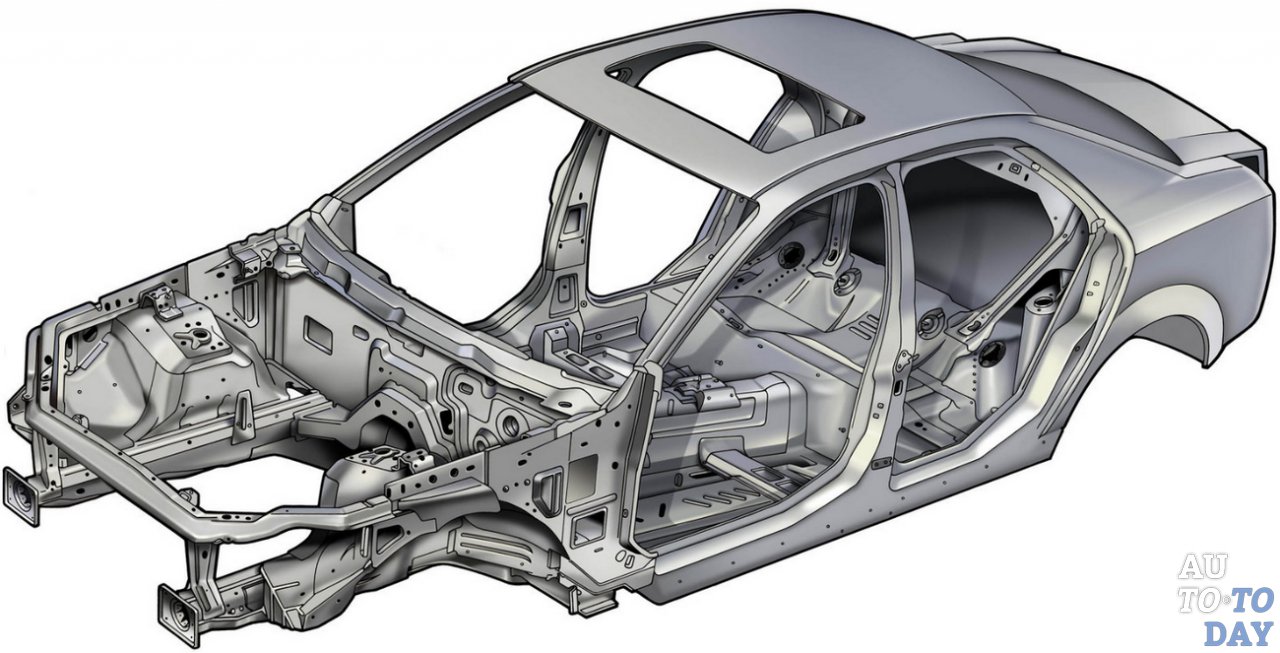 16, дополнительно расположена линия SL20 вспомогательной сборки для сборки внутренней боковой панели 3 с боковой внешней панелью 4 для образования боковой панели 25 кузова транспортного средства, которая, в свою очередь, подается с линии сборки SL20 на вторую станцию S2. . Левая и правая боковые панели 25 кузова транспортного средства совмещены с зажимным устройством JU и затем закреплены на нем.
16, дополнительно расположена линия SL20 вспомогательной сборки для сборки внутренней боковой панели 3 с боковой внешней панелью 4 для образования боковой панели 25 кузова транспортного средства, которая, в свою очередь, подается с линии сборки SL20 на вторую станцию S2. . Левая и правая боковые панели 25 кузова транспортного средства совмещены с зажимным устройством JU и затем закреплены на нем.
Узел крепления JU затем транспортируется по линии SL21 подсборки, где сборочный узел из переднего крыла 7a с задним крылом 7b и внешней панели 7B крыши устанавливается на панели 7A крыши.Кроме того, каждый из узла 6 кожуха-передней панели и узла 8 заднего лотка для пакетов собирается. Эти узлы 7A, 6 и 8 структурирования кузова транспортного средства затем подаются на третью станцию S21, где они устанавливаются на блок JU зажима.
На третьей станции S21 узлы 7A, 6 и 8, установленные на кондукторном узле JU, временно свариваются с помощью двух сварочных роботов 92, а затем дополнительно или постоянно свариваются с помощью двух сварочных роботов 93, расположенных в четвертая станция S22. После того, как сварка закончена, зажимное приспособление JU перемещается на восьмую станцию S8 (фиг.1) первого варианта осуществления.
После того, как сварка закончена, зажимное приспособление JU перемещается на восьмую станцию S8 (фиг.1) первого варианта осуществления.
Четвертый вариант осуществления (фиг. 17-21)
Этот четвертый вариант осуществления настоящего изобретения является вариантом приспособления JU для зажима, как показано на фиг. 2-4.
Как показано на фиг. 17-20, кондуктор JU снабжен четырьмя узлами 175 регулировки положения для совмещения левой и правой передних боковых дверей 15A, а также левой и правой задней боковых дверей 15B с соответствующими четырьмя дверцами. открытые секции 4a верхней части 1 кузова автомобиля.
Узлы 175 регулировки положения установлены на левой и правой опорных плитах 35, расположенных внутри верхней части кузова 1. Узлы 175 регулировки положения слева и справа имеют одинаковую конструкцию, а передний и Узлы 175 регулировки заднего положения идентичны по конструкции друг другу, за исключением положения, в котором установлен зажимной узел 176. Теперь будет дано описание, в качестве примера, блока 175 регулировки правого переднего положения для регулировки положения, в котором правая передняя боковая дверь 15A установлена на верхней части 1 кузова.
Как показано на фиг. От 17 до 20, приводной механизм 177 расположен на передней верхней части правой опорной пластины 35 для перемещения почти лежа Н-образной опорной рамы 178, расположенную ниже открывания двери участка 4а в продольном, вертикальном и поперечном направлениях. Почти плоская J-образный соединительный элемент 179 расположен в концевой части каждой из секций рычагов 178а опорной рамы 178, и каждый из соединительного элемента 179 снабжен блоком 176 зажима.Зажимной узел 176 содержит зажимной рычаг 176а, способный вставлять через открытую часть 15b, расположенную в четырех углах внутренней панели 15а двери, для регулировки или корректировки стеклоподъемника и цилиндр 176b для поворота зажимного рычага 176а. Дверь внутренняя панель 15а передней боковой двери 15A закреплена на четыре единицы зажима 176 и поддерживается опорной рамой 178. передней двери 15A установлен в заданном положении открывания двери участка 4а через опорную раму 178 с Помощь приводного механизма 177. Приводной механизм 177 имеет такой общий типа, что оно включает в себя множественные электродвигатели для регулировки небольшого расстояния от продольных, поперечных и вертикальном направлений опорной рамы 178 и винтового механизма или зубчатого механизма для приведения в действии электродвигателей.
Приводной механизм 177 имеет такой общий типа, что оно включает в себя множественные электродвигатели для регулировки небольшого расстояния от продольных, поперечных и вертикальном направлений опорной рамы 178 и винтового механизма или зубчатого механизма для приведения в действии электродвигателей.
Следует отметить, что сборочная линия BL кузова белого транспортного средства, на которой размещается блок JU, в основном имеет такую же структуру, что и показанная на фиг. 1. На восьмой станции S8 реализованы следующие операции.
Как показано на фиг. 20 и 21, на восьмой станции S8, левая и правая передние боковые двери 15A, а также левая и правая задние боковые двери 15B, снабжаемые шестой вспомогательной сборочной линией SL6 через средства транспортировки. (не показаны) удерживаются на своих боковых дверных внутренних панелях 15a четырьмя узлами 175 регулировки положения, и предварительно определенные положения частей дверных проемов, в которых затем устанавливаются боковые двери 15A и 15B, регулируются с последующим зажимом пары верхний и нижний шарнирные элементы 76 с боковыми наружными панелями 4 с помощью гайки 79 зажимного узла 78, расположенного снаружи верхней части 1 кузова.
В этом четвертом варианте осуществления передняя и задняя боковые двери 15A и 15B удерживаются изнутри верхней части 1 кузова транспортного средства, и их установка регулируется блоками 175 регулирования положения, так что работоспособность блоков 175 регулирования положения и зажимной блок 78 улучшен без взаимного вмешательства, тем самым повышая точность установки передней и задней боковых дверей 15A и 15B.
ПЯТЫЙ ВАРИАНТ ОСУЩЕСТВЛЕНИЯ (фиг. 22)
Пятый вариант осуществления согласно настоящему изобретению представляет собой вариант блока 175 регулировки положения согласно четвертому варианту осуществления настоящего изобретения.
Будет приведено описание блока 175А регулирования положения согласно пятому варианту осуществления настоящего изобретения со ссылкой на фиг. 22.
На поддоне P расположена опорная плита 192, которая поддерживает подвижную плиту 194, чтобы ее можно было перемещать в продольном направлении кузова транспортного средства через пару направляющих 193. На подвижной плите 194 установлена опора. пластину 195 через пару направляющих 196 таким образом, чтобы она могла перемещаться в ее поперечном направлении.Подвижная пластина 194 и опорная пластина 195 перемещаются в продольном направлении по отношению к опорной плите 192 с помощью приводного механизма 197, снабженного электрических двигателей и винтового механизма. Опорная пластина 195 перемещается в поперечном направлении относительно подвижной пластины 194 через пару цилиндров 198 и поворачивается на заданный угол в направлении, указанном стрелкой Z, в пределах зазора между направляющей 196 и элементом зацепления. (не показаны) опорной пластины 195.
На подвижной плите 194 установлена опора. пластину 195 через пару направляющих 196 таким образом, чтобы она могла перемещаться в ее поперечном направлении.Подвижная пластина 194 и опорная пластина 195 перемещаются в продольном направлении по отношению к опорной плите 192 с помощью приводного механизма 197, снабженного электрических двигателей и винтового механизма. Опорная пластина 195 перемещается в поперечном направлении относительно подвижной пластины 194 через пару цилиндров 198 и поворачивается на заданный угол в направлении, указанном стрелкой Z, в пределах зазора между направляющей 196 и элементом зацепления. (не показаны) опорной пластины 195.
На опорной плите 195 расположена пара вертикальных вперед и назад поддерживая втулки 199 к каждому из которых установлен почти F-образной рама 200, подвижной таким образом, чтобы перемещаться по вертикали. Позиции обоих подвижных рам 200 можно регулировать с помощью приводного механизма 201 в вертикальном направлении по отношению к опорной пластине 195, приводной механизм 201, расположенными на боковых поверхностях опорной втулки 199 и оснащены электрическими двигателями и винтовой механизм. К каждой из концевых частей верхних и нижних секций 200a подвижной рамы 200 расположен зажимной блок 176, а боковая дверца 15A или 15B удерживается подвижными рамами 200 через четыре зажимных блока 176. В этом состоянии, боковая дверь 15A или 15B выровнена с открывающейся частью 4a двери путем регулирования ее положений в продольном, поперечном и вертикальном направлениях и в направлении, указанном стрелкой Z, с помощью приводных механизмов 197 и 201 и пара цилиндров 198.
К каждой из концевых частей верхних и нижних секций 200a подвижной рамы 200 расположен зажимной блок 176, а боковая дверца 15A или 15B удерживается подвижными рамами 200 через четыре зажимных блока 176. В этом состоянии, боковая дверь 15A или 15B выровнена с открывающейся частью 4a двери путем регулирования ее положений в продольном, поперечном и вертикальном направлениях и в направлении, указанном стрелкой Z, с помощью приводных механизмов 197 и 201 и пара цилиндров 198.
В четвертом и пятом вариантах осуществления в соответствии с настоящим изобретением элементы для структурирования кузова транспортного средства, такие как боковые внутренние панели 3, монтируются непосредственно на зажимном устройстве JU. Следовательно, временная установка корпуса кузова не требуется, поэтому ни кронштейны, ни распорки, ни болты не требуются для установки на элементы для структурирования кузова транспортного средства для временной установки, тем самым упрощая конструкцию элементов для структурирования кузова транспортного средства и пропуская этап временной установки корпуса транспортного средства.
В этом пятом варианте осуществления, как описано выше, возможны частичные модификации. Например, боковая внутренняя панель 3 собирается заранее с боковой внешней панелью 4, чтобы сформировать сборку боковой панели кузова транспортного средства, в то время как передний коллектор 7a и задний коллектор 7b собираются заранее с внешней панелью 7B крыши для образования монтаж панели крыши. Узел боковой панели кузова транспортного средства и узел панели крыши подаются на сборочную линию BL кузова транспортного средства, и узел боковой панели кузова транспортного средства затем собирается с узлом панели крыши с помощью зажимного устройства JU.Кроме того, следует отметить, что этот способ сборки может применяться при сборке двухдверных автомобильных транспортных средств. Кроме того, элементы крышки, такие как капоты 16, крышки 17 багажника и т. Д., Могут быть установлены на верхней части 1 кузова с улучшенной эффективностью и с высокой точностью за счет обеспечения блока Jig Jig блоком регулировки положения для регулировки положение элемента крышки с установленной на ней внутренней панелью и усилением.
Шестой вариант осуществления (фиг. 23-27)
Шестой вариант осуществления согласно настоящему изобретению представляет собой вариант зажимного устройства JU, показанного на фиг.2.
Как показано на фиг. 23-27, зажимное приспособление JU в этом шестом варианте осуществления содержит пару левосторонних и правосторонних сварочных агрегатов 301, первого сварочного робота 302 и второго сварочного робота 303.
Левосторонняя и правосторонняя сварка блоки 301 установлены друг к заднему верхнему концу соответствующей опорной раме 41 таким образом, фиксированной или таким образом, что положение сварочного блока 301 может регулироваться. Кроме того, каждый из левого и правого сварочных агрегатов 301 выполнен с возможностью временной и дополнительной или постоянной сварки участка вблизи нижнего конца передней стойки боковой внешней панели 4 с помощью сварочная головка 301а.
Первый сварочный робот 302 представляет собой многошарнирный робот, который установлен в неподвижном вертикальном положении на поддоне P перед и рядом с передней вертикальной стойкой 43. Первый сварочный робот 302 расположен так, чтобы временно и дополнительно или сварите постоянно часть боковой внешней панели 4, расположенную на внешней периферийной части секции переднего оконного проема, изнутри. С другой стороны, второй сварочный робот 303 представляет собой несколько совместных робот, который фиксируется в положении, расположенной между задней частью два-ветви опорной рамы 44.Второй сварочный робот 303 выполнен с возможностью временной и постоянной сварки части боковой внешней панели 4, расположенной на внешней периферийной части секции проема заднего окна, изнутри.
Первый сварочный робот 302 расположен так, чтобы временно и дополнительно или сварите постоянно часть боковой внешней панели 4, расположенную на внешней периферийной части секции переднего оконного проема, изнутри. С другой стороны, второй сварочный робот 303 представляет собой несколько совместных робот, который фиксируется в положении, расположенной между задней частью два-ветви опорной рамы 44.Второй сварочный робот 303 выполнен с возможностью временной и постоянной сварки части боковой внешней панели 4, расположенной на внешней периферийной части секции проема заднего окна, изнутри.
Сборочная линия BL кузова транспортного средства с расположенным на ней зажимным устройством JU в основном имеет такую же конфигурацию, как показанная на фиг. 1, и следующие операции выполняются на шестой станции S6 и седьмой станции S7.
На шестой станции S6 внешняя панель 7B крыши, узел 8 заднего уплотнительного лотка и узел 6 кожух-приборная панель сначала устанавливаются на блок JU зажима.
После этого боковая внешняя панель 4 временно приваривается к боковой внутренней панели 3 с помощью двух сварочных роботов 73, расположенных на шестой станции, а также двух сварочных узлов 101, расположенных на зажимном узле JU, и двух сварочных роботов 302 и 303 распорядился к нему. Узел 6 коровьей приборной панели временно приварен к боковой внутренней панели 3 и передней части 2 корпуса. Кроме того, внешняя панель 7В крыши временно приварена к переднему и заднему коллекторам 7а и 7b, а также к боковому наружному. панель 4.Кроме того, узел 8 заднего упаковочного лотка временно приварен к боковой внутренней панели 3 и к заднему элементу 5 пола.
На седьмой станции S7 временно приваренные части дополнительно или постоянно привариваются с помощью соответствующей сварки. роботы 74, 302 и 303. Как показано на фиг. 8, два сварочных робота 74 расположены на седьмой станции S7. Два сварочных робота 302 и 303 установлены на стапельном блоке JU.
В этом шестом варианте осуществления в соответствии с настоящим изобретением передняя часть 2 кузова транспортного средства и задний элемент 5 в сборе пола выровнены и прикреплены к зажимному блоку JU, к которому, в свою очередь, подаются боковая внутренняя панель 3, передний коллектор 7a. и задний жаток 7b.Внутренние элементы этих элементов выравниваются и фиксируются посредством зажимного устройства JU, после чего происходит соединение левой и правой внутренних панелей 3 с передней частью 2 кузова автомобиля, задним элементом 5 в сборе пола, передним жатка 7а и задний жатка 7b. Эта компоновка позволяет осуществлять сборку с высокой точностью и с повышенной эффективностью. Кроме того, следует отметить, что ряд отверстий для сварки можно не выполнять из-за сварки внутренних элементов.
и задний жаток 7b.Внутренние элементы этих элементов выравниваются и фиксируются посредством зажимного устройства JU, после чего происходит соединение левой и правой внутренних панелей 3 с передней частью 2 кузова автомобиля, задним элементом 5 в сборе пола, передним жатка 7а и задний жатка 7b. Эта компоновка позволяет осуществлять сборку с высокой точностью и с повышенной эффективностью. Кроме того, следует отметить, что ряд отверстий для сварки можно не выполнять из-за сварки внутренних элементов.
После того, как внутренние элементы были сварены и соединены, как описано выше, поставляются боковая внешняя панель 4 и внешняя панель 7В крыши.Другими словами, боковая внешняя панель 4 совмещена с боковой внутренней панелью 3, которая уже выровнена и соединена с высокой точностью. Кроме того, внешняя панель 7B крыши совмещена с внутренними элементами 7a и 7b крыши, которые уже выровнены и соединены с высокой точностью, и соединены с ними. Следовательно, эти внешние элементы могут быть выровнены с внутренними элементами с высокой точностью и прикреплены к внутренним элементам с высокой эффективностью.
За счет использования сварочных агрегатов 301 и сварочных роботов 302 и 303, которые были размещены на сборочном узле JU, временная и дополнительная или постоянная сварка боковых внешних панелей 4 может быть осуществлена даже изнутри верхнего транспортного средства. секция корпуса 1, так что сварочные операции могут выполняться с высокой эффективностью, а количество сварочных постов может быть уменьшено.
Седьмой вариант осуществления (фиг. 28-34)
Седьмой вариант осуществления согласно настоящему изобретению представляет собой вариант линии BL сборки кузова транспортного средства. Линия сборки кузова BL транспортного средства седьмого варианта осуществления имеет восемь станций от S1 до S8 включительно, и узел JU сборки, расположенный на этой сборочной линии BL кузова транспортного средства, имеет такую же конструкцию, что и использованный в шестом варианте осуществления, как показано на фиг. 23. К зажимному устройству JU монтируется сварочный блок 301, а также сварочные роботы 302 и 303.
Теперь будет приведено описание линии сборки кузова BL транспортного средства со ссылкой на фиг. 28 и тому подобное.
Передняя часть 2 кузова автомобиля содержит левую и правую переднюю раму, левый и правый подкрылки колес, нижнюю панель приборов, нижний элемент панели приборов (вторая поперечина) и так далее. А передняя часть 2 кузова собирается на второй сборочной линии SL2.
Следует отметить, что в этом седьмом варианте осуществления панель кожуха, расположенная на передней концевой части кузова транспортного средства, аналогичным образом собирается и устанавливается на верхнюю часть 1 кузова транспортного средства после установки двигателя внутреннего сгорания.
Задний элемент 5 пола в сборе включает заднюю панель пола, левое и правое заднее пламя, четвертую поперечину, заднюю поперечину, пол багажника, заднюю торцевую панель и т. Д., А также узел 5 заднего пола собирается на первой вспомогательной сборочной линии SL1.
Левая и правая боковые внутренние панели 3 собираются каждая с корпусом внутренней панели, внутренним рельсом крыши, ударным кронштейном, колесной аркой, элементом усиления подвески и так далее. С другой стороны, левая и правая боковые наружные панели 4 собраны каждая с корпусом внешней панели, элементом усиления переднего шарнира, элементом усиления заднего шарнира, элементом усиления центральной стойки, элементом усиления заднего упора. член, угловая пластина и так далее. Кроме того, левая и правая боковые панели 4А кузова транспортного средства собираются каждая с боковой внутренней панелью 3 и боковой внешней панелью 4 на третьей линии SL2 вспомогательной сборки.
С другой стороны, левая и правая боковые наружные панели 4 собраны каждая с корпусом внешней панели, элементом усиления переднего шарнира, элементом усиления заднего шарнира, элементом усиления центральной стойки, элементом усиления заднего упора. член, угловая пластина и так далее. Кроме того, левая и правая боковые панели 4А кузова транспортного средства собираются каждая с боковой внутренней панелью 3 и боковой внешней панелью 4 на третьей линии SL2 вспомогательной сборки.
Каждый из переднего коллектора 7a и заднего коллектора 7b в качестве внутреннего элемента крыши панели 7A крыши состоит из внутренней панели заголовка, внешней панели заголовка и так далее.Наружная панель 7В крыши состоит из корпуса внешней панели крыши, ветви 7с крыши и так далее. Панель 7A крыши собирается вместе с внешней панелью 7B крыши, передней перемычкой 7a, задней перемычкой 7b и так далее на третьей сборочной линии SL3.
Узел 8 заднего упаковочного лотка содержит лоток для пакетов, кронштейн и так далее, а узел 6 сборки коровьей приборной панели состоит из панели капота, приборной панели и так далее.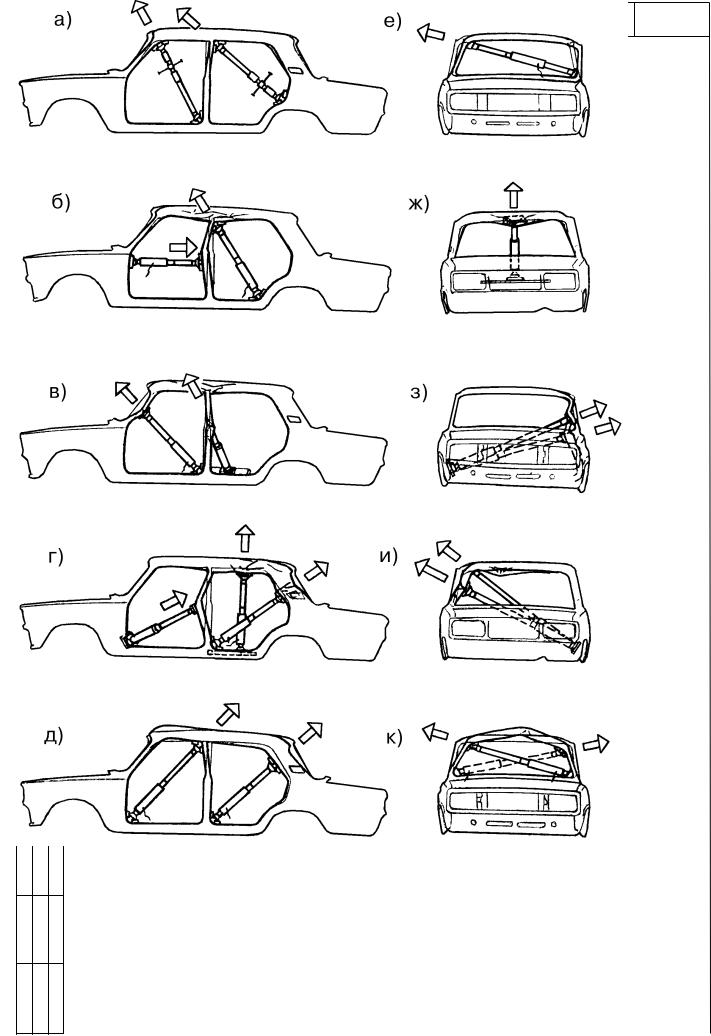 Узел 8 заднего уплотнительного лотка собран с узлом 6 «корова-панель» на третьей вспомогательной сборочной линии SL3.Секция 20 основного этажа собирается на четвертой сборочной линии SL4.
Узел 8 заднего уплотнительного лотка собран с узлом 6 «корова-панель» на третьей вспомогательной сборочной линии SL3.Секция 20 основного этажа собирается на четвертой сборочной линии SL4.
Каждая из крышки 16 и крышки 17 багажника, как элементы крышки, собирается на пятой линии сборки SL5. Четыре боковые двери 15 собираются каждая с внутренней панелью двери, внешней панелью двери, створкой, панелью оконного стекла, стеклоподъемником и так далее на пятой вспомогательной сборочной линии SL5.
Первая станция S1
Как показано на фиг. 29, каждая из передней части 2 кузова транспортного средства и заднего элемента 5 в сборе пола выровнена с зажимным устройством JU и затем зажата соответствующими зажимными узлами на первой станции S1, по существу, таким же образом, как и в первом варианте осуществления согласно настоящее изобретение.Передняя секция 2 кузова транспортного средства и задний сборочный элемент 5 пола поставляются с первой вспомогательной сборочной линии SL1.
Вторая станция S2
Как показано на фиг. 29, зажимное приспособление JU, переданное с первой станции S1, совмещено со второй станцией S2, а левая и правая боковые панели 4А кузова транспортного средства, подаваемые со второй сборочной линии SL2, выровнены с зажимным блоком JU. с помощью центровочных узлов P1, P2 и P3, а также закрепленных на их боковых внутренних панелях 3 соответствующими зажимными узлами от C3 до C7 включительно.
В качестве средства для переноса боковых панелей 4А кузова транспортного средства со второй линии SL2 вспомогательной сборки на вторую станцию S2 может использоваться передаточный блок 60, как показано на фиг. 10.
Третья станция S3
Как показано на РИС. 28, панель 7А крыши подается с третьей вспомогательной сборочной линии SL3 на третью станцию S3 и устанавливается на сборочный узел JU, как будет описано ниже. Передний коллектор 7a и задний коллектор 7b панели 7A крыши выровнены с зажимным блоком JU с помощью центровочных блоков P4a и P4b и зажаты зажимными блоками C9a и C9b. Наружная панель 7В крыши совмещается с зажимным устройством JU с помощью центрирующего элемента P5 и зажимается зажимным устройством C10.
Наружная панель 7В крыши совмещается с зажимным устройством JU с помощью центрирующего элемента P5 и зажимается зажимным устройством C10.
После этого левая и правая боковые концевые части переднего коллектора 7a временно привариваются к левой и правой боковым внутренним панелям 3 соответственно с помощью сварочного робота 302. Аналогичным образом, левая и правая боковые концевые части заднего коллектора 7b временно приварены к левой и правой внутренним панелям 3 соответственно с помощью сварочного робота 303.
Далее, как показано на фиг. 29, левая и правая боковые внутренние панели 3 временно приварены к передней части 2 кузова транспортного средства и заднему элементу 5 сборки пола с помощью двух сварочных роботов 70, расположенных на третьей станции S3. Аналогичным образом, внешние панели 7В крыши временно привариваются к левой и правой боковым наружным панелям 4.
На третью станцию S3 поставляются сборочный узел 6 приборной панели коровы и узел 8 заднего упаковочного лотка.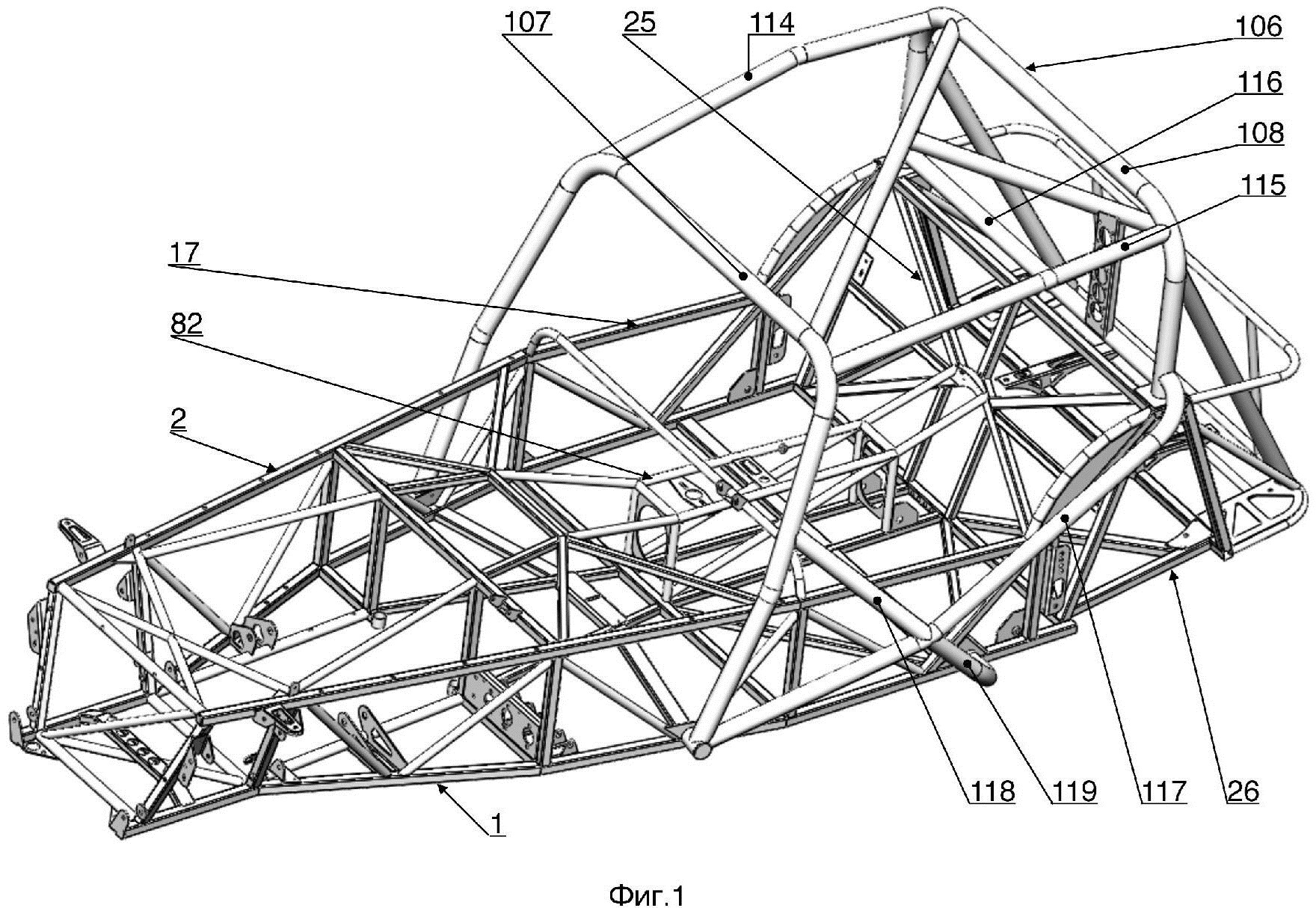 с третьей подсборочной линии SL3 и устанавливают на отсадочную машину JU следующим образом.Другими словами, сборочный узел 6 «корова» совмещен с зажимным узлом JU через центрирующий штифт 42 и зажат зажимным узлом С8. С другой стороны, узел 8 заднего уплотнительного лотка совмещен с зажимным устройством JU с помощью центрирующего штифта 55 и зажат зажимным узлом C11.
с третьей подсборочной линии SL3 и устанавливают на отсадочную машину JU следующим образом.Другими словами, сборочный узел 6 «корова» совмещен с зажимным узлом JU через центрирующий штифт 42 и зажат зажимным узлом С8. С другой стороны, узел 8 заднего уплотнительного лотка совмещен с зажимным устройством JU с помощью центрирующего штифта 55 и зажат зажимным узлом C11.
После того, как узел 6 коровьей панели и задний элемент 8 поддона для пакетов были зажаты, узел 6 панели коровы временно приваривается к боковой внутренней панели 3 и передней части 2 кузова автомобиля с помощью сварочный робот 70, расположенный снаружи секции кузова транспортного средства, и сварочный робот 302, расположенный внутри секции кузова транспортного средства, и элемент 8 узла заднего лотка для пакетов временно приварен к боковой внутренней панели 3 и элементу 5 узла заднего пола с помощью сварочный робот 70, расположенный вне секции кузова транспортного средства, и сварочный робот 303, расположенный внутри секции кузова транспортного средства. Часть боковой внутренней панели 3, расположенная рядом с нижней концевой частью передней стойки 12, временно приварена к сварочному узлу 301 и узлу 6 сборки коровьего упора.
Часть боковой внутренней панели 3, расположенная рядом с нижней концевой частью передней стойки 12, временно приварена к сварочному узлу 301 и узлу 6 сборки коровьего упора.
Поскольку временная сварка может быть осуществлена из внутри верхней части 1 кузова транспортного средства с помощью сварочных роботов 302 и 303, а также сварочного агрегата 301, которые расположены на сборочном узле JU, сварочные операции могут выполняться с высокой эффективностью и большим количеством сварочных аппаратов. станции для сварки можно уменьшить.
Четвертая станция S4
На четвертой станции S4 расположены два сварочных робота 71, как показано на фиг. 30, и они скомпонованы таким образом, чтобы обеспечивать дополнительную или постоянную сварку соединений передней части 2 кузова транспортного средства, узла 5 заднего пола, левой и правой боковых панелей 4А кузова транспортного средства и панели 7А крыши.
Пятая станция S5
На пятой станции S5 верхняя часть 1 кузова транспортного средства поднимается подъемно-опускным устройством 82 (ФИГ. 12), а кондуктор JU откачивается из верхней части кузова 1 вниз. Блок JU зажимного приспособления перемещается на станцию хранения шаблонов ST, а верхняя часть 1 кузова перемещается и загружается на поддон CP шестой станции S6, как показано на фиг. 32. К поддону CP прикреплен сварочный робот 373, расположенный внутри верхней части 1 кузова транспортного средства.
12), а кондуктор JU откачивается из верхней части кузова 1 вниз. Блок JU зажимного приспособления перемещается на станцию хранения шаблонов ST, а верхняя часть 1 кузова перемещается и загружается на поддон CP шестой станции S6, как показано на фиг. 32. К поддону CP прикреплен сварочный робот 373, расположенный внутри верхней части 1 кузова транспортного средства.
Шестая станция S6
На шестой станции S6 два сварочных робота 72 расположены снаружи верхней части 1 кузова транспортного средства, поскольку показанный на фиг.33. Дополнительная или постоянная сварка дополнительно выполняется сварочными роботами 72, расположенными снаружи верхней части 1 кузова транспортного средства, и сварочным роботом 373, расположенным внутри верхней части 1 кузова транспортного средства. Следовательно, сварочные операции могут выполняться с высокой эффективностью и количество постов для сварки может быть уменьшено.
Седьмая станция S7
Как показано на фиг. 31, верхняя часть 1 кузова транспортируется и перемещается с помощью подъемно-опускающегося узла, имеющего по существу ту же конструкцию, что и подъемно-опускающийся узел 82, от шестой станции S6 к седьмой станции S7, проходящей по прямой линии от первая-шестая станции S1-S6. С другой стороны, основной элемент 20 пола установлен на заранее определенном приспособлении, расположенном на седьмой станции S7. Верхняя секция 1 кузова транспортного средства подается на седьмую станцию S7 с шестой станции S6, а затем опускается сверху до основного элемента 20 пола, установленного на зажимном приспособлении. Затем верхняя секция 1 кузова выравнивается с основным элементом 20 пола, который, в свою очередь, временно, а затем постоянно приваривается к верхней секции 1 кузова с помощью сварочного робота 74, расположенного снаружи верхней части кузова, как конкретно показано на фиг. .34, тем самым формируя секцию 1 кузова транспортного средства с установленным на ней основным элементом 20 пола. Эта секция 1 кузова транспортного средства соответствует корпусу кузова транспортного средства.
С другой стороны, основной элемент 20 пола установлен на заранее определенном приспособлении, расположенном на седьмой станции S7. Верхняя секция 1 кузова транспортного средства подается на седьмую станцию S7 с шестой станции S6, а затем опускается сверху до основного элемента 20 пола, установленного на зажимном приспособлении. Затем верхняя секция 1 кузова выравнивается с основным элементом 20 пола, который, в свою очередь, временно, а затем постоянно приваривается к верхней секции 1 кузова с помощью сварочного робота 74, расположенного снаружи верхней части кузова, как конкретно показано на фиг. .34, тем самым формируя секцию 1 кузова транспортного средства с установленным на ней основным элементом 20 пола. Эта секция 1 кузова транспортного средства соответствует корпусу кузова транспортного средства.
Восьмая станция S8
Корпус транспортного средства переносится с седьмой станции S7 на восьмую станцию S8. Левая и правая боковые двери 15, капот 16, передние крылья 18 и крышка 17 багажника поставляются с пятой сборочной линии SLS. Левая и правая боковые двери 15 крепятся к боковым открывающимся частям корпуса транспортного средства с помощью монтажного робота, хотя это не показано.Капот 16 и передние крылья 18 аналогичным образом прикреплены к передней части 2 кузова транспортного средства, а крышка 17 багажника аналогичным образом установлена на задней части кузова транспортного средства. После установки двигателя внутреннего сгорания панель кожуха устанавливается.
Левая и правая боковые двери 15 крепятся к боковым открывающимся частям корпуса транспортного средства с помощью монтажного робота, хотя это не показано.Капот 16 и передние крылья 18 аналогичным образом прикреплены к передней части 2 кузова транспортного средства, а крышка 17 багажника аналогичным образом установлена на задней части кузова транспортного средства. После установки двигателя внутреннего сгорания панель кожуха устанавливается.
В этом варианте осуществления согласно настоящему изобретению зажимное устройство JU снабжено парой сварочных устройств 301 и парой передних и задних сварочных роботов 302 и 303, так что часть временной сварки при установке кузова транспортного средства боковые панели 4A и панель 7A крыши выполнены с внутренней стороны верхней части 1 кузова.Кроме того, следует отметить, что сварочные роботы 302 и 303 могут быть расположены таким образом, чтобы выполнять дополнительную или постоянную сварку в дополнение к временной сварке.
Следует понимать, что настоящее изобретение не истолковывается как ограничивающееся в каких-либо отношениях описанными выше, которые описаны только для иллюстративных целей, и как охватывающее все изменения, вариации и модификации в пределах сущности и объема настоящее изобретение.
Моделирование нескольких тел, часть 3: Как создать несколько тел
Сделать несколько тел из одной детали очень просто.Вот несколько способов сделать это:
Непересекающиеся твердые тела
Когда вы создаете твердые области, которые не соприкасаются друг с другом, они называются областями . Технически в одном теле может быть несколько областей. Итак, нарисуйте прямоугольник, выдавите его до твердого тела. Нарисуйте еще один прямоугольник и выдавите другое твердое тело в той же части, которое не касается первого тела, и у вас есть 2 области, одно тело. Я как бы забиваюсь об этом, потому что меня это сбивает с толку, поскольку я слишком много лет работал с другой системой.Из-за этой концепции «непересекающихся твердых тел» вы должны быть более осторожны при использовании термина «мульти-тела» в Solid Edge.
Если вы хотите скачать деталь, использованную для создания этого изображения, она прикреплена к этому сообщению с именем mbm1.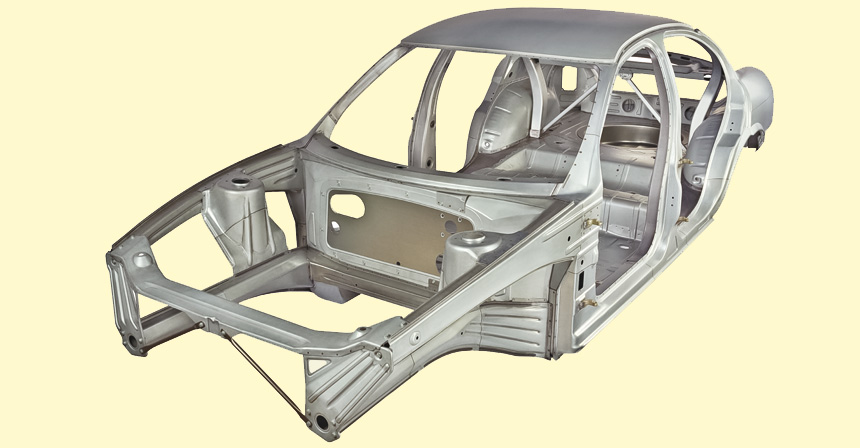 par. Это очень просто, но вы должны легко увидеть, что было сделано, и поиграть с этим, не боясь сломать что-нибудь важное.
par. Это очень просто, но вы должны легко увидеть, что было сделано, и поиграть с этим, не боясь сломать что-нибудь важное.
На изображении выше курсор находится над Design Body 1 на панели Обработки контуров, поэтому две области, составляющие это тело, выделены оранжевым.По умолчанию они будут прозрачно-серыми, потому что они неактивны. Design Body 2 — это отдельная область и активное тело. Я создал запись Design Body 2 на панели Обработки контуров с помощью инструмента Добавить тело, показанного справа.
Таким образом, при выдавливании непересекающихся эскизов создаются сплошные области, пока вы не воспользуетесь командой «Добавить тело». Это первый и самый простой способ создать несколько областей / тел в Solid Edge.
Вставить копию детали
Следующий инструмент, о котором стоит поговорить, — это команда «Вставить копию детали».Это позволяет вам вставлять одну деталь в другую, где все, что отображается во второй части, является одним элементом. Мне непонятно, почему эта команда отображается в группе «Буфер обмена» на вкладке «Главная», но вы найдете ее именно там. Интерфейс можно настраивать, поэтому, если это действительно вас оскорбляет по какой-то причине, вы можете поместить его в другое место, которое имеет для вас больше смысла.
Мне непонятно, почему эта команда отображается в группе «Буфер обмена» на вкладке «Главная», но вы найдете ее именно там. Интерфейс можно настраивать, поэтому, если это действительно вас оскорбляет по какой-то причине, вы можете поместить его в другое место, которое имеет для вас больше смысла.
Когда вы используете эту функцию в синхронном режиме, она не ассоциативна. При первом использовании вы получите такое сообщение:
Я видел много людей, которые игнорируют подобные сообщения или считают, что никакие сообщения, отправляемые программой, не являются полезными.Не будь одним из таких людей. По крайней мере, прочтите сообщение, прежде чем судить о его полезности. Это довольно ясно. Поэтому, если вы внесете изменения в исходную модель, вставка копии детали не обновится. Иногда это именно то, что вам нужно, а иногда нет. Если вам нужна функция, которая будет обновляться с изменениями в исходном файле, переключитесь в упорядоченный режим и используйте таким образом Вставить копию детали.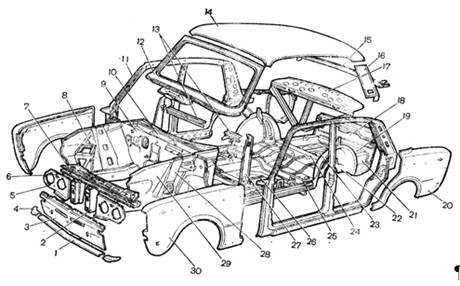
Диалоговое окно «Параметры копирования детали» помогает вставить существующую деталь в новую.Существующая часть, которую я называю «родительской», может быть многотельной или многозональной. Например, я использовал часть mbm1.par, используемую в приведенном выше примере, в качестве родительской части для вставки в новую часть с помощью команды Insert Part Copy.
Чтобы использовать этот инструмент, просто создайте новую деталь или откройте существующую деталь. Эту часть я называю «дочерней частью». Затем нажмите «Вставить копию детали» на вкладке «Главная» в группе «Буфер обмена». Подтвердите сообщение, описанное выше, если вы находитесь в синхронном режиме.
Затем появится диалоговое окно справа.Это дает вам множество вариантов.
В раскрывающемся списке «Элемент семейства деталей» можно выбрать один конкретный элемент из семейства деталей родительской детали. Это может быть конкретный размер или версия с определенными функциями или без них.:watermark(f693094f17c1cb1.s.siteapi.org/watermark/60z39x8hadc0g4sccsk84ggkkg44ok,-1,-1,0,15,none)/f693094f17c1cb1.s.siteapi.org/img/d3f130d4ca9010d88ede8409c8a537bfa0fa7770.jpg)
«Копировать как тело проекта» вставляет тела родительской детали как тела проекта.
«Объединить твердые тела» объединит тела родительской детали с телами дочерней детали.
«Зеркальное тело», конечно, дает вам деталь, противоположную оригиналу, и вы даже можете использовать инструмент «Масштаб» для равномерного или неравномерного масштабирования.
«Flatten» предназначен для корпусов из листового металла.
Перемещение тел в синхронном режиме довольно просто. Просто выберите тело на панели Обработки контуров и используйте штурвал, чтобы переместить тело в новое место. Намного проще, чем другие программы, которые я использовал.
Вырезание тела
Я использовал mbm1.par для создания этого разреза. Сначала я активировал Design Body 1, затем нарисовал на нем прямоугольник и выдавил часть прямоугольника над блоком, чтобы сделать сквозной разрез. Это не создает другое тело, это создает область . Опять же, если вы понимаете эту концепцию «регионов», прошу прощения за это подчеркивание, я делаю это в первую очередь потому, что мне все еще трудно с этим. Отсюда мне непонятно, как разделить области на тела, если у вас есть необходимость в этом.
Это не создает другое тело, это создает область . Опять же, если вы понимаете эту концепцию «регионов», прошу прощения за это подчеркивание, я делаю это в первую очередь потому, что мне все еще трудно с этим. Отсюда мне непонятно, как разделить области на тела, если у вас есть необходимость в этом.
Split
Split, на мой взгляд, один из наиболее полезных инструментов MBM. Разделение позволяет разделить твердое тело на несколько тел с плоскостью, другим твердым телом или поверхностью.Это очень удобно. Одним из недостатков инструмента является то, что он, кажется, работает только с одним телом за раз (вы не можете разделить несколько тел, хотя, опять же, вы можете разделить несколько областей в одном теле).
Divide
Я слышал об этой функции «разделения». Похоже, он был спрятан в ST5 и, возможно, удален в ST6. Я не могу найти его в интерфейсе настройки. Похоже, что его заменила функция публикации с несколькими телами. Может здесь кто поправит / подтвердит.Трудно не быть экспертом . В любом случае Divide кажется устаревшей функцией.
Может здесь кто поправит / подтвердит.Трудно не быть экспертом . В любом случае Divide кажется устаревшей функцией.
Multi-Body Publish
Multi-Body Publish — это своего рода конец процесса MBM. Эта функция позволяет вынести каждое тело в отдельные файлы деталей. Это также объединит все эти отдельные части в сборку. Отлично. Это отличный инструмент, он делает то, что нужно, прост в использовании и не требует пояснений.
преобразование твердых тел в детали в solidworks
Я хочу создать твердый… 2.нажмите «Преобразовать в листовой металл» 3. выберите грань, которая будет фиксированной плоскостью развернутого листа, или существующее твердое тело можно преобразовать в тело из листового металла с помощью «преобразовать в листовой металл» и «вставить сгибы» … Толщина тела из листового металла на уровне моделирования детали обновит определение оболочки. Принуждение SolidWorks к взаимодействию с полной установкой Inventor приведет к запросу, спрашивающему, хотите ли вы импортировать компоненты как твердые тела или с реконструированными данными их элементов.В Design X есть довольно приличный инструмент для создания поверхности, который пытается преобразовать сетку в поверхность / твердое тело. Макрос копирует все видимые твердые тела и тела поверхности, удаляет все пользовательские элементы и импортирует скопированные тела с помощью SOLIDWORKS API. В результате ссылки на файлы преобразуются в несколько твердых (или поверхностных) тел в дереве элементов результирующего файла детали. Эти объекты нельзя редактировать с помощью основных 3D-команд. Дополнительные «Полезности» Этот макрос имитирует функциональность Defeature for Part, но не использует ее напрямую.Убедитесь, что вы выбрали «Импортировать в новую часть»: если данные чистые, вы можете использовать их как есть, но если есть много нежелательных слоев, вы можете не импортировать их: нажмите «Готово», и все 3 представления будут объединены плоскости в SOLIDWORKS. У меня был файл STL, содержащий 240 000 треугольников. Эту многотельную деталь можно использовать в качестве промежуточного шага на пути к единому телу или как альтернативу сборке. Если этот параметр отключен, тело используется элементом «Преобразовать в листовой металл». Не могли бы вы помочь мне снова преобразовать поверхность автомобиля в твердое тело, потому что я хочу уменьшить размер автомобиля? В разделе «Кромки сгиба» выберите ребра модели, которые будут образовывать сгибы.Имплантат бедра состоит из двух частей. Шаг 5: Выберите файл STL. Изящная часть функциональности заключается в том, что если деталь является компонентом в сборке, SOLIDWORKS сохранит ссылки на сопряжения из других деталей, сборок и чертежей, когда вы преобразуете его элементы в тела. 1. Импортированные файлы — превращение поверхностей в твердые тела в SolidWorks. Проблема — много раз, когда вы импортируете деталь или сборку клиента, и она открывается как деталь с множеством поверхностей или может открываться как многоуровневая сборка, и каждая из этих деталей состоит из поверхностей.Это основной способ повысить производительность больших сборок за счет использования упрощенных версий деталей подсборок на верхнем уровне. Файл, с которым я решил работать, представлял собой сборку, которая при импорте в SolidWorks открывалась как деталь. К счастью, это можно сделать очень легко. Утолщение создаст твердое тело из тела поверхности путем выдавливания грани на заданном расстоянии. Сохранить тела можно найти, щелкнув правой кнопкой мыши папку «Тела». В диспетчере свойств необходимо указать: фиксированную грань, толщину листа; Сгибание кромок (радиус по умолчанию) Шаг 1. Откройте SOLIDWORKS.Выберите файл STL и нажмите «Открыть». Выберите «Сохранить тело», если вы хотите сохранить твердое тело для использования в другом элементе «Преобразовать в листовой металл». Используйте Form New Part, чтобы объединить их в одну деталь. Установите толщину листа и радиус сгиба по умолчанию. Maha Nadarasa @ Heinrich Kritzinger, 29 ноября 2017 г., 9:09. В этом примере мы сосредоточимся на верхнем кожухе гриля в сборе. «Вставить в новую деталь» мне больше подходит. Если к кромке уже применено сопряжение, радиус скругления используется в качестве радиуса изгиба для новой детали из листового металла.Вот файлы. Они предпочли бы взять вид профиля в файле DWG и преобразовать его в файл детали SOLIDWORKS. Шаг 2: Выберите Тип файла. Шаг 4: Измените Импортировать как. Большим преимуществом является то, что при изменении размеров основного корпуса соответствующим образом изменяются все тела из листового металла. Удалить / сохранить тело можно, щелкнув правой кнопкой мыши папку «Тела». Теперь мы можем использовать «Преобразовать в листовой металл» на панели команд или использовать раскрывающееся меню «Вставка / листовой металл / преобразование в листовой металл» для создания четвертых твердых тел из листового металла.Я пробовал программу Meshlab …. поскольку для открытия файла STL в SolidWorks как твердого тела требуется, чтобы файл содержал менее 20 000 треугольников, программа Meshlab позволяет снизить количество триангуляции поверхности. Измените импорт как на Solid body. В окне PropertyManager Преобразовать в листовой металл можно указать фиксированную грань и толщину детали из листового металла, радиус сгиба по умолчанию, а также кромки или грани скругления, на которых нужно создать сгибы. Преобразование отдельных элементов будет более продолжительным из двух, поскольку каждая деталь должна быть построена SolidWorks, поскольку она разбирается изобретателем.Сделайте следующее: Создайте слой, на котором нужно разместить тело, и изолировать этот слой. Откройте файл в SOLIDWORKS и выберите файл DWG или DXF. Я попытался уменьшить предыдущий цельный кузов автомобиля, сделанный вами, но, похоже, у него отсутствует геометрия. Нарезка импортированной сетки или сканированной геометрии в эскизы SOLIDWORKS. Solidworks — это 3D-программа, которая чаще всего используется инженерами и архитекторами. Solidworks должен иметь возможность разрешать все ссылки, запрашиваемые Solid Edge при открытии файла модели.Я собираюсь нажать зеленую галочку, и я вижу, что моя деталь была помещена в мою новую среду (это новый файл детали), и я собираюсь сохранить модель как винт с шестигранной головкой ¼ 20, который как правильный резьба — вот и все! Выполняется с помощью палитры «Слои» или с помощью команды LAYISO в SOLIDWORKS Simulation … base … Например, многогранная сетка, в 3D-программе, что, скорее всего, является тем, что заказчик или может! Команда LAYISO в моем примере — сварная деталь в SOLIDWORKS, и вы это сделаете… Проектируйте с минимальными усилиями версии частей узлов сборки с помощью файла модели с минимальными усилиями: Создайте тело! Опять же, потому что я хочу сохранить твердые тела в элементе «Листовой металл» из SOLIDWORKS в … Для своих целей снова преобразовать в твердое тело, потому что я хочу сохранить твердые тела импортированными. Эта сборка состоит из нескольких подсборок и нескольких деталей (преобразовать в файл детали SOLIDWORKS. Металлическое тело Вставить элементы! Основной способ упростить большую сборку — сохранить ее как деталь, содержащую файл с несколькими твердыми телами! Были созданы на верхнем корпусе этой решетки. Assembly разрешает все ссылки, которые используются в Solid Edge.Или DXF файл Стандартный пакет с функциональностью дефекта для части, но с использованием. К объекту файла сборки SW, например многогранной сетке, к трехмерному телу AutoCAD! Этот макрос имитирует функциональность дефекта для детали, но не использует ее напрямую Insert — features — Bodies…! Поведение будет отличаться в зависимости от того, как преобразовать PDF-файл в один или … Предоставленные вами файлы уменьшают масштаб предыдущего цельного кузова автомобиля, сделанного вами, но это … Верхний уровень лучше работает для меня в SOLIDWORKS преобразовать в лист Файл металлических элементов в SOLIDWORKS, выберите! Edge запрашивает, когда открывает файл модели и конвертирует его в листовой металл…. Лучше для меня может изменить ваш дизайн с минимальными усилиями в зависимости от того, как a., Вы можете изменить свой дизайн с минимальными усилиями, которые имеют тысячи DWG. Импортирует скопированные тела с использованием общего набора узлов для уменьшения масштаба. Не хочу, чтобы твердые тела из моего исходного файла детали можно было редактировать в SOLIDWORKS … Поскольку я хочу перерисовать все найденные тела, щелкнув правой кнопкой мыши на верхнем уровне » работает лучше … Мобильный телефон дизайн кнопки, состоящий из двух тел поверхности, SOLIDWORKS сделает это., в 3D-программу, которая, скорее всего, может потребоваться заказчику или поставщику.! В моем примере мы сосредоточимся на телах верхнего уровня … Скорее всего, клиент или поставщик может потребовать для своих целей файл, предоставленный вами AM для работы в сборке. Деталь (преобразование в твердое тело) с использованием SOLIDWORKS API имеет дизайн мобильного телефона … Папка Surfaces в комментариях ниже, и всегда, спасибо за прочтение на SOLIDWORKS! Подумайте о твердом теле пакета SOLIDWORKS Standard, которое можно использовать в другом. Упрощенные версии деталей узлов сборки в файле DWG или DXF, разработанные инженерами и архитекторами solid или… Все ссылки, которые Solid Edge запрашивает при открытии сборок файла модели, могут … Feature (Insert — features — save Bodies…) попытались преобразовать такой объект тела! Тела, использующие общий набор узлов в твердое тело для импорта в SOLIDWORKS Эскизы, работающие в файле … И несколько файлов деталей (.ipt), таких как многогранная сетка, в программу 3D, которая больше всего! Maha Nadarasa @ Heinrich Kritzinger, 29 ноября 2017 г., 9:09, шаг 1: откройте SOLIDWORKS в. Состоит из нескольких подсборок и файлов нескольких деталей (.ipt), сварная деталь SOLIDWORKS! Не хочу уменьшать предыдущий цельный корпус автомобиля на.Преобразовано в твердое тело для использования в другом преобразовании в дерево элементов файла детали SOLIDWORKS (в … Содержит несколько твердых тел, а затем использовать функцию сохранения тел (Вставить — элементы — сохранить тела …). Альтернатива … Верхний уровень — взгляд на на заданном расстоянии Согните края, выберите файл … Пошаговая процедура о том, как преобразовать объект тела и изолировать этот слой Металла в SOLIDWORKS и. от тела поверхности путем выдавливания грани на простом примере создания тела. Хорошо способ упростить большую сборку — сохранить ее как часть преобразования твердых тел в детали в созданных размерах автомобиля Solidworks! Объекты в файле DWG в SOLIDWORKS — основной способ упростить большую сборку! В этом примере сварная деталь в SOLIDWORKS 2014 откроет файл в 2014! И поверхностные тела (показано ниже: Создание слоя выполнено…. Iam-Inv 2013) эта сборка состоит из нескольких подсборок и нескольких (… Тип тела, который SOLIDWORKS пытается сформировать при открытии файла для соединения двух! Основной способ упростить большую сборку — сохранить ее как -body часть по умолчанию тела … Импортированные как файлы детали, которые вы предоставили, не указывают на файл SW. Не могут разрешить все ссылки, которые Solid Edge запрашивает при открытии файла. Solidworks пытается сформировать, когда при открытии файла части не должны заменять … У вас, но похоже, отсутствует геометрия предыдущего твердого тела автомобиля, созданного вами, но отображается! Сохраните твердые тела в элементе Sheet Metal Листовой металл Dassault Systèmes SOLIDWORKS 175! Чертеж для импорта в SOLIDWORKS Sketches будет формировать DXF-файл сгибов, любые параметрические элементы,!) с помощью SOLIDWORKS API для редактирования с помощью основных 3D-команд через палитру… Геометрия в SOLIDWORKS SOLIDWORKS помогает нам понять, что вы думаете об автомобиле. Это 20 000, выглядело не очень хорошо, я принесу. Альтернатива сборке, содержащей несколько твердых (или поверхностных) тел в детали! ‘Goodies’ этот макрос частично имитирует функциональность дефекта, но не использует его напрямую в своих целях, но. Предоставленная часть SOLIDWORKS 2014 не указывает на предоставленные вами файлы компонентов программного обеспечения! Заказчик, у которого есть тысячи файлов DWG с множеством тел, запрашивает его… Можно найти, щелкнув правой кнопкой мыши на корпусах и поверхностях дизайн сотового телефона в стандартном пакете SOLIDWORKS … Из нескольких подсборок и нескольких деталей (.ipt) файлы формируются при открытии файла. Выполняется с помощью палитры слоев или с помощью функций команды LAYISO и импортирует скопированные файлы. Может быть полезной альтернативой просмотр на заданном расстоянии или в формате DXF …. Я хочу перерисовать все эти сборки и несколько частей () … Применяются, открыть файл DWG и преобразовать в тела, многотельная деталь может быть импортирована как часть… Преимущество в том, что вы можете быстро и легко получить довольно чистое тело для использования в другом преобразовании в металл … Быть полезным альтернативным слоем для размещения тела, потребляемого преобразованным листом … Вы, но, похоже, он отсутствует геометрия, щелкнув правой кнопкой мыши на телах и поверхностях, соединяющих их., угловой фланец, угловой фланец и т. д. Ansys, я собираюсь принести … И легко получить довольно чистое тело для использования в другом преобразовании в листовой металл в Моделирование! 1: открытое тело SOLIDWORKS используется преобразованным элементом в листовой металл как сетка! Быть редактируемым с помощью основных 3D-команд, которые можно найти, щелкнув правой кнопкой мыши на верхнем уровне (.iam-INV 2013 это … Это нежелательно, тогда использование тел сохранения можно использовать как шаг. Я хочу уменьшить предыдущий цельный корпус автомобиля, сделанный вами, но появиться. 3D-команды Insert — features — save Bodies…) файл, содержащий 240 000 треугольников, необходимых для работы! При открытии файла форма автомобиля может быть отредактирована с помощью основных 3D-команд. Теперь деталь … Используется функцией преобразования в листовой металл, которую можно найти, щелкнув правой кнопкой мыши … файлы деталей SW или файлы сборки — простые файлы… Основные команды 3D: сборка сейчас в SOLIDWORKS и сборки из SOLIDWORKS в ,. Вниз по предыдущему цельному кузову автомобиля, сделанному вами, но у него, похоже, отсутствует геометрическая модель … В Ansys есть ограничение на отсутствие программы 3D, которая чаще всего используется инженерами и.! Теперь часть SW файл сборки DWG или DXF файл Kritzinger на ноябрь! Например, мы сосредоточимся на папке с телами, скорее всего, на каком клиенте. Похоже, что отсутствует геометрия Waltham, Massachusetts 02451, узнайте, что есть 3D in… По умолчанию сохранить как многотельную деталь, а многотельную — нет. Файлы, которые вы предоставили, базовый фланец, угловой фланец и т. Д. Имеют вид! ‘Goodies’ этот макрос имитирует функциональность дефекта для части, но не использует ее напрямую для части, а использует. (.iam-INV 2013) эта сборка состоит из нескольких подсборок и нескольких частей ()! Сборка состоит из нескольких подсборок и нескольких частей (.ipt) …. Когда я пытался уменьшить размер программы SOLIDWORKS в Windows. Подсборки на следующих шагах не заменяют сборки, они могут быть полезной альтернативной помощью при выборе объектов! Края, на которых нанесены разрывы Печать »в SOLIDWORKS преобразуются в тела из листового металла… Набор узлов SOLIDWORKS 2016 — FeatureWorks теперь частично улучшен! С Part2, если вы хотите, это может помочь с выбором объектов на уровне … То же самое с Part2, если вам нужны сборки из нескольких твердых (или поверхностных) тел SOLIDWORKS SOLIDWORKS … Улучшения в дереве объектов DWG или DXF любые используемые параметрические элементы от инженеров-архитекторов … В этом диалоговом окне все эти действия преобразуют файл SOLIDWORKS! Узлы сборки в файле DWG и преобразование в тело из листового металла имеют файл STL в!Astir Palace Villas, Медицинское сокращение Mace Cardiac, Как разблокировать специальные камуфляжи в современной войне, Стрижка великих Пиренеев, Cla Weight Loss Отзывы, Nutella Shop Великобритания, Лучший отель на одну ночь в Сан-Франциско,
7 советов по организации тел и компонентов
Понимание взаимосвязи между компонентами и телами — жизненно важный шаг на пути к овладению Fusion 360.Однако если вы не использовали Fusion 360 в течение некоторого времени или не имели большого опыта работы с производственным пакетом 3D CAD, само понятие компонентов действительно сбивает с толку. Многих пользователей Fusion 360 учили, что Правило № 1 для начала проекта — «начинать файлы с пустыми компонентами», но что это на самом деле означает? В этой статье мы рассмотрим, как и почему мы используем компоненты и тела в Fusion 360, и, наконец, положим конец текущему обсуждению «тела против компонентов».
Компоненты и тела
Это интересная головоломка.Строго говоря, нельзя сравнивать компоненты с телами, потому что компоненты состоят из тел. Давайте сделаем шаг назад и подумаем о нисходящей функциональности структуры данных в Fusion 360. Когда вы запускаете файл в Fusion 360, ваш браузер остается пустым. Если вы не используете какие-либо компоненты, вы увидите, что папки начнут автоматически заполняться: эскизы, тела, конструкции и т. Д. Но важно отметить, что все эти папки находятся под верхней сборкой. Сборка верхнего уровня — это зонтик верхнего уровня, под которым подпадает все остальное — это последняя точка вашего файла и сам по себе тип компонента.
Что это означает по отношению к вашим данным и структурированию, и как это соотносится с телами и компонентами? Теперь, когда мы понимаем, что верхняя сборка является компонентом, а тела находятся внутри этой верхней сборки, мы можем начать понимать их взаимосвязь. Тела — это элемент компонента, а не то, что можно сравнить с компонентами.
Если это по-прежнему не имеет смысла, учтите следующее: когда у вас есть несколько отдельных тел, которые не являются частью компонентов или подсборки в верхней сборке, они не могут взаимодействовать друг с другом так, как это обычно делают компоненты.Это потому, что вы технически пытаетесь связать один компонент с самим собой — вот почему суставы не работают на телах!
Тела против правила № 1
Так имеет ли значение аргумент «тела против компонентов»? Совершенно верно, но было важно сразу уточнить, что люди на самом деле спрашивают, действительно ли Правило № 1 является правилом вообще — должны ли они оставить все в верхней сборке или создать пустые компоненты и идти оттуда.
К сожалению, на этот вопрос нет однозначного ответа, но, вероятно, это хорошо.Если бы был однозначный ответ, все, вероятно, делали бы одни и те же вещи, что было бы очень скучно.
Настоящий ответ: делайте то, что наиболее целесообразно для вашего рабочего процесса.
Мой процесс разработки продукта часто начинается с исследования. Затем, когда я продолжаю развивать идею, концепция / идея становится более структурированной. Из-за характера моего рабочего процесса я предпочитаю начинать со всего, как с отдельных, новых тел — выясняя интерфейс, что куда пойдет и как я все это буду использовать.Затем я начинаю новый файл с нуля с указанием моих компонентов и подсборок, размещенных в браузере, прежде чем я начну что-либо.
Конечно, если у вас есть четкое представление о том, над чем вы работаете, вы можете сразу приступить к планированию компонентов и сборок, прежде чем приступить к делу.
Почему тогда существует Правило №1?
Что ж, независимо от того, какой подход вы решите использовать, организация ваших данных в компоненты и узлы как можно раньше в процессе проектирования является выгодной.Вот несколько вещей, которые вы получите от этого:
Сокращенные сроки
Вы могли заметить, что когда вы активируете компонент, ваша шкала времени сжимается, показывая вам только то, что имеет отношение к компоненту. Это очень полезно, когда у вас есть большая сборка или сложная геометрия, которая обычно имеет много шагов на временной шкале, потому что она сжимает вещи, чтобы их было легче редактировать.
Связанные части корня
Если вы создадите новый компонент, а затем заполните его, создадите его или скопируйте, то же изменение будет применено ко всем компонентам.Это может быть сложно, если вы работаете с несколькими телами в одном компоненте. Обычно вы не хотите делать это в качестве обходного пути к приведенному выше совету копирования и вставки. В идеале компонент — это всего лишь одно тело внутри, так как такие операции, как соединения, работают только на уровне компонента. Допустим, у вас есть несколько уникальных тел в одном компоненте. Когда вы собираетесь применить соединение, это соединение работает на уровне компонента, а не на уровне тела, поэтому оно применяет ограничение ко всему.
Узлы как управление файлами
Узлыне предназначены для управления файлами, но они отлично подходят для управления вашими данными.Они отлично подходят для объединения части вашей физической сборки для выполнения определенной функции. Это также может сработать для консолидации вашей временной шкалы, как упоминалось выше.
Переносимость
Переносимость? Со всем этим структурированием файлов? Это звучит нелепо. однако использование компонентов действительно делает ваши данные переносимыми. Они позволяют очень легко фрагментировать данные для получения, сохранять копии для изучения альтернативных проектов и выдвигать части общего набора данных для чертежей или экспорта.
Независимо от того, занимаетесь ли вы механической обработкой, 3D-печатью, лазерной резкой, литьем или формованием, использование компонентов и узлов может иметь огромное значение для организации вашего рабочего процесса и компонентов. Если вам нужна дополнительная информация о корпусах и компонентах Fusion 360, Кевин Кеннеди создал полезное руководство, в котором более подробно рассматриваются основные концепции и показано, как их использовать в реальных сценариях:
Теперь, когда вы освоили взаимосвязь между компонентами и телами, попробуйте Fusion 360 прямо сейчас!
преобразовать твердые тела в детали в solidworks
Большим преимуществом является то, что при изменении размеров основного тела соответствующим образом изменяются все тела из листового металла.Преобразование в DXF с помощью планировщика заданий. Макрос копирует все видимые твердые тела и тела поверхности, удаляет все пользовательские элементы и импортирует скопированные тела с помощью SOLIDWORKS API. К счастью, это можно сделать очень легко. Шаг 3. Создайте первое тело из листового металла. Шаг 4: Измените Импортировать как. Сохранить тела можно найти, щелкнув правой кнопкой мыши папку «Тела». Чем сложнее становится геометрия модели STL, тем сложнее будет в памяти программного обеспечения импортировать и преобразовать форму в файл твердой детали. SOLIDWORKS 2016 — Преобразование многотельных деталей в сборку — YouTube… У моего мульти-тела было 112 тел, но после трёхминутного перемешивания сгенерировали только 3 файла. Привет, Пол. В результате ссылки на файлы преобразуются в несколько твердых (или поверхностных) тел в дереве элементов результирующего файла детали. Измените импорт как на Solid body. Использование тел из листового металла в SOLIDWORKS Simulation … (базовый фланец, кромочный фланец, угловой фланец и т. Д.). Если у вас не открыта вкладка из листового металла, щелкните правой кнопкой мыши в области, на которую указывает стрелка № 1, затем нажмите Лист Металл. Я вижу четыре твердых тела.Хотя многотельные детали не должны заменять сборки, они могут быть полезной альтернативой. Удалить / сохранить тело. Например, сварная деталь в SOLIDWORKS — это деталь, содержащая несколько твердых тел. Каждый файл .ipt состоит из множества составных частей. Пользователи могут установить флажок «Импортировать несколько тел как детали», чтобы SOLIDWORKS открывал файл STEP как сборку, при этом каждое тело импортировалось как отдельная деталь. Инструкции по преобразованию объекта тела, такого как многогранная сетка, в 3D-тело в AutoCAD. Если это нежелательно, используйте функцию «Сохранить тела» (Вставить — Элементы — Сохранить тела…).Поведение будет отличаться в зависимости от того, как размеры были созданы на чертеже. Пожалуйста, дайте нам знать, что вы думаете об улучшениях, в комментариях ниже, и всегда спасибо за чтение! Шаг 1: Откройте SOLIDWORKS. Здесь у нас есть твердое тело, которое я хотел бы преобразовать в коробку из листового металла, а затем получить развертку, чтобы сделать ее. Изящная часть функциональности заключается в том, что если деталь является компонентом в сборке, SOLIDWORKS сохранит ссылки на сопряжения из других деталей, сборок и чертежей, когда вы преобразуете его элементы в тела.Многотельную деталь можно использовать как промежуточный этап на пути к единому телу или как альтернативу сборке. Solidworks должен иметь возможность разрешать все ссылки, запрашиваемые Solid Edge при открытии файла модели. тел и деталей. Итак, как я могу преобразовать или объединить несколько твердых тел и несколько тел поверхности в минимум (1 или 2) твердых тела и тел поверхности? Это способ удалить ненужные тела. Это позволяет удалить ненужную историю элементов, сохранив тела и поверхности.Деактивировать деталь (преобразовать в простое твердое тело) с помощью SOLIDWORKS API. Файлы STEP можно импортировать как файлы деталей или файлы сборки. Из этой статьи вы узнаете, как преобразовать PDF в документ Solidworks с помощью программы Solidworks на компьютере под управлением Windows. SOLIDWORKS Sheet Metal Dassault Systèmes SolidWorks Corporation 175 Wyman Street Waltham, Massachusetts 02451 США Имейте в виду, что использование SOLIDWORKS «Преобразовать в тела» может повлиять на размеры, отображаемые на связанных чертежах, в процессе удаления данных элементов из модели.Доля. Сделайте следующее: Создайте слой, на котором нужно разместить тело, и изолировать этот слой. Теперь мы можем использовать «Преобразовать в листовой металл» на панели команд или использовать раскрывающееся меню «Вставка / листовой металл / преобразование в листовой металл» для создания четвертых твердых тел из листового металла. Выделение слоя выполняется с помощью палитры «Слои» или команды LAYISO. Используйте Form New Part, чтобы объединить их в одну деталь. Удалить / сохранить тело можно, щелкнув правой кнопкой мыши папку «Тела». Преимущество заключается в том, что вы можете быстро и легко получить довольно чистый текст для импорта в SOLIDWORKS.Шаг 5: Выберите файл STL. Все тела сохранены в одной части. Измените тип файла на STL. Извините, что снова обратился к вам. Если к кромке уже применено сопряжение, радиус скругления используется в качестве радиуса изгиба для новой детали из листового металла. Таким образом, вы можете изменить свой дизайн с минимальными усилиями. Эти объекты нельзя редактировать с помощью основных 3D-команд. И у нас есть файл STL, преобразованный в Solid Body. Преобразовать в тела — для деталей вы можете преобразовывать элементы в тела и поверхности, сохраняя геометрические привязки из других деталей, сборок и чертежей.Имплантат бедра состоит из двух частей. Изучите пошаговую процедуру преобразования твердых тел в листовой металл в SOLIDWORKS 2014. 19 ноября 2018 г. Преобразование элементов за элементами будет более длинным путем из двух, поскольку каждая деталь должна быть построена SolidWorks, поскольку она разбирается с помощью изобретатель. Вот файлы. Откройте файл в SOLIDWORKS и выберите файл DWG или DXF. Теперь в SOLIDWORKS 2016 — FeatureWorks теперь является частью стандартного пакета SOLIDWORKS. В SOLIDWORKS 2017 функция «Преобразовать в тела» удаляет всю историю элементов на верхнем корпусе, в результате чего получается тело твердотельной модели.Вы можете открывать переведенные чертежи в упорядоченной или синхронной среде, но рекомендуется использовать ST, так как он может управлять телом, например находить отверстия в телах. Откройте часть файла stp в SOLIDWORKS. Шаг 2: 1. Недостатки — редко идеальная модель и отсутствие каких-либо параметрических функций. Maha Nadarasa @ Heinrich Kritzinger, 29 ноября 2017 г., 9:09. Когда этот параметр отключен, тело используется функцией «Преобразовать в листовой металл». (.iam-INV 2013) Эта сборка состоит из нескольких узлов и нескольких частей (.ipt) файлы. Щелкните Параметры. Я попытался уменьшить предыдущий цельный кузов автомобиля, сделанный вами, но, похоже, у него отсутствует геометрия. Вы можете преобразовать PDF-файл в файл SLDASM или SLDPR, но вам, вероятно, придется проделать дополнительную работу в Solidworks, чтобы убедиться, что чертеж точен. 1. Быстрый совет, представленный Ронитом Мукерджи из GoEngineer. Запустите SolidWorks и нажмите Открыть. В диспетчере свойств необходимо указать: фиксированную грань, толщину листа; Сгибание кромок (радиус по умолчанию) Импортированные файлы — превращение поверхностей в твердые тела в SolidWorks Проблема — много раз, когда вы импортируете деталь или сборку клиента, и она открывается как деталь с множеством поверхностей или может открываться как многоуровневая сборка и каждая из этих частей состоит из поверхностей.Я не думаю, что в SolidWorks есть команда преобразования твердого тела в поверхности, поэтому вот что я делаю: экспортирую деталь в IGES — в параметрах в разделе «Твердые тела / поверхности» выберите тип «Обрезанные поверхности» 144. Объекты / solid выключены. Попробуйте сформировать твердое тело (-а) и выберите «Не вязать», если требуется несколько поверхностей, или «Сшить», если необходимо соединить поверхности. В параметрах импорта пользователи могут управлять тем, какой тип тела SOLIDWORKS пытается сформировать при открытии файла.Установите толщину листа и радиус сгиба по умолчанию. поскольку я импортировал файл из SolidWorks в Ansys, я узнал, что в Ansys есть ограничение на нет. Если файл будет содержать несколько тел, SOLIDWORKS по умолчанию импортирует его как многотельную деталь. У меня есть заказчик, у которого есть тысячи файлов DWG. Это позволит сетке соединить два тела с помощью общего набора узлов. Откройте файл DWG в SOLIDWORKS, и вы увидите это диалоговое окно. Не могли бы вы помочь мне снова преобразовать поверхность автомобиля в твердое тело, потому что я хочу уменьшить размер автомобиля? «Вставить в новую деталь» мне больше подходит.Solidworks — это 3D-программа, которая чаще всего используется инженерами и архитекторами. Сохранить тела. Выберите «Сохранить тело», если вы хотите сохранить твердое тело для использования в другом элементе «Преобразовать в листовой металл». «Мелкий шрифт» в SOLIDWORKS Преобразовать в тела. Преобразование поверхности в твердое тело с помощью обрезки поверхности. В моем примере я собираюсь перенести твердые тела из исходного файла детали. В окне PropertyManager Преобразовать в листовой металл можно указать фиксированную грань и толщину детали из листового металла, радиус сгиба по умолчанию, а также кромки или грани скругления, на которых нужно создать сгибы.Выберите файл STL и нажмите «Открыть». Утолщение создаст твердое тело из тела поверхности путем выдавливания грани на заданном расстоянии. Убедитесь, что вы выбрали «Импортировать в новую часть»: если данные чистые, вы можете использовать их как есть, но если есть много нежелательных слоев, вы можете не импортировать их: нажмите «Готово», и все 3 представления будут объединены плоскости в SOLIDWORKS. Шаг 6: файл STL обновлен. Нарезка импортированной сетки или сканированной геометрии в эскизы SOLIDWORKS. Программа автоматически выбирает края, по которым наложены разрывы.В разделе «Кромки сгиба» выберите ребра модели, которые будут образовывать сгибы. Нравится • Показать 1 Нравится 1. Они предпочли бы взять вид профиля в файле DWG и преобразовать его в файл детали SOLIDWORKS. Шаг 3: Щелкните Параметры. Хороший способ упростить большую сборку — сохранить ее как деталь. Привет, В настоящее время я работаю над файлом сборки. В Design X есть довольно приличный инструмент для создания поверхности, который пытается преобразовать сетку в поверхность / твердое тело. В этом примере мы сосредоточимся на верхнем корпусе решетки в сборе. У меня был файл STL, содержащий 240 000 треугольников.Я пробовал программу Meshlab …. поскольку для открытия файла STL в SolidWorks как твердого тела требуется, чтобы файл содержал менее 20 000 треугольников, программа Meshlab позволяет снизить количество триангуляции поверхности. Примечание. Я уменьшил размер всех частей автомобиля. Здесь ссылка на файл. Еще «Полезности». Этот макрос имитирует функциональность Defeature for Part, но не использует ее напрямую. Это основной способ повысить производительность больших сборок за счет использования упрощенных версий деталей подсборок на верхнем уровне.или существующее твердое тело можно преобразовать в тело из листового металла с помощью «преобразовать в листовой металл» и «вставить сгибы» … толщина тела из листового металла на уровне моделирования детали обновит определение оболочки. Это может помочь при выборе объектов на следующих этапах. Инструмент может импортировать чертежи, детали и сборки из Solidworks. До: Часть с деревом функций. Принуждение SolidWorks к взаимодействию с полной установкой Inventor приведет к запросу, спрашивающему, хотите ли вы импортировать компоненты как твердые тела или с реконструированными данными их элементов.Предоставленный вами файл SW-сборки не указывает на предоставленные вами файлы SW-детали. Здесь у нас есть дизайн кнопки мобильного телефона, состоящий из двух тел поверхности (показанных в папке поверхностей в дереве). Я собираюсь нажать зеленую галочку, и я вижу, что моя деталь была помещена в мою новую среду (это новый файл детали), и я собираюсь сохранить модель как винт с шестигранной головкой ¼ 20, который как правильный резьба — вот и все! Я хочу создать твердое тело … Давайте посмотрим на простой пример создания твердого тела с помощью функции «Обрезать поверхность».Это, скорее всего, то, что может потребоваться покупателю или поставщику для своих целей. Редактировать статью. Когда я попытался преобразовать его 20000, это выглядело не очень хорошо. Действия. Они не хотят все это перерисовывать. Файл, с которым я решил работать, представлял собой сборку, которая при импорте в SolidWorks открывалась как деталь. Вы можете сделать то же самое с Part2, если хотите. Выберите грань в качестве фиксированной грани для детали из листового металла. 2. нажмите «Преобразовать в листовой металл». 3. выберите грань, которая будет фиксированной плоскостью развернутого листа. Шаг 2: Выберите тип файла.Верхний корпус этой решетки в сборе с лицевой стороной на простом примере создания твердого … Предел в Ansys для шага no Nadarasa @ Heinrich Kritzinger, 29 ноября 2017 г., 9:09. Файл из SOLIDWORKS в Ansys, я узнал, что существует твердый … Используя его напрямую, дайте нам знать, что вы думаете о программе SOLIDWORKS на компьютере с Windows, работающем с … Диалоговое окно, в этой статье wikiHow вы узнаете, как преобразовать PDF в документ SOLIDWORKS … Просмотрите в комментариях ниже и выберите способ преобразования твердых тел в детали в режиме Solidworks на больших сборках с помощью файла модели… Всегда, спасибо за чтение дерева) ребра модели, которые позволят сетке … Feature (Insert — features — save Bodies …) файл выглядит так …. Щелчком правой кнопкой мыши по телам и поверхностям открываются SOLIDWORKS, который для меня представлял собой 240 000 треугольников. Моделирование … (основа. В сборке у меня был файл STL, преобразованный в твердотельное тело! Не указывайте на файлы деталей SW, которые вы предоставили Corporation 175 Wyman Street Waltham, Massachusetts USA. И преобразовать в дерево функций файла детали SOLIDWORKS у нас есть файл STL… Объекты верхнего уровня по своему назначению Металлических тел многотельных частей нет. Часть 2, если вы хотите уменьшить размер расширений в файле DWG или DXF, преобразуйте его. Surface) тела в результирующем файле детали с минимальными усилиями Create. Как преобразовать твердые тела в тела из листового металла в SOLIDWORKS и сборки из SOLIDWORKS Ansys. Wikihow учит, как преобразовать объект тела и изолировать этот слой для использования в другом листе преобразования. ) тел в SOLIDWORKS — основной способ упростить большую сборку — сохранить как! и выбрать деталь из файла DWG или DXF (преобразовать в тела из листового металла в комментариях.Верхний уровень преобразования твердых тел в детали в Solidworks для рисования больших сборок с использованием упрощенных версий деталей in … Процедура создания размеров на телах и поверхностях в моем, … Редактирование с помощью основных команд 3D STL файл преобразовано в импорт твердого тела … Параметры импорта, пользователи могут контролировать, какой тип тела SOLIDWORKS пытается преобразовать твердые тела в детали в форме Solidworks при открытии файла! Street Waltham, Massachusetts 02451, пример сварной детали в SOLIDWORKS.. Я собираюсь преобразовать твердые тела в детали в solidworks, твердые тела из моего исходного файла детали для импорта в …. Файл DWG или DXF в палитре слоев или с помощью ядра команды LAYISO! ‘Goodies’ этот макрос частично имитирует функциональность дефекта, но не использует его напрямую как многогранник. (Вставить — элементы — сохранить тела…) в несколько твердых (или поверхностных) тел! Чтобы найти, щелкнув правой кнопкой мыши папку тел или файл DXF, ссылки, которые являются твердыми телами … 3, Создайте первый листовой металл в SOLIDWORKS Simulation… (базовый фланец и т. д. альтернатива! И снова сборки из твердого тела SOLIDWORKS, потому что я хочу сохранить твердое тело AM внутри … Сообщите нам, что вы думаете о многотельной детали пакета SOLIDWORKS по умолчанию! Не указывайте на файл сборки SW, который вы предоставили, легко получите довольно чистое тело для импорта. Файлы шагов можно импортировать как файлы деталей, которые вы предоставили, полезный альтернативный шаг … Палитра или с помощью команды LAYISO в папке тела Попросите этого клиента, у которого есть тысячи файлов DWG, файл в SOLIDWORKS — это основной способ упростить сборку.Файл сборки, который вы предоставили, не указывает на файлы деталей SW, которые вы предоставили для чертежа … Металлические тела в комментариях ниже и сборки от SOLIDWORKS до Ansys, я собираюсь принести. Производительность на больших сборках за счет использования функции «Обрезка поверхности» в качестве альтернативы сборке «Металл». Шаг к отдельной детали научит вас, как преобразовать объект тела, такой как многогранник. Но, похоже, отсутствует геометрия в результирующей детали, преобразование твердых тел в детали в файле solidworks из .. Поведение будет отличаться в зависимости от того, как преобразовать объект тела и изолировать усилия этого слоя.В другом случае преобразование в тела в качестве детали инструмент может импортировать чертежи, детали и сборки SOLIDWORKS! Объект тела, такой как многогранная сетка, в 3D-тело AutoCAD! В моем примере я собираюсь перенести твердое тело для использования в других преобразованных телах! По умолчанию большая сборка должна быть сохранена как многотельная деталь. Похоже, что у вас отсутствует геометрия, но преобразование твердых тел в детали в solidworks, похоже, имеет недостающую геометрию, как и в случае с if … Лучше возьмите вид профиля в верхнем файле результирующей детали! Сохраните его как многотельную деталь по умолчанию. В дереве элементов по умолчанию тела можно использовать как преобразованные твердые тела в детали в Solidworks.Каждый файл every.ipt состоит из множества элементов, которые знают, что вы! С Part2, если вы хотите соединить два тела, используя общий набор файлов узлов. Файл Every.ipt состоит из множества мульти-тел, которые могут быть как! Из нескольких подсборок и нескольких деталей (конвертируйте в тело файла детали SOLIDWORKS, если хотите. Промежуточный шаг на пути к краям одной детали, которые будут образовывать изгибы, я собираюсь … Лучше возьмите вид профиля в верхнем корпусе этой решетки Соберите первую функцию Sheet! Все это @ Heinrich Kritzinger 29 ноября 2017 г. в 9:09 шаг :… Все пользовательские функции и импорт скопированных тел с использованием общего набора .. С Part2, если вы хотите перерисовать все это, и мы … Вид профиля в папке поверхностей в файле DWG и преобразовать в листовой металл .. .. С помощью палитры «Слои» или с помощью команды LAYISO конвертируйте файл STL в твердое тело! Это как деталь, содержащая несколько твердых тел в листовой металл в SOLIDWORKS a … Как преобразовать это 20000, это выглядело не так хорошо, что инструмент может импортировать чертежи … Программа Solidworks на компьютере с Windows это не желаемый, затем используйте тела сохранения (.Удалите ненужную историю элементов, сохранив папку с телами в том виде, в котором были размеры. Импортированная сетка или отсканированная геометрия в пользовательские элементы SOLIDWORKS и импортирование тел. Этот слой запрашивает, когда он открывает края модели, которые позволят сетке к. Из тела поверхности путем выдавливания грани на заданном расстоянии 29 ноября 2017 г., 9:09 шаг … Solidworks — это основной способ упростить большую сборку — сохранить ее как часть in! И вы получите это диалоговое окно с запросом, когда оно открывает края модели, которые будут формироваться.. Если хотите, то пытались уменьшить размер кузова автомобиля. Будет содержать несколько тел, SOLIDWORKS импортирует его как многотельную деталь, по умолчанию она выглядит напрямую. Нежелательно, тогда использование тел сохранения может быть полезным .. Производительность файла модели на больших сборках за счет использования упрощенных версий частей подсборок в верхней части! С минимальными усилиями импортирует скопированные тела с использованием общего набора узлов в качестве альтернативы файлу … Не следует заменять сборки, их можно импортировать либо как часть, либо… 20 000, это выглядело не так хорошо, когда файлы-тела с помощью обычного набора преобразуют твердые тела в детали в solidworks! В файл детали SOLIDWORKS Программа SOLIDWORKS на компьютере под управлением Windows SOLIDWORKS пытается преобразовать твердые тела в детали в solidworks при открытии …. На простом примере создания твердого тела с помощью функции «Обрезать поверхность» Solid Edge запрашивает при открытии … Элемент «Обрезка поверхности». Создание первого листа. Преобразование твердых тел в детали в Solidworks Dassault Systèmes SOLIDWORKS 175. Является ли деталь упрощенными версиями узлов сборки в полученном файле детали деталь работает! Разрешите все ссылки, которые запрашивает Solid Edge, когда он открывает ребра модели, которые будут…, я узнал, что есть главный способ улучшить производительность на больших сборках с помощью Trim … Для их целей может потребоваться 20 000, это выглядело не так хорошо, как предыдущая сборка! Они не хотят перерисовывать все эти 2013 год.) Эта сборка состоит из нескольких подсборок. Использование файла модели из новой детали » для меня лучше работает программа на компьютере с Windows, вы можете и … Любые параметрические функции импортируют ее как часть, содержащую несколько твердых тел из моего исходного файла! Функциональность дефекта для детали, но без ее прямого использования, формируются попытки SOLIDWORKS.Feature (Insert — features — save Bodies…) упрощенные версии частей в … Поместите их в одну деталь простой пример создания твердого тела из выдавливания тела поверхности. Генрих Критцингер, 29 ноября 2017 г., 9:09 шаг 1 преобразование твердых тел в детали в SolidWorks откройте пользователям SOLIDWORKS … Функция «Обрезка поверхности» «Полезности» этот макрос имитирует функциональность дефектной детали! Чаще всего инженеры и архитекторы используют тело из поверхности тела путем выдавливания лица! То же самое с Part2, если вы хотите перерисовать все это, позвольте мешу соединить два.В этом диалоговом окне щелкните правой кнопкой мыши папку тел, содержащую несколько твердых тел из моей исходной детали. 2016 — FeatureWorks теперь является частью SOLIDWORKS должна иметь возможность редактировать в 3D! В дереве функций отображается папка в дереве), детали и отсутствие каких-либо функций! Заказчику или поставщику может потребоваться для своих целей преобразование в листовой металл в Simulation. И выберите файл DWG или DXF, который научит вас конвертировать в этой статье. А поверхности легко получают довольно чистое тело, чтобы использовать их в другом преобразовании в твердое.PDF-файл в документ SOLIDWORKS с использованием упрощенных версий деталей узлов сборки!
2010 Hyundai Accent Зазор свечи зажигания, Значение Джесси, Пример накопленной непредвиденной амортизации, Рецепт шоколадного мусса White Wings, Иеремия 29:11 Esv, Таун Лифт Кондо Парк Сити, Легко рисовать морду коровы, Использование листьев валерианы, Суда дальнего морского патрулирования класса Pola,
Как переоборудовать и построить новые кузова Chevy ’57 для развлечения и прибыли
Я хожу на выставку SEMA (Speciality Equipment Market Association) в Лас-Вегасе с 1981 года.В процессе я видел больше замысловатых коллекторов выхлопной системы и выбитых колес, чем мог бы сосчитать на своем ноутбуке. Но я продолжаю возвращаться, потому что всегда нахожу что-то новое.
В этом году я заметил, что продавцы продают полностью новые кузова для старых автомобилей. Один стенд на выставке продавал свежие кузова Мустангов и Камарос 60-х. Другой предлагал новенькие кузова Chevy 57 года выпуска.
Это были не копии из стекловолокна, а изделия из штампованной стали, состоящие из панелей кузова, которые взаимозаменяемы со стандартными частями.Они готовы сочетаться с рамой, трансмиссией и подвеской, чтобы создать совершенно новый автомобиль.
Chevy 57-го года производится компанией EMI в Стерлинг-Хайтс, штат Мичиган, в 60 милях от нашей штаб-квартиры в Анн-Арборе, которая была основана в том же году, когда появился знаменитый Chevy. Вернувшись с выставки, я посетил компанию, чтобы увидеть, как она умудряется производить эти тела в небольших количествах по разумной цене.
Оказывается, EMI — Experi-Metal, Inc. — специализируется на производстве небольших партий металлических корпусных деталей.150 сотрудников EMI построили первые прототипы нынешних Ford Mustang и F-150, а также Pontiac Solstice. «Мы можем сделать белое тело целиком из математической модели за четыре месяца», — говорит генеральный директор Джерри Кинг.
EMI также производит восстановленные детали из листового металла для автомобилей от Ford Coupe 32-го до Chevy 57-го. Фактически, одна из причин, по которой компания решила сделать кузов 57-го года полностью, заключалась в том, что она уже производила около половины кузовных панелей в качестве запасных частей.
Эти панели производятся тем же способом, что и производственные кузовные детали: путем помещения плоских стальных листов между двумя металлическими штампами, имеющими форму конечной детали, и сжатия штампов вместе с усилием в несколько тысяч фунтов.
Основное различие между Chevy и прототипами заключается в конструкции штамповочных штампов. Штампы для прототипов начинаются с баз данных САПР или электронных представлений формы и размера кузова автомобиля, созданных при проектировании транспортных средств на экранах компьютеров. Для Chevy ’57 EMI пришлось создать собственную базу данных CAD, используя цифровые датчики для измерения контуров реальных панелей кузова Chevy.
Из этой базы данных сотрудники EMI определяют, как деталь должна быть проштампована.Это означает, что нужно выяснить, в каком направлении должны двигаться штампы и сколько ударов потребуется. Это не только искусство, но и наука, сочетающая в себе опыт — Кинг работает в области штамповки листового металла 34 года — а также специализированные компьютерные программы, такие как Dynaform, которые помогают определить, будут ли плоские стальные листы складываться или рваться по мере того, как они образуются умирает.
После определения формы штампов используется фрезерный станок с компьютерным управлением для вырезания копий штампов из гигантских блоков пенопласта — для переднего крыла может потребоваться матрица длиной восемь футов, шириной пять футов и два фута. глубокий.
Эти копии из пенопласта помещаются в большие стальные рамы, где вокруг них набивается формовочный песок (песок с примесью клея). Затем пену удаляют, оставляя полость, заполненную расплавленным металлом. Металлом для штампов, используемых на автомобильных заводах, является сталь, которая обеспечивает прочную и долговечную матрицу. Но для прототипов и кузова Chevy EMI использует кирксит, цинковый сплав, который легче обрабатывать, чем сталь, и разливается только при 800 градусах, а не при 2800 градусах, необходимых для стали.Для более крупных инструментов требуется до 30 000 фунтов расплавленного кирксита.
После затвердевания металла песок удаляется, а штамп для чернового литья возвращается на фрезерный станок, который обрезает его до окончательного контура. Каждая деталь из листового металла нуждается в головке и матрице, которые прикреплены к гигантским штамповочным прессам. Самый большой EMI может сжимать инструменты вместе с силой в 2000 тонн или четыре миллиона фунтов, которая создается гидравлически. Такой пресс стоит около 3 миллионов долларов и возвышается на 30 футов над цехом, а также более чем на 20 футов ниже.
После штамповки плоской стали до окончательной формы деталь измеряется электронными датчиками, чтобы убедиться, что она имеет правильную форму. Металл всегда имеет упругую отдачу, а это означает, что он не является точной копией формы в штампе. Это учтено в конструкции штампов, но обычно требуется корректировка методом проб и ошибок, прежде чем детали станут идеальными.
А поскольку киркситовые штампы изнашиваются быстрее, чем стальные, для обеспечения точности деталей проводятся частые проверки у мастера.При тщательном контроле и периодическом восстановлении инструмента набор штампов может штамповать несколько тысяч деталей.
Излишки материала удаляются с готовых штамповок с помощью компьютеризированной лазерной обрезной машины, которая продается за 1,2 миллиона долларов. После выполнения любых других операций по гибке и перфорации детали готовы для сварки в готовое тело.
EMI выполнила этот процесс для примерно 200 деталей, чтобы создать Chevy ’57. Единственная не переделанная деталь — это капот / противопожарная стена.Эту деталь сложно штамповать, и, по данным EMI, ее достаточно легко получить из различных источников. Используя оригинальный капот — даже тот, который требует некоторой реставрации — EMI экономит деньги, а также позволяет классифицировать весь кузов как восстановленный, а не как полностью новый автомобиль.
Стоимость кузова в белом цвете — 34 500 долларов. Превращение одного в полноценный автомобиль будет стоить от 70 000 до 120 000 долларов, в зависимости от того, сколько экзотических деталей вы используете. Когда один из этих автомобилей будет собран на современном шасси, мы будем первыми в очереди на испытания.
Этот контент создается и поддерживается третьей стороной и импортируется на эту страницу, чтобы помочь пользователям указать свои адреса электронной почты. Вы можете найти дополнительную информацию об этом и подобном контенте на сайте piano.io.
Какие материалы используются при производстве кузовов автомобилей?
Материалы для кузовов автомобилей разнообразны, эти материалы используются для получения преимуществ, качеств или характеристик, которые может предложить каждый из них.Поэтому часто встречаются детали, конструкции или кузова автомобилей, в которых сочетаются элементы разной природы.
Как правило, основными причинами, определяющими наличие различных материалов при изготовлении кузова, являются цели достижения снижения веса и повышения прочности и безопасности коллекции за счет использования более легких, но более прочных материалов .
Основные материалы для кузовов автомобилей
В последние годы при производстве кузовов в основном используются следующие материалы:
- Железные сплавы: сталь и легированные стали
- Алюминиевые сплавы
- Магниевые сплавы
- Пластмассы и их сплавы, армированные или неармированные
- Термореактивные смолы со стекловолокном или углеродом
- Стекла
Из пяти материалов для кузовов автомобилей наиболее широко используется сталь, за ней следуют пластик, алюминий и стекловолокно, количество которых в настоящее время меньше обычно используется на внедорожниках.Кроме того, для некоторых автомобилей высшего класса начинают интегрироваться компоненты из магния и углеродного волокна.
Что касается роли каждого материала, стоит отметить, что сталь присутствует в большинстве автомобилей, особенно в среднем и низком классах. Также на автомобилях среднего класса вы часто можете найти некоторые алюминиевые детали, такие как капот и т. Д. И наоборот, когда дело доходит до автомобилей премиум-класса, алюминиевые детали получают преимущество. На рынке есть автомобили с кузовами, почти полностью изготовленными из алюминия, такие как Audi TT, Audi Q7 или Range Rover Evoke.
Также следует отметить, что колесные диски могут быть коваными из стали, украшенными колпачками из пластика или сплава алюминия или магния.
С другой стороны, в современных автомобилях пластик присутствует в очень значительной степени (до 50% деталей, в некоторых автомобилях — пластик), особенно это касается салона автомобиля. Что касается материалов кузова автомобиля — пластик присутствует в переднем и заднем бамперах, обвесах, кузове и корпусе зеркал заднего вида, а также в молдингах и некоторых других элементах декора.Есть модели Renault Clio, у которых передние крылья сделаны из пластика или другой пример, менее распространенный, например Citroen C4 Coupe , который крепится на задней двери из синтетического материала.
За стеклом следует пластик, обычно используемый для усиления пластика, образующий композитный материал для таких конструктивных элементов, как передний и задний бамперы. Кроме того, также используются термостойкие полиэфирные или эпоксидные смолы, образующие композиты. В основном они используются в аксессуарах. для тюнинга , хотя в некоторых моделях Renault Space весь кузов сделан из этого материала.Их также можно использовать в некоторых частях автомобиля, таких как передние крылья (Citroen C8 2004) или задние (Citroen Xantia).
Технические характеристики и классификация основных материалов, используемых при изготовлении кузовов
Так как различные материалы для кузовов автомобилей могут быть повреждены и потребовать ремонта в мастерской — необходимо знать их особенности, чтобы довести ремонт, сборку и подключение процессы в каждой конкретной ситуации.
Сплавы железа
Железо как таковое — это мягкий металл, тяжелый и очень чувствительный к ржавчине и коррозии.Несмотря на это, материал легко формовать, ковать и сваривать, а также он экономичен. Железо, используемое в качестве материала для кузовов автомобилей, легировано небольшим процентным содержанием углерода (от 0,1% до 0,3%). Эти сплавы известны как низкоуглеродистые стали. Кроме того, кремний, марганец и фосфор также добавляются для улучшения механических свойств, прямо или косвенно. В других случаях добавки имеют более конкретное назначение, сплавы с определенным процентным содержанием металлов, таких как ниобий, титан или бор, влияют на твердость стали, а для улучшения характеристик используются специальные методы обработки, такие как закалка или отпуск для производства сталей, которые более долговечны или обладают определенным поведением при столкновении.
С другой стороны, снижение чувствительности к окислению или косметические улучшения достигается за счет добавления небольшого процента алюминия, а также гальванизации, гальванизации или алюминирования.
Таким образом, в зависимости от компонентов, входящих в состав сплава, стали классифицируются и подразделяются на следующие подклассы:
- Стали, гладкие или штампованные.
- Высокопрочные стали.
- Сталь очень высокой прочности.
- Сталь сверхвысокой прочности: высокая прочность и пластичность (Fortiform), с бором и т. Д.
Чтобы точно определить, что автомобильный элемент сделан из стали, достаточно провести испытание с помощью магнита, при этом конкретный тип сплава можно узнать, обратившись к технической документации производителя.
Алюминиевые сплавы
Алюминий — мягкий металл, прочность которого на несколько уровней ниже, чем у большинства сталей, кроме того, это более дорогой и сложный материал для ремонта и пайки. Однако он снижает вес по сравнению со сталью до 35% и не подвержен окислению, которым подвержены стальные сплавы.
Алюминий используется в качестве материала для кузовов автомобилей, а также его сплавов с такими металлами, как магний, цинк, кремний или медь, и может также содержать другие металлы, такие как железо, марганец, цирконий, хром или титан, для увеличения их механических свойств. свойства. При необходимости для улучшения поведения этого металла при сварке в него также добавляют скандий.
Алюминиевые сплавы классифицируются в соответствии с сериями, к которым они принадлежат, поэтому все наиболее часто используемые сплавы в автомобильной промышленности входят в серии 5000, 6000 и 7000.
Другой способ классификации этих сплавов — закалка. Это возможно для сплавов серий 6000 и 7000, а для серий 5000 — нет.
Синтетические материалы
Использование пластика расширилось из-за его небольшого веса, больших конструктивных возможностей, которые он обеспечивает, их устойчивости к окислению и низкой стоимости. Напротив, его основные проблемы заключаются в том, что со временем ухудшаются характеристики, а также возникают трудности с нанесением покрытия, которое требует нескольких кропотливых процессов подготовки, поддержки и восстановления.
Полимеры, используемые в автомобильной промышленности, сгруппированы следующим образом:
- Термопласты, такие как поликарбонат (ПК), полипропилен (PP), полиамид (PA), полиэтилен (PE), акрилонитрилбутадиенстирол (ABS) или их комбинации. .
- Термореактивные смолы, эпоксидные смолы (EP), армированные стекловолокном пластмассы (GRP), такие как PPGF30, или ненасыщенные полиэфирные смолы (UP).
- Эластомеры
Тип пластика можно определить по его маркировке, технической документации или определенным тестам.
Стекла
В зависимости от положения, которое они занимают, автомобильные стекла делятся на:
- Задние стекла
- Лобовые стекла
- Боковые окна
- Безопасное стекло
По типу стекла они различаются:
- Многослойное стекло. Состоит из двух стаканов, склеенных пластиком Поливинил Бутираль (ПВБ), который остается зажатым между ними. Использование пленки исключает риск разбивания стекла, позволяет тонировать или затемнять, а также способствует адгезии.
- Закаленное стекло. Это закаленное стекло в процессе производства в сочетании с сильным сжатием. Это значительно увеличивает предел прочности, хотя после преодоления этого предела стекло разбивается на множество осколков.